Точечная контактная сварка. Контактная сварка это
контактная сварка - это... Что такое контактная сварка?
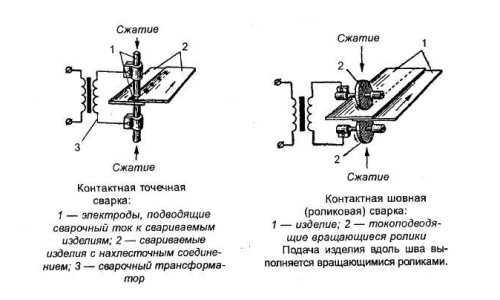
контактная сварка конта́ктная сва́рка осуществляется нагревом или расплавлением металлов при прохождении электрического тока в месте контакта сдавливаемых изделий. Выполняется сжатием листовых заготовок между стержневыми электродами (точечная контактная сварка) или вращающимися роликами (шовная контактная сварка) либо прижатием торцов изделий (стыковая контактная сварка).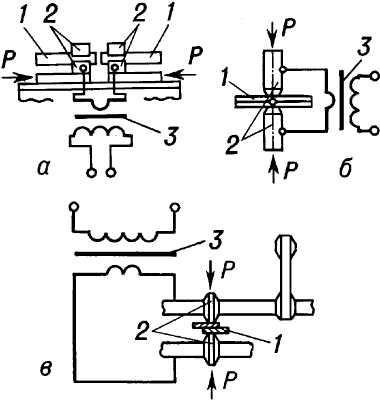
* * *
КОНТАКТНАЯ СВАРКАКОНТА́КТНАЯ СВА́РКА, осуществляется нагревом или расплавлением металлов при прохождении электрического тока в месте контакта сдавливаемых изделий. Выполняется сжатием листовых заготовок между стержневыми электродами (точечная контактная сварка) или вращающимися роликами (шовная контактная сварка) либо прижатием торцов изделий (стыковая контактная сварка).
Энциклопедический словарь. 2009.
- контактная разность потенциалов
- контактная сеть
Смотреть что такое "контактная сварка" в других словарях:
контактная сварка — Сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока [ГОСТ 2601 84] контактная сварка Сварка давлением, при которой нагрев, необходимый для сварки, создается … Справочник технического переводчика
Контактная сварка — Автомат контактной точечной сварки в действии Контактная сварка процесс образования неразъёмного сварного соединения путём нагрева металла проход … Википедия
Контактная сварка — 36. Контактная сварка Сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий… … Словарь-справочник терминов нормативно-технической документации
контактная сварка — [resistance welding] сварка с кратковременным нагревом места соединения, с оплавлением или без и с осадкой нагретой заготовки. Контактная сварка соединеняет стержневые элементы встык, а точечный и шовной листом внахлестку. Разновидность точечной… … Энциклопедический словарь по металлургии
контактная сварка — sandūrinis suvirinimas statusas T sritis automatika atitikmenys: angl. contact welding vok. Widerstandsschweißen, n rus. контактная сварка, f pranc. soudage par résistance, m … Automatikos terminų žodynas
КОНТАКТНАЯ СВАРКА — сварка, при к рой свариваемые детали нагреваются проходящим в месте контакта электрич. током и сдавливаются (осаживаются). В зависимости от методов нагрева различают К. с. сопротивлением и оплавлением. По виду сварного соединения К. с. может быть … Большой энциклопедический политехнический словарь
контактная сварка — Syn: контактное сваривание … Металлургический словарь терминов
контактная сварка, длящаяся не более одного полупериода (переменного тока) — полуцикловая сварка — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия Синонимы полуцикловая сварка EN half cycle… … Справочник технического переводчика
контактная сварка под давлением — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pressure contact welding … Справочник технического переводчика
контактная сварка сопротивлением — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN electric resistance welding … Справочник технического переводчика
dic.academic.ru
схема и технология подачи сварочных электродов
Сварочное дело известно уже не одно десятилетие. За этот период технологический процесс соединения деталей при помощи сварочных аппаратов постоянно совершенствовался. Известно, что существует несколько разновидностей сварки: ручная дуговая, газовая, полуавтоматическая или с применением автомата. Отдельно необходимо выделить контактную сварку.
Виды контактной сварки.
Только опытные сварщики знают, как организуется контактная сварка своими руками, схема которой довольно проста. На сегодняшний день сваривание металлических деталей и конструкций распространено повсеместно.
Трудно представить себе промышленность без сварки. Несмотря на то что в последнее время все чаще используется автоматизированный процесс, значение контактной сварки ничуть не уменьшилось. Объясняется это ее простотой и удобством. Рассмотрим более подробно, что она собой представляет, какова схема и технология подачи сварочных электродов в рабочую зону.
