Назначение флюса и особенности его применения при пайке. Назначение флюса
Назначение - флюс - Большая Энциклопедия Нефти и Газа, статья, страница 1
Назначение - флюс
Cтраница 1
Назначение флюса трояко; предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. [1]
Назначение флюсов состоит в очистке поверхности сварочной ванны от окислов, предохранения металла шва от окисления, а также отделении неметаллических включений от металла. В расплав флюсы вводят или путем нанесения их на присадочный пруток в виде обмазки, или непосредственно в ванну шва. Флюсы должны иметь температуру плавления, близкую к температуре плавления основного и присадочного металлов. [2]
Назначение флюса способствовать равномерному и прочному соединению припоя с основным металлом путем растпорения окислов основного металла и преночранения поверхности металла и пайки от окисления в процессе пайки. При пайке меди, латуни, стали, плавящихся при высокой температуре и сильно при этом. [3]
Назначение флюсов - способствовать равномерному и прочному соединению припоя с основным металлом, а именно: растворять и поглощать окислы основного металла до пайки и в процессе пайки; предохранять поверхность металла в месте пайки от окисления до пайки и в процессе пайки. [4]
Назначением флюса является удаление пленки окиси алюминия с поверхности свариваемых жил, а также защита алюминия от окисления в процессе сварки. [5]
Какие требования предъявляются к припоям и каково назначение флюса. [6]
В качестве флюса или плавня берут обычно известняк, назначение флюса - понизить температуру плавления руды и сделать более легкоплавкими и подвижными примеси руды - шлаки. [8]
Какие материалы входят в состав шихты для доменной плавки и каково назначение флюсов при выплавке чугуна. [9]
Какие материалы входят в состав шихты для доменной плавки и каково назначение флюсов при выплавке чугуна. [10]
В печь при плавке загружают топливо, железную руду и флюсы - известняк, доломит, кварцевый песок. Назначение флюсов - образовать с пустой породой и золой топлива легкоплавкие сплавы, отделяющиеся от металла в виде шлака. [11]
Перед оплавлением оловянных покрытий производится предварительное флюсование ленты в смеси, состоящей из хлористого аммония и хлористого цинка в отношении 1: 3, растворенной в пятнадцатикратном количестве воды. Назначение флюса заключается в связывании окисных пленок на олове, образующихся при высоких температурах, а также в снижении поверхностного натяжения расплавленного олова. [12]
Для улучшения качества швов при газовой сварке часто применяют флюсы, вводимые в сварочную зону. Назначение флюсов - раскисление металла сварочной ванны, извлечение из него неметаллических включений и образование шлаковой пленки на поверхности расплавленного металла, защищающей его от окисления. [13]
Необходимым условием для создания хорошего соединения при пайке является чистота поверхностей соединяемых деталей, что достигается при помощи веществ, получивших название флюсов. Назначение флюсов состоит в том, чтобы растворять и удалять окислы и загрязнения с поверхностей спаиваемых металлов; защищать в процессе пайки поверхность металла и расплавленный припой от окисления; уменьшать поверхностное натяжение расплавленного припоя; улучшать растекание припоя и смачивание им соединяемых поверхностей. [14]
Надглазурные краски представляют собой смесь красящих веществ со специальными легкоплавкими стеклами, так называемыми флюсами. Назначение флюса - закрепить краску на глазурованном изделии, сообщить ей хороший блеск и способность прочно соединяться с глазурью. Для каждой краски должен быть подобран соответствующий флюс, который не действовал бы на краску разрушающе. [15]
Страницы: 1 2
www.ngpedia.ru
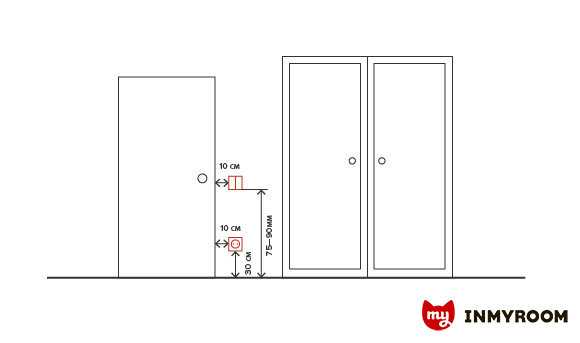
