Как правильно проводить ремонт сварочного инвертора своими руками? Ремонт сварочных инверторов своими руками
как отремонтировать если не работает, причины + видео
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
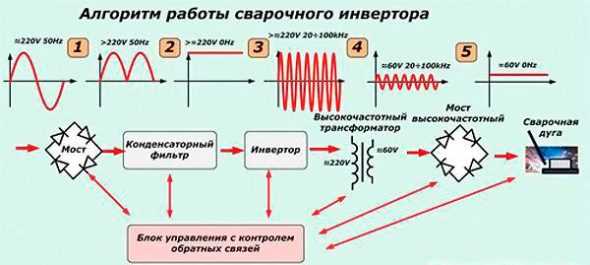
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.

В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;

Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
- слабое соединение электродержателя с электродом или кабеля в гнезде аппарата не даёт поджига дуги. Плохой контакт вызывает перегрев в местах соединения проводов, опасный для устройства;
- неправильно подобранные по типу и диаметру электроды не дадут устойчивой сварочной дуги или вызовут большое количество брызг расплавленного металла;
- неисправность регулятора сварочного тока не обеспечивает его стабильного поступления и не даёт возможности им управлять;
- неверно выбранный автоматический выключатель вызывает отключения аппарата;
- выход из строя светового индикатора не остановит работу аппарата, но индикатор требуется заменить;
- перегрев устройства из-за несоблюдения режима сварки зажигает индикатор неисправностей и останавливает работу.
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;

Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
- прерывание, пульсацию дуги вызывает нестабильность или низкое значение сварочного тока. Проверяют надёжность подключений или повышают ток. Если в сети присутствуют значительные скачки напряжения, используют стабилизатор;
- сильное разбрызгивание металла провоцирует высокий сварочный ток или неправильно установленная полярность. Решают вопрос понижение силы тока и соблюдение полярности;
- горбатый, с подрезами, шов исправляют повышением тока и правильной установкой полярности;
- пористый шов с большим количеством дефектов получается из-за неподготовленного металла или сварки длинной дугой. Количество дефектов шва можно уменьшить при помощи очистки ржавой и грязной поверхности и приближения электрода к металлу.

Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.

На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.

Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.

Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- сначала прикасаются щупами к крайним ножкам: чёрным — к левой, красным — к правой. В этом положении тестер должен давать показания. При перемене щупов местами показаний быть не должно. Так проверяют все транзисторы, при этом цифровые показатели должны быть примерно равными;
- затем проверяют внутренний диод каждого транзистора, для чего чёрный щуп прикладывают к средней ножке, красный — к левой;
- наконец, транзистор проверяют на затвор. Для этого красный щуп ставят на правую ножку, чёрный оставляют на месте.

Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.

Кнопку проверяют в режиме «включено», прозванивая её контакты
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.

Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.

Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.

Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.

Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами. Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.

Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.

При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Перед проверкой блока питания выключите аппарат из розетки!

