
что это такое, где применяется, особенности, достоинства и недостатки
На огромных предприятиях, выпускающих сельскохозяйственную технику, корабли, а также самолеты, используют методы, которые нельзя отнести к классическим.
Фактор такого решения в том, что вне зависимости от того насколько хорошо укомплектован состав сварщиков на производстве они не могут работать продуктивно из-за присутствия человечного фактора
Поэтому при возникновении таких ситуаций используют нестандартные технологии сварки. К ним относится сварка трением. О ней расскажем подробнее.
Содержание статьиПоказать
Справочная информация
 Фрикционная сварка | The Power of Friction» src=»https://www.youtube.com/embed/4jQEmMqiL7o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Фрикционная сварка | The Power of Friction» src=»https://www.youtube.com/embed/4jQEmMqiL7o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Фрикционная или как еще ее называют сварка трением — сварка, которую используют для соединения металлов отличительных по химическому составу.
Основной принцип работы этой технологии заключается в трении деталей друг о друга, в результате чего они нагреваются, из-за возникшего теплу метал плавиться и формируется слияние деталей.
Однако помимо трения, во время производства большое значение имеет давление, оказываемое на эти детали, а еще следующая проковка болванок.
Принципы лежащие в основе фрикционной сварки крайне просты поэтому ее применяют в передовых производствах, так как такой метод повышает результат и качество продукции.
И для этого не требуются сотрудники с высокой квалификацией, а достаточно обычного сварщика которого обучили как верно налаживать оснащение, а все остальное сделает программа.
Негативные и позитивные стороны
Позитивные стороны заключаются в результативности работы, высоком качестве соединения, а также возможности соединять заготовки из металлов отличающиеся по химическому составу.
Также есть недочеты: из-за того что станки рассчитаны на работу с болванками конкретных габаритов нельзя работать с деталями разных размеров.
Также нельзя работать с деталями которые имеют S поперечного сечения 150 мм2. В других направлениях технология показала себя очень хорошо.
Применение
Фрикциионная сварка трением массово эксплуатируется в разработке кораблей, воздушных судов, создании сельхоз техники, деталей для атомной энергетики, электротехники и производств механизмов для нефтяной промышленности.
То есть область применения большая. Еще предоставленная разработка продемонстрировала себя действенной и в наиболее трудных и серьезных сферах изготовления, к примеру, ее используют при соединении комплектующих космических кораблей.
Разновидности
Подвиды сварки трением: инерционная, колебательная, с непрерывным приводом, а также радиальную и орбитальную. О каждой из них расскажем детально
- С непрерывным приводом
Технологию придумали в середине 20-го века. Принцип ее работы достаточно прост и не претерпел изменений. Во время работы за станком одна болванка располагается неподвижно, а вторая вертится. Как только они контактируют, возникает осевое напряжение нагрева. Заготовки раскаляются и при получении определенной температуры деталь которая вращалась прекращает движение. После этого происходит проковка деталей. Ниже изображена методика работы данной технологии, где 1 это тормоз, а 2 и 3 болванки
Принцип ее работы довольно прост: во время вращения насаженного на шпиндель маховика скапливается энергия. Когда скорость вращения достигнет нужного значения, заготовки направляются друг на друга нагрузкой. После остановки шпинделя заканчивается и процесс сварки. Ниже на схематическом рисунке изображен принцип работы 1 – маховик 2, 3 – детали
Известна как колебательная. Принцип работы в колебании под конкретным углом двух или одной детали. Сварка вибротрением употребляется время от времени, при этом более подходит для соединения термо- и реактопластов.
Принцип работы в колебании под конкретным углом двух или одной детали. Сварка вибротрением употребляется время от времени, при этом более подходит для соединения термо- и реактопластов.
Уделите внимание этому виду. В этом пункте мы кратко опишем принцип ее работы.
Суть способа в том что слияние происходит когда две детали вращаются одна вокруг другой. Потом происходит совмещение осей заготовок что вызывает их остановку и окончание сварки, после происходит проковка.
При таком виде сварки идет равномерное выделение тепла что позволяет беспрепятственно варить заготовки у которых большая площадь поперечного разреза. Ниже на рисунке, а – нагрев, б – проковка.
Ниже на рисунке, а – нагрев, б – проковка.
При использовании этой технологией используется 2 кольца – внешнее и внутренне. Они вращаются под конкретным углом, в результате выделяется тепло, которое плавит окончания трубок. При этом дополнительно можно оказывать давление на трубы.
Процесс
В этом пункте мы опишем сам процесс . Во-первых, нужно подготовить металл. Но если вы будете использовать сварку трением, это не занимает основное место так как она никак не влияет на свойства сварного соединения, а все шероховатости потом исправляются.
Поэтому детали можно разрезать дисковой пилой или просто ножницами по металлу.
Не переживайте если возникнут неровности, это можно исправить затиранием или просто сделать процесс нагревания более длительным.
Также можно не обращать внимания на внешние загрязнения метала так как при нагревании ржавчина, следы краски или масла исчезают.
Для получения качественного шва, нужно правильно установить режим сварки.
Для настройки режима необходимо учитывать много деталей и так как новичкам сложно устанавливать каждое значение ниже мы приведем оптимальный алгоритм следуя которому вы, по началу сможете задать оптимальные настройки однако что бы понимать суть процесса необходимо будет ознакомиться с регламентом.
Первый параметр, который выставляется — скорость вращения деталей. Все зависит от используемого металла: к примеру для заготовок из титана это 4 или 5, для деталей из алюминия и меди, или их сплавов хватит 2, а если нужно варить из черного металла то лучший вариант от 2,6 до 3
После этого настраивается удельное давление притирки: благодаря ему можно улучшить и ускорить процесс сварки трением. Стандарта здесь нет, так как все зависит от металла с которым вы будете работать.
Например при сварке трением деталей ил углеродистой стали мы задаем время притирки в пределах 1-3 секунд и выставляем значение в 10 Мегапаскалей. Но все равно напоминаем о важности ознакомления с нормативными документами.
Следующим шагом идет настройка удельного давления нагрева, здесь также все зависит от сплава с которым вы будете работать. Если деталь из низколегированной стали или углеродистой необходимое значение 30-60 Мегапаскалей.
Если же вы будете использовать инструментальную или например жаропрочную стали то значение составляет 60-120 Мегапаскалей, если из алюминия то вполне будет хватать 7-20 Мегапаскалей.
Также нужно помнить о настройки удельного давления проковки. Тут все зависит от пластических свойств выбранного метала. Например для алюминия достаточно 8 – 10 Рн (Мегапаскалей). Рекомендованое время проковки – до 3 секунд
Последний параметр это длительность торможения и длительность нагрева деталей. При установке этого параметра единых стандартов нет, можете пофантазировать и попробовать разные варианты.
Единственное что нужно помнить – длительность торможения должна быть небольшой.
Оснащение
В оснащение могут входить различные компоненты, это зависит от цены набора и сферы внедрения.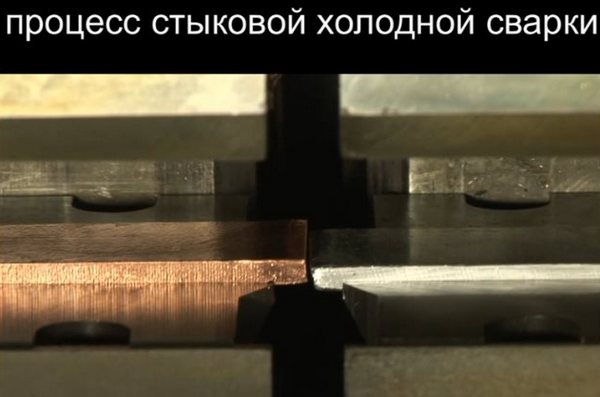 В обычный набор входит: сварочная машинка, станка, снимающего грат, а еще бота или манипулятора, с его помощью можно смещать заготовки имеющие большие размеры.
В обычный набор входит: сварочная машинка, станка, снимающего грат, а еще бота или манипулятора, с его помощью можно смещать заготовки имеющие большие размеры.
Для настройки оснащения необходимо устанавливать такие параметры: величина болванки, скорость сварки трением и мощность привода шпинделя.
У опытных сварщиков не возникнет проблем с настройкой большей части этих опций, но при расчете силы привода возникают трудности. Поэтому советуем применять последующую формулу:
Формула расчета
S — площадь сечения которое необходимо сварить, а N сталая величина значение которой 20 Вт/мм2.
Выводы
 com/embed/hlQSEA0zeh0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/hlQSEA0zeh0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Технологии которые мы описали, это простой, однако действенный способ сварки трением. Если их использовать есть возможность повысить продуктивность, улучшить качество соединения, а и работать с разнородными металлами.
Был ли у вас опыт работы с этой технологией? Своим опытом можете поделиться в комментариях.
А также рекомендуем посмотреть с видео, где детально описывается технология сварки трением с перемешиванием алюминиевых сплавов.
виды, оборудование, преимущества и недостатки
Фрикционная технология или сварка трением основана на способности металла преобразовывать энергию силы трения в тепловую. Метод разработан в России более 60 лет назад для соединения разнородных металлов. Экологически безопасная технология постоянно совершенствуется, расширяется спектр производимых сварных работ.
Что такое сварка трением
Сварка трением, по сути, это способ соединения металлов под давлением при нагреве до точки пластичности за счет фрикционных сил во время взаимного движения заготовок. Детали подвергают трению под большой нагрузкой. Благодаря происходящим в металле внутренним структурным процессам, удается получать прочные соединения без больших энергозатрат. Движение бывает:
- вращательным;
- поступательным;
- возвратно-поступательным (колебательным).
Двигаются обе заготовки одновременно или только одна, вторая жестко закреплена. В отличие от других видов сварки, технология с использованием силы трения применима для сплавов с разными температурами плавления. В процессе соединения металл не расплавляется, а вдавливается, образуя прочный шов.
Область применения
Фрикционная сварка изначально разрабатывалась для оборонной промышленности, атомного комплекса. Затем метод стали использовать в машиностроении, электротехнике.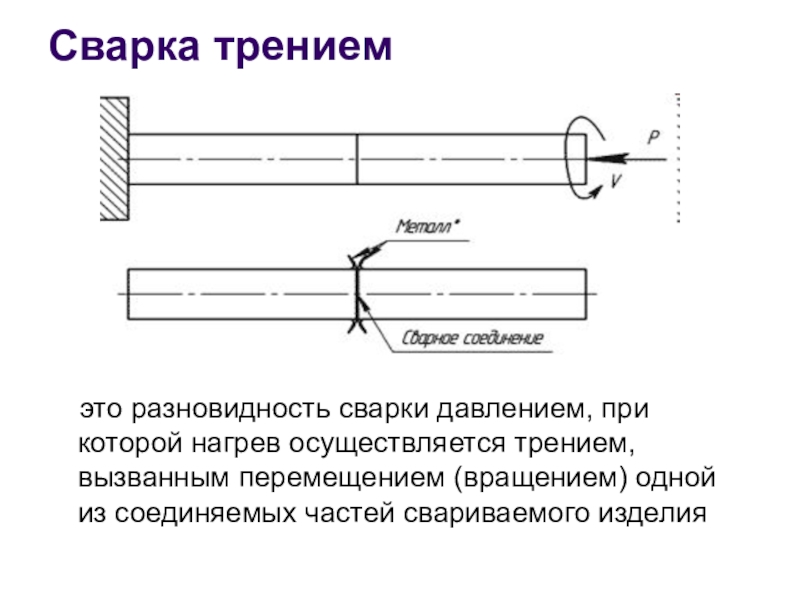 Радиальным методом сваривают трубы для добывающей отрасли. Подходит для соединения плохо свариваемых металлов, магниевых, алюминиевых сплавов, цветных металлов, углеродистой, легированной стали, разнородных пластичных сплавов. Технология заменяет клепку, контактную электросварку. Используется для наплавки режущего инструмента, восстановления деталей.
Радиальным методом сваривают трубы для добывающей отрасли. Подходит для соединения плохо свариваемых металлов, магниевых, алюминиевых сплавов, цветных металлов, углеродистой, легированной стали, разнородных пластичных сплавов. Технология заменяет клепку, контактную электросварку. Используется для наплавки режущего инструмента, восстановления деталей.