Металлы или неметаллические изделия могут соединяться между собой разными способами, в том числе и с помощью пайки. Во время этого процесса применяется расплавленный металл, который называется припоем, а также флюс для пайки. Конечным результатом пайки является сборка целого узла или прибора, каких-либо отдельных деталей. Прочное и герметичное соединение обеспечивается благодаря диффузии и взаимному растворению основного металла и припоя. При этом, детали не расплавляются, в связи с чем металл не окисляется и не коробится. Назначение флюсовДля того, чтобы получить качественное соединение, спаиваемые детали должны иметь температуру примерно на 100 градусов выше, чем температура, при которой плавится припой. Детали, подлежащие пайке, могут нагреваться с помощью печей, токов высокой частоты или газовых горелок. Для разогрева небольших деталей используются паяльники. Для того, чтобы место соединения основных деталей и припоя было прочным, на их поверхностях должны отсутствовать загрязнения и окислы. Для того, чтобы исключить интенсивное окисление во время нагревания, спаиваемые места покрываются флюсом, благодаря которому образуется газообразная или жидкая преграда, защищающая детали от воздействия окружающего воздуха. Сам принцип пайки довольно простой. Во время нагревания происходит расплавление припоя, который при соприкосновении с деталями, смачивает их и заполняет всю поверхность. При остывании материал и припой образуют единую прочную монолитную конструкцию. Требования к флюсамЛюбой флюс должен иметь такую температуру плавления, которая не должна превышать этот же показатель у припоя. Он должен целиком расплавляться и обладать хорошей текучестью, когда температура пайки достигнет нормативной величины. Однако, его текучесть не должна быть избыточной, что позволяет флюсу находиться в определенном месте. Флюс для пайки в обязательном порядке обеспечивает своевременное и полное растворение окислов, образующихся на основных деталях. Он не может соединяться с припоем и деталями или быть полностью поглощенным ими. Слой флюса, покрывающего поверхность деталей, должен распространяться равномерно и обеспечивать надежную защиту от окисления. При этом, адгезия флюса должна быть меньше, чем адгезия припоя. Он должен выдерживать температуру пайки, не подвергаться выгоранию и испарению, не вызывать коррозию. После окончания пайки удаление остатков флюса должно производиться легко и быстро. Для мягких припоев используются флюсы на основе антикоррозийных, активных, бескислотных материалов. Они способствуют активному растворению окисных пленок, обеспечивая, в конечном итоге, высокую прочность в месте соединения. |
electric-220.ru
назначение, виды сварки, состав флюса, правила использования, требования ГОСТ, плюсы и минусы применения
Качество сварного шва определяется не только способностями мастера правильно организовать дугу, но и специальной защитой рабочей зоны от внешних воздействий. Главным врагом на пути к созданию прочного и долговечного металлического соединения является естественная воздушная среда. Изоляцию шва от кислорода обеспечивает флюс для сварки, но не только в этом заключается его задача. Различные конфигурации состава этой добавки с сочетанием защитной газовой среды позволяют по-разному управлять параметрами шовного соединения.
Назначение флюса

Сварочный расходник данного типа направляется в зону горения и в зависимости от характеристик своего расплава оказывает защитно-модифицирующее воздействие на участок формирования шва. В частности, материал может выполнять следующие функции:
- Создание шлаковой и газовой изоляции для сварочной ванны.
- Наделение сварного соединения определенными технико-физическими свойствами.
- Поддержание стабильности горения дуги.
- Перенос электродного металла (или проволочного расплава) в зону сварки.
