
Виды припоя (ПОС30, ПОС40 и ПОС61) | Баббит | Олово | Припой | Купорос | Никель
Припои принято делить на две группы: мягкие и твёрдые. К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — выше 300 °C. Кроме того, припои существенно различаются по механической прочности. Предел прочности мягких припоев составляет диапазон от 50 до 70 МПа, пайка осуществляется путём погружения материалов в расплавленный металл или паяльником.
Твёрдые сплавы имеют высокий предел прочности свыше 500 МПа, пайка ведётся электроконтактным способом, медными, графитовыми электродами, методом дуговой сварки или автогеном в случае соединения мелких деталей. Основными элементами высокотемпературных припоев являются никель, серебро, цинк, медь. Наиболее универсальными являются сплавы ПСр на основе серебра, используемые для пайки всех металлов, кроме легкосплавных, магния и алюминия. Они отличаются пластичностью, прочностью, коррозионной стойкостью, высокой температурой плавления.
Мягкими припоями являются оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС 10) до 90 % (ПОС 90), остальное свинец. Проводимость этих припоев составляет 9—15 % чистой меди. В этих низкотемпературных сплавах основным элементом являются сурьма, свинец, олово. За счёт большого содержания свинца, вызывающего сильную коррозию, оловянно-свинцовые припои неприемлемы для лёгких сплавов. Плавление этих припоев начинается при температуре 183 °C (температура эвтектики системы олово-свинец) и заканчивается при следующих температурах:
- ПОС 15 — 280 °C.
- ПОС 25 — 260 °C.
- ПОС 33 — 247 °C.
- ПОС 40 — 235 °C.
- ПОС 60 — 191 °C.
- ПОС 90 — 220 °C.
Припои ПОС 61 и ПОС 63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец. Припой ПОС 61 (ГОСТ 21931-76) состит из олова (Sn): 59-61 % и свинца (Pb): 39-41 %. Припой ПОС 40 (ГОСТ 21931-76) — из олова (Sn): 39-41 % и свинца (Pb): 59-61 %.
Припой для пайки должен быть достаточно тонким, чтобы предотвратить случайное применение слишком большого количества припоя при пайке, но и достаточно толстым, чтобы быть собранным в катушку. Кроме того, толщина припоя влияет на на скорость пайки и Ваше удобство. Толщина припоя зависит и от количества флюса, кислоты, которая удаляет оксиды. Ведь важно, чтобы припой мог присоединиться к металлу в процессе пайки. Присадки помогают припою распространиться по поверхности и проникнуть глубоко и прочно в припаиваемые детали. Припой действует не только в качестве соединителя, но и в качестве защитного покрытия, чтобы удержать кислород вне металла.
Эти моменты стоит учитывать потому, что это необходимо: припой не должен морозить жало паяльника на стыке, а должен создавать металлическую связь между контактами путем расплавления припоя. К сожалению, почти все металлы окисляются на воздухе и образуют окисленный слой. Припой защищает металлы от смачивания и связывания с ними кислорода. Что такое окисление?
Что такое окисление?
Окисление — процесс, когда кислород (или другие окислители, например, сера) сочетается с материалами, образуя оксиды. Наглядно это видно, когда кусочки яблока буреют, железо ржавеет, медь получается черной или зеленой. Когда железо ржавеет, оксиды отслаиваются до тех пор, пока от железа ничего не останется. Напротив, алюминий окисляется очень быстро, при этом оксидная пленка на поверхности защищает металл от дополнительного окисления. Золото остается блестящим, потому что не окисляется, и его легко паять. Припои, а также никель или хром (никелирование и хромирование) образуют антиоксидную пленку на поверхности металла и защищают от ржавчины.
Окисление происходит гораздо быстрее при более высоких температурах. Припои, содержащие небольшое количество свинца, как правило, требуют наличие флюса. Они разработаны для пайки на более высоких температурах. Недостатком является то, что более агрессивный способ пайки вызывает после пайки коррозию. При агрессивной пайке, когда припой быстро цепляется к поверхности, остатки чистятся алкоголем при помощи безворсовой салфетки. Жидкий флюс может существенно помочь Вам в процессе монтажа. При пайке компонентов флюс способствует распространению тепла по поверхности, а также защищает металл от кислорода.
Жидкий флюс может существенно помочь Вам в процессе монтажа. При пайке компонентов флюс способствует распространению тепла по поверхности, а также защищает металл от кислорода.
Оловянно-свинцовые припои имеют более низкую температуру плавления, чем отдельно свинец или олово. Бессвинцовые припои ныне начинают пользоваться большим спросом. По состоянию на 1 июля 2006 года, европейские законы гласят, что новая электроника должна быть почти полностью без свинца. Пока еще нет американских законов (кроме Калифорнии), обязывающих производителей техники удалять свинца, но большинство производителей переходят на новые правила. Причина кроется во вредности свинца. Ведущий фактор — свинец присутствует в дыме от припоя. Бессвинцовый припой, как правило, плавится при более высокой температуре.
Существующие виды припоя и их свойства | Энергофиксик
Если вы только начали свой нелегкий путь в освоении радиоэлектроники, то наврятли задавались вопросом, какие виды припоя существуют и чем они отличаются. Как говорится, главное, чтобы было чем паять.
Как говорится, главное, чтобы было чем паять.
Зачастую используется самый распространенный вид ПОС – 61 либо же ПОС – 60. В самых критических случаях можно даже собрать припой с завалявшихся устаревших печатных плат отслужившего свое прибора.
Но все-таки между разными марками припоя есть существенная разница и вы просто обязаны понимать в каких случаях предпочтительнее применять тот или иной вид.
Что такое припой
Припой — это сплав металлов с добавлением всевозможных примесей, благодаря которым достигаются требуемые: температура плавления, твердость, текучесть и т. д.
Существующие виды припоя
Виды припоя можно разделить на два больших подвида:
1. Легкоплавкие (мягкие).
2. Тугоплавкие (твердые).
Мягкие припои применяются в большинстве случаев для выполнения ремонта всевозможных электронных плат радиоаппаратуры. И максимальная температура плавления такого припоя равна максимум 450 градусам.
Наиболее распространенный вид припоя — это ПОС – Припой Оловянно – Свинцовый. Затем следующими цифрами в марке изделия указывается процентное содержание такого металла как олово. То есть если перед вами ПОС – 40, то значит в этом припое содержится 40% олова и 60% свинца. Если же марка ПОС – 61, то перед вами припой где 61% олова и 39% свинца.
Затем следующими цифрами в марке изделия указывается процентное содержание такого металла как олово. То есть если перед вами ПОС – 40, то значит в этом припое содержится 40% олова и 60% свинца. Если же марка ПОС – 61, то перед вами припой где 61% олова и 39% свинца.
Это хорошо когда марка изделия указана, но зачастую перед нами просто кусок припоя неопределенной марки. В этом случае выполнить примерную оценку его состава вполне возможно по внешним признакам и виду, а именно:
— ПОС обычно имеет температуру плавления, лежащую в интервале от 183 до 265 градусов.
— Посмотрите на припой. Если он обладает выраженным металлическим блеском, то, вероятнее всего, перед вами как минимум ПОС – 60 с высоким содержанием Олова. И соответственно обратная ситуация, если цвет припоя матовый, то в нем высокое содержание свинца.
— Погните припой. Ведь если в припое много свинца, то прут толщиной 8 мм будет легко гнуться (вероятно, перед вами ПОС — 30).
В свою очередь олово достаточно прочный металл и при его высоком содержании пруток будет достаточно жестким.
Где используется припой марки ПОС
Теперь давайте рассмотрим основные марки и их область применения:
1. ПОС – 90 (Олово 90%, Свинец 10%). Такой припой используется во время ремонта посуды для приема пищи и различного медицинского оборудования.
2. ПОС – 40 (SN 40%, PB 60%). Широко используется при ремонте электроаппаратуры и для разнообразных деталей из оцинкованного железа. Так же используется для восстановления рабочего состояния радиаторов и медных (латунных) трубопроводов.
3. ПОС – 30 (Олово 30%, Свинец 70%). Применим в кабельной промышленности и для осуществления пайки и лужения листового цинка.
4. ПОС – 60 (содержит 60% SN и 40% PB) . Применяется для пайки печатных плат радиоэлектроники. Это основной припой для любого радиолюбителя, так сказать рабочая лошадка любителей поделок. Такой припой начинает плавиться при температуре в 183 градуса по Цельсию, а температура его полного расплавления равна 190 градусам.
А вот у ПОС – 30, ПОС – 40 и ПОС – 90 температура плавления лежит в диапазоне от 220 до 265 градусов по Цельсию. Важно понимать, что такая температура для многих радиоэлементов является предельно допустимой, поэтому ПОС -60 наше все.
Важно понимать, что такая температура для многих радиоэлементов является предельно допустимой, поэтому ПОС -60 наше все.
Примечание. ПОС-61 и ПОС -60 практически не имеет отличия, поэтому будет рассматриваться как один тип припоя.
Отличным забугорным аналогом ПОС -61 является Sn63Pb37(SN 63% а свинца 37%).
Внешний вид
Зачастую припой реализуется в катушках или же тюбиках.
При этом проволока обладает различным диаметром. И сейчас все более популярна комбинация, когда флюс входит в состав припоя (флюсом заполняется центральная полость в трубке из припоя).
Данный форм фактор доказал свою эффективность и удобство в использовании.
Отдельно хочу выделить припой марки ПОССу, (да, не смейтесь есть такой) и расшифровывается он как припой оловянно-свинцовый с сурьмой. Такой припой отлично подходит для пайки оцинкованных изделий, активно применяется для пайки автомобильных цепей и ремонта холодильного оборудования.
Как вы, наверное, уже поняли из таблицы такой припой отлично заменяет ПОС – 61. Кроме этого так же есть ПОСу 95-5 припой, где нет свинца в принципе Олово – 95% Сурьма – 5%. Температура плавления такого припоя лежит в диапазоне 234-240 градусов по Цельсию.
Кроме этого так же есть ПОСу 95-5 припой, где нет свинца в принципе Олово – 95% Сурьма – 5%. Температура плавления такого припоя лежит в диапазоне 234-240 градусов по Цельсию.
Припои с низкотемпературными параметрами
Если у вас есть плата, где используются компоненты максимально чувствительные к перегреву, то вышеперечисленными видами припоя вы скорее испортите полностью изделие, которое хотели починить. Именно для таких случаев созданы низкотемпературные припои. И наиболее тугоплавкий из таких:
ПОСК-50-18 (SN -50%, Кадмия – 18%, 32% — PB ). Кадмий добавляет износостойкость к коррозии, но делает припой токсичным.
