Как правильно подобрать сварочный полуавтомат. Как выбрать инверторный сварочный полуавтомат
Как выбрать инверторный сварочный полуавтомат
Загрузка...При работе с металлами очень часто возникает задача получения качественного и прочного соединения. Сегодня выполнить это можно несколькими способами, среди которых одним из самых популярных вариантов является применение сварки.

Все такие механизмы разделяют на несколько видов, что позволяет применять их в различных средах. Очень часто стандартным решением является сварка полуавтомат, цена которой может зависеть от нескольких факторов.
Определяемся с типом
Сварочные полуавтоматы позволяют сваривать металл с помощью специальной дуге, которая образуется между проволокой и самим свариваемым материалом. При выборе подобных систем следует определиться, какая толщина проволоки нужная для сварки:
- Бытовые устройства развивают мощность до 200 А, что позволяет применять их для работы с проволокой размером до 1 мм.
- Полупрофессиональные полуавтоматы. Такие механизмы могут выдавать мощность до 300 А.
- Профессиональные механизмы являются самыми мощными и развивают показатели более 300 А. Могут работать с проволокой до 1,6 мм.

Технические параметры
Сварочные полуавтоматы бывают нескольких видов, так как оснащаются различными функциональными особенностями. При покупке этих систем следует обращать внимание на некоторые технические свойства полуавтоматов:
- Механизм подачи проволоки. Здесь можно встретить несколько основных вариантов, среди которых можно выделить толкающая, тянущая и толкающе-тянущая конструкция.Подбирать один из таких механизмов следует только согласно вашим предпочтениям.
- Наличие функций, таких как плавная регулировка тока, простой розжиг и т.д.
- Чтобы обеспечить оптимальный уровень работы с длинными конструкциями из металла, следует отдавать предпочтение изделиям, оснащенными специальными выносными подающими механизмами.
- Если вы планируете работать не только с проволокой, но и обычными электродами, следует покупать сварочные полуавтоматы с наличием подобных функций.
- Также следует обращать внимание на возможность сварки порошковой проволокой. Для этого следует подбирать полуавтомат, в котором можно сменять полярность.
Обратите внимание, что сварочные полуавтоматы инверторного типа имеют относительно небольшие габариты, что делает их очень востребованными. Чтобы оптимизировать работу с ними, следует отдавать предпочтение устройствам с дисплеем и другими удобными системами управления.
Твитнутьmrokna.ru
Сварочный полуавтомат инверторный: схема, инструкция. Какой выбрать сварочный полуавтомат: отзывы экспертов
Домашний уют 12 декабря 2015Для сварочных работ уже создано огромное количество оборудования. С этими аппаратами можно работать покрытыми электродами или же специальной проволокой, которая непрерывно подается в рабочую зону. Это эффективные устройства, а среди недостатков отмечают только большой вес и громоздкие размеры. Также это оборудование будет трудно освоить новичкам в этом деле.  Кроме того, далеко не все работы можно выполнить с помощью таких трансформаторных аппаратов.
Кроме того, далеко не все работы можно выполнить с помощью таких трансформаторных аппаратов.
Сравнительно недавно появился новый вид оборудования - полуавтомат сварочный инверторный. Давайте попробуем разобраться в принципах работы, узнаем схему этого устройства, а также особенности этой группы приборов.
Принцип действия инверторного оборудования
Это одни из самых молодых и очень перспективных аппаратов. Серийное производство их началось лишь в 80-х годах. Это были выпрямители, оснащенные транзисторным инвертором. В этом приборе электричество может изменять свои характеристики до нескольких раз. Схема сварочного полуавтомата позволяет посмотреть все это более наглядно. 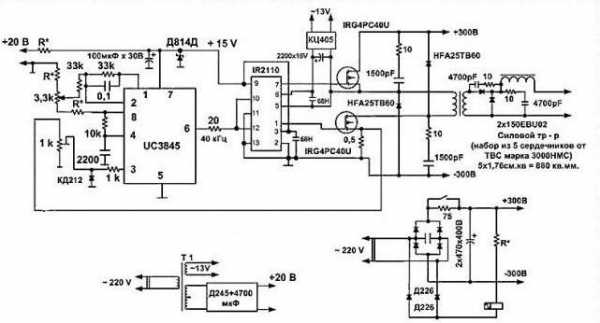 Вначале ток выпрямляется по мере прохода через полупроводниковые элементы. Затем происходит сглаживание при помощи системы фильтров. Далее уже постоянный ток стандартной частоты меняет свое состояние на переменный, однако частота его уже значительно выше. После того как меняется частота, ток подается на небольших размеров трансформатор, где и происходит снижение напряжений и повышение силы тока. Затем подключаются высокочастотные фильтры и выпрямители, которые и образуют электрическую дугу.
