
Нагревательные элементы в конвекторах: монолит, ТЭН в рубашке, ститч
Всем привет!
Порой смотришь — конвектор, стоит тысяч под 10, ждешь там последние технологии, применимые астронавтами NASA, видишь супер-изысканный дизайн, такой только на прием к Королеве Англии ставить в Букингемском Дворце, а внутри оказывается нагревательный элемент, выполненный по технологии 50-летней давности, пожароопасность которого вполне себе сопоставима с игрой в спички вблизи бензоколонки.
Беда в том, что даже старые технологии до сих пор используются в современных отопительных приборах. Как избежать неправильно решения и не купить фигню с морально устаревшим нагревательным элементом — читайте здесь. Мы сделали краткий обзор трех разных нагревательных элементов, упорядочив их от худшего к лучшему. Также уместно сказать, что их расположение в этом тексте идет от старого к новому (в плане технологичности).
Слева направо — Monlan, Atlantic, Electrolux Rapid (инверторный конвектор)
Повествование будет идти на примере трех электрических конвекторов:
Ститч-нагревательный элемент.
Ститч-нагревательный элемент — стальная проволока на диэлектрической основе. Технология, которой больше полувека. Нагревательный элемент представляет собой металлическую нить, уложенную зигзагом. Она раскаляется до очень высокой температуры (250-300ºC), проходящий через неё воздух согревается и выходит наружу в теплом виде. Из плюсов – мгновенный выход на рабочую tº, буквально 5-10 секунд. На этом плюсы закончились.
Вот так выглядит ститч нагревательный элемент.
Из минусов – безопасность, низкая эффективность вкупе с несоразмерным энергопотребление, недолговечность, дискомфорт в процессе эксплуатации. Безопасность. Проволока, которая раскаляется до красна. Пожароопасность вполне себе сопоставима с игрой в спички вблизи бензоколонки. Да, эта металлическая нить также быстро остывает, как и разогревается, но иметь дома что-то с температурой работы под 300ºC – такая себе идея. Низкая эффективность обусловлена в первую очередь маленькой площадью нагревательного элемента. Воздух, который проходит по конвекционной камере, не успевает нагреться в достаточной мере, так как площадь соприкосновения его с нагревательным очень мала. Энергопотребление – оно несоразмерно велико теплоотдаче.
Да, эта металлическая нить также быстро остывает, как и разогревается, но иметь дома что-то с температурой работы под 300ºC – такая себе идея. Низкая эффективность обусловлена в первую очередь маленькой площадью нагревательного элемента. Воздух, который проходит по конвекционной камере, не успевает нагреться в достаточной мере, так как площадь соприкосновения его с нагревательным очень мала. Энергопотребление – оно несоразмерно велико теплоотдаче.
Также ститч-нагревательный элемент известен как игольчатый. Теперь вы понимаете, почему он называется именно так)
Площадь нагревательного элемента должна быть большой, тогда и будет нормальный теплосъем. Так что греть он будет долго, неэффективно, при этом забирая электроэнергию согласно своей номинальной мощности. Дискомфорт во время использования – следствие высокой температуры нагревательного элемента. Когда мимо него вместе с воздухом проходит пыль и прочие мелкие частицы (ведь они тоже участвуют в режиме конвекции), то они сгорают, кислород окисляется, выделяется CO2 и появляется ощущение нехватки O2 и начинаем чувствовать посторонние запахи. На самом деле кислорода хватает и его более чем достаточно, просто деструктивно влияет образование CO2, но на этот счет всегда можно поставить приточную вентиляцию и проблема свежего воздуха будет решена навсегда.
На самом деле кислорода хватает и его более чем достаточно, просто деструктивно влияет образование CO2, но на этот счет всегда можно поставить приточную вентиляцию и проблема свежего воздуха будет решена навсегда.
Что касается долговечности, то пыль и грязь, которая оседает на нагревательном элементе в выключенном состоянии, сгорает моментально, а эти участки металлической нити просто перегорают, постепенно выводя прибор из строя. Эта самая устаревшая технология, но которая в виду удешевления продукции часто встречается даже в дорогих электрических конвекторах.
Стальной ТЭН в алюминиевой рубашке.
На стальную трубку надета алюминиевая рубашка, которая позволяет забрать тепло со стальной трубки и участвует в процессе теплообмена. Не такая старая технология, как ститч, но ей тоже очень много лет. Каких-то ярко выраженных плюсов здесь нет, но и сказать что этот нагревательный элемент однозначно плохой тоже нельзя. Морально старый? Однозначно. Был адекватен своему времени, но теперь уже просто эта технология устарела.
Стальной ТЭН в алюминиевой рубашке.
По сравнению со ститчем здесь значительно ниже рабочая температура, поэтому нет какого-то ощущения выжигания O2 и посторонних запахов. Основной минус – шум работы. Состоит нагревательный элемент из двух составляющих – стальной трубки и алюминиевой рубашки. Стальная трубка разогревается и передает тепло алюминию. Поскольку у них разная температура расширения, то алюминий будет при нагреве и остывании расширяться и сужаться, издавая металлические звука, которые реально громкие, в ночи они могут разбудить, а во время работы или вечернего отдыха изрядно так смещать ваш фокус внимания с чего-то полезного и хорошего на себя
Монолитный нагревательный элемент.
Монолит – самый продвинутый и дорогой. Выполнен из монолитного состава силумина, который отлит в единой форме. Форма нагревательного элемента X-образная, поэтому их часто называют X-образными нагревательными элементами. Хотя встречается и V-образный нагревательный элемент, но используется такой уже в тех же плинтусный конвекторах (где X-образный нагревательный элемент будет избыточен). За счет того что структура монолитная, в отличие от ТЭНа в алюминиевой рубашке он не вызывает никаких щелчков и хрустов в процессе разогрева и остывания.
Хотя встречается и V-образный нагревательный элемент, но используется такой уже в тех же плинтусный конвекторах (где X-образный нагревательный элемент будет избыточен). За счет того что структура монолитная, в отличие от ТЭНа в алюминиевой рубашке он не вызывает никаких щелчков и хрустов в процессе разогрева и остывания.
Монолитный нагревательный элемент.
Монолитная структура позволяет равномерно разогреть весь элемент до единой температуры и весь нагревательный элемент полностью участвует в процессе теплообмена. Сердечник на фото выше (образующий цилинд по центру) — нагревательный элемент и с него уже тепло расходится по соседним рёбрам.
Правды ради стоит сказать, что и монолитных нагревательных элементов есть много вариантов, но мы демонстрируем вам самый совершенный, который сейчас есть в мире (на момент публикации) нагревательного элемента лучше чем этот, просто не существует. Второй повод для гордости – его придумали наши ученые из Ижевска, окрестив свою разработку «ТурбоЁж», так как он имеет щетинистую фактуру и напоминает ежа. Для большей убедительности его назвали Хэджхог, что тоже переводится как «Ёж».
Для большей убедительности его назвали Хэджхог, что тоже переводится как «Ёж».
Вот такой компактный нагревательный элемент на целых 1.5 кВт — всего 50 см (когда в других по меньшей мере 64 см).
У него самая большая площадь, поэтому здесь идет самый большой теплосъем и он быстрее всех прогреет помещение. Скорость выхода на рабочую температуру составляет всего 75 секунд. Его температура работы среди всех нагревательных элементов самая низкая и у качественных монолитных нагревательных элементов не превышает 125ºC при пиковой нагрузке. Они не боятся отрицательных температур и их можно включать даже тогда, когда они замерзли. Срок службы монолитного нагревательного элемента составляет порядка 25 лет, что очень, очень долго.
Подведем итоги:
Хуже всех – ститч. Имеет право на существование только в тепловентилятороах, да и и то лучше покупать тепловетерки с керамическим нагревательным элементом. Конвектор со стальным ТЭНом в алюминиевой рубашке – морально старые, но кто-то почему-то их проивзодит и использует, хотя, лучше их, чем ститч. Монолит – самый передовой нагревательный элемент, но при этом качество монолитного элемента зависит от завода-изготовителя, так как они все отличаются. Если вы сейчас находитесь в поиске хорошего обогревателя, рекомендуем купить инверторный конвектор. Это самые технологичные электрические обогреватели на текущий момент, внутри которых кроме того что установлен монолитный нагревательный элемент, так еще и инверторное управление позволяет экономить на электроэнергии, оптимизируя его в среднем на 30-35%.
Монолит – самый передовой нагревательный элемент, но при этом качество монолитного элемента зависит от завода-изготовителя, так как они все отличаются. Если вы сейчас находитесь в поиске хорошего обогревателя, рекомендуем купить инверторный конвектор. Это самые технологичные электрические обогреватели на текущий момент, внутри которых кроме того что установлен монолитный нагревательный элемент, так еще и инверторное управление позволяет экономить на электроэнергии, оптимизируя его в среднем на 30-35%.
электронагревательный элемент — это… Что такое электронагревательный элемент?
- электронагревательный элемент
- electric heating element
Большой англо-русский и русско-английский словарь.
2001.
- электронагревательный прибор
- электронасос
Смотреть что такое «электронагревательный элемент» в других словарях:
электронагревательный элемент — — [А.
 С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electric heating element … Справочник технического переводчика
С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electric heating element … Справочник технического переводчикаЭлектронагревательный элемент распределенный — Распределенный электронагревательный элемент (распределенный нагревательный элемент) протяженное изделие, входящее в состав электронагревательной секции, преобразующее электрическую энергию в тепловую в целях нагрева… Источник: ГОСТ Р 50571.25… … Официальная терминология
распределенный электронагревательный элемент — 3.8 распределенный электронагревательный элемент (распределенный нагревательный элемент): Протяженное изделие, входящее в состав электронагревательной секции, преобразующее электрическую энергию в тепловую в целях нагрева. Источник … Словарь-справочник терминов нормативно-технической документации
цилиндрический электронагревательный элемент — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.
С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN tubular electric heating element … Справочник технического переводчикаГОСТ Р 50571.25-2001: Электроустановки зданий. Часть 7. Требования к специальным электроустановкам. Электроустановки зданий и сооружений с электрообогреваемыми полами и поверхностями — Терминология ГОСТ Р 50571.25 2001: Электроустановки зданий. Часть 7. Требования к специальным электроустановкам. Электроустановки зданий и сооружений с электрообогреваемыми полами и поверхностями оригинал документа: 3.36 выравнивание потенциалов … Словарь-справочник терминов нормативно-технической документации
водонагреватель — бытовой предназначен для обеспечения горячей водой населения в домах, не имеющих централизованного горячего водоснабжения. Существуют электрические и газовые водонагревательные приборы.Из электрических приборов наиболее удобны для… … Энциклопедия «Жилище»
Оболочка — 3.
1 Оболочка Часть, обеспечивающая защиту оборудования от некоторых внешних воздействий и защиту по всем направлениям от прямых контактов [Международный электротехнический словарь (VEI) 826 03 12]2). 1) На территории Российской Федерации… … Словарь-справочник терминов нормативно-технической документацииГОСТ 13268-88: Электронагреватели трубчатые — Терминология ГОСТ 13268 88: Электронагреватели трубчатые оригинал документа: 1.6. Активная длина часть ТЭН, в которой размещается нагревательный элемент. Определения термина из разных документов: Активная длина 1.7. Активная поверхность… … Словарь-справочник терминов нормативно-технической документации
Принтер — Эта статья или раздел нуждается в переработке. Пожалуйста, улучшите статью в соответствии с правилами написания статей … Википедия
Паяльник — Паяльник ручной инструмент, применяемый при лужении и пайке для нагрева деталей, флюса, расплавления припоя и внесения его в место контакта.
Рабочая часть паяльника нагре … ВикипедияГОСТ Р МЭК 62086-1-2003: Электрооборудование взрывозащищенное. Нагреватели электрические резистивные для потенциально взрывоопасных сред. Часть 1. Общие требования и методы испытаний — Терминология ГОСТ Р МЭК 62086 1 2003: Электрооборудование взрывозащищенное. Нагреватели электрические резистивные для потенциально взрывоопасных сред. Часть 1. Общие требования и методы испытаний оригинал документа: 3.34 блок (агрегат)… … Словарь-справочник терминов нормативно-технической документации
 С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electric heating element … Справочник технического переводчика
С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electric heating element … Справочник технического переводчика С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN tubular electric heating element … Справочник технического переводчика
С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN tubular electric heating element … Справочник технического переводчика 1 Оболочка Часть, обеспечивающая защиту оборудования от некоторых внешних воздействий и защиту по всем направлениям от прямых контактов [Международный электротехнический словарь (VEI) 826 03 12]2). 1) На территории Российской Федерации… … Словарь-справочник терминов нормативно-технической документации
1 Оболочка Часть, обеспечивающая защиту оборудования от некоторых внешних воздействий и защиту по всем направлениям от прямых контактов [Международный электротехнический словарь (VEI) 826 03 12]2). 1) На территории Российской Федерации… … Словарь-справочник терминов нормативно-технической документации Рабочая часть паяльника нагре … Википедия
Рабочая часть паяльника нагре … ВикипедияСпособ получения электронагревательного элемента и электронагревательный элемент
Изобретение относится к элементам высокотемпературных печей, эксплуатируемых при температурах до 3000°С, и может найти применение в металлургии и в производстве композиционных материалов, например углерод-углеродных. Способ получения электронагревательного элемента из фольги на основе терморасширенного графита предусматривает придание формы заготовке, выполненной, по меньшей мере, из одного плетеного жгута, полученного из графитовой фольги, армированной хлопчатобумажной или углеродной нитью, пропитку заготовки пеком, карбонизацию и последующее пиролитическое уплотнение заготовки с получением электронагревательного элемента. Пропитку пеком и последующую карбонизацию осуществляют неоднократно. Техническим результатом является упрощение технологии изготовления нагревателей сложной формы, повышение их механической прочности, повышение стабильности электрических свойств, особенно при термическом циклировании, повышение ресурса эксплуатации нагревателей. 2 н. и 7 з.п. ф-лы, 1 табл.
Пропитку пеком и последующую карбонизацию осуществляют неоднократно. Техническим результатом является упрощение технологии изготовления нагревателей сложной формы, повышение их механической прочности, повышение стабильности электрических свойств, особенно при термическом циклировании, повышение ресурса эксплуатации нагревателей. 2 н. и 7 з.п. ф-лы, 1 табл.
Область техники.
Изобретение относится к электронагревательным элементам высокотемпературных печей, эксплуатируемых в инертной атмосфере или вакууме при температурах до 3000°C, и может найти применение в металлургии, в печах графитации углеродного волокна, производстве композиционных материалов, например углерод-углеродных и особо чистых материалов.
Уровень техники.
Фольга на основе терморасширенного графита нашла широкое применение в производстве электронагревательных элементов.
В основном, известные технические решения относятся к плоским нагревательным элементам, эксплуатирующимся при невысоких температурах, например для подогрева мест для сидения, небольших помещений, ульев и т. д.
д.
В частности, известны плоские нагревательные элементы на основе терморасширенного графита выполненные из листов графитовой фольги, плакированная стеклотканью полимеризуемым полиамидным лаком (RU 2221353). Также известны нагревательные элементы из тонких листов или пластин фольги из терморасширенного графита (US 2004086449, JP 10245214).
