Наконечники кабельные алюминиевые под опрессовку. Наконечник под опрессовку
Наконечники кабельные алюминиевые под опрессовку ТА (ГОСТ 9581-80)
Тип: ТА (ГОСТ 9581-80)
- Предназначены для оконцевания опрессовкой алюминиевых кабелей и проводов
- Материал: алюминий марки АД1
- Рабочее напряжение: до 35 кВ
- При подключении к медным шинам рекомендовано использование алюмомедных шайб ШАМ
- Секторные жилы перед опрессовкой рекомендовано скруглить набором матриц скругления НМ-300-C (КВТ)
- После зачистки концов алюминиевых жил кордощеткой на жилы наносится проводящая контактная паста «КВТ».Внутреннюю поверхность наконечника также следует зачистить и смазать пастой, после чего завести жилу до упора и произвести опрессовку
Дополнительная информация
Вопросы и ответыВопросы и ответы
- Технология производства наконечников «КВТ»
- В презентационных материалах компании KLAUKE действительно говорится о том, что их медные наконечники обладают особой «текучестью» и пластичностью при опрессовке, поскольку «непосредственно перед лужением, они проходят термообработку». Актуальность термообработки объясняется необходимостью снятия внутренних напряжений металла, образовавшихся при штамповке. Явление, о котором говорит уважаемая компания понятно. Увеличение твердости металла (в данном случае, меди) в процессе любых механических операций, будь то штамповка или гибка, действительно имеет место и на профессиональном жаргоне, применительно к штамповке, носит название «наклеп». Однако абсолютно непонятно, какое отношение эти известные процессы имеют к медным наконечникам, сделанным из трубы. Ведь «наклепу» и стрессу подвергается не трубная часть, а сплющиваемая лопатка и переходная зона деформации лопатка-хвостовик. Каким образом затвердение металла коснется трубной части, на которой и производится опрессовка?! Совершенно по-другому ситуация обстоит с изолированными наконечниками, наконечниками под пайку и штифтовыми наконечниками. Характерной особенностью этих типов наконечников является то, что все они сделаны из листа, а не из трубы. Все они миниатюрны, поэтому «наклеп» и стресс, возникшие в одном месте, отзываются в близлежащих. И самое главное, для того, чтобы превратить изначально плоскую контактную часть таких наконечников в круглую, требуется не один, а от 2 до 4 ударов пресса, выполняющего данную операцию. Именно В ЭТОМ СЛУЧАЕ отпуск наконечников и приведение их к мягкому, пластичному состоянию в термопечи становится абсолютно необходимым. Данный производственный этап — «дополнительная обработка перед лужением», в обязательном порядке присутствует для наконечников под пайку, наконечников НШП и изолированных наконечников, выпускаемых на заводе «КВТ». Возвращаясь к технологии «КВТ» по наконечникам, сделанным из трубы, следует отметить, что медная труба, используемая при их производстве, заказывается изначально — только мягкая. А потому, на наш взгляд, термическая обработка перед лужением здесь не требуется. Термический отпуск изделий был бы оправдан в единственном случае — если заказывается более дешевая твердая медная труба.
- Пайка как самый надежный метод контактных соединений
- За последние 60 лет, техника опрессовки продвинулась достаточно далеко. Появилось новое поколение различных видов наконечников, которые предполагают исключительно непаянный способ соединения, а также профессиональный инструмент и калиброванные матрицы для обжима каждого типа наконечников. Развитие технического прогресса, стимулировавшее новые технологии контактных соединений, убедительно показывает правильность тренда: и авиастроение, и космическая отрасль, не говоря уже об обычной электромонтажной практике, практически полностью перешли на непаянные технологии. Немаловажным является так же вопрос здоровья, поскольку, в большинстве своем, в России пайка по-прежнему осуществляется припоями, содержащими свинец.
- Правила выбора кабельного наконечника
- Правильный выбор наконечника – первый ответственный этап, от которого напрямую зависит качество и надежность смонтированной контактной клеммы. Золотое правило гласит: «внутренний диаметр хвостовика наконечника должен оптимально соответствовать диаметру зачищенной жилы». То есть кабельная жила должна заходить в наконечник с минимальным люфтом. Для наконечников типа ТА, ТАМ, ТМЛ(DIN), ТМЛс, НШП выбор не представляет проблемы, поскольку номинал наконечников соответствует сечению кабельной жилы. Сложности возникают при подборе медных наконечников ТМ и ТМЛ по ГОСТ 7386-80. Есть два пути. — В качестве навигатора, можно использовать специальную таблицу подбора из ГОСТ. Однако для пользования таблицей, требуется знать класс гибкости кабельной жилы. То есть, как минимум, нужно знать марку кабеля и желательно визуально представлять, как выглядит сама жила. — В идеале, необходимо измерить фактический диаметр жилы, на которой предполагается монтаж. Измерять следует саму жилу, а не кабель в изоляции. Зная диаметр жилы, можно воспользоваться номенклатурой наконечников ТМ/ТМЛ из каталога или соответствующей страничкой на нашем сайте и найти в обозначениях наконечников размер внутреннего диаметра хвостовика. Это третья цифра в обозначении наконечников, например, цифра «13» в позиции ТМЛ 70-10-13 «КВТ». Подбор наконечников должен осуществляться таким образом, чтобы эта цифра была максимально близка (но не меньше!) к наружному диаметру жилы.
- Количество опрессовок кабельных наконечников и гильз
- Количество опрессовок зависит от длины хвостовика наконечника, а так же от ширины и типа матриц, которыми проводится опрессовка. Для инструмента с клиновидным типом матриц, как правило, достаточно одной, максимум, двух опрессовок. Матрицы в форме шестигранника могут быть узкими (шириной 5 мм) или широкими (шириной около 10 мм). Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
- Производство изделий по чертежам заказчика
- В дополнение к основному номенклатурному ряду кабельных наконечников и гильз, серийно выпускаемых заводом «КВТ», возможно изготовление партий нестандартных изделий по индивидуальным заказам. Инженеры завода «КВТ» могут также оказать помощь в разработке, сопровождении технической документации и в проведении необходимых испытаний.
- Использование таблицы подбора наконечников для опрессовки алюминиевых наконечников по ГОСТ
- По алюминиевым гостовским наконечникам, ситуация на порядок лучше, чем с аналогичными медными наконечниками. Номинал алюминиевых наконечников ТА по ГОСТ 9581-80 соответствует номиналу кабельных алюминиевых жил 1-го и 2-го классов. То есть сечение любого из существующих алюминиевых кабелей (если жила круглая) соответствует номиналу алюминиевого или алюмо-медного наконечника по ГОСТ 9581-80.
Сопутствующие товары
Информационные материалыИнформационные материалы