Преимущества и недостатки
В сравнении с другими видами соединения металлов, у использования силы трения хорошие перспективы. У метода много преимуществ:
- технология отличается высокой производительностью, шов образуется за несколько секунд благодаря скоростному движению деталей, непродолжительному сжатию заготовок;
- удается получать прочные соединения, процент брака невысокий;
- стабильно хорошее качество швов: на них нет окалины, пережогов, непроваров, пористости;
- не требуется предварительной зачистки оксидного слоя;
- перечень свариваемых сплавов широк;
- технология безопасна, не требуется обычной экипировки сварщика;
- процесс автоматизирован, только крупногабаритные детали приходится устанавливать вручную.

Основные недостатки:
- невысокая универсальность, геометрия свариваемого проката ограничена: прутки, трубы, листовой прокат, лента, полоса;
- габаритное оборудование, оно устанавливается стационарно, мобильных аналогов нет;
- нарушается микроструктура сплава в области пластической деформации, искривление структурных волокон при сварке приводит к усталостной деформации, со временем металл теряет былую прочность.
Виды сварки трением
Разработаны различные технологии, в результате которых в месте стыка образуется сцепляющий молекулярный слой, надежно удерживающий свариваемые заготовки вместе. Методика предусматривает различные способы преобразования силы трения в тепловую. Каждую технологию сварки стоит рассмотреть подробно.
Сварка трением с перемешиванием
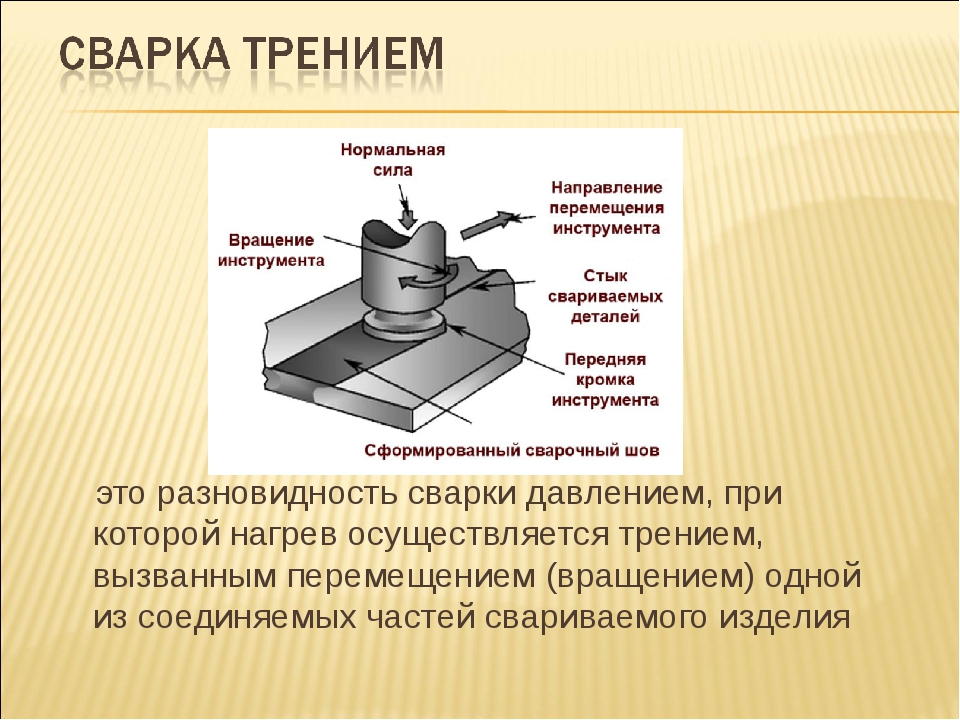
Молодая технология запатентована в конце прошлого века, разработана в Британии. При сварке трением с перемешиванием обе свариваемые детали закрепляются неподвижно. Кромки подготавливают так, чтобы между ними мог пройти вращающийся инструмент, создающий силу трения. Он представляет собой цилиндр со штырем и заплечиками. Кромки для сварки трением с перемешиванием нагреваются от вращения центрального штыря между сдавливаемыми деталями. Размягченный металл смешивается движущимся стержнем, центробежной силой вытесняется назад, полностью заполняет зазор между заготовками. Формируется сварочный шов, валик корректируют заплечики. После одной или нескольких проходок стыка инструмент, используемый при сварке, выходит за область деталей. При сжатии жидкий металл шва уплотняется.
Кромки подготавливают так, чтобы между ними мог пройти вращающийся инструмент, создающий силу трения. Он представляет собой цилиндр со штырем и заплечиками. Кромки для сварки трением с перемешиванием нагреваются от вращения центрального штыря между сдавливаемыми деталями. Размягченный металл смешивается движущимся стержнем, центробежной силой вытесняется назад, полностью заполняет зазор между заготовками. Формируется сварочный шов, валик корректируют заплечики. После одной или нескольких проходок стыка инструмент, используемый при сварке, выходит за область деталей. При сжатии жидкий металл шва уплотняется.
Сварка трением с перемешиванием
Линейная сварка
Для нагрева металла используется поступательное движение. Для линейной сварки трением кромки соприкасаются за счет колебательных движений, одна заготовка зажимается, другая подвижна. Когда металл разогрет до точки пластичности, детали сжимают. Размягченный сплав в процессе сварки взаимно вжимается, образуется общий слой молекул. Технология применяется для соединения элементов из различных металлов, схожих по показателям пластичности. Образуется прочное соединение по всей площади стыка.
Технология применяется для соединения элементов из различных металлов, схожих по показателям пластичности. Образуется прочное соединение по всей площади стыка.
Орбитальная сварка
Сжатые заготовки соприкасаются, вращаясь по разным орбитам в одной плоскости. Орбитальную сварку трением обычно используют для деталей с большой площадью соприкосновения. Регулируется относительное смещение осей (эксцентриситет), скорость движения. Когда за счет силы трения поверхности заготовок разогреваются до необходимой температуры, заготовки устанавливают соосно, сильно сдавливают. После формирования шва производится проковка для упрочнения структуры диффузного слоя.
Орбитальная сварка трением: а — стадия нагрева; б — стадия проковки
Инерционная сварка трением
По технологии одна свариваемая часть плотно фиксируется, другая крепится к маховику. Разгоняется, скорость достигает 11 м/с, угловое ускорение – от 150 до 300 рад/с2. Разогрев происходит во время сближения раскрученной заготовки с неподвижной. Разогрев происходит за счет сил инерции, накопленной маховиком. Двигатель в этот момент уже отключен, а подвижную заготовку вдавливают в неподвижную с усилием до 4740 кг/см2 в зависимости от толщины свариваемых элементов, вида и марки сплава. Когда маховик останавливается (заканчивается накопленная энергия), разогретые прижимаемые друг к другу поверхности сцепляются, образуя общий диффузный слой.
Разогрев происходит за счет сил инерции, накопленной маховиком. Двигатель в этот момент уже отключен, а подвижную заготовку вдавливают в неподвижную с усилием до 4740 кг/см2 в зависимости от толщины свариваемых элементов, вида и марки сплава. Когда маховик останавливается (заканчивается накопленная энергия), разогретые прижимаемые друг к другу поверхности сцепляются, образуя общий диффузный слой.
Инерционная сварка трением: 1 — маховик; 2 — свариваемые детали
Сварка трением с непрерывным ходом
Технология была разработана в середине прошлого века. Одну из свариваемых деталей жестко закрепляют, другая непрерывно вращается на этой же оси. От осевого усилия нагрева детали разогреваются. При достижении точки пластичности вращение прекращается. Когда заготовки с усилием сдавливают, образуется диффузный слой, поверхности спекаются. Стык для уплотнения проковывают. Процесс регулируют по времени разогрева поверхностей, степени сдавливания.
Сварка трением с непрерывным ходом: 1 — тормоз; 2,3 — свариваемые заготовки
Радиальная сварка
Этот метод создан для заделки трубных стыков, роль присадки выполняет разжимное кольцо. Существует два способа установки присадочного обода:
Существует два способа установки присадочного обода:
- наружный, кольцо вращается поверх трубы, внутрь устанавливается оправка, которая не дает трубе деформироваться при сжатии разогретого кольца;
- внутренний, кольцо вращается внутри трубы, оправка надевается сверху.
При вращательном движении кольца возникает сила трения. Кромки разогреваются, поверхность присадочного обода тоже. При сжатии наружного или расширении внутреннего кольца формируется сварной шов, образуется герметичное соединение, рассчитанное на большую нагрузку.
Радиальная сварка трением: а — с наружным разжимным кольцом; б — с внутренним разжимным кольцом; 1,2 — свариваемые заготовки; 3 — вращающееся кольцо из присадочного материала; 4 — зажимные элементы; 5 — оправка
Штифтовая сварка
Метод используют для укрепления деталей в месте дефекта. Под размер штифта, выполняющего роль наплавки, высверливается отверстие. Штифт вводится вращением с большой скоростью. За счет силы трения металл в области соединения разогревается, размягчается.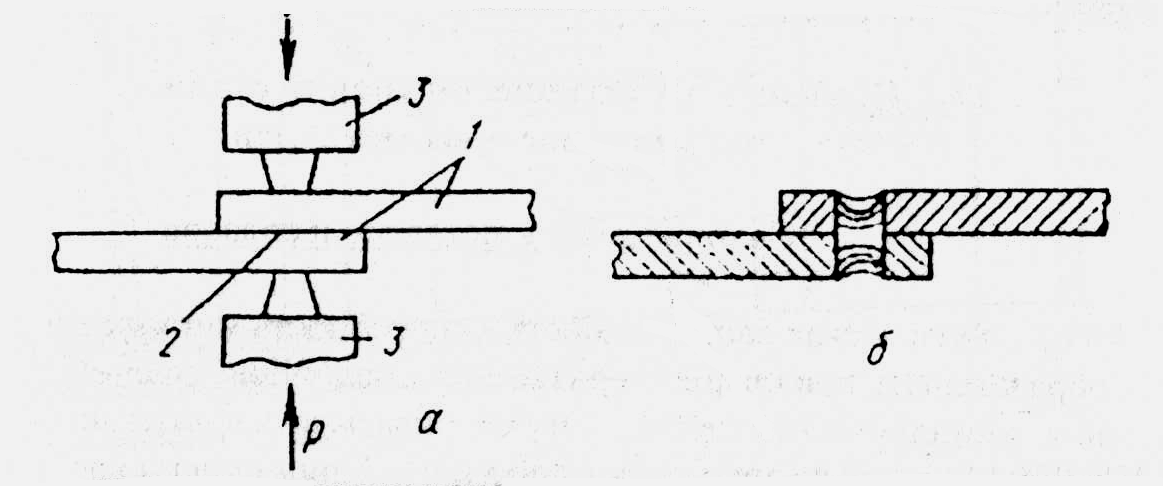 Между штифтом и деталью формируется прочный сварочный шов. Мобильный метод часто применяется при проведении ремонтных работ. Надежно установленный штифт повышает срок службы упрочняемой детали.
Между штифтом и деталью формируется прочный сварочный шов. Мобильный метод часто применяется при проведении ремонтных работ. Надежно установленный штифт повышает срок службы упрочняемой детали.
Колебательная сварка
Технология вибротрения предусматривает движение одной или обеих заготовок относительно друг друга с высокой частотой. При возвратно-поступательном движении поверхности становятся пластичными, быстро схватываются при сжатии. Метод применяется для соединения материалов с высоким коэффициентом пластичности.
Роликовая сварка
Метод разработан для листовой тонкостенной стали. Вращающийся ролик движется по шву со скоростью до 2м/с, прижимные пластины в это время оказывают давление до 5 кг/см2. За счет вращения ролика создается необходимое для разогрева металла трение в области стыка или наложения тонких листов внахлест.
Технология сварки трением
Рассматривая технологию с точки зрения физико-химических процессов, можно выделить несколько последовательных процессов:
- происходит истирание оксидного слоя в процессе соприкосновения деталей во время движения;
- область шва нагревается до температуры пластичности металла, он способен деформироваться под давлением;
- возникает единый диффузный слой в процессе проникновения молекул одной детали в другую, за счет этого образуются швы на разнородных и однородных металлах;
- формирование шовного валика вызвано выдавливанием пластичного металла за зону стыка;
- фиксация свариваемых деталей до затвердевания диффузного слоя;
- образование монолитной структуры в месте шва, проходит процесс кристаллизации, формирования металлической решетки.

