Как пользоваться паяльной пастой? Как пользоваться флюсом для пайки
Как пользоваться паяльной кислотой:как правильно паять и залудить
Среди всех флюсов паяльная кислота выделяется в особую категорию, так как эта разновидность обладает рядом отличительных свойств, которые выделяют его среди остальных. В первую очередь, данная разновидность распространяется только в жидком состоянии. Даже концентрированные марки кислоты являются жидкими, а при необходимости, их всегда можно разбавить, чтобы снизить интенсивность их свойств. Сразу возникает вопрос, как пользоваться паяльной кислотой?

Виды паяльной кислоты
Естественно, что особенные свойства создают специальные условия, как пользоваться паяльной кислотой. Дело в том, что это один из немногих флюсов, которые вреден для непосредственного контакта с кожей человека. Даже если он применяется в качестве сильного разбавленного раствора, то ни в коем случае не допускается попадание на слизистые оболочки, а также открытые мелкие раны на коже. При высокой концентрации вещество может разъедать кожу и мышечные ткани. Таким образом, правила как использовать паяльную кислоту поможет не только сделать соединения более качественными и надежными, но сохранит человеку здоровье.
Основным назначение данного вещества является использование в качестве флюса во время пайки. Благодаря своей высокой агрессивности, при попадании на поверхность основного металла или припоя, кислота выедает все жировые пленки, которые образовались на ней, окислы металла, а также прочие загрязнения. Это помогает получить достаточно чистую поверхность, которая максимально приблизит условия спаивания в данной области к идеальным.

Использование кислоты паяльной во время пайки
Это не все свойства, для чего нужна паяльная кислота. Еще одной способностью материала является то, что он остается после нанесения. Когда вы нанесете флюс на металл, то он останется там еще долгое время, что предотвратит повторное образование окислов и налетов. Также во время нанесения припоя флюс обеспечит лучшую растекаемость и схватываемость материала. Он не сдерживает вязкие компоненты, позволяя им свободно растекаться по всей поверхности. Благодаря этому образуется качественное и надежное соединение. Данная продукция производится согласно ГОСТ 23178-78.
Рекомендации по использованию паяльной кислоты
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается. Ко всему прочему, паяльная кислота проводит ток. Если после спаивания не осушить плату достаточно хорошо, то ее может попросту замкнуть. Это же касается и остатков солей, которые могут образоваться на ней после использования данного флюса. Здесь не стоит рисковать даже с применением раствора.
Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
Технология пайки
Использование данного флюса мало чем отличается от остальных в плане непосредственного применения. Его отдельно нужно подготовить для того, чтобы удобно было использовать, к примеру, в какой-либо изолированной емкости. Перед тем как паять детали, их нужно залудить.

Процесс лужения металла
Способ, как залудить паяльник паяльной кислотой, практически не отличается от работы с канифолью. Здесь достаточно мокнуть жало в саму жидкость.
«Важно!
Для лужения поверхности заготовки нужно использоваться смоченный в кислоте припой, который должен растечься тонким слоем по поверхности металла.»
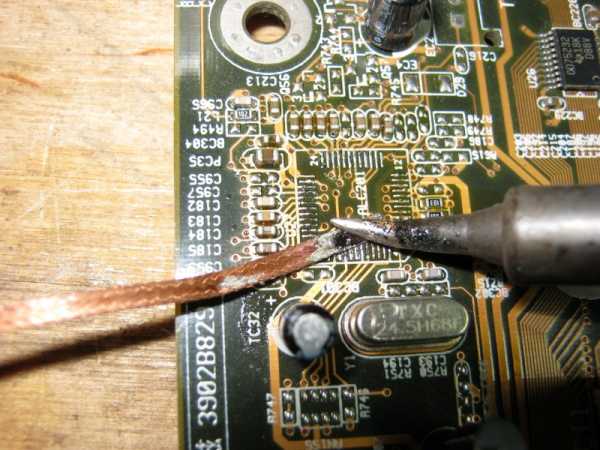
После того как все будет залужено, можно капнуть несколько капель кислоты на место спаивания, чтобы она покрыла всю поверхность, где будет идти соединение.

Нанесение паяльной кислоты на место пайки
После этого можно приступать к непосредственной пайке, где расплавленный припой наносится на поверхность соединения двух деталей.

