Что такое инверторный сварочный аппарат и как он работает? Инверторный сварочный аппарат как работает
Как работает инверторный сварочный аппарат: принципы и устройство
Традиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.

Инверторный сварочный аппарат используется для сварки различных деталей из металла.
Общие принципы работы инвертора
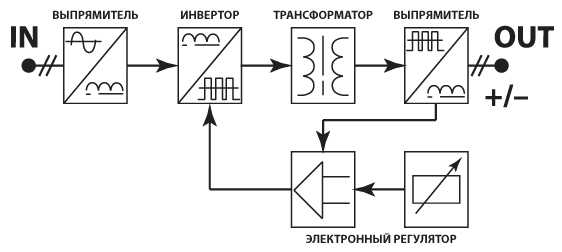
В отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?
Устройство инверторного сварочного аппарата.
Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа.
Вернуться к оглавлению
Как работает основная электронная схема?
Внутреннее устройство сварочного инвертора .
В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех.
В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц. В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.
Электронная схема инверторного сварочного аппарата.
Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к оглавлению
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания — подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.
Управление сварочным аппаратом.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент — микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент — трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы — при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.
Вернуться к оглавлению
Особые возможности инверторов
Кроме плюса, заключающегося в небольшом весе, сварочные аппараты инверторного типа позволяют применять электроды как для переменного, так и для постоянного тока. Это особенно важно при сваривании элементов из чугуна, цветных металлов. Большинство моделей имеет опции, которые делают процесс сваривания более удобным, особенно эти дополнения подойдут тем, кто только учится владеть сваркой:
- горячий старт (или Hot start): задает для розжига электродуги наиболее оптимальные параметры;
- антизалипание (или AntiSticking): в случае короткого замыкания ток сваривания автоматически уменьшается до минимального, в результате чего электрод не прилипает к детали:
- ArcForce: эта опция выдает оптимальный ток в момент отрыва металла от электрода, что также предотвращает залипание.
Хорошее разжигание дуги в сварочном инверторе реализовано благодаря независимости выходного напряжения от входного, что присутствует в традиционных сварочных устройствах. В обычной сварке слишком малый ток вызывает прилипание электрода, а слишком большой чреват пережигом металлической детали. Т.е. при работе с инвертором нельзя деталь «недожечь» или «пережечь», что гарантирует прочность шва (в нем отсутствуют раковины, трещины).
Еще одна особенность инвертора — необязательность соблюдения длины дуги.
В обычном аппарате нужно выдерживать расстояние до стыка соединяемых деталей примерно в 2 диаметра электрода, иначе величина тока будет меняться. Инверторы держат ток в строго заданных рамках, к тому же он постоянный, а не переменный. Это позволяет не так критично смотреть на длину электродуги, что облегчает работу, особенно если сварщик начинающий. При этом качество шва от длины дуги не зависит.
moiinstrumenty.ru
Принцип работы сварочного инвертора - схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
-
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Поделись с друзьями
1
0
2
1
svarkalegko.com
схема, назначение, принцип работы, плюсы и минусы
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.

Электродуговая сварка
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
 Вольфрамовые электроды для аргонодуговой сварки
Вольфрамовые электроды для аргонодуговой сварки  Электроды для контактной сварки
Электроды для контактной сварки Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.

Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как работает инверторный сварочный аппарат — принцип действия
Апрель 30, 2017
Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Что такое сварочный инвертор и как он работает?
Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители.
Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.

Общий принцип работы инверторных устройств
Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы.
Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества.
Преобразование сетевого напряжения происходит следующим образом:
- Первостепенно входной ток с параметрами – 220В, 50А пропускается через выпрямитель прибора, реформируется в постоянный, одновременно сглаживается фильтрами.
- Постоянное напряжение, полученное при помощи модулятора, снова преобразуется в переменное напряжение, но его частота уже составляет практически 100 кГц.
- Следующий шаг – выпрямление, понижение напряжения до необходимого значения для выполнения сварочных работ.
Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг.
Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
Как работает сварочный инвертор?
Преобразование в инверторе электроэнергии осуществляется следующим образом:
- Переменный ток от сети 220В преобразуется в постоянный.
- Далее ток постоянный снова реформируется в переменный ток посредством электрической схемы аппарата, но уже с достаточно большей частотой.
- Высокочастотное напряжение понижается, увеличивается сила тока.
- Полученный ток высокой частоты, пониженным напряжением, высокой силы реформируется в постоянный ток, который непосредственно используется для выполнения сварочных работ.
Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше.
Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.