При трении контактируют отдельные выступы, металл в зоне трения прогревается равномерно на небольшую глубину. После осадки деталь остывает медленно, образуя соединение по всей площади стыка.
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Контроль качества
При визуальном методе контроля швов выявляют подрезы, наплывы, трещины. Внутренние дефекты выявляют методами разрушающего или неразрушающего контроля.
Разрушающие:
- металлографический анализ шва;
- исследование химического состава диффузного слоя;
- механические испытания (определяют предел выносливости соединения на растяжение, кручение, изгиб под ударной нагрузкой, сжатие; проверяют усталостную стойкость шва, герметичность соединения).
Разрушающие методы контроля применяются в исключительных случаях:
- на образцах при разработке технологии;
- готовых деталях при выборочном контроле, регламентированном стандартом.

К неразрушающим методам относятся исследования с применением приборов, делается:
- просвечивание соединения рентгеновскими или гамма-лучами;
- ультразвуковой основан на способности луча отклоняться при различной плотности материала;
- магнитные фиксируют изменение потока.
Исследования проводятся выборочно, где на шов оказывается разнонаправленная нагрузка. Фрикционная технология надежная: образуются прочные швы, если обеспечена достаточная скорость движения, на разогретый металл оказывается необходимое давление.
Сварка трением | Сварка и сварщик
В 1956 г. токарь-новатор А.М. Чудиков предложил и практически осуществил сварку трением для ряда деталей. В этом виде сварки соединение получают при совместном пластическом деформировании и нагреве деталей. Нагрев происходит в результате трения двух поверхностей сжатых между собой деталей, то есть механическая энергия преобразуется в тепловую. Наибольшее распространение получила схема сварки, когда нагрев трением осуществляется в контакте между деталями, одна из которых вращается относительно другой. Возникающее при вращении трение, а также пластическое деформирование вызывают разрушение окисных и адсорбированных пленок и удаление их и других посторонних включений из зоны сварки. Такая очистка позволяет в процессе пластической деформации обеспечить надежную металлическую связь по всей поверхности свариваемых деталей и получить высокопрочное соединение.
В процессе нагрева трением различают три стадии.
Первая стадия представляет собой приработку трущихся поверхностей, когда сминаются выступы, разрушаются пленки, обеспечивается металлический контакт по всей поверхности стыка свариваемых деталей. В конце первой стадии момент сил трения уменьшается до минимума.
С началом второй стадии возникают отдельные очаги металлической связи (очаги схватывания), которые постепенно расширяются, но по мере перемещения трущихся поверхностей относительно друг друга разрушаются. На этой стадии момент трения постоянно нарастает до максимума и происходит интенсивный нагрев торцов.
Для третьей стадии характерно падение момента сил трения, так как с повышением температуры металла очаги схватывания легко разрушаются и прочность металла уменьшается. При нагреве торцов деталей до пластического состояния (Тп = 0.7…0.9 Тпл) момент сил трения стабилизируется и в дальнейшем не меняется. В результате температура по сечению стыка выравнивается и металл деталей оказывается подготовленным к образованию сварного соединения. Вращение детали практически мгновенно прекращается и детали сжимаются с усилием проковки, которое обычно в два раза больше усилия при нагреве.
Основные параметры режима сварки трением:
1. Скорость относительного перемещения свариваемых поверхностей. Для вращающихся деталей оптимальное число оборотов должно соответствовать относительной окружной скорости Vокр = 12…60 об/мин.
2. Величина осевого усилия при нагреве Рн и осевого усилия при проковке Рп. Эти усилия зависят от площади сечения свариваемых деталей и свойств материалов. Поэтому эти усилия для разных материалов задаются через удельное давление Руд = 2…25 кг/мм2.
3. Величина осадки при нагреве ΔLH и осадки при проковке ΔLп. Суммарная осадка зависит от свойств материала и выбирается в зависимости от диаметра деталей dд, то есть ΔLH + ΔLп = 0.2…0.5dд, величина ΔLH прямо зависит от времени нагрева tH, которое часто используется в качестве параметра режима сварки. Малый объем металла, нагреваемого при сварке трением, требует малого времени нагрева (1.5…50 с) и незначительного расхода энергии.
Мощность при сварке трением в 5…10 раз меньше, чем при контактной сварке. При этом обеспечивается равномерная нагрузка фаз питающей сети и высокий коэффициент полезной мощности cos ? = 0.8…0.85. Мощность двигателя для вращения детали можно существенно уменьшить, если предварительно накопить механическую энергию во вращающемся маховике машины. По этому принципу создано оборудование для так называемой инерционной сварке трением.
Одно из наиболее важных преимуществ сварки трением — высокое качество получаемых сварных соединений: без пор, раковин, окислов. При правильно выбранном режиме сварки металл стыка и прилегающих к нему зон обладает прочностью и пластичностью, не меньшими, чем основной металл. Свойства сварного соединения практически не зависят от таких внешних факторов, как колебания напряжения питающей сети, качество вспомогательных материалов, квалификация сварщика и т.п. Сварка трением позволяет получать прочные соединения не только из одноименных, но и из большого числа сочетаний разноименных металлов и сплавов.
При сварке трением не предъявляются высокие требования к загрязненности и чистоте обработки поверхности деталей. Сам процесс сварки легко автоматизируется. Кроме того, при сварке трением отсутствуют вредные выделения, рабочее место отличается чистотой.
Недостатки сварки трением:
1. Применение сварки трением обусловлено формой сечения деталей. Необходимо, чтобы обе или одна из деталей представляли собой тело вращения (стержень или трубу), ось которого совпадает с осью вращения. Вторая деталь может быть плоской.
2. Ограничены размеры сечения свариваемых деталей в месте их сопряжения. Использовать этот процесс для сварки стержней сплошного сечения диаметром более 200 мм при современном уровне развития техники нецелесообразно из-за высокой стоимости изготовления и эксплуатации сложного и энергоемкого оборудования.
Различные схемы сварки представлены на рис. 1 — 4. Первая является наиболее распространенной, ее чаще всего реализуют в специальном сварочном оборудовании для сварки трением (рис. 1). вторая схема применяется при сварке массивных деталей для снижения кинетической энергии вращения. В этой схеме проще осуществить торможение и быструю остановку детали (рис. 2).
| Рис. 1. Схема сварки трением с одной вращающейся деталью: М — момент сил трения; Р — усилие сжатия. | Рис. 2. Схема сварки трением с двумя вращающимися в разные стороны деталями: М — момент сил трения Р — усилие сжатия. |
Расширить возможности использования сварки трением для длинномерных деталей, вращение и в особенности быстрое торможение которых в конце процесса сильно затруднено, можно по третьей схеме путем вращения вспомогательной детали, зажатой между двумя не вращающимися и подлежащими сварке деталями (рис. 3).
На рис. 4. показана схема сварки вибротрением, отличительная особенность которого — сообщение одной из свариваемых деталей возвратно-поступательного движения в плоскости трения с относительно малыми амплитудами. В этом случае можно сваривать детали с различной формой поперечного сечения.
| Рис. 3 Схема сварки трением с одной вращающейся деталью: М – момент сил трения; Р – усилие сжатия | Рис. 4. Схема сварки трением с двумя вращающимися в разные стороны деталями: М – момент сил трения Р – усилие сжатия |
Для сварки деталей некруглого сечения предложена схема сварки, которая получила название орбитальной сварки трением (рис. 5). Некруглые детали вращаются синхронно с одинаковой скоростью в одном направлении, но оси их вращения не совпадают. При этом кромки деталей относительно друг друга не смещаются, а в стыке возникает трение, которое вызывает нагрев. Процесс нагрева прекращается при принудительном совмещении осей вращающихся деталей, после чего к ним прикладывается осевое усилие проковки.
Перед сваркой детали следует очищать от жира и загрязнений, например, протиркой их торцевых поверхностей чистой тряпкой. В большинстве случаев этого вполне достаточно.
Рис. 5. Орбитальная сварка трением: Р — усилие сжатия; М — момент сил трения
Основные типы соединений, рекомендуемые при сварке трением: сварка стержней встык, сварка труб встык, сварка встык стержня с трубой, приварка стержня к листу, приварка трубы к листу, приварка стержня к массивной детали.
Сварку трением целесообразно применять при массовом или серийном производстве при изготовлении деталей относительно крупными партиями. Большой экономический эффект; достигается при внедрении сварки трением заготовок различного режущего инструмента для цехов механической обработки, в том числе и на заводах авиационной промышленности. Особенно эффективна сварка сверл, метчиков, разверток и т.д. из углеродистой и быстро режущей стали.
Сваркой трением изготавливают также мерительный инструмент (рис. 7).
| Рис. 6. Изготовление калибров по старой технологии | Рис. 7. Изготовление калибров с применением сварки трением |
До применения сварки трением клапаны двигателей внутреннего сгорания были цельноштампованными (рис. 8), их получали из дорогостоящей стали путем отрезки и горячей штамповки в несколько переходов. Новая технология с применением сварки трением позволила сократить расход жаропрочной стали, повысить производительность труда, высвободить тяжелое ковочное оборудование.
| a | б |
Рис. 8. Изготовление клапана: а — по старой технологии; б — с применением сварки трением; 1 — жаропрочная сталь; 2 — заготовка; 3 — углеродистая сталь.
Сварка трением используется также для изготовления зубчатых колес, штоков с поршнями, ступенчатых валов и осей, составных пуансонов.
Для сварки трением необходимо специальное оборудование, которое должно быть рассчитано на работу при достаточно больших скоростях вращения и осевых усилиях, свойственным сварке трением, а также позволяет осуществлять быстрый запуск и быструю остановку шпинделя машины. Обычные металлорежущие (токарные, фрезерные, сверлильные) станки допускаются до сварки трением в виде исключения и только при выполнении неответственных работ. Современные машины для сварки трением достаточно сложны и включают в себя следующие узлы:
- два зажима для свариваемых деталей;
- привод вращения шпинделя;
- пневматические или гидравлические цилиндры, облегчающие создание необходимого усилия машины;
- схема управления силовым приводом; электрическая схема управления машиной;
- станина
Сварка трением с перемешиванием | всё о методе!
Сварка трением с перемешиванием
Сварка трением с перемешиванием – это процесс соединения деталей в твердом состоянии, в котором для соединения материалов используется тепло трения, выделяемое вращающимся инструментом.
Инструмент без расходных материалов с центральным зондом поворачивается и вставляется в поверхность раздела между двумя заготовками перед перемещением вдоль линии сварки. Большая часть тепловыделения происходит под выступом инструмента, когда он перемещается вдоль границы раздела, в результате чего материал нагревается и размягчается.
Инструмент также служит для сдерживания размягченного материала, который механически перемешивается для создания твердофазного сварного шва.
сварной шов
Где применяется сварка трением
Процесс в основном используется в промышленности для соединения алюминиевых сплавов всех сортов, будь то литье, прокат или экструдирование. Было показано, что сварка трением с перемещением сваривает стыковые соединения из алюминиевого сплава толщиной от 0,3 мм до 75 мм за один проход, в зависимости от используемого исходного материала, мощности станка и структурной жесткости заготовки.
Другие материалы, которые были сварены включают магний, титан, медь и стальные сплавы, в то время как пластмассы и композиты с металлической матрицей (MMC) также были свариваются. Также было доказанно, что этот процесс может объединять различные комбинации этих материалов.
Сварка трением с перемещением сваривает используется для различных применений в различных отраслях промышленности , начиная от аэрокосмического для судостроения, рельсов и электроники.
Механические свойства и микроструктура
Механические свойства алюминиевых сплавов, сваренных трением с перемешиванием, оказались лучше, чем у других сварочных процессов, таких как дуговая сварка.
Что касается механических свойств этот процесс обычно имеет три основных микроструктурных области; сварной слепок, зона термомеханического воздействия и зона термического влияния.
