Классификация и технические характеристики магнитных плит. Плита вакуумная для немагнитных
Вакуумные зажимные приспособления
Вакуумная зажимная плита Комплект поставки:
- основная плита из высокопрочного алюминия
- встроенное сопло Вентури
- встроенный шумоглушитель
- вакуумметр и запорный клапан
- 6 эксцентриковых ограничителей
- пневмошланг, 2м
- штуцер для подключения давления
- уплотнительный шнур O4,5мм, 10м
Применение:
Заготовки зажимаются вакуумом, производимым с помощью встроенного сопла Вентури (входит в комплект поставки), или с помощью внешнего вакуумного насоса. Вследствие индивидуальной разбивки рабочего поля возможен одновременный зажим и обработка нескольких различных заготовок. Типичное применение – фрезерные и шлифовальные работы. Вакуумная зажимная плита готова к применению, так как все необходимые компоненты входят в комплект поставки.
Модель:
Вакуумная зажимная плита на верхней стороне имеет пазы и всасывающие точки. укладкой уплотнительного шнура можно образовать одно или несколько полей для желаемых размеров заготовки. Все всасывающие точки взаимосвязаны. Простое позиционирование с помощью отверстий для ограничительных штифтов, или боковых регулируемых по высоте эксцентриковых ограничителей.
Вакуумная зажимная плита может быть закреплена на основной плите (например на машинном столе) по боковым пазам, или крепежным отверстиям. Дополнительно могут устанавливаться вспомогательные плиты с помощью ромбовидных или установочных пальцев.
Также не составит проблем интегрировать вакуумную зажимную плиту с системой базирования с нулевой точкой AMF «Zero-Point» (см. каталог AMF „Zero-Point Systems“) с помощью имеющихся в наличии посадочных отверстий.
Преимущество:
Вакуумные зажимные плиты AMF могут применяться как с подачей воздушного давления со встроенным соплом Вентури, так и со внешним вакуумным насосом.
Экономия с применением сопла Вентури.
Низкое потребление воздушного давления, вследствие чего низкая стоимость эксплуатации. Пример: 1м3 воздуха стоит 0,0078 €. При среднем потреблении 40л/мин, это соответствует 0,0187 €/час.
Несколько всасывающих точек, вследствие чего гибкая разбивка рабочего поля и возможность зажатия нескольких заготовок.
Вакуумные плиты могут комбинироваться друг с другом.
Высокие удерживающие усилия.
Универсальное применение.
Высокий коэффициент трения дает возможность безопасного зажима по необработанным поверхностям заготовок.
Уплотнительный шнур выравнивает небольшие неровности на поверхности заготовки.
Бездеформационная и безвибрационная обработка заготовки с пяти сторон.
Указание:
Предприятие только с сухим, отфильтрованным, не масляным воздухом в системе.максимальный всасывающий объем из атмосферы 21,8 л/мин. Потребляемое давление для максимального всасывающего потока: 3,5 Бар.
На заказ:
- Специальные габариты
- Датчик вакуума для деблокировки станка
- Мат для фрезерования под давлением
Размеры плит:
- 300x200x38mm
- 300x400x38mm
- 400x400x38mm
- 600x400x38mm
- Размеры модуля: 25x25mm
- Для применения с соплом Вентури, или вакуумным насосом
- Рабочее давление для достижения максимального всасывающего потока: 3,5 bar
- Основная плита с несколькими всасывающими отверстиями, которые могут быть заглушены
- Вакуумметр
- Сенсор давления для деблокировки машины (опция)
- С соплом Вентури достигается max. вакуум 93%
- Номинальное рабочее давление: 6 bar
- Max. расход воздуха 21,8 л/мин
- Сопло Вентури дешевле вакуумного насоса
- Незначительный расход воздуха
- Возможность докупки внешнего вакуумного насоса (имеется возможность подключения)
- Уменьшение времени зажима
- Возможность зажима всех немагнитных материалов


Каталог (открыть файл)
www.gelaxplus.ru
Магнитные плиты с постоянными магнитами
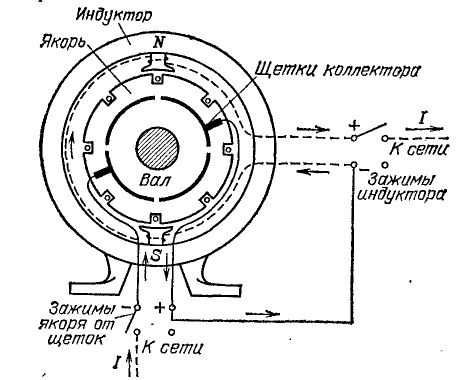
На рис. 136 показан общий вид, а на рис. 137 - конструкция плиты с постоянными оксидно-бариевыми магнитами. Она имеет чугунное основание 1 коробчатой формы (см. рис. 137), в котором размещен подвижный силовой блок 2. Нижняя опорная плоскость подвижного блока отделена от чугунного основания немагнитным слоем 3, уменьшающим утечки магнитного потока через корпус приспособления. Сверху на основании установлены верхний магнитный блок 7, собранный в раме из немагнитного материала, и адаптерная плита 6. Все эти узлы соединены между собой сквозными винтами и взаимно ориентируются штифтами.