На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Здравствуйте, меня зовут Лилия. Мне 48 лет, в копирайтинге я новичок. Оцените статью: Поделитесь с друзьями!postroika.biz
Ремонт сварочных инверторов своими руками: видео, схемы и фото
Ремонт сварочных инверторов является довольно распространенным мероприятием, даже если речь идет об устройствах от ведущих производителей. У каждого прибора есть свой срок службы, по мере приближения к которому различные компоненты агрегата могут постепенно терять свою работоспособность, выдавать ошибки, в итоге это приводит к нарушениям процессов сварки.
Содержание статьи
С чего начать
Устройство сварочного инвертора
Ошибка многих владельцев сварочных инверторов заключается в том, что они пытаются действовать наобум. В народе подобный ремонт носит название «метод тыка». У некоторых даже это получается, но в большинстве случаев самостоятельный ремонт обычно заканчивается окончательной поломкой или необходимостью обращаться в сервисный центр.
Вы готовы потратить огромные деньги на восстановление рабочего состояния своего устройства? Или проще сразу приобрести новый аппарат? Все зависит от того, что именно случилось с агрегатом.
Первое, с чего вам следует начать, это достать из упаковки вашего сварочного инвертора инструкцию. Если речь идет о хороших производителях, все они обязательно предоставляют схемы, инструкции, руководства не только по эксплуатации, но и ремонту.
Заводские схемы поломок и их устранение — это основное пособие, которое должно быть перед вами во время проведения ремонтных работ своими руками. Все остальное — вспомогательные средства. Хотя от видео инструкций по ремонту отказываться не стоит.
Виды и причины поломок
Электрическая схема сварочного инвертора для ремонта своими руками
Все поломки, которые могут возникать у сварочных инверторов, делят на две основные группы.
- Первая группа неисправностей инверторов вызвана применением несоответствующих режимов работы для выполняемых сварочных операций.
- Вторая группа связана с поломкой или нарушением работоспособности электроники сварочных устройств.
Начните с элементарных мероприятий по проверке сварочного аппарата, постепенно исключая те или иные причины. Если проверка показывает, что все со сваркой хорошо, но он все равно не функционирует, причиной может быть электросхема.
Электронная составляющая сварочного аппарата может выйти из строя по нескольким причинам:
- В сварочном устройстве оказалась влага. Такое часто случается, когда сварочные работы проводятся во время дождя или снега;
- Внутри корпуса сварочного инвертора накопилось большое количество пыли, грязи. Из-за этого перестает нормально работать система охлаждения. Потому дабы избежать подобных неприятностей, все схемы эксплуатации инверторов требуют обязательной периодической чистки;
- Мастер не соблюдал рекомендуемые режимы во время проведения сварочных работ инвертором. Элементарный пример — инвертор работал дольше, чем ему положено по инструкции. Потому возникла перегрузка, устройство вышло из строя.
Популярные неисправности
Практика показывает, что нарушение правильной схемы работы сварочного инвертора обычно вызывается однотипными причинами. Рассмотрев их, вам будет проще отремонтировать агрегат.
- Неустойчивая дуга сварочного инвертора или разбрызгивание электрода. Такие ситуации возможны тогда, когда вы выбрали несоответствующий режим сварочного тока. Все рекомендации указаны в инструкциях, на упаковке, потому не спешите от них избавляться. Если же упаковки нет, а правильные параметры вы не знаете, попробуйте подавать по 20-40 А на 1 мм диаметра используемого электрода. Если скорость сварки будет падать, величина тока снижается.
- Электрод постоянно липнет к свариваемому металлу. Здесь причин сразу несколько. Зачастую прилипание возникает из-за недостаточно высокого питающего напряжения сети, от которой работает инвертор. Другая причина — нарушение контакта модулей в гнездах. Чтобы устранить неисправность, нужно подтянуть крепежи или плотнее зафиксировать платы. Как вариант, прилипание возникает при использовании удлинителей для подключения сварочного инвертора. Схемы эксплуатации предусматривают, что сечение проводов удлинителя не должны быть ниже 2,5 мм2. Если нарушить это правило, прилипания к металлу не избежать. Хотя не редко даже при соответствующем сечении удлинителя причиной неисправной работы становится чрезмерная длина. Переходники длиной свыше 40 м не способны обеспечить функциональность сварочного инвертора, поскольку происходят большие потери в цепи.
- Когда инвертор подключен к сети, все индикаторы функционируют, но сварка все равно не работает, причин может быть две. Первая и наиболее распространенная — аппарат перегрелся. Вторая заключается в самопроизвольном отключении кабелей сварочного устройства или их повреждение.
- Если отключается сетевое напряжение во время сварочных работ, это говорит о неправильно подобранном автоматическом выключателе в электрощите. Схемы предусматривают применение устройства с выдержкой тока до 25 Ампер.
- Если аппарат не включается, вероятнее всего в сети слишком низкое напряжение. Потому инвертор не может активироваться.
- При длительной работе инвертора он отключился. Это вызвано срабатыванием защиты, которая отключает агрегат при превышении предельной температуры. Подождав около 20 минут, вскоре вы сможете продолжить работу.
Ремонтные работы
Отремонтировать своими руками вышедший из строя сварочный агрегат не так сложно, как может некоторым показаться. Да, не всегда ремонт сварочного инвертора возможен без вмешательства специалистов. Но попробовать вам никто не мешает, прежде чем платить внушительные деньги мастерам.
- Для начала проведите визуальный осмотр своими руками. Для этого надо вскрыть корпус, проверить состояние элементов инвертора на предмет их целостности, износа, наличие дефектов и пр. Если отыскали провода с плохой или разорванной пайкой, вооружитесь паяльником и восстановите все соединения. Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность.
- Если визуально все с аппаратом хорошо, вам потребуется своими руками протестировать элементы. Для этого воспользуйтесь мультиметров или обычным омметром. Мультиметр универсальнее, потому подходит больше для комплексного ремонта.
- Наиболее подверженная поломкам часть инвертора — это транзисторы. Начните прозвон с них, а также с драйверов транзисторов. Это обусловлено тем, что именно драйвер становится причиной поломки силового транзистора.
- Своими руками убедитесь в исправном состоянии проводников. На них могут возникать обрывы и следы подгаров. Если элементы подгорели, удалите их и припаяйте новые.
- Тщательно проверьте все разъемы в начинке инвертора. Обычно достаточно их зачистить, хотя иногда ситуации более сложные.
- Оба выпрямителя (выходной и входной) — это обычные диодные мосты, которые монтируются на радиатор инверторного устройства. Они отличаются надежностью, потому редко выходят из строя. Но убедитесь в их целостности нужно. Для этого воспользуйтесь тестером, прозвонив все диоды. Если удалось отыскать пробитый, просто замените поврежденный элемент.
- Последний этап — это проверка платы управления ключами. У инвертора они являются наиболее сложными элементами, поскольку от их работоспособности зависит работа всех остальных компонентов. Здесь вам пригодится осциллограф.
Если вам не удалось определить своими руками причины поломки инвертора, аппарат придется отнести в сервисный центр. Не имя опыта в ремонте сварочных устройств, не стоит пытаться решить проблему самостоятельно.
tvoistanok.ru
Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
 Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор.
Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.
В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях.
При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов.
Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.Основные причины неисправности
 Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
 При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.
- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы.
При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности.
При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод.
Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
elektrik24.net
Ремонт сварочного инвертора своими руками, этапы диагностики
Конструкция сварочного инвертора является довольно сложной, поэтому наименее безопасной при ее эксплуатации. Большим преимуществом является высокое качество выполняемых работ аппаратом. Вместе с тем любая конструкция со временем изнашивается и ломается. Поэтому имеются два решения данной проблемы. В первом случае аппарат ремонтируют своими руками, а второй случай связан с обращением к специалистам по ремонту сварочных инверторов.