всего позиций: 12
techelectro.ru
Наконечники луженые под опрессовку (ТМЛс) стандарт «КВТ»
Тип: ТМЛс (стандарт «КВТ»)
- Предназначены для оконцевания опрессовкой медных кабелей и проводов
- Материал: рафинированная медь марки М1
- Покрытие: олово-висмутовое лужение (климатическое исполнение «Т2»)
- Геометрия наконечников стандарта «КВТ» максимально приближена к размерам «стандартных» медных наконечников от европейских производителей
- Диаметр трубной части наконечников ТМЛс рассчитан под опрессовку жил 1, 2 и 3 классов гибкости, составляющих более 99% всех используемых строительных кабелей
- Размеры и длина хвостовика наконечников стандарта «КВТ» обеспечивают точное позиционирование для опрессовки
- Маркировка типоразмера и логотипа производителя на каждом наконечнике
- Специальная серия высокоточных матриц правильной шестигранной формы для опрессовки. Матрицы совместимы с гидравлическими прессами «КВТ»
- Комплексное решение от производителя:
Дополнительная информация
Вопросы и ответыВопросы и ответы
- По смете нужны 50-е наконечники для кабеля ВВГ 4х50, но наконечники ТМЛ 50-10-11 слишком велики
- Есть несколько путей: Можно заказать наконечники, сделанные по стандарту DIN 46235, например ТМЛ (DIN) 50-10 «КВТ». Самым экономным решением, будет покупка стандартных наконечников серии ТМЛс, например ТМЛс 50–10 «КВТ». В отличие от гостовских, эти наконечники рассчитаны именно на то сечение, которое указано в наименовании. Наконец, можно купить гостовские наконечники с номиналом 35 мм², и они почти наверняка идеально подойдут к Вашему кабелю. Если же у инспекторов возникнут вопросы, Вы можете сослаться на таблицу из ГОСТ, в которой этот выбор прописан.
- Выбор наконечников – луженые или нелуженые
- Оба типа наконечников хороши. Вопрос, в каких условиях предполагается их эксплуатация. Например, если монтаж происходит в условиях континентального климата (в Сибири, Казахстане) или в засушливых районах (Узбекистане или Туркмении), можно без ограничения использовать нелуженые медные наконечники. Однако, если электрические установки эксплуатируются в условиях морского климата (не важно, субтропики это или арктический холодный климат, как на Кольском), либо ситуация с загрязнением атмосферы оставляет желать лучшего (как в Москве), луженые наконечники скорее обязательны.
- Пайка как самый надежный метод контактных соединений
- За последние 60 лет, техника опрессовки продвинулась достаточно далеко. Появилось новое поколение различных видов наконечников, которые предполагают исключительно непаянный способ соединения, а также профессиональный инструмент и калиброванные матрицы для обжима каждого типа наконечников. Развитие технического прогресса, стимулировавшее новые технологии контактных соединений, убедительно показывает правильность тренда: и авиастроение, и космическая отрасль, не говоря уже об обычной электромонтажной практике, практически полностью перешли на непаянные технологии. Немаловажным является так же вопрос здоровья, поскольку, в большинстве своем, в России пайка по-прежнему осуществляется припоями, содержащими свинец.
- Влияние лужения на наконечнике на качество электрического контакта
- Проводимость олова действительно ниже, чем у меди. Поэтому при использовании наконечников с электролитическим лужением, некие потери в проводимости есть. Однако если учесть то, что медные наконечники с покрытием не подвержены коррозии и могут быть использованы в любых климатических условиях, в том числе и в морском климате, эта незначительная потеря в проводимости с лихвой окупается долгими годами бесперебойной и безупречной службы.
- Технология производства наконечников «КВТ»
- В презентационных материалах компании KLAUKE действительно говорится о том, что их медные наконечники обладают особой «текучестью» и пластичностью при опрессовке, поскольку «непосредственно перед лужением, они проходят термообработку». Актуальность термообработки объясняется необходимостью снятия внутренних напряжений металла, образовавшихся при штамповке. Явление, о котором говорит уважаемая компания понятно. Увеличение твердости металла (в данном случае, меди) в процессе любых механических операций, будь то штамповка или гибка, действительно имеет место и на профессиональном жаргоне, применительно к штамповке, носит название «наклеп». Однако абсолютно непонятно, какое отношение эти известные процессы имеют к медным наконечникам, сделанным из трубы. Ведь «наклепу» и стрессу подвергается не трубная часть, а сплющиваемая лопатка и переходная зона деформации лопатка-хвостовик. Каким образом затвердение металла коснется трубной части, на которой и производится опрессовка?! Совершенно по-другому ситуация обстоит с изолированными наконечниками, наконечниками под пайку и штифтовыми наконечниками. Характерной особенностью этих типов наконечников является то, что все они сделаны из листа, а не из трубы. Все они миниатюрны, поэтому «наклеп» и стресс, возникшие в одном месте, отзываются в близлежащих. И самое главное, для того, чтобы превратить изначально плоскую контактную часть таких наконечников в круглую, требуется не один, а от 2 до 4 ударов пресса, выполняющего данную операцию. Именно В ЭТОМ СЛУЧАЕ отпуск наконечников и приведение их к мягкому, пластичному состоянию в термопечи становится абсолютно необходимым. Данный производственный этап — «дополнительная обработка перед лужением», в обязательном порядке присутствует для наконечников под пайку, наконечников НШП и изолированных наконечников, выпускаемых на заводе «КВТ». Возвращаясь к технологии «КВТ» по наконечникам, сделанным из трубы, следует отметить, что медная труба, используемая при их производстве, заказывается изначально — только мягкая. А потому, на наш взгляд, термическая обработка перед лужением здесь не требуется. Термический отпуск изделий был бы оправдан в единственном случае — если заказывается более дешевая твердая медная труба.
- Использование таблицы подбора наконечников для опрессовки алюминиевых наконечников по ГОСТ
- По алюминиевым гостовским наконечникам, ситуация на порядок лучше, чем с аналогичными медными наконечниками. Номинал алюминиевых наконечников ТА по ГОСТ 9581-80 соответствует номиналу кабельных алюминиевых жил 1-го и 2-го классов. То есть сечение любого из существующих алюминиевых кабелей (если жила круглая) соответствует номиналу алюминиевого или алюмо-медного наконечника по ГОСТ 9581-80.
- Соединение однопроволочной и многопроволочной жилы кабеля одной гильзой
- Можно. Единственный момент, на который нужно будет обратить внимание – что для опрессовки как минимум той части гильзы, в которой находится моножила, следует выбрать пресс с точечными (клиновидными) матрицами.
- Производство изделий по чертежам заказчика
- В дополнение к основному номенклатурному ряду кабельных наконечников и гильз, серийно выпускаемых заводом «КВТ», возможно изготовление партий нестандартных изделий по индивидуальным заказам. Инженеры завода «КВТ» могут также оказать помощь в разработке, сопровождении технической документации и в проведении необходимых испытаний.
- Инструмент для опрессовки моножилы
- Важно не столько то, каким именно инструментом пользоваться, а каким типом матриц укомплектован инструмент. Выбор следует остановить на инструменте с клиновидными матрицами. При этом нужно помнить, что часто моножила определенного сечения оконцовывается наконечниками с номиналом на одно или даже два сечения меньше. В ручных пресс-клещах СТК-05, СТВ-05 и им подобным, трудности могут возникнуть при опрессовке крайних сечений диапазона: 6 и 10 мм². Пресс-клещи моделей ПК-16 и ПК-35 «КВТ» не смотря на то, что имеют клиновидный тип матриц, предназначены для опрессовки только на многопроволочных жилах, поскольку моножилу они просто не продавят. Мелкие сечения можно обжимать прессом ПКГу-50 «КВТ», предварительно поменяв установленные по умолчанию шестигранные матрицы на клиновидные. Вообще, перед оконцеванием однопроволочных жил следует сначала определиться, нужен ли наконечник в принципе, потому что, как известно, провода мелких сечений чаще всего монтируются без всяких наконечников непосредственно в клемму или загибаются петлей вокруг крепежного винта с шайбой. Идеальным инструментом для обжима силовых наконечников крупных сечений будут механические пресса ПМУ-120 «КВТ» и ПМУ-240 «КВТ», а так же гидравлический пресс ПГРс-240 «КВТ».
- Одни наконечники обжимаются легко, а другие – тяжело
- Усилие при обжиме зависит от многих факторов: Размер кабеля и наконечника. Чем больше сечение кабеля и номинал наконечника, тем большее усилие, при прочих равных условиях, требуется при опрессовке. Твердость материала наконечника. По технологии, наконечники должны производиться из мягкой трубы. При нарушении технологии, либо из целей экономии (твердая труба — дешевле), когда наконечники изготовлены из твердого материала, это не может не сказаться на усилии при опрессовке. Твердость кабельной жилы. Как известно, кабельные жилы могут быть стандартные и мягкие, отожженные. Кабели с отожженными жилами обычно сопровождаются индексом «ож» в наименовании кабеля. Тип опрессовываемой жилы. Опрессовать однопроволочную жилу значительно тяжелее, чем многопроволочную. Тип инструмента: механика или гидравлика. Если используется гидравлический пресс, затрачивается значительно меньше усилий, чем при работе механикой, где усилие зависит только от длины рукояток. При работе с аккумуляторным инструментом, о каких-либо усилиях, говорить просто не приходится. Тип матриц. Клиновидные или гексагональные матрицы также требуют различных усилий при опрессовке.
- Самостоятельное досверливание отверстия под болт в наконечнике
- Негласное правило, которым руководствуются монтажники при выборе наконечников предполагает, что диаметр отверстия под крепежный болт в наконечнике может быть больше, чем номинал самого используемого болта. В этом случае, не возникает никаких проблем при подключении, например, наконечника с отверстием в лопатке под болт М16 при помощи болта размера М12. Ведь по любому, прижим наконечника осуществляется посредством шайбы. Обратный вариант, обычно, по умолчанию не рассматривается, поскольку высверливание отверстия большего диаметра поверх меньшего в лопатке наконечника — дело неблагодарное и муторное. Кроме того, при увеличении отверстия под болт, существуют ограничения, связанные с шириной лопатки. Чрезмерно большое отверстие может ослабить механическую и электрическую прочность соединения.
- Жила кабеля не влезает в наконечник
- Начнем с того, чего делать категорически нельзя. Нельзя обрезать несколько проволочек жилы, для того, чтобы она вошла в наконечник! Нельзя подтачивать жилу напильником (в случае однопроволочной жилы) для того чтобы уменьшить ее размер! Иными словами, никоим образом нельзя уменьшать сечение жилы, если конечно, Вы не переквалифицировались из электрика в пиротехника. Теперь о том, что делать можно. Если жила секторная и не влезает в наконечник, ее необходимо скруглить специальными матрицами НМ-300-С «КВТ». Если жила круглая, лучше всего подобрать наконечник или гильзу таким образом, что бы жила кабеля заходила в хвостовик с минимальным зазором.
- Наращивание кабельной жилы для монтажа наконечника большего сечения
- Принципиально такой вариант возможен, хотя и не очень желателен. Следует стремиться к тому, чтобы изначально наконечник был подобран оптимально. Тем не менее, в тех случаях, когда наконечник слишком велик для данного кабеля или слишком свободно болтается на жиле провода или же не обжимается матрицами ситуацию все еще можно исправить. Для этого нужно отрезать кусок кабеля длиной равной глубине захода жилы в наконечник. Достать и распотрошить жилу на отдельные проволочки. Теперь, заведя жилу в наконечник, необходимо максимально плотно забить остающееся свободное пространство хвостовика проволочками жилы. В таком случае опрессовка будет прочной и надежной. За переходное сопротивление можно не волноваться, поскольку максимальные нагрузки рассчитываются по сечению кабеля, которое меньше номинала наконечника.
- Выбор между клиновидной и шестигранной опрессовкой
- Шестигранная опрессовка эффективна тогда, когда внешний диаметр жилы хорошо подогнан к внутреннему диаметру хвостовика наконечника. Опрессованное шестигранником соединение обладает значительной механической прочностью и обеспечивает большую площадь электрического контакта между наконечником и жилой. Точно подобранное сочетание матрицы и наконечника делает соединение жила-наконечник практически герметичным и не повреждает отдельные проводники, из которых состоит кабельная жила. Это очень «щадящий» и эстетически совершенный вид обжима, максимально приближенный к естественной форме кабеля. Клиновидная (точечная) опрессовка хороша в тех случаях, когда внутренний диаметр хвостовика наконечника превышает размер кабельной жилы или когда требуется опрессовать моножилу. Определенным преимуществом клиновидных матриц является их универсальность. Так прессами ПМУ-120 или ПМУ-240 «КВТ» можно опрессовать практически любые наконечники любой серии и стандарта.
- Количество опрессовок кабельных наконечников и гильз
- Количество опрессовок зависит от длины хвостовика наконечника, а так же от ширины и типа матриц, которыми проводится опрессовка. Для инструмента с клиновидным типом матриц, как правило, достаточно одной, максимум, двух опрессовок. Матрицы в форме шестигранника могут быть узкими (шириной 5 мм) или широкими (шириной около 10 мм). Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
- Правила выбора кабельного наконечника
- Правильный выбор наконечника – первый ответственный этап, от которого напрямую зависит качество и надежность смонтированной контактной клеммы. Золотое правило гласит: «внутренний диаметр хвостовика наконечника должен оптимально соответствовать диаметру зачищенной жилы». То есть кабельная жила должна заходить в наконечник с минимальным люфтом. Для наконечников типа ТА, ТАМ, ТМЛ(DIN), ТМЛс, НШП выбор не представляет проблемы, поскольку номинал наконечников соответствует сечению кабельной жилы. Сложности возникают при подборе медных наконечников ТМ и ТМЛ по ГОСТ 7386-80. Есть два пути. — В качестве навигатора, можно использовать специальную таблицу подбора из ГОСТ. Однако для пользования таблицей, требуется знать класс гибкости кабельной жилы. То есть, как минимум, нужно знать марку кабеля и желательно визуально представлять, как выглядит сама жила. — В идеале, необходимо измерить фактический диаметр жилы, на которой предполагается монтаж. Измерять следует саму жилу, а не кабель в изоляции. Зная диаметр жилы, можно воспользоваться номенклатурой наконечников ТМ/ТМЛ из каталога или соответствующей страничкой на нашем сайте и найти в обозначениях наконечников размер внутреннего диаметра хвостовика. Это третья цифра в обозначении наконечников, например, цифра «13» в позиции ТМЛ 70-10-13 «КВТ». Подбор наконечников должен осуществляться таким образом, чтобы эта цифра была максимально близка (но не меньше!) к наружному диаметру жилы.
Сопутствующие товары
Информационные материалыИнформационные материалы

