Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои. Кислота для пайки алюминия
Пайка алюминия в домашних условиях: способы, технология, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
oxmetall.ru
Как паять алюминий паяльником: метод пайки алюминия
Содержание:- Техника пайки алюминия
- Применение флюса для пайки алюминия
- Видео
Алюминий широко используется в качестве материала для самых разных конструкций. Он лишь немногим уступает стали по своей прочности. Алюминий гораздо легче обрабатывать, он имеет очень высокие показатели электро- и теплопроводности.
Однако существует серьезная проблема при решении вопроса, как паять алюминий паяльником, поскольку здесь существуют специфические особенности и сложности. Дело в том, что для алюминия не годятся обычные методы.
Техника пайки алюминия
Сложности при пайке алюминия обусловлены его способностью к образованию окисных пленок буквально за доли секунды. Поэтому для этой операции к паяльникам требуются специальные сменные жала или флюсы на ртутной основе.

Если алюминиевые провода сравнительно легко поддаются пайке, то с неудобными плоскими поверхностями возникает множество проблем. Чтобы их решить, необходимо провести тщательную подготовку к работам.
Процедуру пайки можно выполнять обыкновенным паяльником с обычным припоем и канифолью. В связи с высокой теплопроводностью алюминия, паяльник должен иметь повышенную мощность от 60 до 100 ватт. Если же имеющийся в наличии паяльник не в состоянии прогреть большие детали, они дополнительно прогреваются на электрической или газовой плите.

Перед началом пайки место соединения тщательно зачищается напильником, крошащимся кирпичом или наждачной бумагой. После того как с поверхности удалена толстая оксидная пленка, производится обезжиривание с помощью бензина или любого органического растворителя. После этого место спаивания смазывается флюсом. Одновременно, паяльник погружается в канифоль. Появление легкого дымка означает готовность к работе. Вместо канифоли может использоваться нашатырный спирт. Таким образом, жало паяльника очищается от окисей посторонних металлов.
Дальнейшая процедура практически не отличается от работы с обычными металлами. Очищенное жало паяльника опускается в припой и удерживается в нем пока полностью не покроется пленкой. После этого, небольшое количество припоя захватывается жалом, переносится на место спаивания и разравнивается по всей поверхности, предварительно залуживая ее. Затем наносится основное количество припоя, обеспечивающее прочное соединение алюминия. Необходимо подождать, пока припой остынет, а затем протереть место соединения влажной тряпкой. Окончательная зачистка производится с помощью напильника или наждачной бумаги.
Флюс для пайки алюминия
Особую роль в процессе спаивания алюминиевых деталей играет флюс. Он позволяет эффективно снимать оксидные пленки, образованные на воздухе, и жировые загрязнения. Кроме того, флюс обеспечивает защиту поверхностей от окисления во время спаивания.

Флюс для пайки алюминия продается в готовом виде, но его вполне возможно приготовить самостоятельно. Для приготовления флюса: берется 30 г хлорида цинка, 10 г хлорида аммония и растворяется в 60 миллилитрах воды.
Нередко вместо флюса используется так называемая паяльная жидкость или паяльная кислота. Она получается путем взаимодействия концентрированной соляной кислоты с металлическим цинком. С этой целью кислота наливается в посуду из стекла или фарфора. Это действие нельзя производить возле открытого пламени из-за взрывоопасности выделяемого водорода. Цинк в кислоту добавляется небольшими порциями. В результате химической реакции происходит образование хлорида цинка. После того как водород перестанет выделяться, посуда с полученным веществом помещается в теплую воду. Готовая жидкость смешивается с нашатырным спиртом.
При нормальном соблюдении технологии, прочность соединения получается выше, чем у многих металлов.
Пайка алюминия в домашних условиях
electric-220.ru
Ортофосфорная кислота для пайки алюминия, нержавейки, радиаторов
Существует масса разновидностей флюса, которые помогают бороться с основными проблемами во время пайки металлов. Ортофосфорная кислота для пайки является достаточно распространенным видом флюса. Она также применяется для очищения металлических деталей от ржавчины последующей защит, так как после ее воздействия на металле появляется защитная пленка, которая помогает защитить от образования коррозии и прочих негативных явлений. Это неорганическое вещество, формула которого выглядит как Н3РО4. При стандартных условиях она имеет вид бесцветных гигроскопичных кристаллов. Если вещество нагреть выше 213 градусов Цельсия, то оно превратится в пирофосфорную кислоту, формула которой является Н4Р2О7.