Процесс пайки с использование кислоты
Обязательной процедурой является очистка от солей. Здесь образуется видимый налет, который нужно убрать механическим путем.
Вывод
Несмотря на явные недостатки, которые касаются безопасности применения, паяльная кислота была и остается одним из самых популярных флюсов для сложных случаев пайки. В частной сфере, из-за специфичного запаха и большой агрессивности, она используется не так часто, но профессионалы нередко применяют именно ее. Правильное использование обеспечит вам безопасные условия работы и высокий результат качества.
svarkaipayka.ru
Как пользоваться паяльной пастой: способы нанесения, инструкция
На сегодняшний день пайка паяльной пастой признана эффективным способом для соединения контактов поверхности микросхем и печатных плат. Вместе с этим, существуют определённые трудности работы, которые можно охарактеризовать как сложность технологического процесса в домашних условиях и как пользоваться флюсом для пайки подскажут советы и рекомендации специалистов. Основные преимущества технологии можно выразит в следующем:
- Нанесение паяльной пасты допустимо к печатным платам с очень мелкими деталями и компонентами.
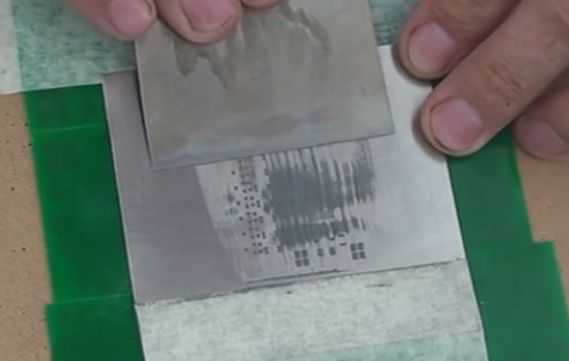
Нанесение паяльной пасты на плату
- Не требуется использование паяльника с высокой рабочей температурой, можно применять паяльный фен или паяльники со средними нагрузочными характеристиками.
- Паста применяется для тех случаев, когда нет других вариантов обеспечения качественного соединения поверхности.
Общая классификация паст для пайки микросхем и плат
Согласно общепринятым правилам и регламентным положениям, допускается применение следующих компонентов для того чтобы знать как пользоваться паяльным флюсом в домашних и производственных целях.
- Припои с порошкообразными формами и вариантами дробления.
- Флюсовые компоненты.
- Связующие материалы.
- Общие добавки и специальные активаторы.
В качестве компонентов для припоя используют олово, серебро, а также традиционный свинец. Вместе с этим применения свинца в последнее время уходит на задний план, и нанесение паяльной пасты через трафарет осуществляется при помощи безсвинцовых компонентов.
Далее, нужно учитывать следующее перед тем, как паять паяльной пастой, в каждом компоненты используют специальный флюс, который играет своеобразную роль обезжиривателя. Существенную роль в этом случае играют SMD компоненты, которые используются в большинстве групп печатных паст, и срок годности паяльной пасты из-за наличия активных химических компонентов составляет не более 6 месяцев. Но, в течение этого срока годности нужно помнить, что хранение паяльной пасты должно быть только в определённых температурных режимах, а именно от +2 С и до +10 С.
Варианты изготовления паяльных паст
Помимо основных компонентов составляющие основу материала, технологическая инструкция по применению паяльной пасты подразумевает несколько видов и категорий:
- Безотмывочный.
- Отмывочный.
- Растворимый вариант, на основе водной жидкости.
- С содержанием галогенов.
- Без содержания галогенов.
Нужно учитывать, что свойства паяльной пасты как пользоваться в определённых условиях зависят от наличия основных и вспомогательных компонентов, но в любом случае в тех пастах, где нет водной основы, обязательно присутствует канифоль. В данном случае для промывки в обязательном порядке используют слабый растворитель.