всего позиций: 31
techelectro.ru
Наконечники луженые под опрессовку стандарт DIN 46235
Тип: ТМЛ(DIN) (DIN 46235)
- Предназначены для оконцевания опрессовкой медных кабелей и проводов
- Материал: рафинированная медь марки М1
- Покрытие: олово-висмутовое электролитическое лужение, обеспечивающее защиту от коррозии и гарантирующее высокое качество соединения при любых погодно-климатических условиях
- Рабочее напряжение: до 35 кВ
- Стандарт DIN 46235 — самый известный и авторитетный мировой стандарт на медные кабельные наконечники
- 30 наиболее востребованных типоразмеров от 6 до 625 мм
- На трубной части наконечников нанесена двухдорожечная разметка, определяющая местоположение и количество опрессовок в зависимости от ширины используемых матриц
Дополнительная информация
Вопросы и ответыВопросы и ответы
- По смете нужны 50-е наконечники для кабеля ВВГ 4х50, но наконечники ТМЛ 50-10-11 слишком велики
- Есть несколько путей: Можно заказать наконечники, сделанные по стандарту DIN 46235, например ТМЛ (DIN) 50-10 «КВТ». Самым экономным решением, будет покупка стандартных наконечников серии ТМЛс, например ТМЛс 50–10 «КВТ». В отличие от гостовских, эти наконечники рассчитаны именно на то сечение, которое указано в наименовании. Наконец, можно купить гостовские наконечники с номиналом 35 мм², и они почти наверняка идеально подойдут к Вашему кабелю. Если же у инспекторов возникнут вопросы, Вы можете сослаться на таблицу из ГОСТ, в которой этот выбор прописан.
- Разница между наконечниками по стандартам ГОСТ и DIN
- Помимо очевидной разницы в стране происхождения стандарта, медные наконечники по DIN отличаются от медных наконечников по ГОСТ по следующим параметрам: – У наконечников по DIN более длинный хвостовик. – Внутренний диаметр хвостовика наконечников DIN рассчитан по 2-3-му классу гибкости, в ГОСТ — по 6-му. То есть внутренний диаметр наконечников по ГОСТ больше, чем у наконечников по DIN. – Есть различие в толщине трубы, из которой изготавливаются наконечники. У медных наконечников по ГОСТ, на мелких сечениях, труба толще, чем у наконечников по DIN, на крупных – тоньше. В целом, на наш взгляд, толщина стенок более продумана и правильно распределена по размерам в стандарте DIN 46235. – Наличие маркировочных рисок, указывающих на месторасположение и количество опрессовок на хвостовике наконечников по DIN. – Размеры лопатки у наконечников по ГОСТ унифицированы и не зависят от диаметра крепежного отверстия. В наконечниках по DIN длина лопатки зависит от величины крепежного отверстия под болт. Она такая, какая необходима: ни больше ни меньше.
- Правила выбора кабельного наконечника
- Правильный выбор наконечника – первый ответственный этап, от которого напрямую зависит качество и надежность смонтированной контактной клеммы. Золотое правило гласит: «внутренний диаметр хвостовика наконечника должен оптимально соответствовать диаметру зачищенной жилы». То есть кабельная жила должна заходить в наконечник с минимальным люфтом. Для наконечников типа ТА, ТАМ, ТМЛ(DIN), ТМЛс, НШП выбор не представляет проблемы, поскольку номинал наконечников соответствует сечению кабельной жилы. Сложности возникают при подборе медных наконечников ТМ и ТМЛ по ГОСТ 7386-80. Есть два пути. — В качестве навигатора, можно использовать специальную таблицу подбора из ГОСТ. Однако для пользования таблицей, требуется знать класс гибкости кабельной жилы. То есть, как минимум, нужно знать марку кабеля и желательно визуально представлять, как выглядит сама жила. — В идеале, необходимо измерить фактический диаметр жилы, на которой предполагается монтаж. Измерять следует саму жилу, а не кабель в изоляции. Зная диаметр жилы, можно воспользоваться номенклатурой наконечников ТМ/ТМЛ из каталога или соответствующей страничкой на нашем сайте и найти в обозначениях наконечников размер внутреннего диаметра хвостовика. Это третья цифра в обозначении наконечников, например, цифра «13» в позиции ТМЛ 70-10-13 «КВТ». Подбор наконечников должен осуществляться таким образом, чтобы эта цифра была максимально близка (но не меньше!) к наружному диаметру жилы.
- Количество опрессовок кабельных наконечников и гильз
- Количество опрессовок зависит от длины хвостовика наконечника, а так же от ширины и типа матриц, которыми проводится опрессовка. Для инструмента с клиновидным типом матриц, как правило, достаточно одной, максимум, двух опрессовок. Матрицы в форме шестигранника могут быть узкими (шириной 5 мм) или широкими (шириной около 10 мм). Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
- Выбор между клиновидной и шестигранной опрессовкой
- Шестигранная опрессовка эффективна тогда, когда внешний диаметр жилы хорошо подогнан к внутреннему диаметру хвостовика наконечника. Опрессованное шестигранником соединение обладает значительной механической прочностью и обеспечивает большую площадь электрического контакта между наконечником и жилой. Точно подобранное сочетание матрицы и наконечника делает соединение жила-наконечник практически герметичным и не повреждает отдельные проводники, из которых состоит кабельная жила. Это очень «щадящий» и эстетически совершенный вид обжима, максимально приближенный к естественной форме кабеля. Клиновидная (точечная) опрессовка хороша в тех случаях, когда внутренний диаметр хвостовика наконечника превышает размер кабельной жилы или когда требуется опрессовать моножилу. Определенным преимуществом клиновидных матриц является их универсальность. Так прессами ПМУ-120 или ПМУ-240 «КВТ» можно опрессовать практически любые наконечники любой серии и стандарта.
- Наращивание кабельной жилы для монтажа наконечника большего сечения
- Принципиально такой вариант возможен, хотя и не очень желателен. Следует стремиться к тому, чтобы изначально наконечник был подобран оптимально. Тем не менее, в тех случаях, когда наконечник слишком велик для данного кабеля или слишком свободно болтается на жиле провода или же не обжимается матрицами ситуацию все еще можно исправить. Для этого нужно отрезать кусок кабеля длиной равной глубине захода жилы в наконечник. Достать и распотрошить жилу на отдельные проволочки. Теперь, заведя жилу в наконечник, необходимо максимально плотно забить остающееся свободное пространство хвостовика проволочками жилы. В таком случае опрессовка будет прочной и надежной. За переходное сопротивление можно не волноваться, поскольку максимальные нагрузки рассчитываются по сечению кабеля, которое меньше номинала наконечника.
- Жила кабеля не влезает в наконечник
- Начнем с того, чего делать категорически нельзя. Нельзя обрезать несколько проволочек жилы, для того, чтобы она вошла в наконечник! Нельзя подтачивать жилу напильником (в случае однопроволочной жилы) для того чтобы уменьшить ее размер! Иными словами, никоим образом нельзя уменьшать сечение жилы, если конечно, Вы не переквалифицировались из электрика в пиротехника. Теперь о том, что делать можно. Если жила секторная и не влезает в наконечник, ее необходимо скруглить специальными матрицами НМ-300-С «КВТ». Если жила круглая, лучше всего подобрать наконечник или гильзу таким образом, что бы жила кабеля заходила в хвостовик с минимальным зазором.
- Самостоятельное досверливание отверстия под болт в наконечнике
- Негласное правило, которым руководствуются монтажники при выборе наконечников предполагает, что диаметр отверстия под крепежный болт в наконечнике может быть больше, чем номинал самого используемого болта. В этом случае, не возникает никаких проблем при подключении, например, наконечника с отверстием в лопатке под болт М16 при помощи болта размера М12. Ведь по любому, прижим наконечника осуществляется посредством шайбы. Обратный вариант, обычно, по умолчанию не рассматривается, поскольку высверливание отверстия большего диаметра поверх меньшего в лопатке наконечника — дело неблагодарное и муторное. Кроме того, при увеличении отверстия под болт, существуют ограничения, связанные с шириной лопатки. Чрезмерно большое отверстие может ослабить механическую и электрическую прочность соединения.