Расстояние между полюсниками на адаптерной плите в целях уменьшения утечки магнитного потока залито немагнитным стиракрилом, который в данном случае является также конструкционным материалом.
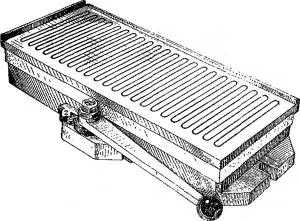
Рис. 136. Общий вид плиты с постоянными магнитами
Перемещение подвижного блока 2 осуществляется с помощью шестеренно-эксцентрикового привода, состоящего из рычага-рукоятки с зубчатым сектором 9, шестерни 8, пальца 5 и подушки 4. Последняя размещена в пазу полюсника подвижного блока.
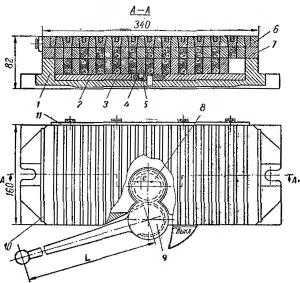
Рис. 137. Конструкция магнитной плиты с постоянными оксидно-бариевыми магнитами
Увеличение усилия, передаваемого рукояткой подвижному блоку (редукция), определяется отношением L:e, где L - длина рукоятки, а е- эксцентриситет. Несмотря на значительную редукцию, усилие на рукоятке все же остается достаточно большим (50-70 Н) и при частых включениях может вызвать дополнительную утомляемость рабочего. В целях полного устранения затрат ручного труда на переключение рукоятки в некоторых конструкциях магнитных плит перемещение подвижного блока механизировано и осуществляется с помощью пневмопривода.
Похожие материалы
www.metalcutting.ru
Вакуумное оснастка| Группа компаний Штрай
Наша компания представляет вакуумную оснастку VAC&FIX для закрепления заготовок. Вакуумная оснастка представляет собой комплект из накладного вакуумного стола, закрепляемой на рабочем столе станка, вакуумного насоса и комплекта соединительных элементов.Вакуумная оснастка VAC&FIX применяется для закрепления на рабочем столе станка корпусных деталей с тонкими стенками и плоских деталей из различных материалов: алюминий; цветные сплавы; графит; пластик; стекло; древесину; керамику; сталь; титан и т.д., при обработке которых проблематично использование обычных прижимов.Процесс закрепления заключается в следующем – с поверхности вакуумного стола при помощи вакуумного агрегата откачивается воздух, что позволяет прижать заготовку к столу без использования дополнительных элементов крепления (таких как прижимы, тиски и т.д.). Использование вакуумной системы закрепления для тонких листовых заготовок позволяет исключить прогиб детали, возникающий при других способах закрепления. Вакуумная оснастка позволяет выполнять различные циклы технологической обработки: фрезерование, шлифование, токарная обработка, гравирование, проверка и замеры, плакирование, сверление, развертывание и закругление кромок при некоторых условиях, кроме того технологии VAC&FIX позволяют производить сквозную обработку (сверление, фрезерование сквозных окон, раскрой листового материала), в том числе при использовании СОЖ.
Полная технологическая и сервисная поддержка при поставке вакуумной оснастки VAC&FIX делает компанию «ШТРАЙ» идеальным партнером для тех, кто использует в на своем производстве новейшие технологические решения в области обработки материалов резанием.3D имитация обработки детали на фрезерном станке
Обработка алюминия на решетчатом вакуумном столе
Использование наших вакуумных столов дает следующие преимущества:
1. Cущественное снижение времени на операции по закреплению заготовок, в виду простоты использования и обслуживания оснастки. Закрепление по принципу «положил заготовку - включил вакуум - заготовка закреплена».2. Возможность обработки заготовок с 5-ти сторон за один установ, включая сквозную обработку (обход по контуру, выполнение отверстий или выработка окон).
