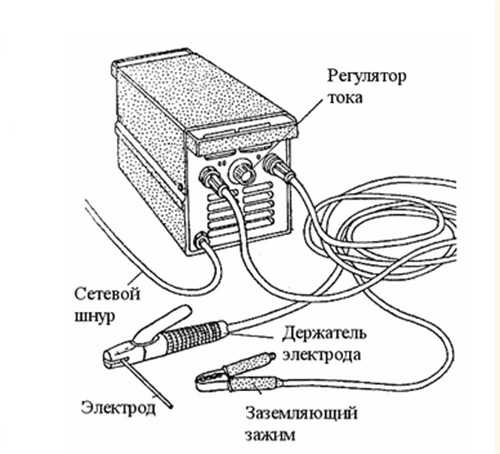
Ручная дуговая сварка - основы, технологии, особенности. Проведение работ с электродуговой сваркой
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
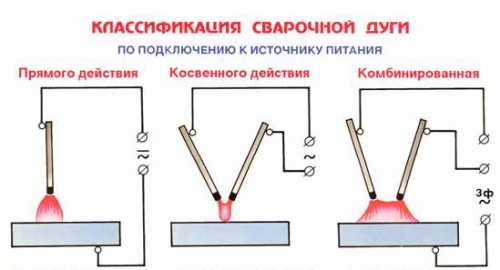
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы

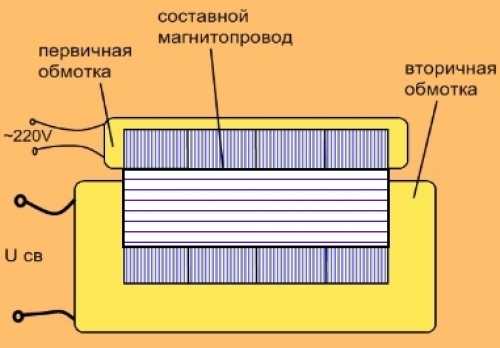
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее - сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты - инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.

Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.

В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса - подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.

Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
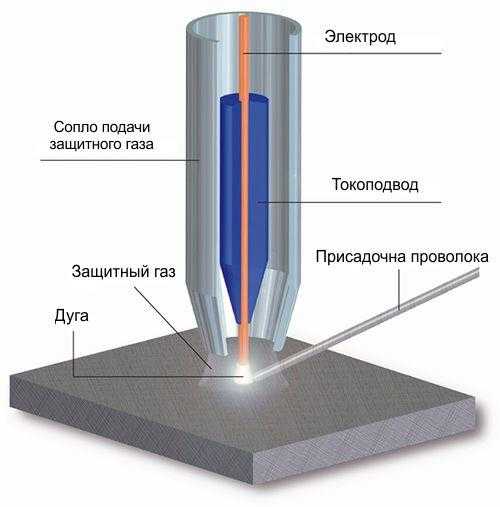
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
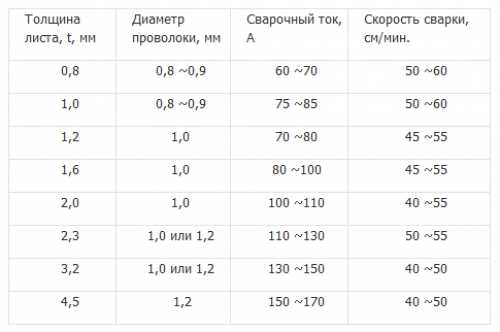
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе - это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.

Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
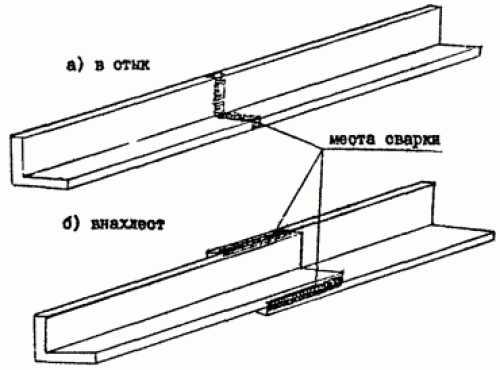
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.

Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
strport.ru
Электродуговая сварка для начинающих: технология, оборудование
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.

Процесс электродуговой сварки
Область применения
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.
Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла. Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.

Электродуговая сварка покрытыми электродами
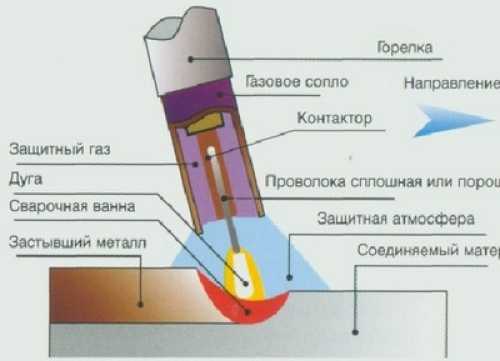
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
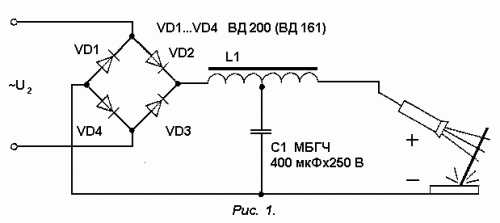
Схема
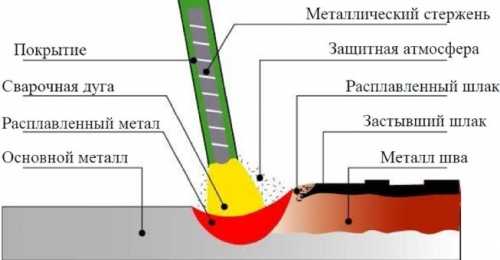
Схема проведения электродуговой сварки выглядит следующим образом:
Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.
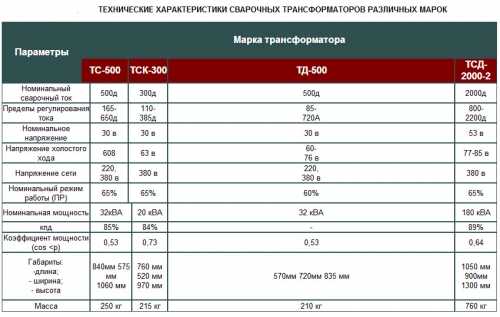
Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 — 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 — 220 | 40 — 140 | 50 — 160 | 40 — 180 | 40 — 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
| Напряжение х.х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное. С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.

Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.

Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
Техника безопасности
Электродуговая сварка является небезопасным процессом. Здесь есть риск поражения током, благодаря чему нужно соблюдать правила электробезопасности. Специалист обязательно должен проводить сварку в рабочей одежде и с применением средств индивидуальной защиты, таких как сварочная маска и прочие. Корпус трансформатора обязательно должен быть заземлен. В месте проведения работ не должно находиться легко воспламеняемых предметов. Огарки отработанных электродов запрещается выбрасывать на пол, так как это следует делать в строго определенные места.
Заключение
Технология электродуговой сварки является одной из самых простых в данной сфере, но, тем не менее, она нелегка в освоении, чтобы создать действительно качественное соединение. Ведь нужно правильно подобрать оборудование, режимы и придерживаться техники безопасности.
svarkaipayka.ru
На заметку начинающему мастеру: сварка электродом

Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва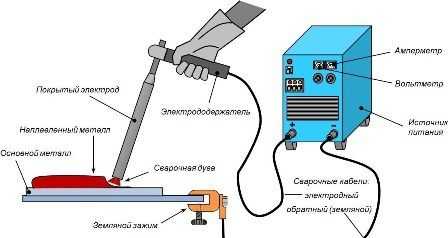 жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
[Всего голосов: 1 Средний: 5/5]
svarkaed.ru
Ручная дуговая сварка - технология, особенности
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.

Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
- самым белым выглядит расплавленный металл кромок и присадочного электрода;
- ярко-красным обозначает себя жидкий шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, обладающий меньшим весом, плавает на поверхности.
Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
- машиностроение
- прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
- кораблестроение;
- ремонтные работы на СТО;
- коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали. Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
- ценовая доступность аппаратов и расходных материалов;
- эксплуатация оборудования в течении всего рабочего дня;
- простота выполнения работ и высокая скорость при умелом обращении;
- легкая обучаемость, включая различные пособия и видео;
- прочность швов;
- возможность сваривания элементов в любом пространственном положении;
- легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 3 | 175-185 | 3 |
| 5 | 200-225 | 4 |
| 7 | 250-270 | 5 |
| 10 | 300-330 | 6 |
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
Поделись с друзьями
2
0
0
0
svarkalegko.com
техника зажигания дуги и особенности процесса
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением.
Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
svaring.com
Электродуговая сварка: ГОСТ, технология :: SYL.ru
Электродуговая сварка – высокотехнологический способ обработки металла, который позволяет эффективным методом работать с толстыми металлическими конструкциями.
Именно такой вид сварки используют при монтаже различных металлических изделий, а в домашних делах она по сегодняшний день просто великолепный помощник.
Естественно, что характер сварного шва находится в зависимости как от качества изделия, так и от квалификационных данных самого исполнителя. Но если к металлоконструкции не предъявляются особенные требования, то сварное дело может постигнуть даже человек без большого опыта работы. А появившееся недавно современное инверторное оборудование значительно упрощает работу по сварке изделий.
Безопасность работ
Перед тем как разбираться, что такое электродуговая сварка металлов и как ее выполнять, следует подумать от безопасности проведения работ со сварочным оборудованием. Большая часть новичков не обращает внимания на режим техники безопасности, что приводит к неприятным и тяжелым последствиям.
- Самым важным является электробезопасность. Необходимо следить за внешним видом силового кабеля, чтобы изоляция была в надлежащем виде. Нельзя работать во время дождя или при влажной погоде.
- При сварочных работах следует использовать индивидуальные средства предохранения. Особенно это касается глаз. Ведь электродуговая сварка выделяет много ультрафиолета, что вредно для зрения. Поэтому в работе надо использовать специальный щиток с темным стеклом.
- Одежда сварщика должна быть из плотной ткани, так как шлак и расплавленный металл, попадая на открытые участки тела, часто оставляют сильные ожоги, которые долго заживают.

Техника исполнения работ
Сварка осуществляется благодаря тепловой энергии, которую производит электрическая дуга, появляющаяся между горелкой и металлом. Для вырабатывания дуги используют специальные электроды, которые расплавляют кромку изделия и соединяют расплавленный металл, образуя сварочный шов.
Сами электроды для электродуговой сварки состоят из проволоки определенной толщины, на которую сверху нанесено специальное покрытие. Каждый металл и различные режимы работы требуют применения особенных марок электродов. Чаще всего используются марки ЭПС, УОНИ, ЦМ и УП.

Сварочный аппарат
Главное снаряжение, которым пользуется сварщик, называется сварочным трансформатором. В его задачу входит снижение напряжения, которое влияет на усиление силы тока, достаточного для плавки металла.
Аппарат электродуговой сварки может быть «домашним», для применения в бытовых условиях с подключением к одной фазе, и промышленным, обладающим большой мощностью, который подключается к трем фазам. Также сварочное оборудование делится на вырабатывающее постоянный ток и на преобразующее постоянное напряжение (трансформаторы).
В домашнем быту специалисты рекомендуют иметь сварочный инвертор, который хоть и дороже обычных аппаратов, зато имеет ряд положительных сторон:
1. Небольшой вес.
2. Устойчивость к величине силы тока и выходного напряжения, что, в свою очередь, влияет на качество электрической дуги, практически не зависящее от скачков напряжений в сети.
3. Простота и легкость в работе на высоте.