- Одни наконечники обжимаются легко, а другие – тяжело
- Усилие при обжиме зависит от многих факторов: Размер кабеля и наконечника. Чем больше сечение кабеля и номинал наконечника, тем большее усилие, при прочих равных условиях, требуется при опрессовке. Твердость материала наконечника. По технологии, наконечники должны производиться из мягкой трубы. При нарушении технологии, либо из целей экономии (твердая труба — дешевле), когда наконечники изготовлены из твердого материала, это не может не сказаться на усилии при опрессовке. Твердость кабельной жилы. Как известно, кабельные жилы могут быть стандартные и мягкие, отожженные. Кабели с отожженными жилами обычно сопровождаются индексом «ож» в наименовании кабеля. Тип опрессовываемой жилы. Опрессовать однопроволочную жилу значительно тяжелее, чем многопроволочную. Тип инструмента: механика или гидравлика. Если используется гидравлический пресс, затрачивается значительно меньше усилий, чем при работе механикой, где усилие зависит только от длины рукояток. При работе с аккумуляторным инструментом, о каких-либо усилиях, говорить просто не приходится. Тип матриц. Клиновидные или гексагональные матрицы также требуют различных усилий при опрессовке.
- Инструмент для опрессовки моножилы
- Важно не столько то, каким именно инструментом пользоваться, а каким типом матриц укомплектован инструмент. Выбор следует остановить на инструменте с клиновидными матрицами. При этом нужно помнить, что часто моножила определенного сечения оконцовывается наконечниками с номиналом на одно или даже два сечения меньше. В ручных пресс-клещах СТК-05, СТВ-05 и им подобным, трудности могут возникнуть при опрессовке крайних сечений диапазона: 6 и 10 мм². Пресс-клещи моделей ПК-16 и ПК-35 «КВТ» не смотря на то, что имеют клиновидный тип матриц, предназначены для опрессовки только на многопроволочных жилах, поскольку моножилу они просто не продавят. Мелкие сечения можно обжимать прессом ПКГу-50 «КВТ», предварительно поменяв установленные по умолчанию шестигранные матрицы на клиновидные. Вообще, перед оконцеванием однопроволочных жил следует сначала определиться, нужен ли наконечник в принципе, потому что, как известно, провода мелких сечений чаще всего монтируются без всяких наконечников непосредственно в клемму или загибаются петлей вокруг крепежного винта с шайбой. Идеальным инструментом для обжима силовых наконечников крупных сечений будут механические пресса ПМУ-120 «КВТ» и ПМУ-240 «КВТ», а так же гидравлический пресс ПГРс-240 «КВТ».
- Производство изделий по чертежам заказчика
- В дополнение к основному номенклатурному ряду кабельных наконечников и гильз, серийно выпускаемых заводом «КВТ», возможно изготовление партий нестандартных изделий по индивидуальным заказам. Инженеры завода «КВТ» могут также оказать помощь в разработке, сопровождении технической документации и в проведении необходимых испытаний.
- Соединение однопроволочной и многопроволочной жилы кабеля одной гильзой
- Можно. Единственный момент, на который нужно будет обратить внимание – что для опрессовки как минимум той части гильзы, в которой находится моножила, следует выбрать пресс с точечными (клиновидными) матрицами.
- Использование таблицы подбора наконечников для опрессовки алюминиевых наконечников по ГОСТ
- По алюминиевым гостовским наконечникам, ситуация на порядок лучше, чем с аналогичными медными наконечниками. Номинал алюминиевых наконечников ТА по ГОСТ 9581-80 соответствует номиналу кабельных алюминиевых жил 1-го и 2-го классов. То есть сечение любого из существующих алюминиевых кабелей (если жила круглая) соответствует номиналу алюминиевого или алюмо-медного наконечника по ГОСТ 9581-80.
- Технология производства наконечников «КВТ»
- В презентационных материалах компании KLAUKE действительно говорится о том, что их медные наконечники обладают особой «текучестью» и пластичностью при опрессовке, поскольку «непосредственно перед лужением, они проходят термообработку». Актуальность термообработки объясняется необходимостью снятия внутренних напряжений металла, образовавшихся при штамповке. Явление, о котором говорит уважаемая компания понятно. Увеличение твердости металла (в данном случае, меди) в процессе любых механических операций, будь то штамповка или гибка, действительно имеет место и на профессиональном жаргоне, применительно к штамповке, носит название «наклеп». Однако абсолютно непонятно, какое отношение эти известные процессы имеют к медным наконечникам, сделанным из трубы. Ведь «наклепу» и стрессу подвергается не трубная часть, а сплющиваемая лопатка и переходная зона деформации лопатка-хвостовик. Каким образом затвердение металла коснется трубной части, на которой и производится опрессовка?! Совершенно по-другому ситуация обстоит с изолированными наконечниками, наконечниками под пайку и штифтовыми наконечниками. Характерной особенностью этих типов наконечников является то, что все они сделаны из листа, а не из трубы. Все они миниатюрны, поэтому «наклеп» и стресс, возникшие в одном месте, отзываются в близлежащих. И самое главное, для того, чтобы превратить изначально плоскую контактную часть таких наконечников в круглую, требуется не один, а от 2 до 4 ударов пресса, выполняющего данную операцию. Именно В ЭТОМ СЛУЧАЕ отпуск наконечников и приведение их к мягкому, пластичному состоянию в термопечи становится абсолютно необходимым. Данный производственный этап — «дополнительная обработка перед лужением», в обязательном порядке присутствует для наконечников под пайку, наконечников НШП и изолированных наконечников, выпускаемых на заводе «КВТ». Возвращаясь к технологии «КВТ» по наконечникам, сделанным из трубы, следует отметить, что медная труба, используемая при их производстве, заказывается изначально — только мягкая. А потому, на наш взгляд, термическая обработка перед лужением здесь не требуется. Термический отпуск изделий был бы оправдан в единственном случае — если заказывается более дешевая твердая медная труба.
- Влияние лужения на наконечнике на качество электрического контакта
- Проводимость олова действительно ниже, чем у меди. Поэтому при использовании наконечников с электролитическим лужением, некие потери в проводимости есть. Однако если учесть то, что медные наконечники с покрытием не подвержены коррозии и могут быть использованы в любых климатических условиях, в том числе и в морском климате, эта незначительная потеря в проводимости с лихвой окупается долгими годами бесперебойной и безупречной службы.
- Пайка как самый надежный метод контактных соединений
- За последние 60 лет, техника опрессовки продвинулась достаточно далеко. Появилось новое поколение различных видов наконечников, которые предполагают исключительно непаянный способ соединения, а также профессиональный инструмент и калиброванные матрицы для обжима каждого типа наконечников. Развитие технического прогресса, стимулировавшее новые технологии контактных соединений, убедительно показывает правильность тренда: и авиастроение, и космическая отрасль, не говоря уже об обычной электромонтажной практике, практически полностью перешли на непаянные технологии. Немаловажным является так же вопрос здоровья, поскольку, в большинстве своем, в России пайка по-прежнему осуществляется припоями, содержащими свинец.
- Выбор наконечников – луженые или нелуженые
- Оба типа наконечников хороши. Вопрос, в каких условиях предполагается их эксплуатация. Например, если монтаж происходит в условиях континентального климата (в Сибири, Казахстане) или в засушливых районах (Узбекистане или Туркмении), можно без ограничения использовать нелуженые медные наконечники. Однако, если электрические установки эксплуатируются в условиях морского климата (не важно, субтропики это или арктический холодный климат, как на Кольском), либо ситуация с загрязнением атмосферы оставляет желать лучшего (как в Москве), луженые наконечники скорее обязательны.
Сопутствующие товары
Информационные материалыИнформационные материалы