Характеристика и преимущества контактной сварки
Схема аппарата для контактной сварки.
Сварка своими руками — дело непростое. Оно требует специальной теоретической и практической подготовки. В первую очередь необходимо знать особенности данного сварочного процесса. Контактная сварка представляет собой соединение металлических деталей в результате их нагрева проходящим электрическим током с последующим сжатием. Процесс сжимания осуществляется непосредственно в области формирования сварного шва. В ходе контактной сварки формируется неразъемное сварное соединение. Этот процесс успешно используется в машиностроительной промышленности, а также при изготовлении однотипных деталей.
При организации контактной сварки наибольшее практическое значение имеют следующие величины: сила поступающего электрического тока и сила сжатия. Рассматриваемая разновидность соединения металлических изделий имеет свои положительные и отрицательные стороны. Преимущества включают в себя:
- экологическую безопасность;
- невысокие требования к квалификации работника;
- большую производительность;
- незначительный расход воды, воздуха;
- получение сварных соединений высокого качества.
Рисунок 1. Схема особенностей контактной сварки.
Кроме того, контактный вид сварки очень легко механизировать или автоматизировать. К недостаткам можно отнести лишь необходимость наличия специального сварочного оборудования.
Интересен тот факт, что контактная сварка своими руками может осуществляться различными способами. Выделяют следующие типы контактной сварки: точечную, шовную, рельефную и стыковую. Особенности их можно увидеть из рисунка 1.
Оборудование для контактной сварки
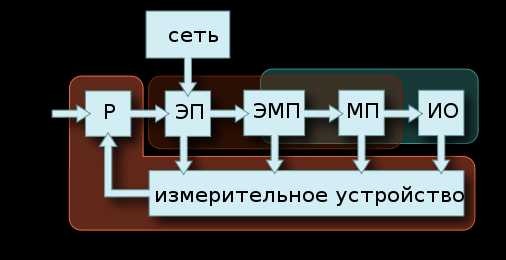
Какова бы ни была схема и технология соединения изделий, предварительно потребуется приобрести оборудование. Должен иметься в наличии сварочный аппарат. Сварочное оборудование в зависимости от габаритов может быть стационарным, переносным, передвижным, подвесным и специализированным. Важно, что аппараты могут работать как на постоянном токе, так и на переменном. Для каждого вида сварки имеется свой агрегат. Основными составными частями сварочного аппарата являются механическая часть, электрическая, система охлаждения и пневмогидропривод. Основной составной частью механического блока является трансформатор.
Вторым неотъемлемым компонентом являются электроды. Именно с помощью них осуществляется нагрев и расплавление металла. Основное их предназначение — замыкание вторичного контура.
Рисунок 2. Схема покрытого электрода для контактной сварки.
Электроды со временем необходимо заменять, они изнашиваются. Несмотря на это, они должны удовлетворять следующим требованиям: быть стойкими, легкими, устойчивыми к высокой температуре. В последнем случае они не должны деформироваться. Кроме того, электроды должны надежно устанавливаться в сварочный аппарат. Электроды могут иметь различную конфигурацию. Для точечной сварки чаще всего используют конусовидные и колпачковые электроды. Чертежи (схемы) их представлены на рис. 2. Для шовной сварки используются материалы, по форме напоминающие диски.
Особенности контактной сварки
Непосредственно до начала основной работы нужно подготовить оборудование и изделия. Подготовительный этап нередко включает в себя следующие операции: удаление жиров с поверхности изделий при помощи растворов химических веществ, механическую очистку, пассивирование, нейтрализацию и некоторые другие. Механическая очистка предполагает удаление загрязняющих веществ, а также неровностей. Для этого используют специальные металлические щетки. Нередко подготовка изделий включает в себя их промывание, высушивание и контроль за проведенными мероприятиями.
Для оптимального соединения металлических изделий их поверхности должны быть ровными и плоскими. В том случае, если в наличии имеются изделия из сплавов алюминия, обработку поверхности нужно осуществлять не ранее чем за 10 часов. Все дело в том, что на поверхности алюминия может образовываться оксидная пленка, которая мешает свариванию. При ранней подготовке поверхности она может образоваться вновь. Важным условием качественной сварки является величина электрического сопротивления обеих деталей. Величину их проверяют путем зажимания деталей между электродами при отсутствии тока.
Технология разных видов контактной сварки
Рисунок 3. Схема шовной сварки.
Очень часто встречается точечный тип соединения. Он отличается тем, что металл соединяется в одной или сразу нескольких точках. В зависимости от типа сварочного аппарата количество подобных точек за единицу времени (минуту) может быть от нескольких десятков до 6 сотен. Все это свидетельствует о высокой производительности сварочного оборудования. Данный процесс активно используется в электротехнической промышленности при изготовлении мелких изделий. Толщина свариваемого металла может быть менее 1 мкм. Если рассматривать рельефную сварку, то для получения нужного результата на поверхности деталей делают специальные выступы. Для этого можно использовать штамповку.
