Припой с канифолью. Канифоль олово и
Припой с канифолью:состав, виды, характеристики, выбор
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.

Припой с канифолью для пайки
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Разновидности припоя с канифолью
Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
- В тубусе – данный вид припоя выпускается для частного использования, так как здесь находится минимальное количество самого материала. По общей емкости и весу тубу уступает остальным. В остальных параметрах они остаются практически одинаковыми, в соответствии с особенностями своей марки.
- Катушки – это уже несколько больший вариант, который может применяться как в частной сфере, так и в ремонтных мастерских, где расход материала значительно больше. Толщина проволоки тут может меняться, в пределах 0,8-2 мм. Главное только подобрать подходящую марку, так как пользоваться катушками весьма удобно.

Припой ПОС-61 с канифолью в виде катушки
- Бухты — в данном случае применяется наибольшее количество материала. Данная разновидность рассчитана преимущественно на промышленное использование, так как подобные поставки можно оценить как оптовые. Толщина проволоки может быть любой, в зависимости от потребностей покупателей.
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 | ||
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
«Важно!
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.

Припой ПОС-61 0,8 мм
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
«Важно!
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
svarkaipayka.ru
Припои и флюсы два в одном
Во многих ситуациях проведение пайки требует большого мастерства. В значительной мере упрощает работу совмещение функций припоев и флюсовых смесей в одном изделии.
Существует несколько видов такой продукции, каждый из которых имеет свои особенности, – это пастообразные смеси, готовый припой с канифолью, изготовленный в виде проволоки, и трубчатый припой с флюсом. Выбор определяется режимом проведения пайки, характером детали, требованиями к шовному соединению.
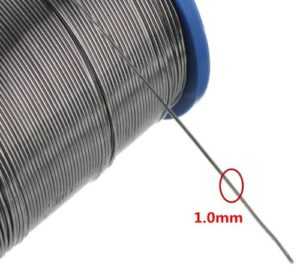
Проволока с канифолью
 Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.

Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Устройство трубок
Применение материалов с двойными функциями в виде трубок экономически и технологически выгодно. Расход сокращается почти на 40 %, исчезает необходимость удалять оставшийся флюс после пайки.
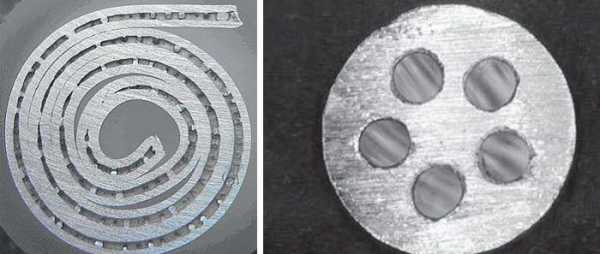
Трубчатый припой содержит 1, 3 или 5 внутренних каналов, в которые помещают флюс. Преимуществ использования такого вида расходных материалов несколько:
- одновременная подача в рабочую зону двух составов;
- улучшение конечного результата;
- увеличение скорости работы;
- упрощение пайки в труднодоступных участках;
- сокращение потерь средств;
- возможность строгого дозирования;
- исключение вероятности попадания грязи во флюс.
Трубки с одной внутренней полостью могут немного усложнять пайку из-за быстрого вытекания флюса в рабочую зону. При работе с многоканальными припоями, содержащими флюс, такие неприятности маловероятны.
В любом случае к использованию трубчатых изделий нужно приноровиться, научиться правильно регулировать скорость подачи припоя. В целом поступление флюса по нескольким каналам минимизирует вероятность нарушения технологии спаивания.
Работа «всухую» будет полностью исключена. Флюс по нескольким каналам попадает в рабочую зону равномерно, что приводит к улучшению качества соединения.
Состав припойного материала
 В состав трубок входят как традиционные, так и специальные припои.
В состав трубок входят как традиционные, так и специальные припои.
В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.

Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
Советы по применению
Для работы с трубчатым расходным материалом можно взять любой паяльник. Важно, чтобы его форма и размеры обеспечивали требуемый контакт с деталями.
 При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
Для полной уверенности в чистоте рабочей части паяльника можно воспользоваться специальными пастообразными средствами.