Схема сварочного инверторного полуавтомата.
Как устранить неисправность своими руками?
Какие элементы имеет сварочный инвертор?
Непростой прибор требует соответствующих знаний и правильного подхода к ремонту. Здесь важно разбираться в электронике, то есть в диодах, транзисторах, резисторах и стабилизаторах.
Какие приборы при этом понадобятся:
- Мультиметр.
- Осциллограф.
- Вольтметр.
Схема подключения мультиметра.
Потребуются и другие специальные приборы для измерения различных показателей. Обнаружить неисправность бывает слишком затруднительно, поэтому понадобится не один раз сделать проверку всех элементов, их определенной последовательности, в которой они должны содержаться в общей схеме.
Работа инвертора строится по схеме, связанной с поэтапным преобразованием сигнала. Первоначально происходит выпрямление тока за счет входного выпрямителя, после этого он начинает преобразовываться в ток переменной частоты за счет модуля инвертора. Затем в процессе преобразования участвует силовой трансформатор, поэтому происходит преобразование частотного тока в сварочный. После трансформатора ток переменной частоты за счет выходного выпрямителя преобразуется в форму сварочного. Перед осмотром инвертора следует обратиться к его микросхеме и чертежам.
Какие бывают предпосылки для проведения ремонта инвертора?
Требуется подчеркнуть, что главными чертами сварочных инверторов является точность работы. Если даже самый качественный инвертор вышел из строя, то среди основных причин для этого можно выделить следующие:
- Некорректное использование устройства.
- Отсутствие точного подключения прибора.
- Изменения напряжения электросети.
- Изменения силы тока.
Рисунок 1. Перечень возможных неисправностей сварочного инвертора.
Причинами поломок могут быть и плохие погодные условия, если они наблюдаются во время работы аппарата на улице. Это могут быть слишком загрязненные помещения, повышенный уровень влажности, дождь, снег и т.д. Более уязвимым местом инвертора является клеммная колодка, к ней подключается кабель. Отсутствие нормального контакта и одновременно значительного показателя силы тока будет предпосылкой, связанной с перегреванием всех элементов и соединений.
Неисправностью является и плавление изоляции, что может вызвать замыкание цепи. Перечень возможных неисправностей представлен в таблице (рис. 1). При этом ремонт сварочного инвертора своими руками осуществляется путем зачистки контактов и плотного стыкования с соединением, которое нагревается во время работы.
Этапы проведения диагностики инвертора
Выделяют следующие основные этапы, связанные с диагностикой неисправностей инвертора:
- Не происходит включение оборудования.
- Инвертор выключается сам.
- Прибор сильно шумит.
- Происходит сильный перегрев конструкции.
- Наблюдается обрыв электрической дуги при сварке.
- Плохо регулируется ток.
- Потребление электроэнергии является сверхлимитным.
Если прибор не включается, то основной причиной этому выступает:
- Недостаток сетевого напряжения.
- Срабатывание автомата на щитке.
- Оборудование перестает работать.
Как и что следует проинспектировать в приборе перед его ремонтом?
Перед началом проведения ремонта инвертора для сварки своими руками проверяют транзисторы, которые зачастую выходят из строя в первую очередь.
Схема устройства электронного осциллографа.
Здесь потребуется сделать тщательный осмотр. Внешний вид неисправной части говорит сам за себя, отличаясь покоробленным корпусом. При обнаружении перегоревшего транзистора его требуется заменить на новый. Если внешние дефекты отсутствуют, то с помощью мультиметра необходимо прозвонить транзистор, после чего следует подобрать новый элемент и сделать его качественную установку на место прежнего транзистора.
Силовые транзисторы имеют элементы драйвера, которые следует проверить во вторую очередь. Данный вид деталей является более устойчивым к повреждениям, поскольку это может случиться с элементами, приводящими в действие сами драйверы. Сделать проверку работоспособности силовых транзисторов позволяет омметр, после чего деталь можно выпаять и заменить аналогом.
Из чего состоит инвертор?
Если возникли трудности при обнаружении дефектов, то очень важно осуществить проверку выпрямителей, соединенных за счет диодных мостов, смонтированных на основе радиатора. Эти элементы инвертора имеют значительную жизнестойкость, поскольку может произойти поломка внутри механизма. Диагностика диодного моста требует вначале осуществить его освобождение паяльником от любых проводов, сняв соответственно с платы управления. Значительно облегчает работу с инвертором отсутствие зависимости цепи от короткого замыкания. Выпаять неисправный диод помогает паяльник, оснащенный отсосом.
Оканчивая осуществлять диагностику, производят осмотр платы, позволяющей управлять ключами. Эта деталь является непростым и важным элементом аппарата. Оканчивая осуществление ремонта инвертора, проверяют работу сигналов управления, которые должны поступать к шинкам затворов модуля ключей.
Схема устройства передней панели инвертора.
Контроль данного сигнала управления не является сложным, так как можно использовать осциллограф. Если случай является неясным, то потребуется вмешательство эксперта.
Долгая и бесперебойная работа инвертора может быть обеспечена за счет соблюдения особых правил:
- Проведение технического осмотра сварочного инвертора перед началом работы с ним и подготовка рабочего места.
- Установка прибора в горизонтальное положение, что позволит подготовить рабочее место.
- Подключение сварочных кабелей к силовым разъемам прибора: к электрододержателю со знаком «+», а на массу — со знаком «-«.
- Проверка фиксации кабельных вставок в паяльных гнездах путем их поворота по направлению часовой стрелки.
- Подключение электроприбора к электросети питания, вставляя в розетку электрическую вилку.
- Переключение выключателя в расположение «ON», чтобы включить вентилятор.
- Осуществление пробного зажигания дуги.
- Ручкой регулятора тока выставляют необходимый режим для проведения сварочных работ.