В ряде случаев используется шовный тип соединения (рис. 3). Шов представляет собой комплекс точек. Последние могут сливаться или располагаться отдельно друг от друга. С помощью роликовых электродов осуществляется сжатие, прокатывание и соединение металлических предметов. Большой интерес представляет стыковая сварка. Название говорит само за себя. Суть этого метода заключается в том, что детали стыкуются по всей своей поверхности, а затем нагреваются и сжимаются. В зависимости от размеров деталей могут применяться разные способы стыкового соединения: сопротивлением, оплавлением. В последнем случае оно может быть непрерывным и с подогревом.
Определение качества сварного шва
После проведения основного этапа работы целесообразно оценить состояние сварного соединения. Качество его во многом определяется подготовительными работами, режимом. В отношении шовной и точечной сварки наибольшее значение имеет такой показатель, как величина ядра сварной точки. Независимо от типа металла ядро должно быть втрое больше толщины наиболее тонкой детали.
Наиболее часто в сварочном деле при осуществлении контактного типа соединения встречаются такие дефекты, как недостаточная проварка, трещины, пустоты.
Во всех случаях это связано с режимом работы, в частности, с интенсивностью нагрева. Сам контроль проводится сварщиком путем внешнего осмотра. Кроме того, можно применять неразрушающие методы контроля. Недостаток последних в том, что невозможно определить наличие непровара.
Список инструментов и материалов
Для получения прочного соединения путем контактной сварки потребуется приобрести инструменты и оборудование. Сварщику понадобится сварочный аппарат вместе с электродами, источник тока, щетка и другие материалы для подготовки поверхности металла, средства индивидуальной защиты, источник тока. Не нужно забывать про технику безопасности. Во избежание поражения электрическим током оборудование должно быть заземлено.
Таким образом, контактный тип сварочных работ очень популярен в современном мире. Основная область применения — промышленность, в частности, самолетостроение. Данный тип сварки может выполнять даже неопытный сварщик. Несмотря на это, нужно знать все вышеописанные правила. Если четко следовать инструкции, то можно получить крепкое и надежное сцепление металла.
moyasvarka.ru
Точечная контактная сварка - это... Что такое Точечная контактная сварка?
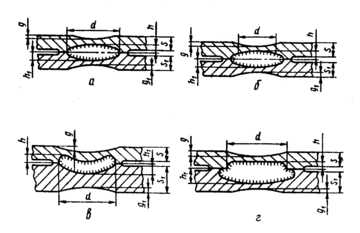
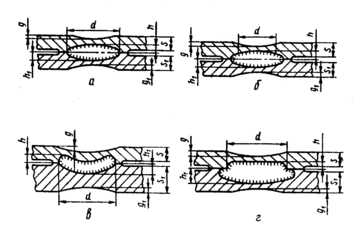 Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой:а — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы; s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой:а — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы; s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной сварки можно создавать до 600 соединений за 1 минуту[1]. Применяется для соединения тончайших деталей (до 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности[1].
Технология
Сварочная машина для контактной точечной сваркиТочечная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. В процессе сварки ток проходит от одного электрода к другому через металл заготовок. Электроды для контактной точечной сварки изготовляются из сплавов с высокой электропроводностью, чтобы сопротивление в контакте электрод-деталь было минимальным. Поэтому в местах контактов деталь-деталь происходит наибольший нагрев за счет наибольшей величины электрического сопротивления. Разогрев и расплавление металла под действием электрического тока приводит к образованию литого ядра сварной точки, диаметр которой обычно составляет 4—12 мм[2].
Различают мягкий и жесткий режимы точечной сварки. Мягкий режим характеризуется большей продолжительностью времени сварки и плавным нагревом заготовок умеренными силами тока, с плотностью тока на рабочей поверхности электрода обычно не превышающей 100 А/мм²[3]. Время протекания тока обычно 0,5—3 секунды[4]. Преимуществами мягких режимов являются меньшие потребляемые мощности, по сравнению с жесткими режимами; меньшие нагрузки сети; менее мощные и более дешевые сварочные машины, необходимые для производства точечной сварки; уменьшение закалки зоны сварки. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткий режим точечной сварки характеризуется малой продолжительностью времени сварки, бо́льшими, чем при мягком режиме, значениями силы тока и значительным сжимающим давлением электродов. Плотности тока достигают 120—300 А/мм² при сварке стали[3]. Время протекания тока обычно 0,1—1,5 секунды[4]. Давление электродов обычно принимают в пределах 3—8 кг/мм²[3]. К недостаткам жестких режимов относятся повышенная мощность, потребляемая при сварке; значительные нагрузки сети; мощные сварочные машины. Преимущества — уменьшение времени сварки и повышение производительности. Жесткие режимы применяют при сварке алюминиевых и медных сплавов, с высокой теплопроводностью, деталей неравной толщины и разноименных деталей, а также высоколегированных сталей с целью сохранения коррозионной стойкости[4].
