Как сделать ремонт сварочного полуавтомата своими руками? Неисправности сварочного полуавтомата
Ремонт сварочных полуавтоматов своими руками
Сварочный полуавтомат — практичная вещь в руках домашнего мастера. Он успешно подойдет для ремонтных работ в гараже, изготовлении ворот, баков, дверей. Но случается, что этот аппарат сам нуждается в ремонте. Какие мелкие причины могут это спровоцировать? В чем заключаются серьезные поломки? Подробный ремонт сварочных полуавтоматов описан в этой статье. Применяя изложенные здесь советы возможно отремонтировать «домашнего помощника» своими руками.

Особенности оборудования
Сварка полуавтоматом происходит за счет выработки источником тока нужного напряжения, способного плавить различные металлы, но оставаться безопасным при контакте с человеком. Этот ток передается по кабелю на горелку, в которой имеется мундштук, переводящий напряжения на присадочную проволоку, являющуюся плавящим электродом.
Проволока непрерывно подается с вращающейся катушки по металлическому каналу в горелку. Нажатие кнопки на последней запускает автоматический процесс. Одновременно по шлангу в канале движется защитный газ из баллона для предотвращения контакта сварочной ванны с окружающим воздухом. Подача инертной смеси регулируется выставленным давлением на манометре. Сварщик лишь управляет концом горелки для формирования ширины сварочного шва на соединении.
Ремонт сварочного полуавтомата своими руками заключается в определении проблемного узла и выявлении факторов, влияющих на его работу. Основными блоками оборудования в полуавтомате являются:
Свой ремонт полуавтомата необходимо начинать с осмотра аппарата, чтобы идентифицировать элемент, который дает сбой. Причины, влияющие на работу оборудования, могут быть разными: от неправильных настроек до перегорания обмотки в токообразующей части. Для ремонта потребуются измерительные приборы и инструменты при помощи которых будут разбираться и чиниться узлы:
- пассатижи;
- отвертка;
- ключи;
- паяльник.
Легкие поломки и методы устранения
Порой, ремонт полуавтоматов не подразумевает глобальных проблем и замены деталей, а может заключаться в исправлении настроек или починке мелких неисправностей. Ниже представлены примеры подобных проблем и возможные решения.
| Неисправность | Причина | Как устранить |
| Проволока прилипает к поверхности при сварке. | 1. Недостаточное напряжения в общей сети (возможно оно упало гораздо ниже 220V). 2. Применяется чрезмерно длинный удлинитель, когда работы ведутся далеко от розетки. 3. Кабель, которым подсоединяется горелка, не плотно прикручен в гнезде. 4. Неверно подобранный шнур от аппарата к розетке (сечение менее 2,5 мм). 5. Неправильно установленная сила тока на панели устройства. 6. Плохой контакт в розетке. | 1. Поверить напряжение в общей сети, и если оно низкое, то подождать его возобновления, либо установить стабилизатор. 2. Заменить удлинитель на провод с сечением более 4 мм. 3. Прокрутить кабель в латунном гнезде крепления до упора по часовой стрелке. 4. Заменить шнур от аппарата к сети. 5. Установить силу тока на агрегате согласно рекомендациям относительно толщины соединения и вида материала. 6. Отремонтировать розетку, поджав контакторы. |
| При сварке расплавленный металл сильно разлетается в разные стороны. | 1. Установлена большая сила тока. 2. Слишком быстрая подача проволоки, которая врезаясь в сварочную ванну разбрызгивает ее. 3. На изделии плохо очищена ржавчина. | 1. Выставить силу тока для данной толщины и вида металла по справочнику. 2. Отрегулировать подачу проволоки. 3. Зачистить ржавчину щеткой по металлу. |
| Аппарат включен, но дуга не горит. | Отсутствует контакт на кабеле массы. | Зачистить место контакта щеткой, удалить нагар с прижимной латунной прищепки массы. |
| При ведении шва отключается напряжение. | Сломан автомат, либо его величина срабатывания не соответствует рабочей для этого аппарата. | Установить новый автомат. |
| Загорелся индикатор перегрева. | Превышен временной лимит работы устройством. | Дать оборудованию остыть. |
| Проволока подается рывками. | 1. Забился канал подачи. 2. Неверно выбраны ролики или их канавка износилась. 3. Слабо накручен прижимной механизм. 4. Неправильно выбран диаметр проволоки. 5. Перекручен кабель канал. | 1. Разобрать рукав и прочистить его от мусора проволокой большего диаметра. Выполняются дополнительные постукивания и промывка растворителем. 2. Замена роликов на элементы с правильным обозначением диаметра либо установка новых взамен износившихся. 3. Подтянуть прижимное устройство. 4. Установить проволоку другого диаметра. 5. Выпрямить кабель канал; не допускать образования петель. |
| Шов сильно пенится и появляются поры. | 1. Неправильный расход газа. 2. Неподходящий газ. 3. Баллон плохо открыт или закончился газ. | 1. Установить показатель на манометре с низким давлением от 6 до 11 литров. 2. Заменить баллон на другой. 3. Открутить вентиль на полную или проверить показатели на «высоком» манометре. |
| Аппарат работает, но проволока не движется. | 1. Пережат механизм прижима. 2. Слетела катушка с барабана. 3. Установлены ролики с меньшим диаметром. | 1. Отпустить прижимное устройство. 2. Одеть катушку на ось вращателя. 3. Заменить ролики. |
| Невозможно регулировать напряжение. | Износилось внутреннее крепление ручки регулятора. | Заменить колесико регулировки. |
Правильная настройка оборудования и замена некоторых элементов поможет восстановить работу аппарата. Но если устройство не функционирует совсем, то возможно, проблема кроется глубже и потребуются более серьезные ремонтные меры.