Если следовать рекомендациям, связанным с правильным техническим обслуживанием прибора, то он будет служить долгое время:
Структурная схема цифрового вольтметра с времяимпульсным преобразователем.
- Категорически запрещается использовать прибор со снятым кожухом долгое время.
- Следует чаще производить осмотр внутренних узлов прибора, что определяется частотой применения прибора и степенью загрязнения рабочего пространства.
- Пыль, которая накоплена в приборе, следует удалять путем применения сжатого воздуха при низком давлении, то есть меньше 10 бар.
- Очистку электронных плат не производят за счет струи сжатого воздуха, а только с помощью небольшой щетки.
- До выполнения работ следует осуществить проверку безопасности при креплении силовых разъемов в соответствующих гнездах прибора, проверить сетевую вилку, розетку и изоляцию электронного кабеля.
- Транспортировка и хранение прибора должны соответствовать погодным условиям.
- При перевозке прибора транспортом его можно поставить и в вертикальное положение.
- Хранение прибора осуществляется только в сухом помещении, где относительная влажность воздуха составляет 80%.
- Инвертор хранится отсоединенным от электросети.
Принцип работы сварочного инвертора и начало его ремонта
Схема сварочного инвертора.
Для ремонта неисправного инвертора следует выяснить все принципы его действия. На первом этапе работ со сварочным инвертором за счет приборов выпрямляется напряжение сети, а в дальнейшем происходит его преобразование в напряжение переменной частоты. После этого оно снижается до уровня, позволяющего осуществлять безопасную сварку. Последний этап связан с наличием постоянного сварочного напряжения.
Перечисленные процессы регулируются за счет блока управления, имеющего достаточно сложную конструкцию. Начиная ремонт сварочного инвертора, его обязательно зрительно осматривают, чтобы зачистить все места, которые не имеют нормального контакта.
Этими зонами традиционно являются выпрямительные диоды. Осуществлять крепление диодов возможно за счет резьбовых соединений, а все специальные инструменты не понадобятся.
Как самостоятельно сделать ремонт сварочного инвертора правильно?
Предварительно делают проверку диодов, исследуя их «пропускную» способность или «пробой», что связано с возможностью свободного прохождения тока через диод в одном и том же направлении. Это делается с помощью мультиметра. При неизменном сопротивлении в случае замеров от плюса к минусу следует заменить диод.
Даже неисправный диод позволит осуществлять сварку инвертором, а возможность включения прибора не связана с обеспечением нормальной работы. Если прибор нельзя нормально включить или выключить, то здесь потребуется проведение срочного ремонта. Любая модель инвертора имеет предохранитель на плате управления. Если ее демонтировать, то можно и добраться до данного устройства.
Съем платы управления требует маркировки всех разъемов, которых может быть больше трех, а сами они являются схожими друг с другом. Если предохранитель неисправен, то производить его сборку и установку не сложно, требуется только терпение и аккуратность.
Схема питания сварочного инвертора.
Зачастую причиной выхода из строя транзисторов сварочных инверторов является недостаточное остывание. Контакт элемента должен иметь термопасту и теплоотводную пластинку. Сделать распайку и установку детали не сложно, но обязательно следует контролировать возможность ее перегрева, так как для пайки используется достаточно твердоплавкий припой.
Если силовой транзистор выходит из строя, то это приводит к поломке драйверов, примыкающих к данной детали. Зачастую могут выйти из строя диоды и стабилитроны. Транзисторы вначале осматривают снаружи, а затем их заменяют.
Проведение проверки драйвера, выпрямителей и полуавтомата
Если транзисторы уже прошли осмотр и проверку с последующей заменой, поскольку причина их поломки была найдена, то в качестве предпосылки рассматривается наличие «раскачивающегося» драйвера. Аналогично с использованием тестера можно прозванивать любые элементы платы, заменяя их на исправные.
Обязательно следует проверять печатные проводники платы, что позволит выявить присутствие подгара. Имеющиеся пригоревшие участки можно удалять и заново припаивать другие перемычки. Все места пайки покрываются специальным лаком. Вначале проверяют и зачищают с помощью белого ластика для чертежей каждый контакт разъемов.
Схема внутреннего устройства сварочного инвертора.
Выпрямители представляют собой выходные и входные двухполупериодные диодные мосты, которые оснащены кремниевыми вентилями. Их считают безотказными деталями, но они способны также изнашиваться. Осуществление их контроля не является сложной задачей. Выпаивание мостов из электронных цепей связано с демонтажом кронштейнов. Если мост прозванивается только в одну из сторон, то он является исправным, а если сразу в обе стороны, то данный мост поломан. Проверку осуществляют, когда мост уже является собранным и установленным на нужное место.
Проведение проверки платы, позволяющей осуществлять управление прибором, связано с прозвонкой тестером, что позволяет осуществлять контроль над сигналом управления затвором с помощью модуля ключей. Осуществлять проверку можно с применением прибора под названием осциллограф. При нормальном выполнении проверки все сигналы будут верными, иначе окажется, что что-то было пропущено.
Если используется полуавтомат для сварки, то в нем могут возникать исключительно механические неисправности. К примеру, если выявили задержку при подаче проволоки, то это может возникать по следующим двум причинам:
- Механизм подачи проволоки связан с небольшим прижимным усилием, которое требуется верно отрегулировать.
- Наблюдается сильный процесс трения между проволокой и каналом в рукаве.
Следует поменять канал в ходе одного протяга. С этой целью удаляется старый и ставится новый канал, позволяющий объединить начало и конец.
moyasvarka.ru
Ремонт сварочных инверторов
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.

Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.

Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей

Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.

Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.

В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.

Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение

Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности

Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.

Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.
bouw.ru
Ремонт сварочного инвертора своими руками
Ремонт сварочного инвертора своими руками
Сегодня большинство сварочных агрегатов бытового назначения имеют небольшие габариты и массу. Такая возможность появилась благодаря использованию в их электрической части инверторных схем управления и преобразования сварочного тока, которые позволили избавиться от переключения обмоток сварочного трансформатора.
В электронных схемах инверторных агрегатов, для регулировки величины сварочного тока и коммутации напряжения установлены мощные полевые транзисторы или управляемые диоды – семисторы и тиристоры.
Для того чтобы определить причину неисправности или низкого качества работы сварочного аппарата и наметить способы его ремонта необходимо иметь хотя бы общее представление о его схемотехнике и принципе работы.

Принцип работы и конструкция устройства
Бытовой сварочный инвертор должен сформировать и иметь на выходе постоянной ток определенной силы, значение которого достаточно для поджига и поддержания устойчивого горения дуги.
В отличие от обычных сварочных трансформаторов, которые просто понижают сетевое напряжение, а для его преобразования в постоянное используются блоки выпрямителей, инверторное оборудование преобразует переменное напряжение частотой в 50,0 герц в более высокочастотное, что позволяет значительно повысить стабильность выходных параметров и использовать понижающие трансформаторы меньших габаритов.
Процесс получения необходимых для обеспечения процесса сварки металла параметров включает следующие последовательные процедуры (операции):
- выпрямление сетевого напряжения;
- преобразование его в ток высокой частоты;
- понижение напряжения до необходимого уровня, при котором обеспечивается достаточная величина выходного тока;
- повторное выпрямление напряжение.
Для преобразования низкочастотного, сетевого напряжения в напряжение высокой частоты используются специальные преобразователи, построенные на базе мощных транзисторов. Выпрямление конечного напряжения осуществляется мостовыми устройствами на базе мощных диодных сборок или тиристоров (семисторов).
Бытовые инверторы в своей конструкции содержат несколько функционально связанных блоков, которые расположены на отдельных платах и соединены посредством проводников или шлейфов между собой.
Основным элементом инвертора является силовой блок, на котором установлены следующие модули:
- Блок первичного выпрямителя, представляющий собой плату, на которой установлены по мостовой схеме мощные диоды.
- Инверторный преобразователь создан на основе мощного транзистора, который формирует высокочастотное напряжение частотой 50,0…100,0 килогерц.
- Модуль понижения напряжения включает трансформатор с ленточными обмотками понижающий напряжение до 40,0…50,0 вольт.
- Выходной выпрямитель собран на базе диодов, рассчитанных на ток до 250,0 ампер.
- Все силовые элементы (диоды и транзисторы) установлены на охлаждающих радиаторах (теплоотводах) а корпус устройства оборудован системой принудительной вентиляции.

Причины входа из строя инверторных сварок
Как правило нарушение работоспособности инверторного сварочного аппарата происходит из-за несоблюдения или нарушения правил эксплуатации. Довольно часто поломки вызываются попаданием влаги на электронные детали отдельных модулей.
Высокочастотное напряжение образует электростатическое поле, которое способствует накоплению пыли, с удалением которой не справляется вентиляционная система. Пыль приводит к изменению параметров сопротивления на отдельных участках плат электронных блоков, что также является причиной нарушения нормальной работы всего агрегата.
Неопытный сварщик может вывести инвертор из строя если будет выполнять сварочные работы, на которые аппарат не рассчитан. Например, резка швеллерного профиля маломощным бытовым устройством приведет к его перегрузке и гарантированной поломке. Если не будет обеспечен надежный контакт сетевых и сварочных кабелей, то будет наблюдаться перегрев контактной зоны и разрушение клемных изоляторов.
Помимо эксплуатационных нарушений, к неработоспособности инверторной сварки могут привести причины независящие от квалификации сварщика и характера выполняемых работ. Это прежде всего снижение сетевого напряжения до уровня 180,0…190,0 вольт, что является достаточно частым явлением в дачных поселках и сельских поселениях.
Нельзя забывать и о некачественной сборке и использовании недоброкачественных комплектующих, что является основной причиной выхода из строя неотработанных в производстве и непроверенных в эксплуатации сварочных инверторов.
Основные виды дефектов
Рассмотрим основные неисправности, с которыми наиболее часто сталкивается владелец инверторного аппарата для сварки. Если на выходе аппарата отсутствует напряжение это обычно вызвано перегоранием предохранителей или нарушением целостности одного из проводников в схеме прибора.
Вторая достаточно часто встречающаяся неполадка проявляется в невозможности выставить нужное значение сварочного тока даже в крайнем, максимальном положении регулятора мощности. Причиной это дефекта, как правило, является пониженный уровень питающего напряжения.
Если устройство самопроизвольно, довольно часто отключается во время работы следует проверить не перегреваются ли его модули. Второй причиной отключения может быть наличие короткого замыкания в каких-либо элементах схемы прибора.
Нестабильность горения сварочной дуги вызывается неисправностями или силового блока, или модуля управления. Если при работе агрегат создает повышенный уровень шума, это является свидетельством перегрузки, которые могут привести к более серьезным неисправностям.
При наличии дефектов в работе системы защиты, последствия могут быть самыми непредсказуемыми. К сожалению обычно неправильная работа этого модуля обнаруживается слишком поздно, когда неисправность достигла критического уровня и какой-либо узел аппарата вышел из строя.

