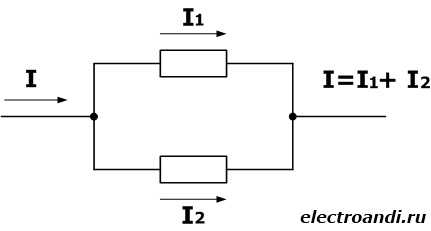
Сварочное оборудование для ручной дуговой сварки. Установки постоянного тока для ручной дуговой сварки
Установка для ручной дуговой сварки
Ручная электродуговая сварка
Именно ручная дуговая сварка сталей применяется при монтаже различных металлоконструкций, а в домашних, бытовых условиях она, и по сей день, незаменима. Конечно, качества шва во многом зависит от опыта и квалификации исполнителя, но смонтировать конструкцию, к которой не предъявляют особых требований к прочности или герметичности, сможет даже новичок в сварочном деле, имеющий минимальную практику.
А появление на рынке доступных инверторных аппаратов позволило существенно упростить ведение работ.
Техника безопасности
В первую очередь следует напомнить о технике безопасности при выполнении электросварочных работ.
Множество начинающих сварщиков попросту не обращают на них внимания, а это может привести к плачевным последствиям:
- В первую очередь необходимо обращать внимание на электробезопасность. Кабеля и держатель электродов должны иметь надежную изоляцию, металлический кожух, который очень часто имеют аппараты для ручной дуговой сварки необходимо заземлить. Не стоит выполнять работы во время дождя и повышенной влажности, в любом случае на исполнители должны быть средства индивидуальной защиты.
- Многие новички получают травмы органов зрения. Виновато в этом ультрафиолетовое излучение, которое выделяется при сварке. Обязательно применение защитных щитков с затемненным стеклом.
Если вы только начинаете свою карьеру сварщика, обязательно ознакомьтесь со всем перечнем требований и рекомендациями по обеспечению собственной безопасности.
Физика процесса
Электродуговая сварка осуществляется за счет тепловой энергии электрической дуги между  заготовками и электродом. Наиболее распространена ручная дуговая сварка покрытыми электродами. При этом происходит плавление кромок заготовки и стержня электрода, при соединении расплавленных металлов и образуется сварочный шов.
заготовками и электродом. Наиболее распространена ручная дуговая сварка покрытыми электродами. При этом происходит плавление кромок заготовки и стержня электрода, при соединении расплавленных металлов и образуется сварочный шов.
Электрод представляет собой сварочную проволоку, покрытую специальным составом. При этом для сварки различных металлов и работы в различных режимах применяются электроды различных марок. Чаще всего используются электроды серий ЭПС, УОНИ, ЦМ, УП и другие.
Сварочные трансформаторы
Основное оборудование для ручной дуговой сварки — сварочный трансформатор. Его задача снижение напряжения, которое обеспечивает увеличение силы сварочного тока, которое необходимо для получения требуемой тепловой энергии.
Сварочные аппараты можно разделить по следующим группам:
- Работающие от однофазной сети.
- Трехфазные аппараты.
Последние трансформаторы имеют большую мощность, используются в основном в промышленных условиях.
- Вырабатывающие постоянный ток.
- Трансформаторы переменного тока.
Для выполнения работ используют оба этих вида установок.
Для домашнего применения стоит приобрести инверторную установку, которая, несмотря на более высокую стоимость, имеет ряд преимуществ:
- Меньший вес.
- Устойчивость величины силы тока и выходного напряжения. Качество дуги практически не зависит от перепадов в питающей сети.
- Благодаря этому существенно упрощается выполнение сварочных работ.
Сведения о сварных соединениях и способы разделки кромок
Существенное значение имеет подготовка заготовок, так существующий ГОСТ сварка ручная дуговая (5264-80) определяет способы разделки кромок, в зависимости от типа соединения.
Чаще всего применяют кромки следующей формы:
- Прямая.
- Скошенная (одностороння или двухсторонняя).
- Односторонняя скошенная с замком.
И некоторые другие виды подготовки заготовок, обеспечивающие высокое качество стыка при выполнении сварочных работ. Выбор формы кромок имеет огромное значение, так ручная дуговая сварка трубопроводов должна осуществляться при двухсторонних скошенных кромках, это обеспечит герметичность стыка.
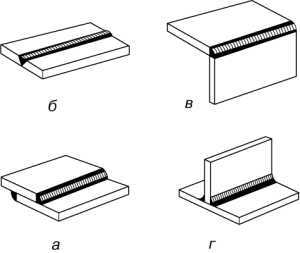 Этот же стандарт определяет и основные сварные соединения:
Этот же стандарт определяет и основные сварные соединения:
- Внахлест — одна деталь заходит на другую.
- Стыковое — обе детали располагаются в одной плоскости.
- Угловое — заготовки соединяются под углом.
- Тавровое — в этом случае стыковка осуществляется в виде буквы Т.
Различают также типы сварочных швов:
- Нижний шов наиболее прост в исполнении. Выполняется при расположении стыкуемых деталей под электродом. Единственное, за чем необходимо следить, так это за величиной сварочного тока. При слишком мощной дуге возможно проплавление заготовок (особенно это актуально для сварки тонких листовых металлов).
- Угловой шов — используется при одноименном и тавровом соединении. Более предпочтителен вариант выполнения такого шва в лодочку (заготовка поворачивается на угол 45 градусов).