3. Возможность закрепления как магнитных, так и немагнитных материалов. Это существенно расширяет номенклатуру обрабатываемых заготовок по сравнению с магнитным закреплением.
4. Возможность обработки тонкостенных корпусных деталей, в отличие от закрепления в тисках, которое приводит к деформациям заготовок. Точность обработки обеспечивается качественным исполнением наших вакуумных плит (отклонения от перпендикулярности и параллельности не превышает 0,02 мм на 300 мм).
5. Возможность применения на любом плоскошлифовальном, измерительном, фрезерном, гравировальном станке и оборудовании.
6. Универсальность (подходит для разных типов деталей).
7. Мобильность (свободное перемещение от станка к станку в условиях производственного помещения).
www.shtray.ru
Плиты магнитные - применение, виды и тех. характеристики, конструкция и ГОСТы.
Плиты магнитные – это оснастка металлорежущих станков, применяемая для точной фиксации деталей и заготовок при обработке режущими инструментами. Действие плит основано на свойствах магнитного поля притягивать черные металлы и прочно удерживать в требуемом положении. Соответственно от тисков и других типов фиксаторов их отличает отсутствие механического приложения сил к поверхностям заготовки, что исключает вероятность деформации и прочих повреждений.
Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа. В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение. Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.

Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах. Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Основные виды и параметры
В зависимости от способа фиксации существует два основных типа плит – магнитные и электромагнитные. В последних прижимное усилие создают две группы катушек формирующих электромагнитное поле. Магнитные конструктивно схожи с электромагнитными и также имеют две группы магнитов с различной полярностью. Но магнитное усилие действует постоянно и в нерабочем положение ему препятствует блоки из немагнитного материала. После установки детали блоки смещаются, и деталь фиксируется на рабочей поверхности.
Определяющим параметром являются габаритные размеры плиты. От неё зависят не только длина и ширина обрабатываемой детали, но и высота. Следует учесть, что чем больше размеры плиты, тем выше вес и нагрузка на рабочий стол станка.
Основные параметры оснастки:
- Габаритные размеры и масса. Размер варьируется в пределах от 100х250 мм до 320х1000 мм.
- Прижимающее усилие. Как правило, данный параметр находится в пределах от 50 до 120 Н/см².
- Расстояние между полюсами магнитов или катушек. От этого зависит минимальный размер обрабатываемой заготовки.
Особенности конструкции и эксплуатации
Основой конструкции магнитной плиты являются магнитные блоки и корпус изделия. Блоки могут быть подвижными и стационарными, что определяет возможность изменения расстояния между полюсами магнита. Они состоят из металлических пластин, внутри которых расположены керамические магниты. Остальное пространство заполнено материалом не имеющим магнитных свойств.
Для перемещения магнитных блоков внутри корпуса расположен специальный эксцентриковый механизм. Для управления перемещением магнитов есть рукоять. Блок управления плитой расположен в электрошкафу. Он регулирует частотность для прижима детали. Помимо этого мощные плиты оснащены и блоком управления размагничивания, который посылает обратные кратковременные импульсы и снимает остаточное намагничивание. В противном случае, особенно если обрабатывается небольшая по площади деталь, после отключения электромагнита её очень сложно оторвать от поверхности.

Отметим следующие особенности эксплуатации электромагнитных плит:
- Возможность изменения геометрии заготовки под действием электромагнитных сил. Это необходимо учесть перед обработкой изделий, предельно аккуратно снимать и устанавливать деталь.
- При активации электромагнитов происходит нагрев поверхности плиты и заготовки. При сильном перегреве возможен выход из строя плиты и изменение свойств металла детали. Это необходимо учесть при эксплуатации оборудования.
- Со временем возможна шлифовка поверхности плиты с восстановлением её первоначальных значений шероховатости или подогнать под особенности обрабатываемых деталей.