ГОСТ: сварка ручная электродуговая
Те, кто профессионально занимаются сварными делами, знают, что существуют специально разработанные стандарты сварки металлов, типов соединений, работ с алюминием, качества электродов и так далее. Для более эффективной работы нужно придерживаться этих правил. Например, ГОСТ 5264-80 отвечает за методы соединительных сварных швов металлических конструкций: прямой шов, скошенный или скошенный с замком.
Чем еще регламентируется электродуговая сварка? ГОСТ 14771-76 вводит правила варки в защитных газах. Бывают и другие ГОСТы, регулирующие методы работ с электросваркой. В промышленности и на производствах к этим стандартам относятся серьезно и требовательно. Каждый сварщик, работающий на предприятии, должен знать все ГОСТы и по возможности их применять.
При выполнении домашних работ придерживаться этих стандартов необязательно, но желательно иметь о них хотя бы общее представление. Для примера можно привести ГОСТ (сварка ручная электродуговая) под номером 26-291-79, который устанавливает правила использования электродов определенных марок и толщины для сварки тех или иных металлов и конструкций из них.
Те же стандарты описывают основные сварочные соединения:
- Внахлест, когда одна деталь немного накрывает другую.
- Встык – оба объекта состыковываются друг с другом на одной плоскости.
- Соединение углом.
- Торцовая варка в виде буквы «Т».

Технология электродуговой сварки
Техника ручной сварки состоит в следующем: создание дуги и удержание ее в определенном месте, передвижение электрода и образование сварного шва. Дуга может появляться двумя способами:
1. Недолгим касанием (ударом) электрода по металлической поверхности.
2. Скольжением электрода по металлу в виде чирканья спичками.
После того как появилась дуга, горелку немного отводят для устойчивой поддержки горения. Исходя из режима сварки, электрод отводят на расстояние, равное 0,5-1 его диаметра.

Перемещение электрода
Чтобы получались качественные швы электродуговой сварки, надлежит двигать электроды в трех позициях:
- Небольшое поступательное движение, при котором электрод то отдаляется, то приближается к поверхности свариваемого материала.
- Передвижение электрода вдоль оси шва детали. Это перемещение считается основным в сварочных работах. Скорость движения может быть медленной или быстрой, в зависимости от режима работы, силы тока, а также от типа шва.
- Электрод перемещают поперек оси шва. Таким образом соединяются детали металлическим валиком.
Высокая квалификация и профессионализм сварщика обуславливают то, насколько четко и уверенно он может держать дугу, а также его умение совершать все три способа ведения электрода.

Режимы сварных работ
Чтобы узнать силу тока, необходимую для сварки, необходимо определиться, какой тип шва планируется делать и какого диаметра электрод употребляется в работе:
- При налаживании нижнего шва ток для электрода в три миллиметра должен быть 75-100 А, а для пяти миллиметров – 160-180 А.
- При отвесном монтаже необходимо снизить силу тока для тех же электродов до 80 А и до 150 А соответственно.
- Верхние швы, называемые потолочными, накладываются 3-4-миллиметровыми электродами, сила тока которых не должна быть меньше 70 А и больше 100 А.
Нюансы сварочных работ
Электродуговая сварка может преобразовывать электрическую энергию в тепловую. И это ее главная особенность. Дуга нагревается до температуры в 6000-8000 градусов по Цельсию, что дает возможность расплавлять практический любой металл или сплав. Сама дуга окружена ореолом. На поверхности электрода температура несколько снижается и составляет около 4000 градусов по Цельсию.
Во время сварки на поверхности детали формируется ванна раскаленного и расплавленного металла с небольшой ямкой. При этом дуга имеет длину 2-6 мм. Это нормальное рабочее расстояние почти для всех видов бытовых и некоторых промышленных сварных работ.
Сварку выполняют короткой дугой, так как при длинной дуге начинается сильное разбрызгивание, шов прерывается и происходит плохая спайка металла.
Если работы ведутся угольным электродом, то длина электрической дуги может быть порядка 20 миллиметров.
Как уже говорилось, электродуговая сварка может использовать переменный или постоянный ток. При переменном токе электрическая дуга слаба и неустойчива. Для улучшения ее качества увеличивают силу тока. Поэтому необходимо следить за напряжением при варке определенных изделий. Например, если сваривают мелкие детали, то есть опасность их прожечь.
При постоянном токе дуга стабильна, что позволяет сваривать мелкие и тонкие металлоконструкции.