всего позиций: 30
techelectro.ru
| ТМЛ 2.5–4–2.6(КВТ) | М4 | 2.5 | 2.5 | 4.3 | 8 | 28 | 5 | 2.6 | шт | 65666 | 100 | 4.88 | 5.62 | 6.74 |
| ТМЛ 2.5–5–2.6(КВТ) | М5 | 2.5 | 2.5 | 5.3 | 10 | 28 | 5 | 2.6 | шт | 40823 | 100 | 4.88 | 5.62 | 6.74 |
| ТМЛ 2.5–6–2.6(КВТ) | М6 | 2.5 | 2.5 | 6.4 | 12 | 30 | 5 | 2.6 | шт | 40824 | 100 | 4.88 | 5.62 | 6.74 |
| ТМЛ 4–5–3(КВТ) | М5 | 4 | 4 | 5.3 | 10 | 32 | 5 | 3 | шт | 40826 | 100 | 5.12 | 5.89 | 7.07 |
| ТМЛ 4–6–3(КВТ) | М6 | 4 | 4 | 6.4 | 12 | 32 | 5 | 3 | шт | 40827 | 100 | 5.12 | 5.89 | 7.07 |
| ТМЛ 6–5–4(КВТ) | М5 | 6 | 6 | 5.3 | 10 | 32 | 6 | 4 | шт | 40829 | 100 | 6.11 | 7.02 | 8.43 |
| ТМЛ 6–6–4(КВТ) | М6 | 6 | 6 | 6.4 | 12 | 32 | 6 | 4 | шт | 40830 | 100 | 6.11 | 7.02 | 8.43 |
| ТМЛ 10–5–5(КВТ) | М5 | 10 | 10 | 5.3 | 11 | 40 | 8 | 5 | шт | 40831 | 100 | 13.02 | 14.97 | 17.97 |
| ТМЛ 10–6–5(КВТ) | М6 | 10 | 10 | 6.4 | 14 | 40 | 8 | 5 | шт | 40832 | 100 | 13.02 | 14.97 | 17.97 |
| ТМЛ 10–8–5(КВТ) | М8 | 10 | 10 | 8.4 | 16 | 40 | 8 | 5 | шт | 40834 | 100 | 13.02 | 14.97 | 17.97 |
| ТМЛ 16–6–6(КВТ) | М6 | 16 | 16 | 6.4 | 14 | 40 | 9 | 6 | шт | 40835 | 100 | 15.50 | 17.82 | 21.38 |
| ТМЛ 16–8–6(КВТ) | М8 | 16 | 16 | 8.4 | 16 | 40 | 9 | 6 | шт | 40877 | 100 | 15.50 | 17.82 | 21.38 |
| ТМЛ 25–6–7(КВТ) | М6 | 25 | 25 | 6.4 | 15 | 45 | 10 | 7 | шт | 40878 | 100 | 18.47 | 21.24 | 25.49 |
| ТМЛ 25–8–7(КВТ) | М8 | 25 | 25 | 8.4 | 16 | 45 | 10 | 7 | шт | 40879 | 100 | 18.47 | 21.24 | 25.49 |
| ТМЛ 25–8–8(КВТ) | М8 | 35 | 25 | 8.4 | 16 | 50 | 11 | 8 | шт | 40881 | 100 | 22.54 | 25.92 | 31.11 |
| ТМЛ 25–10–8(КВТ) | М10 | 35 | 25 | 10.5 | 20 | 50 | 11 | 8 | шт | 40882 | 100 | 22.54 | 25.92 | 31.11 |
| ТМЛ 35–8–9(КВТ) | М8 | 35 | 35 | 8.4 | 18 | 60 | 12 | 9 | шт | 40883 | 100 | 30.46 | 35.03 | 42.03 |
| ТМЛ 35–10–9(КВТ) | М10 | 35 | 35 | 10.5 | 20 | 60 | 12 | 9 | шт | 40884 | 100 | 30.46 | 35.03 | 42.03 |
| ТМЛ 35–12–9(КВТ) | М12 | 35 | 35 | 13 | 22 | 60 | 12 | 9 | шт | 40885 | 100 | 30.46 | 35.03 | 42.03 |
| ТМЛ 35–8–10(КВТ) | М8 | 50 | 35 | 8.4 | 20 | 63 | 13 | 10 | шт | 40886 | 100 | 34.86 | 40.09 | 48.11 |
| ТМЛ 35–10–10(КВТ) | М10 | 50 | 35 | 10.5 | 20 | 63 | 13 | 10 | шт | 40887 | 100 | 34.86 | 40.09 | 48.11 |
| ТМЛ 35–12–10(КВТ) | М12 | 50 | 35 | 13 | 22 | 63 | 13 | 10 | шт | 40888 | 100 | 34.86 | 40.09 | 48.11 |
| ТМЛ 50–8–11(КВТ) | М8 | 70 | 50 | 8.4 | 20 | 63 | 14 | 11 | шт | 40889 | 100 | 38.09 | 43.81 | 52.56 |
| ТМЛ 50–10–11(КВТ) | М10 | 70 | 50 | 10.5 | 22 | 63 | 14 | 11 | шт | 40890 | 100 | 38.09 | 43.81 | 52.56 |
| ТМЛ 50–12–11(КВТ) | М12 | 70 | 50 | 13 | 24 | 63 | 14 | 11 | шт | 40891 | 100 | 38.09 | 43.81 | 52.56 |
| ТМЛ 70–10–13(КВТ) | М10 | 95 | 70 | 10.5 | 24 | 65 | 16 | 13 | шт | 40895 | 50 | 44.00 | 50.60 | 60.72 |
| ТМЛ 70–12–13(КВТ) | М12 | 95 | 70 | 13 | 24 | 65 | 16 | 13 | шт | 40896 | 50 | 44.00 | 50.60 | 60.72 |
| ТМЛ 95–10–15(КВТ) | М10 | 120 | 95 | 10.5 | 28 | 75 | 19 | 15 | шт | 40897 | 25 | 77.89 | 89.58 | 107.49 |
| ТМЛ 95–12–15(КВТ) | М12 | 120 | 95 | 13 | 28 | 75 | 19 | 15 | шт | 40898 | 25 | 77.89 | 89.58 | 107.49 |
| ТМЛ 95–10–16(КВТ) | М10 | 120 | 95 | 10.5 | 30 | 75 | 20 | 16 | шт | 40899 | 25 | 96.12 | 110.53 | 132.64 |
| ТМЛ 95–12–16(КВТ) | М12 | 120 | 95 | 13 | 30 | 75 | 20 | 16 | шт | 40900 | 25 | 96.12 | 110.53 | 132.64 |
| ТМЛ 120–12–17(КВТ) | М12 | 150 | 120 | 13 | 34 | 81 | 22 | 17 | шт | 40901 | 25 | 119.14 | 137.01 | 164.42 |
| ТМЛ 120–16–17(КВТ) | М16 | 150 | 120 | 17 | 34 | 81 | 22 | 17 | шт | 40902 | 25 | 119.14 | 137.01 | 164.42 |
| ТМЛ 120–12–18(КВТ) | М12 | 150 | 120 | 13 | 35 | 85 | 24 | 18 | шт | 40903 | 25 | 156.93 | 180.47 | 216.57 |
| ТМЛ 120–16–18(КВТ) | М16 | 150 | 120 | 17 | 35 | 85 | 24 | 18 | шт | 40904 | 25 | 156.93 | 180.47 | 216.57 |
| ТМЛ 150–12–19(КВТ) | М12 | 185 | 150 | 13 | 36 | 90 | 25 | 19 | шт | 40905 | 25 | 169.98 | 195.48 | 234.57 |
| ТМЛ 150–16–19(КВТ) | М16 | 185 | 150 | 17 | 36 | 90 | 25 | 19 | шт | 40906 | 25 | 169.98 | 195.48 | 234.57 |
| ТМЛ 150–12–20(КВТ) | М12 | 185 | 150 | 13 | 38 | 90 | 26 | 20 | шт | 40907 | 25 | 189.98 | 218.47 | 262.16 |
| ТМЛ 150–16–20(КВТ) | М16 | 185 | 150 | 17 | 38 | 90 | 26 | 20 | шт | 40908 | 25 | 189.98 | 218.47 | 262.16 |
| ТМЛ 185–12–21(КВТ) | М12 | 240 | 185 | 13 | 40 | 95 | 27 | 21 | шт | 40909 | 25 | 191.78 | 220.55 | 264.66 |
| ТМЛ 185–16–21(КВТ) | М16 | 240 | 185 | 17 | 40 | 95 | 27 | 21 | шт | 40910 | 25 | 191.78 | 220.55 | 264.66 |
| ТМЛ 185–20–21(КВТ) | М20 | 240 | 185 | 21 | 40 | 95 | 27 | 21 | шт | 40911 | 25 | 191.78 | 220.55 | 264.66 |
| ТМЛ 185–16–23(КВТ) | М16 | 240 | 185 | 17 | 45 | 105 | 30 | 23 | шт | 40912 | 10 | 295.45 | 339.77 | 407.73 |
| ТМЛ 185–20–23(КВТ) | М20 | 240 | 185 | 21 | 45 | 105 | 30 | 23 | шт | 40913 | 10 | 295.45 | 339.77 | 407.73 |
| ТМЛ 240–16–24(КВТ) | М16 | 300 | 240 | 17 | 48 | 105 | 32 | 24 | шт | 40914 | 10 | 326.60 | 375.60 | 450.71 |
| ТМЛ 240–20–24(КВТ) | М20 | 300 | 240 | 21 | 48 | 105 | 32 | 24 | шт | 40915 | 10 | 326.60 | 375.60 | 450.71 |
kvt-electro.ru
Опрессовка проводов и наконечники под опрессовку