Но наибольшей популярностью среди большинства электронщиков пользуется специальный сплав РОЗЕ (ПОСВ-50). Он состоит из SN 25%, PB 25% и висмута 50%. Основное предназначение – пайка медных и латунных компонентов. А еще это отличный сплав для лужения только что созданной печатной платы.
Так же активно используются в плавких предохранителях.
В заключении моего опуса хочу сказать пару слов о паяльных пастах, которые применяются для пайки CMD элементов и безвыводных микросхем в DGA корпусах.
Данная субстанция состоит из мельчайших шариков сплава Sn62Pb36Ag2 (SN 62%, PB 36% и AG 2%) и безотмывочного флюса. Такая субстанция на воздухе быстро пересыхает и поэтому хранится в тюбиках.
Такая паста используется при сложном ремонте, например телефонов и стоит просто неприлично дорого из-за содержания серебра.
Припой на катушке я покупаю здесь.
Это все, что я хотел рассказать о припое и его видах. Если вы осилили стену текста, и она вам понравилась, то ставим палец вверх, делимся статьей в соц. сетях и подписываемся!
Припои | Электрод-Сервис
Какие бывают припои и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства. Да и для сборки простейших самодельных устройств вполне достаточно самого распространённого припоя типа ПОС-61 или ему подобного. Как говориться: ”Было бы, чем паять…”
Припой можно даже не покупать. Порой достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать припой разогретым жалом паяльника с паяных контактов. Особенно такой метод “добычи” припоя актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Особенно такой метод “добычи” припоя актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой должен разбираться в вопросе выбора припоя. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой припой использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие припои, т.е. такие, температура плавления которых лежит в пределах до 300 — 4500C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются лишь мягкие припои.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в сплаве могут присутствовать и легирующие металлы, но их количество в составе сплава невелико. Примеси других металлов вводят в оловянно-свинцовые припои для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Также в сплаве могут присутствовать и легирующие металлы, но их количество в составе сплава невелико. Примеси других металлов вводят в оловянно-свинцовые припои для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наиболее распространены припои ПОС (припой оловянно-свинцовый). Далее за кратким обозначением марки припоя следует число, которое показывает процентное содержание в нём олова. Так в припое ПОС-40 содержится 40% олова, а в припое ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить состав припоя можно по косвенным параметрам:
- Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C.
- Если припой имеет яркий металлический блеск, то в таком припое достаточно большое содержание олова (ПОС-61, ПОС-90).
Наоборот, если припой тёмно-серого цвета, а поверхность матовая, то в таком припое большое процентное содержание свинца. Именно свинец придаёт припою своеобразный сероватый оттенок.
Именно свинец придаёт припою своеобразный сероватый оттенок.
- Также припои, в которых много свинца очень пластичны.
Так, например, пруток диаметром 8 мм. из припоя с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт припою прочность и жёсткость.
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
- ПОС-90 (Sn 90%,Pb 10%). Этот припой применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкосающихся с пищей и водой недопустимо.
- ПОС-40 (Sn 40%,Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, ремонта радиаторов, латунных и медных трубопроводов.
- ПОС-30 (Sn 30%,Pb 70%). Данный припой применяется в кабельной промышленности, а также он служит для лужения и пайки листового цинка.

- И, наконец, ПОС-61 (Sn 61%,Pb 39%).Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.

Припой ПОС-61 используется для лужения и пайки печатных схем радиоаппаратуры. Именно этот припой в основном служит материалом для сборки электроники. Температура его плавления начинается со 1830C, а полное расплавление достигается при температуре в 1900C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное расплавление припоя достигается уже при 1900C.
Такие припои, как ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 2650C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом припоя ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному припою ПОС-61.
Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному припою ПОС-61.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таких припоях кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
Припой | Начальная t0плавления | Полное расплавление, t0 |
ПОССу-61-0,5 | 183 | 183 |
ПОССу-40-2 | 185 | 229 |
ПОССу-40-0,5 | 183 | 235 |
ПОССу-30-2 | 185 | 250 |
ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 1830C.
Низкотемпературные припои.
Среди припоев существуют такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым “высокотемпературным” среди низкотемпературных свинцово-содержащих припоев является ПОСК-50-18. Он имеет температуру плавления 142-1450C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт припою токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%,Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 — 940C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%,Bi 40%, Cd 10%). Температура плавления данного припоя 65 – 720C. Так как в этом припое присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Температура плавления данного припоя 65 – 720C. Так как в этом припое присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Припои для пайки. | МеханикИнфо
Припои — это сплавы способные соединять две разные металлические детали с помощью пайки. Это происходит в расплавленном состоянии, когда сплав припоя заполняет все зазоры между деталями и при остывании образуется твердое, прочное соединение.
Возможно вам будет интересная другая моя статья припой ПОС 40 Технические характеристики.
Таблица 1.
Основные применения припоев.
| Марка припоя | Область применения |
| ПОС 90 | Пайка и лужение приборов и аппаратов в медицинской промышленности, а также в пищевом хозяйстве. |
| ПОС 61М | Пайка и лужение радиоэлектронной техники, тонкой медной проволоки, фольги (толщина менее 0. 2 мм). 2 мм). |
| ПОС 61 | Пайка и лужение радиоаппаратуры, схем, где недопустим перегрев. |
| ПОС 40 | Пайка и лужение электроаппаратуры и деталей из латуни, железа и оцинкованного железа с герметичными швами. |
| ПОС 30 | Пайка и лужение деталей машиностроения |
| ПОС 10 | Пайка и лужение электрических аппаратов, реле и контактных поверхностей. |
| Сурьмянистые | |
| ПОССу 95-5 | Пайка трубопроводов в электропромышленности, работающих при повышенных температурах. |
| ПОССу 40-2 | Пайка и лужение тонколистовых упаковок, холодильников. Припой широкого применения. |
| ПОССу 30-2 | Пайка и лужение в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки. |
| ПОССу 8-3 | Пайка и лужение в электроламповом производстве. |
| ПОССу 5-1 | Пайка и лужение деталей, работающих при высоких температурах (трубчатые радиаторы). |
| ПОССу 4-6 | Пайка и лужение деталей с клепанными и закатанными швами из меди и латуни. Пайка белой жести, шпатлевка кузовов автомобилей. |
| ПОССу 4-4 ПОССу 10-2 ПОССу 15-2 ПОССу 18-2 ПОССу 25-2 | Пайка и лужение деталей в машиностроении |
| Малосурьмянистые | |
| ПОССу 61-0,5 | Пайка и лужение электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре. |
| ПОССу 50-0,5 | Пайка и лужение авиационных радиаторов, для пайки пищевой посуды. |
| ПОССу 40-0,5 | Пайка и лужение жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов. |
| ПОССу 35-0,5 | Пайка и лужение свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки. |
| ПОССу 30-0,5 | Пайка и лужение радиаторов и оцинкованного листа. |
| ПОССу 25-0,5 | Пайка и лужение радиаторов. |
| ПОССу 18-0,5 | Пайка и лужение электроламп и трубок теплообменников. |
Обозначение припоев.
ПОС-40 – припой оловянно-свинцовый с содержанием Олова (Sn) 39-41 %, Свинца (Pb) 59-61 %.
ПОССу 40-2 – припой оловянно-свинцовый с добавлением в сплав сурьмы (Sb) 1.5-2.0 %. Такие сплавы называют «сурьмянистые».
ПОССу 40-0,5 – припой оловянно-свинцовый с добавлением в сплав сурьмы (Sb) 0.05-0.5 %. Такие сплавы называют «малосурьмянистые».
С добавлением в сплав олово-свинец присадки сурьмы (Sb), увеличивается прочность припоя. Висмут (Bi) понижает температуру плавления припоя.
Ниже Вы можете ознакомиться с таблицей массовой долей примесей, содержащихся в разных припоях.
Таблица 2.
Таблица примесей в оловянно-свинцовых припоях по ГОСТ 21931-76.
| Марка припоя | Не более % | |||||||||
| Сурьма (Sb) | Медь (Cu) | Висмут (Bi) | Мышьяк (As) | Железо (Fe) | Никель (Ni) | Сера (S) | Цинк (Zn) | Алюминий (Al) | Свинец (Pb) | |
| Бессурьмянистые | ||||||||||
| ПОС 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОС 63 | 0,05 | 0,05 | 0,02 | |||||||
| ПОС 61 | 0,10 | 0,05 | 0,20 | 0,02 | ||||||
| ПОС 40 | 0,10 | 0,05 | 0,02 | |||||||
| ПОС 30 | 0,10 | 0,05 | 0,02 | |||||||
| ПОС 10 | 0,10 | 0,05 | 0,02 | |||||||
| ПОС 61М | 0,20 | — | 0,01 | |||||||
| ПОСК 50-18 | 0,20 | 0,08 | 0,03 | |||||||
| ПОСК 2-18 | 0,05 | 0,05 | 0,01 | |||||||
| Сурьмянистые | ||||||||||
| ПОСу 95-5 | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 |
| ПОССу 40-2 | 0,08 | 0,2 | 0,02 | 0,08 | — | |||||
| ПОССу 35-2 | 0,08 | 0,02 | ||||||||
| ПОССу 30-2 | 0,08 | 0,02 | ||||||||
| ПОССу 25-2 | 0,08 | 0,02 | ||||||||
| ПОССу 18-2 | 0,08 | 0,02 | ||||||||
| ПОССу 15-2 | 0,08 | 0,02 | ||||||||
| ПОССу 10-2 | 0,08 | 0,02 | ||||||||
| ПОССу 8-3 | 0,1 | 0,05 | ||||||||
| ПОССу 5-1 | 0,08 | 0,02 | ||||||||
| ПОССу 4-6 | 0,1 | 0,05 | ||||||||
| ПОССу 4-4 | 0,1 | 0,05 | ||||||||
| Малосурьмянистые | ||||||||||
| ПОССу 61-0,5 | — | 0,05 | 0,20 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | — |
| ПОССу 50-0,5 | 0,05 | 0,10 | 0,02 | |||||||
| ПОССу 40-0,5 | 0,05 | 0,20 | 0,02 | |||||||
| ПОССу 35-0,5 | 0,05 | 0,02 | ||||||||
| ПОССу 30-0,5 | 0,05 | 0,02 | ||||||||
| ПОССу 25-0,5 | 0,05 | 0,02 | ||||||||
| ПОССу 18-0,5 | 0,05 | 0,02 | ||||||||
Припои для пайки.
 Твердые и мягкие припои.
Твердые и мягкие припои.