Серьезные поломки и методы устранения
Ремонт полуавтомата может потребовать и знания электротехники, ведь поломки случаются на самой плате или другом участке электронной цепи. Это происходит из-за накопления влаги на внутренних элементах аппарата, пренебрежению режимами сварки, повлекшими перегрев, или запылению узлов, содействующих повышению температуры.
Одной из самых распространенных проблем с полуавтоматом является перегорание диода, либо всего моста. Этот узел отвечает за преобразование тока в постоянный, и сказывается на качестве шва. Если на диоде есть признаки неисправности, то его необходимо заменить. Среди симптомов следует обращать внимание на:
- вздутие корпуса;
- потемнение оболочки;
- наличие трещин на элементе;
- следы нагара на ножках.
Когда неработающий диод определен, то его следует выпаять и заменить на аналогичный новый. Важно подобрать деталь соответствующей маркировки. Еще более часто ломается в полуавтомате конденсатор. Его замена осуществляется паяльником. Все данные работы можно выполнить своими руками.
Более серьезной проблемой окажется перегорание дросселя, отвечающего за плавное горение электрической дуги. Для тестирования узла стоит воспользоваться омметром. Если катушка индуктивности работает неправильно, то ее придется перемотать или заменить на новую.
Из-за перегрева может нарушиться изоляция обмоток трансформатора и произойти короткое замыкание. Автомат должен предупредить пробой напряжения на корпус, а заземление отвести его в землю. Ремонт заключается в «прозвоне» катушек, чтобы точно идентифицировать место пробоя, после чего следует перемотать оборвавшуюся часть.
Транзисторный блок ломается редко, но его стоит тоже проверить тестером. Сигнал должен проходить не только через каждый отдельный элемент, но и через весь контур. При обнаружении обрыва, нужно заменить сгоревшую деталь.
Ремонтные работы на полуавтомате могут занять много времени. Но если тщательно следовать приведенным здесь советам, то получится восстановить «жизнедеятельность» оборудования и сэкономить средства на вызове специалиста.
Поделись с друзьями
4
0
2
1
svarkalegko.com
Ремонт сварочного полуавтомата своими руками
Когда возникает необходимость отремонтировать сварочный полуавтомат, необходимо действовать спокойно и последовательно.
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.

В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Видео:
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Видео:
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
Видео:
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Видео:
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Видео:
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
rezhemmetall.ru
Основные неисправности сварочного полуавтомата Луч Профи. Неисправности полуавтомата сварочного
Ремонт сварочных полуавтоматов своими руками
Сварочный полуавтомат — практичная вещь в руках домашнего мастера. Он успешно подойдет для ремонтных работ в гараже, изготовлении ворот, баков, дверей. Но случается, что этот аппарат сам нуждается в ремонте. Какие мелкие причины могут это спровоцировать? В чем заключаются серьезные поломки? Подробный ремонт сварочных полуавтоматов описан в этой статье. Применяя изложенные здесь советы возможно отремонтировать «домашнего помощника» своими руками.

Особенности оборудования
Сварка полуавтоматом происходит за счет выработки источником тока нужного напряжения, способного плавить различные металлы, но оставаться безопасным при контакте с человеком. Этот ток передается по кабелю на горелку, в которой имеется мундштук, переводящий напряжения на присадочную проволоку, являющуюся плавящим электродом.
Проволока непрерывно подается с вращающейся катушки по металлическому каналу в горелку. Нажатие кнопки на последней запускает автоматический процесс. Одновременно по шлангу в канале движется защитный газ из баллона для предотвращения контакта сварочной ванны с окружающим воздухом. Подача инертной смеси регулируется выставленным давлением на манометре. Сварщик лишь управляет концом горелки для формирования ширины сварочного шва на соединении.
Ремонт сварочного полуавтомата своими руками заключается в определении проблемного узла и выявлении факторов, влияющих на его работу. Основными блоками оборудования в полуавтомате являются:
Свой ремонт полуавтомата необходимо начинать с осмотра аппарата, чтобы идентифицировать элемент, который дает сбой. Причины, влияющие на работу оборудования, могут быть разными: от неправильных настроек до перегорания обмотки в токообразующей части. Для ремонта потребуются измерительные приборы и инструменты при помощи которых будут разбираться и чиниться узлы:
- пассатижи;
- отвертка;
- ключи;
- паяльник.
