Большая Энциклопедия Нефти и Газа. Устройство магнитной плиты
Электромагнитная плита - Большая Энциклопедия Нефти и Газа, статья, страница 3
Электромагнитная плита
Cтраница 3
Кроме электромагнитных плит, на шлифовальных станках применяют магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. [31]
Кроме электромагнитных плит на шлифовальных станках применяются магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. [32]
В электромагнитных плитах для тяжелых работ сердечники закрепляются в корпусе плиты путем сварки. На этот сердечник надевается одна общая катушка с электрообмоткой. Полюса закреплены в крышке плиты посредством заливки немагнитным металлом. Нижние концы полюсов прижимаются к сердечнику. [33]
В электромагнитных плитах для тяжелых работ сердечники закрепляются в корпусе плиты путем сварки. На этот сердечник надевается одна общая катушка с электрообмоткой. Полюса закреплены в крышке ллиты посредством заливки немагнитным металлом. Нижние концы полюсов прижимаются к сердечнику. [34]
При работе электромагнитная плита нагревается, во время выключения - охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом. [36]
Для питания электромагнитных плит необходим постоянный ток, поэтому в станках предусмотрены генераторы, преобразующие переменный ток в постоянный. [37]
При сборке электромагнитной плиты необходимо, чтобы вставки верхней плиты соприкасались с полюсами сердечников без зазора и как бы были их продолжением. Для выполнения этой задачи обычно поверхность корпуса вместе с выступающими полюсами сердечников шлифуют в собранном виде, сторону верхней плиты, обращенную к полюсам, также шлифуют вместе с запаянными вставками. [38]
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты. [39]
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов. [40]
Если на электромагнитную плиту поставить обрабатываемую деталь 4 и включить плиту в сеть ( обычно постоянного тока), то она, намагнитившись, будет прочно удерживать деталь. Чтобы снять деталь, через обмотки плиты пропускают ток обратного направления. Зто устраняет удерживающие силы остаточного магнетизма и и облегчает снятие детали. [41]
Наряду с электромагнитными плитами, предназначенными для плоскошлифовальных станков с прямоугольным столом, часто применяются вращающиеся электромагнитные столы. Их конструкция зависит от способа загрузки станка обрабатываемыми изделиями. [43]
Станки с электромагнитными плитами должны быть оборудованы блокирующими устройствами, останавливающими стол и шлифовальный круг при прекращении подачи электроэнергии на плиту. [44]
Наибольшее распространение получили электромагнитные плиты, устройство которых основано на следующем принципе. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Плиты магнитные и электромагнитные
М А Г Н И Т Н А Я П Л И Т А
ОБЩИЕ СВЕДЕНИЯ
Предприятие изготовитель гарантирует безотказную работу плит только при условии тщательного выполнения всех правил транспортирования, хранения и эксплуатации, изложенных в настоящем техническом описании в инструкции по эксплуатации.
Поверхность трения между блоком и зеркалом смазывается тонким слоем (0,2 - 0,3мм) смазки АМС-3 ГОСТ 2712-75.
Смазка производится по мере необходимости, но не реже одного раза в год.
Техническое обслуживание плиты должно производиться в чистом сухом помещении после тщательной очистки плиты от металлической стружки и пыли.
Для удаления консервационной смазки плиту необходимо протереть бязью, смоченной уайт-спиритом или бензином, а затем вытереть бязью насухо.
При необходимости консервации плиты на ее поверхности, незащищенные лакокрасочными покрытиями, наносится тонкий слой (1 – 2мм) консервационной смазки АМС-3 без подогрева ГОСТ 2712-75.
ПОРЯДОК УСТАНОВКИ
· При расконсервации необходимо снять защитный слой смазки. Затем эти поверхности протереть сухой ветошью.
· Место установки (стол станка), а также опорная поверхность плиты должна быть тщательно очищены.
· Перед монтажом необходимо проверить не повреждена ли плита при транспортировании и не ослаблены ли винты, крепящие зеркало плиты к корпусу.
· Установить плиту на подготовленные поверхности.
· Плиты крепятся к столу станка соответственно прихватами, болтами М14 и М18 и иными приспособлениями, используя для этого специальные пазы в корпусе плиты.
ПОДГОТОВКА К РАБОТЕ
Плита рассчитана на эксплуатацию в обычных цеховых условиях.
Установку плит массой более 30 кг производить при помощи рым-болтов, предусмотренных конструкцией.
Плоскость зеркала плит должна быть параллельна основанию (плоскости стола станка) с точностью не менее 0,01мм на 300мм длины. Доводка до указанной точности производится периодической шлифовкой зеркала (после закрепления плиты на столе станка). Отклонения допускаются только в сторону вогнутости.
Рукоятка при включении и выключении должна поворачиваться до строго фиксированных положений.
Перед включением станка с установленной на нем плитой следует проверить наличие и закрепление планок ограждения на боковых поверхностях плиты.
При установке детали пользуйтесь упорами.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
Не закрепляйте детали сложной конфигурации и детали с малой базой поверхностью без добавочных приспособлений.
При эксплуатации оберегайте плиту от ударов.
Не допускайте на рабочей поверхности наличия стружки, забоин, пятен масла и ржавчины.
Зона притяжения деталей расположена в площади полюсов.
Рабочая поверхность плиты должна иметь шероховатость не ниже Ra 1,25.
Запрещается установка заготовок на включенную плиту во избежание защемления.
Во избежание возможных срывов обрабатываемых деталей предусмотрены упорные планки. Обработка деталей размерами менее межполюсного расстояния и на крайних полюсах не допускается.
При работе с магнитной плитой приборы, часы и другие механизмы нужно предохранять от воздействия магнитного поля плиты.
Зона притяжения деталей расположена в площади полюсов.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Плита при транспортировке, установке и эксплуатации не должна подвергаться ударам.
После окончания работы плиту очистить от пыли и загрязнений, вытереть насухо зеркало.
После года эксплуатации плиту надо разобрать и очистить поверхности между блоками от грязи, потом смазать их тонким слоем смазки и опять обработать. При этом следует исключить попадание между блоками посторонних частиц.