Вначале ток выпрямляется по мере прохода через полупроводниковые элементы. Затем происходит сглаживание при помощи системы фильтров. Далее уже постоянный ток стандартной частоты меняет свое состояние на переменный, однако частота его уже значительно выше. После того как меняется частота, ток подается на небольших размеров трансформатор, где и происходит снижение напряжений и повышение силы тока. Затем подключаются высокочастотные фильтры и выпрямители, которые и образуют электрическую дугу.
Преимущества инверторных сварочных аппаратов
Среди плюсов отмечается вес. Это достаточно компактные приборы. Здесь можно применять различные виды электродов. Это позволяет выполнять работы по чугуну и цветным металлам. Также инверторы имеют более высокий КПД. Он может достигать 85%. Экономичность – это также одно из достоинств, а возможность плавной регулировки рабочего тока, стабильная дуга подойдут для всех видов операций.
Для начинающих сварочный полуавтомат инверторного типа позволяет значительно упростить работы. В руках профессионала этот высокочастотный прибор способен выдавать качественные и максимально надежные швы.
Видео по теме
Недостатки
Главный недостаток – это достаточно высокая цена. 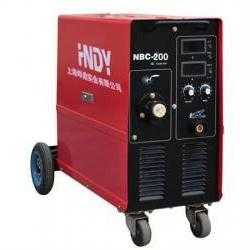 Стоимость обычно значительно выше, чем цены на трансформаторное оборудование. Также дорого выйдет и ремонт, если вдруг прибор выйдет из строя. К примеру, блок силовых транзисторов – это треть стоимости аппарата.
Стоимость обычно значительно выше, чем цены на трансформаторное оборудование. Также дорого выйдет и ремонт, если вдруг прибор выйдет из строя. К примеру, блок силовых транзисторов – это треть стоимости аппарата.
Кроме этого, прибор не любит пыли. В корпусе установлены кулеры для охлаждения – пыль туда всасывается в огромных количествах. В воздухе может быть металлическая пыль, которая может стать причиной замыканий.
Еще среди недостатков профессионалы отмечают сложную электронику, которая отличается очень высокой чувствительностью к пониженным температурам воздуха и влаге. Существует риск накопления конденсата. Также могут быть некоторые проблемы с работой в зимний период, а еще устройство требует правильного хранения.
Полуавтомат сварочный инверторный
От простых инверторных сварочных устройств полуавтоматы отличаются наличием механизма подачи специальной электродной проволоки к месту сварки. Чтобы запустить подачу, специалист нажимает специальный курок. Зона, где проводится работа, обязательно обдувается защитными газами. Это может быть гелий, аргон или же углекислый газ в случае с системами MAG или MIG. Бытовые приборы работают с углекислым газом. Аргон для домашних работ имеет слишком высокую цену, а нужен он для действий с алюминием или нержавеющей сталью.
Устройство полуавтомата
Какой сварочный полуавтомат вы бы ни выбрали, все они состоят из источника для создания электрической дуги, редуктора и двигателя, горелки с рукавом, кабелем для подключения к детали с зажимом. Также имеется рукав для подачи газа, баллон с редуктором, а также система управления.
Плюсы оборудования
Такой сварочный полуавтомат позволяет работать в различных условиях – для этого в приборе есть достаточно широкий диапазон настроек. С их помощью можно очень просто подобрать нужный в данный момент режим работы.  Дугу можно наблюдать при любых положениях горелки. Плюс конкретно инверторных моделей – возможность оперировать в любых положениях. Это бывает необходимо для работы в достаточно труднодоступных местах.
Дугу можно наблюдать при любых положениях горелки. Плюс конкретно инверторных моделей – возможность оперировать в любых положениях. Это бывает необходимо для работы в достаточно труднодоступных местах.
Действовать это оборудование может с тонколистовыми материалами или же с теми, которые плохо поддаются сварке. Если есть необходимость в сваривании более массивных деталей, тогда можно работать и вовсе без газа. Газ призван удалить кислород, чтобы исключить окисление металла. Реакция с кислородом при сварке ведет к шлакам на шве, пленкам, а также другим неприятностям, которые влияют на надежность.