- Вертикальный шов — его выполнение осложнено стеканием жидкого металла. Обычно такой шов выполняется при движении снизу вверх (на подъем), сварка на спуск может выполняться только при помощи специальных электродов или для соединения тонких металлов.
- Самым сложным считается потолочный шов. Он выполняется короткими импульсами, с применением электродов небольшого диаметра при сниженной силе сварочного тока.
Технология сварки
Технология ручной дуговой сварки предполагает выполнение следующих действий — розжиг и удержание дуги, а также перемещение электрода для формирования сварочного шва.
Розжиг дуги может осуществляться двумя способами:
- Касанием. При этом методе выполняются кратковременные удары электродом по поверхности заготовок.
- Чирканьем. В данном случае осуществляется скольжение электродом по поверхности деталей (по аналогии с зажиганием спички о коробок).
После розжига дуги электрод отводится на определенное расстояние, необходимое для ее устойчивого поддержания. В зависимости от режимов сварки необходимо отдалить электрод на 0,5-1,1 его диаметра.
Движение электрода
Чтобы сформировать качественный сварочный шов, необходимо осуществлять движение электродом в трех плоскостях:
- Небольшие колебательные движения. При этом электрод приближается и отдаляется от поверхности заготовок.
- Движение электрода вдоль оси шва является основным. Скорость перемещения зависит от того, какие режимы ручной дуговой сварки применяются (сила тока), а также от типа шва.
- Перемещение электрода поперек оси шва, так формируется валик металла, соединяющий заготовки.
Именно в умении выдерживать длину дуги и совершать все эти три типа перемещения электрода и заключается мастерство сварщика.
Режимы сварки
В зависимости от того какой тип шва выполняется, и какой электрод (диаметр) применяется, определяют требуемую силу сварочного тока:
- При выполнении нижнего шва сила тока для электрода 3 мм составляет 70-100А, а для 5 мм уже 150-180А.
- Вертикальное соединение требует снижения силы тока, для электродов тех же диаметров 70-80 и 130-150А соответственно.
- Потолочные швы варятся только электродами 3 и 4 мм, при этом сила тока должна равняться 70-80 и 100А.
Качество сварного шва во многом зависит от опыта сварщика, поэтому большую роль играет опыт. Практиковаться стоит на нижних швах, а вот выполнить вертикальный и потолочный у новичка не выйдет.
Специалисты советуют начинающим применять инверторную технику, которая отличается устойчивостью параметров, что существенно упрощает выполнение работ.
steelguide.ru
Какое нужно оборудование для дуговой сварки?
Если идёт речь о соединении плавлением, дуговая сварка будет одним из самых распространённых способов её осуществить. Источником нагрева в этом случае выступает электрическая дуга. Она поддерживается переменным или постоянным источником тока, а образуется благодаря дуговому разряду. Выбор оборудования сварочного поста для ручной дуговой сварки —это ответственный шаг. Все соединения производятся плавящимися и не плавящимися электродами. Ручным способ называется из-за зажигания дуги, её контроля и перемещения вдоль соединения, которое воспроизводится специалистом полностью самостоятельно, без помощи автоматизированного процесса.
Особенности сварочного поста
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения.
Сварочные посты зачастую включают в себя:
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Сварочное оборудование
Для ручной дуговой сварки принято использовать генераторы, трансформаторы или выпрямители. Подбор каждого из аппаратов производится в зависимости от типа и сложности сварочных работ. Но всё оборудование для осуществления дуговой сварки должно отвечать общим нормам.
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
Сергей Одинцов
electrod.biz
Pereosnastka.ru
Установки для механизированной дуговой сварки
Категория:
Сварка металлов
Установки для механизированной дуговой сваркиУстройство, состоящее из источника питания, сварочного аппарата или машины для сварки и механизированного вспомогательного оборудования, называется сварочной установкой.
Сварочный аппарат представляет собой конструктивное объединение сварочной головки с механизмом ее перемещения вдоль шва, механизмами установочных перемещений, устройством для подачи флюса или защитного газа, катушками или кассетами для проволоки, пультами управления и другими устройствами. Если сварочный аппарат перемещается в процессе сварки механизированным способом относительно изделия, то он называется сварочным автоматом.
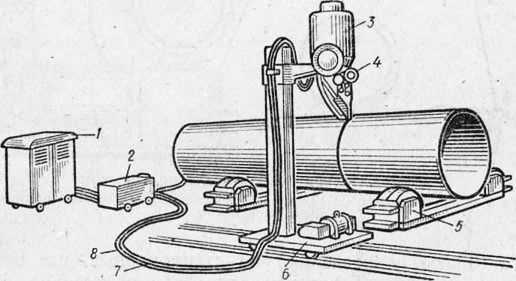
Рис. 1. Схема установки для выполнения автоматической сваркой под флюсом продольных и кольцевых швов: 1 — источник питания, 2 — шкаф управления, 3 — флюсовая аппаратура, 4 — сварочный автомат, 5 — приспоссбление для вращения изделия, 6 — устройство для кгепления и перемещения сварочного автомата, 7 — провода управлешш, 8 — провода для подвода сварочного тока
Сварочная головка — это электромеханическое устройство, осуществляющее подачу в зону дуги плавящегося электрода, подвод к нему сварочного тока, поддержание устойчивого дугового процесса, а также прекращение процесса сварки. Сварочная головка может перемещаться по специальному пути, обычно по направляющим рельсам, или непосредственно по изделию. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения над свариваемым изделием, головка называется самоходной. Сварочная головка, неподвижно закрепленная на стенде над свариваемым изделием называется подвесной. В подвесных головках отсутствует механизм перемещения самой головки, обычно относительно дуги перемещается изделие с помощью вспомогательного механизма, или стенда, на котором неподвижно закреплена головка.
