Полуавтомат сварочный своими руками — схемы и описание. Инверторный сварочный полуавтомат своими руками
Собираем сварочный аппарат полуавтомат. Часть 3 – источники питания | ProElectrika.com
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
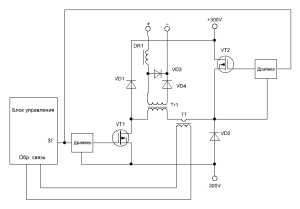
Транзисторы силовые VT1 и VT2 работают в одной фазе, т.е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.
Печатная плата блока управления в формате .lay
Задающий генератор
 Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Datasheet BS170Datasheet IRF520Datasheet LM358NDatasheet UC2845Документация на малогабаритные сердечники EE, EI и другие
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода).Документация на управляемый стабилитрон KA431Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором.Документация на транзисторы HGTG30N60A4Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч),где Uпит = 320B – максимальное напряжение питания;tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2;Вдоп = 0,25 – допустимая индукция для материала сердечника;Sсеч = 1400 – сечение сердечника.N = (320 * 9.2)/(0,25 * 1400) = 8.4, округляем до 9 витков.Отношение витков вторички к первичке должно быть примерно 1/3, т.е. мотаем 3 витка вторичной обмотки.
Силовой трансформатор можно мотать и на другом типоразмере, расчет витков осуществляется по приведенной выше формуле. Например, для сердечника 2 х Е80 при f = 49Khz витков в первичке: 16, вторичке: 5.
Документация на крупногабаритные Ш-образные сердечники EPCOS
Выбор сечения проводов первичной и вторичной обмоток, намотка трансформатора
Сечение проводов выбираем из расчета 1мм.кв = 10А выходного тока. Данный аппарат должен выдавать в нагрузке примерно 190А, поэтому берем сечение вторички 19мм.кв (жгут из 61 провода диаметром 0,63мм). Сечение первички выбирается в 3 раза меньше, т.е. 6мм.кв. (жгут из 20 проводов диаметром 0,63мм). Сечение провода в зависимости от его диаметра рассчитывается как: S = D²/1,27 где D – диаметр провода.
Намотка производится на каркас из текстолита 1мм, без боковых щечек. Каркас одет на деревянную оправку по размерам сердечника. Мотается первичная обмотка (все витки в один слой). Затем 5 слоев плотной трансформаторной бумаги, наверх – вторичная обмотка. Витки сжаты пластмассовыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере. Камера была сделан из литровой банки с плотной крышкой и выведенным шлангом, одетым на всасывающую трубку компрессора от холодильника (можно просто опустить транс в лак на сутки, думаю, тоже пропитается).
При установке трансформатора на плату под боковые керны ложим банкоматовский чек (делаем зазор примерно 0,05мм). После установки на плату транс сжимается пластиной на двух шпильках. От паразитных высокочастотных выбросов высокого напряжения на выводы вторичной обмотки одеваются ферритовые трубки (такие, как стоят на компьютерном видеокабеле ), а диоды зашунтированы цепочками R64, С33 и R65 C34.
Один вывод “первички” продет через кольцо трансформатора тока ТТ.
Схема сварочного полуавтомата – выпрямительные диоды
Выпрямительный блок нашего самодельного устройства собран на трех мощных диодах 150EBU04, установленных на общий радиатор с вентилятором. Дроссель для сварочного полуавтомата намотан на железе от трансформатора ТС-180, содержит 12 витков провода сечением 20мм.кв. Зазор между половинами сердечника 1,5мм.
Даташит на диоды 150EBU04
Все статьи по сборке этой сварики:
proelectrika.com
Полуавтомат сварочный из инвертора своими руками: как его настроить?
Сварочный полуавтомат можно купить готовым, но всегда находятся люди, которые пытаются сделать его своими руками. Сделать это не просто, но тем, кто действительно хочет собрать полуавтомат своими руками, придется заранее подготовить все необходимые комплектующие.