С аппаратами можно использовать самые разные виды проволоки. Настройки позволяют регулировать токи в достаточно широких диапазонах. Так, используя сварочный полуавтомат такого типа, можно выполнять даже кузовные работы. Там нужна высокая точность сварки – инверторный аппарат такую точность дает.
Недостатки
Первый минус – это цена. Далее идет цена за расходные материалы, в частности стоимость газов также достаточно высока. Для использования такой сварочной технологии либо нужны газовые баллоны, либо необходимо подключать оборудование к газовой сети. Это еще и практически полное отсутствие мобильности. Также сварочный полуавтомат не позволяет работать с ним на улице, а если работать и можно, то очень неудобно – необходимо беречь горелку от задувания ее ветром.
Как выбрать подходящую модель
Как и в случае с любым другим оборудованием, здесь аппараты тоже условно делятся на профессиональные устройства и любительские. Но не стоит думать, что любительские аппараты имеют урезанный функционал. Нет. По функциональности бытовые модели мало чем уступают профессиональной группе. Просто любительский инвертор рассчитан на небольшие нагрузки. Работа подразумевает небольшие по времени подходы. Бытовая модель не способна выдержать 8-мичасовую рабочую смену. Многие приборы оснащаются дополнительными функциями, которые делают работу с ними проще и лучше.
Многие из представленных на рынке устройств можно приобрести для гаража или для дома. Схема сварочного полуавтомата может действовать от бытовой электрической сети. Если есть необходимость выполнять работу вдали от розеток, то оборудование оснащается функцией работы от дизельных генераторов.
Выбирать необходимо по некоторым важным факторам. Давайте подробнее их рассмотрим.
Напряжение
Питаются полуавтоматические аппараты от однофазной либо трехфазной сети.  Но для бытового применения необходимо устройство под 220 В.
Но для бытового применения необходимо устройство под 220 В.
Многие изделия из тех, что есть сегодня на рынке, очень чувствительны к нестабильным напряжениям. Они регулярно выходят из строя или просто не варят. Ремонт сварочного полуавтомата – это дорогое удовольствие, поэтому производители оснащают свои устройства защитой от скачков напряжения. Бытовой агрегат зачастую отличается расширенным на 15% диапазоном. А профессиональные могут работать на напряжениях в 165-270 В. Существуют инверторные модели, которые отлично работают на низких показателях.
Напряжение холостого хода
Это больше актуально для обычных сварочных аппаратов. Эта характеристика показывает то, как та или иная модель может разжигать, а затем и поддерживать горение дуги. Эти параметры ограничиваются ГОСТами на уровне 80 В в случае с переменными токами и 90 В - для постоянного тока. Практика показывает, что аппарат может зажечь дугу и на 30 В. Это умные системы с электронным управлением. Среди сварщиков считается, что чем выше напряжение на холостом ходу, тем лучше аппарат.
Мощность
Инструкция сварочного полуавтомата содержит все данные об устройстве. Там же указана и максимальная мощность потребления для данного вида работ. Эта цифра также соответствует уровню пиковых нагрузок на сеть. Мощность эта указывается либо в кВт, либо в кВА. Первый вариант указывает активную мощность, второй же измеряет полную. Если знать, сколько потребляет тот или иной аппарат, можно точно контролировать правильность подключения.
Даже если устройство может нормально работать на низких напряжениях, производительность может падать. Зная это, желательно приобрести более мощный сварочный полуавтомат (какой выбрать, зависит от целей). Эксперты утверждают, что запас по мощности должен быть не меньше 30%. Также не стоит пользоваться прибором на максимуме его возможностей.
Реальные мощностные показатели можно определить только по силе тока, которую он может выдавать. Именно от этой характеристики зависит, с какой толщиной металла сможет работать та или иная модель. Также от этого зависит максимальная толщина электрода.
Для бытовых целей хватит агрегата до 250 А. Что может такой сварочный полуавтомат? Отзывы владельцев позволяют понять, чего ждать. Так, максимальная толщина металла – 6 мм, а диаметр электрода – 4 мм.