Переносной сварочный аппарат (автомат) для дуговой сварки с самоходной тележкой, которая перемещает его вдоль свариваемых кромок по поверхности изделия или по переносному пути, уложенному на изделие, называется сварочным трактором.
Сварочный полуавтомат представляет собой сварочный аппарат с механизированной подачей сварочной проволоки, но перемещаемый в процессе сварки вручную.

Рис. 2. Полуавтомат для дуговой сварки: 1— горелка, 2 — гибкий шланг, 3 — подающий механизм, 4 — кассета с проволокой, 5 — шкаф управления
Полуавтоматы подразделяют на стационарные, где все части аппарата смонтированы в одном корнусе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные с максимальным облегчением механизма подачи и катушки с проволокой; ранцевые — с размещением механизма подачи с катушкой за спиной сварщика для сварки в монтажных условиях; специализированные.
По принципу подачи сварочной проволоки в зону сварки сварочные аппараты можно разделить на две группы: – автоматы и полуавтоматы с постоянной скоростью подачи, в которых заложен принцип саморегулирования; – автоматы и полуавтоматы с регулируемой скоростью подачи сварочной проволоки, в которых кроме саморегулирования используют автоматические регуляторы для поддержания неизменной длины дуги.
Основные преимущества механизированной сварки по сравнению с ручной — повышение производительности, улучшение качества шва, облегчение труда сварщику.
Читать далее:
Ручная дуговая сварка плавящимся электродомСтатьи по теме:
pereosnastka.ru
Сварочное оборудование
Источники питания. В состав сварочной цепи входят источники питания сварочной дуги, два сварочных привода, электрод и металл свариваемой конструкции (рис. 39). Рис. 39. Схема сварочных постов: а — постоянного тока; б — переменного тока. 1 — свариваемая конструкция; 2 — электрод; 3 — генератор постоянного тока; 4 — дроссель; 5 — трансформатор. Источники питания сварочной дуги должны обеспечивать заданные режимы сварки и быстро их восстанавливать при отклонениях от заданного уровня. Поэтому источники питания должны иметь регулирующее устройство. Для питания дуги постоянным током используют сварочные преобразователи и сварочные выпрямители. Сварочные преобразователи. Для сварки корпусных конструкций применяют сварочные преобразователи типа ПД-305У2 (для ручной дуговой сварки), ПД-502У2 (дляручной дуговой сварки и сварки под флюсом), а также ПСГ-500-1У2 (для автоматической и полуавтоматической сварки в защитном газе). Сварочные преобразователи подразделяются на однопосто-вые и многопостовые. При питании постов ручной сварки от многопостового преобразователя регулирование режима сварки производят с помощью балластных реостатов, включенных последовательно в сварочную цепь. Сварочные выпрямители. Сварочные выпрямители по сравнению со сварочными преобразователями имеют более высокий коэффициент полезного действия, бесшумны и надежны в работе, просты в изготовлении и обслуживании. К недостаткам сварочных выпрямителей следует отнести их более высокую чувствительность к изменению напряжения питающей сети. Сварочный выпрямитель состоит из трех основных частей: силового понижающего трансформатора; выпрямительного блока с вентилятором; пускорегулирующей и защитной аппаратуры. Для сварки корпусных конструкций применяют сварочные выпрямители марок ВДМ-1001УЗ и ВДМ-160УЗ (для многопостовой ручной дуговой сварки и сварки под флюсом) и др. В качестве источников питания дуги переменным током используют сварочные трансформаторы. Сварочные трансформаторы подразделяют на две основные группы: 1) с нормальным магнитным расстоянием и дополнительной реактивной катушкой — дросселем. Трансформаторы с дросселем являются устаревшими и отечественной промышленностью не выпускаются; 2) с повышенным магнитным рассеянием — режим сварки плавно регулируется за счет изменения положения обмоток или магнитного шунта. При изменении их положения изменяется сила сварочного тока. В судостроении применяют сварочные трансформаторы типов ТД-102У2, ТД-300У2 и ТД-502У2 для ручной дуговой сварки, типов ТДФ-1001У4 и ТДФ-2002УЗ для автоматической дуговой сварки под флюсом и типа ТШС-1000-ЗУ4 для электрошлаковой сварки.Балластные реостаты. В процессе ручной дуговой сварки при питании сварочных дуг регулирование режимов сварки осуществляется с помощью балластных реостатов.
Балластный реостат состоит из ряда ступеней сопротивления, которые при помощи рубильников могут автономно включаться в цепь сварочной дуги. Реостат соединяется последовательно с дугой и в зависимости от порядка включения этих сопротивлений изменяет активное сопротивление сварочной цепи и ступенчато — силу сварочного тока. Отечественной промышленностью выпускаются балластные реостаты типов РБ и РБС.Оборудование для механизированной дуговой сварки под флюсом. Автоматы. В судостроении преимущественно используются переносные самоходные автоматы тракторного типа: они перемещаются непосредственно по изделию.