- Устранение нежелательных примесей в шлаковой прослойке.
Если говорить о совместимости разных флюсов для сварки с металлами, то наиболее распространенные марки имеют следующие назначения:
- ФЦ-9 – стальные углеродистые сплавы с низким легированием.
- АН-18 – стальные сплавы высокого легирования.
- АН-47 – низко- и среднелегированные стали, характеризующиеся высокими прочностными показателями.
- АН-60 – стали низкого легирования, используемые в трубопроводах.
- ФЦ-7 – используется при сварке низкоуглеродистой стали на токе большой силы.
- ФЦ-17 – гранецентрированное высокотемпературное железо.
- ФЦ-19 – сплавы с повышенным содержанием хрома.
- ФЦ-22 – применяется для выполнения углового шовного соединения в работе с легированными углеродистыми сталями.
- 48-ОФ-6 – задействуется в техниках сварки с подключением высоколегированной электродной проволоки.
Составы флюса

Сам по себе флюс, как правило, выпускается в виде гранулированного порошка с фракцией порядка 0,2–4 мм. Но наполнение и происхождение данного продукта может быть очень разным и не всегда однородным. В связи с этим выделяют следующие виды флюса для сварки:
- Оксидные. Большую часть в содержании составляют металлические оксиды и примерно на 10% приходится доля фторидных элементов. Такой флюс используется для работы с низколегированными и фтористыми стальными сплавами. Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.
- Солеоксидные. Еще такие порошки называют смешанными, так как наполнение может в равной степени формироваться оксидами и солевыми соединениями. Используется такой флюс для обработки легированной стали.
- Солевые. Вовсе исключается наличие оксидов, а основу состава образуют фториды и хлориды. Целевое назначение солевого флюса – электрошлаковый переплав и сварка активных металлов.
Технология изготовления флюса
В процессе изготовления основа для флюса (шихта) подвергается нескольким процедурам переработки, в числе которых выплавка, грануляция, формовка и проверка на качество. Сырье шихты перед производственным процессом сегментируется на мелкое, среднее и крупное. Каждая партия проходит тщательную мойку и сушку, так как чистота и точность в параметрах будущего флюса поддерживаются изначально. Затем выполняют взвешивание, дозировку и смешивание с другими технологическими компонентами. Выплавка и грануляция флюса для сварки производится на специальном оборудовании – задействуются газопламенные или электродуговые печи, бассейны для обливки холодной водой и металлические поддоны. На финальных этапах обработки выполняется сушка с просеиванием. Прошедший контроль флюс упаковывается в специальные мешки или ящики с огнеупорными свойствами.
Требования ГОСТа к флюсу

Нормативные требования затрагивают несколько направлений оценки качества флюса, а также регулируют правила обеспечения безопасности при обращении с материалом и методы проведения его испытаний. Что касается основных параметров, то к ним предъявляются следующие требования:
- Исключаются во флюсовом порошке зерна, размер которых превышает 1,6 мм. Процент их содержания не должен составлять более 3% от всей массы.
- Допускается производство флюса с фракцией до 0,25 мм, если это условие изначально было оговорено с потребителем.
- Также по соглашению с потребителем допустимо изготовление материала фракцией зерен от 0,35 до 2,8 мм, но только применительно к марке АН-348-А.
- Влажность флюсов в зависимости от марки не должна превышать коэффициент от 0,05 до 0,1%.
Что касается требований безопасности, то меры индивидуальной защиты являются главным предметом регуляции ГОСТа. Сварка под флюсом должна выполняться в соответствии с мерами противопожарной безопасности. Отдельно должна контролироваться концентрация применяемого флюсового порошка, который по умолчанию считается химически опасным и производственно вредным.