Продолжительность времени работы
Это самая полезная и наиболее важная информация для тех, кто подбирает это оборудование. Этот параметр позволяет оценить производительность. Инженеры берут рабочий цикл, который ограничен по времени, и делят в процентах – сколько та или иная модель может работать без перерывов, и сколько аппарату нужно отдохнуть, чтобы не пришлось потом делать ремонт сварочного полуавтомата. Например, в европейских странах считают по 10 минут. В нашей стране за основу берут 5 минут. Если ПВО составляет 30%, тогда европейская модель выключится через 3 минуты непрерывной работы, а снова запустить аппарат можно будет лишь через 7 минут. Конечно, практика показывает, что так никто не работает.
Возможность работы от генератора и дополнительные функции
Питание от генератора – это нужная опция. Однако не каждое устройство ее имеет. Современные сварочные агрегаты зачастую оснащаются и прочими приятными опциями. Так, например, «Горячий старт», «Форсирование дуги», «Антиприлипание» и другие – все это неотъемлемо в случае с инверторными системами. Не стоит обращать на них внимание – они есть по умолчанию.
Если нужен сварочный полуавтомат, какой выбрать?  Тот, который имеет широкий диапазон регулировок, систему защиты от перегрузок. Также агрегат должен быть безопасным, ремонтопригодным, эргономичным.
Тот, который имеет широкий диапазон регулировок, систему защиты от перегрузок. Также агрегат должен быть безопасным, ремонтопригодным, эргономичным.
Механика
Устройства различаются между собой по оснащению, уровню, стоимости. Механика также отличается по типу. Так, для бытовых приборов в качестве подающего устройства для проволоки используется преимущественно толкающий механизм. Здесь система просто проталкивает сварочную проволоку в рукав, что иногда может вызывать замятия.
Тянущий механизм расположен в ручке горелки, и им оснащаются модели среднего ценового диапазона. Проволока тянется или из катушки, расположенной в корпусе, или из небольшой, которая может устанавливаться в рукоятке.
Также существует толкающе-тянущий привод. Им оснащаются преимущественно дорогие, профессиональные модели. Здесь два устройства работают синхронно.
Что касается проволоки, то большинство и профессионального, и любительского оборудования может работать с проволокой от 0,6 до 1 мм. Также выделяют сварочный полуавтомат без газа. Это очень удобная опция, ввиду цены на аргон.
Подающие механизмы могут быть укомплектованы одной или же двумя парами роликов.  Однопарные механизмы – самые популярные. Они применяются с горелками, рукав которых имеет длину до 3,25 м.
Однопарные механизмы – самые популярные. Они применяются с горелками, рукав которых имеет длину до 3,25 м.
Каждый полуавтомат оснащается регулировкой скорости подачи проволоки. Существуют как ступенчатые регулировки, так и плавные. Некоторые модели подают проволоку в зависимости от напряжения.
Лучшие модели
Лучший полуавтомат сварочный рекомендовать очень сложно. Это та группа оборудования, где универсальной модели для всего просто не существует. Однако можно приобрести некоторые доступные аппараты, которые подойдут и начинающим, и профессионалам. Так, и те, и другие хвалят модели фирмы Aurora. Бренд предлагает широкую линейку различных полуавтоматических аппаратов.
Источник: fb.rumonateka.com
Сваркацентр - Как выбрать сварочный полуавтомат?

Эта статья поможет вам определиться с выбором полуавтомата инверторного типа для MIG/MAG сварки.
MIG/MAG — сварка, в которой в качестве электрода используется сварочная проволока для полуавтоматов. Сварка ведется в среде инертного (аргон) или защитного (углекислота) газа. Система для полуавтоматической сварки состоит из источника постоянного тока, устройства подачи проволоки, катушки, горелки и газового баллона. Следует отметить, что полуавтоматическая сварка значительно более быстрый и простой метод сварки, так как от вас не требуется умение зажигать и поддерживать дугу. Аппарат полуавтоматической сварки иногда сокращенно называют «полуавтомат».
-
 Определитесь, какую толщину металла вы будете сваривать. До 5 мм, достаточно 150-200 А, диаметр сварочной проволоки 0,8-1,0 мм. Свыше — задачи максимальной производительности решаются на токах 300 А и выше, проволока 1,2-1,6 мм.
Определитесь, какую толщину металла вы будете сваривать. До 5 мм, достаточно 150-200 А, диаметр сварочной проволоки 0,8-1,0 мм. Свыше — задачи максимальной производительности решаются на токах 300 А и выше, проволока 1,2-1,6 мм. -
Цифровой индикатор будет полезен начинающим сварщикам.