Действующие ГОСТы
Технические условия производства плит магнитных общего назначения регулирует ГОСТ 16528-87. В нём установлены основные параметры плит с различным типом управления. Также действуют и другие отраслевые и государственные стандарты.
mekkain.ru
Особенности экранно-вакуумной и порошковой теплоизоляции
Многообещающим направлением в разработке высокоэффективных материалов для снижения энергопотерь здания стала экранно-вакуумная теплоизоляция. Технология основана на свойстве веществ, уменьшать свою теплопроводность при попадании в вакуум. Изначально разработки проводились для обеспечения защиты и терморегуляции внешней оболочки космического корабля, а также изоляции криогенного оборудования. Использование вакуумированных веществ в строительстве позволяет существенно снизить толщину утеплителя, повысив на порядок его сопротивление теплопередаче.
Что такое вакуумная теплоизоляция?
Идея использования вакуума для теплоизоляции основывается на отсутствии передачи тепла в разреженном пространстве. Разработано три метода использования технологии:
- Высоковакуумная изоляция — из полости откачивают воздух, исключая перенос энергии газом. Этот метод оставляет теплопотери с поверхности твердого тела.
- Вакуумно-порошковая изоляция — в вакуумированную полость помещается мелкий порошок, поглощающий движение оставшихся молекул газа. Использование наполнителя позволяет поддерживать геометрическую форму теплоизоляции и удешевляет производство.
- Вакуумно-многослойная изоляция — самая эффективная технология, она включает создание нескольких отражающих слоев, служащих экранами для теплового излучения. Они разделяются прокладками из стеклоткани, а внутри поддерживается вакуум.
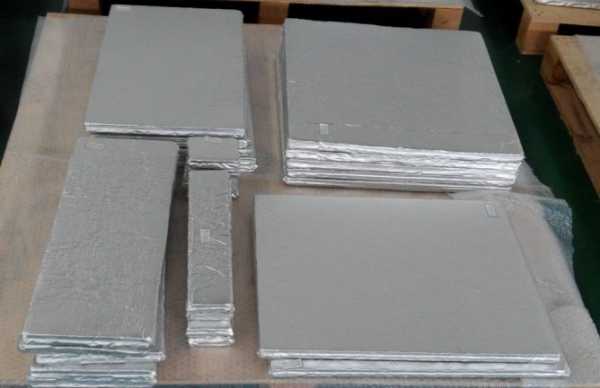
Разработки перспективного направления и создание прочных пленочных материалов позволило использовать технологию для массового изготовления нового строительного утепления. Экранно-вакуумная теплоизоляция зданий изготавливается в виде панелей, наполненных порошком или аэрогелем. Это изделие имеет пленку-оболочку, формирующую стенки панели. Материалом для нее служит металлизированная полиэфирная пленка или алюминиевая фольга.
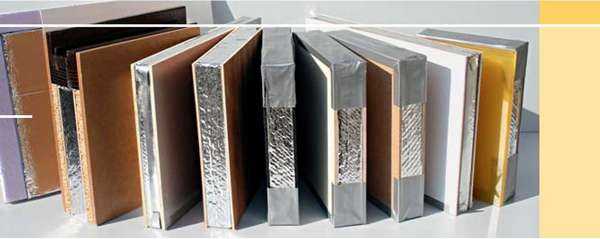
Для обеспечения прочности на нее с обеих сторон наносится пластик. От передачи тепла путем излучения панели защищает металлический экран, создаваемый слоем фольги. Чтобы избежать потери тепла по краям изделия оболочка наносится методом тонкопленочного напыления. Заваривание корпуса происходит под действием температуры и давления. Соединение должно быть широким и тонким, чтобы исключить проницаемость для газа и влаги.
Наполнителем для панелей служит мелкий пористый порошок: вспученный перлит или аэрогель кремниевой кислоты, а также пенополистирол и пенополиуретан. От величины его пор и разветвленности структуры зависят теплофизические свойства материала. Наполнитель поддерживает стенки панели и исключает радиационную передачу тепла электромагнитными волнами. Оптимальным выбором являются кремнегели и перлит с многочисленными мелкими порами и отличной способностью поглощать газ и влагу.
Свойства утепления на основе вакуума
Уникально низкий коэффициент теплопроводности вакуумных изоляционных панелей составляет 0,004-0,006 Вт/м*К. Для сравнения:
- пенополиуретан — 0,024 Вт/м*К;
- пеноплекс — 0,03 Вт/м*К;
- пенопласт — 0,041 Вт/м*К;
- минеральная вата — 0,05Вт/м*К.