Припои бывают двух видов: твердый и мягкий. У мягкого припоя температура плавления до 400 ºС, а у твердого температура плавления выше 400 ºС.
Какие же отличаются у этих припоев кроме температурных режимов?
По физическому характеру твердые припои ничем не отличаются от мягких. Различия есть по химическому составу, прочности соединения и термоустойчивости.
По прочности соединения мягкие припои уступают твердым. Твердые припои выдерживают более высокие нагрузки чем мягкие. Прочность при растяжении твердых припоев составляет 100-500 МПа, а у мягких – 16-100 МПа. В свою очередь мягкие припои отличаются простотой процесса пайки. Для их разогрева подойдут обычные, удобные паяльники, с температурой плавления от 183 °C, чем не могут похвастаться твердые припои. Из-за своих высоких температур плавления приходится использовать более дорогие и неудобные паяльники. Чем больше содержание олова в мягкой смеси, тем меньше температура плавления припоя.
ПОС 90 — от 183°C до 220°C
ПОС 61 — от 183°C до 190°C
ПОС 40 — от 183°C до 238°C
ПОС 10 — от 268°C до 299°C
К мягким припоям относят:
Сурьмянистые припои (ПОССу) – используют для пайки оцинкованных изделий;
Оловянно-свинцово-кадмиевые (ПОСК) – используют для пайки чувствительных к перегреву деталей;
Оловянно-цинковые (ОЦ) – используют для пайки алюминия:
Бессвинцовые – обладает высокой электропроводностью и используют для пайки радиоэлектронной аппаратуры.
Твердые припои используют для пайки металлорежущих инструментов, систем трубопроводов, работающих под высоким давлением, в автомобилестроении, судостроении, тонкостенных деталей и т.д. Твердые припои играют огромную роль в промышленности. Без них был бы невозможен мелкий ремонт или изготовление различных металлических деталей.
Твердые припои подойдут для пайки медных, латунных, нержавеющих сплавов.
К твердым припоям относят:
Медно-цинковые (ПМЦ) – используются для пайки деталей с высокими внутренними давлениями. Ими паяют медь, латунь, бронзу.
Ими паяют медь, латунь, бронзу.
Серебряные (ПСр) – данные припои подойдут для пайки черных и цветных металлов.
Медно-фосфорные (ПМФ) – используют для пайки деталей из меди и ее сплавов. Пайка такими припоями возможна без использования флюсов.
Таблица 3.
Физико-механические свойства припоев.
| Маркаприпоя | t, оС | P, г/см3 | ρ, Ом мм2/м | λ, ккал/см с град | σ, кгс/мм2 | Относительное удлинение, % | КС, кгс/см2 | Твердость по Бриннелю | |
| Солидус | Ликвидус | ||||||||
| ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,9 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1. 7 7 | 12,8 |
| ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
t – Температура плавления, оС;
P — Плотность, г/см3;
ρ — Удельное электросопротивление Ом мм2/м;
λ — Теплопроводность, ккал/см с град;
σ — Временное сопротивление разрыву, кгс/мм2;
КС — Ударная вязкость, кгс/см2.
Припои для пайки. виды и свойства. состав и флюсы. плавление
Особенности выбора припоев
Существует ряд факторов, которыми обуславливается выбор припоев:
· Металлы и сплавы, которые необходимо соединить;
· Метод пайки;
· Ограничения температуры плавления;
· Величина деталей;
· Необходимая механическая устойчивость;
· Стойкость к ржавлению и т. д.
д.
Например, для пайки проводов, имеющих больший диаметр, используется припой, имеющий более высокую температуру плавления, нежели для пайки проводов с меньшим объемом.
Немаловажным критерием в выборе припоев является изготовитель, потому как именно от него зависит последующий период использования изделия. Любой тип материала имеет определенные нюансы. Для пайки кабелей рекомендуется применять сплавы, которые эластично объединяются с материалом и обладают невысокой температурой плавки. Еще следует учитывать, чтобы сопротивление было низким, поэтому хорошо, если в сплав входят металлы, которые проводят электричество, например, серебро.
Для паяния медных труб необходимо применять припои, обеспечивающие прочное и крепкое объединение. Такой сплав должен включать медь, потому как данный металл относится к тугоплавким и обеспечивает крепкое соединение элементов. Еще одним преимуществом меди является и то, что она имеет стойкость к ржавчине.
Стальные детали лучше всего спаивать сильным припоем. Потому как данный металл сложно поддается пайке, необходимо отдавать предпочтение тугоплавким сплавам, структура которых близка к составу самого материала.
Потому как данный металл сложно поддается пайке, необходимо отдавать предпочтение тугоплавким сплавам, структура которых близка к составу самого материала.
Следует помнить о том, что в составе припоя должно быть низкое содержание чугуна и углерода, потому как они снижают прочность соединения. Алюминий необходимо паять сплавами, которые не содержат в себе алюминий, но включают серебро, олово и другие металлы.
Для того, чтобы спаянный шов получился ровным и высококачественным, перед тем, как приступить к пайке, обрабатываемая поверхность покрывается специальным веществом, которое имеет название – флюс. В зависимости от входящих компонентов он может быть жидким или пастообразным. Флюс необходим для хорошего распределения припоя, устранения оксидов и загрязнений с поверхности детали в процессе пайки, для предохранения шва от вредных воздействий извне. После того, как паяние завершено, флюс необходимо удалить.
При соблюдении всех правил спаивания, а также при правильном выборе материалов, изделия получатся крепкими и прослужат долгие годы.
Кому и когда лучше использовать каждый из припоев
Радиотехник применяет трубчатый элемент, полость которого заполнена канифолью, когда необходимо провести пайку:
- В приборе, отремонтировать электронное устройство.
- Небольших по объемам участков, использовав тубусы или катушечную комплектацию.
- На промышленном предприятии, при наличии бухты с соблюдением соответствия всех технологических процессов и свойств напаиваемого металла.
- С низкими температурами плавления.
Пайка без внутренних наполнителей позволяет осуществлять действия с разными:
- Тугоплавкими металлами.
- Температурными режимами плавки в зависимости от состава сплава.
- Чувствительными к перегреву элементами – предохранителями, транзисторами.
- Радиотехническими изделиями – проводами, техническими платами.
- Лудить и соединять медные, бронзовые детали для получения герметичного шва.
Мастер определяет область работ и выбирает то вещество, которое подойдет для конкретных работ. Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
3.1. Классификация припоев и система их обозначений
Разновидности и применение припоев:
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Система обозначения припоев
Обозначение марки припоя обычно начинается с буквы «П» — припой. Числа в марке припоя показывают содержание компонентов (буквы после буквы «П») в процентах (округленно). Буква или буквосочетание в конце обозначения марки припоя означает, что данный компонент составляет оставшееся содержание припоя.
Обозначение компонентов:
А — алюминий;
Ж — железо;
И — индий;
К или Кд — кадмий;
М — медь;
О — олово;
С — свинец;
Ср — серебро;
Су — сурьма;
Ф — фосфор;
Ц — цинк.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
 Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
Физико-химические свойства и особенности
Физико-химические свойства материала должны отвечать условиям проведения процесса. Дело в том, что существует много разновидностей припоев, некоторые из которых являются не специально предназначенными алюминия, а имеют универсальное предназначение. В таком случае, их свойства должны отвечать легкоплавким материалам, чтобы не расплавить металл заготовки и не повредить его. Температура плавления припоя должна иметь показатели, примерно, на 100-200 (можно и больше) градусов ниже. Материалы обладают высокой текучестью, что вызвано той же низкой температурой плавления и особенностью их состава.
Припой для пайки алюминия
Еще одна особенность состоит в том, что действительно прочного соединения достичь очень сложно, но это зачастую и не требуется, так как металл не применяется в сложных условиях эксплуатации. В большинстве случаев нужно просто качественное соединение, чтобы был хороший контакт. Физическое свойство проникновения припоя в структуру алюминия помогают обеспечить должный уровень качества. Стоит отметить, что расходный материал также является легким, как и основной металл, так что относительно своих аналогов для других процедур, таких как пайка нержавейки твердыми припоями, при одном и том же весе будет больший объем материала.
Пайка алюминиевым припоем кх718fcww09020
Технические характеристики популярных марок
Castolin 192FBK
Элементы состава — Zn, Al
Температура плавления — 380 — 440°С
Характеристики прочности на разрыв — 100 МПа
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
HTS-2000
Степень растяжения: 45900 PSI
Степень удлинения: 10%
Степень сдвига: 31000 PSI
Масса: 240 г / куб. дюйм
дюйм
Температура плавления: 390 С
Толщина диаметра: 2-3 мм
Длина: 0,46, м
Castolin 192FС
FC — в сердечнике имеется флюс.
Температура плавления: 430 градусов Цельсия
Прочность: 100 H/мм2
Толщина диаметра, мм — 2,0
Длина, м – 0,5
Элементы состава: Zn, Al
Характеристики прочности на разрыв — 100 МПа
Тип пайки: капиллярная пайка, напайка
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
Особенности выбора
Есть мнение, что не так важно чем паять алюминий, а главное как. Здесь наблюдается очень большая зависимость от того, в каких условиях приходится проводить процесс и с какими целями
Поэтому, расходный материал выбирается в зависимости от того, какие инструменты для разогрева имеются. Если вам требуется спаять провода, то подойдут припои с самой низкой температурой плавления, которые быстро схватятся на металле, не подвергая его опасности расплавлению. Сложнее дело обстоит с толстыми заготовками, или когда нужно соединить алюминий с другими металлами. Здесь уже понадобиться материал, специально предназначенный для этих процессов, как вышеуказанные припои.
Сложнее дело обстоит с толстыми заготовками, или когда нужно соединить алюминий с другими металлами. Здесь уже понадобиться материал, специально предназначенный для этих процессов, как вышеуказанные припои.
«Важно!Вне зависимости от выбора, действия мастера должны быть быстрыми, так как материал имеет свойство очень быстро окисляться, что ухудшит качество соединения»
Особенности пайки
- Первым делом стоит зачистить поверхности, что желательно делать крупнозернистой наждачной бумагой, которая не только счистит все возможные налеты, но и сможет сделать поверхность более податливой для пайки;
- После этого нужно выложить флюс по всему периметру, где будет происходить соединение;
- Затем следует стадия подогрева, когда флюс разогревается до рабочей температуры, чтобы можно было использовать припой;
- Следующим делом следует задействовать припой, который должен равномерно растекаться по всей поверхности места спайки;
- После образования достаточной толщины шва, для чего может потребоваться несколько проходов, нужно дать остыть металлу;
- На последней стадии следует очистить шов от остатков флюса и прочих вещей.