ПРАВИЛА ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ
Перевозка упакованных плит производится любым видом транспорта в условиях, исключающих возможность непосредственного воздействия атмосферных осадков, агрессивных сред и механических повреждений.
Рабочие поверхности плит должны быть покрыты обильным слоем антикоррозийной смазки.
Плиты должны храниться в закрытом вентилируемом помещении при температуре не ниже +50С, относительной влажности не более 80% и при отсутствии в окружающей среде примесей вредно действующих на материал плит.
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
|
Наименование неисправности, внешнее проявление |
Вероятная причина |
Метод устранения |
|
Заедание магнитного блока. Невозможность включить или выключить плиту. |
Отсутствие смазки между зеркалом и магнитным блоком. |
Тщательно очистить поверхность трения между зеркалом и блоком и смазать смазкой АМС-3. |
|
Слишком большой остаточный магнетизм. Трудность съема обрабатываемых деталей после включения. |
Постороннее включение между зеркалом и блоком. |
То же, что и п. 1. |
|
Износ эксцентрика. |
Заменить эксцентрику. | |
|
Износ резиновых упоров. |
Заменить резиновые упоры. |
ЭЛЕКТРОМ А Г Н И Т Н А Я П Л И Т А
НАЗНАЧЕНИЕ ИЗДЕЛИЯ
Электромагнитные плиты являются одним из видов станочных приспособлений.
Плита прямоугольная электромагнитная предназначена для закрепления изделий из ферромагнитных материалов. Для этого используется энергия электромагнитного поля.
Плита применяется на операциях чернового и чистового шлифования на общемашиностроительных режимах резания с применением охлаждающей жидкости и без нее.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
· Плиты изготавливаются в соответствии с требованиями настоящего стандарта, ГОСТ 7599, ГОСТ 15150, ГОСТ 15965 по техническим условиям и рабочим чертежам.
· При необходимости увеличения рабочей поверхности прямоугольных плит допускается их стыковка.
· Электромагнитные плиты по количеству типов и основным техническим данным соответствуют таблице:
· Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали с шагом 10 мм, снижения силы притяжения не менее 1,0 кгс/см2.
· Удельная сила притяжения проверяется испытательным образцом Ø 70 мм и высота 40 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали с шагом 10 мм, снижения силы притяжения не менее 1,0 кгс/см2.
· Удельная сила притяжения проверяется испытательным образцом Ø 30 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали с шагом 10 мм, снижения силы притяжения не менее 1,0 кгс/см2.
· Удельная сила притяжения проверяется испытательным образцом Ø 40 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали с шагом 10 мм, снижения силы притяжения не менее 1,0 кгс/см2.
Род тока для всех типоразмеров электромагнитных плит - постоянный.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Электромагнитная плита состоит из следующих основных частей: корпуса; полюсов; катушек; основания и выводной коробки.
Корпус выполняется цельнолитым. В днище корпуса профрезерованы сквозные пазы, в которые вставляются полюса. Для обеспечения магнитных свойств, водонепроницаемости при шлифовании с охлаждающей жидкостью и удержания полюсов в днище корпуса промежутки между корпусом и полюсом заполняют свинцово-сурьмянистым сплавом.
На полюса одевают катушки, которые соединяют между собой в электрическую цепь и концы цепи подводят в выводную коробку. Для обеспечения герметичности конструкции полость корпуса заливают битумной массой и закрывают основанием, которое прикрепляется к корпусу при помощи винтов.
От выводной коробки к станку подходит кабель для подачи электрического тока. Для питания электромагнитной плиты используется постоянный ток напряжением 110В.
ПОРЯДОК УСТАНОВКИ
Транспортировка электромагнитной плиты должна обеспечивать сохранность плиты от повреждений и атмосферных осадков.
При расконсервации необходимо снять защитный слой смазки, поверхности протереть сухой ветошью.
Плита должна быть постоянно закреплена за определенным станком и надежно укреплена на столе станка с помощью четырех прихватов.
Выводной кабель подсоединить к специальному разъему электрооборудования станка.
ПОДГОТОВКА К РАБОТЕ
· Перед первоначальным пуском и началом работы рабочий обязан:
· Проверить надежность крепления плиты к станку.
· Проверить надежность крепления упорных планок к плите.
· Проверить отсутствие механических повреждений и надежность крепления кабеля электропитания.
· Проверить намагничивание плиты при включении с помощью контрольной детали (деталь должна надежно удерживаться на плите).
· Проверить размагничивание плиты после включения плиты (деталь должна легко сниматься с плиты).
· Проверить надежность заземления.
ПОРЯДОК РАБОТЫ
Перед каждой установкой деталей на плиту необходимо:
Очистить рабочую поверхность плиты от грязи масла ветошью. Рабочая поверхность не должна иметь вмятин, заусенцев, ржавых участков и других поверхностных дефектов.
Очистить опорную поверхность обрабатываемой детали от заусенцев, ржавчины и окалины.
Установить детали на плите вплотную друг к другу, используя при необходимости упорные планки.
Проверить качество прилегания деталей к плите (отсутствие качания и так далее).
Включить плиту, проверить надежность притяжения деталей.
После завершения обработки деталей необходимо:
Выключить плиту.
Снять детали с плиты. Не рекомендуется съем стягиванием во избежание быстрого износа рабочей поверхности.
Подготовить плиту для установки следующей партии деталей.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Необходимо обеспечить исправную работу всех механизмов и безопасную эксплуатацию.
Производить проверку наличия силы притяжения технического состояния рабочей поверхности и элементов крепления ежедневно путем внешнего осмотра и рабочего опробования.