Для изготовления высокотемпературных электронагревательных элементов в основном используются электронагреватели на основе керамик. В патенте DE 3922539 раскрываются высокотемпературные нагреватели, выполненные на основе углеродной матрицы, армированной углеродными волокнами, с последующим уплотнением пиролитическим углеродом при разложении углеводородов.
Наиболее близким способом изготовления электронагревательного элемента, использующегося при высокой температуре, является способ, раскрытый в патенте RU 2138927. Способ предусматривает придание формы заготовке электронагревательного элемента путем набора в пакет перфорированных листов из фольги на основе терморасширенного графита, прошивку листов в пакете углеродной нитью с промазкой швов карбонизирующимся составом и последующую карбонизацию заготовки.
К недостаткам известных технических решений на основе графитовой фольги относятся недостаточные прочностные свойства нагревательных элементов, низкие температуры эксплуатации, возможность изготовления только плоских нагревателей, низкие значения удельного электрического сопротивления. Для нагревателей на основе углеродных композиций, армированных углеродными волокнами, требуются сложная и дорогостоящая высокотемпературная обработка и механическая обработка для придания нужной формы готовому изделию.
Раскрытие изобретения.
Задачей изобретения является изготовление нагревательного элемента любой сложной формы для работы при температуре до 3000°С в вакуумных или газонаполненных печах, а также повышение удельного сопротивления, что снижает энергопотребление элемента, и окислительной стойкости, что повышает ресурс работы нагревателя.
Поставленная задача решается способом получения электронагревательного элемента из фольги на основе терморасширенного графита, включающим придание формы заготовке электронагревательного элемента и карбонизацию упомянутой заготовки, в соответствии с которым используют заготовку из, по меньшей мере, одного плетеного жгута, полученного из графитовой фольги, армированной хлопчатобумажной или углеродной нитью, перед карбонизацией осуществляют вакуумирование заготовки с последующей пропиткой упомянутой заготовки пеком, а после карбонизации осуществляют пиролитическое уплотнение заготовки.
Нагрев при карбонизации и пиролитическом уплотнении можно проводить прямым пропусканием тока через заготовку.
В частных воплощениях изобретения для получения наиболее оптимальных эксплуатационных характеристик (плотности, удельного электросопротивления, механической прочности и жесткости) получают электронагревательный элемент, содержащий в мас.%:
| Пиролитический углерод | 5-10 |
| Пековый кокс | 10-40 |
| Терморасширенный графит | остальное |
Поставленная задача для некоторых воплощений изобретения может решаться тем, что карбонизацию проводят до достижения плотности заготовки не ниже 1,75 г/см3.
В других частных воплощениях изобретения поставленная задача решается также тем, что пропитку пеком и последующую карбонизацию осуществляют неоднократно.
В некоторых воплощениях изобретения пропитку пеком целесообразно вести в растворе пека в толуоле с массовой долей пека 10-25%.
В наиболее предпочтительных воплощениях изобретения пропитку пеком следует вести в расплаве пека под давлением до 10 атм.
Предпочтительно в качестве заготовки использовать плетеный жгут с плотностью 1,0-1,4 г/см3.
Поставленная задача также решается электронагревательным элементом из фольги на основе терморасширенного графита, который выполнен в соответствии с вышеописанным способом.
Сущность изобретения состоит в следующем.
Использование в качестве заготовки электронагревательного элемента плетеного жгута из графитовой фольги, армированной хлопчатобумажной или углеродной нитью, основано на хорошей гибкости фольги и жгутов на ее основе, что позволяет получать заготовки нагревательного элемента любой сложной формы, в т.ч. цилиндрические и спиральные с любым радиусом и шагом намотки.
Кроме того, жгут из фольги обладают достаточной для изготовления нагревательного элемента электропроводностью. Так, для фольги плотностью 1-1,2 г/см3 электросопротивление в направлении прокатки составляет 10,5-8,5 мкОм·м, перпендикулярно направлению прокатки — 1300-1400 мкОм·м, а для плетеного жгута из графитовой фольги, армированной х/б нитью, электросопротивление вдоль жгута составляет 27-30 мкОм·м.
Форма, габариты плетеных жгутов формируются на плетельных станках с различной текстильной текстурой.
В некоторых воплощениях изобретения предварительно готовят заготовку из нескольких жгутов.
Пропитка пеком с последующей карбонизацией позволяет придать жесткость заготовке и получить требуемую плотность заготовки. В качестве пека может быть использован любой из промышленных пеков, например каменноугольный или нефтяной пеки. Повторение циклов пропитки-карбонизации позволяет получить образцы повышенной плотности, что влечет за собой улучшение механо-прочностных характеристик при высоких температурах, повышение стабильности электропроводности при высоких температурах и, особенно, при циклах охлаждения-нагревания, повышение теплопроводности, повышение окислительной стойкости нагревательного элемента к следовым количествам кислорода.
Варьируя число циклов пропитки расплавом пека, а следовательно, соотношение ТРГ/пек и, в итоге, ТРГ/пековый кокс, можно изменять удельное электросопротивление нагревателя в диапазоне 20-40 мкОм·м.
Дополнительное повышение плотности образца достигается за счет насыщения пиролитическим углеродом.
Нагрев при карбонизации и пиролитическом уплотнении можно проводить прямым пропусканием электрического тока через заготовку, что обеспечивает уменьшение затрат на производство электронагревательного элемента.
Регулировать удельное электросопротивление изделия также возможно, нагревая последнее до требуемой температуры, например до температуры эксплуатации изделия, в том числе у потребителя перед применением.
Наиболее оптимальные значения по плотности, удельному электросопротивлению и механическим характеристикам получаются при получении нагревателя, который содержит компоненты при следующем соотношении, мас.%:
| Пиролитический углерод | 5-10 |
| Пековый кокс | 10-40 |
| Терморасширенный графит | остальное |
Варьирование режимов подачи углеводородного сырья, а также температурного режима процесса позволяет снизить как объемную, так и поверхностную пористость заготовки, что приводит к повышению ресурса работы нагревательного элемента при температуре >2400°C, при которой начинается интенсивное испарение углерода.
Пример осуществления изобретения.
В качестве заготовки использовали плетеный жгут 8×8 мм2 и длиной 170 см из графитовой фольги «Графлекс», армированной х/б нитью. Предварительно заготовке в виде жгута придавали форму спирали путем его намотки на кварцевую трубу диаметром 57 мм, длиной 150 мм. Полученную спираль закрепляли зажимами. Заготовка представляла собой спираль с внутренним диаметром 57 мм, шагом 20 мм. Масса заготовки составляла 152,30 г.
Предварительно вакуумированную заготовку пропитывали расплавом каменноугольного пека марки B с температурой размягчения 85°C (кольцо-стержень) при температуре 200°C и избыточном давлении 6 атм. Затем проводили карбонизацию при температуре 1200°C в атмосфере азота. Процесс пропитки и карбонизации повторяли 3 раза до достижения привеса 40,0%. Масса заготовки составила 213,20 г.
Затем проводили уплотнение заготовки пиролитическим углеродом. Пиролиз метана осуществляли в импульсном режиме при температуре 1060±3°C и парциальном давлении метана 20±2 кПа.
Масса полученного нагревателя составила 228,15 г, сечение изменилось вследствие термического расширения при нагревании до 8,5·8,5 мм, что соответствовало суммарному привесу массы 49,8 масс.% и плотности полученного нагревательного элемента 1,86 г/см3.
В таблице приведены режимы получения электронагревательного элемента и свойства.
Как следует из таблицы, изобретение обеспечивает следующие улучшенные свойства: увеличение электросопротивления нагревательного элемента, возможность получения нагревателя сложной формы без существенных затрат на механическую обработку.
1. Способ получения электронагревательного элемента из фольги на основе терморасширенного графита, включающий придание формы заготовке электронагревательного элемента и карбонизацию упомянутой заготовки, отличающийся тем, что используют заготовку, по меньшей мере, из одного плетеного жгута, полученного из графитовой фольги, армированной хлопчатобумажной или углеродной нитью, перед карбонизацией осуществляют вакуумирование заготовки с последующей пропиткой упомянутой заготовки пеком, а после карбонизации осуществляют пиролитическое уплотнение заготовки.
2. Способ по п.1, отличающийся тем, что нагрев при карбонизации и пиролитическом уплотнении осуществляют прямым пропусканием тока через заготовку.
3. Способ по п.1, отличающийся тем, что получают электронагревательный элемент, содержащий, мас.%:
| Пиролитический углерод | 5÷10 |
| Пековый кокс | 10÷40 |
| Терморасширенный графит | Остальное |
4. Способ по п.1, отличающийся тем, что карбонизацию проводят до достижения плотности заготовки не ниже 1,75 г/см3.
5. Способ по п.1, отличающийся тем, что пропитку пеком и последующую карбонизацию осуществляют неоднократно.
6. Способ по п.1, отличающийся тем, что пропитку пеком ведут в растворе пека в толуоле с массовой долей пека 10÷25%.
7. Способ по п.1, отличающийся тем, что пропитку пеком ведут в расплаве пека под давлением до 10 атм.
8. Способ по п.1, отличающийся тем, что используют плетеный жгут с плотностью 1,0÷1,4 г/см3.
9. Электронагревательный элемент из фольги на основе терморасширенного графита, отличающийся тем, что он выполнен в соответствии с любым из пп.1-7 формулы.
Как выбрать электронагреватель для воды: помогаем определиться с критериями
Плановое отключение горячей воды нередко застает нас врасплох. Чего уж говорить о внеплановом отключении — когда внезапно выясняется, что горячей воды нет в самый неподходящий момент (а «подходящих» моментов для таких событий, как мы знаем, не бывает в принципе).
Застраховаться от подобной неприятности можно, установив электрический нагреватель для воды. Также электрические нагреватели нередко используются в случае, если качество горячей воды оставляет желать лучшего (например, не устраивает напор воды или, скажем, у кого-то из домашних появилось раздражение кожи в ответ на состав воды).
Ну и, конечно, без электрических нагревателей не обойтись там, где горячей воды нет в принципе — например, на даче, где источником воды является колодец.
Электрический водонагреватель Bosch Tronic 1000T ES 100
Давайте взглянем на наиболее распространенные типы электрических водонагревателей и определимся, как подобрать наиболее подходящую модель в зависимости от поставленных задач.
Проточные нагреватели и накопительные (бойлеры)
Основное отличие между проточными водонагревателями и накопительными (бойлерами) можно выделить уже из самого названия: проточный нагреватель нагревает воду «в режиме реального времени» — пока она проходит сквозь нагревательную систему. Накопительный — накапливает воду, нагревает ее, после чего отдает потребителю по мере необходимости.
Конструктивно накопительный водонагреватель представляет собой герметичный бак, в который автоматически подается вода из водопровода. Внутри бака находится тэн (нагревательный элемент), который доводит холодную воду до температуры, установленной с помощью панели управления, и поддерживает ее на одном уровне. Когда вода расходуется, на ее место доливается новая из водопровода.
Проточные водонагреватели выглядят куда более компактно: они представляют собой короб, под крышкой которого прячется электронагреватель. В таком нагревателе нет специального бака для хранения воды, вода нагревается непосредственно в процессе прохождения через нагревательный элемент. Такие водонагреватели часто используются в малогабаритных квартирах, где нет места для размещения бойлера, либо там, где установка бойлера нецелесообразна.
Плюсы и минусы каждого типа нагревателей
У каждого из типов водонагревателей есть свои особенности, свои плюсы и минусы. Давайте назовем наиболее важные из них.
Бойлеры
- Плюсы:
- бойлер не создает повышенной нагрузки на электросеть, поскольку его мощность в среднем существенно ниже, чем мощность проточных водонагревателей
- накопительный нагреватель способен «раздавать» горячую воду на всю квартиру (т. е. на несколько источников потребления воды — несколько кранов)
- нагретая вода будет сохранять температуру в течение некоторого времени, и воспользоваться ею можно будет даже в случае, если электричество вдруг отключили
- Минусы:
- нагрев воды не происходит мгновенно: после расхода значительной части нагретой воды (или полного опустошения бойлера) придется подождать от несколько десятков минут до 1-2 часов, пока поступившая из водопровода вода снова нагреется
- бойлер занимает немало места и весит тоже немало, поэтому для него не только нужно выделить место, но также потребуется специальный монтаж (надежное крепление и надежная стена)
- нагревательный элемент бойлера страдает от образования накипи и может потребовать очистки
Проточные нагреватели
- Плюсы:
- проточный нагреватель окажется более прост в монтаже и установке
- также он не будет занимать много места: его можно установить буквально в любом помещении
- нагрев воды окажется быстрым: достаточно открыть кран
- вода не будет застаиваться (всегда окажется свежей), ее не придется сливать в случае, если нагреватель не предполагается использовать в течение длительного времени
- Минусы:
- температура «горячей» воды оказывается ограничена мощностью прибора и зависит от температуры воды в водопроводной системе — то есть чем холоднее вода на входе, тем она холоднее и на выходе
- мощность проточного водонагревателя довольно высока, так что для его подключения в доме потребуется не только выделенная электрическая линия, но и наличие определенного запаса по мощности
- один прибор способен обслужить только одну точку набора воды, не получится использовать прибор для подачи воды на несколько кранов
Основные характеристики накопительных нагревателей (бойлеров)
Как мы уже упомянули выше, бойлер удобен в случае, если есть необходимость запасти большое количество горячей воды. К тому же, такой нагреватель станет единственным решением в случае, когда установить проточный бойлер не представляется возможным (например, из-за того, что электропроводка не справится с нагрузкой).
К тому же, такой нагреватель станет единственным решением в случае, когда установить проточный бойлер не представляется возможным (например, из-за того, что электропроводка не справится с нагрузкой).
Одна из ключевых характеристик бойлеров — это объем. Вторая по важности — мощность, и, как следствие — время, за которое прибор сможет нагреть воду до заданной температуры. Все эти параметры можно узнать в технической документации на прибор, поэтому выбирать бойлер исключительно по внешнему виду — не лучшая идея.
Для одного человека, экономно расходующего воду, будет достаточно бойлера объемом 30 литров. Для двух человек рекомендуется обратить внимание на модели от 50 литров, для трех — от 80 литров и т. д.
Thermex ERS 80 H Silverheat объемом 80 литров
Накопительный бойлер не оказывает большой нагрузки на сеть, потребляет меньше электроэнергии, а главное — не нуждается в специальном подключении, если его мощность составляет менее 3 кВт. Во многих случаях его можно включить в обычную розетку, не затрудняя себя проведением отдельной электрической линии (хотя, конечно, если установка бойлера запланирована на этапе ремонта, лучше предусмотреть возможность безопасного подключения заранее).
Установка бойлера также незамысловата: необходимо обеспечить заземление, в некоторых случаях — редуктор для компенсации повышенного давления в водопроводной магистрали, а также установить предохранительный клапан для защиты водонагревателя от излишнего давления в баке и для слива воды. Отметим, что все эти элементы, скорее всего, придется приобретать отдельно. В случае, если бойлер долго не используется, воду из него рекомендуется слить.
Бойлер устроен так, что холодная вода поступает через трубу внизу, после чего она нагревается в тэне до заданной температуры и «отдается» сверху. Температура воды, поступающей из бака, оказывается стабильной. Нагреватель такого типа самостоятельно выключается при нагревании воды до нужной температуры, и включается снова при ее остывании.