Хотя и сам сварной являются «зонами термомеханического воздействия», они рассматриваются отдельно, когда речь идет о микроструктурных особенностях. Это связано с тем, что сварной шов испытывает динамическую рекристаллизацию, а зона тремического влияния – нет. Однако точный состав и степень микроструктурного состава в этих зонах зависит от материала и условий обработки. Они могут, например, меняться в зависимости от таких факторов, как параметры и конструкция используемого сварочного инструмента.
Каковы преимущества?
Сварка трением с перемешиванием предлагает ряд преимуществ по сравнению с обычными процессами дуговой сварки. Это включает:
- Как сварка просиходи в твердотельном состоянии, сварка трением с перемещением сваривает является в значительной степени бездефектным способом соединения без трещин в горячем состоянии, пористости или затвердевания
- Из-за более низких температур происходит уменьшение усадки и деформации в соединяемом материале.
- Не требуются присадочные материалы, флюс или защитный газ для алюминиевых сплавов
- Способ сварки безопасен для окружающей среды, так как не выделяет дыма, брызг или ультрафиолетового излучения.
- Использует технологию станков, что упрощает процесс автоматизации, обеспечивает высокую повторяемость и снижает потребность в квалифицированных сварщиках
- Может работать в любой позиции
- Хорошие механические свойства, которые для алюминиевых сплавов обычно равны или превышают те, которые могут быть получены конкурирующими процессами
- Энергетически эффективный
- Возможность соединения многих «несвариваемых» при сварке алюминия и алюминиевых сплавов, таких как серии 2xxx и 7xxx
- Нет необходимости в специальной подготовке кромок в большинстве случаев
Каковы недостатки сварки трением с перемещением сваривает?
Хотя сварка трением с перемешиванием дает много преимуществ, есть несколько ограничений, связанных с процессом. Это включает:
- Выходное отверстие остаётся после извлечения инструмента из материалов, подлежащих соединению
- Потребность в значительных усилиях прижима и перемещения означает, что зажим более значительный, чем при сварке дугой
- Отсутствует гибкость ручных и дуговых процессов, например, сварку нельзя использовать там, где требуется осаждение металла
История сварки
Сварка трением с перемешиванием была изобретена Уэйном Томасом в 1991 году с патентами, зарегистрированными в Европе, США, Японии и Австралии. Дальнейшая работа по изучению этого процесса была предпринята в 1992 году с проектом под названием «Разработка новой техники фрикционной мешалки для сварки алюминия». Промышленное производство с использованием сварки началось в середине 1990-х годов, что делает его одним из самых коротких периодов времени для любого сварочного процесса от изобретения до широкого использования.
Брянский государственный технический университет
Введение
Термически неупрочняемые сплавы системы Al–Mg (5ХХХ серия по международной классификации и 15ХХ – по отечественной) с хорошими прочностными свойствами получили широкое распространение благодаря высокой коррозионной стойкости и свариваемости. В отожженном состоянии эти сплавы показывают низкий предел текучести, который варьируется от 90 до 160 МПа в зависимости от содержания магния. Поэтому повышение прочностных характеристик Al–Mg сплавов является актуальной научной и технической задачей. Существует несколько способов достичь этой цели.
Традиционным направлением повышения прочности сплавов системы Al–Mg является их деформационно-термическая обработка, которая позволяет повысить прочность сплавов в 1,5–3 раза за счет дислокационного упрочнения. Такое упрочнение сплавов системы Al–Mg сопровождается резким снижением пластичности.
Методы интенсивной пластической деформации (ИПД), которые обеспечивают существенное измельчение зерен до субмикронного размера, такие как равноканальное угловое прессование (РКУП), способствует повышению прочностных характеристик сплавов системы Al–Mg за счет структурного упрочнения по закону Холла-Петча при сохранении достаточно высокой пластичности.
Поиск новых свариваемых алюминиевых сплавов, относящихся к группе термически неупрочняемых и имеющих более высокие прочностные характеристики, чем существующие промышленные сплавы системы Al–Mg, самым непосредственным образом связан с созданием новых, более совершенных, образцов инновационной техники.
Введение наночастиц вторых фаз, которые обеспечивают как дисперсионное упрочнение, так и уменьшают размер зерен, формирующихся при интенсивной пластической деформации, приводит к повышению прочностных свойств сплава и увеличению его термической стабильности.
Кроме получения листов из сплавов Al–Mg с высокими прочностными свойствами, необходимо решить задачу получения сварных соединений, равнопрочных основному металлу. Наиболее распространенным способом выполнения неразъемных соединений сплавов системы Al–Mg является аргонодуговая сварка. Однако этот способ сварки имеет смысл применять только для отожженного состояния сплавов системы Al–Mg, поскольку упрочнение, достигнутое либо измельчением зерна, либо деформационно-термической обработкой, полностью снимается.
При соединении упрочненных листов сплавов системы Al–Mg с использованием сварки плавлением в сварном шве формируется дендритная структура, что приводит к существенному увеличению размера зерен, а также имеет место укрупнение наночастиц вторых фаз. В зоне термического влияния под действием сварочного тепла наблюдается снятие наклепа.
Использование сварки трением с перемешиванием (СТП), в основе которой лежат процессы интенсивной пластической деформации (ИПД) при повышенной температуре, позволяет решить эту проблему. Максимальная температура нагрева заготовок в процессе СТП не превышает 500…520 °С, а время воздействия исчисляется минутами. При определенных режимах влияние СТП на частицы вторых фаз может быть минимизировано, что позволяет сохранить высокие прочностные свойства в сварных соединениях [1, 2].
В сварном шве формируется мелкозернистая или ультра мелкозернистая структура (УМЗ), которая обеспечивает высокие механические свойства. В зависимости от режима СТП прочность шва в термически неупрочняемых сплавах может не только достигать прочности основного материала в отожженном состоянии, но и превосходить его.
Результаты экспериментальных и теоретических исследований влияния интенсивной пластической деформации на структуру и механические свойства сварных соединений, полученных методом СТП, для сплавов системы AI–Mg позволяют установить механизмы образования новых зерен и механизмы, ответственные за повышение предела текучести за счет формирования мелкозернистой структуры.
Целью настоящей работы являлось исследование механических свойств и структуры сварных соединений сплавов системы AI–Mg, полученных сваркой трением с перемешиванием, а также оптимизация параметров режима сварки для гарантированного получения качественных соединений.
Методика проведения исследований
В исследовании производили соединение листов толщиной 5 мм из термически неупрочняемых деформируемых алюминиево-магниевых сплавов встык по режимам, представленным в табл. 1.
- Параметры режима сварки трением с перемешиванием (СТП)
листов сплавов системы AI–Mg
|
Параметры режима СТП
|
Значения параметров
|
|
Скорость сварки, м/ч
|
12,5…28,2
|
|
Частота вращения инструмента, об/мин
|
500…3 000
|
|
Нормальное усилие прижатия инструмента к заготовкам, Н
|
9 000…9 500
|
|
Угол наклона инструмента в вертикальной плоскости, °
|
2…3
|
|
Длина штифта, мм
|
4,8
|
|
Диаметр штифта, мм
|
4,2
|
|
Диаметр заплечика, мм
|
16
|
Для обеспечения минимального зазора в стыке кромки пластин предварительно фрезеровали. После этого кромки и прилегающую к ним поверхность на ширине 20 мм зачищали механической щеткой из нержавеющей стали.
Сварку трением с перемешиванием осуществляли на лабораторной установке, изготовленной на базе вертикального фрезерного станка с ЧПУ и дополнительно оснащенного индикатором вертикального перемещения фрезерной головки. Для сварки использовался инструмент, выполненный из быстрорежущей стали, со штифтом конусообразной формы и винтовой линией [3].
Длину наконечника инструмента выбирали таким образом, чтобы она была на 0,1…0,15 мм меньше толщины свариваемого металла. Сварку выполняли углом вперед при наклоне инструмента относительно вертикальной оси на 2…3°. С помощью суппорта, закрепленного на валу электродвигателя, инструмент перемещался в вертикальной плоскости, благодаря чему обеспечивалось необходимое заглубление его рабочих частей в свариваемый материал, и поддерживалась постоянной величина осевого усилия его прижатия к соединяемым деталям в процессе сварки. Свариваемые листы надежно фиксировались на стальной подкладке подвижного стола. При этом скорость сварки можно было изменять в пределах 2,0…40 м/ч.
Наличие макродефектов в виде грата и несплавлений на поверхностях сварных соединений определяли с помощью визуального контроля. Внутренние дефекты выявляли на поперечных шлифах, предварительно подготовленных с помощью электролитического полирования и дополнительного травления. Оптическую металлографию осуществляли с использованием микроскопа Neophot-21.
Фрактографическое изучение поверхности изломов разрушенных образцов после механических испытаний проводили методами оптической и растровой электронной микроскопии. Электронную микроскопию производили с помощью растрового электронного микроскопа сверхвысокого разрешения evo-50 фирмы Karl Zeiss, укомплектованного системой энергодисперсионного микроанализа, позволяющего производить картирование по элементному составу.
В исследованиях использовались листы алюминиевых сплавов, химический состав которых представлен в табл. 2, а механические свойства в зависимости от сплава – в табл. 3.
- Химические составы исследуемых алюминиевых сплавов
|
Марка сплава
|
Содержание легирующих элементов, % масс.
|
Суммарное содержание примесей, не более, % мас.
| |||||||||||
|
Al
|
Fe
|
Si
|
Mn
|
Cr
|
Ti
|
Cu
|
Mg
|
Zn
|
Be
|
Zr
|
Sc
| ||
|
АМг2
|
Осн.
|
<0,5
|
<0,4
|
0,1–0,5
|
<0,05
|
0,05–0,15
|
<0,15
|
1,7…2,4
|
<0,15
|
–
|
–
|
–
|
0,15
|
|
АМг5
|
Осн.
|
<0,5
|
<0,5
|
0,5–0,8
|
–
|
0,02–0,10
|
<0,10
|
4,8…5,8
|
<0,20
|
0,0002 … 0,005
|
–
|
–
| |
|
АМг6
|
Осн.
|
<0,4
|
<0,4
|
0,5–0,8
|
–
|
0,02–0,10
|
<0,10
|
5,8…6,8
|
<0,20
|
0,0002 … 0,005
|
–
|
–
| |
|
АМг61
|
Осн.
|
<0,4
|
<0,4
|
0,8–1,1
|
–
|
–
|
<0,05
|
5,5…6,5
|
<0,20
|
0,0001 … 0,003
|
0,02…
0,12
|
–
| |
|
1565ч
|
Осн.
|
<0,3
|
<0,2
|
0,4–1,2
|
0,25
|
–
|
0,01–0,20
|
5,1…6,2
|
0,45…1,2
|
–
|
0,2
|
–
|
0,1
|
|
1570
|
Осн.
|
<0,3
|
<0,2
|
0,2–0,6
|
–
|
0,01–0,05
|
–
|
5,3…6,3
|
–
|
0,0002 – 0,005
|
0,05…
0,15
|
0,17…
0,35
| |
3. Механические свойства листов исследуемых алюминиевых сплавов
|
Марка сплава
|
Состояние листов
|
Механические свойства
| ||
|
Предел прочности σВ, МПа
|
Условный предел текучести σ0,2, МПа
|
Относительное удлинение δ, %
| ||
|
АМг2
|
М
|
145
|
105
|
16
|
|
Н
|
265
|
215
|
4
| |
|
АМг5
|
М
|
315
|
155
|
15
|
|
Н
|
365
|
270
|
10
| |
|
АМг6
|
М
|
332
|
165
|
22
|
|
Н
|
400
|
300
|
9
| |
|
1561
|
М
|
340
|
180
|
16
|
|
Н
|
360
|
250
|
11
| |
|
1565ч
|
М
|
370
|
242
|
15
|
|
Н
|
465
|
409
|
5,2
| |
|
01570
|
М
|
421
|
232
|
20
|
|
Н
|
460
|
410
|
4
| |
|
Примечание: М – отожженное состояние; Н – нагартованное состояние
| ||||
Из полученных сварных соединений в соответствии с ГОСТ 6996-66 изготавливали образцы с шириной рабочей части 15 мм для определения их предела прочности при одноосном растяжении. Ширина рабочей части образцов для определения характеристик сопротивления усталости составляла 25 мм.