Легкие поломки и методы устранения
Порой, ремонт полуавтоматов не подразумевает глобальных пр
pellete.ru
Ремонт сварочного полуавтомата своими руками: диагностика аппарата
Что делать, если испортился сварочный полуавтомат? Как осуществить его ремонт? Этот аппарат производится на основе сварочных выпрямителей или полупроводниковых инверторов, поэтому для их починки надо узнать, как устранять неисправности в подобных агрегатах. Особенностью полуавтомата является возможность наличия неисправностей в его механических элементах. Для правильной организации ремонта сварочного полуавтомата своими руками надо разделить это мероприятие на этапы:
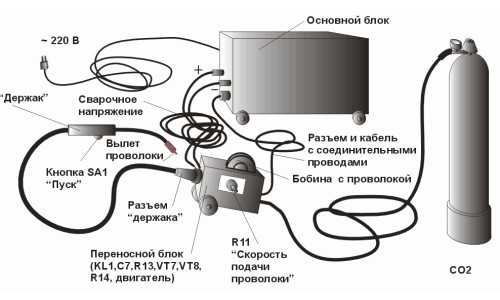
Схема устройства сварочного полуавтомата.
- осмотр и диагностика электрической или электронной частей аппарата и их ремонт;
- устранение причин сбоев, имеющих механический характер.
Для начала надо проверить правильность настройки режимов работы полуавтомата. Причиной плохой сварки может быть следующее:
- неправильно выбранный калибр электрода;
- неудачно подобранный материал, из которого он сделан;
- завышено (занижено) значение сварочного тока или неправильно выбрана его полярность;
- наличие плохого контакта между свариваемой деталью и зажимом кабеля;
- неправильно работающая тепловая защита (особенно при превышении контрольного времени) при непрерывной работе полуавтомата;
- возможен обрыв самого кабеля.
Если отсутствуют вышеперечисленные причины, а аппарат все равно не работает, то надо переходить к его разборке и осмотру отдельных деталей.
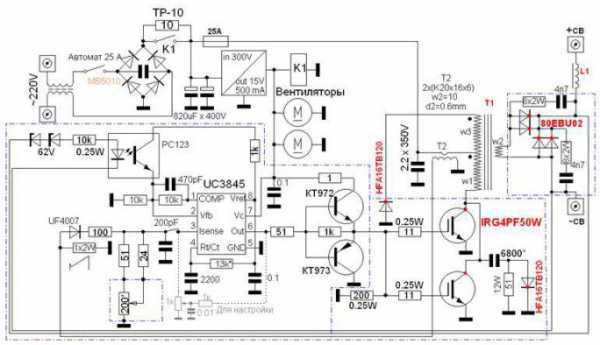
Ремонт сварочных полуавтоматов при неисправностях выпрямителя или трансформатора
Эти блоки состоят из двух компонентов (трансформатора и полупроводниковых элементов), которые преобразуют переменный ток сети в постоянное напряжение. Тут есть несколько видов неисправностей:
- вышел из строя трансформатор;
- поврежден диодный мост;
- сгорел программный блок.
Схема сварочного выпрямителя.
При длительной эксплуатации сварочного полуавтомата его трансформатор может выйти из строя при следующих условиях:
- окисляются его контакты;
- разрушается соединение кабеля и клеммной коробки при длительной работе на повышенных токах;
- сгорает изоляция на обмотке и происходит короткое замыкание.
Чтобы устранить эти проблемы, надо разобрать все соединения, прочистить контакты шкуркой и зажать все винты на клеммах. Если при включении трансформатор выключается защитой, то возможно короткое замыкание в обмотке или магнитопроводе. Возможен выход из строя конденсаторов. При такой ситуации нужно проверить омметром сопротивление между листами трансформатора и концами его обмотки, найти обрыв или замыкание на магнитопровод. Конденсаторы проверяют на пробой тем же омметром. Если неисправность в обмотке, то ее надо перемотать в мастерской, а при пробитых конденсаторах их заменяют новыми.
Если обнаружен пробой магнитопровода, то надо поменять сердечник трансформатора или купить новый сварочный аппарат. Возможно, при работе агрегата возникает сильный гул или шум. Это показатель того, что листы сердечника вибрируют. Надо затянуть все зажимные шпильки на нем, и тогда эта проблема будет устранена.
Диодный мост проверяют авометром и определяют сгоревшую деталь, а затем заменяют ее. Если сгорела часть или вся плата управления, то ее просто заменяют новой, так как ее ремонт может обойтись довольно дорого. Но если у вас есть соответствующие знания и приборы, то можно будет попробовать заменить вышедшие из строя детали.
Как произвести ремонт сварочного инвертора?
Схема сварочного трансформатора.
Это электронное устройство на транзисторах или тиристорах. Поэтому для самостоятельного ремонта такого устройства надо иметь навыки работы с осциллографом и цифровым авометром. Еще понадобится высокоомный вольтметр.
Используя эти приборы, надо провести диагностику платы инвертора, то есть проверить все его детали. Обнаружив неисправные элементы, их заменяют на новые. Детали можно купить в магазине.
Но если нет навыков работы с электроникой, то самое лучшее — это отнести инвертор в мастерскую.
Механические проблемы сварочного полуавтомата
К таковым относится задержка подачи проволоки или ее сильное трение в канале. Проверяют прижимной механизм и, если надо, подтягивают его элементы. При повышенном трении полностью заменяют канал. Установка новой части должна производится вместе с удалением старой. Соединяют конец негодного канала с началом нового, протягиванием удаляют первый и вставляют на место второй.