Шлифовать рабочую поверхность плиты по мере ее износа с точностью, определяемой характером производимым на ней работ.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Завод-изготовитель гарантирует соответствие электромагнитной плиты требования конструкторской документации при соблюдении потребителем условий эксплуатации, транспортирования, хранения и упаковке.
uraltoptrade.ru
На главную |
Общие сведения: Предприятие изготовитель гарантирует безотказную работу плит только при условии тщательного выполнения всех правил транспортирования, хранения и эксплуатации, изложенных в настоящем техническом описании в инструкции по эксплуатации. Поверхность трения между блоком и зеркалом смазывается тонким слоем (0,2 - 0,3мм) смазки АМС-3 ГОСТ 2712-75. Смазка производится по мере необходимости, но не реже одного раза в год. Техническое обслуживание плиты должно производиться в чистом сухом помещении после тщательной очистки плиты от металлической стружки и пыли. Для удаления консервационной смазки плиту необходимо протереть бязью, смоченной уайт-спитиром или бензином, а затем вытереть бязью насухо. При необходимости консервации плиты на ее поверхности, незащищенные лакокрасочными покрытиями, наносится тонкий слой (1 – 2мм) консервационной смазки АМС-3 без подогрева ГОСТ 2712-75. Порядок установки: - При расконсервации необходимо снять защитный слой смазки. Затем эти поверхности протереть сухой ветошью. - Место установки (стол станка), а также опорная поверхность плиты должна быть тщательно очищены. - Перед монтажом необходимо проверить не повреждена ли плита при транспортировании и не ослаблены ли винты, крепящие зеркало плиты к корпусу. - Установить плиту на подготовленные поверхности. - Плиты крепятся к столу станка соответственно прихватами, болтами М14 и М18 и иными приспособлениями, используя для этого специальные пазы в корпусе плиты. Подготовка к работе: Установку плит массой более 30 кг производить при помощи рым-болтов, предусмотренных конструкцией. Плоскость зеркала плит должна быть параллельна основанию (плоскости стола станка) с точностью не менее 0,01мм на 300мм длины. Доводка до указанной точности производится периодической шлифовкой зеркала (после закрепления плиты на столе станка). Отклонения допускаются только в сторону вогнутости. Рукоятка при включении и выключении должна поворачиваться до строго фиксированных положений. Перед включением станка с установленной на нем плитой следует проверить наличие и закрепление планок ограждения на боковых поверхностях плиты. При установке детали пользуйтесь упорами. Требования безопасности: - - Не закрепляйте детали сложной конфигурации и детали с малой базой поверхностью без добавочных приспособлений. - При эксплуатации оберегайте плиту от ударов. - Не допускайте на рабочей поверхности наличия стружки, забоин, пятен масла и ржавчины. - Зона притяжения деталей расположена в площади полюсов. - Рабочая поверхность плиты должна иметь шероховатость не ниже Ra 1,25. - Запрещается установка заготовок на включенную плиту во избежание защемления. - Во избежание возможных срывов обрабатываемых деталей предусмотрены упорные планки. Обработка деталей размерами менее межполюсного расстояния и на крайних полюсах не допускается. - При работе с магнитной плитой приборы, часы и другие механизмы нужно предохранять от воздействия магнитного поля плиты. - Зона притяжения деталей расположена в площади полюсов. |
kruizremont.narod.ru
Магнитная плита - Большая Энциклопедия Нефти и Газа, статья, страница 1
Магнитная плита
Cтраница 1
Магнитные плиты применяют на плоскошлифовальных станках; они являются очень эффективным средством закрепления заготовок. Плита неподвижно установлена на столе 9 станка и с помощью магнитов ( постоянных или электромагнитов) прочно удерживает заготовки. Для достижения наилучшего результата зажима необходимо, чтобы полюсные наконечники находились в одной плоскости и были разделены бронзовыми прокладками. Обмотки катушек электромагнитов питаются постоянным током от селеновых выпрямителей. [2]
Магнитные плиты на оксидно-бариевых магнитах способны развивать значительные усилия притяжения ( до 8 - 9 кГ на 1 см опорной поверхности детали), позволяющие применять их при весьма интенсивных режимах резания. Так, например, на ленинградском заводе Русский дизель фрезерование стальных заглушек ( из листового материала), закрепленных на магнитной плите, осуществляется фрезерной головкой D 450 мм при t 5н - 7 мм и SM 450 - М80 мм / мин. До применения магнитной плиты детали выверялись при установке и закреплялись в течение 14 - 17 мин; установка их на магнитной плите занимает всего лишь 0 8 мин. [4]
Магнитные плиты представляют собой приспособления для крепления заготовок при помощи магнитных сил. Эти плиты имеют набор постоянных магнитов. При замыкании магнитов закрепляемой заготовкой она удерживается, а при замыкании железными пластинами плиты, изолированными друг от друга, заготовка освобождается. [6]
Магнитные плиты в отличие от электромагнитных не нуждаются в питании от источников энергии. Полюсами в них являются постоянные магниты из никель-алюминиевого сплава, намагниченные на специальных электрических установках. Магнитные плиты, как правило, притягивают заготовки слабее, чем электромагнитные. [8]
Магнитная плита представляет собой корпус 4 ( рис. 153, а), установленный на нижней стальной плите 5, в верхней стальной плите 3 установлены полюсные вставки 2, изолированные от плиты прослойками / из немагнитного металла. [10]
Магнитные плиты с постоянными магнитами ( рис. 40, б) не требуют специальных установок для питания электротоком. Верхняя часть плиты состоит из стальных пластин 6 и 7 с немагнитными прослойками 8 между ними. [12]
Нестандартные магнитные плиты выпускаются по ТУ соответствующих предприятий. [13]
Магнитные плиты серии ПМ имеют следующие преимущества перед электромагнитными плитами серии ЭП: значительно большая долговечность и надежность в работе; почти в два раза большее усилие притяжения; значительно большая жесткость; отсутствие температурных деформаций; не требуется источника постоянного тока; меньше расходы на эксплуатацию и ремонт. [14]
Магнитная плита описанного прибора притягивает как различные обработанные детали, так и отливки из чугуна и стали весом до 30 кг. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Магнитная плита
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Соеетскик
Социалистическик
Республик
742102 (61) Дополнительное к авт. свид-ву— (22) Заявлено 220378 (21) 2592592/25-08 (51) М. Кт.
В 23 0 3/15 с присоединением заявки ¹
Государственный комитет
СССР но делам изобретений и открытий (23) Приоритет—
Опубликовано 25.0680.Бюллетень Ко. 23
Дата опубликования описания 250680 (5З)ПЖ 621.9.229..323(088.8) (72) Авторы изобретения
A.Ì.Õàðèòoíoâ, В.С.Черняк и tO.Ì.Ñòóñoâ
Ордена Трудового Красного Знамени экспериментальный научно-исследовательский (71) Заявитель институт металлорежущих станков (54) МАГНИТНАЯ ПЛИТА
Изобретение относится к машиностроению и может использоваться при обработке металлов и в других технологических процессах, где требуется закрепление изделий из ферромагнитных материалов.