Для точного определения места разрушения образцов производили их химическую обработку. После обезжиривания органическим растворителем и травления в 10 %-ном растворе едкого натрия при температуре 50 ºС в течение 2 мин образцы осветляли в 30 %-ном растворе азотной кислоты в течение 5 мин, промывали и сушили.
Механические испытания образцов осуществляли на универсальном сервогидравлическом комплексе MTS 318.25. Циклические испытания проводили при осевых нагрузках по синусоидальному циклу с коэффициентом Rσ = 0,1 и частоте 15 Гц до полного разрушения образцов. При одних и тех же условиях испытывали серию из 5–7 однотипных образцов.
Для определения прочности металла шва при растяжении, а также прочности металла в ядре шва были использованы образцы, показанные на рис. 1.
Экспериментальные данные усталостных испытаний обрабатывались методами линейного регрессионного анализа, общепринятыми для такого рода исследований. По результатам проведенных усталостных испытаний для каждой серии образцов на основе установленных ограниченных пределов выносливости строилась соответствующая кривая усталости – линия регрессии в координатах 2σа – lgN.
Результаты исследований и их обсуждение
Для проведения исследований механических свойств соединений алюминиевых сплавов и их микроструктуры необходимо получить качественные соединения без дефектов. Качественное формирование швов можно обеспечить за счет правильного выбора глубины погружения инструмента в свариваемый металл, частоты вращения инструмента и скорости его линейного перемещения вдоль стыка или скорости сварки vсв [4].
Условия пластического деформирования металла в зоне образования неразъемного соединения определяются температурой его нагревания и скоростью деформирования, которые зависят от частоты вращения инструмента и скорости его линейного перемещения вдоль стыка. Качественное формирование швов при сварке трением с перемешиванием различных алюминиевых сплавов обеспечивается при разных значениях этих параметров. Так, при частоте вращения инструмента N = 1000…1400 об/мин пластичные низколегированные алюминиевые сплавы успешно свариваются при достаточно высоких скоростях сварки.
Инструмент должен обеспечивать нагрев металла в зоне сварки до пластического состояния, перемешивание его по всей толщине свариваемых кромок и перемещение в замкнутом объеме при избыточном давлении.
Существенное влияние на формирование швов оказывают частота вращения инструмента и скорость его перемещения вдоль стыка свариваемых пластин (скорость сварки). Тепловыделение в зоне сварки повышается с увеличением количества оборотов инструмента. Такой же эффект оказывает снижение скорости перемещения инструмента вдоль свариваемого стыка [5].
Скорость сварки и частота вращения инструмента существенно влияют на тепловыделение в зоне сварки. При определенных соотношениях частоты оборотов инструмента и скорости его перемещения по стыку выделяемого при трении тепла может оказаться недостаточно для пластификации объема металла, необходимого для заполнения полости, образуемой наконечником инструмента. Повысить степень пластификации металла можно за счет уменьшения скорости сварки или повышения частоты вращения инструмента.
Учитывая такую взаимосвязь между отмеченными параметрами процесса, использовалось соотношение vсв/N, выражающее длину линейного перемещения инструмента вдоль стыка за один его оборот.
Проведенные экспериментальные исследования позволили определить оптимальные значения этого соотношения в зависимости от марки свариваемого алюминиевого сплава (рис. 2). Так на сплаве АМг5 качественное формирование швов обеспечивается при vсв/N = 0,05…0,26 мм/об или при скоростях сварки 5…16 и 10…32 м/ч, когда частота вращения инструмента составляет 1200 и 2000 об/мин соответственно.
Для сплава 1565ч оптимальное соотношение vсв/N находится в диапазоне 0,04…0,38 мм/об. Таким образом скорость сварки может изменяться в пределах 4,0…18 м/ч при частоте вращения инструмента 1200 об/мин или 8,0…34 м/ч при 2000 об/мин.
Увеличение или уменьшение установленных оптимальных соотношений vсв/N для алюминиевых сплавов вызывает изменение внешнего вида поверхности шва и образование дефектов в швах.
Так, для сплава 1565ч снижение соотношения vсв/N ниже установленного минимально допустимого значения (0,08 мм/об) при СТП приводит к образованию на лицевой поверхности швов дефектов в виде грата (рис. 3, а).
Уменьшение минимально допустимой скорости перемещения рабочего инструмента за один его оборот на 10…20 % вызывает появление участков перегретого металла на лицевой поверхности швов. А при дальнейшем его уменьшении в швах образуются внутренние несплошности, обусловленные недостаточным нагревом металла (рис. 3, б).
На оптимальном для каждого сплава режиме были сварены опытные образцы, которые затем подвергались механическим испытаниям для оценки механических свойств сварных соединений. Результаты испытаний образцов исследуемых сплавов на статическое растяжение, а также статический и ударный изгибы, приведены в табл. 4. В таблице также приведены величины рассчитанного коэффициента прочности сварных соединений.
Анализ данных, представленных в табл. 4 показывает, что прочность соединения, выполненного СТП, проявляет склонность к увеличению с повышением степени легированности сплава и наличия нагартовки. Коэффициент прочности сварных соединений сплавов системы Al–Mg при сварке в отожженном состоянии находится в диапазоне 0,94…0,99, а при сварке в нагартованном состоянии – 0,70…0,94.
Разрушение образцов, сваренных в отожженном состоянии, происходит по основному металлу за пределами зоны термического влияния для всех исследованных сплавов. При сварке же в нагартованном состоянии образцы разрушались по зоне термического влияния на расстоянии 2…4 мм от ядра шва (рис. 4).
Прочность металла ядра шва имеет тенденцию к увеличению при росте значения содержания магния в сплаве.
Для всех исследованных сплавов достигалось высокое значение угла изгиба в пределах 150…180°, что служило основанием утверждать о высокой пластичности металла зоны перемешивания (металла шва).
Поскольку разрушение образцов при статическом нагружении происходило по зоне термомеханического влияния, то были выполнены испытания специальных образцов для определения прочности материала в зоне перемешивания (в ядре шва). В этой зоне структура представлена зернами примерно равной величины в результате рекристаллизации.
В результате проведенных испытаний установлено, что разрушение всех образцов концентрировалось по ядру шва. При этом средние значения напряжения разрушения образцов, вырезанных вдоль и поперек направления сварки, примерно одинаковы и равны для сплава 1565ч 366…380 МПа, что превышает значение прочности основного металла 354 МПа (в отожженном состоянии).
Полученный результат можно объяснить только формированием при сварке трением с перемешиванием в ядре шва однородной мелкозернистой бездефектной структуры.
Металлографический анализ структуры зоны перемешивания показал, что она представляет собой чередование в направлении деформации слоев материала толщиной 0,4…0,6 мкм (рис. 5, а). На представленной фотографии достаточно четко просматриваются элементы типичной «луковичной» структуры, характерной для сварки трением с перемешиванием (рис. 5, б, в).
Механизм формирования луковичной структуры тесно связан с градиентом температуры в поверхностном слое свариваемого сплава и может быть интерпретирован на основе положений о вихревом характере течения пластифицированного металла [6, 7]. Образование луковичных структур слоистого характера при трении скольжения происходит в результате наложения друг на друга двух процессов – разупрочнения при фрикционном нагреве и упрочнения под влиянием пластического деформирования [6]. Отмеченный процесс носит периодический характер.
В рамках проводимых исследований было установлено влияние процесса сварки трением с перемешиванием на размер зерна в зоне перемешивания в зависимости от исходного размера зерна в листовом полуфабрикате исследуемых сплавов.
Исходная микроструктура листов представлена сильно деформированными в направлении прокатки зернами со средним размером для сплава 1565ч в диапазоне 18…24 мкм, а сплава 01570 – 30…35 мкм (рис. 6, а, б). Аналогичные измерения размера зерна были проведены в центре зоны перемешивания (в ядре шва) соединений указанных сплавов, выполненных СТП. Измерения охватывали область сварного шва с равноосной мелкозернистой структурой. Для измерений размеров зерен использовался лазерно-конфокальный микроскоп LEXT4000. Проведенные расчеты и измерения среднего размера зерна в металле шва показали примерно одинаковый результат для обоих сплавов на уровне 3,8…6,9 мкм (рис. 6, в, г). Полученные результаты достаточно хорошо
Полученные результаты металлографических и структурных исследований показали, что при сварке листов исследованных сплавов толщиной 5 мм в ядре сварного шва наблюдается формирование мелкозернистой структуры с одинаковым размером зерна при декорировании границ зерен твердыми частицами оксидов.
Формирование указанной структуры можно объяснить интенсивным термомеханическим воздействием в процессе сварки трением с перемешиванием вращающегося инструмента и динамической рекристаллизацией свариваемого сплава в данных условиях. Одним из доказательств протекания процесса динамической рекристаллизации является образование большеугловых границ разориентировки границ зерен. Большеугловыми границами рекристаллизованных зерен считаются зерна, угол разориентировки которых превышает 15°.
Для определения угла разориентировки зерен в ядре сварного шва использовался метод обратного рассеяния электронов (EBSD). Указанный метод позволяет определять углы ориентации зерен с точностью до 2°. По результатам замеров средний размер зерна в зоне ядра шва исследуемых сплавов составил 4,9 мкм, что хорошо совпадает с результатами оптической микроскопии.
Из обратной полюсной фигуры с нанесенными большеугловыми и малоугловыми границами зерен следует, что границы зерен преимущественно являются большеугловыми (рис. 7, а). Из анализа распределения границ по углам разориентации, результаты которого приведены на рис. 7, б, следует, что характер распределения близок к случайному распределению границ в кубическом кристалле, что характерно для структур, в которых прошла рекристаллизация [13].
Полученные данные свидетельствуют о том, что доля границ с малыми углами разориентировки составляет не более 18 % от общего числа границ. Это позволяет констатировать, что данная структура сформирована, в основном, равноосными зернами с большеугловыми границами. Эти результаты хорошо согласуются с результатами оптической микроскопии металла сварного шва.
В зоне термического влияния, которая удалена от ядра шва на расстояние примерно 5,5 мм превалируют малоугловые границы разориентировки зерен (рис. 8).
Исследование фольг, полученных из металла ядра шва сплавов 1565ч и 01570, методом просвечивающей электронной микроскопии подтвердило наличие в центральной части шва рекристаллизованной структуры.
На рис. 9, а представлено светлопольное изображение зерна, границы которого являются большеугловыми, прямыми и четкими с полосчатым контрастом. Дислокационные скопления внутри зерна не наблюдаются. Отдельные дислокации расположены вблизи границ и на дисперсных частицах, расположенных внутри тела зерна (рис. 9, б).
Представляет интерес изменение плотности дислокаций в металле сварного шва по сравнению с основным материалом. Результаты исследований показали следующее. После горячей прокатки микроструктура листов сплава 1565ч состоит из вытянутых вдоль направления прокатки зерен со средней толщиной порядка 65…70 мкм, которые разделены деформационными полосами с толщиной 240…260 нм. Плотность свободных решеточных дислокаций относительно небольшая (4,3·1013 м–2). В материале присутствуют равномерно распределенные некогерентные частицы фазы А16Мn со средним диаметром около 28 нм, объемная доля которых составила 0,084 %.
В результате соединения крупнозернистых листов сплава 1565ч сваркой трением с перемешиванием формируется ассиметричный бездефектный шов с хорошо различимой зоной перемешивания, что является характерным для Al‒Mg сплавов. В зоне перемешивания наблюдается полностью рекристаллизованная структура, состоящая из равноосных зерен со средним размером 4,5 мкм. Объемная доля большеугловых границ достигает приблизительно 77 %. Плотность дислокаций ниже, чем в основном материале – около 2,4·1013 м–2. Сварка трением с перемешиванием приводит к значительному росту частиц А16Мn до 75 нм. Они сохранили форму, близкую к сферической, а объемная доля увеличилась незначительно – около 0,12 %.