Плавленый и неплавленный флюс

Содержание плавленого порошка в основном формируют шлакообразующие компоненты. Их вырабатывают в результате сплавления составляющих элементов, среди которых кварцевый песок, марганцевая руда и мел. Путем их смешивания в определенных пропорциях с последующей плавкой в печах можно получить модификатор для шва с определенным набором характеристик. Более функциональна дуговая сварка под флюсом, произведенным неплавленным способом. Это смесь зернистых и порошковых материалов, которые помимо шлакообразующей основы также включают в состав легирующие элементы и раскислители. Отсутствие операции плавления дает возможность вводить в состав флюса металлическую пыль и ферросплавы, которые расшифруют возможности улучшения соединений.
Виды сварки под слоем флюса
С применением флюса может выполняться как ручная, так и автоматическая сварка – принципиальная разница будет зависеть от выбранного оборудования. Электродуговая сварка выполняется в режиме саморегуляции или при поддержке автоматического контроля напряжения. Оптимально использовать инверторные установки, дополненные барабанами для подачи проволоки. Также распространена сварка с флюсом без газа, который по умолчанию выступает в качестве защитной среды от кислорода и азота. Чем же хороша техника, исключающая этот барьер перед негативными факторами воздействия? Во-первых, при условии выбора подходящего флюса он сможет выполнить весь перечень защитных и вспомогательных задач применительно к формируемому шву. Во-вторых, отсутствие газовой среды облегчает саму организацию процесса. Не нужно подготавливать баллон с аргонно-углекислотная смесью, а также защищать зону сварки от избыточного термического воздействия при использовании горелки.

Техника применения флюса
После розжига дуги оператор должен ее поддерживать между окончанием электрода и заготовкой именно под слоем флюса. Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.

Плюсы от применения флюса
Использование флюса, безусловно, сказывается на формировании шва наилучшим образом, так как минимизируются негативные факторы рабочего процесса в условиях открытого воздуха. Из очевидных преимуществ можно отметить снижение дефектов в зоне соединения, минимизацию разбрызгивания и более эффективный контроль дуги со всеми возможностями автоматического регулирования. Что еще очень важно, участок сварка под флюсом всегда виден оператору. Это позволяет при необходимости своевременно вносить корректировки в процесс, а в некоторых случаях даже обходиться без специальной маски.
Недостатки от применения флюса
Слабые места данной технологии обуславливаются более высокими требованиями к оборудованию, так как для эффективного расплава флюса требуется большая мощность. Сегодня выпускаются специальные модификации аппаратов для аргонодуговой сварки в среде флюса, имеющие специальную оснастку для его подготовки и подачи. Логично, что такие модели стоят на 15-20% дороже. Еще один недостаток связан с увеличением зоны расплава. Хотя ее можно контролировать в определенных границах, мелкие элементы точечно обрабатывать в таких условиях проблематично.
Заключение

Флюс как расходный материал, улучшающий качество сварочного процесса, облегчает многие производственные и строительные мероприятия данного спектра. Но и в бытовых условиях его нередко используют на даче, в гараже или просто в ремонтных операциях. Выбирая данный материал для собственных нужд, очень важно не прогадать в оценке качества. Как отмечает тот же ГОСТ, флюс для сварки должен поставляться на рынке в плотных бумажных мешках от 20 до 50 кг с указанием транспортной маркировки. По специальному заказу можно оформлять и мелкую фасовку, но и для этого должны предусматриваться специальные контейнеры. Причем взвешивание должно производиться с максимальной погрешностью в 1% относительно общего веса тары.
fb.ru
какие виды бывают, состав и процесс применения
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
-
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки. - Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.
Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Классификация сварочных флюсов
Чтобы качественно выполнить соединение электродуговой сваркой, необходима сила тока достаточной величины, присадочный материал для заполнения шва, и газовая среда для защиты расплавленного металла от воздействия кислорода из окружающего воздуха. Для реализации последнего условия используют сварочный флюс. Что это такое? Каков функционал этого вещества, и как он классифицируется? Где применяются флюсы для сварки?