Базовые правила сваривания труб
Электродуговая сварка труб позволяет работать с трубным материалом диаметром 5-120 см и толщиной стенок от 3 до 25 мм.
Стыки труб свариваются несколькими швами. После каждого прохождения обязательно производят зачистку поверхности прошлого шва от наслоения шлака.
Трубы, чей диаметр меньше 22 см, сваривает один рабочий. При этом толщина стенок не имеет значения. Но если изделие превышает обозначенный диаметр, то сварные работы ведут вместе два сварщика.
Процесс варки происходит как можно меньшей дугой, чтобы не нарушить структуру и качество шва. Сам шов обязан перекрывать линию соединения на пару миллиметров в каждую сторону. При этом, чем толще стенки труб, тем больше швов необходимо наложить. Специалисты, работающие сварщиками в нефтяных и газовых компаниях, знают, что:
- при толщине стенок до 6 мм – количество шовных слоев – 2;
- 7-11 мм – 3 слоя;
- 12-14 мм – 4 слоя.
И так далее. При максимальной толщине трубы количество швов достигает семи. Основной, начальный шов ведется электродом, чей диаметр должен быть 3 мм.
Особенности существующих сварных материалов
Чугунные изделия
Сварка чугунных деталей — трудоемкий процесс из-за химического состава чугуна и его особенностей. Какой-то определенной технологии работы с чугуном нет, так как различная структура этого материала требует к себе разных подходов. Однако все существующие способы работы с этим металлом делят на два вида: горячую сварку, когда объект нагревают, а потом дают остыть, и холодную – изделие предварительно не разогревают, но варят специально предназначенными для чугуна электродами.
Цветные металлы и их сплавы
Изделия из этих элементов, особенно алюминия, массово применяются для запчастей в автотранспорте. Однако медные, латунные и бронзовые поверхности свариваются трудно, так как эти металлы обладают в расплавленном состоянии большой текучестью, они быстро поглощают кислород и окисляются. В зоне сварки такие металлы изменяют свою структуру.
Специалисты советуют работать с цветметаллом электродами марки МН-5 и ОЗБ-1, а также угольным электродом при постоянной силе тока.
Также многие сварщики при работе с латунью и медью используют прутья, содержащие цинк. Его испарения помогают быстрее остывать поверхности свариваемого материала и улучшают качество шва. Но в процессе работы цинк выделяет ядовитые газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Алюминий
Этот металл нагревается при низких температурах. Так, чистый алюминий начинает плавиться при температуре 6600С, а его сплавы – при 20000С. Потому для работы с ним вместо стандартных электродов используют проволоку, которая похожа по своему составу с алюминием. Например, электроды для алюминия ОЗА-1 и ОЗА-2 часто используют на предприятиях и в тяжелой промышленности для сварки автомобильных деталей.
Вывод
Аппарат для ручной электрической сварки – полезная вещь не только на производстве, но и в домашних делах. Практически любую металлоконструкцию можно сварить собственными силами дома, если прислушиваться к советам специалистов и иметь базовые знания и навыки по работе с электродуговой сваркой.
Самым важным элементом при работе на сварочном оборудовании является соблюдение техники безопасности, так как научиться варить металл можно даже методом проб и ошибок, но экспериментировать с собственным здоровьем не следует.
www.syl.ru
Технология электродуговой сварки металлов
Воздействие электрической дуги на структуру материала – один из старейших способов получения прочного соединения между металлическими заготовками. Первые технологические подходы к данному способу сварки имели массу недостатков, связанных с пористостью шва и образованием трещин в рабочей зоне. К сегодняшнему дню производители оборудования и вспомогательных устройств существенно оптимизировали методику проведения электродуговой сварки, расширив и область ее использования.
Общие сведения о технологии
Метод носит обозначение ММА (Manual Metal Arc), что можно расшифровать как ручную сварку штучными электродами. Рабочий процесс базируется на управлении электрическим током, подаваемым к целевой зоне специальным источником, подключаемым к сети. К свариваемым деталям ток подводится двумя кабелями разной полярности. Собственно, замыкание электрической цепи и провоцирует образование дуги, тепловое воздействие которой плавит металл и формирует сварочную ванну.
После завершения тепловой атаки рабочая зона остывает, а ее структура кристаллизуется. Важной составляющей технологии электродуговой сварки является электрод. Как правило, это стальной стержень, обеспеченный обмазкой с определенным химическим составом. По мере воздействия электродуги структура прутка тоже плавится и каплями поступает в рабочую зону, образуя с заготовкой единый по структуре материал.