Микроструктура листов сплава 01570 представлена сильно вытянутыми в направлении прокатки зернами со средней толщиной 33 мкм. Внутри зерен наблюдается развитая субструктура со средним размером кристаллитов 0,8 мкм. Просвечивающая электронная микроскопия показала, что плотность дислокаций в материале относительно небольшая (4,4·1013 м–2), присутствуют равномерно распределенные когерентные частицы Al3(Sc, Zr) со средним размером 11 нм и объемной долей 0,12 %.
Сварка трением с перемешиванием приводит к получению бездефектного сварного соединения с хорошо различимой зоной перемешивания, в которой формируется полностью рекристаллизованная структура, состоящая из равноосных зерен со средним размером 2,2 мкм. Плотность дислокаций по сравнению с основным материалом практически не изменилась (около 4·1013 м–2). ПЭМ показала, что объемная доля частиц Al3(Sc, Zr) не изменяется, а их размер возрастает до 18 нм. При этом корегентность этих частиц сохраняется.
- Механические свойства сварных соединений, полученных СТП на исследуемых сплавах
|
Марка сплава
|
Состояние до СТП
|
ПрочностьσВ, МПа
|
Угол изгиба α, °
|
Ударная вязкость KCU, кДж/м2
| |||||
|
Сварного соединения
|
Металл шва (зона перемешивания)
|
Ядро шва
| |||||||
|
Сварного соединения
|
Коэффициент прочности К
|
Зона разрушения образца
|
шов
|
Зона термического влияния
| |||||
|
АМг2
|
М
|
142
|
0,97
|
ЗТМВ
|
150
|
155
|
180
|
900
|
810
|
|
Н
|
186
|
0,70
|
По шву
|
185
|
193
|
180
|
770
|
680
| |
|
АМг5
|
М
|
307
|
0,97
|
ЗТМВ
|
320
|
335
|
180
|
215
|
160
|
|
Н
|
300
|
0,82
|
По ЗТМВ на расстоянии
2 мм от ядра шва
|
317
|
328
|
170
|
366
|
293
| |
|
АМг6
|
М
|
329
|
0,99
|
ЗТМВ
|
340
|
366
|
175
|
230
|
170
|
|
Н
|
360
|
0,90
|
По ЗТМВ на расстоянии
4 мм от ядра шва
|
383
|
390
|
170
|
240
|
160
| |
|
1561
|
М
|
323
|
0,98
|
ЗТМВ
|
355
|
378
|
180
|
225
|
175
|
|
Н
|
344
|
0,94
|
По ЗТМВ на расстоянии
4 мм от ядра шва
|
350
|
362
|
170
|
235
|
165
| |
|
1565ч
|
М
|
354
|
0,96
|
ЗТМВ
|
366
|
380
|
180
|
224
|
200
|
|
Н
|
432
|
0,93
|
По ЗТМВ на расстоянии
3 мм от ядра шва
|
480
|
492
|
170
|
362
|
315
| |
|
01570
|
М
|
395
|
0,94
|
ЗТМВ
|
413
|
426
|
160
|
386
|
300
|
|
Н
|
404
|
0,88
|
По ЗТМВ на расстоянии
4 мм от ядра шва
|
427
|
435
|
150
|
395
|
288
| |
- Средние значения твердости образцов сварного соединения листов алюминиево-магниевого сплава 1565чМ толщиной 5,0 мм
|
HV50
|
Основной металл
|
Зона термомеханического влияния
|
Ядро сварного шва
| |
|
Сторона набегания
|
Отступающая сторона
| |||
|
Минимальное значение
|
52,6
|
57,6
|
60,4
|
67,55
|
|
Максимальное значение
|
57,7
|
75,77
|
82,88
|
87,5
|
|
Среднее значение
|
55,15
|
70,1
|
67,91
|
77,33
|
В табл. 5 представлены усредненные значения твердости различных зон сварного соединения в сравнении с твердостью основного металла. Анализ полученных результатов измерений позволяет заключить, что в центральной части сварного шва (ядре зоны перемешивания) твердость материала достигает максимальных значений.
Из анализа кривых распределения твердости в полученных сварных соединениях следует, что металл сварного шва листов сплава 1565чМ характеризуются двумя заметно различающимися участками: центральной части и прилегающих с обеих сторон зонами термомеханического влияния. По сравнению с твердостью основного металла максимальное повышение твердости произошло в центре сварного соединения. В нижней части шва (зона стыка) наблюдается заметное колебание значений твердости, особенно в зоне термомеханического влияния с набегающей стороны шва (рис. 10). Наибольшие значения твердости соответствуют верхней части образца, где структура формировалась вследствие трения буртика рабочего инструмента о поверхность свариваемых листовых заготовок.
Разрушение бездефектных сварных соединений исследуемых сплавов системы Al–Mg произошло в зоне термомеханического влияния, так как ЗТМВ технически относится ко всей деформируемой области и часто используется для описания любой зоны сварного шва, полученного при сварке трением с перемешиванием [14].
Прочность сварных соединений и величина временного сопротивления для листов, толщиной 5,0 мм, сваренных на оптимальном режиме без дефектов в структуре шва близка свойствам исходного материала. Разрушение этих образцов происходило в зоне термомеханического влияния на «отступающей» стороне по линии стыка.
На рис. 11 показан характерный вид поверхности разрушения после испытаний на статическое растяжение и приведена фрактограмма поверхности излома этих образцов. Из полученных результатов следует, что процесс разрушения проходил в две стадии – раскрытие материала по линии стыка в корневой части сварного шва с последующим разрушение остального объема материала.
При циклических нагрузках в образцах сварных соединений сплавов АМг2 и 1565чМ, выполненных аргонодуговой сваркой неплавящимся электродом зарождение усталостных трещин происходило в месте максимальной концентрации напряжений в зоне сплавления шва с основным материалом.
Отсутствие усиления шва на образцах, сваренных трением с перемешиванием, позволяет избежать высокой концентрации напряжений в месте сопряжения шва с основным материалом. Однако в них наблюдается геометрическая неоднородность у края зоны термомеханического воздействия, которая образуется вследствие погружения бурта инструмента в свариваемый металл на глубину 0,1…0,2 мм. Поэтому зарождение усталостных трещин в образцах таких сварных соединений в большинстве случаев происходит именно в этом месте, хотя в некоторых случаях они разрушаются по основному материалу. Последние результаты в расчет не принимали и анализировали только показатели, полученные в случае разрушения образцов у зоны термомеханического влияния.
В результате проведенных исследований установлено, что сварные соединения, полученные в твердой фазе трением с перемешиванием, имеют циклическую долговечность близкую к основному материалу (рис. 12). Их характеристики сопротивления усталости находятся выше значений для соединений, выполненных аргонодуговой сваркой неплавящимся электродом, во всей области долговечностей 105…2·106 циклов перемен напряжений, а ограниченный предел выносливости на базе 2·106 циклов составляет 110 МПа, что всего на 5 % ниже, чем для основного материала. К снижению долговечности сварных соединений, выполненных аргонодуговой сваркой неплавящимся электродом, более чем в 2 раза приводят, главным образом, высокая концентрация действующих напряжений, обусловленная геометрическими параметрами шва, и остаточные сварочные напряжения.
Аналогичная картина наблюдалась и при циклических испытаниях сварных соединений сплава 1565чМ. Испытания показали, что образцы, сваренные аргонодуговой сваркой без удаления выпуклости сварного шва при испытании на базе 107 циклов, имеют ограниченный предел выносливости равный 70 МПа, с удалением выпуклостей – 100 МПа, для плазменной сварки – 70 МПа, а для СТП – 130 МПа.
Таким образом, на основании полученных результатов можно утверждать, что сварка трением с перемешиванием обладает существенными преимуществами по сравнению со сваркой плавлением. При сварке трением с перемешиванием лучше сохраняются свойства основного металла, сварное соединение имеет меньший уровень остаточных напряжений и деформаций, отсутствует выгорание компонентов сплава, достигаются высокие скорости сварки при больших объемах производства без ухудшения свойств изделий.
Перемещение инструмента вдоль стыка приводит к массопереносу металла в зону, освобождающуюся позади инструмента. Благодаря этому инициируется перемешивание свариваемого металла с образованием сварного шва. Процессы интенсивной пластической деформации оказывают влияние на формирование микроструктуры сварного шва, от которой зависят его прочностные свойства, однако, определяющим фактором являются температурно-временные условия, при которых реализуется процесс сварки трением с перемешиванием.
Исследование структуры ядра шва выявило особую слоистую структуру металла, которая состоит из рекристаллизованных зерен, разделенных большеугловыми границами. Образование подобной структуры свидетельствуют о самоорганизации микроструктуры зоны ядра, в формировании которой определяющими являются температура и пластическая деформация.
Установлено, что механизм разрушения сварного соединения определяется наличием дефектов, которые снижают эффективное сечение сварного соединения.
Формирование структуры материала в процессе сварки трением с перемешиванием на макроуровне определяется образованием слоистой структуры деформированного слоя в результате пластических сдвигов отдельных слоев, а на микроуровне – формированием высокодисперсной структуры, обусловленной интенсивной пластической деформацией. При этом в структуре ядра шва при сварке трением с перемешиванием наблюдается полное завершение динамической рекристаллизации.
Разрушение образцов сварных соединений сплавов системы Al–Mg носит двухстадийный характер и зависит от наличия дефектов в сварном шве. В одном случае начальная стадия характеризуется появлением первичной трещины в корне шва по линии стыка с последующим разрывом по направлению действия максимальных касательных напряжений. В другом случае разрушение обусловлено наличием дефектов вблизи лицевой стороны шва на наступающей стороне, где первоначально происходит разрыв металла с дальнейшим разрушением по границе ядра шва.
Экспериментально путем получения характеристик сопротивления усталости обоснована эффективность применения процесса сварки трением с перемешиванием вместо сварки плавлением для изготовления из алюминиевых сплавов системы Al–Mg конструкций, работающих в условиях переменных нагрузок. Показано, что долговечность стыковых соединений листов указанных сплавов, выполненных сваркой трением с перемешиванием, практически достигает уровня основного материала, тогда как для соединений, полученных аргонодуговой сваркой неплавящимся электродом, она почти в 2 раза ниже.
Сварка трением | Техника и человек
Фрикционная сварка, которая также известна, как сварка трением, – это процедура соединения материала по средством давления. Обе части рабочего материала симметрично друг к другу. Для работы такого вида сварки используется тепло, которое выделяется в процессе трения, для расплавки материала. Обрабатываемые части следует поворачивать во время работы, перемещая их навстречу друг к другу, таким образом, чтобы они соприкасались. После нагревания рабочего металла до показателя, когда он становится пластичным, обе части следует прижать между собой под высоким давлением.
Основные этапы фрикционной сварки
Главная особенность этого метода сварки заключается в его универсальности в работе. То есть, оборудование для фрикционной сварки позволяет соединить в единое целое разные материалы – сталь, медь, латунь и так далее. Сварка трением нашла свое применение в производстве клапанных запчастей для двигателей внутреннего сгорания, печатных валов, поперечин, а еще труб для бурения и так далее. Зона термической обработки при использовании метода фрикционной сварки существенно меньше иных разновидностей сварки. В месте соединения материала не появляется сварочная ванна. Процесс сваривания достаточно простой, но трудоемкий, он состоит из таких основных этапов:
Технологические виды фрикционной сварки и их основные характеристики
Упомянутый способ сварки считается одним из наиболее перспективных среди аналогичных ему методов. Он активно развивается специалистами в экономически развитых государствах. На сегодня существуют следующие разновидности технологических схем сварки трением:
- Фрикционная сварка с непрерывным приводом: этот метод предусматривает вращение одной из рабочих заготовок. В момент соприкосновения обеих частей на них воздействует осевая сила нагрева. Степень нагревания в специальном сварочном оборудовании определяется временем нагрева или же уровнем деформации рабочих заготовок;
- Инерционная сварка трением: этот способ сваривания предусматривает использование специального массивного маховика, который обеспечивает движение рабочих частей материала. Предварительно его следует разогнать до определенной скорости, что выполняется за счет мощного мотора. Энергия, которая накапливается во вращательной массе этого маховика, превращается в тепловую в момент сжатия поверхностей заготовок;
- Орбитальная фрикционная сварка: этот способ осуществляется за счет силы, образованной при прижатии обеих частей друг к другу по круговой орбите, но без вращения по своей собственной оси. В момент нагрева оси рабочих частей смешены на показатель эксцентриситета. В конце процесса нагревания оси следует совместить, что прекращает движение частей и способствует их проковке;
- Радиальный метод фрикционной сварки: этот способ базируется на использовании теплоты трения одного из колец – наружного или внутреннего, которые вращаются с определенной угловой скоростью, и скошенных концах труб, которые прижимаются между собой с конкретной силой;
- Сварка трением с перемешиванием: эта методика чаще всего используется в работе с заготовками из тонколистного сырья. К концам рабочих частей необходимо подвести ролик, вращающийся с определенной скоростью. Эта технологическая схема достаточно сложная в выполнении и реализуется в несколько этапов.