Автоматы тракторного типа с регулируемой по напряжению скоростью подачи электрода однодуговые выпускаются в двух сериях: АДС (автомат дуговой сварочный) и АДФ (автомат дуговой для сварки под флюсом). Рис. 40. Сварочный автомат тракторного типа. 1 — каретка; 2 — поперечный корректор; 3 — стойка; 4 — рукоятка муфты; 5 — маховик фиксатора; 6 — пульт управления; 7 — кассета; 8 — рукоятка; 9 — коромысло; 10 — бункер для полюса; //— рукоятка; 12 — вертикальный корректор. Основными элементами сварочного автомата тракторного типа (рис. 40) являются каретка, в которой установлен двигатель для перемещения трактора; пульт управления, на котором размещены приборы для измерения напряжения сварочного типа и скорости сварки; кассета со сварочной проволокой; бункер с флюсом; сварочная головка с двигателем, механизмом подачи д. токопроводом к сварочной проволоке. Тракторы обеих серий наиболее пригодны для сварки прямолинейных стыковых швов на плоских конструкциях и кольцевых швов обечаек диаметром более 3 м. Автоматы тракторного типа с постоянной скоростью подачи проволоки: однодуговые—ТС-17-МУ (трактор сварочный универсальный), ТС-17-Р, ТС-44; двухдуговые — ДТС-38М, ДТС-45. Тракторы ТС пригодны для сварки стыковых швов плоских конструкций и кольцевых швов обечаек диаметром более 1,5 м; трактор ТС-17-Р, кроме того, рассчитан на сварку угловых швов наклонным электродом. Трактор ТС-44 снабжен ползуном для формирования обратного валика при сварке со сквозным проваром стыковых соединений. Аналогичное устройство имеет трактор «Бриг». Специально для судостроения предназначен трактор конструкции АСУ-5А — автомат сварочный для угловых швов. Трактор пригоден для сварки швов набора наклонным электродом при высоте стенки более 40 мм. Трактор снабжен двумя двигателями (для подачи проволоки и для перемещения). Полуавтоматы. Полуавтоматы для сварки под флюсом рассчитаны на проволоку диаметром до 2 мм (рис. 41).
Рис. 40. Сварочный автомат тракторного типа. 1 — каретка; 2 — поперечный корректор; 3 — стойка; 4 — рукоятка муфты; 5 — маховик фиксатора; 6 — пульт управления; 7 — кассета; 8 — рукоятка; 9 — коромысло; 10 — бункер для полюса; //— рукоятка; 12 — вертикальный корректор. Основными элементами сварочного автомата тракторного типа (рис. 40) являются каретка, в которой установлен двигатель для перемещения трактора; пульт управления, на котором размещены приборы для измерения напряжения сварочного типа и скорости сварки; кассета со сварочной проволокой; бункер с флюсом; сварочная головка с двигателем, механизмом подачи д. токопроводом к сварочной проволоке. Тракторы обеих серий наиболее пригодны для сварки прямолинейных стыковых швов на плоских конструкциях и кольцевых швов обечаек диаметром более 3 м. Автоматы тракторного типа с постоянной скоростью подачи проволоки: однодуговые—ТС-17-МУ (трактор сварочный универсальный), ТС-17-Р, ТС-44; двухдуговые — ДТС-38М, ДТС-45. Тракторы ТС пригодны для сварки стыковых швов плоских конструкций и кольцевых швов обечаек диаметром более 1,5 м; трактор ТС-17-Р, кроме того, рассчитан на сварку угловых швов наклонным электродом. Трактор ТС-44 снабжен ползуном для формирования обратного валика при сварке со сквозным проваром стыковых соединений. Аналогичное устройство имеет трактор «Бриг». Специально для судостроения предназначен трактор конструкции АСУ-5А — автомат сварочный для угловых швов. Трактор пригоден для сварки швов набора наклонным электродом при высоте стенки более 40 мм. Трактор снабжен двумя двигателями (для подачи проволоки и для перемещения). Полуавтоматы. Полуавтоматы для сварки под флюсом рассчитаны на проволоку диаметром до 2 мм (рис. 41). 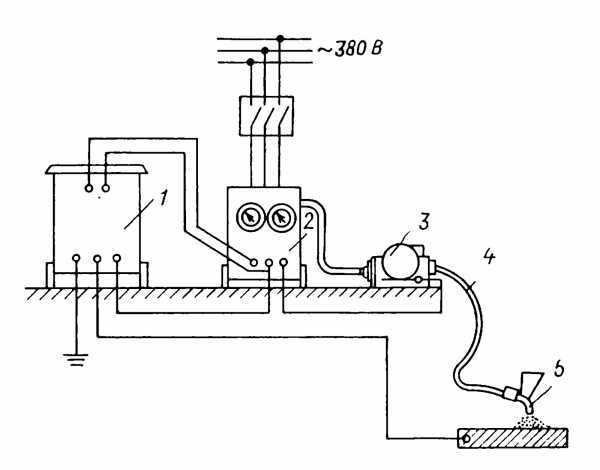 Рис. 41. Схема установки для полуавтоматической сварки под флюсом. 1 — источник питания; 2 — шкаф управления; 3 — подающий механизм; 4 — гибкий шланг; 5 — держатель. В судостроении применяют полуавтоматы типов ПС-5-1 и ПШ-54.