Как правильно провести пайку паяльной пастой?
Для того чтобы добиться лучшего эффекта процесса пайки, рекомендуем придерживаться некоторых правил:
- Проводим качественное обезжиривание поверхности платы при помощи специальных препаратов, затем обеспечиваем просушку микросхемы и платы.
- Платы фиксируем только в горизонтальном положении для проведения технологической пайки.
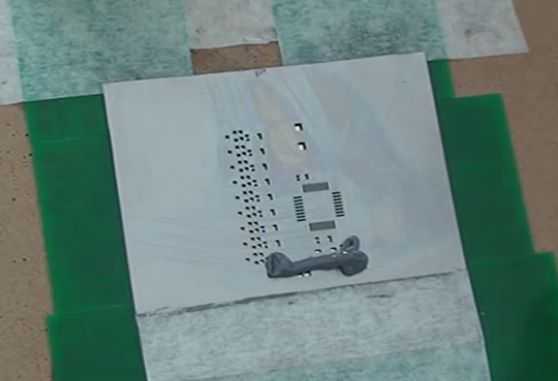
- В местах соединения равномерно наносим пасту.
- Наносим на ножки деталей SMD пасту, помимо основных компонентов рабочей платы микросхемы.
- Если используем нижний подогрев, применяем фен, который аккуратно просушивает всю плоскость обрабатываемой печатной платы. Осторожным потоком направлением струи горячего воздуха фена обеспечиваем растекание флюса.
- После того, как испарится флюс на обрабатываемой поверхности, требуется увеличить температуру фена для дальнейшего качественного соединения.
- Контроль за всем процессом осуществляем в визуальном режиме.
- По окончании работы проводим дополнительную технологическую очистку специальным препаратом.
Некоторые хитрости проведения паяльных работ
Если в заводских условиях весь процесс пайки отработан до автоматизма, то самостоятельное применение паяльной пасты имеет некоторые хитрости. Обязательно проводим обезжиривание печатной платы, не забываем смачивать все контакты, где имеются следы окислов. Если вы давно не использовали плату, и несмотря на ее хорошее состояние, также проводим обезжиривание.
Паяльная паста как основной материал обработки должна иметь хорошую субстанцию, то есть, паяльная паста не должна быть слишком жидкой или слишком густой, то есть субстанция должна иметь что-то среднее. Оптимальным вариантом будет всем известная «сметанная» субстанция. Процесс смачивания необходимо соблюдать на всем протяжении процесса пайки.
Субстанция для пайки
По всей плоскости платы наносится только тонкий слой паяльной пасты. Более толстый слой пасты используется для контактов SMD-компонентов. Но, для совсем простых конструкционных соединений, такой метод обработки неприемлем.
«Обратите внимание!
Для очень большой платы, где нет возможности использовать паяльный механизм, допускается применение паяльного фена, специальных устройств подогрева и даже утюга, но при этом помните, что рабочая температура прогревания не должна превышать +150 С, а также нужно следить за тем, чтобы не было эффекта покоробления платы в процессе разогрева.»
В процессе работы образуются осадки и шлам, который необходимо убирать очень тщательно. Для этих целей можно использовать традиционный паяльник, который имеет специальное жало, известное как «микроволна».
Инструменты для пайки
Для проведения самостоятельной работы с использованием паяльной пасты, вам потребуются следующие инструменты и материалы:
- Технологический паяльник (температура не более +300 С).
- Бокорезы, а также технологический пинцет для обработки соединений.
- Шило или специальная острая игла.
- Состав припоя для обработки.
- Увеличительное устройство (стекло или лупа).
- Жидкий флюс с нейтральными характеристиками безотмывочного типа.
- Шприц, при помощи которого будем наносить флюс.
- Паяльный фен.