Известна магнитная плита, содержащая корпус, неподвижный и подвижный блоки постоянных магнитов, меха- 10 низм включения плиты с рукояткой на конце эксцентрикового вала, выходящего на боковую сторону корпуса.При повороте рукоятки ближайший к ней край подвижного блока отрывается от 15 неподвижного, затем весь подвижный блок перемещается и опять касается неподвижного. Отжим осуществляется в продольном направлении минимальной жесткости подвижного блока, так как 20 каждый блок состоит из поперечно расположенных чередующихся стальных сердечников и магнитов, скрепленных немагнитным связующим веществом. В результате этого подвижный блок 25 изгибается по кривой линии относительно сопряженной поверхности неподвижного блока, контакт с которым происходит на значительной части поверхности, что вызывает большую силу трения при перемещении и соответственно усилие включения на рукоятке (1) .
Такой механизм применим только на плитах сравнительно малых размеров.
Кроме того, участок, расположенный над механизмом включения, является нерабочим, что уменьшает рабочую поверхность плиты.
Цель изобретения — улучшение эксплуатационных качеств по сравнению с известной плитой. Это достиГается тем, что эксцентриковый вал шарнирно связан с концом двуплечего рычага, ось поворота которого закреплена на подвижном блоке, а другой его конец контактирует с нижней поверхностью неподвижного блока и выполнен по радиусу, обеспечивающему качение рычага по неподвижному блоку при перемещении подвижного.
Иа фиr.1 показана плита, продольный разрез; на фиг.2 — вид сверху; на фиг.3 — разрез A-A на фиг.1; на фиг.4 — вид В на фиг.3.
Магнитная плита состоит из неподвижного блока магнитов 1, на наружной поверхности которого установлена заготовка 2, корпуса 3 короб742102
15
35
Формула изобретения
d0
65 чатого сечения и подвижного блока магнитов 4. Блоки 1 и 4 набраны из чередующихся стальных сердечников 5 и постоянных магнитов 6. Каждая пара магнитов прилегает к расположенному между ними сердечнику 5 своими одноименными полюсами так, что на рабочей поверхности блоков получаются чередугощиеся разноименнополюсные сердечники, магнитный поток которых замыкается через заготовку 2 и сердечники 5 блока 4. Магниты 6 и сердечники 5 скрепляются немагяитным связующим веществом 7. Блок 1 крепится к корпусу 3 болтами 8. Рукоятка 9 закреплена на валу 10 с эксцентрично расположенным на его торце пальцем 11, входящим в отверстие на конце двуплечего рычага 12, ось поворота которого 13 закреплена на подвижном блоке. 4. Другим концом, выполненным по радиусу 14, рычаг 12 контактирует с твердой подкладкой 15, жестко закрепленной на блоке 1 на немагнитной прокладке 16.
На нижней поверхности блока 4 выполнена, смещенная к противоположной стороне по отношению к рукоятке 9, продольная канавка 17, в которую входят направляющие 18, закрепленные в корпусе 3..
Плита работает следующим образом.
По окончании обработки заготовки
2 поворачивают рукоятку 9 против часовой стрелки на 180 . При этом палец 11 перемещает конец рычага 12, поворачивая последний вокруг оси 13.
Второй конец рычага 12 своей поверхностью 14 катится по подкладке 15, отжимая блок 4 одной стороной от блока 1. При этом образуется клиновой воздушный зазор, уменыаающий магнитное притяжение между блоками 1 и 4 и, следовательно, уменьшающий силу трения, так как контакт между поверхностями блоков 1 и 4 происходит по линии кромки блока 4. Наибольший отжим блока 4 A возникает при вертикальном положении рукоятки 9. По окончании поворота рукоятки 9 рычаг 12 ложится на подкладку 15, фиксируя положение блока 4. При этом совпадают разноименные полюсы блоков 1 и 4 и магнитный поток на рабочей поверхности блока 1 снижается до нуля, так как полностью компенсируется потоком между блоками внутри плиты, и заготовка легко снимается с плиты.
Включение плиты производится в обратной последовательности.
В положении "Выключено" сила магнитного притяжения между блоками 1 и
4 максимальна. Соотношение плеч Ярычага 12 в начале движения болыие двух и увеличивается при дальнейшем повороте рукоятки 9, тем самым уменьшается усилие. на этой рукоятке. Для уменьшения трения рычага 12 о подкладку 15 на перемещении в половину шака, т. е.до момента на .=-ла сс ладения одноименных полюсов, рычаг катится своей цилиндрической поверхностью
14 радиуса R по подкладке 15. Радиус
R поверхности 14 рычага 12 определяется из условия качения
Rd,- =—
2 где Ы вЂ” максимальный угол поворота рычага 12 в радианах; полюсный шаг плиты, мм
1=4/2М ..
На второй половине перемещения блока 4 рычаг 12 трется о подкладку
15, так как на этом участке сила магнитного притяжения уменьшается, уменьшается и сила трения. После включения плиты совпадают одноименные полюсы блоков 1 и 4, магнитный поток на поверхности плиты имеет наибольшее значение и заготовка 2 притягивается к плите.
В предлагаемой плите блок 4 отжимается от блока 1 только со стороны рукоятки 9 и между ними образуется клиновидный зазор, уменьшающий их взаимное притяжение. Наибольшая величина зазора получается при вертикальном положении рукоятки 9. Так как отрыв блока 4 осуществляется в направлении его максимальной жесткости, он не изгибается и контакт между блоками происходит только по линии кромки блока 4. При включении и выключении плиты рычаг 12 ложится на подкладку 15 и точно фиксирует блок
4 в обоих крайних положениях. Для компенсации перекоса при отрыве блока 4 ось 13 сделана сферической.Благодаря наличию направляющих 18, входящих в канавку 17 предотвращается перекос блока 4 при его перемещении.