В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам.
Преимущества
- Небольшая потребляемая мощность. Для стандартного трансформатора при использовании электродов диаметром 3 мм потребуется мощность электросети порядки 8 кВт, а для инвертора необходимо не более 3 кВт при работе четырехмиллиметровыми электродами. На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии.
- Высокий КПД. Минимальные затраты на электромагнитную индукцию, формирующуюся в сварочных трансформаторах стандартного типа, предоставляет возможность достигать КПД инверторного оборудования больше 90 процентов. Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
- Малая масса, небольшие размеры. Как говорилось выше, применение для преобразования тока высокой частоты предоставило возможность существенно уменьшить размеры трансформатора, предназначенного для снижения напряжения.
- При выполнении сварочных работ разбрызгивание расплавленного металла минимальное. Это особенно заметно при работе электродами небольшого диаметра. В данном случае дуга зажигается и работает достаточно мягко, в результате практически не образуется шлак, а сварочный шов получается высокого качества.
- Плавная настройка параметров тока сварки. При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм.
- Улучшенные показатели дуги. Благодаря постоянному контролю, корректировке параметров дуги сварки, ее показатели значительно улучшились.
- Минимальная нагрузка на электросеть. Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
- Возможность сваривания заготовок из нержавеющей стали, цветных металлов. При использовании специальных электродов инверторами можно сваривать детали из меди, нержавейки. А неплавящимися электродами можно варить алюминиевые образцы в газовой защитной среде.
- Применение электродов разного типа. Плавная регулировка рабочих параметров агрегата предоставляет возможность применять электроды любого типа в зависимости от свариваемого металла. Также можно менять полярность тока.
- Удобство, простота эксплуатации. Благодаря дополнительным функциям, к примеру, горячий старт, антизалипание при помощи инверторного оборудования качественно выполнять работы могут даже молодые неопытные сварщики.
Недостатки
- Сложность конструкции. Использование для инверторного оборудования полупроводниковой электроники делает его менее надежным.
- Высока цена. По сравнению с традиционной трансформаторной сваркой инверторы стоят намного дороже.
- Чувствительность к строительной пыли. Инструмент достаточно чувствителен к строительной пыли, предполагает периодическую очистку в процессе работы на достаточно запыленных строительных участках.
- Необходимость контроля нарушений контактов. Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.
- Негативное влияние температурных колебаний. Инверторным сварочным аппаратом не рекомендуется пользоваться сразу после резких скачков температуры. Если инструмент находился зимой в не отапливаемом помещении и его занесли для проведения сварочных работ в достаточно теплое помещение, то его не стоит включать на протяжении нескольких часов, так как существует большая вероятность выпадения конденсата. Поэтому перед началом работы нужно дать испариться влаге с электронных плат оборудования.
Итог
Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы.
electrod.biz
Принцип работы инверторного сварочного аппарата
Март 27, 2017
Сварочные аппараты, обладающие громоздкой конструкцией, постепенно уходят в прошлое. Сегодня вместо огромных трансформаторных устройств, которые к тому же значительно понижали напряжение в электрической сети, можно приобрести сварочный инвертор небольших размеров для работы от генератора. Им будет весьма удобно пользоваться там, где нет свободного доступа к обычной электросети.
Использовать данное оборудование будет легко даже начинающим сварщикам. Однако для того, чтобы полностью разобраться в подобной конструкции, следует тщательно изучить принцип работы сварочного аппарата.
Основные сведения, касающиеся устройства изделия
Прежде всего необходимо учитывать, что в инверторном сварочном аппарате электрический ток преобразуется несколько иначе по сравнению с трансформаторной конструкцией. Если в последней все напряжение подается сразу на трансформатор довольно крупных размеров, то здесь ток меняется в ходе нескольких основных этапов.