Особенности процесса фрикционной сварки
Технология сваривания материалов методом фрикционной сварки дает возможность соединять изделия из различных материалов, к примеру, обрабатывать алюминиевые заготовки без использования присадочной проволоки и дополнительного оборудования. Упомянутая методика сваривания позволяет практически полностью расплавить металлическое сырье с плотностью от 3 сантиметров, при этом не деформировав само изделие. Наиболее эффективна технология сварки трением при работе с медными, свинцовыми, титановыми материалами.
Практическое применение метода сварки трением показывает, что его целесообразно задействовать при сварке деталей с диаметром от 6 до 100 миллиметров.
Установки для фрикционной сварки незаменима в производственном процессе сварочно-кованых, сварочно-штампованных или же сварочно-литых элементов. Методика подходит для работы с трудносвариваемыми материалами или же теми, которые нельзя соединить никакими иными способами сварки, к примеру, сырьем из стали и алюминия. Активно применяется метод фрикционной свари при соединении пластмассовых деталей.
Преимущества метода сварки трением
Упомянутая методика соединения материалов отличается следующими достоинствами:
- Высокие показатели работы: в целом сварочный цикл занимает несколько часов, что возможно за счет быстрого разогрева поверхностей рабочих заготовок из металла;
- Высокие показатели КПД в работе;
- Соединение деталей выполняется качественно: места стыков прочные, если правильно был задан режим работы на панели инвертора;
- Предварительна очистка рабочей поверхностей не требуется, что сокращает затраты времени на процесс соединения заготовок;
- Возможность сваривать различные материалы, которые невозможно соединить иными методами;
- Процедура абсолютно безопасна: в процессе сваривания раскаленное сырье не разбрызгивается и нет выделений инфракрасных лучей;
- Машины для фрикционной сварки полностью автоматизированы: этот метод может быть выполнен в автономном режиме при применении специального оборудования, обеспечивающего контроль всей процедуры.
Недостатки метода сварки трением
К минусам упомянутой методики соединения материалов можно причислить следующие:
- Соединение рабочих заготовок возможно только в том случае, если одна их них будет вращаться, а поверхность второй в месте стыка абсолютно ровная;
- Оборудование, которое используется для реализации сварки трением, отличается большими габаритами и может быть использовано для стационарного инвертора;
- Если соединение материалов выполняется за счет динамического давления, то в местах стыка через некоторое время могут образовываться трещины, а также следы коррозийных процессов.
http://zewerok.ru/wp-content/uploads/2017/07/videoplayback-2.mp4
Сварка трением — Энциклопедия по машиностроению XXL
Сварка трением относится к процессам, в которых используются взаимное перемещение свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок, сжатых силой Р. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Трение поверхностей осуществляется вращением или воз-вратно-поступательным перемещением сжатых заготовок (рис. 5.40). В результате нагрева и сжатия происходит совместная пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между чистыми (ювенильными) контактирующими поверхностями свариваемых заготовок. Оксидные пленки на соединяемых поверхностях разрушаются в результате трения и удаляются за счет пластической деформации в радиальных направлениях.
[c.222]
Основные параметры сварки трением скорость относительного перемещения свариваемых поверхностей, продолжительность на- рева, удельное усилие, пластическая деформация, т. е. осадка. Требуемый для сварки нагрев обусловлен скоростью вращения и осевым усилием. Для получения качественного соединения в конце процесса необходимо быстрое прекращение движения и приложение повышенного давления. Параметры режима сварки трением зависят от свойств свариваемого металла, площади сечения и конфигурации изделия. Сваркой трением соединяют однородные и разнородные металлы и сплавы с различными свойствами, например медь со сталью, алюминий с титаном и др. На рис. 5.4] показаны основные типы соединений, выполняемых сваркой трением. Соединение получают с достаточно высокими механическими свойствами. В про-
[c.222]
| Рис. 5.40. Схемы сварки трением |
Для сварки деталей из винипласта, имеющих форму тел вращения (детали, арматура — клапаны, седла), применяется фрикционный способ сварки (сварка трением). Преимуществом этого способа сварки является высокая прочность (до 100%) сварного соединения по сравнению со способом сварки с присадкой, где прочность сварного шва обычно снижается до 35—50% от прочности основного материала.
[c.416]
При сварке трением используется теплота, выделяемая в процессе относительного движения свариваемых деталей, преимущественно тел вращения.
[c.57]
Сварка трением — сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением свариваемых частей друг относительно друга. [c.5]
Сварка трением — сварка, при которой используется давление, кратковременный нагрев и взаимное перемещение свариваемых поверхностей. Отличительные особенности процесса [c.117]
| Рис. 73. Схема сварки трением |
Принципиальные схемы сварки трением показаны на рис. 73. Простейшая и наиболее распространенная схема процесса показана на рис. 73, а. Две детали, подлежащие сварке, устанавливают соосно в зажимах машины одна из них — неподвижна, другая приводится во вращение вокруг их общей оси. На сопряженных торцовых поверхностях деталей, прижатых одна к другой осевым усилием Р, возникают силы трения. Работа, затрачиваемая при вращении на преодоление этих сил трения, преобразуется в тепло, которое выделяется на поверхностях трения и нагревает прилегающие к ним тонкие слои металла до температур, необходимых для образования сварного соединения (1000—1300°С — при сварке черных металлов). Нагрев прекращается при быстром (практически мгновенном) прекращении относительного вращения. Подготовленный таким образом к сварке металл подвергают сильному сжатию — проковке, в результате образуется прочное сварное соединение. [c.118]
Основными параметрами процесса сварки трением являются скорость вращения свариваемых деталей, величина осевого усилия при нагреве и проковке, величина осадки при нагреве, длительность приложения усилия проковки. Преимуществами сварки трением являются высокая производительность процесса, малые затраты энергии (в 5—10 раз меньше, чем при стыковой контактной сварке), [c.118]
Сварку трением применяют для соединения деталей встык (стержней, труб) и для образования Т-образных соединений. В промышленном производстве сварку трением используют для соединения деталей сечением 50—10 000 мм из одноименных и ряда разноименных конструкционных материалов. [c.119]
Для сварки трением применяют универсальные и специализированные машины, имеющие зажимы для свариваемых деталей, механизм сжатия и привод вращения, выпускают серийные машины типа МСТ — МСТ-23, МСТ-35, [c.119]
В чем заключается сущность сварки трением [c.120]
Следует отметить, что и при наличии давления может происходить расплавление металла, например, при термитной сварке с давлением, контактной точечной и шовной сварке с образованием литого ядра, стыковой сварке оплавлением, сварке трением и др. [c.22]
Сварка Сварка трением взрывом в — вращение, о — осадка [c.23]
Сварка трением. Ширина зоны нагрева от внутреннего источника энергии при сварке трением значительно ниже, чем при контактной сварке оплавлением. Кроме того, процесс формирования шва обычно протекает при температурах, близких к температуре плавления сплава, но не превышающих ее, т. е, без затрат на скрытую теплоту плавления. При общей ширине пластической зоны формирования соединения около 5 мм минимальная удельная энергия составит = 2,7-660-0,5 = 900 Дж/см» = 9 Дж/мм . [c.29]
К наиболее распространенным М-процессам относятся способы холодной сварки, сварка ультразвуком, сварка трением и сварка взрывом. [c.135]
ТРУЩИЙСЯ КОНТАКТ и СВАРКА ТРЕНИЕМ [c.137]
При сварке трением процесс организуют так, что механическая энергия вращающихся (или поступательно перемещающихся друг относительно друга) контактирующих тел переходит в тепловую. Выделение теплоты при этом происходит непосредственно на свариваемых поверхностях, и после разогрева поверхностей до требуемых температур осуществляется остановка деталей и их сдавливание (осадка), в ходе которого образуется сварное соединение. [c.137]
В начальный момент при сварке трением коэффициент трения максимален. Соответственно затраты мощности и тепловыделение в месте трущегося контакта возрастают. В первый период движения коэффициент трения падает и выделение теплоты уменьшается, затем при нагреве до 700…800 К испаряются и выгорают жировые пленки и коэффициент трения растет. Одновременно начинает проявляться местное схватывание соединяемых поверхностей, что вызывает интенсивное тепловыделение. С повышением температуры число участков схватывания растет, а их прочность снижается. Снижается также и тепловыделение из-за уменьшения коэффициента трения вследствие появления на трущихся поверхностях жидкого металла, играющего роль смазки. В этот период устанавливается квазиравновесное состояние, затем следуют резкое торможение и осадка.
[c.137]
В отличие от контактной стыковой сварки сварка трением требует меньших затрат энергии (нет потерь на выделение теп- [c.137]
Плавление основного металла при сварке осуществляется с целью соединения между собой свариваемых деталей. Идеальным в отношении затрат теплоты представляется такое тепловыделение в источнике, при котором обеспечивалась бы минимальная глубина проплавления сопрягаемых поверхностей, а присадочный металл не требовался бы вовсе или входил в соединение в минимальном объеме. Если не рассматривать диффузионную сварку и пайку, при которых детали нагреваются полностью, и сварку трением, при которой полного плавления металла не достигается, наиболее близко этому требованию отвечает высокочастотная сварка и некоторые виды контактной сварки (точечная, шовная, рельефная). В перечисленных способах сварки суш,ественная роль в образовании соединения принадлежит давлению, что позволяет плавить основной металл незначительно. Ограничимся рассмотрением случаев плавления основного металла в способах сварки без применения давления. [c.228]
Для расчетов длительности нагрева и термического цикла при сварке трением можно считать источник теплоты равномерно распределенным по сечению и неизменяющимся во времени. [c.248]
Рис, 6.2. Изготовление валиков вращающихся центров по старой технологии (а) и с применением сварки трением (б)
[c.154]
Если полуось расчленить на две части, то внутренние шлицы можно легко обработать протяжкой. Для изготовления заготовок таких полуосей используют сварку трением на специальной машине. [c.167]
Для сварки трением выпускают серийные ма1нины МСТ-23, МСТ-35 и МСТ-41 мощностью 10, 20 и 40 кВт в виде исключения после соответствующей реконструкции используют обычные металлорежущие станки (токарные, фрезерные, сверлильные). [c.223]
Тавровые сое.аинения широко применяют при изготовлении пространственных заготовок. Соединения с односторонней и двусторонней разделками кромок, выполненные с полным проваром, имеют высокую прочность при любых нагрузках. Тавровые соединения выполняют всеми видами термической сварки, Виды термомеханической сварки для тавровых соединений применяют редко (приварка стержня к пластине стыковой контактной сваркой оплавлением и сваркой трением и т. п.). [c.247]
Другим примером целесообразности использования сварки трением является изготовление кардартых валов. На рис, 10.29, а, б показаны диа варианта сварки карданного пала грузовой автомашины ЗИЛ из двух концевых частей / и 2, полученных горячей штамповкой, и обрезка т])убы, 3. Одновременная сварка трением двух стыков (рис. 10.29, б) обеспечивает высокую производительность и сопровождается меныними деформациями по сравнению с электродуговой сваркой в среде СОа (1)ис. 10.29, а). Кроме [c.371]
Недостатками сварки трением являются неуниверсальность процесса, с ее помощью можно сваривать такие пары деталей, из которых хотя бы одна должна быть телом вращения громоздкость оборудования наличие грата после сварки. [c.119]
Вт/ем, а при лазерной еще на порядок выше (для сравнения сварочная д га имеет минимальную плотность энергии 10 Вт/см ). Ис-пользч ют смелее также электрошлаковую сварку, а среди способов с применением давления — сварку токами высокой частоты, сварку трением, сварку прокаткой и взрывом. [c.22]
На рис. 3. 46 приведено сопоставление расчетных значений прочности цилиндрических соединений Т2-М-Т], подсчитанных по гюлученно-NfV соотношению (3.74) с -четом выражения (3.28) для оценки (при п = 0), с экспериментальными данными /90/, Последние пол чены при испытании образцов, выполненных сваркой трением (Т2 — Сталь 40, [c.169]
Сварка трением взамен контактной в 2…4 раза уменьшает припуски и в 1,5…2 раза брак. При применении сварки трением получают существенную экономию материалов. Так, гладкие и резьбовые калибры (пробки) ранее изготавливались из дорогой стали ШХ15 методом ковки в несколько переходов (рис. 6.1, а). После внедрения сварки трением хвостовик из стали 45 приваривается к рабочей части из стали ШХ15 (рис. 6.1, б). Валики центров точились из прутка (рис. 6.2, а). Внедрение сварки трением (рис. 6.2, б) увеличило число операций отрезка двух прутков и сварка, но зато в общем сократило затраты рабочего времени и значительно уменьшило расход инструментальной стали. Изготовление штампосварных заготовок клапанов двигателей внутреннего сгорания позволило резко сократить расход жаропрочной стали и упростить горячую штамповку (рис. 6.3). [c.154]
Теория сварочных процессов
(1988) — [
c.248
]
Прикладная механика
(1985) — [
c.471
]
Машиностроение Автоматическое управление машинами и системами машин Радиотехника, электроника и электросвязь
(1970) — [
c.130
,
c.137
,
c.142
]
Сварка и резка металлов
(2003) — [
c.261
]
Восстановление деталей машин
(2003) — [
c.262
]
Авиационный технический справочник
(1975) — [
c.174
]
Справочник работника механического цеха Издание 2
(1984) — [
c.202
]
Справочник рабочего-сварщика
(1960) — [
c.141
]
Справочник по специальным работам
(1962) — [
c.28
,
c.158
,
c.159
,
c.697
,
c.698
]
Технология металлов Издание 2
(1979) — [
c.660
]
Справочник сварщика
(1975) — [
c.302
,
c.305
]
Сварка Резка Контроль Справочник Том2
(2004) — [
c.188
,
c.190
]
Сварка и свариваемые материалы Том 1
(1991) — [
c.31
,
c.330
,
c.447
,
c.449
,
c.454
]
Процесс сварки трением — Weld Guru
Сводка
Сварка трением — это процесс сварки в твердом состоянии, при котором происходит слияние материалов за счет тепла, полученного в результате механически вызванного скольжения между трущимися поверхностями. Рабочие части удерживаются вместе под давлением.