Предлагаемая плита позволяет снизить усилие включения примерно на
30-40% по сравнению с выпускаемыми в СССР плитами, увеличивает рабочую поверхность на 15-20% и уменьшает рабочую зону плиты примерно на 30%.
Изобретение относится к магнитным плитам средних размеров (не более 200х800 мм) с полюсным шагом цо 20мм, Магнитная плита, в корпусе которой смонтированы неподвижный и подвижный блоки постоянных магнитов, снабженная механизмом включения с эксцентриковым валом, несущим рукоятку, выходящую в середину боковой стороны корпуса,отличающаяся тем, что, с целью улучшения эксплуатационных качеств, механизм включения выполнен в виде двуплечего рычага, одно плечо которого шарнирно связано с эксцентриковым валом, вто742102 рое плечо снабжено радиусным участком,контактирующим с поверхностью неподвижного блока, а ось поворота рычага закреплена на подвижном блоке, Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
9 559807, кл. В 23 Q 3/15, 1977.
742102
Составитель М. Климовская
Редактор А.Федькина Техред Ж. Кастелевич Корректор М. Вигула
Заказ 3566/4 Тираж 1160 Подписное
ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП "Патент", r.Óæãopoä, ул.Проектная,4
www.findpatent.ru
Плиты с постоянными магнитами - Энциклопедия по машиностроению XXL
Магнитные плиты (см. табл. 7а). Плиты бывают электромагнитные с выводной коробкой на продольной грани а или на поперечной грани б и магнитные. Плиты с постоянными магнитами удобнее и проще в управлении и эксплуатации, чем электромагнитные. [c.84] Для крепления планок, линеек и других плоскостных деталей успешно применяются также магнитные плиты с постоянными магнитами. [c.320]На рис. V.34, б дана схема магнитной прямоугольной плиты с постоянными магнитами. Такая плита состоит из корпуса 10, верхней плиты 8, нижней плиты 11, магнитного блока, упорных планок 9 и устройства для перемещения блока в корпусе. Магнитный блок состоит из ряда постоянных магнитов 4, чередующихся с рядом пластин 5, и диамагнитных прокладок 6, скрепленных двумя шпильками 7. Диамагнитные прокладки 6 изготовляют из латуни, а пластины 5 — из железа Армко, имеющего большую магнитную проницаемость. В фасонные пазы верхней плиты 8 впаяны вставки 1 из железа Армко, изолированные немагнитными прокладками 2. [c.125]
| Рис. 17. Устройство плиты с постоянными магнитами из магнитотвердого феррита 5 - 8835 | 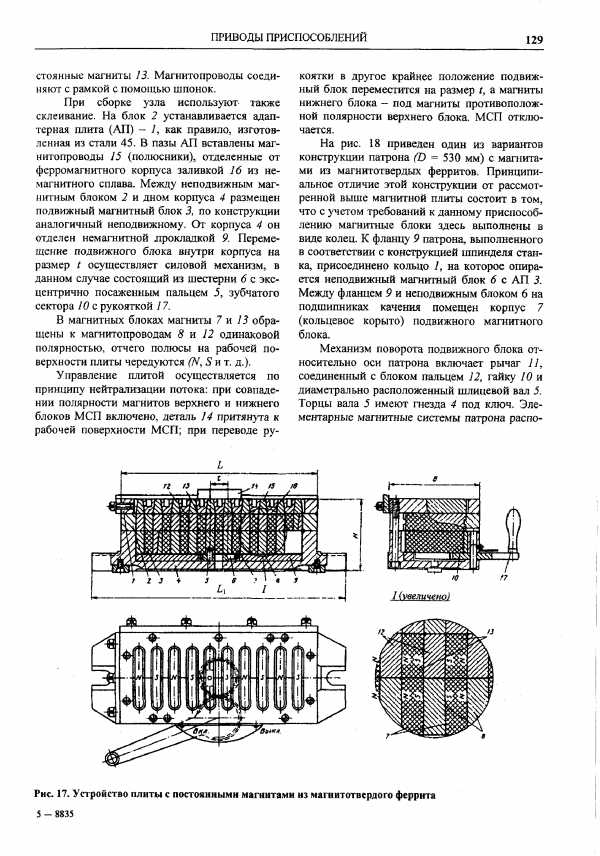 |
Плиты с постоянными магнитами 129-131 - Управление плитой 129 [c.934]
Магнитные приспособления выполняют в виде электромагнитных плит и плит с постоянными магнитами, а также в виде патронов. [c.447]
Плиты с постоянными магнитами, изготовленными на основе магнитотвердых ферритов, выпускают по ГОСТ 16528 — 81 в двух исполнениях они предназначены для закрепления ферромагнитных заготовок в основном при выполнении плоскошлифовальных опера- [c.96]
Плиты с постоянными магнитами 94, 96, 97 -Управление плитой 95 [c.491]
Магнитные плиты. Кроме электромагнитных плит, на шлифовальных станках применяют магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. Однако, как правило, сила их притяжения слабее силы притяжения электромагнитных плит. [c.85]
Плиты с постоянными магнитами [c.70]
Плиты с постоянными магнитами (магнитные плиты), изготовленными из магнитных сплавов, более удобны в работе, так как не зависят от внешних источников электрического тока и более долговечны. Плиты с постоянными магнитами из сплавов алнико и магнико развивают отрывную силу даже большую, чем электромагнитные. [c.20]
На рис. 41 изображена магнитная плита с постоянными магнитами, применяемая на ряде ленинградских заводов. Она имеет чугунное коробчатой формы основание, в котором размещены подвижный и неподвижный силовые блоки. При повороте рукоятки на 180° подвижный блок с помощью специального механизма перемещается так, что магнитный поток проходит через деталь и закрепляет ее на верхней части приспособления — адаптер ной плите. Для освобождения детали следует вновь повернуть рукоятку в исходное положение. [c.224]
Магнитная плита с постоянными магнитами (фиг. 129) предназначена для разметки мелких деталей из ферромагнитных металлов и позволяет наносить на них линии, расположенные под углом 90°. [c.201]X Плита с постоянным магнитом [c.317]
| Рис. 135. Общий вид плиты с постоянными магнитами. |  |
| Рис. 153. Плиты с постоянными магнитами. Положение блока магнитов |  |
Для легких работ применяют также плиты с постоянными магнитами. На этих плитах имеется рукоятка для выключения и включения плиты. Посредством этой рукоятки магниты перемещаются в продольном направлении. При выключенной плите магниты оказываются замкнутыми и тогда можно снимать и устанавливать обрабатываемые [c.168]
Рис, 40. Электромагнитная плита (а) и плита с постоянным магнитом (б) [c.90]
Магнитные плиты с постоянными магнитами (рис. 40, б] не требуют специальных установок для питания электротоком. Верхняя часть плиты состоит из стальных пластин 6 и 7 с немагнитными прослойками 8 между ними. Сильные постоянные магниты 9 можно перемещать рукояткой 10, замыкая магнитные силовые линии на железные пластины или закрепляемую заготовку. [c.91]
Плиты могут быть снабжены и постоянными магнитами Преимущество плит с постоянными магнитами перед электромагнитными заключается в том, что не требуется специальных преобразователей переменного тока в постоянный, т. е. вообще не нужен [c.129]
В последнее время применяют плиты с постоянными магнитами, магнитные свойства которых возбуждают подачей в катушки сильных импульсов постоянного тока. В этих плитах нет движущихся частей, а ток питания при работе отключен. Размагничивание достигается подачей в катушки убывающего до нуля переменного тока. Плиты с постоянными электромагнитами обеспечивают давление на рабочих поверхностях до 0,8 МПа. [c.137]