Большую роль играет теплоизоляция прибора — от этого зависит, как скоро потребуется подогревать остывшую воду.
Современные бойлеры могут управляться механическим способом (такое решение наиболее простое) либо электронным — с возможностью «умного» регулирования управления нагревом, автоматического включения и отключения и т. п.
п.
Водонагреватель накопительный Ariston Velis PW 50 литров
Долговечность работы бойлера зависит от ряда конструктивных особенностей. В первую очередь это, конечно, материал, из которого сделана внутренняя емкость нагревателя. Наиболее простые бойлеры сделаны из металла, другие могут иметь защитное эмалированное покрытие. Для защиты применяется и стеклокерамика. «Слабым» местом у многих бойлеров является сварной шов — именно в этом месте нередко случаются протечки. Увы, но сделать прогнозы относительно надежности этого элемента соединения вряд ли возможно: при выборе той или иной модели приходится руководствоваться личным опытом либо отзывами пользователей, которые уже приобрели такой бойлер ранее.
Нагреватель у бойлера состоит из, собственно, тэна и термостата, отвечающего за контроль температуры. Тэн может быть как открытым (и непосредственно контактировать с водой), так и закрытым (защищенным от контакта с водой). Их также иногда называют «мокрым» и «сухим».
Открытый тэн обеспечит высокую скорость нагрева воды, окажется доступным по цене, а также зачастую является универсальным и подойдет для разных моделей бойлеров. Зато на нем образуется накипь, а следовательно — он потребует периодической чистки или замены.
Закрытый тэн обеспечит более долгий срок работы и является более безопасным в том, что касается потенциальной опасности поражения током (например, в случае, если бойлер потек). Такой тэн оказывается помещен в специальную колбу, заполненную кварцевым песком или маслом. Закрытый тэн имеет больший эксплуатационный срок, но и существенно повышает стоимость водонагревателя.
Термостат позволяет бойлеру автоматически включаться и отключаться. На передней панели иногда можно увидеть датчик нагрева воды. Он бывает электронный или механический (в виде стрелки). Таким образом всегда можно узнать, какова температура воды внутри бойлера.
Важным элементом бойлера является магниевый анод — штырь из металла с нанесенным сплавом магния.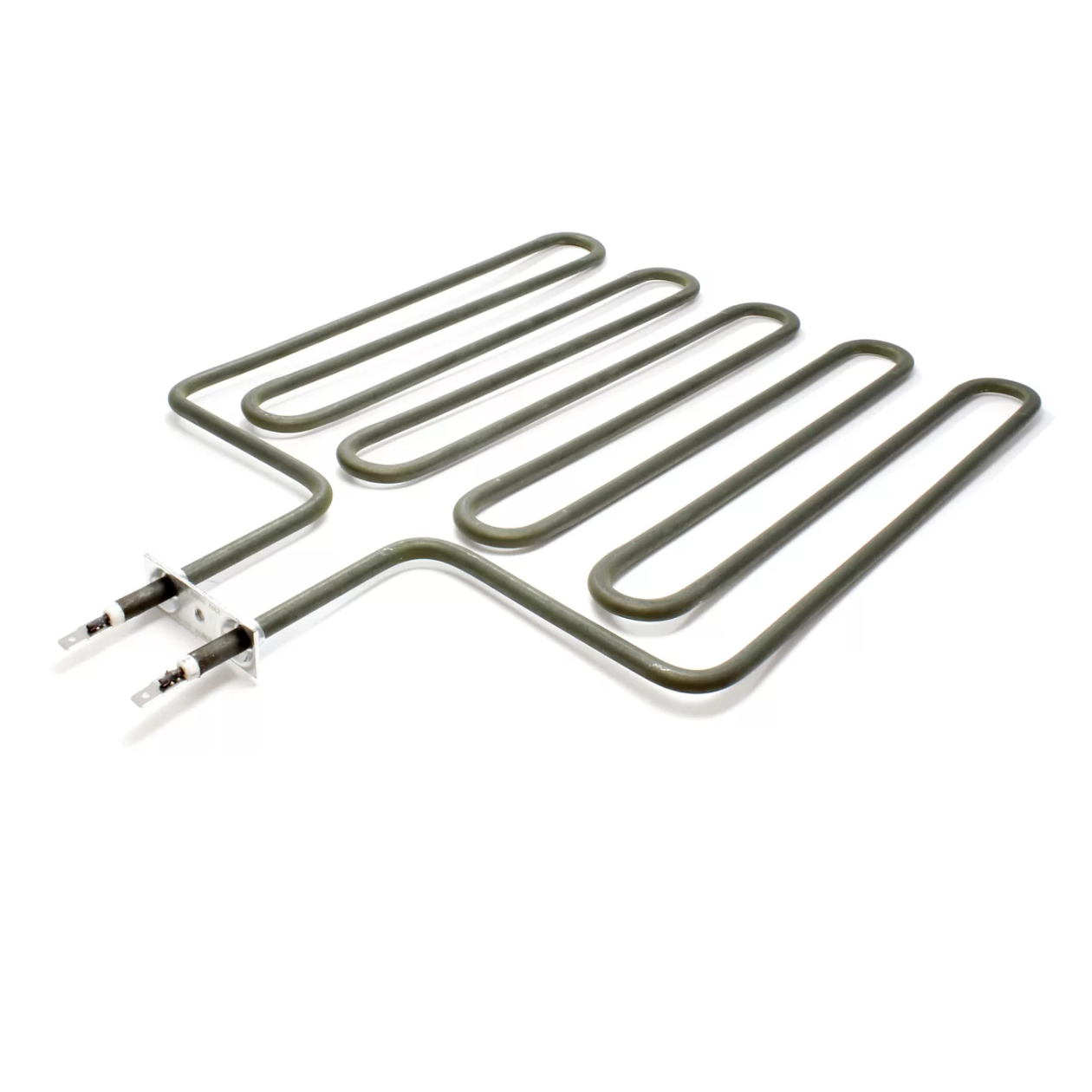 Этот элемент защищает другие детали бойлера, беря на себя основной «удар» при борьбе с некачественной водой — он нейтрализует воду, забирая в себя соли и преобразует налет в мягкую накипь. В противном случае накипь оседала бы на тэне.
Этот элемент защищает другие детали бойлера, беря на себя основной «удар» при борьбе с некачественной водой — он нейтрализует воду, забирая в себя соли и преобразует налет в мягкую накипь. В противном случае накипь оседала бы на тэне.
Магниевый анод
При эксплуатации бойлера от 15 месяцев следует извлечь анод и проверить его на износ. После этого срока эксплуатации анод, вероятно, будет достаточно сильно изношен и его следует заменить. Отметим, что, как правило, аноды выпущенные для одной модели бойлера не подойдут для другой модели. «Мокрый» медный тэн — это что-то наподобие кипятильника, он быстро покрывается накипью, понижающей его теплопроводность.
Нагревательный элемент в комплекте с анодом
Наконец, упомянем о существовании компактных безнапорных бойлеров небольшого объема (например, 5 литров). Такие накопительные водонагреватели в большинстве случаев нужны для систем, где вода подается с помощью насосов по мере включения (например, в дачном доме). То есть давление воды внутри бака не превышает внешнего атмосферного давления. Такой бойлер монтируется непосредственно под раковиной и без труда способен обеспечить теплой водой одну точку.
То есть давление воды внутри бака не превышает внешнего атмосферного давления. Такой бойлер монтируется непосредственно под раковиной и без труда способен обеспечить теплой водой одну точку.
Основные характеристики проточных нагревателей
Как мы уже говорили, проточные электрические нагреватели гораздо компактнее бойлеров, однако их мощность окажется существенно выше. А следовательно — для их установки нужно провести отдельную электрическую линию, а также установить отдельный автомат. Ну а во многих домах и квартирах (там, где нет достаточного запаса по входной мощности) установить подобный нагреватель и вовсе не представляется целесообразным: в худшем случае он будет «выбивать пробки», в лучшем — сможет работать лишь при отсутствии другой нагрузки (т. е. при выключенных чайниках и прочих мощных электроприборах).
Электрический проточный водонагреватель Eldom Betta 6,5 кВт
Принцип эксплуатации проточных водонагревателей сводится к омыванию тэна тонкими струями, которые успевают нагреться до требуемой температуры. Электрические проточные водонагреватели производят горячую воду в неограниченном объеме и доводят её до горячего состояния практически сразу после включения. Реальный опыт эксплуатации показывает, что для обеспечения горячей водой не более двух точек (к примеру, кухня и душ) вариант проточного типа окажется наиболее простым решением (конечно, если нет цели сэкономить на расходе электричества). Однако для нормальной работы необходим достаточный напор — не менее 0,4 атм. Для бытовых нужд на кухне достаточно 3—6 кВт мощности, а для душа и ванн лучше ориентироваться на 8—11 кВт.
Электрические проточные водонагреватели производят горячую воду в неограниченном объеме и доводят её до горячего состояния практически сразу после включения. Реальный опыт эксплуатации показывает, что для обеспечения горячей водой не более двух точек (к примеру, кухня и душ) вариант проточного типа окажется наиболее простым решением (конечно, если нет цели сэкономить на расходе электричества). Однако для нормальной работы необходим достаточный напор — не менее 0,4 атм. Для бытовых нужд на кухне достаточно 3—6 кВт мощности, а для душа и ванн лучше ориентироваться на 8—11 кВт.
В отличии от накопительных нагревателей (бойлеров), которые работают от обычной однофазной электросети в 220 В и 230 В, многие проточные водонагреватели (особенно модели, мощность которых превышает 8 кВт), допускают подключение к сетям 220/380 В. При возможности более благоприятным будет выбор трехфазного напряжения, в котором нагрузка равномерно распределяется на три фазы.
Основные характеристики проточных нагревателей, таким образом, это мощность и объем воды, который прибор способен прогреть за единицу времени. Этот параметр указывается в документации и выглядит как параметр типа «4 литра в минуту». Второй важный параметр — максимальная температура воды, которую может выдать прибор. Этот параметр также указан в инструкции (как правило, он не превышает 60 градусов).
Этот параметр указывается в документации и выглядит как параметр типа «4 литра в минуту». Второй важный параметр — максимальная температура воды, которую может выдать прибор. Этот параметр также указан в инструкции (как правило, он не превышает 60 градусов).
Многие нагреватели при этом оснащены ограничителем потока, не позволяющего подать слишком много воды (чтобы прибор успевал нагревать воду). Но при слабом напоре такой ограничитель может стать причиной несрабатывания датчика потока, активирующего нагрев. А следовательно — при покупке такого устройства будет нелишним проверить, соответствует ли напор воды в водопроводе установленным нормам. Возможно, придется установить дополнительный насос.
Электрический проточный водонагреватель Atlantic Ivory IV202 5,5 кВт
Наконец, упомянем, что проточные нагреватели, как и бойлеры, могут быть оснащены электронной системой управления, существенно повышающей комфорт от эксплуатации устройства и позволяющей гораздо более точно регулировать параметры работы прибора.
Выводы
В целом выбрать электрический нагреватель для дома или дачи довольно легко. Дело в том, что выбор во многом оказывается ограничен такими параметрами, как способ подачи воды (центральное водоснабжение или насос), давление (напор) воды в трубах и возможности электрической сети. Многие приборы автоматически не подойдут по тем или иным параметрам (окажутся слишком мощными либо потребуют проведения трудоемких подготовительных работ).
Не удивительно, что многие останавливают свой выбор на самом простом решении, требующем минимум усилий при подключении — установке обычного накопительного нагревателя-бойлера подходящего объема. Проточные нагреватели пользуются куда меньшей популярностью (во многом из-за повышенной нагрузки на электрическую сеть). Однако в случае, когда установка нагревателя планируется на стадии ремонта, именно они могут оказаться оптимальным решением, поскольку позволяют получить горячую воду сразу же, без предварительного ожидания.
Электронагревательный элемент — Большая Энциклопедия Нефти и Газа, статья, страница 2
Электронагревательный элемент
Cтраница 2
Срок службы электронагревательных элементов при нормальной эксплуатации оговорен ГОСТ или другой технической документацией и составляет обычно для сменных пластинчатых элементов не менее 1000 рабочих часов; для трубчатых — не менее 2000 рабочих часов.
[17]
В качестве электронагревательных элементов в последнее время наибольшее распространение получили трубчатые электрические нагреватели — ТЭНы. Такой нагреватель состоит из металлической трубки со спиралью внутри. Спираль изготовляют из нихромовой проволоки, имеющей большое электрическое сопротивление. Трубчатые электронагреватели выпускают в виде прямых стержней, спиралей, а также U-образной формы. ТЭНы надежны в работе, долговечны, прочны и используются в условиях трубозаготовительных мастерских и на монтажной площадке.
[18]
При использовании электронагревательных элементов в коллекторах АВО и на блоке насосов масло можно быстро и эффективно подогреть. Для избежания прижогов масла при отключении циркуляционного насоса предусмотрена блокировка по одновременному обесточиванию нагревателей. Обводная линия на маслопроводах в результате многократной циркуляции способствует лучшей очистке.
[19]
Профиль керамики электронагревательных элементов сделан по профилю бандажа. Питается электрогорн от сети трехфазного тока 220 в, потребляемая мощность до 44 Кет. Время нагрева бандажа весом 585 кг до 300 С — 30 мин.
[20]
Каждый из электронагревательных элементов должен быть снабжен своим регулировочным1 реостатом. Ко всему комплекту элементов должен быть установлен распределительный щит с общим вольтметром и амперметрами для каждой печи. Включение элементов необходимо производить при помощи рубильников.
[21]
Сплавы для электронагревательных элементов печей длительно работают на воздухе при высоких температурах ( до 1000 — 1200 С), поэтому должны обладать высоким удельным сопротивлением р и иметь высокую окалиностойкость.
[22]
В качестве взрывобезопасных электронагревательных элементов могут применяться трубчатые проволочные эмалированные сопротивления, соединенные в параллельные секции, каждая из которых состоит из трех последовательно соединенных элементов по 100 ом. При напряжении в 220 в каждая из секций потребляет 150 вт, а максимальная температура на эмалированной поверхности сопротивления не превышает 100 С, что втрое меньше допустимых температур для этого вида сопротивлений. Гибкие выводные концы сопротивлений, а также голые монтажные провода, выведенные на клеммы, свариваются или спаиваются серебряным припоем и защищаются по всей длине фарфоровыми бусами.
При напряжении в 220 в каждая из секций потребляет 150 вт, а максимальная температура на эмалированной поверхности сопротивления не превышает 100 С, что втрое меньше допустимых температур для этого вида сопротивлений. Гибкие выводные концы сопротивлений, а также голые монтажные провода, выведенные на клеммы, свариваются или спаиваются серебряным припоем и защищаются по всей длине фарфоровыми бусами.
[23]
В качестве электронагревательных элементов полупроводникового характера наибольшее практическое значение имеет си лит — керамический материал на основе весьма нагревостойкого карборунда с добавкой чистого кремния и углерода. Силитовые нагревательные элементы выполняются в виде стержней с утолщенными концами ( рис. 70) и могут использоваться для работы в электрических печах на рабочие температуры до 1 500 С. Такие элементы изготовляются на напряжения до 220 в и величину тока до 20 а.