Использование нового утеплителя позволяет уменьшить толщину изоляционного слоя в 6-10 раз. Например, 4,6 см вакуумной панели по сопротивлению передачи тепла соответствует 4,6 м кирпичной кладки.
Среди основных характеристик материала:
- Безопасность при пожаре, его класс огнестойкости А.
- Толщина панели составляет 20 мм.
- Отсутствие запаха и токсичных выделений.
- Длительный срок службы — 50-80 лет.
- Полная паронепроницаемость.
- Отсутствие ограничений формы, панели выпускают круглые, шаровые, цилиндрические, с 3D-поверхностью, с готовыми отверстиями.
- Возможность повторного применения.
- Безопасность для здоровья людей.
На срок эксплуатации вакуумных панелей влияет нескольких факторов: степень первоначального вакуума, размер изделия, свойства наполнителя, качество материала оболочки, эффективность поглотителя газа и влаги. Поглотители играют важную роль в увеличении продолжительности использования теплоизоляции.
Они нейтрализуют молекулы газа, проникающие снаружи или выделяющиеся из материала, помещенного в оболочку. Даже минимальное увеличение внутреннего давления повлечет снижение уровня теплоизоляции. Пористые наполнители (кремнезем, перлит) сами справляются с абсорбированием влаги и поглощением газа.
Производство вакуумных теплоизоляционных материалов
Новый вид утеплителей производится не во всех странах. Успехов в разработке и производстве вакуумной теплоизоляции добилась Германия. Панели FRONT-VIP компании VACU-IZOTEC KG имеют сердцевину из порошка кремниевой кислоты, завернутого в многослойную комбинированную пленку. Вакуумная оболочка защищается плитами вспененного полистирола толщиной 10 мм.
Изделие используется при возведении фасадов, устройстве полов и слуховых окон. Использование натуральных материалов гарантирует 100% утилизацию и безопасность панелей. Их теплопроводность составляет 0,005 Вт/м*К.
Один из мировых лидеров в производстве теплоизоляции компания IZOVER предлагает вакуумный утеплитель для размещения внутри здания. Она представляет собой панель, состоящую из вакуумированной сердцевины с алюминиевой пленкой и защитного покрытия для упрощения монтажа. Центральный слой по периметру окружает эластичный материал, обеспечивающий плотное прилегание конструкции. Изделие называется VacuPad 007, цифровое обозначение соответствует степени теплопроводности утеплителя. Использование панелей гарантирует минимальное уменьшение пространства помещений при высокой эффективности изоляции.
Внешнее покрытие материала подбирается исходя из назначения:
- полиэстеровая фибролитовая плита — крыши и террасы;
- экструдированный пенополистирол — внутренние стены и подвалы;
- МДФ — монтаж каркасных конструкций.
Монтаж панелей выполняется с помощью клеевой смеси, их нельзя крепить шурупами или резать.
Недостатки вакуумной теплоизоляции:
- Сложность монтажа, для установки необходимы знания и аккуратность. Особенность материала исключает возможность разрезания, сверления или подгонки под нужный размер. При повреждении оболочки панели лишаются теплоизоляционных свойств.
- Необходимо соблюдать осторожность не только при монтаже, но и в процессе складирования и транспортировки.
- Высокая стоимость вакуумной теплоизоляции не способствует популяризации материала.Область применения вакуумных панелей

Экранно-вакуумная теплоизоляция часто устанавливается внутри ограждающих конструкций на этапе возведения стен. Размещение между двумя перегородками из бетона или кирпича исключает механическое воздействие и повреждение утеплителя.
Сфера применения не ограничивается стенами, часто дорогостоящая изоляция используется для входной двери и кровли. Материал с каучуковым защитным покрытием устанавливается на пол.
Вакуумная изоляция применяется во многих сферах:
- животноводческие комплексы;
- теплицы и овощехранилища;
- медицина и криогенная техника;
- спортивные комплексы;
- холодильное оборудование;
- судостроение.