Основные правила ремонта
Нарушение работоспособности сварочного инвертора не всегда является проблематичной и вполне может устранена своими руками лицом, имеющим определенные электротехнические навыки и способном разобраться в тонкостях схемотехники изделия. Перед тем как начинать разборку аппарата следует проверить надёжность контакта входных и сварочных кабелей.
Любой ремонт следует начинать с визуального осмотра «внутренностей агрегата». Наличие механических повреждений на печатных платах, обугливание или почернение изоляции проводников, следы короткого замыкания свидетельствуют о возможном наличии неисправности. Если визуально определить причину не удается, следует с помощью мультиметра проверить целостность соединительных проводников между отдельными модулями агрегата.
Если дело не в этом, а причина неисправности носит более серьёзный характер следует приступить к более тщательной диагностике изделия. Для этого может потребоваться следующий инструмент:
- плоскогубцы с изолированными ручками;
- набор прямых и крестообразных отверток;
- электропаяльник мощностью 40,0 …100,0 ватт;
- набор гаечных рожковых и торцевых ключей
- кусачки;
- слесарный нож;
- мультиметр (тестер с пределами измерения 50,0 … 250,0 вольт;
- амперметр с диапазонами измерений 0…50,0 и 0,250 ампер.
Некоторые специалисты могут сказать, что без осциллографа и частотомера многие причины выхода из строя отдельных блоков сварочного аппарата определить не удастся. Однако эти причины достаточно специфичны, а устранение достаточно сложно. Для ремонта аппарата с подобными дефектами следует обращаться к специалистам ремонтных фирм.

Ремонт силового блока
Основной причиной неисправности силового блока является выход из строя (перегорание, пробой) мощного транзистора. В большинстве случаев его неисправность удается определить визуально. Корпус транзистора может иметь деформации (вздутие, разрывы), потемнение, прогары. Ремонт заключается в замене неисправной детали. Перед установкой нового транзистора на радиатор, место из контакта следует смазать специальной термопастой.
Обычно силовой триод не выходит из строя в одиночку, а сопровождается перегоранием микросхем и транзисторов управляющей схемы. Ремонт аппарата в этом случае также заключается в замене вышедших из строя деталей.
Пробой или перегорание диодов силового моста встречается более редко. Однако перед началом замены силового транзистора диоды следует прозвонить мультиметром, определяя их сопротивление. Нулевое или бесконечно большое сопротивление одного из диодов при поочередном подключении щупов мультиметра различной полярности свидетельствует о неисправности проверяемого электронного прибора.
При замене диодов и транзисторов следует подбирать их полные аналоги, вплоть до соответствия буквенного индекса, который характеризует быстродействие электронного элемента.
Ремонт блока управления
«Домашний» ремонт блока управления заключается в визуальном осмотре деталей модуля и проверке проводников на наличие обрыва.
Если причина неисправности не в этом, то имеет смысл обратиться в специализированную ремонтную организацию. Это не только обойдется дешевле, но и гарантирует от повторного выхода их строя замененных деталей электронной схемы.
Если при перегреве агрегата не происходит его атематического отключения и не срабатывает сигнальная лампочка (имеется не на всех моделях), следует проверить надежность соединения термовыключателей с датчиками температуры. Устраняют неисправность путем замены одного из этих элементов.

Безопасность при ремонте устройства своими руками
Современные сварочные бытовые сварочные инверторы достаточно надежны в работе, а при их периодическом техническом обслуживании и ремонте следует соблюдать определенные правила:
- Запрещается эксплуатация изделия со снятым кожухом.
- Все диагностические работы и замену деталей производят на полностью обесточенном устройстве.
- При удалении накопившейся внутри корпуса пыли используют струю сжатого воздуха при избыточном давлении, не превышающем 5,0 атмосфер.
- Очистку печатных плат и расположенных на ней электронных элементов производят кисточкой (наподобие кисточки для бритья).
- Длительное хранение прибора проводят только в сухом помещении, с полностью закрытым корпусом и отключенным от сети.
househill.ru
Ремонт сварочных инверторов своими руками: основные виды неисправностей
Сварка инверторным способом сегодня нашла широкое применение. При всей надежности инверторов нередки случаи выхода их из строя по разным причинам. В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками.