Часто в наборах инструментов встречается устройство, представленное на картинке выше. С первого взгляда логическое применение ему найти нелегко. Тем более, для его использования нужны еще дополнительные материалы.
Это клещи для так называемой опрессовки силовых проводов. Об этой важной процедуре и будет эта статья.
Что такое опрессовка и зачем она в электрике
Строго говоря, опрессовка проводов это примерно то же самое, что и в других сферах деятельности.
- Создание максимально плотного соединения путём применения механического усилия.
- Создание (по возможности) неразрывного соединения, выдерживающего значительные физические нагрузки на разрыв.
- Возможность обеспечения непрерывности потока (у нас ток) при самых сложных условиях эксплуатации.
- Скорость монтажа без потери качества соединения.
Из этого и будем исходить, ведь нам часто нужна именно опрессовка наконечников кабеля, хотя мы про это и не знаем ничего. Хотя кажется всё просто:

Вот в такую штучку с ручкой сунем кабель, как следует обожмём бока входа, и можно будет прикрутить это дело куда угодно. Кстати, такие гильзы для опрессовки проводов продаются где угодно, так что их можно купить очень недорого. Как и инструмент, ведь наконечники для проводов под опрессовку своими руками и плоскогубцами не обжать. Так что, для разовой работы это будет не самое бюджетное решение. Тем более, если не понимать, чем опрессовка проводов выгодно отличается от других способов монтажа кабеля. Давайте разбираться.
- Прежде всего, опрессовка проводов касается только многожильных кабелей. Это стоит иметь в виду, так как надёжное соединение одной жилы даже при самых мощных механических нагрузках получить не получится.
- Второй очень важный момент. Количество жил имеет значение, но диаметр кабеля нет. Именно поэтому опрессовывают самые тонкие кабели, усилия обжима у которых минимальны.
- И третье. Опрессовка наконечников кабеля невозможна без специального инструмента, который создан для выполнения этой процедуры.
И главное. Что мы получаем в результате опрессовки? Мы получаем фактически «холодную сварку» при помощи механического усилия всех жил обжимаемого кабеля с наконечником, без использования пайки или иных температурных воздействий. В этом и состоит смысл опрессовки проводов – создание прочного соединения быстро и без применения привычного для электрика способа надёжной коммутации.
Мы просто так сильно вжимаем кабель в наконечник, что это соединение становится неразъёмным. Ну и скорость монтажа, конечно, значимый фактор для подключений в электропроводке.
Даже в опрессовке есть ограничения по прилагаемому усилию, поэтому не стоит слишком сильно давить кабель и наконечник. Во всём нужна мера.
Почему именно опрессовка?
Пайка многожильного провода не самая простая операция, ведь необходимо оголить все жилы, убедиться, что они чистые с точки зрения контакта и только после этого приступать к пайке. Любая жила в многожильном проводе имеет изоляцию, и это часто создаёт затруднения в работе по установлению надежного контакта.
Как раз опрессовка наконечников кабеля решает все эти задачи, ведь при помощи механического усилия (сжатия) не только разрушается изоляция отдельных жил, но и создаётся прочное соединение всего кабеля для лучшего контакта.
Здесь как раз возникает момент, как выбрать гильзы для опрессовки проводов правильно, ведь они изготавливаются из разных материалов и имеют очень точно прописанные характеристики токов. Проблема в том, что размер этих гильз невелик, и маркировка непонятна для тех, кто не является специалистом. Но перед этим давайте определим разницу между гильзой и наконечником для опрессовки кабелей.
Это типичные гильзы:
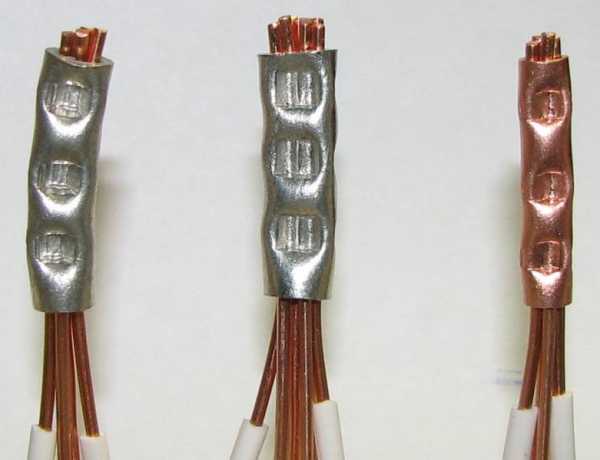
При её помощи можно «удлинить» кабель, как одинакового сечения, так и разного.
А это типичный наконечник:

И вот как раз на обоих фото хорошо видно, что места для полной маркировки практически нет, в отличие от таких гильз и наконечников:

Поэтому рекомендация может быть только одна – хорошо маркированные изделия будут стоить дороже, при этом не маркированные ничуть не хуже. Просто потребуется консультация с продавцом, как правило, они хорошо ориентируются в данной проблематике.
Ещё одним моментом, которого нет даже в маркировке, является момент затягивания гильзы или наконечника при обжиме. А они совершенно разные для разных типов наконечников, таких как:
- кольцевые наконечники (НКИ).
- вилочные наконечники (НВИ).
- штыревые круглые наконечники (НШКИ).
- плоские (штекерные) разъёмы (РПИ-П, РПИ-М, РШИ-П, РШИ-М и др.).
- ответвители прокалывающего типа (ОВ).
Здесь необходимо вернуться к инструменту, которым обеспечивается опрессовка проводов, ведь на каждом инструменте указаны размеры при стандартной форме губок, а само усилие точно отмеряется диаметрами. Так что, если не ошиблись с диаметром, чрезмерного усилия приложить не сможете. И, несмотря на то, что наконечники для проводов под опрессовку разные, при одинаковом диаметре и усилие, и стандарт инструмента будут одни и те же. Жаль, что этот параметр на маркировке не отражается. Видимо потому, что обычно такую работу делают профессионалы, а не домашние электрики.
Но как раз стандарты и позволяют домашним электрикам запасти универсальные обжимные клещи и без особых проблем заниматься опрессовкой наконечников кабеля в своих целях. Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
При опрессовке многожильного кабеля без специальных смазок не обойтись. Поэтому используйте гильзы и наконечники, которые уже имеют такую смазку внутри. В любом случае это одноразовая операция. Снять гильзу или наконечник, чтобы переставить в другое место не получится.
В итоге Вы, освоив установку гильз и наконечников, получите возможность быстро восстановить нужное соединение, без проблем осуществить ремонт, а также соединение, которое, по сути, в ремонте не будет нуждаться много лет.
На правах заключения немного практики, о чём редко говорят
Прежде всего, наконечники для проводов под опрессовку, как и гильзы, действительно одноразовые изделия. Помните об этом. Так сказать, помните об этом всегда, особенно учитывая копеечную стоимость таких изделий.
Второе правило домашнего электрика – ограничьте себя напряжением в 380В. Всё что выше – отдайте профессиональным электрикам. И помните о том, что материал гильзы или наконечника может быть разным, так что когда наконечник накинете на клемму и начнёте затягивать болт, убедитесь в том, что болт изготовлен из такого же материала. Согласитесь, не очень разумно прикручивать медный наконечник к алюминиевой клемме стальным болтом. Мы получим интересный набор металлов, коррозия которых будет ускорена ввиду различия в смысле проводимости токов и прочих особенностей лейденской банки.
Итак. Что мы сделаем после того, как закончена опрессовка проводов и у нас есть возможность произвести коммутацию:
- Самой мелкой шкуркой мы зачистим поверхность клеммы и наконечника.
- Протрём обе поверхности любым растворителем, для удаления лишней грязи.
- Убедимся, что болт из такого же материала как клемма и наконечник (если они разные, предпочтение отдадим клемме, правда при этом наконечник прослужит меньше).
- Болт смажем смазкой, которая рекомендована для таких соединений. Не просто солидолом, а именно такой смазкой, которая нужна. В магазине Вам подскажут, какой именно.
- Мы не будем между поверхностями укладывать золотинку. Фольгу от шоколада для лучшего контакта, что часто делают «бывалые электрики», это только ухудшит контакт.
- И мы обязательно поставим на болт стопорные шайбы (не плоские, а с зазубринками). Это поможет максимально плотно соединить контактные зоны.
- И мы ни в коем случае не будем «дотягивать» наконечник до клеммы. Соединение должно быть полностью свободно от усилий натяжения и растяжения. Более того, мы сделаем небольшую петлю в зоне контакта.
После этого мы оценим то, что у нас получается, и возьмём тайм-аут, подумать всё ли мы учли. Далее мы в обязательном порядке повесим бирку на место соединения. Это будет нужно для того, чтобы понимать срок службы данного наконечника или гильзы, а также укажем на бирке количество жил. И, конечно, если мы делаем всё своими руками и для себя, мы обязательно наконечник (гильзу) уберём в термоусадочный кембрик. Это такая изолирующая трубка, которая при небольшом нагреве надёжно обожмёт полученное соединение, став дополнительной изоляцией.

По возможности, соблюдая цвета маркировки кабелей – ноль фаза и земля. Современные материалы это позволяют. И проведём испытания, не затягивая наконечники до отказа. Особенно, если такого рода работу мы делаем первый раз. После испытаний останется установить наконечник на место, проверить соединение и можно считать, что работа закончена если.
Если мы понимаем что:
- Визуально всё соединение выполнено правильно, без задиров и торчащих жил (обычная ошибка начинающих в этом деле).
- Нет перекоса в плоскости сопряжения клеммы и наконечника, устранить которые можно своими руками и при помощи небольшого молотка, если нужно.
- Гайка болта ходит свободно, и требует затягивания ключом только на последних витках.
- Надёжность соединения не вызывает сомнений, даже если мы пробуем что-то оторвать, особо не прилагая усилий (кабеля тоже имеют предел прочности).
- И нам нравится то, что мы сделали.
Вот только после этого можно будет считать работу законченной, и уверяем Вас. Если всё будет сделано именно так, то соединение прослужит действительно долго, а Вы ощутите вкус опрессовки, при которой требуется потратить время на снятие внешней изоляции и не тратить время на всё остальное. Если, конечно, у Вас будут гильзы, наконечники и инструмент для проведения работ. Желательно универсальный инструмент, для бытовых нужд. Их довольно много, стоят они недорого, но помогут быстро не только подключить автомат защиты, но и колонку на 12В
И мы надеемся, что эта статья поможет многим сделать выбор, паять или обжимать. У каждого способа свои преимущества и свои недостатки. И мы намерено не говорили о недостатках опрессовки. Все они теряют смысл на выгоде от умения использовать этот способ коммутации любых кабелей.
А если у Вас есть свой опыт в работе с такого рода монтажом, мы будем рады услышать Ваши комментарии и замечания. Ведь чем больше мы, доморощенные электрики, общаемся между собой, тем ниже стоимость работ, которую нам могут предъявить профессионалы.
obelektrike.ru
ТД КВТ Наконечники медные под опрессовку ТМ (ГОСТ 7386-80)
Наконечники медные под опрессовкуТип:ТМ
(ГОСТ 7386-80)- Предназначены для оконцевания опрессовкой медных кабелей и проводов
- Материал: электротехническая медь марки М2
- Покрытие: без покрытия (климатическое исполнение: «УХЛЗ»)
- Рабочее напряжение: до 35 кВ
- «КВТ» — единственный завод в России, производящий полную линейку типоразмеров кабельных наконечников по ГОСТ 7386-80
- 85 наименований в двух видах климатического исполнения
- Хвостовики наконечников по ГОСТ рассчитаны на кабели и провода 5-го и 6-го классов гибкости. Для монтажа стандартных медных жил 2-го и 3-го классов гибкости рекомендован выбор размеров наконечников по специальной таблице
- Штампованная маркировка типоразмера и логотипа производителя на каждом наконечнике
- Обязательное снятие фаски и галтовочная операция исключают наличие заусенцев и облегчают заведение кабельной жилы в наконечник
- После штамповки наконечники подвергаются отжигу для повышения пластичности материала
- Специальная серия высокоточных матриц для опрессовки наконечников и гильз по ГОСТ MW-образной формы. Матрицы совместимы с гидравлическими прессами «КВТ»
- Технологическая оснастка и штампы для производства наконечников «КВТ» разрабатываются и изготалвиаются в инструментальном цехе завода
- Комплексное решение от производителя:
| ТМ 10–5–5(КВТ) | М5 | 10 | 10 | 5.3 | 11 | 40 | 8 | 5 | шт | 42666 | 100 | 12.66 | 14.56 | 17.47 |
| ТМ 10–6–5(КВТ) | М6 | 10 | 10 | 6.4 | 14 | 40 | 8 | 5 | шт | 41487 | 100 | 12.66 | 14.56 | 17.47 |
| ТМ 16–6–6(КВТ) | М6 | 16 | 16 | 6.4 | 14 | 40 | 9 | 6 | шт | 41280 | 100 | 15.23 | 17.51 | 21.02 |
| ТМ 16–8–6(КВТ) | М8 | 16 | 16 | 8.4 | 16 | 40 | 9 | 6 | шт | 43030 | 100 | 15.23 | 17.51 | 21.02 |
| ТМ 25–6–7(КВТ) | М6 | 25 | 25 | 6.4 | 15 | 45 | 10 | 7 | шт | 41486 | 100 | 18.03 | 20.74 | 24.89 |
| ТМ 25–8–7(КВТ) | М8 | 25 | 25 | 8.4 | 16 | 45 | 10 | 7 | шт | 41281 | 100 | 18.03 | 20.74 | 24.89 |
| ТМ 35–8–9(КВТ) | М8 | 35 | 35 | 8.4 | 18 | 60 | 12 | 9 | шт | 41282 | 100 | 29.39 | 33.80 | 40.56 |
| ТМ 35–10–9(КВТ) | М10 | 35 | 35 | 10.5 | 20 | 60 | 12 | 9 | шт | 42845 | 100 | 29.39 | 33.80 | 40.56 |
| ТМ 50–8–11(КВТ) | М8 | 70 | 50 | 8.4 | 20 | 63 | 14 | 11 | шт | 41283 | 100 | 37.14 | 42.71 | 51.26 |
| ТМ 50–10–11(КВТ) | М10 | 70 | 50 | 10.5 | 22 | 63 | 14 | 11 | шт | 41441 | 100 | 37.14 | 42.71 | 51.26 |
| ТМ 70–10–13(КВТ) | М10 | 95 | 70 | 10.5 | 24 | 65 | 16 | 13 | шт | 41284 | 50 | 43.28 | 49.77 | 59.72 |
| ТМ 70–12–13(КВТ) | М12 | 95 | 70 | 13 | 24 | 65 | 16 | 13 | шт | 42586 | 50 | 43.28 | 49.77 | 59.72 |
| ТМ 95–10–15(КВТ) | М10 | 120 | 95 | 10.5 | 28 | 75 | 19 | 15 | шт | 41286 | 25 | 74.66 | 85.86 | 103.03 |
| ТМ 95–12–15(КВТ) | М12 | 120 | 95 | 13 | 28 | 75 | 19 | 15 | шт | 41442 | 25 | 74.66 | 85.86 | 103.03 |
| ТМ 120–12–17(КВТ) | М12 | 150 | 120 | 13 | 34 | 81 | 22 | 17 | шт | 41291 | 25 | 109.31 | 125.71 | 150.84 |
| ТМ 120–16–17(КВТ) | М16 | 150 | 120 | 17 | 34 | 81 | 22 | 17 | шт | 47245 | 25 | 109.31 | 125.71 | 150.84 |
| ТМ 150–12–19(КВТ) | М12 | 185 | 150 | 13 | 36 | 90 | 25 | 19 | шт | 41294 | 25 | 164.19 | 188.82 | 226.59 |
| ТМ 150–16–19(КВТ) | М16 | 185 | 150 | 17 | 36 | 90 | 25 | 19 | шт | 41503 | 25 | 164.19 | 188.82 | 226.59 |
| ТМ 185–16–21(КВТ) | М16 | 240 | 185 | 17 | 40 | 95 | 27 | 21 | шт | 41443 | 25 | 184.24 | 211.88 | 254.26 |
| ТМ 185–20–21(КВТ) | М20 | 240 | 185 | 21 | 40 | 95 | 27 | 21 | шт | 46838 | 25 | 184.24 | 211.88 | 254.26 |
| ТМ 240–16–24(КВТ) | М16 | 300 | 240 | 17 | 48 | 105 | 32 | 24 | шт | 41300 | 10 | 313.78 | 360.85 | 433.02 |
| ТМ 240–20–24(КВТ) | М20 | 300 | 240 | 21 | 48 | 105 | 32 | 24 | шт | 47182 | 10 | 313.78 | 360.85 | 433.02 |
всего позиций: 22
kvt-electro.ru
Наконечники втулочный НШВИ для опрессовки проводов
Очень часто в собственноручно смонтированных любителями электрощитах можно наблюдать такую картину – многожильные гибкие провода подключаются к модульным автоматам без покрытия припоем или опрессовки гильзами, хотя в ПУЭ и других нормативных документах это категорически запрещено.
Данный запрет не является бюрократической формальностью – если ослабить зажим и вынуть провод, то внимательно присмотревшись, можно не досчитаться нескольких жилок, а многие из оставшихся проводков будут иметь механические повреждения и отвалятся, если их попробовать отогнуть.
Отрезанные проволоки уменьшают общее поперечное сечение провода, а пережатые и деформированные жилки хуже проводят электрический ток, место контакта будет нагреваться и искрить, что неминуемо приведёт к выходу из строя соединения при больших нагрузках.
Для надёжного подключения многожильных гибких проводов применяют различные наконечники и гильзы, чтобы прижимные устройства могли надёжно зажимать ворох тонких жилок, не повреждая их.
Наконечник для гибкого многожильного провода
В случаях, когда требуется защитить концовку подключаемого многожильного провода от механических разрушений при сжатии в зажимном механизме, применяют гильзы НШВИ. Аббревиатура названия данного электротехнического изделия расшифровывается как наконечник штыревой втулочный изолированный.
Пояснения требует лишь последнее слово – изолированной является тыльная часть наконечника в виде манжеты, которая имеет больший диаметр, чем сама втулка, и одевается поверх изоляции провода, тем самым обеспечивая максимальную электротехническую безопасность соединения, в котором металлическая контактирующая часть НШВИ полностью скрывается в соединительном гнезде зажима.