remontami.ru
вакуумное приспособление - патент РФ 2207239
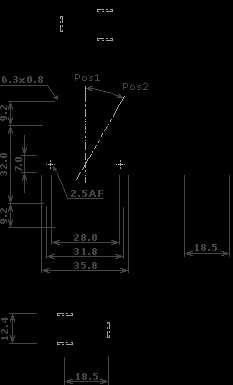
Изобретение относится к обработке материалов резанием и может быть использовано для закрепления сплошных деталей типа тонких пластин из немагнитных материалов на металлорежущих станках. Приспособление содержит основание, пластину и присос в виде плиты с уплотнительной манжетой, расположенный в основании с образованием полости и соединенный с источником вакуума посредством вакуум-провода. Под плитой с образованием полости установлена поджимная планка с отверстием большого сечения. Плита выполнена с опорными выступами и отверстиями малого сечения между ними. Полости, образованные опорными выступами плиты и пластиной, поджимной планкой и плитой, соединены с вакуум-проводом посредством упомянутых отверстий малого и большого сечения соответственно. Применение устройства позволяет упростить конструкцию, повысить надежность автоматического крепления детали за счет снижения величины деформации и увеличения площади крепления пластины, повысить точность обработки, расширить весовой диапазон обрабатываемых деталей, что ведет к расширению технологических возможностей закрепления деталей типа пластин из немагнитных материалов. 2 ил. Изобретение относится к обработке материалов резанием и может быть использовано для закрепления сплошных деталей типа тонких пластин из немагнитных материалов на металлорежущих станках. Известно вакуумное устройство [1] , в корпусе которого установлена эластичная оболочка и выполнены отверстия, соединенные с вакуумной системой. С целью повышения точности закрепления патрон снабжен упругим элементом, мелкодисперсной средой и установленной на поверхности корпуса металлической мембраной, при этом упругий элемент установлен между корпусом и эластичной оболочкой, а мелкодисперсная среда расположена между эластичной оболочкой и металлической мембраной. Недостатком данного устройства является наличие мембраны и мелкодисперсной среды, с помощью которых осуществляется крепление детали, уменьшение активной площади крепления не позволяет автоматически закреплять деталь. Копирование наследственной погрешности детали за счет деформации мембраны, изменения расположения мелко дисперсной среды, эластичной оболочки и упругого элемента не позволяет достичь высокой точности обработки. Наиболее близким по технической сущности является вакуумное приспособление [2], в основании которого расположены подпружиненные присосы, соединенные посредством вакуум-провода с источником вакуума, а каждый подпружиненный присос выполнен в виде плиты с уплотнительной манжетой, опорная поверхность которой соединена с вакуум-проводом. При этом с целью повышения надежности крепления деталей каждая опорная плита снабжена размещенным в основании диафрагменным двигателем, выполненным в виде корпуса с отверстием малого сечения и диафрагмы, причем полость, образованная основанием и диафрагмой, соединена с атмосферой, а полость, образованная диафрагмой и корпусом, посредством малого отверстия с вакуум-проводом. Приспособление снабжено устройством регулирования усилия зажима, которое выполнено в виде регулировочного болта с конусным наконечником и шарика, размещенных в выполненных в основании двух взаимно перпендикулярных отверстиях, при этом шарик предназначен для взаимодействия с одной стороны с конусным наконечником регулировочного болта, а с другой стороны - с плитой. Недостатком данного приспособления является сложность конструкции за счет расположения в каждой опорной плите диафрагменного двигателя и устройства регулирования усилия зажима, недостаточная чувствительность срабатывания за счет диафрагменного двигателя и пружин сжатия, уменьшенная площадь крепления пластины, что ограничивает весовой диапазон обрабатываемых деталей и снижает точность обработки. Задача, решаемая данным изобретением, - это упрощение конструкции, повышение надежного автоматического закрепления пластины при одновременном увеличении точности обработки деталей. Согласно данному изобретению решение поставленной задачи достигается тем, что в известном вакуумном приспособлении, состоящем из присоса, соединенного посредством вакуум-провода с источником вакуума, присос выполнен в виде плиты с уплотнительной манжетой, при этом плита выполнена в виде опорных выступов, между которыми выполнены отверстия малого сечения, под плитой установлена поджимная планка с отверстием большого сечения, причем полость, образованная опорными выступами и пластиной, и полость между поджимной планкой и плитой соединены с вакуум-проводом посредством отверстий малого и большого сечения соответственно. Сущность заявляемого объекта поясняется чертежами, где изображено вакуумное устройство: на фиг.1 - общий вид устройства; на фиг.2 - вид Д фиг.1. Вакуумное приспособление состоит из основания 1, установленного на