В роли ключевого преобразователя все равно выступает трансформатор, однако его габариты значительно меньше – по величине он не больше сигаретной пачки.
Еще одним существенным отличием является система управления электронного типа. Благодаря ее использованию удается сделать сам сварочный процесс значительно легче, а швы получаются ровными и аккуратными. За счет этих двух ключевых характеристик инвертор получает положительные отзывы.
Основы функционирования инверторного аппарата для сварки
Принцип работы сварочного инвертора заключается в следующем: входное электрическое напряжение 220 В с частотой порядка 25 Гц поступает в устройство и проходит через выпрямитель, становясь из переменного постоянным. Амплитуда тока одновременно с этим сглаживается за счет установки специального фильтра.
В некоторых случаях его не устанавливают, а вместо него пользуются стандартной схемой на базе конденсаторов из электролитов. Когда электрический ток прошел через это, он подается на манипулятор полупроводникового типа, где вновь становится переменным, однако с более высокой частотой.
Каждая модель имеет собственный показатель работы этого элемента, однако он никогда не будет превышать 100 кГц. Затем напряжение вновь проходит через выпрямитель, доходя до того, чтобы можно было сваривать металлические элементы.
Работа сварочного инвертора базируется на преобразователях высокочастотного типа. Сварочным аппаратом, имеющим подобные устройства в своей конструкции, можно получить ток, сила которого будет достигать 160 А, причем для этого понадобится трансформатор, максимальная масса которого будет составлять всего лишь 250 г. Для сравнения: классический сварочный аппарат для кузовных работ трансформаторного типа весил бы порядка 18 кг, а это не слишком удобно, если от него будет требоваться определенная мобильность.
Основы работы ключевой электронной схемы устройства
Работа с помощью инверторного аппарата для проведения сварных работ подразумевает установку нескольких диодных мостов. С их помощью осуществляется сглаживание импульсов переменного тока, как правило, этого удается добиться благодаря использованию специальных конденсаторов электролитического типа. Напряжение, проходящее через диодный мост в процессе работы устройства, вызывает довольно сильный нагрев этого элемента, потому он располагается на специальных охлаждающих конденсаторах.
Инверторный сварочный аппарат имеет также специальный термопредохранитель, который включается в работу только в том случае, когда диодные мосты разогреваются до температуры минимум 90 градусов.
В непосредственной близости от выпрямительного моста устанавливаются электролитические конденсаторы, чья емкость может находиться в пределах от 140 до 800 мкФ. Еще одним немаловажным элементом является фильтр, отсекающий разного рода радиопомехи.
В большинстве случаев сварочный инвертор для работы от генератора или же от обыкновенной электрической сети предусматривает наличие двух довольно мощных транзисторов. Они позволяют сформировать переменный ток большой частоты, которая может составлять порядка нескольких десятков кГц.
Чтобы не допустить выбросов напряжения, в инверторе располагают защитные цепи, в которых находятся резисторы и конденсаторы. Подготовка сварочного аппарата к работе подразумевает подключение его к электросети и проверку наличия напряжения на выходе.
Стоит отметить, что конструкция потребляет много электрического тока, поэтому следует предварительно позаботиться, чтобы во время работы она была подключена к источнику питания, снабженного заземлением, – это необходимо для соблюдения техники безопасности.
Возможности инверторного сварочного аппарата
Главным положительным качеством является то, что сварщику не придется прилагать много усилий, чтобы переместить инвертор с одного места на другое. Однако на этом положительные характеристики аппарата не заканчиваются. При необходимости в работе с ними можно пользоваться электродами, разработанными и для постоянного, и для переменного тока.
Этот момент является очень важным, когда возникает необходимость соединить между собой чугунные, стальные заготовки и конструкции, выполненные из цветных металлов. Почти все модели оснащены дополнительными опциями, которые позволяют сделать работу гораздо более удобной и простой. В частности, они помогут освоиться со сваркой человеку, который только начинает постигать ее азы.
- Горячий старт предназначен для того, чтобы для формирования дуги получить наиболее качественные параметры.
- Антизалипание подразумевает, что в случае возникновения короткого замыкания или вследствие каких-либо иных причин свариваемый ток, подающийся на электрод, резко снижается до минимального значения, что позволяет не допустить прилипания электрода к заготовке.
- Система, дающая оптимальную силу тока и напряжение в момент, когда металл уходит от электрода, то есть происходит погашение сварочной дуги. Это позволяет не допустить возникновения слишком сильного разбрызгивания металла.
Дуга в сварочном аппарате инверторного типа зажигается гораздо лучше по сравнению с другими аналогичными устройствами во многом за счет того, что выходное напряжение почти не зависит от входного, как это наблюдается в традиционных аппаратах.
При использовании трансформаторной конструкции слишком слабый ток приведет к тому, что электрод будет постоянно прилипать. Настройка на сильный ток в этом случае способна вызвать пережиг заготовок. Работая с инвертором, подобных дефектов аппарата вы наблюдать не будете, однако сварные соединения получатся довольно прочными. В них не будет трещин, раковин, шлаковых скоплений и так далее.