Определение и предназначение
Сварочный флюс — это гранулированное средство, подаваемое в зону сварки, непосредственно перед проходом через данный участок плавящегося электрода и зажженной электрической дуги. Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Это средство используется для защиты сварочной ванны от взаимодействия с атмосферой, и препятствия вытеснению углерода из состава основного металла. Некоторые марки флюсов дополнительно обогащают шов укрепляющими связками в виде легирующих элементов.
Используется гранулированное вещество в:
- электродуговой сварке плавящимся электродом, где последним выступает проволока, подающейся с катушки в горелку;
- электрическом методе сваривания покрытыми электродами как дополнительное средство;
- полуавтоматической сварке в среде инертного газа, где порошок находится во внутренней части трубчатой проволоки;
- газовой сварке пропан-кислородным пламенем на легированных сталях и цветных металлах;
- электрической сварке угольными электродами.
Функционал гранулированного средства
Сварочные флюсы играют большую роль в обеспечении процесса соединения металлов. Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Изоляция
Главной целью флюсов является создание непроницаемого газового облака, позволяющего основному и присадочному металлам беспрепятственно сплавляться в сварочной ванне. Чтобы порошок выполнял эту функцию необходима правильная дозировка вещества на линии соединения. Хорошими изоляционными газовыми свойствами обладают мелкие гранулы плотной структуры. Но возрастающая плотность укладки фракций на поверхности соединения отрицательно сказывается на формировании поверхности шва.
На изолирующую способность оказывает влияние не только размер посыпаемых частиц, но и их насыпная масса. Применяя специальные таблицы с данными можно устанавливать точную подачу стекловидного средства в сварочную зону.
Стабилизация
Кроме защитных свойств порошка, позволяющих вести сварочные работы без внешних газовых включений, флюсы создают благоприятную среду для горения электрической дуги, которая проявляется в разряде электрического тока между концом электрода и изделием. Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Легирование
Благодаря воздействию высоких температур и взаимодействию основного и присадочного металлов, создается сварочный шов. Его химический состав зависит от используемых материалов. Из-за электрической дуги некоторые полезные элементы могут выгорать или передаваться с металла шва в шлаковые массы. Чтобы этого не произошло, в некоторые флюсы добавляют легирующие вещества, обогащающие шовный металл, и препятствующие насыщению шлака кремнием и марганцем. Для большего легирования используют соответствующую присадочную проволоку.
Формирование поверхности
Когда кристаллическая решетка в расплавленном металле только начинает образовываться, все, что соприкасается с ней, оказывает влияние на вид будущего шва. Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Например, при работе на большой силе тока и толстых материалах, более практичны флюсы с долгим вязким состоянием. Такие порошки называют «длинными». Это позволяет глубоко прогретому сплаву постепенно кристаллизоваться и остыть, образуя гладкочешуйчатую структуру. Для сварки на малых токах, сильная жидкотекучесть будет мешать видеть сварочную ванну и качественно выполнять процесс, поэтому здесь применяются «короткие» флюсы, у которых вязкость быстро переходит в твердое состояние при снижении температуры.
Классификация
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами. Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
| Символ обозначения | Тип средства |
| MS | Марганец-силикатный |
| FB | Флюоритно-основной |
| CS | Кальций-силикатный |
| AR | Алюминатно-рутиловый |
| AB | Алюминатно-освновной |
| W | Другие типы |
Нормативы по применению
В зависимости от выполняемых сварочных работ определяется количество и иные факторы задействования флюса. Это происходит по следующей таблице:
| Сила тока, А | Высота слоя присыпки, мм | Грануляция частиц, мм |
| 200-400 | 25-35 | 0,25-1,2 |
| 600-800 | 35-40 | 0,4-1,6 |
| 1000-1200 | 45-60 | 0,8-2,5 |
В зону сварки флюс подается предварительной ручной присыпкой, либо автоматически из специального бункера. Недостатком метода считается возможность вести сварочные работы только в нижнем положении. Но для сварки труб решение нашлось в прокручивании изделия, а не головки горелки. При использовании трубчатой порошковой проволоки сварку можно проводить в любом пространственном положении.