Инструменты для пайки
Если нет безотмывочного флюса, в редких случаях допускается применение спиртового раствора с канифолью, но помните, такой препарат можно использовать, но достаточного эффекта у вас вряд ли получится, поэтому этот вариант считается как запасной.
Паяльник напряжением 220 Вольт использовать также не рекомендуется. Вспомогательный способ, это паяльник напряжением 12 В-36 В, с характеристиками мощности 20-30 Ватт. Паяльный фен можно использовать только как запасной или основной вариант, но не нужно забывать о том, что прогревание нужно осуществлять для всей плоскости микросхемы равномерно, и при этом сначала для растекания флюса, затем увеличиваем температуру для сушки микросхемы.
В процессе работы обязательно соблюдаем требования безопасности, проветриваем помещение, и учитываем, что вы работаете с электро-опасными инструментами и химическими вредными веществами, используемые для пайки.
svarkaipayka.ru
90 фото инструкций, рекомендаций и советов для новичков
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.

Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.

Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.

Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.

Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.

Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.

Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.

В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших — острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.

Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.

Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.

Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

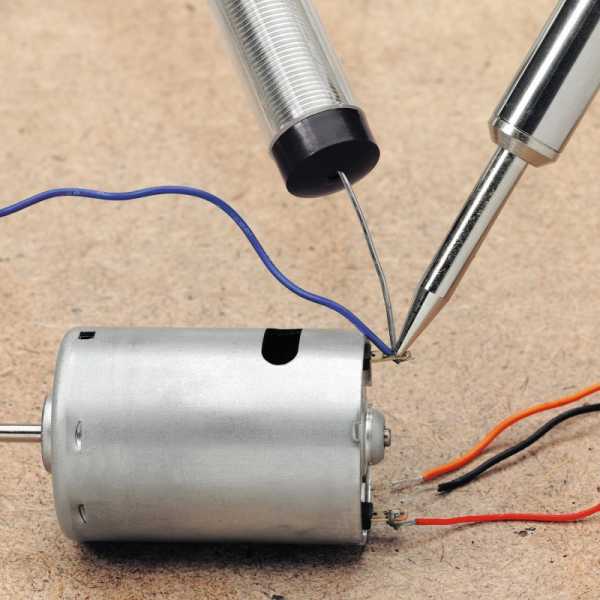
Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.

Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.

Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.

Фото рекомендации как паять





























Инструменты из раздела:
zdesinstrument.ru
Здравствуйте! Подскажите как правильно пользоваться припоем оловянно-свинцовым с флюсом
Перед пайкой прибор следует подготовить к работе. С помощью напильника рабочую часть его — жало — надо сточить под углом 30—45° и зачистить. Затем его необходимо залудить. Для этого включают паяльник в сеть и, когда он слегка нагреется (через 1—2 мин) , покрывают жало слоем флюса, прижав его к кусочку канифоли. Растекаясь по поверхности жала, канифоль предохраняет его от окисления при дальнейшем нагревании. Как только жало нагреется до температуры плавления припоя (это можно определить, касаясь им кусочка припоя) , рабочую поверхность его покрывают припоем. Обратите внимание на то, что перегрев паяльника перед покрытием жала канифолью недопустим. Если все-таки по какой-либо причине паяльник перегреется и защищенная часть его покроется темно-синим налетом оксида меди, то его следует выключить, остудить и вновь зачистить, а затем приступить к залуживанию сначала. Подготовленные к спаиванию поверхности металла должны быть тщательно очищены от оксидов и жиров и залужены. Зачищают места пайки ножом, наждачной бумагой или напильником. При залуживании на поверхность металла вначале наносят слой флюса, а затем горячим паяльником с небольшим количеством припоя на жале несколько раз проводят по залуживаемой поверхности, помогая припою растекаться и смачивать ее тонким и ровным слоем. При пайке монтажных соединений на место спая сначала наносят слой флюса. Затем к этому месту одновременно прикладывают припой и жало паялника. Пруток припоя держат в левой руке, аручку паяльника - в правой. Расплавленный припой можно переносить на место пайки и жалом паяльника. Для этого его предварительно на долю секунды окунают в канифоль и берут каплю припоя. Количесвто припоя, необходимое для пайки, должно быть минимальным. Припой должен заливать место соединения со всех сторон. При пайке важен и уход за паяльником. Поверхность его жала должна быть ровной, очищенной от нагара (оксида) и хорошо залуженной. Паяльник должен быть нагрет до необходимой температуры, зависящей от марки припоя. Нормальным считается такой температурный режим, при котором припой быстро плавится, но не стекает с жала паяльника; канифоль не сгорает мгновенно, а остается на жале в виде кипящих капелек. Перегрев паяльника недопустим, так как это приводит к окислению жала и появлению на нем раковин. Но и недостаточно нагретым паяльником работать тоже нельзя: соединения получаются непрочными и ненадежными.
как обычным припоем. Иногда может оказаться, что много флюса, тогда надо крутиться- либо ждать когда выгорит или добавлять припой без флюса .
touch.otvet.mail.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