Немаловажной особенностью аппарата инверторного типа является необязательность соблюдения единой длины дуги на протяжении формирования всего сварного шва. В традиционном трансформаторном оборудовании расстояние от электрода до соединения должно быть приблизительно одинаковым – около двух диаметров электрода, в противном случае это приведет к изменению силы тока, что в конечном счете станет причиной получения шва более низкого качества.
В инверторных аппаратах напряжение и сила тока всегда находятся в строго определенных рамках. Еще одним положительным качеством является то, что у инверторов ток постоянный. Длина дуги здесь играет не слишком серьезную роль, что очень важно при проведении работ, особенно если этим занимается сварщик, который только открывает для себя все премудрости сварки.
На сегодняшний день инверторы довольно активно используются как в промышленном производстве, так и в бытовых условиях. Их небольшие размеры и способность работы от генератора позволяют получить качественные соединения даже в довольно труднодоступных местах, где может полностью отсутствовать электроснабжение.
electrod.biz
Сварочный инвертор — устройство, принцип работы, как пользоваться новичку?
Невозможно себе представить автомобилиста, который хоть раз в жизни не сталкивался с проблемой прогоревшей трубы глушителя. Или же любого владельца гаража, которому не нужна была бы сварка в том или ином месте. То же самое можно сказать и о домовладельцах — ведь во дворе всегда найдется подобная работа.
А ведь еще сравнительно недавно пришлось бы искать мастерскую или вызывать сварщика, который привезет громоздкий и тяжелый сварочный аппарат. Но с появлением т.н. инверторов подобные проблемы ушли в прошлое. Сейчас сравнительно недорого можно самому приобрести подобную технику — благо на прилавках магазинов электротоваров ассортимент весьма широк.
Сварочные инверторы действительно очень быстро завоевали рынок, и причин тому множество. Это и доступность, и маленькие размеры, и легкий вес — можно перечислять долго, но обо всем по порядку.
Для начала стоит сказать о том, что многие считают, что правильно название подобного оборудования пишется и читается как «инвентор», что в корне неверно. Но, даже разыскивая в интернете материал на эту тему и напечатав в поисковой строке «инвентор», система будет отправлять пользователей именно на странички со статьи про инвертор сварочный, а потому, наверное, лучше произносить это слово правильно.
Сейчас необходимо понять, что такое сварочный инвертор, действительно ли настолько хорош подобный аппарат? В чем его преимущества, а может и недостатки, как он устроен и из чего состоит и как работает? Вопросов много, пора искать ответы.
 Внешний вид. Передняя панель инвертора «Бисмарк 170»
Внешний вид. Передняя панель инвертора «Бисмарк 170» Принцип работы
Начать, конечно же, следует с принципа действия подобных агрегатов, рассмотреть поверхностно устройство сварочного инвертора. Если сравнивать с обычными трансформаторными сварочными аппаратами, то здесь воплощен совершенно иной способ работы. Ведь что такое инверторный? Это означает, что в его схеме должен присутствовать электронный блок, который преобразует прямой ток в переменный. Тогда, опять же, как это может помочь в сварке или изготовлении подобного устройства? Попробуем ответить на эти вопросы.
Все дело в том, что переменный ток сети сначала проходит через выпрямитель, который преобразует его в те же 220 В, но далее, на инвертор, поступает постоянный ток. Сам инверторный блок снова преобразует ток в постоянный, но при этом его частота повышается до 30–50 кГц. А после высокочастотный ток уже поступает на трансформатор, который понижает напряжение, тем самым увеличивая силу тока, но уже более высокой частоты, чем это было в трансформаторных аппаратах. И напоследок переменный ток высокой частоты и силы подается на вторичный выпрямитель, который и делает его пригодным для дуговой сварки.