Популярные марки
- Castolin 192FС;
- HTS-2000;
- ПОС-61;
- Castolin 192FBK;
- Castolin 192CW;
- Lucas-Mihaupt Filalu 1192NC;
- Авиа-1;
- Castolin 190.
Использование
Современные разновидности расходных материалов широко применяются для скрепления разных металлов и их сплавов. Речь идет, например, о серебросодержащих припоях с флюсом для пайки меди и составах, используемых при спаивании труб из нержавейки. Стоит отметить, что в последнем случае чаще всего возникают трудности у неопытных пользователей. В таких ситуациях специалисты дают ряд рекомендаций.
- На подготовительном этапе выполняют тщательную механическую очистку поверхностей. Краска и другие стойкие загрязнения удаляются, как правило, металлическими щетками, после чего обработанный металл обезжиривают.
- На зону пайки равномерно наносится предварительно подобранный флюс.
- При обработке и соединении поверхностей большой площади применяют специальные горелки для прогрева металла до необходимой (рабочей) температуры.
- После достижения заданной температурной отметки подается припой, который необходимо распределить равномерным слоем по всему шву.
- После того как весь шов спайки будет пройден припоем, ему дают немного остыть. На завершающей стадии место соединения подогревается для обеспечения постепенного понижения температуры.
 Краска и другие стойкие загрязнения удаляются, как правило, металлическими щетками, после чего обработанный металл обезжиривают.
Краска и другие стойкие загрязнения удаляются, как правило, металлическими щетками, после чего обработанный металл обезжиривают.Даже с учетом всех неоспоримых достоинств серебросодержащего припоя необходимо особое внимание уделить правильному подбору флюса. Без данного вспомогательного материала, отвечающего за очистку поверхностей и удаление пленок окислов, невозможно добиться качественного и долговечного соединения
Помимо прочности шва, грамотно выбранный флюс обеспечивает необходимую текучесть металла и сплава в процессе пайки. На практике очень часто мастера предпочитают использовать буру.
На практике очень часто мастера предпочитают использовать буру.
Несмотря на то что сейчас проблем с приобретением флюсов не возникает, бывают ситуации, в которых приходится изготавливать пасту для пайки самостоятельно. Для этого потребуется:
- высыпать буру в емкость подходящего объема, выполненную из термоустойчивого материала;
- добавить воду тонкой струей, медленно перемешивая получающуюся массу до получения однородной смеси без комков;
- нагревать состав до тех пор, пока он не станет полностью прозрачным;
- слить образовавшуюся жидкость, после чего растереть оставшийся осадок до консистенции масла;
- нанести полученную пасту на обрабатываемую поверхность, лучше всего это делать при помощи кисти.
Самодельный флюс для пайки применяется в тандеме с серебросодержащим припоем, температура плавления которого составляет от 490 градусов. Для спаивания пористых металлов и сплавов подойдет состав на основе тетрафторбората.
В следующем видео вас ждет изготовление серебряного припоя своими руками.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.
Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.

Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто — канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.

Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Какими бывают припои
Припоями называются материалы, которые используются для пайки каких-то металлических деталей. Основное условие качества этой пайки — чтобы температура плавления припоя была меньше температуры плавления соединяемых элементов. Материалы изготавливаются на различной основе, которая может быть металлической и не металлической. Припой может иметь вид гранул, порошка, проволоки, фольги, прутков. Есть припои-пасты и припои-закладные детали. Для качественной и прочной пайки необходимо понимать, какая температура плавления этих материалов, и на какой основе они созданы. Припои растекаются по поверхности деталей и проникают в них, создавая эффект диффузии. От состава припоя зависит, насколько прочно соединит спаянные элементы промежуточная прослойка. Обычно его выбирают, исходя из механических характеристик спая и его устойчивости к коррозии. Если предстоит паять детали, через которые проходит ток, учитываются уровень удельной проходимости материала.
От состава припоя зависит, насколько прочно соединит спаянные элементы промежуточная прослойка. Обычно его выбирают, исходя из механических характеристик спая и его устойчивости к коррозии. Если предстоит паять детали, через которые проходит ток, учитываются уровень удельной проходимости материала.
Какими бывают припои
Все виды припоев делятся на мягкие и твердые. Мягкий вид плавится при температуре до 300ºС, твердые разновидности – при температурах выше 300ºС. Мягкие припои – это сплавы из олова, свинца, меди, кадмия, цинка, висмута. К ним относятся припои с сурьмой, которые применяются при пайке цинковых деталей.
К твердым припоям относятся материалы с составом из меди либо цинка, серебряных сплавов, титана. Существуют так же медно-фосфористые материалы, включающие в себя фосфорные добавки. Они используются для пайки серебра, меди, чугуна. Очень обширную область применения имеют серебряные варианты припоя, которые надежно спаивают медь с вольфрамом, латунь с бронзу, железо с никелем, медь с нержавеющей сталью и так далее.
При пайке бытовой техники часто используются припои без свинца, отличающиеся экологической чистотой. Они состоят из максимально безвредных для человека компонентов. В продаже можно встретить паяльные пасты, которые относятся к новому типу припоев. Это мягкие или твердые смеси из дисперсных частиц
Как купить припой в интернет-магазине ОнЛайнКолд
Наш интернет-магазин от компании ОнЛайнКолд предлагает большой выбор припоев различного типа по демократичным ценам. Мы обладаем широким ассортиментом холодильного оборудования, комплектующих, и продаем все, что необходимо для ремонта такой техники. Весь товар является надежной продукцией от проверенных годами поставщиков.
Для того, чтобы найти и приобрести нужный припой, необходимо зайти в каталог на сайте магазина, выбрать тип продукции и отправить ее в корзину. После этого следует оформить заявку на покупку припоя. Мы предлагаем жителям Москвы и области услуги по доставке товара курьерскими службами. Она осуществляется на протяжении одного-трех дней. Оплата покупки происходит любым удобным способом. Это перевод денег через электронные кошельки, с помощью банковских старт, подходящих систем или наличными при получении товара. Стоимость доставки зависит от расстояния, этажа, наличия в доме лифта и от ряда других факторов. Если возникают какие-то вопросы, обращайтесь к нашим менеджерам. Они помогут разобраться в видах припоев и оформить заказ. Вы можете приобрести у нас инструменты для ремонта холодильного оборудования, вентиляторы, трубки и многое другое.
Она осуществляется на протяжении одного-трех дней. Оплата покупки происходит любым удобным способом. Это перевод денег через электронные кошельки, с помощью банковских старт, подходящих систем или наличными при получении товара. Стоимость доставки зависит от расстояния, этажа, наличия в доме лифта и от ряда других факторов. Если возникают какие-то вопросы, обращайтесь к нашим менеджерам. Они помогут разобраться в видах припоев и оформить заказ. Вы можете приобрести у нас инструменты для ремонта холодильного оборудования, вентиляторы, трубки и многое другое.
Что такое припой для пайки
Время чтения: 6 минут
Припой и флюс для пайки — незаменимые помощники для многих домашних и профессиональных мастеров. С их помощью можно добиться качественных ровных швов. Производители предлагают множество разновидностей флюсов и припоев. На рынке существует даже припой, внутри которого есть флюс! И во всем этом разнообразии трудно разобраться, если вы никогда не использовали припои и флюсы.
Мы решили облегчить вам задачу и рассказать про виды припоев и флюсов, и их применение. Вы узнаете, чем легкоплавкие припои отличаются от тугоплавких, что такое активные и пассивные флюсы, и как использовать эти материалы в своей работе.
Разновидности припоев
Припой — это металлический пруток, используемый для заполнения стыков между двумя деталями. Он плавится и смешивается с основным металлом или вовсе выступает как основной металл. Может иметь различный диаметр. Изготавливается из олова, но с добавлением других металлов. Например, свинца цинка или меди. Может быть легкоплавким или тугоплавким.
Легкоплавкие
Легкоплавкие припои чаще всего используются при выполнении мелкой работы. Например, при пайке радиоаппаратуры. Также такой припой незаменим, если необходима пайка радиоэлектронных элементов. В составе чаще всего можно встретить сочетание олова с кадмием, висмутом, свинцом или цинком.
Исходя из названия, нетрудно догадаться, что такие припои легко плавятся. Чтобы их расплавить достаточно одного небольшого паяльника. Если вам нужен припой для работы с радиоэлектроникой, то выбирайте прутки с температурой плавления до 140 градусов.
Чтобы их расплавить достаточно одного небольшого паяльника. Если вам нужен припой для работы с радиоэлектроникой, то выбирайте прутки с температурой плавления до 140 градусов.
Существуют и специальные припои для лужения плат. Температура их плавления не превышает 100 градусов. За счет таких свойств лужение проходит легче и быстрее. У припоев есть свои марки но на этом мы не будем заострять внимание. Это тема для отдельной статьи.
Скажем лишь, что при пайке современной аппаратуры рекомендуется использовать припой без свинца и с температурой плавления около 200 градусов. Это связано с особенностями зарубежной техники. Она изготавливается в соответствии со строгими экологическими нормами, согласно которым свинец при пайке выделяет вредные пары.
Тугоплавкие
Тугоплавкие припои — антипод легкоплавким. Температура их плавления начинается с отметки в 400 градусов. Такие припои используются в профессиональной промышленной сварке, где необходимо заварить большие детали. В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
Припой с флюсом
Существует отдельная категория припоев — это припой с флюсом внутри. Он же припой трубчатый. Представляет собой полый пруток, в сердцевине которого содержится флюс. Пруток плавится при пайке, позволяя флюсу выделяться и выполнять защитную функцию. Яркий пример — это припой Castolin 192 FBK с флюсом и припой Brazetec Comet 3476U.
Такие припои очень удобны в работе, поскольку выполняют сразу две функции: практическую и защитную. Не нужно тратить время на нанесение флюса и его выбор. Но вы должны понимать, что такие припои не обеспечивают достаточную защиту зоны пайки. Они лишь немного улучшают качество швов. Если вам необходим безупречный результат, то лучше использовать припой и флюс отдельно друг от друга. Как два разных материала.
Как два разных материала.
А вот что такое флюс и зачем он нужен, вы узнаете дальше.
Разновидности флюсов
Флюс — это вещество, наносимое на место пайки или сварки, защищающее металл от окисления и улучшающее качество шва. Флюс способен кардинально изменить качество, в том числе ровность шва и его эстетические характеристики. Поэтому к выбору флюса нужно подойти с умом.
Здесь есть четкая связь с припоем. Чем легче плавится припой, тем лучше раскрываются свойства флюса. У флюса должна быть температура плавления чуть ниже, чем у припоя. Тогда вы добьетесь качественного результата.