[25]
При эксплуатации силитовых и глобаровых электронагревательных элементов необходимо учитывать критичность срока службы по отношению к температуре перегрева: даже при небольшом превышении температуры над максимально допустимой срок службы элементов резко уменьшается. До температуры 900 С ТКС нагревателей отрицателен, и при достижении этой температуры сопротивление элементов уменьшается приблизительно в 5 раз. Однако при температуре 1400 С их сопротивление уже на 20 % превышает максимальное.
[26]
Питание к электронагревательному элементу подведено через щетки и контактные кольца.
[28]
Подогреватель с электронагревательным элементом предназначен для подогрева двуокиси углерода во избежание замерзания редуктора при понижении температуры при редуцировании.
[29]
Масло нагревается электронагревательными элементами, а охлаждается в испытательной установке, где смонтирован змеевик с циркулирующей в нем водой из водопровода. На испытательном стенде кроме производительности замеряется потребляемая мощность.
На испытательном стенде кроме производительности замеряется потребляемая мощность.
[30]
Страницы:
1
2
3
4
Что такое ТЭН? (Трубчатые Нагревательные Элементы)
Трубчатый нагревательный элемент — это электрический нагреватель сопротивления, состоящий из нагревательного элемента, имеющего на концах контактные стержни, запрессованного вместе с наполнителем в металлическую оболочку в соответствии с чертежом. В зависимости от области применения нагревательные элементы могут иметь различную конфигурацию (форму).
Конструкция трубчатого нагревательного элемента:
1 — Клеммы
Используются для подключения ТЭНа к источнику питания (могут иметь различную конфигурацию).
2 — Контактный стержень
Выполнен из нержавеющей или обыкновенной стали. Стержень, находясь внутри нагревательного элемента, остается не нагретым и определяет холодную (нерабочую) зону нагревательного элемента.
3 — Трубчатая оболочка
Оболочка изготавливается из нержавеющей стали или меди.
4 — Нагревательная спираль
Нагревательная спираль представляет собой одну, две или три проволоки, выполненные из сплава с высоким удельным сопротивлением, например хромоникелевый сплав, феррохромовый сплав или другие сплавы.
5 — Изолирующий наполнитель
Он обеспечивает передачу тепла от спирали к оболочке, изолирует ее от окружающей среды и оболочки.
В качестве изолирующего наполнителя обычно используется порошок оксида магния (периклаз), который имеет хорошую теплопроводность и диэлектрическую прочность в ходе прессования.
6 — Герметик
Предотвращает попадание влаги внутрь нагревательного элемента.
7 — Изолятор стержня
В качестве изоляционного материала используют керамику или термопласт.
Принцип работы ТЭНа: В оболочку (3) вставлен контактный стержень (2), имеющий токоподводящие клеммы (1). К стержню (2) приварена нагревательная спираль (4) с высоким омическим сопротивлением, которая и определяет рабочую (горячую) зону нагревателя. Чтобы избежать замыкания на корпус, спираль (4) изолирована от него наполнителем (5), который является диэлектриком с хорошей теплопроводностью. С концов стержень также изолирован специальными пробками (7). При нагревании спирали (4) тепло сквозь изоляцию (5) доходит до оболочки (3), которая и нагревает внешнюю среду (газ, жидкость, твердые тела).
С концов стержень также изолирован специальными пробками (7). При нагревании спирали (4) тепло сквозь изоляцию (5) доходит до оболочки (3), которая и нагревает внешнюю среду (газ, жидкость, твердые тела).
Области применения трубчатых нагревательных элементов
ТЭНы используют:
-
в быту: в домашних электроприборах (чайники, утюги, электроводонагреватели (ЭВН) и др.), для отопления помещений -
в пищевой промышленности: ТЭНы для варочных котлов, для кондитерского производства, хлебопекарной области, молочного производства и т.д.; -
в химической промышленности: для производства резины, каучука, в целлюлозно-бумажной отрасли, в нефтеперерабатывающей отрасли и т.д.; -
в медицинской промышленности: ТЭНы для стерилизаторов, дистилизаторов и т. д.;
 д.;
д.;
При использовании в электроводонагревателях трубчатый нагревательный элемент монтируется на фланец, имеющий различную форму (литые или штампованные) в зависимости от производителя ЭВНа.
Нагревательные элементы (ТЭНы) могут иметь различную мощность, например 700Вт, 1200Вт, 1300Вт, 1500Вт и более, могут быть 2-х режимными, когда на одном фланце установлено 2 трубчатых нагревательных элемента.
Также ТЭНы могут иметь различную конфигурацию – прямые, изогнутые или витые в зависимости от модели водонагревателя (вертикальная — горизонтальная модель, малоемкостной 5-10л или 200-300л – используется 3 ТЭНа по 2000Вт)
|
Водонагреватели Термекс (нержавейка) плоские | |
|
| |
|
Нагревательный элемент (ТЭН) 1,3 кВт. M4 под анод (2 трубки — для термостата и термозащиты) штампованный фланец 64 мм. | |
 M4 под анод штампованный фланец 64 мм
M4 под анод штампованный фланец 64 мм
|
Водонагреватели Термекс (нержавейка) круглые | |
|
| |
|
Водонагреватели Аристон, Реал, Термекс |
«серия – S — Италия» |
|
|
|
|
|
 M6 под анод фланец «гайка»- резьба G1¼» (D42мм.)
M6 под анод фланец «гайка»- резьба G1¼» (D42мм.)
|
Водонагреватели (стекло) Термекс, Гарантерм модели ER/ES | |
|
| |
|
Водонагреватели (стекло) Аристон | |
|
Нагревательный элемент (ТЭН) RCA PA 1,5 кВт.  M6 под анод фланец 48мм. прижимной M6 под анод фланец 48мм. прижимной | |
В настоящее время в России существуют три государственных стандарта на трубчатые нагревательные элементы:
-
ГОСТ 13268-88 — Электронагреватели трубчатые; -
ГОСТ 19108-81 — Электронагреватели трубчатые (ТЭН) для бытовых нагревательных электроприборов; -
ГОСТ 4.150-85 — Система показателей качества продукции. Электронагреватели трубчатые (ТЭН).
ТЭН 7,5 кВт | Нагревательный элемент для электрокотлов DAKON PTE / DALINE PTE, BUDERUS
В 2003 году компания Buderus вошла в состав группы «Роберт Бош ГмбХ» (Robert Bosch GmbH), после чего, путем слияния Buderus и дивизиона термотехники (теплотехники) Bosch, создается новое предприятие.
Выйдя на российский рынок весной 2004г. , компания достигла к настоящему моменту значительных результатов. Начав с открытия офиса в Москве, в течение нескольких лет компания быстро развила большую филиальную сеть с региональными складами и учебными центрами, а также создала широкую сеть авторизованных сервисных центров на базе партнеров компании. На конец 2008 года филиальная сеть уже охватывала 24 крупнейших города России, численность персонала выросла до 125 человек, оборот компании вырос до нескольких десятков млн Евро.
, компания достигла к настоящему моменту значительных результатов. Начав с открытия офиса в Москве, в течение нескольких лет компания быстро развила большую филиальную сеть с региональными складами и учебными центрами, а также создала широкую сеть авторизованных сервисных центров на базе партнеров компании. На конец 2008 года филиальная сеть уже охватывала 24 крупнейших города России, численность персонала выросла до 125 человек, оборот компании вырос до нескольких десятков млн Евро.
Организация филиалов компании по единому принципу (расположение в одном месте офиса, склада и учебного центра) делает сотрудничество с компанией очень удобным для клиентов компании — монтажных и строительных организаций, а широко развитая сеть авторизованных сервисных центров Buderus (по всей территории России их более 70) надежно осуществляет сервисную поддержку конечным пользователям оборудования Buderus
Buderus – это комплексный поставщик современной энергоэффективной отопительной техники и систем комфортного климата, компания, активно продвигающая на рынок России инновационное оборудование, позволяющее значительно снижать потребление энергии и сокращать вредное воздействие на окружаю среду. Мы позволяем нашим партнерам реализовать самые амбициозные проекты как в промышленном так и в бытовых секторах: обеспечение теплом, горячим водоснабжением, электроэнергией промышленных производств, жилых районов, объектов коммунальной и социальной инфраструктуры.
Мы позволяем нашим партнерам реализовать самые амбициозные проекты как в промышленном так и в бытовых секторах: обеспечение теплом, горячим водоснабжением, электроэнергией промышленных производств, жилых районов, объектов коммунальной и социальной инфраструктуры.
Поставки систем отопления Buderus осуществляются совместно с российскими партнерами компании – специализированными организации, осуществляющие монтаж оборудования и ввод его в эксплуатацию.
Снижение эксплуатационных затрат, экономия энергии и забота об окружающей среде являются основными задачами, стоящими перед нашей компанией. Решая данные задачи, Buderus предлагает инновационное энергоэффективное оборудование: конденсационную отопительную технику, позволяющую максимально использовать энергию сжигаемого топлива, сокращая при этом расходы на отопление и горячее водоснабжение, а также оборудование, работающее на возобновляемых (альтернативных) источниках энергии — тепловые насосы, солнечные коллекторы, котлы на древесном топливе
Сегодня Buderus предлагает работающим в отрасли отопления компаниям полный спектр оборудования:
— низкотемпературные водогрейные газовые и жидкотопливные котлы;
— водогрейные конденсационные котлы;
— парогенераторы и паровые газовые или жидкотопливные котлы;
— котлы на твердом топливе;
— горелки;
— встроенные, настенные, напольные горизонтальные или вертикальные бойлеры;
— системы автоматического управления и контроля для любых схем отопления и ГВС — от простой квартиры до сложных котельных промышленного назначения;
— стальные панельные радиаторы;
— солнечные коллекторы;
— тепловые насосы;
— блочные комбинированные теплоэлектростанции (BHKW).
Buderus – это комплексный поставщик отопительной техники и систем комфортного климата. Наряду с отопительной техникой Buderus предлагает комплектующие и принадлежности для систем отопления – дымоходы, насосы, расширительные баки, арматуру, фитинги и другую продукцию от ведущих европейских производителей.
Продукция:
Стальные классические твердотопливные котлы LOGANO
Электрический котлы
Электрические нагреватели и элементы
Ленточные нагреватели
Ленточные нагреватели
используются для нагрева (в основном) цилиндрических поверхностей и доступны в нескольких конструктивных стилях для работы в различных рабочих средах.
Патронные нагреватели
Обычно вставляются в просверленные отверстия для нагрева плит и форм или используются в качестве жидкостных погружных нагревателей.
Литые нагреватели
Используемые в переработке пластмасс, нагревании пищевых продуктов, производстве полупроводников и других отраслях промышленности, литые тепловые компоненты доступны из алюминиевых и бронзовых сплавов и имеют широкие возможности настройки.
Обогреватели из керамического волокна
Источник тепла в сочетании с высокотемпературной изоляцией позволяет работать при высоких рабочих температурах до 1100 ° C / 2012 ° F. Более высокие температурные характеристики до 2192 ° F / 1200 ° C доступны в ограниченном исполнении.
Змеевиковые и кабельные нагреватели
Гибкость кабеля с минеральной изоляцией позволяет наматывать нагреватель Mightyband® наматывать, формировать, наматывать вокруг труб или использовать прямо. Его также можно отливать в металл или приваривать к деталям машин.
Барабанные нагреватели
Ускорьте поток твердых и полутвердых материалов внутри промышленных бочек с помощью барабанного нагревателя от Tempco. Мы располагаем пятью барабанными нагревателями и предлагаем два метода нагрева материалов: погружение в барабан или нагрев снаружи барабана.
Нагреватели кожуха
Разработаны для защиты широкого спектра применений от низких температур, конденсации и коррозии.
Гибкие нагреватели
Способные работать с отличными характеристиками во многих неблагоприятных условиях, низкая тепловая масса гибких нагревателей позволяет использовать их в приложениях, где пространство для размещения нагревателя ограничено, а вес является проблемой.
Кабель обогрева
Кабели обогрева используются для противодействия эффектам потерь тепла в технологических трубопроводных системах.
Инфракрасные обогреватели
Инфракрасная лучистая тепловая энергия может быть доставлена в концентрированные области с очень высокой скоростью с помощью индивидуальных обогревателей или групп обогревателей.
Технологические нагреватели
Эти нагреватели, от простых жидкостных погружных нагревателей до высокотехнологичных систем технологического нагрева «под ключ», созданы для соответствия вашему производственному процессу.
Кожухи
Наши кожухи с воздушным охлаждением под ключ обеспечивают эффективный нагрев и охлаждение цилиндров в пластиковых экструдерах.
Ленточные нагреватели
Используются в поверхностном обогреве резервуаров, в качестве источника тепла в промышленных печах и для нагрева воздуха или других инертных газов.
Нагреватели резервуаров
Мы предлагаем широкий выбор нагревателей резервуаров и резервуаров для химических ванн, соответствующих вашим требованиям.
Трубчатые нагреватели
Доступны несколько диаметров, длин и материалов оболочки, этим нагревателям можно придать практически любую форму и их можно припаять или приварить к любой металлической поверхности.Выбирайте оребренные нагреватели для специальных применений или нагреватели для форм без направляющих.
Как работает нагревательный элемент
11 дек. Как работает нагревательный элемент?
(Последнее обновление: 11 декабря 2018 г.)
Одним из самых влиятельных изобретений в современном отоплении и электричестве является нагревательный элемент. Например, электрические обогреватели, тостеры, души, сушилки и многое другое полагаются на нагревательные элементы. Но что такое нагревательный элемент и как он работает?
Но что такое нагревательный элемент и как он работает?
Что такое нагревательный элемент?
Нагревательный элемент преобразует электрическую энергию в тепло за счет резистивного процесса (также известного как джоулев нагрев).Электрический ток, проходящий через элемент, встречает сопротивление, которое выделяет тепло.
Обычно нагревательные элементы изготавливаются из катушки, ленты или полоски проволоки, которые выделяют тепло (например, нить накала лампы). Нагревательные элементы содержат электрический ток, который проходит через катушку, ленту или провод и становится очень горячим. Элемент преобразует проходящую через него электрическую энергию в тепло, которое распространяется во всех направлениях.
Как работает нагревательный элемент?
Нагревательные элементы помогают преобразовывать электричество в тепло.Однако, чтобы понять, как работает нагревательный элемент, мы должны помнить несколько основных уроков по электричеству.
Во-первых, проводники — хорошие носители электричества. И наоборот, изоляторы — плохие переносчики электричества. И проводники, и изоляторы обеспечивают сопротивление протекающим по ним электрическим токам, хотя и в разной степени. Проводники обладают низким сопротивлением, а изоляторы — высоким. Итак, электронные схемы включают резисторы, которые регулируют протекание тока.Наконец, как работает нагревательный элемент?
«Резисторы работают путем преобразования электрической энергии в тепловую; Другими словами, они нагреваются, когда через них проходит электричество. Но это делают не только резисторы. Даже тонкий кусок проволоки нагреется, если вы пропустите через него достаточное количество электричества. Это основная идея ламп накаливания (старомодных ламп в форме лампочек). Внутри стеклянной колбы находится очень тонкий моток проволоки, называемый нитью накала. Когда через него проходит достаточно электричества, он становится раскаленным добела, очень ярко — так что он действительно излучает свет, выделяя тепло.”