Преимущества подобного преобразования очевидны — это уменьшение габаритов трансформатора за счет повышения коэффициента полезного действия, который в сварочном инверторе достигает 92%. Но это лишь общий принцип работы сварочного инвертора, ведь в преобразователе высокочастотного тока много сложных схем, понять которые несведущему в электронике человеку практически не под силу.
 Принципиальная схема сварочного инвертора «Дуга-200»
Принципиальная схема сварочного инвертора «Дуга-200»Общие характеристики
Что же интересует обычного потребителя? Конечно же, возможность выбора подобных агрегатов и технические характеристики, на которые следует обратить внимание, приобретая инверторный аппарат. Основными из них являются:
- Потребляемая мощность. Этот параметр очень важен. Ведь современные инверторные сварочные аппараты бывают как профессиональные, так и бытовые, рассчитанные на включение в обычную сеть 220 В. Но, в любом случае, максимальная выходная сила тока не должна быть меньше 160 А, т.к. запас еще никому не мешал.
- Напряжение холостого хода. Здесь следует выбирать инвертор с диапазоном от 40 до 90 В. Это обеспечит нормальную работу и последующее легкое зажигание дуги.
- Время включения инвертора. Дело в том, что аппарат во время работы может отключаться, т.к. постоянная работа на высоких токах может негативно сказаться на элементах его электроники. После этого ему необходимо некоторое время. Этот параметр указывается в процентах. К примеру, если указано 40%, значит, на высоких токах аппарат способен работать 4 минуты из 10.
Также важно обратить внимание и на дополнительные функции, которые могут присутствовать. «Форсирование розжига», «Антизалипание» и «Горячий старт» на сегодняшний день присутствуют во всех агрегатах. Но бывает, что инверторы оснащаются и возможностью плазменной сварки, автоматом и т.п. В любом случае, выбор дополнительных функций всегда зависит от потребителя.
Упрощенная схема работы сварочного инвертораПреимущества и недостатки
Естественно, как и любое другое устройство, подобный инверторный сварочный аппарат имеет как достоинства, так и недостатки. И для начала стоит рассмотреть именно его минусы, т.к. их меньше. Из наиболее заметных недостатков можно отметить:
- Стоимость. Конечно, если сравнивать трансформаторные аппараты с устройствами профессиональной инверторной сварки, то можно отметить некоторую дороговизну. Но в наше время приобрести инвертор для бытовых нужд можно даже дешевле, а потому это не столь большой недостаток.
- Дорогое обслуживание в случае поломки. Действительно, ремонт таких устройств недешев. Ведь что такое инверторная сварка? Это в основном электронная аппаратура, в отличие от трансформаторной, в которой кроме медных катушек ничего нет.
- Устройства требуют аккуратного обращения, очень боятся сырости и пыли. Да, электронная начинка, а именно сам инвертор очень плохо переносит агрессивные среды, такие как пыль, влажность и т.п.
- Длина проводов, идущих в комплекте, не превышает длины в 2,5 м. Конечно, это ограничивает возможности применения, но не становится, опять же, критичным, т.к. инверторный аппарат легок и имеет небольшой размер. Это позволяет переносить его на плече в любое место. Тогда что это такое — недостаток или преимущество? Скорее его можно отнести к преимуществам, если посмотреть на это с другой стороны. Провода не будут путаться, и этот факт добавит мобильности агрегату.
Получается, что недостатки, пусть даже они и есть, незначительны. А что же с достоинствами?