Ортофосфорная кислота для пайки алюминия, нержавейки
Когда ортофосфорная кислота применяется для пайки, то ее чаще всего используют для соединения низколегированных и углеродистых сталей, меди, а также сплавов данных материалов. Механизм действия вещества относительно прост, так как флюс растворяет оксидную пленку, которая образуется на металле основного материала и на припое. Она разрыхляется и всплывает на поверхности флюса. После этого в зоне расчистки создается защитная пленка, которая не дает поверхности вновь окисляться. Все остатки вещества можно смыть при помощи воды. Все это подробно показывает, для чего нужна кислота при пайке.
Этот флюс может послужить, когда идет пайка нержавейки, а также никеля и его сплавов. Он имеет практически универсальное применение, так как может работать с черными металлами. Канифоль для пайки не обладает столь широким спектром действия, а также кислотой намного легче паять. Но в то же время кислотой не стоит паять контакты, так как она будет попросту съедать материал. Ортофосфорная кислота может растворяться этаноле и прочих растворителях. Помимо этого вещество используется еще в ряде промышленных направлений. Производство осуществляется согласно ГОСТ 10678-76.
Разновидности ортофосфорной кислоты
Ортофосфорная кислота делится по двум основным направлениям, которые касаются ее применения. Это может быть:
- Пищевая промышленность. Данная разновидность используется при производстве продуктов питания. К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.

Ортофосфорная кислота для пищевой промышленности (Е338)
- Техническая промышленность. Это широкий спектр областей использования, так как это может быть кислота для пайки радиаторов в ремонтной сфере, сельское хозяйство, ремонтные мастерские и многое другое.
Состав и физико-химические свойства
Внешне кислота выглядит как светло-желтый раствор или бесцветная масса. Доля хлористого цинка в общей массе составляет минимум 50%. Нерастворимый осадок вещества не должен превышать 0,001% от общей массы вещества. Возможны добавления аммиака, примерно, 0,5%. Исходя из представленной формулы вещества Н3РО4, можно сделать вывод, что это трехосновная кислота, которая имеет среднюю силу. Если она будет взаимодействовать с более сильными кислотами, то будет проявлять признаки амфотерности, а также образовывать фосфорита. При контакте с водой, она проходит через электролитическую диссоциацию.
Химическая формула кислоты
Вещество нельзя назвать безопасным, так что во время пайки желательно применять средства индивидуальной защиты, чтобы исключить попадание на кожу и глаза. Кислота очень хорошо растекается по основному материалу и обеспечивает высокую эффективность спаивания. Это относительно агрессивная среда, так что при взаимодействии с тонкими контактами или другими деталями, она может оказать негативное влияние на материал. Паяльная кислота или ортофосфорная кислота лучше всего проявляет свои свойства во время спаивания металлов с высокой температурой плавления. Она одинаково хорошо взаимодействует как с черными, так и цветными металлами. Материал хорошо растворяется в воде.
Технические характеристики ортофосфорной кислоты
| Параметры | Значение параметров |
| Как выглядит вещество | Светло-желтая или прозрачная жидкость |
| Плотность флюса, г/см в квадрате | 1,69 |
| Растворяется ли в воде | да |
| Сила давления паров при температуре 20 градусов Цельсия, Па | 4 |
| Соотношение ортофосфорной кислоты в общей массе флюса, % | 73 |
| Доля сульфатов в общей массе, % | 0,35 |
| Доля железа в общей массе, % | 0,04 |
| Доля мышьяка в общей массе, % | 0,0005 |
| Доля тяжелых металлов сероводородной группы в общей массе, % | 0,001 |
| Доля фтористых соединений в общей массе, % | 0,0005 |
| Доля трибутилфосфата в общей массе,% | 0,0005 |
| Доля взвешенных частиц в общей массе, % | 0,05 |
Особенности выбора
Если вам предстоит пайка низкоуглеродистых сталей, то использование ортофосфорной кислоты будет одним из лучших решений. Данный флюс используется в тех случаях, когда требуется проводить работу с трудно спаиваемыми материалами. Зачастую сама кислота составляет около 75% от всей массы флюса. Наличие добавок является важным элементом, так как они помогают справиться с основными сложностями во время спаивания. Благодаря им, ортофосфорная кислота пайки нержавейки помогает провести эту процедуру с высоким уровнем качества.
Как правило, производители стараются придерживаться одного и того же состава, который соответствует принятому ГОСТу, так что большого разнообразия разновидностей не наблюдается. Тем не менее, когда дело доходит до осмотра уже готового материала, то здесь можно сделать некоторые выводы по поводу качества. В первую очередь следует обращать внимание на наличие осадка, так как он является негативным явлением и чем его больше, тем хуже качество кислоты для пайки. Особенно хорошо это заметно в больших емкостях.
При выборе также стоит обращать внимание на цвет, так как чем более темный оттенок имеет вещество, тем больше в нем примесей.