Термически обработанные калибры затем шлифуют и полируют. На плоскошлифовальном станке производится шлифование боковых плоскостей, подошвы и пазов калибров. Станок имеет плиту с постоянным магнитом, с помощью которого калибр удерживается на плите при шлифовании боковых -плоскостей и пазов калибров. При шлифовании подошвы, а также пазов калибров применяют упоры и приспособления. По окружности калибры шлифуют на круглошлифовальном станке. Для шлифования применяют шлифовальные круги из электрокорунда на керамической связке. [c.112]
На рис. VI.25, а показан патрон с постоянным магнитом и наружным диаметром 265 мм. Патрон имеет корпус 8 из силумина, верхнюю Им нижнюю 14 плиты. В корпусе размеш,ается магнитный блок, состоящий из цилиндрических постоянных магнитов 6 и пластин 7 из железа Армко, залитых эпоксидным клеем. Магнитный блок смонтирован на промежуточной плите 16, на которой закреплены крайние пластины 5 и 12 магнитного блока. В пластине 5 закреплена гайка 4 с внутренней трапецеидальной резьбой, а с гайкой связан винт 2, вращающийся в двух бронзовых втулках 3, установленных в корпусе патрона. Винт 2 имеет цилиндрический буртик, который не дает ему перемет,аться в осевом направлении. При вращении торцовым ключом 1 гайка 4 с пластиной 5 и магнит- [c.168]
В последнее время стали применяться плиты и патроны с постоянными магнитами, не требующие подводки тока. [c.130]
Изделия, изготовляемые на специализированных заводах, включены в каталог-справочник в следующей номенклатуре виброизолирующие опоры и коврики, электровибрационные бункеры, механизированные патроны с электро-, пневмо- и гидроприводом, цилиндры пневматические, вращающиеся для привода патронов и универсальных приспособлений, патроны магнитные с постоянными магнитами, патроны токарные всех типов и норм точности, центра вращающиеся для токарных работ с различными насадками, плиты магнитные с постоянными магнитами и наладками к ним, тиски ста- [c.3]
По сравнению с электромагнитными приспособлениями плиты и патроны с постоянными магнитами имеют следующие преимущества [c.397]
Повысившиеся за последнее время требования к точности обработки деталей не обеспечиваются при применении электромагнитных плит, так как в процессе работы плиты нагреваются, что приводит к разбросу размеров обработанных деталей до 0,015 мм. Плиты же с постоянным магнитом не обеспечивают достаточно надежного зажима, что не позволяет работать на производительных режимах. [c.295]
Для устранения этих недостатков применяют комбинированные плиты с импульсными магнитами. Такая плита работает как постоянный магнит, электромагнит периодически включается и выключается, что обеспечивает увеличение силы притяжения и не нагревает плиту. [c.295]
Устройства с постоянными магнитами. Принцип работы устройств с постоянными магнитами заключается в использовании магнитного силового потока, создаваемого постоянными магнитами. На рис. 153 показана схема устройства плоской магнитной плиты, применяемой для крепления деталей при их обработке на различных [c.278]
Приспособления с постоянными магнитами имеют перед электромагнитными приспособлениями следующие преимущества не требуется наличие источника постоянного тока для питания плиты надежность в работе в 3-4 раза больше, чем электромагнитных жесткость плиты почти в 2 раза больше жесткости электромагнитной толшина плиты более чем в 2 раза больше, чем электромагнитной, следовательно, допускает гораздо большее количество перешлифовок большая [c.521]
В настоящее время применяют плиты с постоянными магнитами, магнитные свойства которых возбуждаются подачей в катушки сильных импульсов постоянного тока. Эти плиты не имеют движу-ш,ихся узлов, а ток питания при работе отключен. Размагничивание получается за счет подачи в катушки убываюш,его до нуля переменного тока. Плиты с постоянными магнитами обеспечивают удерживающую силу до 1,5 МПа (15 кгс/см ), такую же, как и электромагнитные приспособления. [c.127]
Для сверлильных, фрезерных, строгальных и плоскошлифовальных комплектов групповых приспособлений применяют быс-троналаживаемые плиты с пневмозажимом, гидрофицированные тиски со сменными губками и вкладышами, гидрофицированные подвижные губки со встроенным гидроцилиндром, магнитную плиту (с постоянными магнитами и электромагнитами), самоцентрирующие зажимы для обработки поверхностей относительно оси заготовки, плавающий зажим для двухместных приспособлений, многоместную и фиксирующую призмы, клиновые зажимы, универсально-наладочные приспособления со сменными элементами, комплекты столов-спутников (в том числе и для деталей типа фланцев). [c.650]
В зависимости от источника зажима магнитные приспособления могут быть двух видов электромагнитные (с питанием от электрода через намагничивающую катущку) и с постоянными магнитами (автономного действия), допускающими намагничивание один раз в течение нескольких лет. Электромагнитные приспособления (плиты) рекомендуются для применения на станках, оснащенных абразивным инструментом, так как, попадая в зону действия электромагнитного поля, стальной инструмент намагничивается, и его режущие свойства снижаются. [c.267]
Приборы типа "наездник" с постоянным магнитом бывают с выключением и без выключения магнитов, могут иметь призму или корпус с плоским основанием стойка и передвижной кронштейн служат для закрепления переходной державки с индикатором. Благодаря магнитным свойствам прибор прочно удерживается на плите, борштанге или эталоне для настройки на размер. Таким образом, руки наладчика осво ждены и он может выполнять все операции по регулированию и настройке инструмента. Приборы с невыключающимися магнитами притягивают к себе металлическую пыль и стружку, загрязняющие базирующие поверхности. Более удобны в эксплуатации приборы с выключающимися магнитами. Точность установки резцов по прибору 0,005 -0,015 мм. [c.578]