Рис. 41. Схема установки для полуавтоматической сварки под флюсом. 1 — источник питания; 2 — шкаф управления; 3 — подающий механизм; 4 — гибкий шланг; 5 — держатель. В судостроении применяют полуавтоматы типов ПС-5-1 и ПШ-54.Оборудование для механизированной сварки в защитных газах. Сварку в защитных газах производят проволокой малого диаметра 0,8—2,5 мм на больших плотностях тока, и поэтому все оборудование строится по системе постоянной подачи проволоки. На рис. 42 приведена схема установки для сварки в защитных газах.
 Рис. 42. Схема установки для сварки в защитных газах; а — пистолет для полуавтоматической сварки плавящимся электродом; б — горелка для сварки неплавящимся вольфрамовым электродом; в — общая компоновка установки для автоматической сварки. 1 — источник постоянного тока с жесткой характеристикой; 2 — сварочные провода; 3 — сварочный автомат тракторного типа; 4 — сварочная горелка; 5 — кабель связи управления; 6 — газоподводящий шланг; 7 — шкаф управления; 8 — редуктор, снабженный расходомером газа; 9 — осушитель газа; 10 — подогреватель газа; 11 — баллон с газом. Автоматы тракторного типа. Автомат АДГ-502 предназначен для сварки плавящимся стальным (или из сплавов цветных металлов) электродом в среде защитных газов — двуокиси углерода, аргона, азота — стыковых и угловых швов в нижнем положении. Автомат АСУ-6 имеет аналогичную с автоматом АСУ-5А конструкцию, но снабжен газовой горелкой; он предназначен для сварки угловых швов набора в углекислом газе. Полуавтоматы для сварки в защитных газах. Как и для сварки под флюсом, эти полуавтоматы снабжены гибким шлангом, который заканчивается сварочным «пистолетом» (горелкой). Полуавтоматы, предназначенные для сварки в углекислом газе, могут применяться и для сварки в других газах. Полуавтоматы обычно используются для сварки угловых швов во всех пространственных положениях. Для сварки в углекислом газе предназначены полуавтоматы типа ПДГ-305, ПДГ-502. Полуавтомат А-547У удобен для сварки вертикальных и потолочных швов. Для выполнения прерывистых угловых швов и швов в виде отдельных точек используется полуавтомат ПДГ-307. Он рассчитан на проволоку диаметром 0,8—1,4 мм и имеет программное управление, которым задается режим сварки прерывистых и точечных швов.
Рис. 42. Схема установки для сварки в защитных газах; а — пистолет для полуавтоматической сварки плавящимся электродом; б — горелка для сварки неплавящимся вольфрамовым электродом; в — общая компоновка установки для автоматической сварки. 1 — источник постоянного тока с жесткой характеристикой; 2 — сварочные провода; 3 — сварочный автомат тракторного типа; 4 — сварочная горелка; 5 — кабель связи управления; 6 — газоподводящий шланг; 7 — шкаф управления; 8 — редуктор, снабженный расходомером газа; 9 — осушитель газа; 10 — подогреватель газа; 11 — баллон с газом. Автоматы тракторного типа. Автомат АДГ-502 предназначен для сварки плавящимся стальным (или из сплавов цветных металлов) электродом в среде защитных газов — двуокиси углерода, аргона, азота — стыковых и угловых швов в нижнем положении. Автомат АСУ-6 имеет аналогичную с автоматом АСУ-5А конструкцию, но снабжен газовой горелкой; он предназначен для сварки угловых швов набора в углекислом газе. Полуавтоматы для сварки в защитных газах. Как и для сварки под флюсом, эти полуавтоматы снабжены гибким шлангом, который заканчивается сварочным «пистолетом» (горелкой). Полуавтоматы, предназначенные для сварки в углекислом газе, могут применяться и для сварки в других газах. Полуавтоматы обычно используются для сварки угловых швов во всех пространственных положениях. Для сварки в углекислом газе предназначены полуавтоматы типа ПДГ-305, ПДГ-502. Полуавтомат А-547У удобен для сварки вертикальных и потолочных швов. Для выполнения прерывистых угловых швов и швов в виде отдельных точек используется полуавтомат ПДГ-307. Он рассчитан на проволоку диаметром 0,8—1,4 мм и имеет программное управление, которым задается режим сварки прерывистых и точечных швов.Оборудование для ручной дуговой сварки. Ручная сварка выполняется постоянным или переменным током. В состав сварочной цепи в обоих случаях входят: источник питания сварочной дуги, два сварочных провода, электрод и основной металл свариваемых изделий. Сварочная дуга возникает при замыкании сварочной цепи. Схема сварочного поста для ручной сварки постоянным и переменным током показана на рис. 39.