-
Определитесь с питающим напряжением. Однофазные (220 В) идеальны для бытовых условий, трехфазные (380 В) незаменимы на производстве.
-
Лучше выбирать сварочный полуавтомат инверторного типа с небольшим запасом мощности.
-
Будете ли сваривать длинномерные конструкции? Если да, то подача сварочной проволоки должна быть оснащена выносным блоком, что увеличивает маневренность.
-
Будете ли сваривать алюминий? Если да, то следует выбрать сварочный инвертор полуавтомат с возможностью быстрой замены горелки, так как будет необходима смена в ней тефлонового канала. Подробнее об этой теме можно прочитать в статье "Сварка алюминия полуавтоматом".
-
 Хотите периодически сваривать без газа с помощью порошковой проволоки? Выбирайте сварочный полуавтомат миг с возможностью простой смены полярности. Но следует отметить, что при сварке в этом случае сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа, да и стоит порошковая сварочная проволока значительно дороже.
Хотите периодически сваривать без газа с помощью порошковой проволоки? Выбирайте сварочный полуавтомат миг с возможностью простой смены полярности. Но следует отметить, что при сварке в этом случае сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа, да и стоит порошковая сварочная проволока значительно дороже. -
Часто сочетаете сварку штучным электродом и полуавтоматическую? Выбирайте инверторные сварочные полуавтоматы MIG, сочетающие обе эти функции.
-
Профессионалы выбирают инвертор полуавтомат с функцией 2/4 такта. Эти аппараты незаменимы на производстве, так как способны значительно облегчить сварочный процесс.
Ознакомиться с моделями, характеристиками, а так же купить инверторный сварочный полуавтомат можно в разделе "Каталог сварочного оборудования. Полувтоматы для сварки".
xn--80aaeoxurebr5b.xn--p1ai
Как правильно подобрать сварочный полуавтомат.
Если Вы решили купить сварочный полуавтомат, то наверняка у Вас вставал вопрос – как выбрать сварочный полуавтомат? Какой сварочный полуавтомат оптимально подойдёт Вам по цене и качеству? Какими функциями и свойствами он должен обладать, чтобы справиться с Вашими задачами? В это статье мы попытаемся предоставить информацию, необходимую для правильного и оптимального выбора сварочного полуавтомата.
Проанализировав задаваемые вопросы относительно сварочных полуавтоматом, был составлен следующий список наиболее часто задаваемых вопросов:
- Как правильно выбрать сварочный полуавтомат?
- Какой полуавтомат лучше?
- Какой сварочный аппарат лучше для сварки аргоном?
Задаем себе следующие вопросы:
Шаг 1. В каких условиях вы будете работать?
А) если это «полевые» условия либо сварка на открытом воздухе, то наиболее экономичным способом будет покупка сварочного инверторного аппарата для ММА сварки (или сварки покрытыми электродами.) При использовании высококачественных электродовсоответствующих марок, вы сможете сваривать: черные стали, нержавейку, алюминий, медь, бронзу, чугун.
Б) если вам необходим аппарат для высококачественной сварки алюминия или нержавейки, то остановите свой выбор на сварочном инверторе для аргоновой сварки неплавящимся (вольфрамовым) электродом серии ТIG AC/DC.Cварка алюминия производится на переменном (AC) токе, сварка нержавейки на постоянном (DC) токе.
В) Полуавтоматическая (MIG/MAG) сварка является самым высокопроизводительным способом сварки и при правильном выборе аппарата позволяет варить все виды металлов и сплавов.
Шаг 2. Для каких целей вы хотите купить сварочный аппарат?
А) Если это ваше «хобби» - вы можете купить китайский сварочный аппарат, и используя высококачественные сварочный материалы, получить превосходные результаты.
Б) Если же вы ищете вариант профессионального сварочного оборудования, которое будет использоваться для производственных целей, то вам надо далее внимательно прочитать данную статью.
Некоторые основные характеристики, на которые надо обращать внимание при выборе сварочного полуавтомата.
Чтозначит MIG/MAG?
MIG – MetalInertGas. Металлические элементы свариваются в инертных газах (сварка в аргоне или в смеси газов). Для полуавтоматической сварки наиболее часто выбирается смесь газов – 80% аргона и 20% углекислого газа. Выбор данной смеси не случаен, так как процесс сварки становится проще, шов получается более качественным, и часто не требуется дополнительная обработка. Чем толще элемент и больше сила так, тем больший процент углекислого газа может содержать смесь.