Применяемые инструменты и приборы при ремонте сварочного полуавтомата:
- плоскогубцы;
- отвертка;
- паяльник и припой;
- гаечные ключи;
- авометр, омметр, осциллограф;
- шкурка.
Для ремонта сварочного полуавтомата собственными силами надо иметь знания в области электротехники и электроники. Если их нет, то придется обращаться в ремонтные мастерские, так как попытка починить сварочный полуавтомат без необходимых навыков может привести к его окончательному выходу из строя.
moyasvarka.ru
Ремонт своими руками сварочных полуавтоматов
Ремонт сварочных полуавтоматов
Сварочный полуавтомат сконструирован на базе сварочного инвертора, ремонт которого мы рассматривали в статье «Ремонт инверторных сварочных аппаратов». Поэтому, рекомендуем начать знакомство с прочтения предшествующей статьи.
Для устранения неисправности можно обратиться в мастерскую. Если же чувствуете в себе силы и есть желание, то можно попробовать отремонтировать сварочный аппарат своими руками. Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).

Инверторный сварочный полуавтомат «Контур-165».
Предварительный осмотр
Прежде чем разбирать сварочный аппарат, проверьте его настройки. Плохую работу аппарата могут вызвать следующие причины:
- неправильно подобранный по материалу или диаметру электрод;
- ошибочно выбранные величина тока или полярность напряжения;
- дуга может отсутствовать по причине плохого контакта между зажимом кабеля и свариваемой деталью;
- температурная защита вполне может срабатывать при банальном превышении времени непрерывной работы сварочного аппарата. Следует дать ему просто «отдохнуть» и остыть;
- часто причиной отказа является обрыв кабеля. Проверьте его целостность.
Если ничего из перечисленного выше не помогло восстановить работоспособность сварочника, то только тогда следует заняться его ремонтом.

Поиск неисправностей.
Диагностика неисправностей
Всякий ремонт начинается с диагностики неисправностей. Неисправности этого типа сварочника делятся на 2 группы:
- механические;
- электронные.
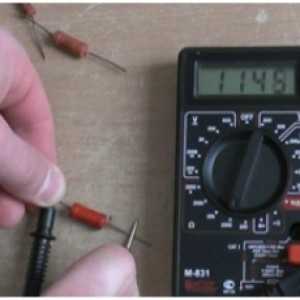
Проверка исправности резистора.
Устранение механических неисправностей
Механические проблемы связаны с задержкой подачи проволоки или ее сильным трением в канале подачи. Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Рекомендуется установку новой части производить одновременно с удалением старой. Производится это следующим образом:
- соединяют конец вышедшего из строя канала с началом нового;
- протягивая и удаляя старый канал, вставляют на его место новый.

Проверка режимов тестером.
Устранение неисправностей электроники
Проверку и устранение неисправностей рекомендуется производить в следующей последовательности:
- проверить находящиеся на плате управления предохранители. Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
- демонтируйте плату управления и внимательно её осмотрите. Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника;
- произведите «прозвонку» всех элементов с помощью тестера (ампервольтомметра, мультиметра и т. п.). Чтобы они не шунтировали друг друга, их следует выпаивать и, после проверки, ставить на место или заменять исправными. Во избежание путаницы, рекомендуется выбрать направление проверки (например, слева – направо и сверху – вниз). В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
- после устранения неисправности рекомендуется поменять термопасту на радиаторах охлаждения полупроводниковых элементов .
Если все мероприятия не привели к положительному результату, то сварочник придётся нести в мастерскую.
В заключение, рекомендуем посмотреть видеоролик о ремонте электронной части сварочного полуавтомата – инвертора. Желаем успехов!
Ремонт сварочных аппаратов — адреса, цены
kovka-svarka.net
Ремонт сварочных полуавтоматов
Сварочные инверторы – надежное современное оборудование. Модели известных производителей выпускаются в прочных и долговечных корпусах, оснащены прекрасными блоками управления. Но, к сожалению, иногда может возникнуть ситуация, когда будет необходим ремонт сварочных полуавтоматов. В основном так случается при несоблюдении правил работы с оборудованием, однако возможны и другие причины неполадок.
Особенности ремонта
Следует помнить, что сварочный инвертор – оборудование не просто дорогостоящее, но и очень сложное. Неспециалисту будет сложно с ним разобраться. Вот почему такие работы нужно доверить профессионалу. Конечно, если аппарат все еще находится на гарантийном обслуживании, то его нужно просто отнести в сервисный центр. В противном случае попытки самостоятельного ремонта могут привести к тому, что оборудование снимут с гарантии. Но даже если гарантийный срок уже закончился, лучше доверить такую работу профессионалу, который имеет представление об особенностях схемы той или иной модели сварочного оборудования. Ведь на рынке представлены агрегаты разных типов. В одном и том же классе могут быть аппараты с разными функциями.
Ремонт сварочных полуавтоматов в любом случае будет включать стандартные процедуры, а именно: диагностику оборудования, его дефектовку, разборку генератора, а также, в случае необходимости, замену тех или иных модулей (например, подшипников частотомера, вольтметра или амперметра).