В результате нагревательные элементы представляют собой прочный электрический компонент, который выделяет тепло, когда через него протекает большой электрический ток.
Типы нагревательных элементов
Многие приборы содержат нагревательные элементы, что означает, что существует несколько типов нагревательных элементов.
Металлические нагревательные элементы обычно изготавливаются из нихрома, который состоит из 80% никеля и 20% хрома. Из нихрома 80/20 получаются отличные нагревательные элементы, потому что этот материал обладает довольно высоким сопротивлением.
Другие типы металлических нагревательных элементов включают резистивную проволоку, которая обычно используется в тостерах, фенах, печах и подогреве полов. Кроме того, протравленная фольга, которая также сделана из тех же материалов, что и проволока сопротивления, и обычно используется в системах прецизионного нагрева.
Нагревательные элементы
PTC, которые сделаны из проводящей резины PTC, увеличивают удельное сопротивление экспоненциально с повышением температуры. Эти элементы работают с нагревателями, вырабатывающими большую мощность на холоде.В результате они быстро нагреваются и поддерживают постоянную температуру.
- Композитные нагревательные элементы
В композитных нагревательных элементах трубчатые элементы или элементы в оболочке создают тонкую спираль из проволоки из стойкого к нимрому нагревательного сплава. Композитные нагревательные элементы могут быть встроены в такие приборы, как тостер, в виде прямого стержня. И наоборот, композитные элементы можно сгибать и использовать в таких приборах, как электрические плиты, духовки или кофеварки.
Как починить или отремонтировать ТЭНы?
Многие нагревательные элементы имеют номер детали на самом элементе.Это помогает идентифицировать деталь, которая помогает при замене. Например, знание точной детали помогает техническим специалистам решать любые проблемы с нагревательными элементами (в частности, в печи).
«Номер детали нагревательного элемента указан на нагревательном элементе. На всех печах указаны модель и серийный номер на видном месте, чтобы облегчить поиск запасных частей. Если печь установлена поставщиком услуг, поставщик услуг также размещает наклейку с контактной информацией на внешней стороне печи для получения помощи и услуг по ремонту.Если номер недоступен, производитель печи, также четко обозначенный снаружи печи, предоставит нужный элемент для замены нагревательного элемента ».
Тем не менее, домашним мастерам следует учитывать, что для замены нагревательных элементов требуется опытный подрядчик по ОВК. Как правило, компания, которая установила вашу печь, лучше всего подходит для ремонта, но любой подрядчик по качественному отоплению знает, как исправить проблемы с нагревательным элементом.
По любым вопросам или помощи с вашей системой отопления или нагревательными элементами SolvIt имеет опыт и персонал для решения любых проблем!
Электрический нагревательный элемент BrewBuilt ™ SlingBlade (240 В)
BrewBuilt SlingBlade — это инновационный электрический нагревательный элемент, разработанный для обеспечения непрерывного кипения и равномерного распределения тепла.
Форма для повышения производительности и удобства
Уникальная конструкция SlingBlade в форме полумесяца размещает всю мощность нагрева на одной стороне чайника, направляя тепловую энергию вверх к поверхности, которая затем каскадно спускается вниз на противоположной стороне чайника. Это движение создает динамическую турбулентность, которая равномерно распределяет тепло, создавая сильное непрерывное кипение. Другие нагревательные элементы торчат прямо в середину чайника или имеют форму полного круга, окружающего стенку чайника.Это может стать препятствием для погружных чиллеров или затруднить перемешивание без удара об элемент. SlingBlade был разработан, чтобы избежать этих проблем. Оставаясь на одной стороне чайника, элемент не будет мешать погружному чиллеру, а поскольку элемент повторяет кривизну стенки чайника, он не будет мешать потоку сусла во время гидромассажной ванны.
Сверхнизкая плотность мощности
Электрический элемент передает энергию вашему суслу, применяя тепло, но если это тепло слишком сконцентрировано, вы получите локальный нагрев, который будет выше 212 ° F.Это катализирует реакции Майяра, которые могут привести к получению более темного пива, чем предполагалось, и вызвать нежелательную карамелизацию. Думайте об этих реакциях, как об жарке зефира. Сначала он становится светло-коричневым, мы называем это реакцией Майяра, немного горячее и становится темно-коричневым, мы называем это карамелизацией, затем он становится черным, и мы называем это пиролизом (сгоревший или опаленный). В то время как все котлы подвергаются этим реакциям, электрический элемент может концентрировать больше тепла на небольшой площади, что может быстро опалить сусло.Наш опыт показывает, что при потреблении 90 Вт на квадратный дюйм рецепты необходимо модифицировать, чтобы учесть элемент, и легкое пиво никогда не выходит полностью правильным. Элемент SlingBlade был разработан с мощностью 50 Вт на квадратный дюйм, чтобы снизить вероятность ожога, при этом обеспечивая сильное кипение. Для еще более низкой плотности мощности рассмотрите Контроллер мощности кипячения.
Соединение Tri-Clamp
SlingBlade быстро и легко устанавливается на любой чайник с T.C. наконечник благодаря изогнутой некруглой конструкции.Это также позволяет легко снимать элемент для очистки между использованием. Нагревательные элементы SlingBlade были разработаны для идеальной совместимости с пивоварнями BrewBuilt, но вы можете найти их подходящими и для других чайников. Их следует использовать с T.C. манжеты длиной не более 1 дюйма. Размеры и рекомендуемый минимальный диаметр котла см. в таблице ниже.
Особенности:
- Изготовлен из нержавеющей стали с запатентованным покрытием для длительного срока службы
- 1.Соединение Tri-Clamp 5 дюймов
- Уникальная офсетная конструкция способствует прокатке кипения
- Сверхнизкая плотность ватт устраняет ожоги
- Компоненты, сертифицированные UL
Характеристики:
- 240 Вольт
- Заглушка L6-30
- Для элемента на 10 и 15 галлонов требуется выключатель на 20 А
- Для элемента на 22 и 31 галлон необходим прерыватель на 30 А
- Для чайника на 50 галлонов требуются 2 цепи BE538 и 2 цепи 30 А
| Артикул | Чайник Vol. | Мощность | Длина | Радиус | Мин. Чайник Ø |
| BE535 | 10 галлонов | 3750 | 13.25 « | 6.3 « | 13,75 « |
| BE536 | 15 галлонов | 4500 | 16.75 « | 7,3 « | 15.75 « |
| BE537 | 22 галлона | 5000 | 17.25 « | 8,3 « | 17,75 « |
| BE538 | 31 галлон | 5750 | 19,5 « | 9.3 « | 19,75 « |
Обратите внимание: Длина измеряется от кончика нагревательного элемента до T.C. связь. Радиус измеряется от середины T.C. соединение с внешним краем кривой элемента.
*** Во избежание травм или смерти мы настоятельно рекомендуем использовать GFCI в любой цепи, используемой рядом с водой. Вы можете найти его здесь. ***
Трубчатые нагревательные элементы
Физические и электрические характеристики
| Диаметр оболочки + -0.005 «(+ -0,13 мм) | 0,260 дюйма (6,60 мм) | 0,315 дюйма (8,00 мм) | 0,375 дюйма (9,52 мм) | 0,430 дюйма (10,92 мм) | 0,475 дюйма (12,07 мм) | 0,496 дюйма (12,60 мм) |
| Длина оболочки Макс. | 404 дюйма (10260 мм) | 370 дюймов (9398 мм) | 337 дюймов (8560 мм) | 329 дюймов (8356 мм) | 281 «(7137 мм) | 263 «(6680 мм) |
| Максимальное напряжение | 250 | 480 | 480 | 600 | 600 | 600 |
| Максимальная сила тока | 15 | 30 | 30 | 40 | 40 | 40 |
| Допуск по мощности | Промышленный стандарт + 5% -10% | |||||
| Допуск сопротивления | Промышленный стандарт + 5% -10% | |||||
Длина
| Общая длина оболочки | 11-20 « | 21-50 « | 51-80 « | 81-110 « | 111-140 « | 141-170 « | 171-200 « | 201 «и более |
| Длина оболочки | ± 3/32 « | ± 1/8 « | ± 5/32 « | ± 3/16 « | ± 7/32 « | ± 1/4 « | ± 3/8 дюйма | ± 1/2 « |
| Длина с подогревом | ± 1/4 « | ± 1/2 « | 7/8 « | ± 1 1/8 дюйма | ± 1 3/8 дюйма | ± 1 5/8 « | ± 1 7/8 « | ± 2 3/8 дюйма |
| Минимум без обогрева | 1 « | 1 1/4 дюйма | 1 1/2 « | 1 5/8 « | 1 3/4 дюйма | 2 « | 2 1/4 дюйма | 2 1/2 « |
Трубчатая оболочка, рекомендации по температуре и удельной мощности
| Обогреваемая среда | Температура процесса ° F (° C) | Материал оболочки | Макс.Плотность ватт Вт / дюйм2 (Вт / см2) |
| ТВЕРДЫЕ | |||
| Зажим на металле | Кому 500 (260) Кому 1000 (540) | Инколой ® | 20 (3) 10 (1,5) |
| Пресс-формы для фрезеровки пазов | Кому 500 (260) Кому 1000 (540) | Инколой ® | 60 (9) 30 (4.5) |
| Вакуумные плиты | Кому 650 (345) Кому 1000 (540) | Алюминий, SS Инколой ® или Инконель ® | 40 (6) 20 (3) |
| ЖИДКОСТИ | |||
| Чистая питьевая вода | К 212 (100) Кому 500 (260) | Медь Инколой ® | 60–90 (9–14) 30-40 (4.5-6) |
| Де-И Вода | Кому 212 (100) | 316SS | 60 (9) |
| Технологическая вода и Сильно разбавленные коррозионные вещества | К 200 (95) | 304SS или инколой ® | 48 (7,5) |
| Мягкие или разбавленные кислоты и Щелочи | К 200 (95) | Инколой ® , 316SS или Инконель ® | 15-23 (2.3 — 3,5) |
| Масла (в зависимости от типа и использования) | 50-600 (10-315) | Сталь 6-23 | (1–3,5) |
| ВОЗДУХ | |||
| Духовки с естественной конвекцией | К 700 (370) Кому 1200 (650) | Инколой ® | 30 (4,5) 10 (2,3) |
| Проточный воздух @ Мин.500 кадров в минуту | Кому 800 (425) Кому 1000 (650) | Инколой ® | 30 (4,5) 23 (3,5) |
Доступные материалы оболочки и максимальные рекомендуемые температуры оболочки
| Материалы оболочки | Максимальная температура воздуха ° F (° C) | Типичные приложения |
| Стандартные доступные материалы оболочки | ||
| Медь | 350 (175) | Нагрев чистой питьевой воды |
| Алюминий | 750 (400) | Вакуумные плиты |
| Сталь | 750 (400) | Масла, гликоль, расплавленные соли, некоррозионные |
| 304SS | 1200 (650) | Повышенная коррозионная стойкость по сравнению со сталью |
| 316SS | 1200 (650) | Вода деионизированная и некоторые коррозионные вещества |
| Инколой ® 840 | 1600 (870) | Повышенная коррозионная стойкость по сравнению со сталью и 304SS |
| Инколой ® 800 | 1600 (870) | Повышенная стойкость к хлоридам и другим коррозионным веществам |
| Другие доступные материалы оболочки | ||
| 321SS | 1200 (650) | Повышенная коррозионная стойкость по сравнению со сталью и 304SS |
| Инколой ® 825 | 1600 (870) | Высокая устойчивость ко многим кислотам, солям и другим средам |
| Инконель ® 600 | 1800 (980) | Высокая устойчивость ко многим кислотам, солям и другим средам |
Варианты монтажа нагревателя
КРЕПЛЕНИЕ ТИПА R — Локаторные шайбы
| Диаметр нагревателя | А | Б |
| 0.260 « | 3/4 дюйма | Укажите |
| 0,315 дюйма | 5/8 « | Укажите |
| 0,375 дюйма | 3/4 дюйма | Укажите |
| 0,430 « | 3/4 дюйма | Укажите |
| 0,475 дюйма | 3/4 дюйма | Укажите |
КРЕПЛЕНИЕ ТИПА K — Монтажный кронштейн
Укажите все необходимые размеры и допуски.
МОНТАЖ ТИПА F — Монтажный фланец
Укажите все необходимые размеры и допуски.
МОНТАЖ ТИПА B — Резьбовые соединения перемычки
| Тип | Материал |
| BB | Латунь |
| BS | Сталь |
| B4 | 304SS |
| Диаметр | Резьба | А | Б | С |
| 0.260 « | 1/2 — 20 | 3/4 дюйма | 5/8 « | 3/4 дюйма |
| 0,315 дюйма | 1/2 — 20 | 3/4 дюйма | 5/8 « | 3/4 дюйма |
| 0,375 дюйма | 8 мая — 18 | 15/16 « | 3/4 дюйма | 7/8 « |
| 0,430 « | 8/5 — 18 | 15/16 « | 3/4 дюйма | 7/8 « |
| 0.475 « | 3/4 — 20 | 1 « | 7/8 « | 1 « |
Варианты заделки трубчатого нагревателя
ЗАВЕРШЕНИЕ ТИПА S — Резьбовая шпилька с керамическим изолятором.
ТИП S1 ЗАКЛЮЧЕНИЕ — Резьбовой стержень со сложенной слюдой.
ТИП L ЗАКЛЮЧЕНИЕ — Винтовой зажим.
| Размер винта | Диаметр | А | Вт |
| № 8-32 | К 0.315 « | 7/8 « | 5/16 « |
| № 10-32 | 0,375 «и больше | 1 1/16 дюйма | 7/16 « |
| Максимум 240 В | |||
ТИП L1 ЗАКЛЮЧЕНИЕ — Винтовой зажим 90 °.
| Размер винта | Диаметр | А | Вт |
| № 8-32 | К 0.315 « | 7/8 « | 5/16 « |
| № 10-32 | 0,375 «и больше | 1 1/16 дюйма | 7/16 « |
| Максимум 240 В | |||
ТИП D ЗАВЕРШЕНИЕ — Быстрое соединение. Максимум 240 В
ТИП D1 ЗАКЛЮЧЕНИЕ — Быстрое соединение 90 °. Максимум 240 В
ТИП W ЗАКЛЮЧЕНИЕ — Узел вывода Leadwire.
| Тип | Изоляция | Макс. Температура | Вольт |
| WS | Силикон | 390 ° F (200 ° C) | 600 В |
| WF | Стекловолокно | 480 ° F (250 ° C) | 600 В |
| WM | Слюда / стекло | 840 ° F (450 ° C) | 600 В |
Примечание: Если требуется кабель (шланг) с защитной броней, проконсультируйтесь с заводом-изготовителем.