MAG – MetalActiveGas. Металлические элементы свариваются в активном газе. Наиболее экономный вариант – углекислый газ. Но экономия отразится на качестве шва: металл разбрызгивается, шов получается «чешуйчатым», околошовная зона имеет дефекты, которые после бывают проблематичны для удаления. Шов требует дополнительной обработки. Если такой шов не зачистить – со временем он начнёт ржаветь.
Однако стоит отметить, что углекислый газ вполне успешно можно применять при работе с низкоуглеродистым и сталями.
Обращаем внимание на напряжение сети: 220В/380В.
Определитесь с питающим напряжением. Однофазный или трёхфазный полуавтомат? Такой вопрос может возникнуть при выборе профессионального полуавтомата. Если у Вас однофазная сеть 1х220В, то естественно выбор падает на однофазный полуавтомат на 220В. Если у вас трёхфазная сеть (3х380В) то можно выбрать как однофазный на 220В, так и трёхфазный на 380В. И все же, имея трёхфазную сеть, лучше выбирать трёхфазный полуавтомат. Трёхфазные полуавтоматы равномерно загружают все фазы сети, не создают её перекоса, меньше токовые нагрузки на каждую фазу. Процесс сварки трёхфазным полуавтоматом значительно стабильней с лучшим качеством формирования сварного шва.
Полуавтоматы промышленного класса выпускаются только для сети 3х380в, в силу большой потребляемой мощности и требований по стабильности и качеству сварки.
Обращаем внимание на толщину свариваемого металла.
Как выбрать диаметр сварочной проволоки и сварочный ток, зная примерную толщину свариваемых изделий? Для этого можно воспользоваться данными из таблиц (см. табл. 1 и табл. 2)
Ориентировочные режимы полуавтоматической сварки в углекислом газе и смеси аргона с углекислым газом углеродистых и низколегированных сталей.
Таблица 1
| Толщина металла, мм | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Расход газа, л/мин |
| 0,5...1,5 | 0,6 | 40...100 | 16...20 | 25...35 | 6...7 |
| 0,8...2,5 | 0,8 | 50...180 | 17...25 | 22...32 | 7...12 |
| 1,0...4,0 | 1 | 60...250 | 18...28 | 20...30 | 8...16 |
| 1,5...8,0 | 1,2 | 70...350 | 18...32 | 18...28 | 9...20 |
| 2,0...20 | 1,6 | 100...500 | 20...36 | 16...25 | 10...22 |
ВНИМАНИЕ: Сварку металла толщиной более 5 мм необходимо производить в два слоя (прохода) и более.
Зависимость параметров полуавтоматической сварки плавящимся электродом в защитных газах от диаметра электродной проволоки.
Таблица 2
| Параметр режима | Диаметр электродной проволоки, мм | ||||
| 0,6 | 0,8 | 1 | 1,2 | 1,6 | |
| Сварочный ток, А | 30...100 | 50...180 | 60...250 | 70...350 | 100...500 |
| Напряжение на дуге, В | 16...20 | 17...25 | 18...28 | 18...32 | 18...36 |
| Вылет электрода, мм | 6...10 | 8...12 | 8...14 | 10...15 | 14...25 |
| Расстояние между соплом и изделием, мм | 5...15 | 5...15 | 8...18 | 8...18 | 15...25 |
Обращаем внимание на ПВ (продолжительность включения)
Принято разбивать работу сварочного аппарата циклами по 10 минут. Для примера, если в инструкции на сварочный аппарат стоит ПВ 40% 300А, это значит, что при токе в 300А, сварочный аппарат может работать не более 4 минут, остальные 6 минут сварочный аппарат должен отдыхать. Далее точно такой цикл- 4 минуты работаем, 6 минут отдыхаем.
Номинальный сварочный ток - это ток, при котором полуавтомат не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
Если Вы определили, что для ваших условий рабочий ток будет 80-100А (например, для сварки проволокой 0,8 мм деталей толщиной 2-3 мм), а режим сварки - высокой продолжительности (ПВ= 60%), то РЕКОМЕНДУЕТСЯ выбирать полуавтомат с запасом не менее 50% по току (мощности), т.е. с номинальным током 160 - 200А.