Производители предлагают флюсы для пайки двух разновидностей: активные и пассивные.
Химически активные
Химически активные флюсы содержат в своем составе кислотосодержащие вещества. Они, в свою очередь, способы уничтожить любой налет или признаки коррозии. В качестве кислотосодержащего может использоваться известная всем соляная кислота, хлористый цинк и др. Если не очистить место пайки от остатков флюса металл может испортиться и появится новая коррозия.
Химическая активность таких флюсов — это и достоинство, и недостаток одновременно. При неумелом использовании такие флюсы разъедают металл и текстолит, если применять их в радиоэлектронике. Не стоит забывать, что такие флюсы способны оставлять ожоги на коже, поэтому важно соблюдать технику безопасности. Зато при грамотном использовании активные флюсы удаляют любой налет и коррозию, позволяя улучшить качество работ.
Мы не рекомендуем использовать химически активные флюсы в повседневной пайке. Они требуют внимания и опыта. А при пайке радиокомпонентов лучшее вообще не использовать данный тип флюса. Поскольку с большой вероятность он будет разъедать текстолит, и вы ничего не сможете исправить.
Химически пассивные
Химически пассивные флюсы используются очень часто. У них нет таких ярко выраженных окислительных свойств, как у химически активных, поэтому с ними проще работать. Химически пассивные флюсы удаляют жировой налет и небольшие загрязнения, но не коррозию. В составе таких флюсов есть органические компоненты, поэтому их можно применять при пайке радиоэлементов.
В составе таких флюсов есть органические компоненты, поэтому их можно применять при пайке радиоэлементов.
Химически пассивные флюсы защищают зону сварки от окисления и улучшают качество работы. Впрочем, как и химически активные.
Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями. А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Вместо заключения
Как вы теперь знаете, припои и флюсы применяемые при пайке могут быть предназначены для различных работ. Одни подходят для мелкого ремонта, а вторые раскрывают свой потенциал при профессиональной сварке. Поэтому при выборе припоев и флюсов обращайте внимание именно на тип работ, который собираетесь проводить. Это во многом облегчит вам задачу.
Может быть, вы уже использовали припои и флюсы в практике? Расскажите о своем опыте в комментариях ниже. Желаем удачи в работе!
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.
Число указывает на процентное содержание составом олова.
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.
Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
 Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.
 Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
 youtube.com/embed/0Yq1naSend8?feature=oembed»/>
youtube.com/embed/0Yq1naSend8?feature=oembed»/>
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ПРИПОЙ — ПРИПОЙ, припоить и пр. см. припаивать. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
припой — тиноль Словарь русских синонимов. припой сущ., кол во синонимов: 5 • половинник (4) • припай … Словарь синонимов
припой — Материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов [ГОСТ 17325 79] припой Легкоплавкий металл или сплав, применяемый при пайке для заполнения зазоров между соединяемыми деталями с целью получения… … Справочник технического переводчика
ПРИПОЙ — обычно металл или сплав, заполняющий зазор между соединяемыми деталями при пайке. Распространены припои на основе Sn, Pb, Cu, Ag, Ni, Zn. Иногда в качестве припоя используют материалы на основе оксидов и др … Большой Энциклопедический словарь
Распространены припои на основе Sn, Pb, Cu, Ag, Ni, Zn. Иногда в качестве припоя используют материалы на основе оксидов и др … Большой Энциклопедический словарь
ПРИПОЙ — ПРИПОЙ, металлический СПЛАВ, используемый в расплавленном состоянии для спаивания металлических поверхностей. Мягкие (легкоплавкие) припои обычно состоят из СВИНЦА и ОЛОВА и имеют температуру плавления между 2000 °С и 3000 °С. Твердые… … Научно-технический энциклопедический словарь
ПРИПОЙ — ПРИПОЙ, припоя, мн. нет, муж. (тех.). Металл, сплав для паяния. При паянии посуды в качестве припоя употребляют олово со свинцом. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ПРИПОЙ — ПРИПОЙ, я, муж. (спец.). Металл или сплав для заполнения зазоров при пайке. | прил. припойный, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ПРИПОЙ — (Solder) относительно легкоплавкий сплав, служащий для соединения металлических частей посредством паяния. П. должен обладать низшей температурой плавления, чем спаиваемые металлы. Различают П. мягкие, или слабые, и твердые, или крепкие. К первым … Морской словарь
П. должен обладать низшей температурой плавления, чем спаиваемые металлы. Различают П. мягкие, или слабые, и твердые, или крепкие. К первым … Морской словарь
ПРИПОЙ — металл или сплав, служащий для соединения частей металл. изделий в одно целое. П. делятся на мягкие и твердые. К первым принадлежат олово и его сплавы с сурьмой, висмутом и свинцом; ко вторым медь, цинк и серебро. В качестве мягких П. на жел. дор … Технический железнодорожный словарь
Припой — Припой: добавляемый металл для получения паяных соединений, который может быть в виде проволоки, вставок, порошка, паст и др. Источник: ГОСТ Р ИСО 857 2 2009. Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и… … Официальная терминология
ПРИПОЙ — присадочный металл млн. сплав, посредством которого в процессе (см.) достигается прочное механическое соединение в одно целое отдельных частей (а также их надёжный электрический контакт). Припои обладают более низкой температурой плавления, чем… … Большая политехническая энциклопедия
Простая английская Википедия, бесплатная энциклопедия
Армия — это часть вооруженных сил страны, которая сражается на земле. В армии людей называют солдатами. Многие современные армии имеют такие транспортные средства, как танки, самолеты и вертолеты, которые помогают солдатам сражаться на земле.
В армии людей называют солдатами. Многие современные армии имеют такие транспортные средства, как танки, самолеты и вертолеты, которые помогают солдатам сражаться на земле.
Солдат может быть добровольцем (кто-то, кто присоединяется к чему-то, потому что он этого хочет), или он может быть вынужден правительством присоединиться к армии. Принуждение мужчин к службе в армии называется призывом или .Добровольные армии, как правило, небольшие по численности, но надежные и качественные. Призванные армии велики, но часто им не хватает уверенности и качества: может быть очень трудно заставить кого-то рисковать своей жизнью против его воли. Иногда армия состоит из наемников, которые сражаются только за плату и мало верны стране, которой они служат.
Солдаты делают много вещей, от стрельбы по врагам до рытья оборонительных траншей. Их используют для защиты своей страны или нападения на армию другой страны.Это сложно, и солдаты должны быть в хорошей форме и физически, и морально. Они почти всегда двигаются вместе, и таким образом команда может делать больше дел более безопасным способом. Им могут быть назначены определенные места для охраны, или им могут приказать обыскать место или даже атаковать его. Это зависит от их командира. Каждый солдат отвечает кому-то другому, так что все организовано.
Они почти всегда двигаются вместе, и таким образом команда может делать больше дел более безопасным способом. Им могут быть назначены определенные места для охраны, или им могут приказать обыскать место или даже атаковать его. Это зависит от их командира. Каждый солдат отвечает кому-то другому, так что все организовано.
Иногда, когда армия страны занята в разных местах, и не хватает солдат, чтобы делать больше, страна может нанять гражданских лиц для выполнения некоторых задач армии, таких как защита зданий и важных людей и колонн грузовиков, следующих из одного города. место в другое.Обычно они нанимают ветеранов, которые были военнослужащими перед отъездом и работали в других местах.
Служба в армии в форме называется служба . Солдат никогда не скажет «Я работаю сержантом в корпусе связи», но всегда «Я служу сержантом в корпусе связи» или другого звания, специальности или подразделения. О «работе» в армии говорят только вольнонаемные работники, не носящие форменную одежду.
Работа армии основана на дисциплине.Это означает, что каждый солдат, безусловно, будет выполнять полученные им приказы и подчиняться своему вышестоящему командиру или унтер-офицеру. Есть только одно исключение: приказы, нарушающие права человека или нормы международного права, не должны выполняться, поскольку это считается военным преступлением. Цепочка подчинения выражается системой воинских званий и иерархией.
Солдат снабжен оружием, таким как ружья, ножи и другое простое снаряжение для выживания на поле битвы, такое как еда, вода, одежда и палатки.Они должны хорошо ухаживать за предметами. Некоторые солдаты проходят подготовку, чтобы стать врачом в армии или выполнять другие гражданские обязанности.
Прежде чем солдат присоединится к армии, он должен пройти квалификацию, чтобы быть в ней первым. Человек проходит испытания, чтобы армия знала, сможет это сделать новобранец или нет. Иногда это называют «учебным лагерем». Он должен пройти психологические и физические тесты. Это зависит от того, где он проходит тестирование, и это скажет ему, насколько это будет тяжело. Он также пройдет тесты, чтобы определить, какую работу он будет выполнять в армии.Например, он может работать с компьютерами и быть членом отряда связи или поваром для солдат, он может быть строителем в гражданской жизни и военным инженером, он может стать водителем грузовика и служить в логистике. , или он может хорошо владеть винтовкой и быть снайпером в пехоте. Есть много работ, которые человек может выбрать в армии.
Это зависит от того, где он проходит тестирование, и это скажет ему, насколько это будет тяжело. Он также пройдет тесты, чтобы определить, какую работу он будет выполнять в армии.Например, он может работать с компьютерами и быть членом отряда связи или поваром для солдат, он может быть строителем в гражданской жизни и военным инженером, он может стать водителем грузовика и служить в логистике. , или он может хорошо владеть винтовкой и быть снайпером в пехоте. Есть много работ, которые человек может выбрать в армии.
В армии традиционно шесть родов войск:
- Пехота, пехотинцы, ведущие бой с винтовками и другими легкими вооружениями
- Кавалерия, конные солдаты.Сегодня танк заменил лошадей, а кавалеристов называют танкистами.
- Артиллерия, солдаты, владеющие пушками, гаубицами и минометами. Они оказывают огневую поддержку пехоте.
- Военные инженеры, солдаты, которые строят и разрушают (взрывают) вещи и обращаются со взрывчаткой.
- Войска связи, солдаты, отвечающие за связь, радио, радары, сигнализацию и компьютеры.
- Логистика, доставляющая товары (продукты питания, топливо, боеприпасы, медикаменты и т. Д.) В другие отрасли и пополняющая их.

Простая английская Википедия, бесплатная энциклопедия
Армия — это часть вооруженных сил страны, которая сражается на земле. В армии людей называют солдатами. Многие современные армии имеют такие транспортные средства, как танки, самолеты и вертолеты, которые помогают солдатам сражаться на земле.