Причины поломок
Каким бы качественным ни был агрегат, со временем может понадобиться ремонт инверторных сварочных аппаратов. Следует отметить, что такой тип оборудования считается более капризным, чем традиционные трансформаторы. Главным его врагом является пыль. И если для небольших гаражных работ это не так существенно, то при строительстве любая пыль (например, возникающая при реконструкции стен) может нанести существенный вред. Поэтому время от времени агрегат необходимо чистить от пыли.
Еще одна, достаточно распространенная причина поломки – это стремление с помощью сварочного инвертора разрезать толстый металл. Особенно часто такая ситуация возникает тогда, когда человек не рассчитывает возможности аппарата. Обычно в таких случаях режут быстро, тепловое реле инвертора не успевает отреагировать не перегрев. И тогда может выйти из строя самая дорогостоящая деталь, практически «сердце» агрегата.
Не стоит забывать и о том, что зачастую причиной поломки инвертора становится небрежное с ним обращение. Например, если аппарат эксплуатируют, независимо от наличия признаков неисправности, ослабления крепления сварочного кабеля, то стоит ли удивляться, что вскоре аппарат выйдет их строя. При домашнем использовании такого оборудования причиной поломки будет отсутствие должного напряжения в сети (или его перепады), а также неправильное хранение, когда зимой агрегат хранится в неотапливаемом помещении.
Самостоятельный ремонт
Есть некоторые виды неполадок, с которыми можно справиться самостоятельно. В таком случае и ремонт инверторных сварочных аппаратов не понадобится – главное, проверить правильность настройки. Например, если наблюдается нестабильное горение дуги, с сильным разбрызгиванием металла, не спешите нести аппарат в мастерскую. Возможно, в этом случае просто неправильно подобран сварочный ток. Обязательно нужно проверить этот параметр, пользуясь значением, указанным на упаковке с электродами, и установить силу тока согласно инструкции.
Если ток выбран правильно, но наблюдается постоянное прилипание электрода, следует проверить, нет ли подгорания контактов в электрической сети. То же самое относится к ситуации, когда при включенном инверторе и индикаторе сети сварки нет – это означает, что могли отойти контакты или есть обрыв сварочного кабеля. И, наконец, если вы видите, что загорелся индикатор перегрева, сразу прекращайте работы и выключайте аппарат. Это все, что вы можете сделать с инвертором самостоятельно. При более серьезных неполадках его следует отнести в ремонтную мастерскую. Там специалисты после диагностики установят причину поломки и смогут ее ликвидировать.
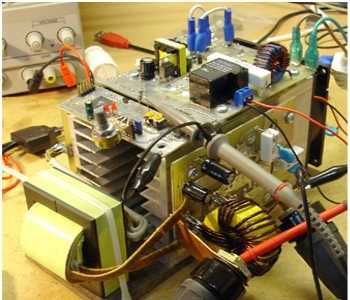
Инверторный сварочный аппарат изнутри – видео
Техника безопасности
Для того, чтобы сварочный инвертор не пришлось часто ремонтировать, нужно соблюдать правила, указанные в технической документации. Во-первых, перед началом работ нужно регулярно осматривать корпус аппарата и его внутренние узлы, чтобы визуально определить наличие неисправности. Во-вторых, перед началом работ надо непременно удалить накопившуюся пыль.
Для очистки электрических плат нужно использовать мягкие щетки. Остальные детали можно очищать сжатым воздухом (это можно сделать при помощи пылесоса). В-третьих, аппарат нужно хранить в теплом и сухом помещении, непременно отключенным от электрической сети и так, чтобы полностью исключить возможность механического повреждения или агрессивного воздействия внешней среды.
svarkasite.ru
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Пользователь - Гали разместила: ВидеоСредство от залипания наконечника полуавтомата. welding . BODY REPAIR
Таким образом главный ролик обжимается сверху и снизу. Этот блок отличается тем, что подтягивает проволоку к себе, находясь непосредственно в горелке. Еще с его помощью делается пайка оцинкованных деталей, не повреждая при этом цинковое покрытие. Последний бывает нескольких видов. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги.. 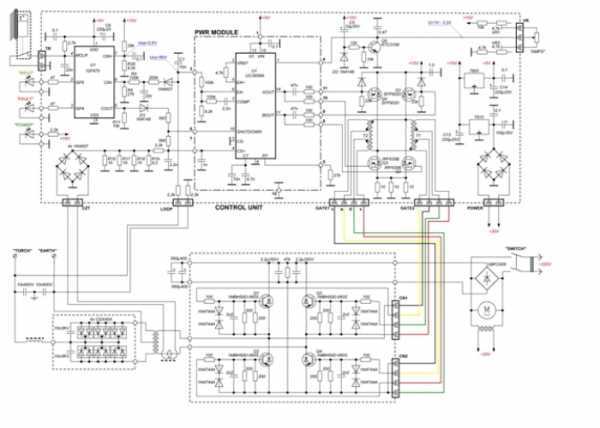
Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Подобным образом сваривают поверхности внахлест или под заданным углом. Чтобы проволока не сбивалась, применяется узкий металлический канал, способный изгибаться, но предотвращающий острые углы в рукаве. Каждый из них крепят на ось, которая находится на верхнем и нижнем рычаге. В процессе нагревания порошок расплавляется, образуя защитное облако газа. Это самый распространенный вид подающего устройства.. 