Устройство полуавтомата для сварки.
Для изготовления сварочного полуавтомата из инвертора потребуются инструменты и материалы:
- инвертор, который способен давать ток примерно в 150 А;
- подающий механизм;
- горелка;
- гибкий шланг;
- катушка с проволокой, с некоторыми изменениями в конструкции;
- сварочный инвертор;
- блок управления.
Схема питания сварочного полуавтомата.
Подающий механизм в данном случае заслуживает отдельного внимания: с его помощью происходит подача электродной проволоки по гибкому шлангу к точке сварки. В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва. Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор. Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
Блок управления сварочного полуавтомата имеет канал регулирования, стабилизирующий ток. Действие тока контролирует микроконтроллер в широтно-импульсном режиме. От заполнения широтно-импульсного режима напрямую зависит напряжение на конденсаторе. Именно это напряжение влияет на силу сварочного тока.
Тонкости трансформатора
Схема намотки сварочного трансформатора.
Есть небольшие тонкости при подготовке трансформатора. Трансформатор необходимо обмотать медной полосой (ширина — 40 мм, толщина — 30). Предварительно полосу необходимо обмотать термобумагой (подойдет от кассового аппарата). Намотка простого толстого провода в данном случае исключена, так как он будет греться.
Вторичная обмотка должна состоять из трех слоев жести. Изолировать слои друг от друга нужно фторопластовой лентой. На выходе необходимо спаять контактные концы вторичной обмотки. Делается это для того, чтобы повысить проводимость токов. Обязательно необходимо предусмотреть обдув вентилятором в корпусе инвертора.
Вернуться к оглавлению
Как настроить инвертор?
Если решено сделать полуавтомат своими руками, для начала необходимо обесточить силовую часть. Кстати, для входного и входного выпрямителей, а также для силовых ключей (предварительно припаянных к медным подложкам) силовой части нужно предусмотреть хорошие радиаторы. В корпусе наиболее нагревающегося радиатора необходимо расположить термодатчик. Теперь силовая часть подключается к блоку управления и включается в сеть. Когда засветится индикатор, надо включить в провода осциллограф Out1, Out2. Теперь найдите двухполярные импульсы, частота которых должна составлять 40-50 кГц. Время между ними корректируется путем изменения напряжения на входе. Величина времени должна составлять 1,5 мкс.
Схема устройства сварочного инвертора.
Импульсы на осциллографе должны быть прямоугольными с фронтами не более 500 нс. После проверки инвертора подключите его к сети. Индикатор сварочного полуавтомата должен показать 120 А, если эта надпись на индикаторе не загорелась, значит, необходимо искать и устранять причину низкого напряжения в сварочных проводах. Такая ситуация случается в том случае, если напряжение менее 100 В. После этого требуется протестировать сварочный инвертор посредством изменения тока (при постоянном контроле напряжения на конденсаторе). Затем можно проверить температуру.
После того как сварочный инвертор протестирован, необходимо проконтролировать то, как он поведет себя в нагруженном состоянии. Для этого в сварочные провода включается нагрузочный реостат 0,5 Ом, который должен выдерживать ток более 60 А. В таком состоянии контролируется ток при помощи вольтметра.
В случае если имеются расхождения между заданной величиной тока и его контролируемой величиной, придется подбирать сопротивление до тех пор, пока не будет достигнуто соответствие.
Вернуться к оглавлению
Правила использования сварочного инвертора
Основные режимы сварки полуавтоматом.
По умолчанию, когда вы запустите инвертор, контроллером автоматически будет выставлен размер тока. Если все действия, указанные ранее, выполнены правильно, то величина сварочного тока будет равна 120 А. Если вдруг окажется так, что на индикаторе высветятся восьмерки, это будет свидетельствовать о неисправности. Такие неисправности происходят в том случае, когда в сварочных проводах напряжение не повышается более 100 В. Если это произошло, то придется искать и устранять неисправность.
Когда все выполнено правильно, на месте восьмерок должно отображаться число, обозначающее величину заданного тока. С помощью кнопок данную величину можно изменять, в зависимости от того, какая величина сварочного тока потребуется в каждом конкретном случае. Интервал, в котором возможно изменять величину тока, варьируется от 20 А до 160 А.
Работа сварочного полуавтомата.
Существует возможность контролировать во время всего процесса работы температуру инвертора. Для этого необходимо нажать одновременно обе кнопки. После этого можно будет наблюдать за изменением температуры радиатора, данные которой будут выводиться на индикатор. В норме температура радиатора не должна превышать 75° С. Если температура повысилась более чем на 75° С, она незамедлительно отобразится на индикаторе, и инвертор начнет издавать звуковой сигнал прерывистого типа. Если это случится, то заданный ток автоматически снизится до 20 А. Несмотря на то что величина тока будет резко снижена, инвертор будет продолжать работать. Данный звуковой сигнал будет издаваться до тех пор, пока температура индикации не войдет в норму.
Индикатор может выдавать код ошибки Ert: это произойдет в случае поломки или замыкания термодатчика.
В этом случае точно так же заданный ток будет снижен до 20 А.
Вернуться к оглавлению
Применение сварочного полуавтомата
Полуавтомат сварочный из инвертора используют для точной сварки сталей, а также его применяют для сварки тонкого металла, например, кузова автомобиля.
Сварочный инвертор, конечно, можно приобрести и в магазине, но многие предпочитают собрать полуавтомат своими руками.
moiinstrumenty.ru
Самодельный сварочный полуавтомат | Сварка своими руками
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год. Варить можно как с углекислотой, так и без.Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.

Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков. Вторичная состоит из двух обмоток по тридцать витковДроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)Транс Tr2 подберите какой найдете на 13В, трехамперный.Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.Движок М1 –вентилятор от системного блока (компа) – система охлаждения .R4 – регулятор движения проволоки.Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.

Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.

сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
svarka-master.ru
Полуавтомат сварочный своими руками
В статье расскажем как сделать полуавтомат сварочный своими руками? Главное, что для этого необходимо – энтузиазм. После прочтения теоретической информации, можно приступать к сборке. Для начала, хотелось бы внести ясность, в чем отличие полуавтоматического сварочного аппарата от аппарата, работающего с электродами.

Когда осуществляется ручная сварка, ток нагрузки должен быть постоянным, а в автоматической главное — это стабильность напряжения. Это, если в общих чертах. Мы займемся изготовлением универсального аппарата, т.е. автоматического с дуговой сваркой (MAG/MMA).


Механизм подачи
Сборка должна начинаться с механизма подачи и подтяжки проволоки. Чтобы соборать механическую часть придется воспользоваться парой подшипников (типоразмер 6202), электродвигателем от автомобильных дворников (чем меньше двигатель – тем лучше).
При выборе двигателя проверьте, чтобы он крутился в одном направлении, а не “из стороны в сторону”. Кроме этого, потребуется выточить, либо где-то найти ролик, диаметр которого равняется 25 мм. Данный ролик садиться поверх резьбы на валу электромотора. Каждая нестандартная деталь должна быть сделана вручную, благо, ничего сложного там нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу электродвигателя, размещенного в середине. Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Монтаж выполняется поверх текстолитовой пластины, толщина которой равняется 5 мм. Делается это так, чтобы проволока выходила там, где будет разъем, в который подключается сварочный рукав, закрепленный впереди на корпусе. На текстолит устанавливаем и бобину, на которую намотана проволока. Под катушку вытачиваем вал, который устанавливается под углом 90° к пластине, имеющей резьбу с краю, чтобы зафиксировать последнюю.

Конструкция, которую имеет полуавтомат справочный своими руками, является простой и надежной, приблизительно такую же применяют для промышленных аппаратов. Детали в механизме подачи рассчитаны под обычную катушку, однако сварка будет осуществляться без газа, хорошо, что сварочная проволока продается повсеместно.
То, что должно получиться, показано в верху в начале статьи. Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Схема подачи проволоки полуавтомата
В этих целях вполне подойдет трансформатор. Он является самым простым и надежным методом запитать электродвигатель. Самой оптимальной схемой контроля скорости подачи является тиристорная. Внизу вы можете видеть электросхему, при помощи которой, управляется двигатель подачи.

Печатная плата механизма подачи
Эта схема не обладает сглаживающим конденсатором, так управляется тиристор. Диодный мост может быть любым, главное чтобы ток превышал 10А. Как тиристор применяем BTB16 с плоским корпусом, он может быть заменен на КУ202 (буква любая). Трансформатор, который содержит полуавтомат сварочный своими руками, должен обладать мощностью превышающей 100Вт.
Еще один вариант регулятора скорости подачи проволоки

sdelaj-sam.com










Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