Металлическая часть наконечника сзади которой одевается манжета
Толщина стенок втулки обеспечивает необходимую прочность к истиранию при повороте зажимного болта, также как и обеспечено необходимое упругое сопротивление при перекусывающем воздействии зубчатых поверхностей прижимных пластин зажимного механизма.
Таким образом, тонкие жилки не подвержены разрушению при механическом сжатии в зажиме и электрическое соединение является надёжным и долговечным. Втулка наконечника изготавливается из электротехнической меди, покрытой защитным лужением, а изолирующая манжета из ПХВ пластика.
Надёжно изолированные проводники
Следует заметить, что если на провод одет втулочный наконечник, то подключение данного проводника с защищённым окончанием может производиться множество раз, в отличие от незащищённого проводника, в котором пережатые жилы обламываются при малейшем прикосновении.
провод после подключения автомата или клеммы
Помимо защиты металла проводника, наконечники НШВИ улучшают культуру электромонтажа при их использовании, и могут уберечь от короткого замыкания или от поражения.
Например, очень часто при подключении проводов приходится вставлять их в гнездо на ощупь, без визуального контроля, при этом несколько жилок, уткнувшись в край монтажного отверстия, могут изогнуться и уйти в сторону.
Если такое же произойдёт с несколькими жилами соседнего провода, то они пересекутся, что вызовет короткое замыкание при включении напряжения. Распластанные на поверхности корпуса жилки являются малозаметными, и могут стать причиной поражения при манипуляциях с подключённым устройством.
Инструмент для опрессовки наконечников
Поскольку наконечник штыревой крепится к кабелю при помощи опрессовки, то такое соединение является неразборным, поэтому, если требуется подключить данный защищенный провод иным способом, то гильзу отрезают и зачищают изоляцию для дальнейшего использования кабеля.
Опрессовку производят при помощи специальных обжимных клещей, которые имеют набор зажимов под различные диаметры гильз.

Очень часто данные клещи являются универсальными, с их помощью можно снимать изоляцию и делать опрессовку наконечников других типов.

Универсальные клещи
Некоторые типы клещей обустроены таким образом, чтобы обеспечивать мощное прижимное усилие при помощи нескольких шарниров, также может присутствовать регулировка усилия обжима.

Кроме этого, некоторые обжимные клещи оборудованы специальным храповым механизмом, блокирующим разжимание до полного обжатия наконечника.

Подготовка опрессовки
Вначале снимают изоляцию с провода на длину, равной высоте металлической втулки наконечника. Подбирают НШВИ таким образом, чтобы многопроволочная жила не слишком туго входила в трубку, иначе несколько проволок изогнутся и не попадут вовнутрь, поэтому, чтобы такого не происходило, жилы провода следует немного скрутить, чтобы они не были растопыренными.
Медная втулка и изоляционная манжета развальцованы таким образом, чтобы направлять жилу при вставке вовнутрь металлической трубки.
Очень часто на клещах, напротив каждого обжима имеется цветная маркировка, предназначенная для цветовой идентификации диаметра обжимаемой втулки, который в свою очередь зависит от поперечного сечения вставляемых проводов. Поэтому на клещах, как правило, указывают именно поперечное сечение обжимаемых многожильных проводников.

Производители наконечников стараются следовать данному цветовому стандарту, поэтому работать с большим количеством однотипных подключений становится легче.
Опрессовка втулок
В обжимные клещи наконечник под опрессовку вставляют, придерживая провод, контролируя, чтобы он не вывалился из втулки.
 Убедившись, что наконечник вставлен в правильный зажим клещей, сжимают рукоятки до момента срабатывания храпового механизма. Если в процессе опрессовки была замечена ошибка, или провод вывалился из втулки, то храповик можно разблокировать.
Убедившись, что наконечник вставлен в правильный зажим клещей, сжимают рукоятки до момента срабатывания храпового механизма. Если в процессе опрессовки была замечена ошибка, или провод вывалился из втулки, то храповик можно разблокировать.

При применении инструмента, в котором данный храповой механизм отсутствует, опрессовку делают, контролируя надёжность фиксации провода внутри наконечника.


Некоторые клещи имеют двухконтурный обжим, то есть, зажимается как сам наконечник, так и изолирующая манжета прессовочными поверхностями чуть большего размера. В этом случае, нужно следить, чтобы наконечник был установлен соответственно профилю двухконтурного обжима.

Обжим двух проводов в одной втулке
Часто при подключении на одну фазу модульных автоматов между ними делают перемычки. Для того чтобы не вставлять в одно гнездо раздельно два опрессованных провода, применяют наконечник штыревой двойной, который обозначается НШВИ-2.
В данном случае два провода вставляются в одну втулку НШВИ-2. Манжета данного наконечника имеет приплюснутую форму, специально для этих целей.
Обжим втулки НШВИ-2 производится аналогичным образом, как и для одинарного наконечника.
 Если под рукой нет двойного НШВИ, то можно использовать обычный наконечник, подобрав нужный диаметр, чтобы уместились жилы проводов.
Если под рукой нет двойного НШВИ, то можно использовать обычный наконечник, подобрав нужный диаметр, чтобы уместились жилы проводов.
Похожие статьи
infoelectrik.ru





Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