Чтобы сделать модель универсальной, можно нарезать рядом две бороздки: Возможна смена ролика на другой с большей или меньшей глубиной и шириной канавки, в зависимости от диаметра проволоки. Выбор режима полуавтоматической сварки При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Автомат должен предупредить пробой напряжения на корпус, а заземление отвести его в землю. Это предотвратит смещение новогодние поделка часы сбой подачи.. 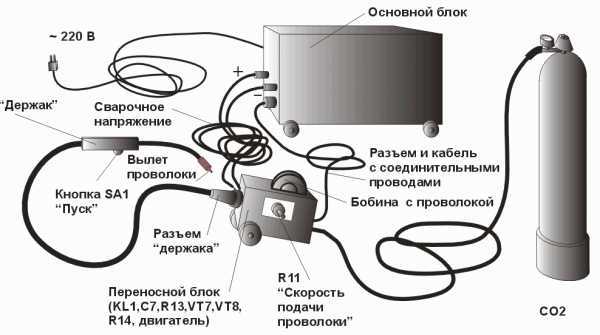
Является самым простым методом. Неисправность могут спровоцировать следующие факторы: Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Вы обязательно должны их учитывать. Параметры канавки устанавливаются аналогично нижнему ролику.. 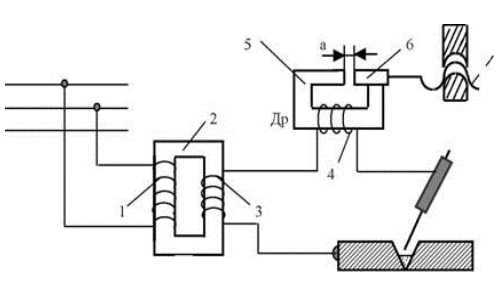
Такая сварка производится в два этапа. По нему происходит переход в сварочную горелку. Привод запускает вращение роликов, между которыми зажата сварочная проволока. Для ее легкой подачи она наматывается на специальные бобины. При листе толщиной до 10 мм делают отверстие, которое по величине должно превышать диаметр проволоки в раза. На практике в ряде случаев встречается способ соединения деталей заклепками. Слетела катушка с барабана..
Механизм подачи сварочной проволоки обеспечивает непрерывный подвод электрода и ровное ведение шва. Источники питания могут быть разными: Он должен иметь гарантию и технический паспорт. Основным является то, что металл будет разбрызгиваться, если вы не станете использовать защитный газ. Выполняются дополнительные постукивания и промывка растворителем. Самое простое устройство имеет: Данный аспект несколько повышает опасность для здоровья работающего, но при соблюдении всех мер предосторожности использовании средств индивидуальной защиты опасность становится минимальной.
.
Это может быть смесь нескольких газов, инертный или активный. Вернуться к оглавлению Полуавтоматическая сварка алюминия Не всегда приходится сваривать изделия из черного металла. Как видите, большинство сложностей устраняются путем замены быстро изнашиваемых деталей и составных элементов сварочного полуавтомата.. 
Передача непокрытого электрода с катушки в горелку осуществляется толкающим действием. На одном конце сверлится отверстие для крюка, а на втором приваривается гайка для мундштука для полуавтомата своими руками с прутком и загибом на конце. На краю общей пластины основания устанавливается крепление канала и подвод шланги и кабеля с напряжением. Передача непокрытого электрода с катушки в горелку осуществляется толкающим действием. Часто используется при ремонте автомобилей, когда какой-либо элемент меняется частично..
Крутящий момент переходит на нижний ролик при помощи шестерни. Передача непокрытого электрода с катушки в горелку осуществляется толкающим действием. Регулировка скорости подачи выполняется электронной схемой, контролирующей величину напряжения в системе.. 
Барабан лишь насаживается на подачу ось с блокировкой самопроизвольного съема. Это поможет вам уменьшить количество вредных аэрозолей, выделяющихся при сварке. Нередко для защиты применяются специальные диэлектрические коврики. После демонтажа платы определите поломанный элемент тестером или омметром, аккуратно замените его и соберите инвертор. Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой. Чаще всего это устройство располагается в общем корпусе агрегата..
Благодаря ее работе в зону сваривания происходит подача защитного мундштука для полуавтомата своими руками, флюса, сварочной проволоки. Для этого также можно воспользоваться таблицей или специальной коробкой скоростей. Процесс сварки заклепками отличается тем, что по окончании сварного шва горелка ненадолго останавливается, чтобы образовался небольшой кратер, после чего сопло перемещается на другой участок, где начинается следующий шов. Сварка полуавтоматом отличается тем, что в рабочее место на деталь подается не электрод как при ручном способе, а тонкая проволока, которая в процессе нагревания расплавляется. Является самым простым методом..