Солдат может быть добровольцем (кто-то, кто присоединяется к чему-то, потому что он этого хочет), или он может быть вынужден правительством присоединиться к армии. Принуждение мужчин к службе в армии называется призывом или .Добровольные армии, как правило, небольшие по численности, но надежные и качественные. Призванные армии велики, но часто им не хватает уверенности и качества: может быть очень трудно заставить кого-то рисковать своей жизнью против его воли. Иногда армия состоит из наемников, которые сражаются только за плату и мало верны стране, которой они служат.
Солдаты делают много вещей, от стрельбы по врагам до рытья оборонительных траншей. Их используют для защиты своей страны или нападения на армию другой страны.Это сложно, и солдаты должны быть в хорошей форме и физически, и морально. Они почти всегда двигаются вместе, и таким образом команда может делать больше дел более безопасным способом. Им могут быть назначены определенные места для охраны, или им могут приказать обыскать место или даже атаковать его. Это зависит от их командира. Каждый солдат отвечает кому-то другому, так что все организовано.
Иногда, когда армия страны занята в разных местах, и не хватает солдат, чтобы делать больше, страна может нанять гражданских лиц для выполнения некоторых задач армии, таких как защита зданий и важных людей и колонн грузовиков, следующих из одного города. место в другое.Обычно они нанимают ветеранов, которые были военнослужащими перед отъездом и работали в других местах.
Служба в армии в форме называется служба .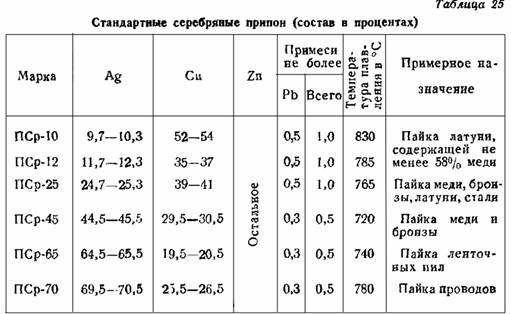 Солдат никогда не скажет «Я работаю сержантом в корпусе связи», но всегда «Я служу сержантом в корпусе связи» или другого звания, специальности или подразделения. О «работе» в армии говорят только вольнонаемные работники, не носящие форменную одежду.
Солдат никогда не скажет «Я работаю сержантом в корпусе связи», но всегда «Я служу сержантом в корпусе связи» или другого звания, специальности или подразделения. О «работе» в армии говорят только вольнонаемные работники, не носящие форменную одежду.
Работа армии основана на дисциплине.Это означает, что каждый солдат, безусловно, будет выполнять полученные им приказы и подчиняться своему вышестоящему командиру или унтер-офицеру. Есть только одно исключение: приказы, нарушающие права человека или нормы международного права, не должны выполняться, поскольку это считается военным преступлением. Цепочка подчинения выражается системой воинских званий и иерархией.
Солдат снабжен оружием, таким как ружья, ножи и другое простое снаряжение для выживания на поле битвы, такое как еда, вода, одежда и палатки.Они должны хорошо ухаживать за предметами. Некоторые солдаты проходят подготовку, чтобы стать врачом в армии или выполнять другие гражданские обязанности.
Прежде чем солдат присоединится к армии, он должен пройти квалификацию, чтобы быть в ней первым. Человек проходит испытания, чтобы армия знала, сможет это сделать новобранец или нет. Иногда это называют «учебным лагерем». Он должен пройти психологические и физические тесты. Это зависит от того, где он проходит тестирование, и это скажет ему, насколько это будет тяжело. Он также пройдет тесты, чтобы определить, какую работу он будет выполнять в армии.Например, он может работать с компьютерами и быть членом отряда связи или поваром для солдат, он может быть строителем в гражданской жизни и военным инженером, он может стать водителем грузовика и служить в логистике. , или он может хорошо владеть винтовкой и быть снайпером в пехоте. Есть много работ, которые человек может выбрать в армии.
Человек проходит испытания, чтобы армия знала, сможет это сделать новобранец или нет. Иногда это называют «учебным лагерем». Он должен пройти психологические и физические тесты. Это зависит от того, где он проходит тестирование, и это скажет ему, насколько это будет тяжело. Он также пройдет тесты, чтобы определить, какую работу он будет выполнять в армии.Например, он может работать с компьютерами и быть членом отряда связи или поваром для солдат, он может быть строителем в гражданской жизни и военным инженером, он может стать водителем грузовика и служить в логистике. , или он может хорошо владеть винтовкой и быть снайпером в пехоте. Есть много работ, которые человек может выбрать в армии.
В армии традиционно шесть родов войск:
- Пехота, пехотинцы, ведущие бой с винтовками и другими легкими вооружениями
- Кавалерия, конные солдаты.Сегодня танк заменил лошадей, а кавалеристов называют танкистами.
- Артиллерия, солдаты, владеющие пушками, гаубицами и минометами. Они оказывают огневую поддержку пехоте.
- Военные инженеры, солдаты, которые строят и разрушают (взрывают) вещи и обращаются со взрывчаткой.
- Войска связи, солдаты, отвечающие за связь, радио, радары, сигнализацию и компьютеры.
- Логистика, доставляющая товары (продукты питания, топливо, боеприпасы, медикаменты и т. Д.) В другие отрасли и пополняющая их.
 Они оказывают огневую поддержку пехоте.
Они оказывают огневую поддержку пехоте.Простая английская Википедия, бесплатная энциклопедия
Армия — это часть вооруженных сил страны, которая сражается на земле. В армии людей называют солдатами. Многие современные армии имеют такие транспортные средства, как танки, самолеты и вертолеты, которые помогают солдатам сражаться на земле.
Солдат может быть добровольцем (кто-то, кто присоединяется к чему-то, потому что он этого хочет), или он может быть вынужден правительством присоединиться к армии. Принуждение мужчин к службе в армии называется призывом или .Добровольные армии, как правило, небольшие по численности, но надежные и качественные. Призванные армии велики, но часто им не хватает уверенности и качества: может быть очень трудно заставить кого-то рисковать своей жизнью против его воли. Иногда армия состоит из наемников, которые сражаются только за плату и мало верны стране, которой они служат.
Призванные армии велики, но часто им не хватает уверенности и качества: может быть очень трудно заставить кого-то рисковать своей жизнью против его воли. Иногда армия состоит из наемников, которые сражаются только за плату и мало верны стране, которой они служат.
Солдаты делают много вещей, от стрельбы по врагам до рытья оборонительных траншей. Их используют для защиты своей страны или нападения на армию другой страны.Это сложно, и солдаты должны быть в хорошей форме и физически, и морально. Они почти всегда двигаются вместе, и таким образом команда может делать больше дел более безопасным способом. Им могут быть назначены определенные места для охраны, или им могут приказать обыскать место или даже атаковать его. Это зависит от их командира. Каждый солдат отвечает кому-то другому, так что все организовано.
Иногда, когда армия страны занята в разных местах, и не хватает солдат, чтобы делать больше, страна может нанять гражданских лиц для выполнения некоторых задач армии, таких как защита зданий и важных людей и колонн грузовиков, следующих из одного города. место в другое.Обычно они нанимают ветеранов, которые были военнослужащими перед отъездом и работали в других местах.
место в другое.Обычно они нанимают ветеранов, которые были военнослужащими перед отъездом и работали в других местах.
Служба в армии в форме называется служба . Солдат никогда не скажет «Я работаю сержантом в корпусе связи», но всегда «Я служу сержантом в корпусе связи» или другого звания, специальности или подразделения. О «работе» в армии говорят только вольнонаемные работники, не носящие форменную одежду.
Работа армии основана на дисциплине.Это означает, что каждый солдат, безусловно, будет выполнять полученные им приказы и подчиняться своему вышестоящему командиру или унтер-офицеру. Есть только одно исключение: приказы, нарушающие права человека или нормы международного права, не должны выполняться, поскольку это считается военным преступлением. Цепочка подчинения выражается системой воинских званий и иерархией.
Солдат снабжен оружием, таким как ружья, ножи и другое простое снаряжение для выживания на поле битвы, такое как еда, вода, одежда и палатки. Они должны хорошо ухаживать за предметами. Некоторые солдаты проходят подготовку, чтобы стать врачом в армии или выполнять другие гражданские обязанности.
Они должны хорошо ухаживать за предметами. Некоторые солдаты проходят подготовку, чтобы стать врачом в армии или выполнять другие гражданские обязанности.
Прежде чем солдат присоединится к армии, он должен пройти квалификацию, чтобы быть в ней первым. Человек проходит испытания, чтобы армия знала, сможет это сделать новобранец или нет. Иногда это называют «учебным лагерем». Он должен пройти психологические и физические тесты. Это зависит от того, где он проходит тестирование, и это скажет ему, насколько это будет тяжело. Он также пройдет тесты, чтобы определить, какую работу он будет выполнять в армии.Например, он может работать с компьютерами и быть членом отряда связи или поваром для солдат, он может быть строителем в гражданской жизни и военным инженером, он может стать водителем грузовика и служить в логистике. , или он может хорошо владеть винтовкой и быть снайпером в пехоте. Есть много работ, которые человек может выбрать в армии.
В армии традиционно шесть родов войск:
- Пехота, пехотинцы, ведущие бой с винтовками и другими легкими вооружениями
- Кавалерия, конные солдаты. Сегодня танк заменил лошадей, а кавалеристов называют танкистами.
- Артиллерия, солдаты, владеющие пушками, гаубицами и минометами. Они оказывают огневую поддержку пехоте.
- Военные инженеры, солдаты, которые строят и разрушают (взрывают) вещи и обращаются со взрывчаткой.
- Войска связи, солдаты, отвечающие за связь, радио, радары, сигнализацию и компьютеры.
- Логистика, доставляющая товары (продукты питания, топливо, боеприпасы, медикаменты и т. Д.) В другие отрасли и пополняющая их.
 Сегодня танк заменил лошадей, а кавалеристов называют танкистами.
Сегодня танк заменил лошадей, а кавалеристов называют танкистами.Обязанности солдат | Работа
Доктор Мэри Дауд Обновлено 24 июля 2018 г.
Солдаты армии США несут ответственность за защиту себя, друг друга и Соединенных Штатов от внутренних террористов и иностранных врагов. Солдаты могут выполнять разные виды работ. Фактически, армия США предлагает более 150 вариантов карьеры, известных как специальности военной профессии или MOS. Какими бы ни были их МОС, все солдаты вносят свой вклад в сохранение свободы и демократии. Обязанности, изложенные в Кредо армии США и Национальной гвардии, включают выполнение миссии на первом месте, никогда не сдаваться, поддержание физической формы и опыта, дисциплину, заботу о себе и техническое обслуживание оборудования.