Применение этого относительно недорогого гранулированного вещества значительно улучшает качество сварки, защищая процесс горения дуги, и содействуя образованию прочного соединения.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Флюсы
Подробности Подробности Опубликовано 27.05.2012 13:26 Просмотров: 11324При нагревании в процессе сварки все металлы и их сплавы, соединяясь с кислородом окружающего воздуха или сварочного пламени, образуют окислы. Окислы металлов имеют обычно температуру плавления выше, чем сам металл. Окислы покрывают капли расплавленного металла тонкой пленкой и тем самым затрудняют сплавление их при сварке.
Для того чтобы удалить образовавшиеся при сварке окислы и защитить расплавленный металл от окисления, применяют сварочные порошки или пасты, называемые флюсами.
Флюсы при сварке насыпаются или намазываются на кромки деталей, подготовленных под сварку, а также могут вводиться в шов вместе с присадочной проволокой.
В последнее время ВНИИавтогеном разработаны флюсы, которые подаются в парообразном состоянии непосредственно в пламя сварочной горелки.
Флюс связывает окислы металла, образуя с ними легкоплавкие химические соединения — шлаки, всплывающие на поверхность ванны и защищающие поверхность шва от дальнейшего окисления, либо расплавленный флюс просто растворяет в себе окислы (физическое растворение).
К флюсу предъявляют следующие требования: флюс должен хорошо удалять образовавшиеся при сварке окислы; плавиться раньше, чем свариваемый металл; хорошо растекаться по шву, чтобы прикрыть собой сварочную ванну; не должен оказывать вредного действия на металл шва; должен хорошо отделяться от шва после сварки; составляющие флюса должны быть простыми и недефицитными.
Флюсы применяются при газовой сварке меди, алюминия и их сплавов, чугуна, некоторых специальных сталей, например нержавеющих, а также при пайке.
При изготовлении флюсов используются следующие вещества: бура, борная кислота, окислы или соли натрия, калия, бария, фтора, лития и др. Состав флюсов выбирают в зависимости от состава и свойств свариваемого металла. Борная кислота и ее соединения являются наиболее распространенными флюсами при сварке и пайке меди и ее сплавов. При газовой сварке чугуна в качестве флюсов берут чаще всего окислы или соли натрия — едкий натрий, углекислый натрий и др.
При сварке и пайке алюминия и его сплавов подбирают флюсы, состоящие из смеси солей натрия, калия, фтора, криолита. Эти флюсы действуют как растворители окислов свариваемого металла.
Ниже при рассмотрении технологии сварки соответствующих металлов приводится рецептура флюсов.
При кислородной резке нержавеющих сталей, чугуна и цветных металлов применяется флюс, основой которого является железный порошок.
Такой флюс вводится в струю режущего кислорода
Основное назначение флюса — способствовать удалению тугоплавких окислов из места разреза металла.
Читайте также
Добавить комментарий
electrowelder.ru
классификация и назначение, применение канифоли и буры, техника безопасности
 Для быстрой и качественной пайки необходимо иметь несколько вещей: качественный флюс, хороший припой и мощный паяльник. Припой выбирается в зависимости от объекта пайки и её температуры, а также содержания олова и свинца в нём. Основная характеристика паяльника — его мощность, но сегодня некоторые радиолюбители смотрят и на такие вещи, как размер жала и скорость нагрева и остывания.
Для быстрой и качественной пайки необходимо иметь несколько вещей: качественный флюс, хороший припой и мощный паяльник. Припой выбирается в зависимости от объекта пайки и её температуры, а также содержания олова и свинца в нём. Основная характеристика паяльника — его мощность, но сегодня некоторые радиолюбители смотрят и на такие вещи, как размер жала и скорость нагрева и остывания.