Поджиг дуги как первый рабочий этап
Как уже говорилось, инициация теплового воздействия происходит в результате замыкании электрической цепи. Сама дуга в зависимости от применяемого источника тока может характеризоваться пологопадающими, крутопадающими или жесткими вольтамперными свойствами. Она возникает в результате подачи тока к электроду и поверхности рабочей заготовки. Ток пропускается через оба объекта, после чего между ними и образуется электрическая дуга.
Само возбуждение процесса происходит разными способами. В одном случае электродуговая сварка инициируется путем кратковременного касания прутком рабочей детали с быстрым отрывом. А в другом – выполняются чиркающие касания с такими же отрывами на определенные расстояния. При этом стабильность сварки будет зависеть именно от выдержки приемлемой дистанции между электродом и заготовкой. Если превысить это расстояние, то горение дуги прекратится. И напротив, слишком близкое расположение стержня к свариваемой детали может вызвать слипание материалов. Выбор оптимального отступа зависит от степени эластичности самой дуги, которая в том числе определяется вольтамперными настройками оборудования. Опытные мастера могут корректировать дистанцию в рамках допустимого диапазона, влияя таким образом и на эффективность расплава, и на провар металла.
Процесс сварки

В работе участвует уже упомянутый источник тока, виды которого будут рассмотрены отдельно, и два кабеля с разной полярностью. Один кабель оканчивается электродным держателем, а другой – зажимом клеммы, которая фиксируется на заготовке. В результате теплового воздействия инициированной дуги происходит плавление металла в сварочной ванне. По мере течения этого процесса выполняется и перенос капель плавящегося электрода – мелкокапельный и крупнокапельный. Здесь надо подчеркнуть значимость покрытия прутка. Химический состав обмазки определяется не столько требованиями к взаимодействию с электрической дугой, сколько влиянием на структуру шва, которая примет в себя компоненты покрытия через плавящиеся капли.
В процессе электродуговой сварки также происходит сгорание внешнего слоя электрода, в результате чего образуются газообразные защитные соединения. Формирование облака, которое не допускает вредного воздействия от окружающей среды, является принципиальным отличием современного подхода к сварке ММА. После прекращения подачи электрической дуги начинается процесс затвердевания и кристаллизации образованного соединения.
Типы получаемых швов

Существует несколько классификаций швов, которые можно получить в процессе данной сварки. Например, по положению выделяют потолочные, вертикальные и горизонтальные соединения. В свою очередь, вертикальные швы различаются в зависимости от направления – на спуск и подъем. Горизонтальные стыки, пожалуй, наиболее сложные, так как из сварочной зоны металл будет попадать на нижние кромки заготовки. По этой же причине верхняя кромка может получить подрез.
По протяженности различают прерывистые и непрерывные соединения. Первые довольно часто используются по той причине, что позволяют сэкономить ресурсы и время. Сплошные швы электродуговой сварки применяют в тех случаях, когда нужно обеспечить высокую степень надежности при сопряжении двух ответственных конструкций. Прерывистое соединение менее прочное, но в определенных условиях оно себя оправдывает.
Есть и классификация по выпуклости. Этот параметр зависит от объема наплавленного металла. Различают выпуклые, нормальные и вогнутые швы. При этом не стоит рассчитывать, что наличие большого количества наплава как такового обеспечивает прочность и долговечность соединения. Под действием высоких нагрузок и вибраций такой шов проигрывает стыку нормальной структуры.
Трансформаторы для сварки MMA