Не следует допускать перегревания рабочей зоны. Для этого важно следить как за температурой нагрева паяльника, так и за продолжительностью пайки.
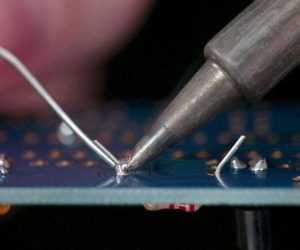
Пайка печатных плат требует особого внимания. Рабочую зону сначала нужно тщательно очистить. Можно купить для этого специально предназначенные растворители.
Каждая процедура пайки деталей на плате должна длиться не более 2 с. За это время одно соединение должно быть сделано. Если времени затрачено больше, то может не хватить смачивающих возможностей флюсов. В результате прочность соединения электронных компонентов с платой ухудшится.
К обращению с трубками, содержащими припой и флюс, нужно приноровиться. Конечный результат, удобства в последующей работе оправдывают незначительные трудности вначале.
svaring.com
как правельно паять? У меня припой не липнет, это из-за олова или канифоль плохая?
Некоторые металлы друг с другом не спаиваются.
может паяльник не разогрела как надо
Попробуйте с паяльной кислотой.
Это потому что жало паяльника окислено. Какой паяльник?
Слабый паяльник !!!)))
Скорее всего вы пытаетесь паять алюминий или нержавейку, эти металлы и многие другие невозможно залудить с помощью канифоли, используйте паяльное сало или кислоты для лужения, в крайнем случае подойдёт аспирин, но качество пайки будет не лучшее (в последнем варианте)
таблеточку аспирина нужно, в нее макать паяльник во время работы
олово поменяй
Прежде чем спаивать детали их необходимо залудить то есть нагреть до определенной температуры и покрыть их оловом или переходным припоем
одножильные провода плохо паять, запишись лутче в Радиотехнический кружок там тебя научат, сам занимаюсь уже 3 года, многому научился! Правда прийдеться алгебру хорошо знать, ну и химию конечно же, но самое главное это физику знать очень хорошо для бусторого понимания что такое Радиотехника! ! давай удачи !
берёшь паяльник, смотришь его жало. Оно должно быть правильной формы (без ям выгораний) , облужено. Если нет - затачиваешь его напильником, включаешь паяльник, ждёшь пока разогреется (чтобы корпус металлический шипел от слюнявого пальца) , макаешь в канифоль (канифоль должна быть свежая, вроде янтаря на вид) , и затем в припой (ПОС-60, например) , припой должен расплавиться, поворачиваешь жало в припое со всех сторон, пока весь кончик жала не облудится (то есть покроется припоем) . Затем берёшь одну детальку, тоже облуживаешь её с помощью паяльника (зачистить детальку, капельку канифоли перенести, потом капельку припоя и водить по поверхности детальки жалом, прогревая детальку, чтобы припоем покрылась) Облуживаешь вторую детальку паяльником. Соединяешь обе детальки облуженными местами, прогреваешь это место паяльником, чтобы припой на обеих детальках расплавился и слился вместе, потом даешь остыть деталькам, не сдвигая их относительно друг друга. Проверяешь прочность пайки. Это если медь паять. Если иные материалы, то в качестве канифоли может использоваться кислота (таблетка аспирина например)
Сейчас продают под видом припоя - проволоку из аккумуляторного свинца.... Сам пару раз нарывался на этот лохотрон.... На вид вроде такой же.... И морду бить некому, торгоши сами не знают, что это подделка.. . Покупайте либо на электронных рынках, либо ввиде набора (коробочка с канифолью, каким то белым флюсом, и кусочком припоя).. . это пока ещё не бодяжат....
Либо металл этот не паяется с канифолью, либо непрогрев.
а к чему припой то не липнет? к обычному (нефольгированому )текстолиту оно и недолжно липнуть. Бедет липнуть только если на нём есть медные дорожки (вот к ним и будет липнуть) а если к паяльнику не липнет тогда возмите напильник и слегка зачистите жало. Потом возмите мокните в канифоль и в олово. советую купить пояльную кислоту и какой нибудь жидкий флюс для паек. Будут ещё вопросы обращайтесь
touch.otvet.mail.ru
Ответы@Mail.Ru: Какой припой лучше - с канифолью или без?