С флюсами всё несколько иначе. Они бывают очень разных видов и применяются для противостояния процессам окисления припоя, равномерного распределения температуры по поверхности пайки и образования лучшей сцепляемости и диффузии спаиваемых контактов и деталей.
Основные виды флюсов
 Бывают как твёрдые, так и жидкие флюсы. Для удобства нанесения на область пайки и более лёгкого удаления выпускают также пастообразные марки, упакованные в тубы или сразу расфасованные в специальные шприцы. Жидкие формы используются для лужения в некоторых труднодоступных частях сложных деталей. Флюсы, как правило, представляют собой поверхностно-активные вещества, которые не проводят ток.
Бывают как твёрдые, так и жидкие флюсы. Для удобства нанесения на область пайки и более лёгкого удаления выпускают также пастообразные марки, упакованные в тубы или сразу расфасованные в специальные шприцы. Жидкие формы используются для лужения в некоторых труднодоступных частях сложных деталей. Флюсы, как правило, представляют собой поверхностно-активные вещества, которые не проводят ток.
Кроме того, можно приготовить так называемую самодельную паяльную пасту своими руками, смешав опилки припоя с растворённой в спирте канифолью. Она используется в тех случаях, когда недопустим перегрев спаиваемых поверхностей — например, во избежание их повреждения.
Флюсы в основном классифицируют по степени их активности и действия, которое они оказывают на припой и спаиваемые детали. Различают следующие основные типы:
-
 Активные — производятся преимущественно из растворов соляной кислоты, но нередки и случаи применения её в чистом виде. Сюда же входит очень популярная «паяльная кислота», которая представляет собой обработанный соляной кислотой цинк. Активные флюсы легче разрушают плёнки на поверхностях деталей, но, кроме этого, ещё и вступают в реакцию с самой металлической поверхностью. Из-за этого они должны быть нейтрализованы после проведения всех операций. Кроме того, такие флюсы имеют невероятно сильную электропроводимость, что исключает их применение в радиоэлектронике.
Активные — производятся преимущественно из растворов соляной кислоты, но нередки и случаи применения её в чистом виде. Сюда же входит очень популярная «паяльная кислота», которая представляет собой обработанный соляной кислотой цинк. Активные флюсы легче разрушают плёнки на поверхностях деталей, но, кроме этого, ещё и вступают в реакцию с самой металлической поверхностью. Из-за этого они должны быть нейтрализованы после проведения всех операций. Кроме того, такие флюсы имеют невероятно сильную электропроводимость, что исключает их применение в радиоэлектронике. - Антикоррозийные — защищают от возникновения окислов на поверхностях и противодействуют коррозийным процессам. В качестве таких составов можно применять ортофосфорную кислоту или её смеси с другими веществами со схожими свойствами.
- Защитные — представлены самыми инертными по взаимодействию с металлом составами и включают различные масла (в том числе оливковое или растительное), сахар-песок и вазелин с воском.
Существует также классификация по рабочей или активной температуре. По этому принципу флюсы бывают:
- Высокотемпературные с температурой перехода в жидкое состояние от 450 градусов Цельсия.
- Низкотемпературные, температура плавления которых ниже 450 градусов.
Обязательно следует выбирать флюсы с температурой плавления ниже, чем у припоя, ведь иначе спаять детали будет невозможно. Припои и флюсы, применяемые при пайке необходимо также подбирать в зависимости от задач, выполняемых ими.