Обязанности, изложенные в Кредо армии США и Национальной гвардии, включают выполнение миссии на первом месте, никогда не сдаваться, поддержание физической формы и опыта, дисциплину, заботу о себе и техническое обслуживание оборудования.
Что такое солдат?
Солдаты — солдаты армии США, которые защищают демократию и помогают защитить Соединенные Штаты и их союзников. Морские пехотинцы, моряки и летчики выполняют схожие, но разные обязанности на службе в армии. Как члены команды, солдаты должны слаженно работать вместе для выполнения повседневных задач, служебных заданий и специальных миссий.Во все времена солдаты должны вести себя таким образом, чтобы демонстрировать приверженность семи основным ценностям армии США: верность, долг, уважение, бескорыстное служение, честь, порядочность и личное мужество. Эти замечательные ценности служат солдатам на протяжении всей их жизни.
Военное наступление и национальная оборона
Все новобранцы проходят боевую подготовку во время базовой подготовки. После завершения основного задания большинство солдат будут сосредоточены на боевых действиях и полевых операциях. Таким образом, они обязаны быть в идеальном психическом и физическом состоянии.Солдатам требуется огромное мужество, чтобы добровольно занять позиции, которые часто находятся на прямой линии огня, например пехотинцы, специалисты по баллистике и операторы минных тральщиков. Те, кто имеет специальную подготовку, могут также управлять танками и бронетехникой. В некоторых ситуациях солдаты участвуют в миротворческих операциях в потенциально нестабильных частях мира.
После завершения основного задания большинство солдат будут сосредоточены на боевых действиях и полевых операциях. Таким образом, они обязаны быть в идеальном психическом и физическом состоянии.Солдатам требуется огромное мужество, чтобы добровольно занять позиции, которые часто находятся на прямой линии огня, например пехотинцы, специалисты по баллистике и операторы минных тральщиков. Те, кто имеет специальную подготовку, могут также управлять танками и бронетехникой. В некоторых ситуациях солдаты участвуют в миротворческих операциях в потенциально нестабильных частях мира.
Материально-техническое обеспечение и поддержка
Как и в любой крупной организации, солдаты, работающие за кулисами, управляют бизнесом U.С. Армия. Они несут ответственность за человеческие ресурсы, юридические вопросы, инженерное дело, компьютерные технологии, медицинское обслуживание и даже развлечения для войск. Специалисты по сонарам и радиолокационным станциям следят за признаками вторжения. Солдаты в центре связи и управления передают информацию от аналитиков армейской разведки лицам, принимающим решения, которые определяют наилучший курс действий. Затем офицеры получают приказ вести своих солдат на задания.
Солдаты в центре связи и управления передают информацию от аналитиков армейской разведки лицам, принимающим решения, которые определяют наилучший курс действий. Затем офицеры получают приказ вести своих солдат на задания.
Элитные войска
Солдаты высшего звена составляют всемирно известный элитный спецназ, известный как 75-й -й -й полк рейнджеров.Они несут ответственность за проникновение глубоко в тыл врага для участия в рейдах, нападениях и специальной разведке. Они также захватывают или разрушают плацдармы и припасы врага. Их отличительной чертой являются операции по насильственному проникновению и внезапные нападения. Кроме того, рейнджеры умеют собирать разведывательную информацию из районов, контролируемых вражескими силами. Рейнджеры должны быть готовы к отправке в любую точку мира в короткие сроки.
Войсковые части: Армия
ОТДЕЛЕНИЕ
Управляет:
Старший сержант
Две команды составляют отряд от четырех до 10 солдат.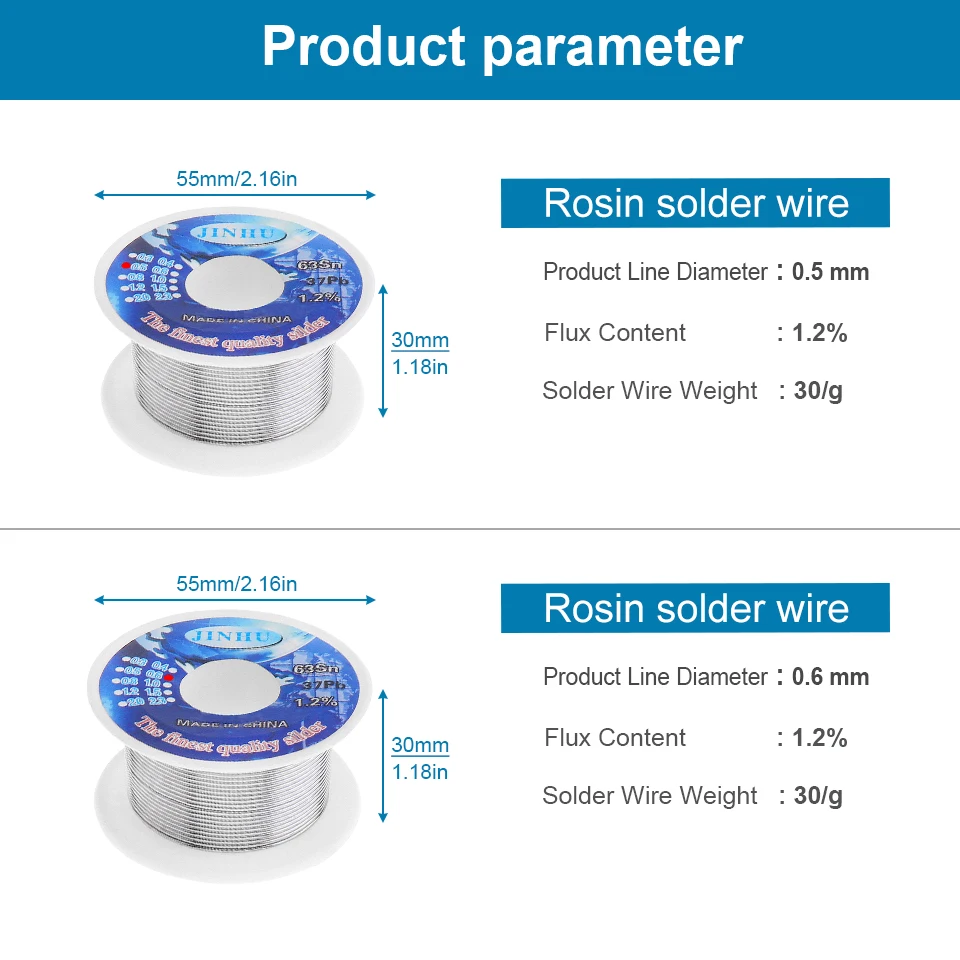 В пехотном отряде команды разделяют обязанности: один служит опорным элементом, а другой — элементом маневра. Зачастую за это отвечает старший сержант.
В пехотном отряде команды разделяют обязанности: один служит опорным элементом, а другой — элементом маневра. Зачастую за это отвечает старший сержант.
ВЗвод
Управляет:
лейтенант
Взвод состоит из нескольких отделений и до нескольких десятков солдат. Обычно ими руководит лейтенант, часто с унтер-офицером в качестве заместителя командира.Пехотный взвод может включать в себя оружейный отряд, который разделен на две пулеметные группы M240 и две ракетные группы ближнего боя, вооруженные ракетами Javelin.
КОМПАНИЯ
Управляет:
Капитан
В роте от нескольких десятков до 200 солдат. Это отряд тактического размера, который может самостоятельно выполнять функцию поля боя.Рота состоит из трех или четырех взводов и, как правило, под командованием капитана. Он также может иметь разные названия, в зависимости от функции: артиллерийские подразделения размером с роту называются батареями, а в бронетанковых и воздушно-кавалерийских подразделениях они называются войсками.
БАТАЛИОН
Управляет:
Подполковник
Батальоны состоят из четырех-шести рот и могут включать до 1000 солдат.Они могут проводить независимые операции ограниченного масштаба и продолжительности и обычно под командованием подполковника. Существуют батальоны родов войск, а также батальоны боевого обеспечения и обеспечения боевой службы. Единица брони или воздушной кавалерии эквивалентного размера известна как эскадрилья.
БРИГАДА
Управляет:
Полковник
Бригада состоит из нескольких батальонов и от 3000 до 5000 солдат.Обычно командует полковник. По историческим причинам подразделения бронетехники и рейнджеров размером с бригаду называются полками, а эквивалентные подразделения спецназа — группами. В 2016 году армия реорганизовала свои бригады в бригадные боевые группы, которые представляют собой автономные модульные бригады, которые чаще всего включают в себя одну бригаду родов войск и закрепленные за ней подразделения поддержки и огня.
ОТДЕЛЕНИЕ
Управляет:
Генерал-майор
Обычно под командованием генерал-майора дивизии состоят из трех или четырех бригад и включают от 10 000 до 15 000 солдат.Действующие дивизии включают в себя воздушно-десантные, танковые, пехотные и горные дивизии. Каждый может проводить крупные тактические операции и длительные боевые действия. Они пронумерованы и назначены миссии в зависимости от их структуры.
КОРПУС
Управляет:
Генерал-лейтенант
Корпус включает от двух до пяти дивизий с численностью от 20 000 до 45 000 солдат.Командует генерал-лейтенант. Корпус — это высший уровень командования, который может обеспечить оперативное руководство боевыми действиями. Более высокие уровни занимаются администрированием, а не операциями. В настоящее время действующий корпус: I корпус в Форт-Льюисе, Вашингтон; III корпус в Форт-Худ, Техас; и XVIII воздушно-десантный корпус в Форт-Брэгге, Северная Каролина.
ПОЛЯ-АРМИЯ
Управляет:
Общий
Полевая армия состоит из двух или более корпусов и управляется генералом или генерал-лейтенантом.Первая армия выполняет функции мобилизации, готовности и подготовки команд; Третья армия, или Центральная армия США, командует всеми армейскими силами Центрального командования США; Пятая армия, или Северная армия США, командует всеми армейскими силами Северного командования США; Шестая армия, или Южная армия США, командует всеми армейскими силами Южного командования США; Седьмая армия, или европейская армия США, командует всеми армейскими силами европейского командования США; Восьмая армия командует всеми силами армии США в Южной Корее; и Девятая армия, или Армия США в Африке, командует всеми армиями США.Южноафриканское командование.
АРМИЯ-ГРУППА
Управляет:
Общий
Группа состоит из четырех или пяти полевых армий и от 400 000 до 1 миллиона солдат. Им командует генерал, и они считаются самодостаточными на неопределенное время. Обычно они несут ответственность за планирование и руководство кампаниями в определенных географических регионах.Чтобы отличить их от полевых армий, группы обычно пишутся арабскими цифрами (например, 12-я группа армий), а не их количество.