стойке 2, присоса, выполненного в виде плиты 3, уплотнительной манжеты 4, закрепленной в канавках основания 1 и выступающей над опорной поверхностью плиты, поджимной планки 5 и упорной планки 6. Плита 3 установлена в основании 1, причем опорная поверхность плиты 3 выполнена в виде опорных выступов. Поджимная планка 5 установлена под плитой 3 так, что образует полость 7. Полость 7 подсоединяется к вакуум-проводу 8 при помощи технологического отверстия большого сечения 9, выполненного в поджимной планке 5. В плите 3 между опорными выступами выполнены отверстия малого сечения 10. Пластина 11 установлена на опорные выступы плиты 3, образуя полость 12, которая соединяется с полостью 7 при помощи отверстий малого сечения 10. Полости 7 и 12 с помощью вакуум-провода 8 соединены через переключатель 13, расположенный на стойке 2, с источником вакуума через шланг 14. При подсоединении вакуум-провода 8 к источнику вакуума воздух из полости 12, образованной опорными выступами плиты 3, ограниченной уплотнительной манжетой 4 и пластиной 11, откачивается через отверстия 10 плиты 3 и отверстие 9 поджимной планки 5. Пластина 11 давлением атмосферы прижимается к опорным выступам плиты 3, сжав уплотнительную манжету 4 по всему периметру со степенью сжатия 5-10%, для уплотнения разряженной полости 7 приспособления. Упорная планка 6 препятствует смещению пластины в процессе обработки. На фиг.2 изображено: а1 - расстояние между крайними опорными выступами; а - расстояние между промежуточными опорными выступами; А, В - внутренние размеры опорных выступов с длиной, на 20-24 мм короче пластины, A1, B1 - размеры пластины. Опорные выступы плиты 3 выполнены в направлении ее большой стороны с длиной, на 20-24 мм короче пластины, расстоянием между выступами с минимальной величиной допускаемого прогиба пластины и с минимальной площадью контакта с обрабатываемой пластиной. Наибольший прогиб пластины между опорными выступами не должен превышать 1/5-1/10 допуска на толщину пластины. Вакуумное приспособление работает следующим образом. Переключателем 13, установленным на стойке 2, вакуум-провод 8 подсоединяется к источнику вакуума. Из полости 12, образованной пластиной 11 и опорными выступами плиты 3, ограниченной уплотнительной манжетой 4 и полости 7, образованной поджимной планкой 5 и плитой 3, откачивается воздух. Причем благодаря отверстиям малого сечения 10 в полости 12, образованной пластиной 11 и опорными выступами плиты 3, ограниченной уплотнительной манжетой 4, воздух откачивается раньше, чем из полости 7, вследствие чего давление полости 12 понижается. В результате пластина 11 прижимается к опорным выступам плиты 3, сжимая уплотнительную манжету 4. Так как полость 7 соединена с вакуумным каналом под пластиной 11, то за счет разности давлений под пластиной в полости 12 и над пластиной (атмосферное) она надежно удерживается на поверхности опорных выступов плиты 3. Для снятия пластины 11 с приспособления достаточно переключателем 13 отключить источник вакуума и соединить вакуум-провод 8 с атмосферой. Воздух начинает поступать в полость 7 между планкой 5 и плитой 3 и в полость 12 между опорными выступами плиты 3 и пластиной 11. Уплотнительная манжета 4 отжимает пластину от опорных выступов. Применение данного устройства позволяет упростить конструкцию, повысить надежность автоматического крепления детали за счет снижения величины деформации и увеличения площади крепления пластины, повысить точность обработки, расширить весовой диапазон обрабатываемых деталей, в результате расширяются технологические возможности закрепления деталей типа пластин из немагнитных материалов. Источники информации 1. В 23 Q 3/08 1484564. Вакуумное устройство, 1989. 2. В 23 Q 3/08 1421479. Вакуумное приспособление, 1988 /прототип/.ФОРМУЛА ИЗОБРЕТЕНИЯ
Вакуумное приспособление, содержащее основание, пластину и присос в виде плиты с уплотнительной манжетой, расположенный в основании и соединенный с источником вакуума посредством вакуум-провода, отличающееся тем, что оно снабжено установленной под плитой с образованием полости поджимной планкой с отверстием большого сечения, а плита выполнена с опорными выступами, образующими с пластиной полость, и отверстиями малого сечения между ними, при этом полости, образованные опорными выступами плиты и пластиной, поджимной планкой и плитой соединены с вакуум-проводом посредством упомянутых отверстий малого и большого сечения соответственно.www.freepatent.ru
Магнитная плита для шлифовального станка
Содержание статьи:
Одним из основных компонентов шлифовального станка является фиксирующий элемент, с помощью которого происходит крепление заготовки для дальнейшей обработки. Наряду с механическими узлами широкое распространение получила плита магнитная, которая отличается от аналогов не только надежностью, но и хорошими эксплуатационными свойствами.