Состав и описание канифоли для пайки
 Для начинающего радиолюбителя в качестве оптимального решения подойдёт канифоль для пайки. Сырьё для её производства — сосновая живица или смола. Это смесь различных изомеров смоляных кислот, которая обрабатывается специальным образом, или продукт отходов некоторых химических производств. Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Для начинающего радиолюбителя в качестве оптимального решения подойдёт канифоль для пайки. Сырьё для её производства — сосновая живица или смола. Это смесь различных изомеров смоляных кислот, которая обрабатывается специальным образом, или продукт отходов некоторых химических производств. Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Канифоль стекловидна и имеет температуру плавления, не превышающую 70 градусов, что делает её пригодной для использования в радиоэлектронике. Очень хорошо растворяется спиртом и ацетоном, которые используются для удаления её с поверхности деталей и печатных плат. Однако, если эстетическая сторона процесса пайки вас не заботит или положение детали исключает последующую обработку, канифоль спокойно можно не стирать. Она не обладает электропроводностью и совершенно неактивна после застывания.
Растворы канифоли имеют приблизительное её содержание на уровне 30−35 процентов. Остальное — это спирт и активаторы. В качестве спиртов могут выступать:
- Этиловый.
- Изопропиловый.
- Этиленгликоль.
- Этилацетат.
Активаторами же являются такие присадки:
- Салициловая кислота.
- Органические соединения галогенов.
Такие флюсы наносятся ручным способом легче и обеспечивают равномерное покрытие рабочей области.
Бура и её применение
 Тетраборат натрия имеет очень широкое назначение в качестве флюса. Им можно паять и варить изделия из меди, драгоценных металлов (серебра, например) и хромированных изделий. Кроме того, он используется при работе с тугоплавкими металлами вроде чугуна. Применяется практически без добавок, иногда может смешиваться в равных частях с борной кислотой, из которой и производится. Имеет высокую температуру плавления (около семисот-девятисот градусов), поэтому подходит для работ по прокладке водопроводных сетей и их ремонту.
Тетраборат натрия имеет очень широкое назначение в качестве флюса. Им можно паять и варить изделия из меди, драгоценных металлов (серебра, например) и хромированных изделий. Кроме того, он используется при работе с тугоплавкими металлами вроде чугуна. Применяется практически без добавок, иногда может смешиваться в равных частях с борной кислотой, из которой и производится. Имеет высокую температуру плавления (около семисот-девятисот градусов), поэтому подходит для работ по прокладке водопроводных сетей и их ремонту.
Из-за того, что обычные бытовые паяльники неспособны выдавать нужное количество тепла для работ, которые проводятся с этим флюсом, используются газовые горелки. После завершения всех работ с металлической поверхностью образовавшийся налёт необходимо удалить, так как он провоцирует образование ржавчины.
Использование ортофосфорной кислоты
Ортофосфорная кислота представляет собой хорошо растворимые в воде прозрачные кристаллы, хорошо впитывающие влагу. Может применяться как флюс для пайки изделий из алюминия, стали и меди. Отлично подходит для чистки поверхностей металлов от ржавчины, покрывая их защитной плёнкой, которая противодействует повторному появлению коррозии.
Принципы применения и техника безопасности
Соблюдая всего несколько универсальных правил, можно выполнять работы по соединению металлических деталей с помощью пайки очень легко. Эти правила пойдут для любого флюса, типа припоя и вида работы:
-
 Очищайте соединяемые поверхности спиртом или другим активным растворителем.
Очищайте соединяемые поверхности спиртом или другим активным растворителем. - Следите за тем, чтобы жало паяльника всегда было залужено, то есть покрыто достаточным количеством припоя для усиления контакта.
- Следите за чистотой жала, не давайте ему окислиться.
- Флюс наносите так, чтобы при расплавлении он покрывал всю обрабатываемую поверхность.
- Не перегревайте детали, особенно радиотехнические — это чревато получением травм из-за взрыва отдельных компонентов (конденсаторов, например) и повреждением внутренней структуры печатных плат.
- Очищайте поверхности от продуктов окисления припоя и флюса, особенно если последний проводит электричество.
Правила техники безопасности и охраны труда, которых следует придерживаться, стандартны для выполняемых работ. Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Оцените статью: Поделитесь с друзьями!elektro.guru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