Примечания
Ссылки
dic.academic.ru
Точечная контактная сварка - это... Что такое Точечная контактная сварка?
 Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой:а — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы; s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой:а — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы; s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной сварки можно создавать до 600 соединений за 1 минуту[1]. Применяется для соединения тончайших деталей (до 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности[1].
Технология
Сварочная машина для контактной точечной сваркиТочечная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. В процессе сварки ток проходит от одного электрода к другому через металл заготовок. Электроды для контактной точечной сварки изготовляются из сплавов с высокой электропроводностью, чтобы сопротивление в контакте электрод-деталь было минимальным. Поэтому в местах контактов деталь-деталь происходит наибольший нагрев за счет наибольшей величины электрического сопротивления. Разогрев и расплавление металла под действием электрического тока приводит к образованию литого ядра сварной точки, диаметр которой обычно составляет 4—12 мм[2].
Различают мягкий и жесткий режимы точечной сварки. Мягкий режим характеризуется большей продолжительностью времени сварки и плавным нагревом заготовок умеренными силами тока, с плотностью тока на рабочей поверхности электрода обычно не превышающей 100 А/мм²[3]. Время протекания тока обычно 0,5—3 секунды[4]. Преимуществами мягких режимов являются меньшие потребляемые мощности, по сравнению с жесткими режимами; меньшие нагрузки сети; менее мощные и более дешевые сварочные машины, необходимые для производства точечной сварки; уменьшение закалки зоны сварки. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткий режим точечной сварки характеризуется малой продолжительностью времени сварки, бо́льшими, чем при мягком режиме, значениями силы тока и значительным сжимающим давлением электродов. Плотности тока достигают 120—300 А/мм² при сварке стали[3]. Время протекания тока обычно 0,1—1,5 секунды[4]. Давление электродов обычно принимают в пределах 3—8 кг/мм²[3]. К недостаткам жестких режимов относятся повышенная мощность, потребляемая при сварке; значительные нагрузки сети; мощные сварочные машины. Преимущества — уменьшение времени сварки и повышение производительности. Жесткие режимы применяют при сварке алюминиевых и медных сплавов, с высокой теплопроводностью, деталей неравной толщины и разноименных деталей, а также высоколегированных сталей с целью сохранения коррозионной стойкости[4].
Примечания
Ссылки
biograf.academic.ru
Шовная контактная сварка - это... Что такое Шовная контактная сварка?
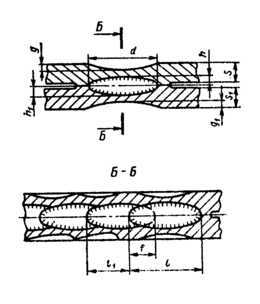
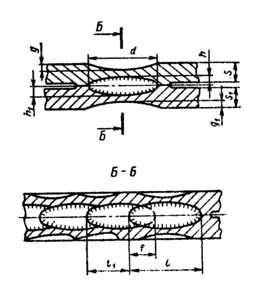 Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва; Шовная контактная сварка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую. В первом случае шов будет герметичным. Во втором случае шовная сварка выполненная отдельными точками без перекрытия практически не будет отличаться от ряда точек, полученных при точечной сварке. Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним[1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм[1][2]. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы[2].
Примечания
Ссылки
dic.academic.ru
Шовная контактная сварка - это... Что такое Шовная контактная сварка?
 Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва; Шовная контактная сварка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую. В первом случае шов будет герметичным. Во втором случае шовная сварка выполненная отдельными точками без перекрытия практически не будет отличаться от ряда точек, полученных при точечной сварке. Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним[1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм[1][2]. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы[2].
Примечания
Ссылки
biograf.academic.ru
Шовная контактная сварка - это... Что такое Шовная контактная сварка?
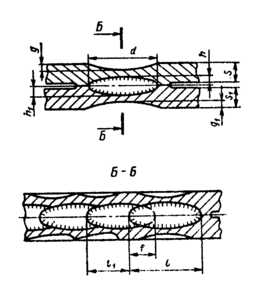 Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва; Шовная контактная сварка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую. В первом случае шов будет герметичным. Во втором случае шовная сварка выполненная отдельными точками без перекрытия практически не будет отличаться от ряда точек, полученных при точечной сварке. Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним[1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм[1][2]. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы[2].
Примечания
Ссылки
dik.academic.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