для меня - лучше отдельно. сила привычки наверно....
Канифоль используется в низкотемпературных припоях для пайки электроники.
наверное лучше без олова и без канифоли.... только тыкай посильнее, и сваркой запасись на всякий случай...
На всех заводах платы и другие радиосхемы паяют без канифоли, а с паяльной жидкостью ( 50% спирт - 50% канифоль ) или называют паялка. Промывают потом техническим спиртом.
Канифоль нужна для того, чтобы олово не застывало на паяльнике каплей, а то повисает и не паяется. Но вот брать припой уже с канифолью или канифоль отдельно - это дело привычки.
предпочитал отдельно. (попадалось много канифоли. в итоге куча дыма, нагара и место пайки грязное) . для начинающих радиолюбителей с канифолью вероятно удобнее.
Это дело привычки.
touch.otvet.mail.ru
Почему алюминий нельзя паять припоем из олова?
он не пристанет
Тут есть умельцы, которые все паяют, и алюминий оловом в том числе. Алюминий. Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником) . Насадку изготовляют из стали марки У-7 и закаливают, с тем чтобы зубцы не срабатывались. Насадку вытачивают токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника. Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если облуженное место шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью. При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву. Для паяния алюминиевых сплавов рекомендуются припои ПОС 50 и ПОС 90. Флюсом служит минеральное масло (особенно рекомендуется оружейное) . Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки. Паяние ведут мощным, хорошо прогретым паяльником. Перед началом паяния металл следует хорошо прогреть. Для паяния алюминиевых сплавов выпускается и специальный припой П250А, он состоит из 80 % олова и 20 % цинка. Флюсом служит смесь йодида лития (2.—Зг) и олеиновой кислоты (20 г) . Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью. Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Алюминий можно паять оловянным припоем. Другое дело что для этого (и вообще для пайки алюминия) нужен специальный флюс.
<a href="/" rel="nofollow" title="17006577:##:main/sekrety/7-kak-pajat-aljuminijj.html" target="_blank" >[ссылка заблокирована по решению администрации проекта]</a> ну гугл же
залуди ЦОПом и паяй оловом!
И хто вам сказал такую глупость? Лехко<img src="//otvet.imgsmail.ru/download/6a4cbfb342cec22a13127a746daba46e_i-160.jpg" > Но есть тонкости.
Берешь соляную кислоту, кидаешь в нее цинк (можно из 1.5 батареек к примеру) до окончания процесса растворения, и паяй на здоровье алюминий.
У алюминия очень прочная и тугоплавкая защитная пленка окисла. Для пайки нужен специальный флюс. Он есть у меня) ) . Так что паять можно припоем из олова.
Уже был такой вопрос <a rel="nofollow" href="http://otvet.mail.ru/question/38054394" target="_blank">http://otvet.mail.ru/question/38054394</a>
Попробуйте в качестве флюса использовать таблетку аспирина (ацетилсалициловая кислота) . Я так паял. Внимание: сначала защитите Ваши лёгкие хотя бы ватно-марлевой повязкой!
touch.otvet.mail.ru
Объясните, плиз, на пальцах, как паять припоем, который уже с канифолью( ПОС 61 )?
Новый паяльник нужно действительно покрыть слоем олова. Как это сделать написали выше. Но зачищать можно только медное жало. Обычно оно клиновидное, а если конус - то зачищать нельзя, на нём есть покрытие, защищающее от прогорания. Именно конусовидным жалом удобно паять платы с Вашим припоем. Повторю, залудить - покрыть слоем олова (припоя) . Как правило медные проводнички в наушниках покрыты какой-то гадостью, которая с первого захода не даёт залудить провод. А это надо сделать, чтобы был хороший контакт. Чтобы всё-таки залудить провод, это надо делать в канифоли, т. е. положить кончик провода на кусочек канифоли и приложить к проводу разогретый паяльник с оловом. Можно даже вдавить провод в канифоль. Если кончик покрылся ровным слоем олова, - всё получилось, если нет, - пробуем по новой. Да, кончик провода не должен топорщиться, надо пригладить выступающие волоски паяльником. Если олово уже с канифолью, то надо приложить к месту пайки конец оловянной проволоки, потом коснуться этого кончика разогретым паяльником. Олово расплавится и запаяет контакт. Не лейте слишком много олова, а то эти сопли могут что-нибудь замкнуть или помешать закрыться крышке, смотря где расположено место пайки. Используйте паяльник мощностью около 25-40 Вт, не больше, иначе убъёте наушники. Не перегревайте место пайки, а то дорожка платы может отстать от основания.