В качестве источника питания сварочной дуги постоянного тока применяют сварочные преобразователи или сварочные выпрямительные установки. Пост для ручной сварки неплавящимся электродом (вольфрамовым) содержит те же элементы оборудования, что и установка для сварки в защитных газах, но вместо электрододержателя он оборудован специальной горелкой. Пост для ручной сварки неплавящимся электродом алюминиевых сплавов и алюминиевых бронз имеет источник переменного тока. Установка для сварки алю-минийсодержащих сплавов комплектуется источниками переменного тока. Для ручной аргонодуговой сварки вольфрамовым электродом применяют установки типов УДГ-301 и УДГ-501 (на ток 300 и 500 А соответственно). В состав установки входят: источник тока — сварочный трансформатор, дроссель для регулирования сварочного тока, осциллятор для возбуждения дуги без касания электродом изделия, стабилизатор для поддержания дуги, газоэлектрическая горелка с вольфрамовым электродом, система газоснабжения (баллон с аргоном, редуктор с расходомером, шланги). Установки для механизированной сварки покрытыми электродами. Для механизированной сварки покрытыми электродами предназначены сварочные установки типа «Огонек». С помощью этих установок может выполняться сварка угловых и стыковых швов. В сварочную цепь последовательно с установками типа «Огонек» должен включаться автомат АСН-4 для снятия напряжения при обрыве дуги.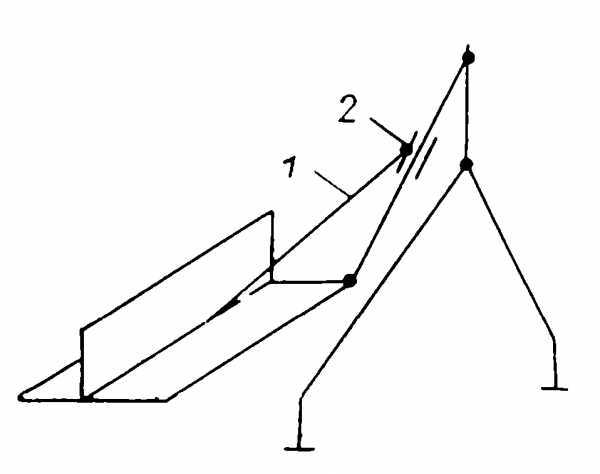 Рис. 43. Принципиальная схема установки «Ого-нек-3» 1 — электрод; 2 — каретка. Серийно выпускаемая установка «Огонек-3» (рис. 43) предназначена для механизированной сварки наклонным электродом угловых швов, а «Огонек-1»—для сварки угловых и стыковых швов. При питании установок от источников постоянного тока последовательно в сварочную цепь необходимо включать балластные реостаты. Во время сварки на установке «Огонек-3» по мере плавления электрода каретка с установленным на ней электрододер-жателем скользит вниз по наклонной направляющей, обеспечивая подачу электрода в зону сварки. При длине огарка 50— 60 мм под действием пружинного механизма электрододержа-тель поворачивается и отрывает электрод от изделия: процесс сварки прекращается. Установка «Огонек-3» снабжена специальным устройством для фиксации электрододержателя под различным углом к направляющей штанге, за счет чего изменяются катет и длина выполненного шва при сгорании одного электрода.
Рис. 43. Принципиальная схема установки «Ого-нек-3» 1 — электрод; 2 — каретка. Серийно выпускаемая установка «Огонек-3» (рис. 43) предназначена для механизированной сварки наклонным электродом угловых швов, а «Огонек-1»—для сварки угловых и стыковых швов. При питании установок от источников постоянного тока последовательно в сварочную цепь необходимо включать балластные реостаты. Во время сварки на установке «Огонек-3» по мере плавления электрода каретка с установленным на ней электрододер-жателем скользит вниз по наклонной направляющей, обеспечивая подачу электрода в зону сварки. При длине огарка 50— 60 мм под действием пружинного механизма электрододержа-тель поворачивается и отрывает электрод от изделия: процесс сварки прекращается. Установка «Огонек-3» снабжена специальным устройством для фиксации электрододержателя под различным углом к направляющей штанге, за счет чего изменяются катет и длина выполненного шва при сгорании одного электрода.Электрододержатели для ручной сварки покрытыми электродами. Электрододержатели предназначены для закрепления электрода и подвода к нему сварочного тока. В зависимости от принципа действия бывают пассатижные, стержнезащепоч-ные, пластинчатые, вилочные и другие электрододержатели (рис. 44).
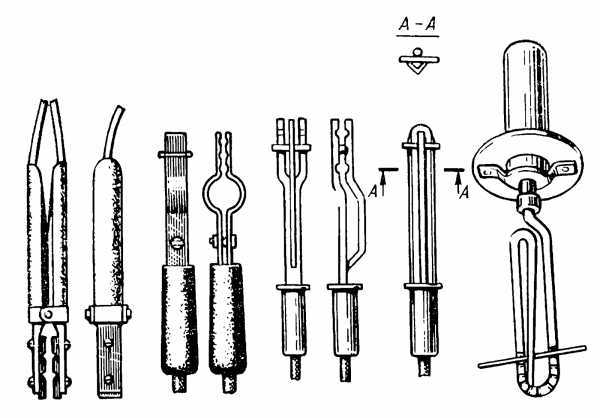 Рис. 44. Электрододержатели. Электрододержатели снабжаются гибким изолированным проводом, сплетенным из большого количества медных отожженных проволочек. Сечение провода зависит от допустимой силы сварочного тока. Отечественной промышленностью выпускаются следующие электрододержатели: пассатижного типа марок ЭД-125-4, ЭД-315-4, ЭД-500-4; стержнезащепочного типа марок ЭДЧ-125М-1, ЭДС-315-М-1;
Рис. 44. Электрододержатели. Электрододержатели снабжаются гибким изолированным проводом, сплетенным из большого количества медных отожженных проволочек. Сечение провода зависит от допустимой силы сварочного тока. Отечественной промышленностью выпускаются следующие электрододержатели: пассатижного типа марок ЭД-125-4, ЭД-315-4, ЭД-500-4; стержнезащепочного типа марок ЭДЧ-125М-1, ЭДС-315-М-1;пластинчатого типа марки ЭУ-300 «Луч».
sudoremont.blogspot.ru
www.samsvar.ru
Сварочное оборудование для ручной дуговой сварки: виды, модели
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.
Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
Преимущества
Данная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.
Недостатки
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Виды оборудования для ручной дуговой сварки
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.

Сварочный трансформатор
Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный ряд
Сварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
Fubag IR 200
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 — 200 |
| Диапазон рабочего напряжения, В | 150 — 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 — 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 — 5 |

Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 — 200 |
| Диапазон рабочего напряжения, В | 140 — 260 |
| Фазы питания | 1 |
| Напряжение х.х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 — 5 |

Сварочный аппарат Ресанта САИ 220
Сварог 205
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 — 180 |
| Диапазон рабочего напряжения, В | 187 — 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 — 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 — 4 |

Сварочный аппарат Сварог 205
Критерии выбора
Современное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Производители
- Ресанта;
- Барс;
- Сварог;
- Фубаг;
- Кентавр.
svarkaipayka.ru
Оборудование для ручной дуговой сварки
Июнь 12, 2017
Если идёт речь о соединении плавлением, дуговая сварка будет одним из самых распространённых способов её осуществить. Источником нагрева в этом случае выступает электрическая дуга. Она поддерживается переменным или постоянным источником тока, а образуется благодаря дуговому разряду. Выбор оборудования сварочного поста для ручной дуговой сварки —это ответственный шаг. Все соединения производятся плавящимися и не плавящимися электродами. Ручным способ называется из-за зажигания дуги, её контроля и перемещения вдоль соединения, которое воспроизводится специалистом полностью самостоятельно, без помощи автоматизированного процесса.
Особенности сварочного поста
Сварочным постом принято называть рабочее место сварщика. Оно включает в себя все необходимое для полноценного проведения различного рода работ. Пост и все материалы не всегда в обязательном порядке должны находиться в специально подготовленном помещении.
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения. Сварочные посты зачастую включают в себя:- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Сварочное оборудование
Для ручной дуговой сварки принято использовать генераторы, трансформаторы или выпрямители. Подбор каждого из аппаратов производится в зависимости от типа и сложности сварочных работ. Но всё оборудование для осуществления дуговой сварки должно отвечать общим нормам.
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
electrod.biz
| Контакты Поиск по сайту
Адрес: Россия, г. Петропавловск-Камчатский, Северо-Восточное ш, 48 Телефон: +7 415 2495179; 49-34-33 Контактное лицо: E-mail: [email protected] [email protected]
|
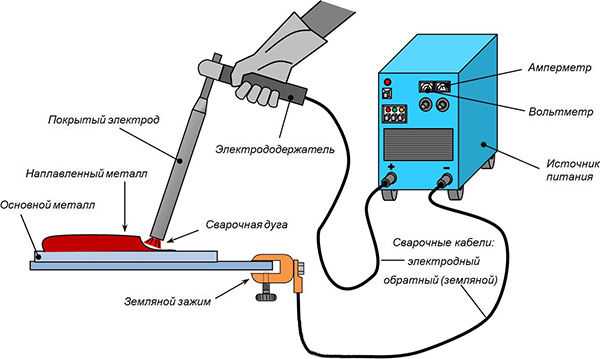
Эта статья - небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса - прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной - увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
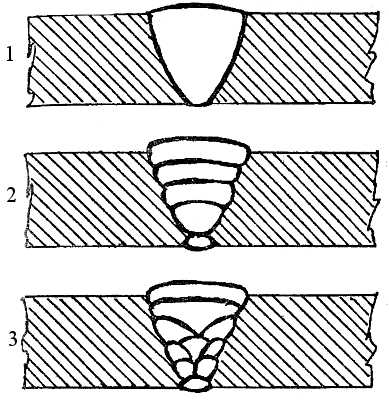
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
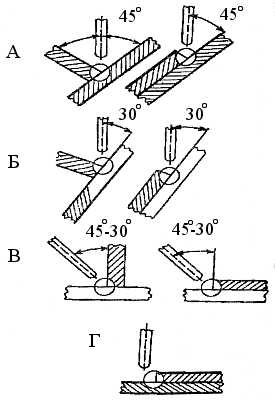
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги - дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях - снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом - поперек, чтобы удалить последние остатки шлака.
|


svarka-pk.ru
Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка
Конспект. Ручная электро-дуговая сварка.
Темы: Ручная дуговая сварка, Сварочное оборудование, Трансформатор сварочный, Выпрямитель сварочный.
… … …
Классификация источников питания сварочной дуги.
Источники питания сварочной дуги классифицируются по следующим основным признакам:
1. По роду сварочного тока – бывают переменного и постоянного тока.
К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты.
Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
2. По виду внешних вольтамперных характеристик (ВАХ) источники питания сварочной дуги бывают с пологопадающей ВАХ (для автоматной сварки).
С жестокой и возрастающей ВАХ применяемых при сварки в защитных газах и электрошлаковой сварке, с крутопадающей ВАХ – для ручной дуговой сварки.
3. По количеству используемых сварочных дуг бывают однопостовые или многопостовые.
4. По способу установки источники бывают стационарными, или передвижными – переносными.