Варианты уплотнения для трубчатых нагревательных элементов
ОПЦИЯ УПЛОТНЕНИЯ ТИПА G — Силиконовое конформное покрытие — Общая защита, пористое, максимальная температура 220 ° F (105 ° C)
ОПЦИЯ УПЛОТНЕНИЯ ТИПА E — Эпоксидное уплотнение — Устойчивость к влаге и загрязнению (лучший выбор для долговременной влагостойкости), низкая пористость, максимальная температура 450 ° F (230 ° C)
ВАРИАНТ УПЛОТНЕНИЯ ТИПА V — Силикон RTV — Защита от влаги и загрязнений, пористый, макс.температура 400 ° F (200 ° C)
УПЛОТНЕНИЕ ТИПА M ОПЦИЯ — Силиконовый каучук поверх формы, макс. температура 300 ° F (150 ° F)
| Диаметр | А |
| 0,260 дюйма | 7/16 « |
| 0,315 дюйма | 7/16 « |
| 0,430 « | 5/8 « |
ТИП PA ОПЦИЯ УПЛОТНЕНИЯ — Адаптер с герметизацией
Герметичная защитная трубка обеспечивает неразъемное соединение изоляции провода, уплотнения и защитной гильзы, которая может потребоваться.
Тип PS — это силикон RTV и свинцовый провод с силиконовой изоляцией Тип PP — с эпоксидным покрытием и с изоляцией из стекловолокна Тип PT — с эпоксидным покрытием и с изоляцией Teflon®
ТИП УПЛОТНЕНИЕ HS — Герметичные клеммы керамика-металл, макс. температура 1000 ° F (540 ° C)
| Размер резьбы | Диаметр | Вт |
| № 8-32 | 0.260 « | 1 3/4 дюйма |
| № 10-32 | 0,315 « | 1 7/8 « |
| № 1 / 4-28 | 0,430 « | 2 1/8 дюйма |
Варианты конструкции трубчатого нагревателя для трубчатых нагревательных элементов
Длина без обогрева — Длина без обогрева может быть изменена в соответствии с требованиями применения. Более длинные неотапливаемые секции часто используются для охлаждения конечной области или для сосредоточения тепловыделения в определенной области нагреваемой детали или среды.
Распределенная мощность — Трубчатые нагреватели Durex могут быть адаптированы для изменения удельной мощности по длине нагревателя. Это помогает обеспечить однородность температуры при литье под давлением или компенсировать тепловые потери вблизи концов.
Обработка оболочки и отделка — Для трубчатых нагревателей, которые будут изгибаться в полевых условиях, обязательно укажите в заказе «полный отжиг». Для фармацевтических и других «чистых» применений может быть поставлено глянцевое покрытие отжига.Также доступна, в зависимости от конфигурации, пассивация оболочки, которая удаляет любое свободное железо, которое может испачкать или ржаветь на поверхности оболочки.
Варианты гибки трубчатого нагревателя
Трубчатые нагревательные элементы могут иметь двухмерную и трехмерную форму, чтобы лучше соответствовать требованиям применения. Обеспечьте возможность увеличения размеров до 10% из-за теплового расширения и обеспечьте соответствующую опору для предотвращения провисания нагревательного элемента из-за высоких температур. Если необходимо изгибать прямые элементы в полевых условиях, свяжитесь с Durex Industries для получения инструкций по изгибу в полевых условиях перед изгибом.Кроме того, укажите «отжиг полной оболочки», чтобы учесть изгиб в полевых условиях.
Допуски на изгиб для элементов оболочки Incoloy ® и нержавеющей стали
| Ссылка на данные по изгибу | Диаметр нагревателя | |||||
| 0,260 дюйма | 0,315 « | 0,375 « | 0.430 « | 0,475 дюйма | 0,490 дюйма | |
| Минимальный радиус изгиба Стандартный | 0,437 « | 0,562 « | 0,687 « | 0,75 дюйма | 0,812 « | 0,875 « |
| Минимальный радиус изгиба с репрессированным изгибом | 0,375 « | 0,50 « | 0,562 « | 0.625 « | 0,687 « | 0,75 дюйма |
| Стандартные допуски на изгиб | 1/8 дюйма | 1/8 дюйма | 1/8 дюйма | 1/8 дюйма | 1/8 дюйма | 1/8 дюйма |
| Специальные допуски на изгиб | 1/16 « | 1/16 « | 1/16 « | 1/16 « | 1/16 « | 1/16 « |
| Прецизионные допуски на изгиб с инструментами | 0.005 « | 0,005 « | 0,005 « | 0,005 « | 0,005 « | 0,005 « |
Примечание. Для стальных и медных элементов оболочки возможны более узкие радиусы изгиба. Пожалуйста, проконсультируйтесь с Durex Industries для получения дополнительной информации.
Руководство по применению трубчатых нагревательных элементов
Наверх
Металлические детали для обогрева
Ниже приведены способы установки нагрева металлов в порядке от наилучшего до наименее эффективного.
Durex Industries рекомендует «запрессовать» трубчатый нагревательный элемент в фрезерованные пластины с пазами для увеличения срока службы нагревателя. Убедитесь, что все нагретые части нагревателя контактируют с деталью. Для улучшения теплопередачи следует использовать цемент для теплопередачи. Если используются зажимы, они должны располагаться близко друг к другу и не перетягиваться, чтобы обеспечить хороший контакт нагревателя с деталями. Допускается увеличение длины до 10% из-за теплового расширения во время нагрева.
Нагрев жидкости
Чтобы предотвратить перегрев или загрязнение нагревательного элемента, убедитесь, что нагретая часть трубчатого нагревателя ВСЕГДА погружена в жидкость.Для получения оптимальных результатов правильно подбирайте материал оболочки и удельную мощность нагревателя для жидкого применения. Фитинги, установленные на заводе-изготовителе или компрессионные фитинги, устанавливаемые на месте, используются для крепления и уплотнения трубчатого элемента к стенке резервуара. Обратитесь к разделам «Погружной», «Циркуляционный» и «Боковой нагреватель» на нашем веб-сайте или в каталоге, чтобы узнать о других жидкостных нагревателях.
Отопление, воздух и газ
Трубчатые нагревательные элементы обычно имеют форму U-образной шпильки или другой конструкции, устанавливаются через отверстия в стене и закрепляются стопорными шайбами, зажимами, резьбовыми соединениями, монтажным кронштейном или фланцем.Для получения оптимальных результатов используйте оболочку Incoloy® и убедитесь, что используется разумная удельная мощность. Допускается увеличение длины на 10% из-за теплового расширения. Для горизонтальной установки обеспечьте опоры не менее чем через каждые 18 дюймов длины, чтобы избежать провисания элемента из-за высоких температур. Для получения информации о принудительном воздушном и газовом обогреве см. Разделы «Циркуляционный и канальный нагреватели» на веб-сайте или в каталоге.
Лучистое отопление и пылесосы
Трубчатые нагреватели, используемые для лучистого обогрева, обычно используют отражатели для направления тепловой энергии на нагреваемую часть.Это хорошо подходит для нагрева, сушки и отверждения. Однако при использовании нагревателей в вакууме единственная передача тепла осуществляется за счет излучения, поэтому уменьшите удельную мощность на 20–30% по сравнению с нагревом воздухом. Алюминиевая оболочка, а также нагреватели с оболочкой из Inconel® обычно используются с вакуумными проходными узлами. Durex Industries может тестировать и измерять скорость утечки вакуума до 8×10-8 SCCS He (3×10-6 Па 1 / с).
Как заменить нагревательный элемент электрического водонагревателя
В отличие от газовых водонагревателей, у которых есть газовые горелки, электрические водонагреватели используют пару верхних и нижних металлических нагревательных элементов для нагрева воды.Подобно тому, как работают нагревательные элементы духовки, нагревательные элементы в водонагревателе нагреваются, когда через них проходит электрический ток. Каждый из нагревательных элементов управляется отдельным термостатом.
В электрическом водонагревателе нижний нагревательный элемент является рабочей лошадкой, поскольку он находится на дне резервуара, где холодная вода поступает из погружной трубки, которая проходит через резервуар. Верхний нагревательный элемент действительно способствует только тогда, когда есть большая потребность в горячей воде, и служит только для нагрева воды в верхней части бака.Когда где-то в доме открывается кран с горячей водой, горячая вода течет вверх из верхней части бака, а новая холодная вода течет в нижнюю часть бака, где нижний нагревательный элемент начинает ее нагревать.
Диагностика неисправностей нагревательного элемента
Обычно легко определить, какой нагревательный элемент неисправен. Постоянная подача теплой воды указывает на неисправность верхнего нагревательного элемента , в то время как нехватка полностью горячей воды указывает на неисправный нижний нагревательный элемент .
Замена нагревательных элементов — относительно простой проект. Новые нагревательные элементы должны быть того же типа и иметь такое же номинальное напряжение / мощность, что и те, которые используются в настоящее время в водонагревателе.
Замена нагревательного элемента
Замена неисправного нагревательного элемента на водонагревателе не представляет особой сложности, но считается продвинутым проектом, поскольку требует как механических навыков, так и хорошего знания вопросов электропроводки. Он состоит из трех различных этапов: проверка нагревательного элемента, удаление старого нагревательного элемента и установка новой замены.
Нагревательные элементы не особенно дороги, поэтому вы можете заменить их оба, даже если только один из них оказался неисправным. Если один нагревательный элемент вышел из строя, возможно, вскоре последует другой, и замена обоих может предупредить повторный ремонт в ближайшем будущем. Некоторые производители продают нагревательные элементы в ремонтных комплектах, в которые входят как нагревательные элементы, так и термостаты.
Типы нагревательных элементов
Нагревательный элемент преобразует электрическую энергию в тепло посредством процесса Джоулева нагрева .Джоулев нагрев происходит, когда электрический ток, проходящий через электрический элемент, встречает сопротивление, что приводит к нагреванию электрического элемента. Этот процесс не зависит от направления проходящего через него тока.
Различные типы нагревательных элементов можно классифицировать в зависимости от материала, из которого они изготовлены, каждый из которых придает им соответствующие характеристики
- Основные типы нагревательных элементов:
- Металлические нагревательные элементы
- Керамические и полупроводниковые нагревательные элементы
- Толстопленочные Нагревательные элементы
- Полимерные нагревательные элементы PTC
- Композитные нагревательные элементы
- Комбинированные нагревательные элементы
Металлические нагревательные элементы
Нагревательные элементы с проволочным сопротивлением
Металлические нагревательные элементы сопротивления обычно представляют собой спираль, ленту (прямую или гофрированную) ), или полоска провода, которая выделяет тепло, как нить накаливания лампы.Они используются в обычных нагревательных устройствах, таких как напольное отопление, кровельное отопление, тостеры, фены, промышленные печи, обогрев дорожек, сушилки и т. Д. Наиболее распространенные классы используемых материалов включают:
- Никель-хромовый сплав
- : проволочный нагрев с наибольшим сопротивлением. элементы используют нихром 80/20 (80% никеля, 20% хрома) в виде проволоки, ленты или полосы. NiCr 80/20 — идеальный материал, поскольку он имеет относительно высокое сопротивление и образует липкий слой оксида хрома при первом нагреве.Материал под этим слоем не окисляется, что предотвращает поломку или выгорание проволоки.
- FeCrAl: сплавы FeCrAl или железо-хром-Алюминиевые сплавы — это ферромагнитные сплавы, свойства электрического сопротивления которых аналогичны свойствам никель-хромовых сплавов, что делает их пригодными для применения в системах электрического нагрева. Хотя отсутствие никеля делает их дешевле, чем никель-хромовые сплавы, это также делает их более подверженными коррозии. Эти электрические нагревательные элементы FeCrAl имеют самый широкий рынок сбыта.
- Сплав CuNi: сплав CuNi или медно-никелевые сплавы характеризуются низким удельным электрическим сопротивлением и низким температурным коэффициентом сопротивления. Они обладают хорошей стойкостью к окислению и химической коррозии и используются для низкотемпературного нагрева.
- Протравленная фольга: Нагревательные элементы из вытравленной фольги изготавливаются из тех же сплавов, что и резистивные проволочные элементы, но производятся с использованием процесса субтрактивного фототравления. Этот процесс начинается с непрерывного листа металлической фольги и заканчивается сложной схемой сопротивления нагревательного элемента.Эти нагревательные элементы обычно используются в системах прецизионного нагрева, таких как медицинская диагностика и аэрокосмическая промышленность.
Сплав
Керамические и полупроводниковые нагревательные элементы
- Нагревательные элементы из дисилицида молибдена: дисилицид молибдена (MoSi2) — интерметаллическое соединение, силицид молибдена, представляет собой тугоплавкую керамику, которая в основном используется в нагревательных элементах. Он имеет умеренную плотность, температуру плавления 2030 ° C и является электропроводным. При высоких температурах образует пассивирующий слой диоксида кремния, защищающий его от дальнейшего окисления.Нагревательные элементы этого типа применяются в печах для термообработки, производстве стекла, спекании керамики и в полупроводниковых печах.
- Нагревательные элементы из карбида кремния: Нагревательные элементы из карбида кремния обеспечивают повышенные рабочие температуры по сравнению с металлическими нагревателями. Нагревательные элементы из карбида кремния сегодня используются при термической обработке металлов, плавлении стекла и цветных металлов, производстве керамики, производстве флоат-стекла, производстве электронных компонентов, запальных ламп, запальников газовых обогревателей и т. Д.
- PTC: Керамические материалы PTC названы так из-за их положительного теплового коэффициента сопротивления. Положительный температурный коэффициент нагревательных материалов, часто композитов титаната бария и титаната свинца, означает, что их сопротивление увеличивается при нагревании. Хотя большая часть керамики имеет отрицательный температурный коэффициент, эти материалы обладают сильно нелинейным тепловым откликом. Выше пороговой температуры, зависящей от состава, их сопротивление быстро увеличивается при нагревании.Такое поведение заставляет материал действовать как собственный термостат, потому что ток проходит, когда он холодный, и не проходит, когда он горячий.
- Кварцевые галогенные элементы: Кварцевые галогенные обогреватели также используются для лучистого обогрева и охлаждения. Эти излучатели нагреваются и охлаждаются за секунды, что делает их особенно подходящими для систем, требующих короткого времени цикла. Тепловая мощность также очень высока, что делает эти нагреватели полезными при высоких потребностях в тепле или в быстро меняющихся процессах, таких как бумага, процессы и т. Д.
Керамические нагревательные элементы
Толстопленочные нагревательные элементы
Толстопленочные нагревательные элементы представляют собой резистивные нагревательные элементы, которые можно печатать на тонкой подложке. Толстопленочные нагревательные элементы имеют преимущества перед обычными резистивными элементами в металлической оболочке. Толстопленочные нагревательные элементы характеризуются низкопрофильным форм-фактором, улучшенной однородностью температуры, быстрым тепловым откликом из-за низкой тепловой массы, низким потреблением энергии, высокой удельной мощностью и широким диапазоном совместимости по напряжению.Обычно толстопленочные нагревательные элементы печатают на плоских подложках и на трубках с различными рисунками нагревателей. Шаблоны толстопленочного нагревателя легко настраиваются в зависимости от сопротивления листа напечатанной пасты резистора.
Эти нагреватели могут быть напечатаны на различных подложках, включая металл, керамику, стекло, полимер, с использованием толстопленочных паст для металла или сплава. Чаще всего для печати толстопленочных нагревателей используют алюминий, нержавеющую сталь и листы мусковита или флогопита.Эксплуатационные характеристики и использование этих нагревателей сильно различаются в зависимости от того, какие материалы подложки выбраны. В первую очередь это связано с тепловыми характеристиками подложки нагревателя.