Магнитные плиты. На рис. 135 показан общий вид, а на рис. 136 конструкция плиты с постоянными оксиднобариевыми магнитами. Она имеет коробчатой формы чугунное основание 1 (см. рис. 136), в котором размещен подвижный силовой блок 2. Нижняя опорная плоскость подвижного блока отделена от чугунного основания немагнитным слоем 3, уменьшающим утечки магнитного потока через корпус приспособления. Сверху на основании установлены верхний магнитный блок 7, собранный в раме из немагнитного материала, и адаптер-ная плита 6. Все эти узлы соединены между собой [c.201]
mash-xxl.info
Магнитные плиты - Энциклопедия по машиностроению XXL
Для шлифования пластин, торцов колец и подобных тонких деталей используют плоскошлифовальные станки с магнитным столом или с применением магнитных плит, дающие весьма чистую поверхность и высокую точность. [c.271]При базировании одной базой на поверхность магнитной плиты (см. рис. 4.9, а) заготовка лишается трех степеней свободы — перемеще- [c.46]
Стыки сегментов шлифуются на специальном приспособлении, состоящем из корпуса и двух шлифовальных пластин. Сегменты укладываются в корпус таким образом, чтобы концы их располагались на одинаковой высоте от разметочной плиты. Далее для получения взаимозаменяемых сегментов производят разметку, после чего подготовленное приспособление устанавливают на магнитную плиту шлифовального станка и шлифуют одну сторону сегмента. Затем приспособление поворачивают на 60° и шлифуют верхнюю сторону. В результате автоматически получают сегменты с углом 120°. [c.113]Неправильно установлена подача (ручная, автоматическая) Обработанная деталь измерялась в нагретом состоянии Грязь и забоины на поверхности магнитной плиты Выпуклость или вогнутость поверхности магнитной плиты Засаливание шлифовального круга Неправильно выбран шлифовальный круг Неправильно выбран шлифовальный круг Неправильное соотношение между скоростями шлифовального круга и обрабатываемой детали [c.302]
Примечания 1. Установка на магнитной плите не дает [c.218]
Магнитные плиты и столы Шлифование деталей простой конфигурации [c.642]
Базой для обработки при плоском шлифовании является, как правило, поверхность магнитной плиты или стола. Это делает невозможным измерение непосредственно толщины детали, так как ее базовая поверхность недоступна для измерительного наконечника. [c.281]
Детали, предназначенные для обработки, укладываются на движущуюся магнитную плиту в зоне, в которой ток из соответствующего сектора плиты выключен. При дальнейшем вращении плиты подается ток в этот сектор и детали закрепляются на плите. Затем детали проходят под первой шлифовальной бабкой, где с них за один проход снимается черновой припуск. Детали с оставшимся на чистовое шлифование припуском проходят под второй шлифовальной бабкой, на которой за один проход снимается весь чистовой припуск. После этого детали с окончательно обработанной поверхностью и требуемым размером по высоте попадают в зону разгрузки, в которой соответствующий сектор магнитной плиты также обесточивается и детали сходят со станка. [c.285]
Магнитные плиты с постоянным [c.90]
Заточные станки для протяжек. Станки имеют горизонтальное расположение стола с передней и задней бабкой и периодическое перемещение стола вручную или автоматически. Заточка плоских протяжек производится в тисках или на магнитной плите. Шлифовальная бабка имеет поворот в двух плоскостях горизонтальной и вертикальной. Привод децентрализованный. [c.593]
Серьга при обработке плоскости В (см. рис. 18,6) устанавливается одной базой — плоскостью Г. Подобная установка может быть осуществлена на магнитную плиту на плоскошлифовальном станке. Плоскость магнитной плиты, на которую ставится деталь, и выполняет роль постоянной опоры. [c.49]
Втулки ориентируют по внутреннему диаметру и переносят на магнитную плиту при помощи цангового механизма. На магнитной плите укрепляют кондукторные втулки, форму и заливают их компаундом. [c.90]
К устройствам, приводимым в действие от посторонних источников энергии, относятся вакуумные зажимы [11], электромагнитные и. магнитные плиты и патроны, используемые для закреп-лен[1Я заготовок из чугуна и стали [4], а также электромоторные зажимы [4]. [c.487]
Фиг. 85. а — схема электромагнитной плиты I — корпус плиты 2 — сердечник электромагнита 3 — заготовка 4 — плита 5 — полюсы плиты 6— изоляция полюса из немагнитного материала б— схема магнитной плиты / — призматические магниты передвижного магнитного блока 2 — изолирующие пластины магнитов 3 — заготовка 4 — кривошипно-шатунный механизм для передвижения магнитного блока при откреплении заготовки. [c.177]
Шабрить плоскость / клиньев суппортов предварительно по плите на краску. Окончательную пригонку клина производить в сборе с суппортом методом протяжки. Для закрепления клина при шабрении пользоваться указанным здесь приспособлением или магнитной плитой. [c.798]
Магнитные плиты (см. табл. 7а). Плиты бывают электромагнитные с выводной коробкой на продольной грани а или на поперечной грани б и магнитные. Плиты с постоянными магнитами удобнее и проще в управлении и эксплуатации, чем электромагнитные. [c.84]
Магнитные плиты 83 — 84 Материалы для инструментов концентраторов — 412 [c.562]
Модернизация электромагнитного крана. Электромагнит, используемый на некоторых грузоподъемных устройствах, имеет такую мощность, что способен выдержать стальной слиток в несколько тонн. Если же необходимо поднять большое число мелких деталей, для обычного магнитного крана это трудная задача. Конечно можно расширить площадь контактирующей магнитной плиты, но это неудобно и небезопасно. Однако грузоподъемность электромагнитного крана с телескопическим магнитом (подобным складному дорожному стаканчику), имеющим выдвигающиеся вниз полые цилиндры, при подъеме мелких металлических изделий возрастет в несколько раз. [c.84]