Это универсальный источник и преобразователь электрического тока, который также задействуют при сварке флюсом и плазменной резке металла. Такие аппараты просты в устройстве, неприхотливы в обслуживании и надежны. Управление даже современных моделей по большей части механическое. Начинку оборудования представляет катушка с намотанной проволокой – сердечник, преобразующий сетевой электрический ток в нужное для конкретных задач напряжение. Важно отметить, что работа с электродуговой сваркой под трансформаторным энергоснабжением предполагает использование переменного тока, что требует профессиональных навыков от оператора.
Инверторные аппараты

Наиболее технологичный, удобный в обращении и функциональный прибор для поддержки современной сварки. Он обеспечивает работу в условиях постоянного тока, повышая шансы на получение ровного и чистого шва даже у новичка. Что еще важно, электродуговая сварка с инвертором позволяет использовать для питания бытовую сеть, если она способна обеспечивать силу тока от 16 А до 25 А. В целом же это оптимальное решение для частных нужд, когда требуется обработка деталей в гараже, укладка металлических покрытий и т. д. Специалисты же могут использовать ресурсы инвертора и для аргонно-дуговой сварки, расширяя возможности эксплуатации оборудования.
Выпрямители для электродуговой сварки
Такие приборы служат для преобразования сетевого тока из переменного в постоянный, также способствуя выполнению качественных швов. Главным же отличием этого вида источников тока является слаженность взаимодействия с разными типами электродов. С такой поддержкой аппараты электродуговой сварки можно использовать для операций в защитных газовых средах – например, если пруток выполнен из стали или цветмета. К недостаткам же выпрямителей относят крупные размеры, большую массу и, как следствие, сложности с транспортировкой. Поэтому производители в качестве дополнения предлагают ходовые платформы с колесами для удобного перемещения аппарата.
Плюсы технологии

Конфигурация данного метода сварки на фоне многих альтернативных методов может казаться устаревшей и малоэффективной, тем не менее в рамках этой концепции можно организовать возможность обработки практически всех распространенных видов металлов. Универсальность является основным преимуществом метода MMA. Отмечается и плюс с точки зрения физической эргономики работы. Нельзя сказать, что ручная электродуговая сварка комфортна, однако сама возможность выполнения операций в любых положениях и в замкнутых пространствах очень ценна.
Отдельно стоит подчеркнуть и независимость от внешних атмосферных и температурных условий работы. Процесс можно организовать и в помещении, и на улице. Если же речь будет идти о повышенных требованиях к качеству шва, то технология допускает использование защитных сред для предотвращения доступа воздуха в сварочную ванну, что минимизирует риски появления дефектов.
Минусы технологии
Способ весьма дешево обходится в плане организации, что не может не обуславливать и ряд негативных факторов. Например, исключение современных методов автоматизации процесса и электронного контроля отдельных параметров источника тока перекладывает ответственность за качество шва на оператора. От его навыков в большей степени будут зависеть характеристики полученной структуры соединения. Простой в исполнении электродуговую сварку металлов тоже назвать нельзя. Сложность заключается в процессе розжига дуги, который, опять же, контролируется пользователем «на глаз» без вспомогательных систем. Если же сравнивать метод с полуавтоматической сваркой, то обнаружится и недостаток производительности.
Заключение

Благодаря своей универсальности технология ММА охватила и стабильно удерживает множество сфер применения. В домашнем хозяйстве, в мастерских и автосервисах, на производствах и в строительстве находит свое место электродуговая сварка, позволяя выполнять самые разные по устройству швы. Что касается ограничений, то они в основном определяются эргономикой. Альтернативные концепции полуавтоматической сварки благодаря своему удобству тоже пользуются немалым спросом, по некоторым направлениям вытесняя принципы ММА. С другой стороны, дуговая сварка выигрывает у многих конкурентных технологий за счет повышенной прочности формируемого шва и минимальных ресурсных вложений в организацию работ.
fb.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