Устройство сварочного инвертора.
Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа. При ремонте потребуются элементарные знания основ электротехники и радиодела в части монтажа простых схем.
Общие сведения об инверторах
Функциональные возможности сварочного инвертора.
Инвертор представляет собой источник постоянного тока для зажигания и поддержания электрической дуги при сварке металлов. Принцип действия сварочных инверторов основан на том, что сварочный ток значительной силы получается путем высокочастотной трансформации, что позволяет значительно уменьшить габариты трансформатора, а также увеличить стабильность и регулируемость выходного тока.
Весь процесс получения нужного тока включает следующие этапы: первичное выпрямление полученного из электросети тока; трансформация первичного постоянного тока в ток высокой частоты; увеличение силы тока при соответствующем уменьшении величины напряжения в высокочастотном трансформаторе; вторичное выпрямление тока выходной силы.
Выпрямление тока производится с помощью диодных мостов соответствующей мощности. Изменение частоты осуществляется мощными транзисторами. Необходимая сила выходного тока обеспечивается высокочастотным трансформатором.
Вернуться к оглавлению
Конструкция инверторов
Сварочные инверторы состоят из нескольких основных блоков. Блок питания обеспечивает стабилизацию входного сигнала. Схема блока основана на многообмоточном дросселе с управлением при помощи транзисторов и накоплением энергии в конденсаторе. Кроме того, в системе управления дросселем применяются диоды. Блок питания располагается отдельно от других блоков и, как правило, отделен от них металлической перегородкой.
Электрическая схема сварочного инвертора.
Основой сварочного инвертора является силовой блок, который обеспечивает все преобразования от первичного тока, поступающего из блока питания, до выходного сварочного тока. Силовой блок состоит из следующих плат: первичный выпрямитель, инверторный преобразователь, высокочастотный трансформатор и вторичный выпрямитель.
Первичный выпрямитель представляет собой диодный мост, на который подается электрический ток силой не более 40 А (наиболее распространено 25-32 А) напряжением 200-250 В частотой 50 Гц. Инверторный преобразователь представляет собой силовой транзистор мощностью не менее 8 кВт (при токе 32 А) с рабочим напряжением до 400 В. Сигнал с преобразователя выходит частотой до 100 кГц (чаще всего 50-55 кГц).
Высокочастотный трансформатор имеет ленточные обмотки и увеличивает ток до 200-250А при напряжении во вторичной обмотке не более 40 В. Вторичный выпрямитель собирается на базе мощных диодов с рабочим током не менее 250 А на рабочее напряжение до 100 В. Предусмотрено обязательное охлаждение при помощи радиаторов, а также устанавливаются вентиляторы. Для стабилизации выходного сигнала на выходном плато установлен дроссель.
Вернуться к оглавлению
Блоки управления и защиты
Сварочный инвертор в разрезе.
Блок управления собран на базе задающего генератора или широкоимпульсного модулятора. Если схема собрана на основе генератора, то в его качестве используется микросхема. Помимо нее, на плато управления размещаются резонансный дроссель и резонансные конденсаторы в количестве 6 или 10 штук. Каскадная схема управления обеспечивается трансформатором.
Схемы защиты обычно собраны на плато силового блока для защиты соответствующего элемента. Для защиты от перегрузок используется схема на базе микросхемы 561ЛА7. В системе защиты выпрямителей и преобразователя применяются снабберы на основе конденсаторов К78-2 и резисторов. Тепловая защита элементов силового блока обеспечивается установкой термовыключателей.
Вернуться к оглавлению
Причины выхода из строя инверторов
Большинство поломок сварочных инверторов вызвано нарушениями эксплуатации аппаратов. Частой причиной коротких замыканий в электрических схемах является попадание влаги. Непредсказуемые последствия может вызвать концентрация пыли внутри инвертора.
Нередко причиной ремонта аппарата становится попытка производства работы, на которую инвертор не рассчитан. Например, малогабаритный аппарат не способен обеспечить разрезания железнодорожного рельса — это вызовет незапланированные перегрузки.
Упрощенная схема силовой части сварочного инвертора.
Из бытовых причин следует особо отметить сильное снижение напряжения в сети. Такое может наблюдаться всюду, но особенно актуально для загородных работ и в сельской местности. Снижение электрического напряжения до 190 В может крайне отрицательно сказаться на работоспособности инвертора.
Достаточно часто выход из строя инвертора вызван некачественным закреплением подводящего или отходящего кабеля в контактных колодках (клеммных зажимах). При ослаблении контакта в месте соединения наблюдается зона перегрева, а иногда и искрение.
Ремонт сварочных инверторов из-за выхода из строя элементов схемы чаще всего происходит при использовании некачественных деталей. Помимо этого, повреждение в электрических схемах может возникнуть по причине перегрева силовых элементов, т.е. если их охлаждение недостаточно.
Вернуться к оглавлению
Основные виды неисправностей