Нагретым паяльником дотронуться до припоя, чтобы капля прилипла к жалу, и паять провода, пока канифоль не испарилась. Провода должны быть без изоляции в месте пайки.
В пос тыкнул, поводил по проводу, снова тыкнул, поводил по плате, после снова в припой, соединил места пайки и поводил паяльником, немного.
Отдать соседу, который умеет паять. Если самому, потренируйтесь на ненужном.
Разогрей кусочек олова паяльником и погрузи в него зачищенный конец своего провода, грей до тех пор пока зачищенная часть покроется равномерным слоем олова . Откуси кусачками излишек зачищенного ппровода . Дальше подставляешь провод к дорожке платы и нагреваешь это место паяльником и всё
1, Включить паяльник в сеть. 2.Приготовить мелкий напильник или среднюю шкурку. При нагреве жало паяльника окисляется, поэтому его нужно в процессе нагрева плавно зачищать напильником или шкуркой, начать с кончика. Когда он полностью нагрет начинаем макать его в припой, там образуется прилипшая капля, опять же водим тихонько паялльником или шкуркой размазывая припой. И так нужно покрыть все жало (главное кончик) тонким слоем. Затем то же только намного нежнее делаем с проводом телефона ( это как раз называется ЗАЛУДИТЬ). После этого прислоняем проводок к месту на плате и прогреваем, паяльникм (предварительно ткнутым в припой) до образования маленькой возвышенности. Все.
touch.otvet.mail.ru
В чем разница между канифолью и флюсом? И чем паять лучше?
Канифоль - это разновидность флюса. Флюс подбирается в зависимости от того что паяешь
флюс это общее название веществ используемых для пайки. Канифоль - это один из флюсов.
Канифоль это канифоль.. ) она используется для смачивания жала паяльника, для лучшего расплавления припоя.. Флюс бывает разный, бывает кислотный.. его используют для пайки не ответственных деталей.. металлов, плохо лудящихся поверхностей.. В электронике его не применяют, так как место пайки подвержено окислению.. и дальнейшему разрушению.. Есть еще спиртоканифольный флюс.. это канифоль растворенная в спирте.. вот он идеально подходит для пайки плат, так как его удобно наносить на различные поверхности, выводы микросхем, контактные площадки.. и тд.. Существует также паяльный жир.. он также может считаться флюсом..
Флюс - общее название, канифоль - составная часть, или в чистом виде. Имеет разновидности - паяльная, скрипичная, фрикционная, церковная (ладан)....
Канифоль - тоже флюс Флюсы делятся на активные и неактивные Канифоль - неактивный флюс Для новичков - паять только неактивными флюсами
Вот я тоже думаю: что бы съесть, карамельку или конфету?
Паять лучше оловом, точнее сплав олова и свинца, называется в обиходе припой. Для качественной пайки как правило медных проводов или другой радио фанитуры, удобна канифоль предохраняющая спаиваемые изделия от окисления. Заиндевевшие и сильно окислившиеся провода лучше флюсом разрушающим окисную пленку. Можете даже использовать аспирин, таблетку. Если флюса нет, попробывать можно с канифолью механически растирая жалом паяльника спаиваемые деталюшки. Иногда используют флюс на основе соляной кислоты .Но лучше всего не забивать себе голову а просто купить в магазине, снйчас навалом всего. Кстати, если вы хотите спаять что в фирменных изделиях, там нужен индивидуальный подход.
Канифоль это и есть флюс, причем главный! ! минимум для пайки надо : припой + канифоль для сложных работ нужны дополнительные флюсы!!
touch.otvet.mail.ru









Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