Им командует генерал, и они считаются самодостаточными на неопределенное время. Обычно они несут ответственность за планирование и руководство кампаниями в определенных географических регионах.Чтобы отличить их от полевых армий, группы обычно пишутся арабскими цифрами (например, 12-я группа армий), а не их количество.
АРМИЯ-РЕГИОН
Управляет:
Общий
Они используются только во время крупномасштабных войн, таких как Вторая мировая война.Обычно они состоят из трех или более полевых армий, насчитывающих от 1 до 3 миллионов солдат. Их обычно возглавляет четырех- или пятизвездочный генерал.
1 ВОЕННАЯ СРЕДА | Тактический дисплей для солдат: соображения человеческого фактора
эти операции проводятся днем и ночью, в условиях от тепла пустыни до зимних снегов и на местности, которая варьируется от равнин до болот и гор.
В условиях военного времени все задачи пехоты планируется выполнять круглосуточно. Это делает большой акцент на необходимости выносливости и физической подготовки.
Это делает большой акцент на необходимости выносливости и физической подготовки.
Критические боевые задачи
Успех битвы требует успешного выполнения ряда важных индивидуальных, коллективных и лидерских задач. Многие из этих важнейших задач пехоты пересекаются и повторяются много раз во всех миссиях отряда и взвода.В таблице 1-1 представлены важнейшие боевые задачи Land Warrior для пехотного солдата, командира отделения и взвода для трех наиболее важных задач пехоты: разведки, атаки и защиты. Относительная важность конкретных задач будет варьироваться в зависимости от выполнения конкретной миссии и уровня напряженности боя. Например, время, доступное для планирования, зависит от времени выполнения миссии и от того, является ли конфликт операцией средней или высокой интенсивности, операцией низкой интенсивности или операцией, отличной от войны.При планировании переезда в среде средней интенсивности могут быть доступны дни, но при поспешной атаке в той же среде могут быть только минуты. В операции, отличной от войны, командир отделения с миссией по защите ключевого района и контролю над гражданским населением будет очень сосредоточен на правилах ведения боя, выявлении потенциальных угроз и обеспечении надлежащего применения силы; Напротив, в миссии по обороне средней интенсивности лидер будет озабочен планированием пожаров, контролем прямого огня и быстрым реагированием со всей доступной огневой мощью.Эти задачи и задачи для командира отряда взяты из анализа системы сухопутных воинов, проведенного Hardman III (Adkins et al., 1995).
В операции, отличной от войны, командир отделения с миссией по защите ключевого района и контролю над гражданским населением будет очень сосредоточен на правилах ведения боя, выявлении потенциальных угроз и обеспечении надлежащего применения силы; Напротив, в миссии по обороне средней интенсивности лидер будет озабочен планированием пожаров, контролем прямого огня и быстрым реагированием со всей доступной огневой мощью.Эти задачи и задачи для командира отряда взяты из анализа системы сухопутных воинов, проведенного Hardman III (Adkins et al., 1995).
Выполнение миссии и задачи
Чтобы понять влияние человеческого фактора на предлагаемую систему Land Warrior с ее шлемовыми дисплеями, необходимо соотнести критические задачи, которые должны выполнять солдаты и командиры пехоты, и функциональные возможности предлагаемой системы.Таблицы 1-2, 1-3 и 1-4 представляют собой серию матриц компонентов системы Land Warrior, связанных с их ожидаемыми улучшениями поля боя (летальность, темп, выживаемость и мобильность) и с ключевыми боевыми задачами, выполняемыми в стрелковом взводе пехотные солдаты, командиры отделений и взводы соответственно. Таблицы не указывают, помогает ли компонент солдату или лидеру в выполнении задачи, а только указывает, может ли компонент потенциально влиять на задачу.
Таблицы не указывают, помогает ли компонент солдату или лидеру в выполнении задачи, а только указывает, может ли компонент потенциально влиять на задачу.
Хотя задачи сухопутного воина и его подразделения могут показаться относительно простыми с точки зрения этих таблиц, на самом деле они трудны из-за необходимости точного выполнения солдатом (с различными когнитивными, физическими и общими навыками
Чем занимаются солдаты каждый день? — Падуя 360
Когда вы думаете о солдате, вы, вероятно, думаете о сильных мужчинах и женщинах, сражающихся на поле битвы, защищая нашу страну, но большинство солдат не проводят свои дни на поле боя.Так что же солдаты делают изо дня в день?
В вооруженных силах пять ветвей: армия, флот, корпус морской пехоты, береговая охрана и авиация. Армия США была основана 14 июня 1775 года, а в 1947 году перешла в ведение Министерства обороны США.
В армии много работы. Это самые популярные вакансии в каждой сфере занятости.
Существует два разных способа прохождения службы в армии: действительная или резервная. Когда человек находится на действительной военной службе, его постоянная работа — это военная служба.Пока человек служит в запасе, его обязанность — один выходной в месяц плюс 15 дополнительных дней в году. Мастер-сержант Глен «Бад» Дэвис — резервист.
«Мои повседневные операции довольно скучны, я бы сказал это слово, — сказал Дэвис. Дэвис участвует во многих встречах, он рассказывает о планах будущих тренировок и планах на ежедневные и годовые графики. Он также расставляет людей по местам, чтобы солдаты могли тренироваться каждый месяц. Дэвис проводит учения раз в месяц в течение двух-трех дней, и всего на три дня необходимо много планирования.
«У меня много позиций, — сказал Дэвис. «Я специалист по огнестрельному оружию, я также охранник этого места, я специалист по физподготовке. Когда я говорю: «Я парень», это означает, что обычно я руковожу им ». Дэвис наблюдает за безопасностью объектов и за тем, как они заботятся о безопасности.
Сержант Дэвис дважды в год проводит большой тест на физическую подготовку. Сержант Дэвис также является наставником. У него есть один солдат, который работает на него, которого он наставляет, и он помогает солдату достичь своих целей и общих целей Национальной гвардии.
Обычный день военнослужащего действительной службы состоит из выполнения физических упражнений, работы по военной специальности (МОС) и базовых солдатских навыков. Физическая подготовка состоит из упражнений для сердечно-сосудистой системы и силовых тренировок. MOS — это работа, которую солдат выполняет ежедневно. Есть более 100 MOS. Например, специалист по ремонту конструкций самолетов (15G), сержант-инженер спецназа (18C), специалист по кадрам (42A), помощник юриста (27D). Главный сержант Дэвис МОС — военная полиция (95B), а МОС полковника Хилферти — поверенный (27А).Основные навыки солдата включают квалификацию оружия, наземную навигацию, лидерство, наставничество, дополнительное обучение MOS и многие другие дополнительные действия.
Резервисты должны соответствовать тем же стандартам, что и солдаты действующей службы. Когда они дежурят, их дежурные дни состоят из тех же занятий, что и военнослужащие.
«Я поступил в военную полицию, потому что хотел сделать что-то, что связано с полицией, но я также хотел быть вовлеченным в армию и быть очень активным», — сказал Дэвис.Сержант Дэвис работает в подразделении под названием «Региональный учебный институт», который включает в себя обучение и подготовку, в частности, для обучения работе в домашних условиях.
Статистика действующей службы, резервных сил и ветеранов в Делавэре
Полковник Рой А. Хилферти впервые пошел в армию в 1988 году в качестве рядового разведчика пехоты 11B. Он пошел в армию, «чтобы получить деньги на оплату учебы в колледже». Летом он отправился в Форт Беннинг в Джорджии для базовой подготовки.
«Я никогда в жизни не видел более жаркого или более неприятного лета», — сказал Хилферти.После года службы перешел в специалиста.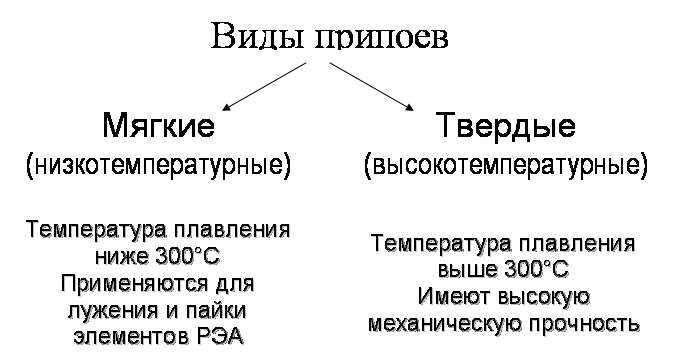 Закончив службу в 1990 году, он сказал себе, что никогда не вернется в армию.
Закончив службу в 1990 году, он сказал себе, что никогда не вернется в армию.
Однако, когда он учился на юридическом факультете, он принял решение подать заявление в Корпус генерального судьи-адвоката, корпус JAG. Хильферти был принят в корпус JAG и стал старшим лейтенантом. Он прошел базовую офицерскую подготовку, которая отличалась и «намного проще», чем обычная базовая подготовка, которую он прошел, когда впервые поступил в качестве рядового солдата. На этот раз обучение включало аспекты физической подготовки, а также многочисленные курсы по военному праву.
«Во время этого обучения я был старше и передо мной был четкий карьерный путь, и я был готов стать юристом в армии», — сказал Хилферти.
Сегодня полковник Хилферти является штатным поверенным Национальной гвардии Делавэра в течение почти 20 лет. Его офис укомплектован им самим и одним помощником юриста. Офис занимается всеми возникающими кадровыми, контрактными, административными и юридическими вопросами. Когда он действует в качестве главного юрисконсульта, его клиентом является агентство (армия и авиация).
Когда он действует в качестве главного юрисконсульта, его клиентом является агентство (армия и авиация).
Он часто дает советы старшим офицерам, включая генерал-адъютанта, который возглавляет всю национальную гвардию Делавэра. Однако, когда он оказывает юридическую помощь, его клиентами являются военнослужащие, зачастую молодые солдаты. Ему нравится работать в качестве главного юрисконсульта, например, исследовать и консультировать по уникальным областям права, но он считает, что помогать отдельным солдатам в их юридических вопросах столь же полезно.
«Служение другим и своей стране — вот что заставляет меня быть лучшим солдатом, юристом и лидером, которым я могу быть», — сказал Хилферти.«Я пошел в армию, потому что чувствовал чувство долга перед нашей страной. Один из моих дедов служил в армии и был убит во Франции во время Второй мировой войны вскоре после Дня высадки. Другой мой дед служил на флоте и был ранен во время нападения на Перл-Харбор. Еще у меня были дяди, которые служили в армии и на флоте.