Сварочный выпрямитель. Работа сварочного выпрямителя
Выпрямитель сварочный и его устройство
Трудно представить себе строительную промышленность или машиностроение без применения сварки. Она делится на два вида: на постоянном и переменном токе.
Использование постоянного тока обеспечивает более качественный сварной шов. Это объясняется отсутствием нулевых значений тока, а значит, и горение дуги становится более стабильным, снижается разбрызгивание от горящего электрода, проплавление металла получается более глубоким, у сварного шва улучшаются прочностные характеристики.  Помимо этого, с такими материалами, как чугун, высоколегированные стали, сплавы на основе никеля и меди, титан, можно использовать сварку только на постоянном токе.
Помимо этого, с такими материалами, как чугун, высоколегированные стали, сплавы на основе никеля и меди, титан, можно использовать сварку только на постоянном токе.
Для преобразования переменного тока, имеющего частоту 50 Гц, в постоянный, используют выпрямитель сварочный. В нем применяются полупроводниковые вентили и специальные регулирующие устройства в трансформаторе. Существуют разнообразные виды таких изделий. Каждый из них имеет в своей конструкции выпрямительный блок, пускорегулирующий блок для защитной и измерительной аппаратуры и силовой трансформатор.
Выпрямитель сварочный используют для ручной дуговой сварки, когда происходит расплавление электродов, и импульсно-дуговой, при которой импульс способствует отделению от проволочного электрода капли металла.
Для удобства механической сварки создан специальный выпрямитель сварочный ВД трансформаторного типа, имеющий дистанционный переключатель режимов. Такие преобразователи характеризуются основными техническими решениями:
- в одном диапазоне регулировка тока для сварки происходит плавно;

- магнитный клиновой подвижный шунт, горизонтального исполнения, обеспечивает механическую регулировку сварного шва, имеет простую конструкцию;
- трансформаторные обмотки выполнены из меди;
- отсутствуют подвижные обмотки;
- охлаждение на воздухе;
- зажигание выполняется легко, дуга горит устойчиво;
- класс изоляции – Н;
- токовые разъемы безопасные и быстро размыкаются;
- в условиях монтажа выпрямитель сварочный такого типа легко перемещать.
Иногда в домашних условиях возникает необходимость выполнить сварочные работы. В этой ситуации существует два варианта – купить готовый аппарат или самостоятельно сделать сварочный выпрямитель своими руками.
Основным элементом самодельного выпрямителя является трансформатор, предназначенный для преобразования переменного напряжения в сети и обеспечения необходимой величины и качества сварного тока. Подключение его возможно к сети с напряжением 220 В, а на выходе он должен обеспечивать 40-70 В.
Далее к выводам трансформатора нужно припаять сетевой провод примерно 2.5 квадратных миллиметра диаметром и длиной примерно 5 метров, для удобного перемещения сварочного аппарата. Провод лучше использовать в двойной изоляции.
Следующий этап – подготовка кабелей для сварки. Для этой цели лучше использовать мягкие провода, имеющие резиновую изоляцию, длиной не менее двух метров. На конце одного кабеля крепим прищепку «массы» (иногда можно использовать автомобильный «прикуриватель»), на другом кабеле – держатель электрода.
Теперь выпрямитель сварочный нужно скомпоновать. От этого зависит, насколько аппарат будет удобен при эксплуатации. При работе он будет нагреваться, значит, корпус должен быть выполнен с вентиляционными отверстиями. Для удобства транспортировки на корпусе приделываем ручки и устанавливаем колесики. Можно для укладки проводов и кабелей установить дополнительные элементы в виде крючков, шайб, уголков.