Среди множества возможных неисправностей следует выделить основные виды. Прежде всего, это случаи, когда при наличии входного напряжения отсутствует ток на выходе инвертора. Такая неисправность объясняется перегоранием предохранителей или нарушением целостности электрической цепи, которое может возникнуть в любой зоне инвертора.
Схема сварочного инвертора с системой мягкого поджига.
Другой вид неисправности: выходной сварочный ток не достигает нужных значений даже при максимальных установках. Эта неисправность инвертора может быть вызвана как недостаточным входным напряжением и потерями в контактных зажимах, так и неисправностями, возникшими в силовом блоке.
Частые самопроизвольные отключения инвертора свидетельствуют о том, что в электрической цепи есть короткое замыкание или имеет место чрезмерный перегрев элементов силового блока. При этом система защиты работает нормально и обеспечивает аварийное отключение.
Нестабильность сварочной дуги и отсутствие регулировки сварочного тока указывает на наличие неисправностей в силовом блоке или блоке управления. Повышенный шум, издаваемый инвертором, указывает на наличие перегрузок и может привести в последующем к выходу его из строя. Система защиты инвертора работает с нарушениями. То же самое можно говорить в случае, когда ощущается нагрев самого аппарата. В последнем случае к возможным причинам добавляется слабое закрепление кабеля в контактной колодке.
Вернуться к оглавлению
Общий порядок ремонта сварочных инверторов
Любой ремонт инвертора для сварных работ следует начинать с внешнего осмотра. Визуально определяется наличие механических повреждений корпуса и следов от короткого замыкания (почернение, прожоги). Затем проверяется качество закрепления кабелей в контактных колодках (на входе и выходе инвертора).
Схема блока входного выпрямителя.
Независимо от результатов проверки, следует подтянуть зажимные элементы отверткой или ключом. Следует проверить целостность предохранителей с помощью тестера и, при необходимости, заменить.
Если причина неисправности не устранилась, то снимается крышка корпуса инвертора. После снятия крышки проводится визуальный осмотр с целью выявления обрывов электрической цепи или следов воздействия короткого замыкания. Измеряется величина входного напряжения и сила входного тока, а также их значения на выходе из сварочного инвертора с помощью тестера или мультиметра.
При отсутствии явных неисправностей проводится поблочный контроль целостности электрической цепи. Проверка начинается с блока питания и переходит постепенно на другие блоки.
Вернуться к оглавлению
Ремонт силового блока инвертора
Проверка силового блока и блока управления заключается в проверке основных элементов. Наиболее частой неисправностью силового блока является выход из строя силового транзистора, поэтому и проверку этого блока следует начинать с него.
Обычно неисправный силовой транзистор имеет явные следы повреждения (деформация корпуса, следы прогара). Если визуального осмотра недостаточно, то транзистор следует прозвонить мультиметром. Вышедший из строя транзистор подлежит замене. Установка его на плато проводится с применением термопасты КПТ-8.
Неисправность транзистора, как правило, сопровождается выходом из строя одного из драйверов. Эти транзисторы управления (или микросхемы) следует проверить с помощью омметра. Все неисправные детали необходимо отпаять и заменить на новые.
Диодные мосты выпрямителей обычно более надежны, чем транзисторы, но и их следует проверить. Для более точного определения неисправности с плато следует снять диодный мост полностью и прозвонить в состоянии, когда все диоды соединены между собой. При показаниях сопротивления близких к нулю следует искать конкретный диод, вышедший из строя. Неисправный диод заменяется.
Следует иметь в виду, что при установке аналога надо выполнить условие — в инверторах обычно используются быстродействующие диоды, и менять их необходимо тоже на быстродействующие диоды той же мощности. При замене особое внимание необходимо уделить креплению радиатора охлаждения. При их соединении с диодом следует использовать теплопроводную пасту КПТ-8.
Ремонт блока управления связан с проверкой параметров деталей, выдающих сигналы сложных видов. Это вызывает проблемы в диагностировании неисправностей с применением осциллографов. Ремонт блока следует доверить специалистам.
Если при перегреве элементов в силовом блоке не происходит отключения аппарата, то неисправность следует искать в термовыключателях.
Для этого вначале надо проверить надежность их крепления к детали, на которой контролируется температура. В случае если выясняется, что термовыключатель не срабатывает, его необходимо заменить.
Вернуться к оглавлению
Необходимый инструмент
При проведении проверки и ремонта инверторов возникает потребность в следующем инструменте и измерительных приборах:
- плоскогубцы;
- паяльники мощностью 40 Вт и не менее 100 Вт;
- отвертка;
- ключи гаечные и торцевые;
- нож;
- кусачки;
- тестер;
- амперметры на 50 А и 250 А;
- вольтметры на 50 В и 250 В;
- частотомер;
- осциллограф;
- омметр;
- штангенциркуль;
- микрометр.
Выход из строя сварочного инвертора не всегда является большой проблемой. Если правильно проанализировать причины выхода его из строя и найти неисправность, то ремонт можно произвести своими силами.
moiinstrumenty.ru
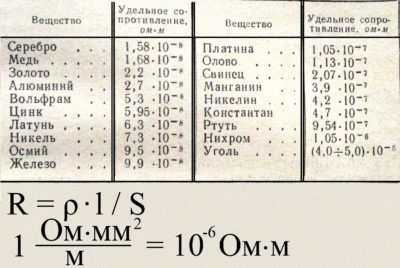






Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