Зависимость сварочного тока и электродов от толщины металлаДостоинств у инверторов достаточно. Разберем основные:
- Мощность и диапазон регулировок. По этим параметрам подобные устройства сильно опережают обычные трансформаторные сварочные аппараты. Регулировать ток на выходе очень удобно, на табло высвечивается показатель, который можно выставить в нужном значении с точностью до вольта. По этой причине пропадает риск перегрева металла и возрастает качество сварки, повышается прочность шва.
- Вес и размер. Если сравнивать с обычными агрегатами, то инвертор вообще уникален. Очень маленькие габариты и легкий вес позволяют носить его на плече, не снимая целый день без особой усталости.
- Высокий коэффициент полезного действия этих устройств и, как следствие, низкий расход электроэнергии.
- При работе с инверторным аппаратом сварочный шов получается аккуратнее за счет меньшего разбрызгивания металла. Достигается это вследствие высокой частоты тока.
- Данные аппараты универсальны. Имеется возможность применения одного устройства в различных видах сварки (плазма, автомат и т.п.).
Конечно, есть и другие плюсы у подобных сварочников, но на одном преимуществе стоит остановиться отдельно.
 Некоторые модели инверторов и их характеристики
Некоторые модели инверторов и их характеристикиИспользование инвертора новичком
Если неопытный мастер начинает варить при помощи трансформаторного сварочного аппарата, вполне естественно, что у него периодически «залипает» электрод, при его отрыве отлетает обмазка. В итоге имеем неаккуратный шов, непровар и высокий расход электродов. К тому же, новичку сложно настроить выходной ток, что чревато прожиганием железа.
Инвертор в этом смысле незаменим. Мало того, что ток отстраивается очень удобно, о чем уже говорилось. В нем имеется защита от залипания. Подавая более высокую частоту в момент соприкосновения, инвертор моментально разжигает дугу, после чего нормализует ток. В итоге подобной проблемы не возникает.
Так же, автоматически регулируя частоту, подобный аппарат помогает более качественно и не пережигая проварить металл так, как это нужно, что неопытному мастеру очень поможет.
Ну и плюс ко всему — аккуратность шва и экономия расходников в виде электродов.
Подводя итог данной статьи, можно с уверенностью сказать, что инверторные сварочные аппараты сделали несомненный прорыв в своей области. И независимо от того, для какой цели приобретен подобный агрегат, он, несомненно, будет хорошим помощником мастеру. Главное — правильно выбрать инвертор при покупке и следить за его состоянием в процессе эксплуатации.
Похожие статьи:domelectrik.ru
Принцип работы инверторного сварочного аппарата
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
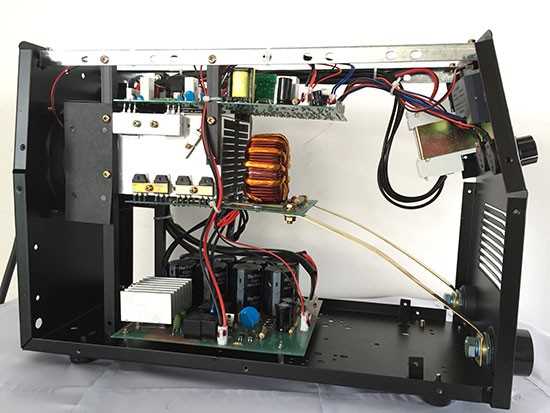
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.

Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
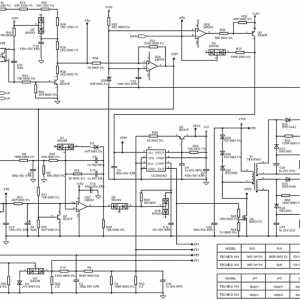
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).

Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).

Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.

Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
А теперь рассмотрим управляющую часть схемы сварочного инвертора.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка).
Управляющая часть схемы сварочного инвертора.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части.
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;

Трансформатор тока (в центре).
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Раздел сварочных аппаратов инверторного типа
Смотрите также:
kovka-svarka.net








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