Существует несколько традиционных применений толстопленочных нагревателей. Для большинства приложений тепловые характеристики и распределение температуры являются двумя ключевыми проектными параметрами. Чтобы избежать появления горячих точек и поддерживать равномерное распределение температуры, конструкцию схемы можно оптимизировать, изменив удельную мощность цепи резистора.Оптимизированная конструкция нагревателя помогает контролировать мощность нагревателя и изменять температуру. Их можно использовать в вафельницах, термопечатающих головках, водонагревателях, электрическом обогревателе плит, отпаривателях для ткани, чайниках, увлажнителях, бойлерах, кроватях с подогревом, термосварочных устройствах, утюжках для одежды, выпрямителях волос, 3D-принтерах, сушилках для одежды, клеевые пистолеты, лабораторное оборудование, устройства для защиты от запотевания, автомобильные зеркала, противообледенительные устройства, подогреватели, теплообменники и т.д. о влиянии повышения температуры на сопротивление элемента.
- Нагреватели NTC или типа с отрицательным температурным коэффициентом характеризуются уменьшением сопротивления при повышении температуры нагревателя, что дает более высокую выходную мощность при более высоких температурах для данного входного напряжения. Для нагревателей типа NTC обычно требуется термостат или термопара для контроля разгонной температуры нагревателя. Нагреватели NTC используются там, где требуется быстрое повышение температуры нагревателя до заданного значения.
- Нагреватели с положительным температурным коэффициентом или положительным температурным коэффициентом ведут себя противоположным образом с увеличением сопротивления и уменьшением мощности нагревателя при повышенных температурах.Эта характеристика нагревателей PTC делает их саморегулирующимися, поскольку их выходная мощность достигает насыщения при фиксированной температуре.
Полимерные нагревательные элементы PTC
Резистивные нагреватели могут быть изготовлены из проводящих резиновых материалов PTC, удельное сопротивление которых экспоненциально увеличивается с повышением температуры. Такие резистивные нагреватели вырабатывают большую мощность, они холодные и быстро нагреваются до постоянной температуры. Из-за экспоненциально увеличивающегося удельного сопротивления при нагревании резистивный нагреватель с PTC-резиной никогда не может нагреться до температуры, превышающей эту температуру.Выше этой температуры резина действует как электрический изолятор. Эта температура может быть выбрана во время производства резины, типичная температура составляет от 0 ° C до 80 ° C.
Полимерные нагревательные элементы PTC представляют собой точечные саморегулирующиеся нагреватели и саморегулирующиеся нагреватели. Саморегулирование означает, что каждая точка нагревателя независимо поддерживает постоянную температуру без необходимости использования регулирующей электроники. Саморегулирующийся означает, что нагреватель никогда не может превышать определенную температуру в любой точке и не требует защиты от перегрева.
Композитные нагревательные элементы
- Трубчатые нагревательные элементы в оболочке : Трубчатые или защищенные элементы обычно состоят из тонкой спирали из никель-хромового резистивного нагревательного сплава, который расположен внутри металлической трубки из медных или нержавеющих сплавов, таких как сплав NiCrFe. ) и изолирован порошком оксида магния. Чтобы влага не попадала в гигроскопичный изолятор, концы элемента снабжены полосками из изоляционного материала, такого как керамика или силиконовый каучук, или их комбинация.Трубка протягивается через фильеру для сжатия порошка и максимальной теплопередачи. Эти нагревательные элементы могут быть в форме прямого стержня, как в тостерах, или изогнутыми, чтобы охватить нагреваемую область, например, в электрических духовках, электрических плитах и автоматических кофеварках.
- Нагревательные элементы с трафаретной печатью : Эти нагревательные элементы представляют собой металлокерамические дорожки с трафаретной печатью, нанесенные на керамические изолированные металлические (обычно стальные) пластины.Нагревательные элементы с трафаретной печатью нашли широкое применение в качестве элементов в электрических чайниках и других бытовых приборах с середины 1990-х годов.
- Радиационные нагревательные элементы : Радиационные нагревательные элементы или тепловые лампы — это мощные лампы накаливания, которые обычно работают с меньшей, чем максимальная мощность, чтобы излучать в основном инфракрасный, а не видимый свет. Обычно они используются в излучающих обогревателях и подогревателях пищи, имеют либо длинную трубчатую форму, либо форму лампы-отражателя.Лампы с отражателем часто окрашиваются в красный цвет, чтобы свести к минимуму производимый видимый свет; трубчатая форма бывает разных форматов:
- Золотое покрытие — Золотая дихроичная пленка нанесена на внутреннюю часть, которая уменьшает видимый свет и пропускает большую часть коротких и средних волн инфракрасного излучения. В основном для обогрева людей.
- Рубиновое покрытие — Те же функции, что и лампы с золотым покрытием, но за небольшую часть стоимости. Видимые блики намного выше, чем у золотого варианта.
- Прозрачный — Без покрытия, в основном используется в производственных процессах.
- Съемные нагревательные элементы с керамическим сердечником : Съемные нагревательные элементы с керамическим сердечником используют спиральную проволоку из нагревательного сплава, пропущенную через один или несколько цилиндрических керамических сегментов, чтобы сделать необходимую длину, которая связана с мощностью нагревателя, с центром или без него. стержень. Этот тип нагревательного элемента, вставленный в металлическую оболочку или герметичную трубку с одного конца, позволяет производить замену или ремонт без нарушения процесса, обычно нагрева жидкости под давлением.
Комбинированные системы нагревательных элементов
Нагревательные элементы для высокотемпературных печей часто изготавливаются из экзотических материалов, включая платину, дисилицид вольфрама, дисилицид молибдена, молибден, используемый в вакуумных печах, и карбид кремния. Воспламенители из карбида кремния обычно используются в газовых печах.
Лазерные нагреватели также используются для достижения высоких температур.
Статья предоставлена Википедией — зарегистрированным товарным знаком Wikimedia Foundation, Inc., некоммерческая организация.
Типичный нагревательный элемент обычно представляет собой катушку, ленту (прямую или гофрированную) или полоску проволоки, которая выделяет тепло так же, как нить накаливания лампы. Когда через него протекает электрический ток, он накаляется докрасна и преобразует проходящую через него электрическую энергию в тепло, которое излучается во всех направлениях.
Работа с электрическими резистивными нагревательными элементами, запуск и техническое обслуживание
Наш опыт позволяет нам предлагать продукцию, превосходящую ожидания наших клиентов.
От начала до конца мы координируем свои действия с нашими клиентами, чтобы производить идеальный продукт для их приложений. Это наш способ предоставить вам продукты, которые будут соответствовать вашим потребностям, по цене, основанной на этой стоимости.
Хотя нагревательные элементы электрического резистивного типа используются уже много лет, и ежедневно появляются новые применения, все еще существуют некоторые неправильно понятые аспекты использования и довольно часто неправильное использование элементов из-за предположений или отсутствия легкодоступной информации. .
В этом руководстве обсуждаются общие вопросы, касающиеся использования, ухода и обслуживания, связанные с продлением срока службы продуктов Thermcraft. Сложность вопросов, связанных с нагревателями резистивного типа, указывает на необходимость универсального руководства в качестве отправной точки.
Таким образом, данное руководство является всего лишь ориентировочным, а фактические технические характеристики нагревательных агрегатов следует делать только после консультации с инженерами Thermcraft.
- Свинец
- Стили отведений
- Радиус изгиба
- Хрупкость
- Окончания
- Защита от свинца
- Ремонтные работы
- Вибрация
- Сушка
- Велоспорт
- Предложения
НАГРЕВАТЕЛЬ ЭЛЕКТРИЧЕСКИЙ
ОБЗОР ФАКТОРОВ ПО ПРИМЕНЕНИЮ И ОБСЛУЖИВАНИЮ
Компания Thermcraft предоставила следующую информацию только в качестве руководства и не дает никаких гарантий или гарантий.Должно быть очевидно, что количество переменных в типах приложений явно делает невозможным предоставление каких-либо абсолютных значений.
СООБРАЖЕНИЯ, КАСАЮЩИЕСЯ ЭЛЕКТРОПРОВОДОВ
Важно не только учитывать тип электрического нагревателя, его размещение и требования к мощности, но также необходимо учитывать типы используемых электрических выводов и способы их выхода и вывода из обогреваемой зоны. . Некоторые общие соображения при выборе различных типов отведений:
- Температура области вывода
- Требуется гибкость
- Относительная стоимость
- Загрязняющие вещества в свинцовой зоне
- Требуемая стойкость к истиранию
- Доступность элементов управления
ПРОВОДА НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА И ПОДКЛЮЧЕНИЯ ПИТАНИЯ
Убедитесь, что напряжение в сети соответствует номинальному напряжению нагревателя.Электропроводка к обогревателю должна быть проложена в соответствии с местными и национальными электротехническими правилами. Всегда ДОЛЖНА соблюдаться полярность. Соседние выводы всегда должны быть подключены с одинаковой полярностью. Несоблюдение полярности может вызвать преждевременный выход нагревателя из строя.
СТИЛИ ВЫВОДОВ
Выводы элемента доступны в широком диапазоне стилей, но обычно их можно сгруппировать в несколько категорий, например:
- Одножильный
- Витая пара
- Стержень
- Подушка или стержень
Однопроводниковая концепция довольно распространена и обычно является стандартной формой питания для керамических и вакуумных волоконных нагревательных элементов.В этой форме проводник нагревательного элемента также служит проводником. При использовании этой формы необходимо проявлять осторожность, поскольку свинец может сильно нагреться, особенно когда пакет элементов работает с максимальным номиналом или близким к нему. Вырабатываемое тепло может вызвать проблемы с заделками, взаимодействием с изоляцией более низкого качества и возможным перегревом самого выводного провода (СМОТРИТЕ ТАКЖЕ РАЗДЕЛЫ ПО ЗАКЛЮЧЕНИЯМ И ЗАЩИТЕ ОТВОДА).
Витая пара — это провод, в котором элемент-проводник загнут на себя, а затем скручен определенным образом.В этом методе эффективная площадь поперечного сечения вывода фактически увеличена вдвое. Это позволяет свинцу работать при существенно пониженных температурах. Сама по себе эта функция значительно снижает вероятность отказов элементов, которые можно напрямую отследить до проблем с выводом или завершением. Этот тип проводов обычно имеет преимущество перед одножильными и обычно ограничивается использованием проводов BSA сечением от 9 до 10 или меньше. По возможности рекомендуется такая конфигурация отведений.
Стержневые выводы связаны с креплением провода с гораздо большей площадью поперечного сечения (обычно минимум два раза) к фактическому элементу. Опять же, это позволяет свинцу работать при гораздо более низких температурах, чем фактический элемент. Обычно стержень приваривается к проводнику нагревательного элемента. Хотя стержень тяжелее элемента, при обращении с ним необходимо соблюдать осторожность, поскольку в процессе сварки обычно образуется довольно хрупкая область в непосредственной близости от места сварки. Этот хрупкий участок подвержен растрескиванию или прямому механическому повреждению при неправильном обращении.Стержневой соединитель может использоваться как с проволочными, так и с ленточными нагревательными элементами. Материал, используемый для соединителя стержневого типа, может быть изготовлен из сплава с более низкой температурой, но схожего химического состава, который используется в фактическом нагревательном элементе.
Подушечка или стержень аналогичен по своей природе концепции стержня, за исключением того, что используется либо плоский стержень, либо, если в рассматриваемом элементе используется «полоса», а не проволока, полоса часто загибается на себя один или два раза для увеличения площадь поперечного сечения.Обычно на конце имеется отверстие для подключения болтовых соединений. Если прокладка была приварена к проводнику элемента, возникают те же опасения, которые высказывались на месте сварки по поводу хрупкости вывода стержня. Этот тип кабеля часто используется с нагревательными элементами на основе волокна, и если длина провода недостаточно велика, чтобы пройти через «резервную» изоляцию, клиент вынужден выполнять все свои силовые соединения на болтах в зоне, подверженной довольно высоким температурам окружающей среды (СМ. РАЗДЕЛ ЗАЩИТЫ СВИНЦА И РАЗДЕЛ ПО РАЗРЕШЕНИЯМ).
РАДИУС ИЗГИБА
Подводящий провод, отходящий от нагревательных элементов, обычно можно согнуть в соответствии с вашими конкретными потребностями. Необходимо соблюдать осторожность, чтобы сохранить целостность внутреннего соединения, чтобы продлить срок службы нагревательного элемента. Чтобы избежать чрезмерной нагрузки на это соединение, используйте плоскогубцы с мягким носом, чтобы надежно закрепить выводной провод в месте выхода провода из нагревательного элемента, а затем согнуть его. Примечание. Некоторые плоскогубцы могут выдолбить провод, создав слабое место.
Минимальный радиус изгиба проволоки должен быть в 4-8 раз больше диаметра проволоки.Это работает как для никель-хромовых сплавов, так и для сплавов железо-хром-алюминий. Однако следует отметить, что в очень холодных условиях окружающей среды сплавы железо-хром-алюминий могут по-прежнему треснуть или сломаться при любом изгибе (т. Е .: см. Раздел о хрупкости).
BRITTLENESS
Многие из жаропрочных металлических сплавов, используемых для нагревательных элементов, страдают плохой пластичностью и хрупкостью, особенно после того, как они находились при рабочей температуре в течение любого периода времени. Это особенно верно для материалов на основе железа, хрома и алюминия, которые часто используются при высоких температурах.Традиционные железо-хром-алюминиевые материалы станут очень хрупкими, когда они достигнут температуры 950 градусов. C, и эта хрупкость возникает почти мгновенно. Новые сплавы железа и хрома-алюминия на основе порошкового металла также становятся хрупкими после нагрева, но это более постепенный процесс, который строго зависит от времени и температуры. Как только эти сплавы охладятся до комнатной температуры, попытка их переместить, скорее всего, приведет к поломке. Нагревание этих хрупких элементов до «цветной» температуры (выше 500 град.F) должен позволять их перемещать или перемещать без механических повреждений.
Как указано в других разделах, материалы железо-хром-алюминий также обладают фазой низкотемпературной хрупкости. Обычно это будет проблемой, если температура материала ниже 68 градусов. F и станет еще большей проблемой при понижении температуры. Обычно при попытке согнуть, скрутить или согнуть эти материалы ниже 40 град. F вызовет растрескивание и поломку. Таким образом, если блоки хранились в неотапливаемом помещении, дайте им нагреться как минимум до 70 градусов.F и желательно выше, так как чем выше температура, тем легче с ними работать.
При сварке этих сплавов непосредственная область в месте сварки станет хрупкой (из-за высокой температуры сварки). При обращении с этими участками всегда следует обращаться с особым вниманием, поскольку чрезмерное усилие или изгиб, приложенное к этим соединениям, вызовут трещины и, возможно, поломку. Из-за этого потенциального риска часто бывает желательно поставлять системы элементов очень большого размера с отсоединенными стержневыми или контактными выводами.После того, как элементы были надежно закреплены, клеммы позиционируются и привариваются к элементам методом TIG.