На практике наиболее распространены четыре схемы плоского шлифования (рис. 6.87). Шлифуют периферией и торцовой поверхностью круга. Заготовки 2 закрепляют на прямоугольных или круглых столах 1 с помощью магнитных плит, а также в зажимных приспособлениях. Возможно закрепление одной или одновременно многих заготовок. Заготовки размещают на столах, затем включают ток, и они притягиваются к магнитной плите. [c.418]
Магнитные плиты в отличие от электромагнитных не нуждаются в питании от источников энергии. Полюсами в них являются постоянные магниты из никель-алюминиевого сплава, намагниченные на специальных электрических установках. Магнитные плиты, как правило, притягивают заготовки слабее, чем электромагнитные. [c.259]
На рис. 7.10 показан общий вид магнитной плиты. Верхняя часть сделана из железных пластин 7 и 2 с немагнитными прослойками 3 между ними. Сильные постоянные магниты 5 можно перемещать, попеременно замыкая их на железные пластины и на закрепляемую заготовку. Переключение магнитов производят рукояткой 4. Нижнюю часть плиты закрепляют на столе станка разными прихватами и болтами. [c.259]
| Рис. 7.10. Магнитная плита с постоянными магнитами |  |
Особенности наладки плоскошлифовальных станков. Наладку станков с прямоугольным столом и магнитной плитой следует начинать с проверки работы узлов станка, а также с проверки исправности магнитной плиты или приспособления для установки и зажима заготовки. В случае отклонения от плоскостности стола и магнитной плиты их необходимо прошлифовать до требуемого отклонения от плоскостности согласно данным паспорта станка. Далее наладку рекомендуется проводить с учетом следующих особенностей. [c.316]
При использовании магнитной плиты установить на плиту заготовку (заготовки), обеспечив при этом перекрытие каждой заготовкой двух полюсов. Проверить усилие зажима. После установки заготовки, включения электромагнитной плиты и подачи стола шлифовальный круг следует постепенно вводить в соприкосновение с обрабатываемыми заготовками (во избежание его удара). [c.316]
Отклонения от плоскостности и параллельности шлифуемой поверхности базовой плоскости забоины, загрязнения и неровности на поверхности магнитной плиты или заготовки [c.349]
Магнитный стол периодически перешлифовывать, а базовую поверхность заготовки предварительно обрабатывать Тщательно очищать от стружки магнитную плиту и заготовку [c.349]
Плоскошлифовальпая. На магнитной плите. Шлифовать плоскости предварительно и начисто согласно чертежу [c.96]
Большую информацию о кинетике и механизме разрушения образцов при повторно-контактном нагружении дают испытания на установке, представленной на рис. 3.17 [79]. Сущность испытаний заключается в обкатке замкнутого контура из шести образцов стальными закаленными шариками из стали ШХ15. Образцы 2 укладываются в виде шестиугольника на кольцевой зазор магнитной плиты 1 и дополнительно закрепляются механическими упорами во избежание сдвига. На образцах устанавливается нагружающий узел, состоящий из сепаратора 3 с тремя шариками 4 и обоймы 5 упорного подшипника. При вращении обоймы шпинделем 6 сверлильного станка С-25 шарики получают вращательное движение и перемещаются по поверхности образцов. Необходимое контактное давление создается грузом 7. [c.49]
Столы плоскошлифовальных станков и магнитные плиты должны иметь ограждения на случай отлетания деталей. [c.315]
Если необходимо изготовить более сложные кондукторы для сверления большого количества отверстий с различными диаметрами, используют координатноразметочные приспособления с магнитной плитой. Координатно-разметочное приспособление (фиг. 19) дает возможность установить кондукторные втулки по координатам без применения мерных плиток. [c.90]
ЭТИХ приспособлениях требуется дема-гинтизация заготовок. На фиг. 85, а показана схема электромагнитной, а на фиг. 85, 6 — магнитной плиты. [c.177]
Киперпая лента Изоляция катушек, обмотки и нр. На электрическую машину мощностью свыше 30 кет и магнитную плиту 10,0 пог, м. [c.283]
Ограждения и блокировка. Столы и л о с к о ш л и ф) овал ь-ных станков. 1. Столы плоско-шлифювальных станков с непосредственной установкой на них изделий, а также столы с магнитной плитой должны быть снабжены огражденпя.мн на случай срыва деталей. [c.731]
Наиболее характерными источниками значительных магнитных полей в мащиностроении являются магнитные плиты [28] и другие магнитные захватные приспособления кубики, иризмы, основания штативов (ГОСТ 10197—70) для крепления измерительных головок, планшай-бы, патроны, тиски, прихва- [c.146]
Рассмотрим плоскошлифовальный станок с прямоугольным столом общего назначения. Нанаправ-ляющих станины 1 станка (рис. 7.1, а) установлен стол 5, совершающий возвратно-поступательное перемещение от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производится с помощью магнитной плиты 12, закрепленной на столе. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 77, закрытого кожухом 6. От механизмов подач, находящихся в станине, шлифовальной бабке сообщаются поперечное движение [c.246]
Для установки заготовки на магнитной плить применяют установочные планки и плитки, которые повышают надежность крепления заготовки к плите. [c.260]
Плоское ш Магнитные плиты и столы лифование Для изготовления деталей простой конфигурации простой конфигурации с выступами корпусных немагнитных в крупносерийном производстве [c.625]
mash-xxl.info








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