fb.ru
Самое интересное Инверторный дизельный генератор Инверторный дизельный генераторДля чего используется дизельные генераторы, ...  Трехфазные дизельные генераторы Трехфазные дизельные генераторыНаиболее мощные дизельные генераторы всегда ... |
Данное устройство преобразует переменный электрический ток в постоянный, который используется впоследствии для питания сварочной дуги. При этом ток не меняет своей величины и направления. Функционирование сварочных выпрямителей основано на использовании полупроводниковых элементов, как правило, селеновых или кремниевых. Первая разновидность особенно востребована в силу ее низкой стоимости и отменной перегрузочной способности. Особенности сварочных выпрямителейТакие приборы служат для сваривания изделий, выполненных из высоколегированной или низкоуглеродистой стали, а также цветных металлов и их сплавов. Они же позволяют выполнять сварку обратной полярности. Как правило, сварочный выпрямитель включает в себя блок управления и понижающий трансформатор. Конструктивно выпрямительный блок может быть исполнен по однофазной либо трехфазной схеме. Последняя разновидность более популярна, поскольку обладает лучшими технологическими параметрами, отличается экономичностью.Надо сказать, что в процессе сваривания могут быть использованы разные по типу электроды. Если сварка производится в среде защитных газов, то допустимо применение неплавящихся элементов. Выпрямители могут быть профессиональными (сверх 300А), полупрофессиональными (до 300А), бытовыми (до 200А). В зависимости от конструктивных особенностей силовой части рассматриваемые агрегаты могут относиться к одному из видов:
О свойствах сварочных выпрямителейОбычно сварочный выпрямитель обладает следующими преимуществами перед аналогами другого вида:
|
 Техническое обслуживание сварочного выпрямителя
Техническое обслуживание сварочного выпрямителя Однопостовые сварочные выпрямители
Однопостовые сварочные выпрямители Назначение сварочного выпрямителя
Назначение сварочного выпрямителя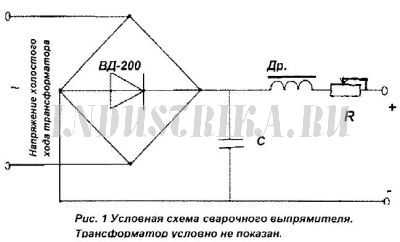 Самодельный сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель своими руками Выпрямитель для сварочного аппарата
Выпрямитель для сварочного аппарата Инверторный сварочный выпрямитель
Инверторный сварочный выпрямитель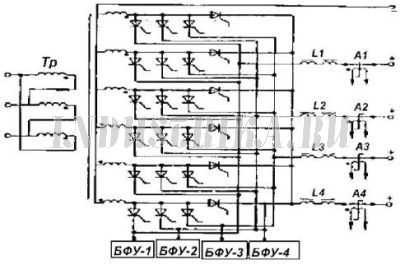 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямителиindustrika.ru
Выпрямители сварочные
Сварочное оборудование - Выпрямители сварочные
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили - дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 35).
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120...1000 А, транзисторные источники питания — 15...300 А с пределами регулирования от 0,15 до 300 А.
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольт-амперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили. По сравнению с кремниевыми селеновые вентили имеют меньший КПД, но обладают большей стойкостью к перегрузкам.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной(верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных - блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20... 100 мм. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9; масса — 50 кг.
Однопостовые универсальные сварочные выпрямители обеспечивают возможность получения как жесткой, так и падающей внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и сварки под флюсом.
Многопостовой выпрямитель снабжает энергией несколько сварочных постов для ручной дуговой сварки. Эти выпрямители, изготовляемые на кремниевых вентилях, отличаются высоким КПД, хорошими энергетическими показателями, бесшумностью работы, малыми габаритными размерами и небольшой массой. Они рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40 °С. Обычно подобные выпрямители имеют жесткую внешнюю характеристику. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат. Преимущества многопостовых систем связаны с небольшой начальной стоимостью оборудования, простотой обслуживания, высокой загрузкой и экономичностью. Основной недостаток связан со значительными потерями энергии в реостатах, снижающих КПД сварочных постов. В последние годы освоено производство выпрямителей, имеющих звено повышенной частоты – инвертор. Включение высокочастотного звена в структуру источников сварочного тока позволяют существенно снизить их массу и габариты, повысить КПД и коэффициент мощности, обеспечить широкие пределы регулирования параметров режима и хорошие сварочные свойства.
Источник: Геворкян В.Г. Основы сварочного делаЭ.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
www.autowelding.ru



Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