Сварочные трансформаторы
Трансформаторы с нормальным магнитным рассеянием. Комплект источников питания состоит из понижающего трансформатора и регулятора реактивной катушки. Понижающий трансформатор, основой которого является могнитопровод, изготовлен из большого количества тонких пластин, трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
Устройство и обслуживание сварочных преобразователей
Для питания электрической дуги постоянным током выпускаются передвижные стационарные сварочные преобразователи.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя и сварочного генератора ГСО-500 постоянного тока расположенных в общем корпусе. Якорь генератора и ротор двигателя расположены на общем валу.
Генератор работает по принципу электромагнитной индукции. При вращении якоря его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора преобразуется в постоянный ток. Величина тока возбуждается, и режим работы сварочного генератора плавно регулируется реостатом в цепи независимого возбуждения.
Сварочные выпрямители
Сварочные выпрямители – это устройства, преобразующие переменный ток в постоянный с помощью полупроводниковых диодов - вентилей. Сварочный выпрямитель состоит из трансформатора с устройством для регулирования сварочного тока и выпрямительного блока.
Сварочные выпрямители имеют следующие преимущества: отсутствие вращающихся частей и большую долговечность, высокий КПД и меньшие потери холостого хода, меньшую массу и большую маневренность, бесшумность в работе.
Инструмент, принадлежности и спецодежда электросварщика
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента. Сварочные провода марки КРПТ нужны для подвода тока от силовой сети к сварочным аппаратам. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АРП или ПРГД с резиновой изоляцией длиной не менее 3м сечением от 16 до 70мм2 Длина кабеля не более 30-40м.
- < Виды сварных соединений и швов - Ручная электро-дуговая сварка
- Электроды для ручной дуговой сварки. Конспект РДС >
weldzone.info
Установки для механизированной дуговой сварки
Устройство, состоящее из источника питания, сварочного аппарата или машины для сварки и механизированного вспомогательного оборудования, называется сварочной установкой.
Сварочный аппарат представляет собой конструктивное объединение сварочной головки с механизмом ее перемещения вдоль шва, механизмами установочных перемещений, устройством для подачи флюса или защитного газа, катушками или кассетами для проволоки, пультами управления и другими устройствами. Если сварочный аппарат перемещается в процессе сварки механизированным способом относительно изделия, то он называется сварочным автоматом.
Рис. 1. Схема установки для выполнения автоматической сваркой под флюсом продольных и кольцевых швов: 1 — источник питания, 2 — шкаф управления, 3 — флюсовая аппаратура, 4 — сварочный автомат, 5 — приспоссбление для вращения изделия, 6 — устройство для кгепления и перемещения сварочного автомата, 7 — провода управлешш, 8 — провода для подвода сварочного токаСварочная головка — это электромеханическое устройство, осуществляющее подачу в зону дуги плавящегося электрода, подвод к нему сварочного тока, поддержание устойчивого дугового процесса, а также прекращение процесса сварки. Сварочная головка может перемещаться по специальному пути, обычно по направляющим рельсам, или непосредственно по изделию. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения над свариваемым изделием, головка называется самоходной. Сварочная головка, неподвижно закрепленная на стенде над свариваемым изделием называется подвесной. В подвесных головках отсутствует механизм перемещения самой головки, обычно относительно дуги перемещается изделие с помощью вспомогательного механизма, или стенда, на котором неподвижно закреплена головка.
Переносной сварочный аппарат (автомат) для дуговой сварки с самоходной тележкой, которая перемещает его вдоль свариваемых кромок по поверхности изделия или по переносному пути, уложенному на изделие, называется сварочным трактором.
Сварочный полуавтомат представляет собой сварочный аппарат с механизированной подачей сварочной проволоки, но перемещаемый в процессе сварки вручную.
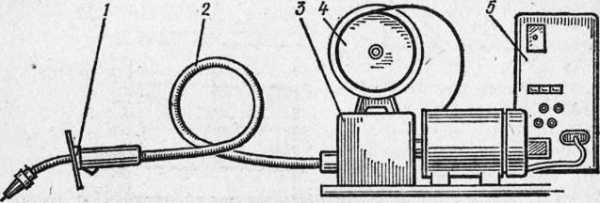
Рис. 2. Полуавтомат для дуговой сварки: 1— горелка, 2 — гибкий шланг, 3 — подающий механизм, 4 — кассета с проволокой, 5 — шкаф управления
Полуавтоматы подразделяют на стационарные, где все части аппарата смонтированы в одном корнусе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные с максимальным облегчением механизма подачи и катушки с проволокой; ранцевые — с размещением механизма подачи с катушкой за спиной сварщика для сварки в монтажных условиях; специализированные.
По принципу подачи сварочной проволоки в зону сварки сварочные аппараты можно разделить на две группы: – автоматы и полуавтоматы с постоянной скоростью подачи, в которых заложен принцип саморегулирования; – автоматы и полуавтоматы с регулируемой скоростью подачи сварочной проволоки, в которых кроме саморегулирования используют автоматические регуляторы для поддержания неизменной длины дуги.
Основные преимущества механизированной сварки по сравнению с ручной — повышение производительности, улучшение качества шва, облегчение труда сварщику.
Читать далее:
Ручная дуговая сварка плавящимся электродом
Статьи по теме:
pereosnastka.ru
Ручная дуговая сварка - видео и принцип работы сварочного аппарата
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.

Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.

В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.

Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.

Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru





Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