ЗАВЕРШЕНИЯ
Правильные заделки имеют решающее значение для успешного применения нагревательного элемента, и, если не сделать его правильно, это отрицательно скажется на сроке службы элемента. Одна из основных целей — обеспечить, чтобы наибольшее количество «выводного провода» элемента находилось в тесном «жестком» физическом контакте с фактическим «выводом», насколько это практически возможно. В случаях, когда существует недостаточный контакт, либо из-за отсутствия материала, либо из-за слабого физического контакта, может развиться состояние, известное как «СОЕДИНЕНИЕ ВЫСОКОГО СОПРОТИВЛЕНИЯ».Это явление вызовет локальный нагрев в области заделки, что приведет к дальнейшему ухудшению качества соединения, что приведет к выходу из строя соединения. Обычно это требует замены того, что в остальном является совершенно хорошим нагревательным элементом. Дополнительным моментом для рассмотрения является тот факт, что процесс завершения требует соединения металлов из разных сплавов. Хотя этот процесс соединения может вызвать химические реакции на стыке, которые могут привести к преждевременному выходу из строя, его можно свести к минимуму, если поддерживать температуру ниже 1000 градусов.F.
При заделке проводов небольшого сечения, таких как те, которые обычно встречаются на керамических пластинах или панелях вакуумного формованного волокна, рекомендуется использовать процедуру механического сжатия. Это может быть болт (зажимной столб) с шайбами и контргайками, разрезной болт с шайбами и гайкой или специализированная клеммная колодка. Во всех случаях выводной провод следует тщательно очистить в области контакта с помощью стальной ваты или легкой шлифовки, чтобы обеспечить хорошее электрическое соединение.НАСТОЯТЕЛЬНО не рекомендуется использовать химические чистящие средства, так как они могут оставить остатки, которые могут вызвать коррозию и преждевременный выход из строя. Подводящий провод должен быть полностью намотан вокруг зажимного стержня и зажат между шайбами и контргайками или крепежом клеммной колодки. Вставки через разрезной болт и сжатия между шайбами обычно достаточно. Предпочтительным материалом клемм является латунь, хотя во многих случаях может использоваться нержавеющая сталь. Примечание. Чрезмерное и / или повторяющееся изгибание приведет к «деформационному упрочнению» материала, что приведет к трещинам / поломке.
Использование кольцевых соединителей НЕ рекомендуется из-за обычно недостаточной площади контакта между выводным проводом и кольцевой втулкой, а также из-за возможной деформации или повреждения выводного провода в процессе обжима. Если необходимо использовать кольцевые соединители, они должны быть из нержавеющей стали и должны быть сварены TIG или припаяны серебром к подводящему проводу.
НЕ рекомендуется использовать герметики для швов. Хотя это обычная практика для электрических соединений при работе с силовой проводкой, соединительный состав может отрицательно повлиять на целостность заделки (обычно вызывая коррозию и, следовательно, преждевременный выход из строя).
Во время этого процесса выводной провод можно согнуть в соответствии с вашей конкретной ситуацией. Необходимо соблюдать осторожность, чтобы обеспечить целостность внутреннего соединения. Чтобы избежать чрезмерной нагрузки на это соединение, рекомендуется использовать плоскогубцы с мягким носом, чтобы надежно удерживать выводной провод там, где он выходит из нагревательной панели или печи. Затем выводной провод можно при необходимости согнуть (СМ. РАЗДЕЛЫ ПО МИНИМАЛЬНОМУ РАДИУСУ ИЗГИБА И ПРОБЛЕМАМ ХРУПКОСТИ).
В выводах элемента должен быть обеспечен некоторый «провис», чтобы учесть расширение и сжатие во время циклов нагрева и охлаждения.Если этого не сделать, выводной провод может быть поврежден или сломан из-за механического напряжения. Это сложная проблема, потому что помимо расширения проволоки кожух печи, изоляция и внутренние опорные конструкции перемещаются во время термоциклирования. Однако только с точки зрения проволоки, провисания от 1/8 ″ до 1/4 ″ должно быть достаточно для большинства размеров проволоки.
Для проволочных элементов большего сечения обычно поставляется стержневой вывод. В этом случае стержень обычно подвергают механической обработке, чтобы можно было использовать схемы соединений, указанные на заводе-изготовителе.Обычной процедурой было бы снабдить конец стержня резьбой для использования с шайбами и контргайками. При затяжке этих соединений необходимо проявлять осторожность, чтобы не перекрутить или не согнуть стержень, так как это может вызвать растрескивание или полное разрушение любых сварных соединений, используемых для соединения стержня с фактическим элементом (СМ. РАЗДЕЛЫ, КАСАЮЩИЕСЯ СТИЛЕЙ СВИНЦА И ХРУПКОСТИ). Другие используемые концепции — это прорези и / или отверстия, которые позволяют клиенту приваривать другие выводы проводов с большим поперечным сечением непосредственно к элементу, используя утвержденные процедуры.Там, где это применимо, также могут использоваться специальные механические компрессионные соединители.
Рекомендуется проверять заделки на герметичность после первых восьми (8) часов работы, а затем периодически, чтобы гарантировать, что соединение с высоким сопротивлением не разовьется из-за ослабления. Продолжительность последующих обследований зависит от множества факторов, таких как частота цикла, условия окружающей среды, наведенные физические вибрации и т. Д., Но не должна превышать шести (6) месяцев.Следует отметить, что это обычная практика, которая должна применяться ко всем подключениям к электросети. ВХОДНОЕ ЭЛЕКТРОПИТАНИЕ ДОЛЖНО БЫТЬ ОТКЛЮЧЕНО И ЗАБЛОКИРОВАНО НА ИССЛЕДУЕМЫХ СИСТЕМАХ В СООТВЕТСТВИИ С ПРИЗНАННЫМИ СТАНДАРТАМИ И КОДАМИ ОБСЛУЖИВАНИЯ ЭЛЕКТРИЧЕСКОГО ОБСЛУЖИВАНИЯ.
ЗАЩИТА ОТ СВИНЦОВ
Часто желательно обеспечить защитное покрытие на выводах элемента. Это может потребоваться по электрическим или механическим причинам. Следует проявлять особую осторожность при выборе защитного экрана для проводов.Чаще всего проводят провод внутри высокотемпературной керамической трубки или кладут высокотемпературные керамические шарики на провод. Любой из этих методов также может иметь гибкий рукав (например, NEXTEL), расположенный сверху для дополнительной защиты. В общем, не следует использовать самоклеящиеся ленты, поскольку даже в высокотемпературных марках обычно используются мастики / адгезивы на органической основе, которые могут распадаться на вещества на основе углерода. Они, в свою очередь, могут вступать в реакцию с проволокой, вызывая коррозию, просачивание углерода и охрупчивание.
Также следует внимательно изучить типы используемой изоляции. Многие из материалов с более низким рейтингом содержат значительное количество свободного диоксида кремния. Когда сплавы на основе железа, хрома и алюминия используются для проводника нагревательного элемента (обычно при высоких температурах до 1300 ° C), защитное покрытие из оксида алюминия, сформированное на внешней стороне проводника, будет реагировать со свободным кремнеземом, начиная с температур около 1000 ° C. . Эта реакция приведет к явлению эвтектического плавления, происходящему в точке реакции.Чрезмерная изоляция выводов также может привести к перегреву как самого вывода, так и в области выводов.
Системы обогрева на основе волокна традиционно обрабатываются снаружи веществом, чтобы сделать волокно в некоторой степени жестким и самонесущим. Однако отменяющее давление вызовет необратимую деформацию поверхности волокна и / или растрескивание, что отрицательно скажется на изоляционных качествах прокладки из огнеупорного волокна. Попытка установить блоки с усилием, скорее всего, приведет к растрескиванию или обрыву волокна.Провода или контактные площадки, предусмотренные на оптоволоконных площадках, должны иметь опоры, чтобы предотвратить скручивание или изгиб во время подключения силовых проводов. Это предотвратит повреждение волокна в зоне выхода вывода. Как и в случае со всеми материалами на основе тугоплавких волокон, при обращении с этими типами нагревателей следует надевать одобренный респиратор, особенно если нагреватель находился при температуре в течение любого времени и заменяется.
РЕМОНТ
В некоторых более крупных элементах (стержневого типа) и на некоторых узлах выводов можно устранить поломку (механическую по своей природе или в местах, где проводник не сильно расплавлен).Для этого в случае никель-хромовых сплавов необходимо удалить оксид, соединить проволоку и затем сварить утвержденными методами. Для сплавов железо-хром-алюминий используется аналогичная операция, за исключением того, что материал следует нагреть до «красной» цветовой температуры перед перемещением. Это позволит изгибать сегменты проводника без дополнительной поломки.
ОБРАЩЕНИЕ, ХРАНЕНИЕ, ЭКОЛОГИЧЕСКИЕ ФАКТОРЫ
Одна из причин, по которой современные металлические нагревательные элементы могут работать при таких высоких температурах (до 1400 град.C) в течение продолжительных периодов времени, если они образуют защитный оксид на своей внешней поверхности. Загрязнение поверхности различными веществами будет мешать процессу образования оксида. (что происходит только при повышенных температурах) Это приведет к преждевременному выходу элемента из строя. Поскольку большинство элементов поставляются в «зеленом состоянии» (без оксида на поверхности), крайне важно, чтобы материал содержался как можно более чистым до тех пор, пока элемент не будет установлен и не будет нагрет до образования оксида.
Еще одна важная область рассмотрения — хранение элементов.Их необходимо защищать от непогоды и хранить в прохладном и сухом месте. В идеале это также должно быть место с низкой влажностью, но на практике это не всегда возможно. Многие из сплавов, используемых для обогрева, содержат высокий процент железа, и они подвержены ржавчине при воздействии высокой влажности. Ржавчина будет препятствовать образованию оксидов и привести к преждевременному выходу из строя. В случаях, когда используются волоконные элементы на основе керамики или вакуумного формования, керамика и волокно могут поглощать влагу либо непосредственно из воздуха, либо от прямого воздействия, такого как конденсация, протекающие верхние трубы или разливы.Эта характеристика поглощения может усугубить потенциал коррозии, поскольку во многих случаях сплав будет вкраплен и невидим для осмотра. (СМ. РАЗДЕЛ ОСУШЕНИЯ).
Еще одна область загрязнения — это масло для тела на руках. Для защиты открытых элементов рекомендуется надевать чистые хлопчатобумажные перчатки. Если это невозможно, тщательно вымойте руки водой с мылом, прежде чем обращаться с элементами. Следует отметить, что чем меньше материал элемента, тем более значительным становится это загрязнение, особенно для проводов сечением ниже BSA 18 и толщиной полосы 0.04 дюйм.
В целом, все продукты на нефтяной основе и большая часть «магазинной грязи» будут отрицательно влиять на образование оксидов. Поэтому никогда не размещайте элементы прямо в цехе, не положив предварительно защитный барьер (например, чистую бумагу или картон). Если в атмосфере присутствует много паров масла, не подвергайте элементы воздействию атмосферы дольше, чем это абсолютно необходимо.
Когда нагреватели снимаются с хранения, они должны быть нагреты минимум до 68 градусов. F перед попыткой установки.Многие жаропрочные сплавы демонстрируют возрастающие проблемы с пластичностью и хрупкостью при более низких температурах (ниже комнатной температуры или 68 ° F). Если выводы или элементы имеют температуру ниже этой температуры, попытка согнуть или придать им форму может привести к растрескиванию или поломке. Обратите внимание, что опасность этого резко возрастает по мере снижения температуры. Хотя 68 град. F — общепринятая минимальная температура для работы с этими сплавами, на практике очень желательно использовать более высокую температуру (до 100 град.F) если возможно. Причина этого в том, что небольшие отклонения в консистенции партии могут сместить критическую температуру на несколько градусов вверх или вниз.
Системы обогревателей на керамической основе по своей природе подвержены механическим повреждениям от механических ударов и нагрузок, поэтому не роняйте их и не устанавливайте с силой.
ВИБРАЦИЯ
В местах, подверженных чрезмерной вибрации, это должно быть основным соображением при установке противоударного устройства с использованием стандартных промышленных методов крепления.Чрезмерная вибрация также может повлиять на соединения проводов. Убедитесь, что используемые разъемы выдерживают вибрацию и остаются герметичными.
НАГРУЗКА
Следует допустить снижение максимальной нагрузки на 20%, если контактор используется вместо управления тиристором. Пожалуйста, обратите внимание, что этот регулятор SCR представляет собой либо фазовый импульс, либо переменную временную развертку. Как правило, более желателен нулевой кроссовер, но практический выбор будет зависеть от фактического применения.
ПРОЦЕДУРА ВЫСУШИВАНИЯ: ВНУТРЕННИЕ ЭЛЕМЕНТЫ
Перед первым нагревом печи проверьте, не оторвался ли какой-либо цемент для заливки керамических нагревателей и виден ли провод нагревателя. При необходимости нанесите цемент для заливки, следуя инструкциям по ремонту нагревателей.
ПРОЦЕДУРА ВЫСУШИВАНИЯ: ОГНЕУПОРНЫЕ МАТЕРИАЛЫ
Настоятельно рекомендуется повышать температуру медленно, чтобы высушить влагу из огнеупорной футеровки.Предлагается, чтобы блок работал до 200 градусов. F от одного до двух часов, затем медленно до 500 градусов. F и выдерживали при этой температуре от четырех до шести часов на открытом воздухе. Затем увеличьте температуру на 150 градусов. F в час после этого, пока не будет достигнута нормальная рабочая температура. ВНИМАНИЕ: Если в какой-либо момент во время разгона появится пар, не увеличивайте температуру до тех пор, пока пар не прекратится.
ВЕЛОСИПЕД
Примечание. Лучший способ продлить срок службы — использовать элемент с большой площадью поперечного сечения и умеренной нагрузкой ватт и никогда не отключать его.Проблема с цикличностью заключается в том, что оксид либо трескается, либо отслаивается, подвергая основной материал дальнейшему окислению и возможному разрушению.
ПОЛЕЗНЫЕ ПРЕДЛОЖЕНИЯ И ПРАКТИКИ
Хотя у нагревательных элементов нет прогнозируемого срока службы в большинстве приложений, следует учитывать возможность полного отказа. Следует предусмотреть возможность быстрой замены, если возможный простой будет дорогостоящим или критичным для производства или других операций. Запасные части следует хранить по мере необходимости, чтобы неисправный элемент можно было заменить за короткий период времени без полной остановки или прерывания процесса.
Поддерживайте чистоту оборудования, особенно вокруг клемм, корпуса электропроводки и самого нагревателя, с помощью регулярной программы технического обслуживания. В сильно загрязненной среде или в опасных атмосферных условиях особое внимание следует уделять клеммным коробкам и электрическим шкафам. Клеммные коробки нагревателя могут быть спроектированы со специальной арматурой для использования положительного давления инертного газа для предотвращения попадания загрязняющих веществ или взрывоопасных газов. Очистка — это дешевое решение многих проблем терминала, когда местные нормы разрешают использовать непрерывную продувку.
Используйте внешнюю проводку, подходящую для соответствующих температур. Клеммные коробки и корпуса нагревателя обычно сильно нагреваются во время работы и могут потребовать особой техники подключения. Для полевых клеммных соединений внутри корпуса нагревателя рекомендуется использовать легированный провод с высокотемпературной изоляцией, если в инструкции не указано, что можно использовать медный или низкотемпературный изолированный провод.