Общие сведения о конструкции
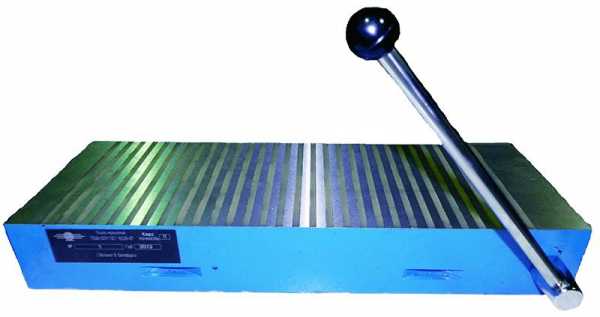
Механическая магнитная плита
Главным преимуществом магнитных плит является хороший показатель фиксации заготовки, а также их относительно небольшие размеры. Для комплектации станков применяются два типа: электромагнитные и магнитные. Они имеют существенные конструктивные различия.
Плита имеет достаточно простой принцип работы. На ее поверхности создается магнитное поле, которое удерживает металлосодержащие заготовки на поверхности стола. Это позволяет выполнить обработку не только внешней плоскости материалов, но и торцевых областей. В некоторых случаях возможно одновременное шлифование нескольких деталей. Благодаря магнитным свойствам на рабочую поверхность можно установить дополнительное оборудование или вспомогательные устройства.
Конструктивные особенности магнитных плит различного типа:
- плита электромагнитная. Она состоит из корпуса, внутри которого расположены две группы электромагнитных катушек. Они разделены немагнитной прослойкой. При подаче электричества на установленную деталь, формируется электромагнитное поле, которое фиксирует заготовку. Недостатком подобной конструкции является отсутствие сцепления в случае отключения электроэнергии. Поэтому рекомендуется установить реле деактивации станка при возникновении подобной ситуации;
- магнитная плита. Конструктивно она напоминает электромагнитную модель. В ней также установлены две группы магнитов, отличающихся полярностью. На рабочей поверхности плиты установлены блоки из немагнитного материала. В нормальном положении они препятствуют возникновению магнитного поля. С помощью механического устройства происходит их смещение, в результате чего заготовка надежно фиксируется на столе.
Механическая плита магнитная имеет большую степень надежности, но для ее включения/выключения необходимо поворачивать рычаг. Это влияет на оперативность смены положений деталей, и как следствие — производительность. Поэтому чаще всего электромагнитные модели используются при массовом производстве, а механические — для более точной обработки.
Помимо горизонтально ориентированных плит для шлифования может использоваться устройство для поперечного сверления валиков. Магниты располагаются вдоль заготовки, что дает возможность обрабатывать цилиндрические детали сложной формы.
Технические параметры

Электромагнитная плита
Магнитные плиты редко входят в стандартную комплектацию заводского оборудования. Чаще всего их приобретают отдельно. Поэтому важно знать их основные технические характеристики, которые должны соответствовать параметрам конкретной модели станка.
Определяющим параметром являются габариты. Размер плиты может варьироваться от 10*25 см до 32*100 см. При этом при увеличении габаритов устройства возрастает его масса. Это напрямую влияет на максимальный вес обрабатываемой детали, так как плита устанавливается на стандартный рабочий стол.
Основные параметры, которыми должна обладать плита магнитная:
- размеры и масса. Учитываются не только ширина и длина, но и высота. Она может повлиять на максимально допустимый размер детали;
- удельная сила притяжения. Она должно быть равномерна по всей плоскости установки. Обычно этот параметр составляет от 50 до 120 Н/см²;
- расстояние между полюсами. Эта характеристика определяет минимальный размер обрабатываемой детали.
Во время работы плита магнитная может изменить геометрию заготовки. Поэтому процесс установки и последующего снятия детали должен быть максимально аккуратен. Также следует учитывать основной недостаток электромагнитных моделей — нагрев поверхности во время активации. Это не только является основной причиной выхода из строя устройства, но и сказывается на свойствах заготовки.
В видеоматериале показан пример работы магнитной плиты небольших размеров:
stanokgid.ru






Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