Ортофосфорная кислота с разными химическими примесями
Это не всегда является негативным моментом, так как некоторые добавки. Которые улучшают свойства спаивания, могут создавать красящий эффект. Но слишком темные жидкости лучше не выбирать, так как стандартным оттенком для вещества является светло-желтый. Тара для хранения и перевозки также имеет большое значение. Чаще всего она поставляется в небольших стеклянных или пластиковых бутылках, емкостью около 10 мл, что удобно для использования. «Важно! Это один из тех случаев, когда срок хранения имеет высокое значение, так что его следует всегда проверять при покупке, тем более что в большинстве случаев кислоту нельзя хранить более 6 месяцев.»
Особенности применения и пайки ортофосфорной кислотой
Ортофосфорная кислота для пайки алюминия и прочих металлов относится к вредным для здоровья человека веществам. Она пожаро- и взрывобезопасна, но хранить ее нужно в плотно закрытой емкости.
«Важно!
Во время пайки следует обеспечить хорошее проветривание, особенно, если речь идет о домашних условиях.»
Необходимо использовать средства индивидуальной защиты, а если вещество все же попало на кожу, то нужно промыть этот участок большим количеством проточной воды использованием мыла.
Сам процесс пайки практически не отличается от использования других видов флюса. Перед пайкой поверхность металла нужно зачистить, а потом обработать флюсом. Благодаря активному воздействию кислоты, даже если останется ржавчина или какой-либо налет после этого, поверхность станет полностью пригодной для нанесения припоя. Действие ортофосфорной кислоты происходит достаточно быстро, поэтому, после нанесения сразу же можно наносить расплавленный припой, а после его остывания можно смыть остатки флюса обыкновенной водой.
Производители
- МегаХим;
- НижегородХимПродукт;
- Иркутский Химический Завод;
- «Химия» Ростов-на-Дону.
svarkaipayka.ru
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.

Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
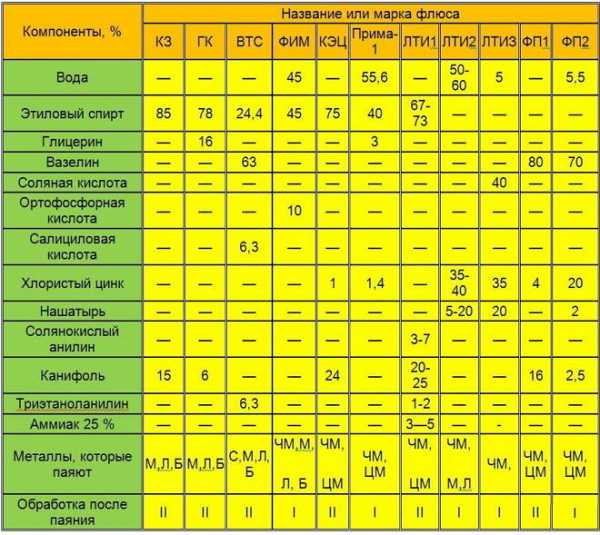
Характеристики флюсов для пайки мягкими припоями
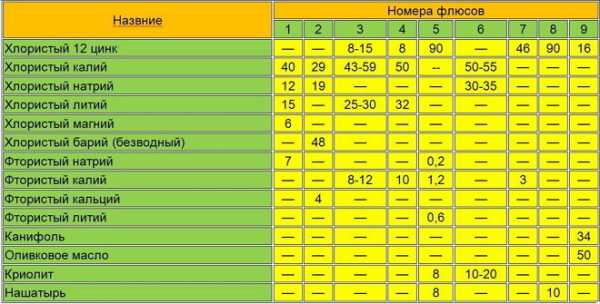
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Пайка алюминия в домашних условиях газовой горелкой и паяльником с использованием оловянно-свинцовых припоев
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
-
 сначала необходимо зачистить медный провод и залудить его с применением канифоли;
сначала необходимо зачистить медный провод и залудить его с применением канифоли; - для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
 Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
 При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
svaring.com
Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.

Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.

Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в h5P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Паять можно мощным паяльником или открытым огнем от газовой горелки. Можно использовать различные источники тепла в зависимости от площади разогреваемой поверхности и температуры плавления припоя.
Остатки кислотного флюса смываются водой, лучше мыльным, щелочным раствором, это исключит дальнейшую коррозию металла.

Обработанные и спаянные элементы нержавеющей стали
Кислотой можно повредить кожу и мышечную ткань, при вдыхании паров поражаются дыхательные органы. Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
При попадании раствора на кожу промыть этот участок тела 6%-ным щелочным раствором или простым мылом. Не рекомендуется флюсами с кислотой паять радиотехнические платы. Кислотные составляющие с них трудно смываются и способствуют распаду медных дорожек. Их лучше заменить, для этого есть специальная паста.
Хранить растворы с кислотой для пайки правильно будет в емкостях из следующих материалов:
- стекло;
- керамика;
- фарфор;
- фторопласт.
Такая посуда не вступает в реакцию с кислотой, в ней длительное время можно сохранить приготовленный состав.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.

Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.

Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Как готовится паяльная паста
Паста для пайки продается в магазинах радиодеталей, но можно приготовить самостоятельно. В 32 мл соляной кислоты добавляют 12 мл обычной воды, потом кусочки цинка – 8,1 г. Для этого используется эмалированная посуда.
После окончания реакции растворения, в состав вносят олово – 8.7 г. Когда закончится вторая реакция растворения, выпаривают воду до пастообразной консистенции раствора. Паста перемещается в фарфоровую емкость, куда засыпают порошок, в составе которого:
- свинец – 7,4 г;
- олово – 14,8 г;
- сухой нашатырь – 7,5 г;
- цинк – 29,6 г;
- канифоль – 9,4 г.
Эта паста замешивается на 10 мл глицерина, подогревается и перемешивается.
Как правильно паять, последовательность действий:
- детали на месте пайки зачищают, провода скручивают;
- паста наносится кисточкой, тонким слоем;
- поверхность для спайки разогревается зажигалкой плазменной, горелкой, свечкой или спиртовой таблеткой, можно даже спичками или на костре до момента, когда паста расплавится;
- после плавления элементы пайки удаляются от источника тепла, припой застывает.
Паста очень эффективна, когда необходимо паять медный провод, мелкие детали из сплавов, основой которых является медь, латунь, например радиатор, самовары и другие изделия.
Пайка посуды
Ведра и кастрюли, с отверстиями не более 5-7 мм в диаметре, рекомендуется паять, не используя паяльник, припоем ПОС-60. Дырявые места на посуде можно надежно запаять. Для этого дырки тщательно зачищаются наждачной бумагой изнутри емкости. Отверстию по краям придается конусная форма, очищенные места кисточкой обрабатываются раствором паяльной кислоты.
Для того чтобы исключить утечку припоя с наружной стороны, все донышко или отдельные места, где требуется запаять отверстия, закрывают тонкими жестяными пластинами. С внутренней стороны в зачищенные отверстия насыпают порошкообразный припой с канифолью. Места пайки разогревают на открытом огне до плавления припоя и заполнения им всех щелей.
Для радиаторов зачистка и пайка осуществляются с наружной стороны. Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
После окончания процесса пайки радиаторов внутренняя и внешняя поверхности тщательно промываются щелочным, мыльным раствором для того, чтобы исключить воздействие кислотных составляющих на металл.

Флакон с флюсом для пайки алюминия
Когда надо запаять детали из алюминия, используются специальные припои:
- смесь 4:1 олово с цинком;
- смесь 30:1 олово с висмутом;
- порошок 99:1 олова и алюминия.
Последовательность обработки поверхности аналогичная, как и для подготовки железной посуды. Для того чтобы качественно запаять алюминий, в порошок добавляют канифоль, но температура плавления должна быть выше 500ºС. Припой в отверстии рекомендуется помешивать, можно тонким медным жалом паяльника.
Паста для пайки печатных плат
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
Последовательность пайки:
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Уроки пайки. Видео
Научиться правильно паять можно, просмотрев это видео.
Из вышеизложенной информации следует, что при желании и наличии определенных материалов в бытовых условиях можно паять различными способами, достигая качественного крепления деталей и герметичности емкостей.

Пайка медных труб с помощью горелки
Можно спаять паяльником или без паяльника практически все металлы, сплавы, алюминий, латунь, медь, провода электрических цепей различного назначения, металлическую посуду, корпуса радиаторов и другие элементы оборудования.
Оцените статью:elquanta.ru
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.

Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.

Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).

Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Тоже интересные статьи
electricavdome.ru




Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