б) Работа при максимальных значениях сварочного тока может привести к перегреву и выходу из строя силовой части полуавтомата;
в) При использовании питающих кабелей длиной более 15м, особенно малого сечения, при снижении напряжения в сети до 180 -190В, мощность как правило падает и сварочный ток будет ниже расчетного;
Какой сварочный полуавтомат лучше выбрать - трансформаторный или инверторный?
В связи с увеличением объемов производства инверторных полуавтоматов, удешевлением производства силовых транзисторных модулей, цена инверторного полуавтомата становится сопоставимой с ценой классических трансформаторных моделей полуавтоматов.
Цифровая индикация, контроль тока и напряжения, защита от перегрузки
Цифровые приборы на лицевой панели полуавтомата (амперметр, вольтметр) облегчают настройку и контроль режимов сварки, могут показывать УСТАНОВЛЕННОЕ и ФАКТИЧЕСКОЕ значение тока и напряжения.
Лицевая панель сварочного полуавтомата Selco
Ступенчатая или плавная регулировка?
При выборе промышленного полуавтомата часто возникает вопрос: что лучше - ступенчатая регулировка сварочного напряжения на источнике или плавная. Однозначно на этот вопрос ответа нет. Если при сварке металлоконструкций сварщику часто необходимо менять режим сварки, а источник сварочного тока находится на большом расстоянии от сварщика (15м и более), то логично выбирать источник (выпрямитель) с плавной дистанционной регулировкой напряжения потенциометром на механизме подачи. Такие источники могут быть тиристорными, инверторными или чопперными. Если сварщик без особых перемещений может регулировать напряжение сварки на источнике сварочного тока (например, когда механизм подачи установлен на источнике), а также, если сварщик выполняет однотипные швы, работая в выбранном режиме длительное время, в этом случае можно остановиться на ступенчатой регулировке. Преимущество источника со ступенчатой регулировкой заключается в том, что переключение производится с фиксацией в выбранном положении переключателя напряжения и практически невозможно случайно нарушить заданное напряжение на дуге. Кроме этого, ступенчатые источники надежные, неприхотливые и имеют высокуюремонтопригодность. Они используются для самых тяжелых условий эксплуатации.
Некоторые полезные советы:
1) Если при сварки не требуется особого качества работ, а аппарат работает в три смены в тяжелых условиях, остановите свой выбор на традиционных трансформаторных полуавтоматах.
2) Учитывайте возраст сварщика, который будет работать на этом аппарате. Опытные сварщики, как правило, достигают отличных результатов на привычном для них не инверторном моборудовании.
3) Ремонт трансформаторных сварочных аппаратов обычно дешевле. При выходе их строя "сердца" инверторного сварочного аппарата – модуля I.G.B.T. – придется заплатить от 1/3 до половины стоимости самого аппарата.
4) Инверторы больше других аппаратов боятся пыли. Особенно это касается производства и строительства. Инвертор нужно чистить и продувать гораздо чаще других сварочных аппаратов.
5) Электроника «не любит» температур ниже нуля градусов. А эксплуатация при -15 С и ниже может «убить» аппарат. Хранение сварочного инвертора в гараже также нежелательно.
6) Прежде чем купить сварочный аппарат поинтересуйтесь у продавца наличием сервисного центра. Поинтересуйтесь наличием на сервисе плат (наиболее частая и дорогая поломка) на интересующий Вас аппарат. Если сервис на вопрос о запчастях затрудняется сказать что-либо вразумительное: когда может быть, цена, откуда завозится и т.д. – от покупки лучше воздержаться.
7) Каждые 1000 Евро стоимости сварочных работ при MIG/MAG процессе могут быть разделены на следующие части:
- 30% стоимость газов
- 25% сварочная проволока
- 25% оплата труда сварщиков
- 5% оборудование и принадлежности (стоимость полуавтомата, горелки, баллонов и т.п.)
- 15% стоимость электроэнергии
Как видно, стоимость оборудования незначительно влияет на общую стоимость сварочных работ. В связи с этим есть смысл покупать оборудование, использующее новейшие разработки. Даже при большей стоимость оборудования (инверторные аппараты в несколько раз дороже традиционных) уменьшение расходов на электроэнергию даёт суммарную экономию общей стоимости работы на 5-8%.
Мы надеемся, что данная статья поможет Вам выбрать наиболее подходящий для Вас сварочный полуавтомат.
instrument-pro.zakupka.com






Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