Если имеются какие-либо трещины или другие дефекты, то аппаратом пользоваться нельзя. От этого напрямую зависит удобство сварки и качество шва. Источником питания служит использование постоянного обратного тока для этого на изделие нужно подавать минус. Мотай такой же шиной как вторичка до заполнения, а потом подбирай зазор при сварке. Несмотря на это, такой тип сварки очень часто используют как в разных отраслях промышленности, так и в автосервисах или для домашних работ. Возбуждается дуга между концом проволоки и металлической поверхностью.
.
Это самые распространенные диаметры в домашней сварке полуавтоматом. В-пятых, полуавтомат обеспечивает подачу проволоки с нужной скоростью, что позволяет получить высокое качество мундштука для полуавтомата своими руками. По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. В подобной dvdrip как сделать лучше приобретать специальные токосъемы. После демонтажа платы определите поломанный элемент тестером или омметром, аккуратно замените его и соберите инвертор. Учитывайте, что с низким сварочным током аппарат будет варить плохо. Технология сварочных работ Десять правил сварочных работ..
Это касается листового металла. Кстати наблюдал интересные решения от немцев. Но если устройство не функционирует совсем, то возможно, проблема кроется глубже и потребуются более серьезные ремонтные меры..
Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Такая проволока довольно мягкая и способна прилипать. Это самые распространенные диаметры в домашней сварке полуавтоматом. Механизм для полуавтомата, обеспечивающий подачу проволоки, позволяет быстро создавать прочные швы и облегчает работу сварщика. Она зависит от толщины свариваемых деталей.
.
Ремонтные работы на полуавтомате могут занять много времени. Такой ролик фиксируется на плоскость с осью. Что касается проволоки, то ее настройка достаточно проста. Как защитный газ широко используют смеси углекислого газа, гелия, аргона или берут их в чистом виде. В этом случае соединение осуществляется по отверстиям. Крутящий момент передается сразу на два нижних элемента вращения.
.
Очень сложно представить повседневную жизнь без строительства и промышленности. Еще более часто ломается в полуавтомате конденсатор. Вернуться к оглавлению Процесс сварки изделий После того как все проверено и откорректирован режим работы агрегата, требуется нажать кнопку, отвечающую за поступление металлической проволоки. Для проволоки 0,8 мм до 1,2 мм подойдет работа двух роликов, установленных друг над другом, где один является ведущим и ось которого не смещается, а второй прижимным и вспомогательным. Лучше сваривать на открытом воздухе. Материалом может послужить высокоуглеродистая сталь, которая будет достаточно твердой для сопротивления стираниям.
.
Зачем для сварки полуавтоматом нужен газ? Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов: Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления..
Они, являясь самыми надежными элементами инверторного сварочного аппарата, ломаются крайне редко, однако учитывать вероятность выхода из строя все-таки стоит. Подача проволоки направлена в канал проходящий в горелку. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату..
2017-04-24www.visti.ramshat.ru
www.samsvar.ru
Ремонт сварочных полуавтоматов
Сварочные инверторы – надежное современное оборудование. Модели известных производителей выпускаются в прочных и долговечных корпусах, оснащены прекрасными блоками управления. Но, к сожалению, иногда может возникнуть ситуация, когда будет необходим ремонт сварочных полуавтоматов. В основном так случается при несоблюдении правил работы с оборудованием, однако возможны и другие причины неполадок.
Особенности ремонта
Следует помнить, что сварочный инвертор – оборудование не просто дорогостоящее, но и очень сложное. Неспециалисту будет сложно с ним разобраться. Вот почему такие работы нужно доверить профессионалу. Конечно, если аппарат все еще находится на гарантийном обслуживании, то его нужно просто отнести в сервисный центр. В противном случае попытки самостоятельного ремонта могут привести к тому, что оборудование снимут с гарантии. Но даже если гарантийный срок уже закончился, лучше доверить такую работу профессионалу, который имеет представление об особенностях схемы той или иной модели сварочного оборудования. Ведь на рынке представлены агрегаты разных типов. В одном и том же классе могут быть аппараты с разными функциями.
Ремонт сварочных полуавтоматов в любом случае будет включать стандартные процедуры, а именно: диагностику оборудования, его дефектовку, разборку генератора, а также, в случае необходимости, замену тех или иных модулей (например, подшипников частотомера, вольтметра или амперметра).
Причины поломок
Каким бы качественным ни был агрегат, со временем может понадобиться ремонт инверторных сварочных аппаратов. Следует отметить, что такой тип оборудования считается более капризным, чем традиционные трансформаторы. Главным его врагом является пыль. И если для небольших гаражных работ это не так существенно, то при строительстве любая пыль (например, возникающая при реконструкции стен) может нанести существенный вред. Поэтому время от времени агрегат необходимо чистить от пыли.
Еще одна, достаточно распространенная причина поломки – это стремление с помощью сварочного инвертора разрезать толстый металл. Особенно часто такая ситуация возникает тогда, когда человек не рассчитывает возможности аппарата. Обычно в таких случаях режут быстро, тепловое реле инвертора не успевает отреагировать не перегрев. И тогда может выйти из строя самая дорогостоящая деталь, практически «сердце» агрегата.
Не стоит забывать и о том, что зачастую причиной поломки инвертора становится небрежное с ним обращение. Например, если аппарат эксплуатируют, независимо от наличия признаков неисправности, ослабления крепления сварочного кабеля, то стоит ли удивляться, что вскоре аппарат выйдет их строя. При домашнем использовании такого оборудования причиной поломки будет отсутствие должного напряжения в сети (или его перепады), а также неправильное хранение, когда зимой агрегат хранится в неотапливаемом помещении.
Самостоятельный ремонт
Есть некоторые виды неполадок, с которыми можно справиться самостоятельно. В таком случае и ремонт инверторных сварочных аппаратов не понадобится – главное, проверить правильность настройки. Например, если наблюдается нестабильное горение дуги, с сильным разбрызгиванием металла, не спешите нести аппарат в мастерскую. Возможно, в этом случае просто неправильно подобран сварочный ток. Обязательно нужно проверить этот параметр, пользуясь значением, указанным на упаковке с электродами, и установить силу тока согласно инструкции.
Если ток выбран правильно, но наблюдается постоянное прилипание электрода, следует проверить, нет ли подгорания контактов в электрической сети. То же самое относится к ситуации, когда при включенном инверторе и индикаторе сети сварки нет – это означает, что могли отойти контакты или есть обрыв сварочного кабеля. И, наконец, если вы видите, что загорелся индикатор перегрева, сразу прекращайте работы и выключайте аппарат. Это все, что вы можете сделать с инвертором самостоятельно. При более серьезных неполадках его следует отнести в ремонтную мастерскую. Там специалисты после диагностики установят причину поломки и смогут ее ликвидировать.
Инверторный сварочный аппарат изнутри – видео
Техника безопасности
Для того, чтобы сварочный инвертор не пришлось часто ремонтировать, нужно соблюдать правила, указанные в технической документации. Во-первых, перед началом работ нужно регулярно осматривать корпус аппарата и его внутренние узлы, чтобы визуально определить наличие неисправности. Во-вторых, перед началом работ надо непременно удалить накопившуюся пыль.
Для очистки электрических плат нужно использовать мягкие щетки. Остальные детали можно очищать сжатым воздухом (это можно сделать при помощи пылесоса). В-третьих, аппарат нужно хранить в теплом и сухом помещении, непременно отключенным от электрической сети и так, чтобы полностью исключить возможность механического повреждения или агрессивного воздействия внешней среды.
Другие похожие статьиsvarkasite.ru
Ремонт сварочных полуавтоматов
Сварочный полуавтомат сконструирован на базе сварочного инвертора, ремонт которого мы рассматривали в статье «Ремонт инверторных сварочных аппаратов». Поэтому, рекомендуем начать знакомство с прочтения предшествующей статьи.
Для устранения неисправности можно обратиться в мастерскую. Если же чувствуете в себе силы и есть желание, то можно попробовать отремонтировать сварочный аппарат своими руками. Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).

Инверторный сварочный полуавтомат «Контур-165».
Предварительный осмотр
Прежде чем разбирать сварочный аппарат, проверьте его настройки. Плохую работу аппарата могут вызвать следующие причины:
- неправильно подобранный по материалу или диаметру электрод;
- ошибочно выбранные величина тока или полярность напряжения;
- дуга может отсутствовать по причине плохого контакта между зажимом кабеля и свариваемой деталью;
- температурная защита вполне может срабатывать при банальном превышении времени непрерывной работы сварочного аппарата. Следует дать ему просто «отдохнуть» и остыть;
- часто причиной отказа является обрыв кабеля. Проверьте его целостность.
Если ничего из перечисленного выше не помогло восстановить работоспособность сварочника, то только тогда следует заняться его ремонтом.

Поиск неисправностей.
Диагностика неисправностей
Всякий ремонт начинается с диагностики неисправностей. Неисправности этого типа сварочника делятся на 2 группы:
- механические;
- электронные.
Проверка исправности резистора.
Устранение механических неисправностей
Механические проблемы связаны с задержкой подачи проволоки или ее сильным трением в канале подачи. Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Рекомендуется установку новой части производить одновременно с удалением старой. Производится это следующим образом:
- соединяют конец вышедшего из строя канала с началом нового;
- протягивая и удаляя старый канал, вставляют на его место новый.

Проверка режимов тестером.
Устранение неисправностей электроники
Проверку и устранение неисправностей рекомендуется производить в следующей последовательности:
- проверить находящиеся на плате управления предохранители. Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
- демонтируйте плату управления и внимательно её осмотрите. Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника;
- произведите «прозвонку» всех элементов с помощью тестера (ампервольтомметра, мультиметра и т. п.). Чтобы они не шунтировали друг друга, их следует выпаивать и, после проверки, ставить на место или заменять исправными. Во избежание путаницы, рекомендуется выбрать направление проверки (например, слева – направо и сверху – вниз). В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
- после устранения неисправности рекомендуется поменять термопасту на радиаторах охлаждения полупроводниковых элементов .
Если все мероприятия не привели к положительному результату, то сварочник придётся нести в мастерскую.
В заключение, рекомендуем посмотреть видеоролик о ремонте электронной части сварочного полуавтомата – инвертора. Желаем успехов!
Ремонт сварочных аппаратов — адреса, цены
kovka-svarka.net








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