Этот процесс обычно включает в себя вращение одной части относительно другой для генерирования тепла от трения на стыке. Когда достигается подходящая высокая температура, понятие вращения прекращается.Применяется дополнительное давление, и происходит коалесценция.
Есть два варианта процесса:
- В исходном процессе одна часть удерживается неподвижно, а другая часть вращается с помощью двигателя, который поддерживает практически постоянную скорость вращения. Две части контактируют под давлением в течение определенного периода времени с определенным давлением. Вращающаяся сила отключается от вращающейся части, и давление увеличивается. Когда вращающаяся деталь останавливается, сварка завершена.Этот процесс можно точно контролировать, если точно регулировать скорость, давление и время.
- Другой вариант — инерционная сварка. Маховик вращается двигателем, пока не будет достигнута заданная скорость. Он, в свою очередь, вращает одну из свариваемых деталей. Двигатель отсоединяется от маховика, а другая свариваемая часть приводится в контакт под давлением с вращающейся деталью. В течение заданного времени, в течение которого скорость вращения детали снижается, маховик немедленно останавливается.Для завершения сварки создается дополнительное давление.
Процесс
Оба метода используют тепло трения и позволяют получать сварные швы одинакового качества. При использовании первоначального процесса требуется немного лучший контроль. Эти два метода похожи, имеют одинаковые преимущества сварки и показаны на рисунке 10-79 ниже.
Здесь задействованы три важных фактора:
- Скорость вращения зависит от свариваемого материала и диаметра сварного шва на границе раздела.
- Давление между двумя свариваемыми деталями. Давление изменяется в процессе сварки. Вначале давление очень низкое, но увеличивается для создания тепла трения. Когда вращение прекращается, давление быстро увеличивается, поэтому ковка происходит непосредственно до или после остановки вращения.
- Время сварки зависит от формы, типа металла и площади поверхности. Обычно это вопрос нескольких секунд. Фактическая работа машины автоматическая.Он управляется контроллером последовательности, который может быть установлен в соответствии с графиком сварки, установленным для соединяемых деталей.
Обычно одна из свариваемых деталей имеет круглое поперечное сечение. Это не абсолютная необходимость. Визуальный контроль качества сварного шва может быть основан на появлении заусенцев по внешнему периметру сварного шва. Эта вспышка обычно выходит за пределы внешнего диаметра деталей и изгибается назад к детали, но при этом соединение будет выходить за пределы внешнего диаметра детали.
Если вспышка выступает относительно прямо из стыка, это означает, что время сварки было слишком коротким, давление было слишком низким или скорость слишком высокой. Эти суставы могут треснуть.
Если вспышка загибается слишком далеко назад по внешнему диаметру, это означает, что время было слишком долгим и давление было слишком высоким.
Между этими крайностями находится правильная форма вспышки. Вспышка обычно удаляется после сварки.
Процесс сварки трением — Рисунок 10-79 Параметры сварки
- Скорость вращения
- Давление нагрева
- Давление штамповки
- Время нагрева
- Время торможения
- Время ковки
Виды сварки трением
Центробежная сварка
Видео по центробежной сварке
При спиновой сварке используются вращающийся патрон и маховик.После достижения необходимой скорости двигатель отключается от маховика.
Линейная сварка трением
Видео для линейной сварки трением
При линейной сварке трением используется качающийся патрон. Применяется для некруглых форм по сравнению со сваркой вращением. Свариваемый материал должен иметь высокую прочность на сдвиг.
Линейная сварка трением
При линейной сварке трением используется качающийся патрон. Применяется для некруглых форм по сравнению со сваркой вращением.Свариваемый материал должен иметь высокую прочность на сдвиг.
Наплавка трением
Наплавка трением
Наплавка трением — это процесс покрытия поверхности. Материал покрытия — Mechtrode, который вращается под давлением над подложкой.
Сварка трением с перемешиванием
Сварка трением с перемешиванием — это инструмент с цилиндрическим буртиком и профилированным зондом. Используется булавка или перо. Между обрабатываемым металлом, пером и плечом возникает трение.
Схема сварки трением с перемешиванием
Metals
Существует множество металлов, которые можно соединять.Этот процесс также можно использовать для соединения различных металлов.
- Алюминий
- Латунь
- Чугун
- Медь
- Свинец
- Бронза
- Алюминиевые сплавы
- Стальные сплавы
- Магний
- Магниевые сплавы
- Вольфрам
- Ванадий
Преимущества и недостатки сварки трением
Преимущества:
- Позволяет производить высококачественные сварные швы за короткий цикл.
- Присадочный металл не требуется, флюс не используется.
- С помощью этого процесса можно сваривать большинство обычных металлов. Его также можно использовать для соединения многих комбинаций разнородных металлов. Для сварки трением требуется относительно дорогое устройство, подобное станку.
- Простое в эксплуатации оборудование
- Не требует много времени
- Низкое содержание оксидных пленок и поверхностных примесей
- По сравнению с контактной стыковой сваркой обеспечивает более качественные сварные швы при меньших затратах и более высокой скорости, требуются более низкие уровни электрического тока.
- Небольшая зона термического влияния по сравнению с обычной сваркой оплавлением.
- По сравнению со стыковой сваркой оплавлением, меньшее укорачивание детали.
- Нет необходимости использовать газ, присадочный металл или флюс. Отсутствие шлака, который может вызвать дефекты сварного шва.
Недостатки:
- Процесс ограничивается угловыми и плоскими стыковыми швами.
- Используется только для небольших деталей.
- Сложно при сварке труб.
- Трудно удалить заусенец при работе с высокоуглеродистой сталью.
- Требуется тяжелая жесткая машина для создания высокого осевого давления.
Сварка трением | Преимущества, недостатки и области применения
Сварка трением
Сварка трением (FRW) — это процесс сварки в твердом состоянии, при котором образуются сварные швы за счет сжимающего контакта деталей, которые вращаются или движутся относительно друг друга. Тепло выделяется из-за трения, которое пластически вытесняет материал с прилегающих поверхностей. Основные этапы процесса сварки трением показаны на рис.4.4.1. При сварке трением тепло, необходимое для образования соединения, создается за счет нагрева трением на границе раздела. Соединяемые компоненты сначала подготавливаются так, чтобы они имели гладкую квадратную поверхность среза. Одна деталь удерживается неподвижно, а другая устанавливается в патрон или цангу с приводом от двигателя и вращается против нее с высокой скоростью. Сначала может быть приложено низкое контактное давление, чтобы можно было очистить поверхности полировкой. Затем это давление увеличивается, и контактное трение быстро генерирует достаточно тепла, чтобы поднять соприкасающиеся поверхности до температуры сварки.
Подробнее: Семинар по сварке трением с перемешиванием Pdf Скачать
Диаграмма сварки трением
При достижении этой температуры вращение останавливается, а давление поддерживается или повышается для завершения сварки. Размягченный материал выдавливается, образуя вспышку. В стыке образуется кованая конструкция. При желании вспышку можно удалить последующей обработкой. Сваркой трением соединены стальные прутки диаметром до 100 мм и трубы с наружным диаметром до 100 мм.
Инерционная сварка — это модифицированная форма сварки трением, при которой подвижная деталь прикрепляется к вращающемуся маховику. Маховик доводится до заданной скорости вращения и затем отделяется от приводного двигателя. Затем вращающийся узел прижимается к неподвижному элементу, и кинетическая энергия маховика преобразуется в тепло трения. Сварной шов образуется, когда маховик останавливается, а детали остаются прижатыми друг к другу. Поскольку условия инерционной сварки легко дублируются, можно производить сварные швы стабильного качества, а процесс легко автоматизировать.Зоны термического влияния обычно узкие, так как период времени для нагрева и охлаждения очень короткий. Радиальная и орбитальная FRW показаны на рисунке.
Преимущества сварки трением
1. Не требуется присадочный металл, флюс или защитные газы.
2. Это экологически чистый процесс с образованием дыма, дыма или газов.
3. Материал не расплавляется, поэтому процесс находится в твердом состоянии с узкой HAZ
4. Окислы могут быть удалены после процесса сварки.
5. Процесс очень эффективен, сварка выполняется сравнительно быстро.
6. Прочность сварного шва выше, чем у более слабого из двух соединяемых материалов
Недостатки сварки трением
1. Процесс ограничивается соединением круглых прутков или труб одинакового диаметра. — кованые материалы нельзя сваривать. (т.е. один из материалов должен быть пластичным)
3. Подготовка и выравнивание заготовки могут иметь решающее значение для развития равномерного трения и нагрева
4.Стоимость оборудования и оснастки высока.
5. Свободно обрабатываемые сплавы трудно сваривать.
Применение сварки трением:
- Клещи для крепления критических компонентов авиационного двигателя
- Автомобильные детали, такие как клапан двигателя и амортизатор
- Гидравлический поршневой шток и опорный ролик в сельскохозяйственном оборудовании.
- Сваренные трением узлы часто используются для замены дорогостоящих отливок и поковок.
Сачин Торат
Сачин получил степень бакалавра технических наук в области машиностроения в известном инженерном колледже.В настоящее время он работает дизайнером в индустрии листового металла. Кроме того, он интересовался дизайном продуктов, анимацией и дизайном проектов. Он также любит писать статьи, относящиеся к области машиностроения, и пытается мотивировать других студентов-механиков своими инновационными проектными идеями, дизайном, моделями и видео.
Недавние сообщения
ссылка на Гидравлические уплотнения — Определение, Типы, Схема, Функции, Отказ, Приложение Ссылка на Слоттер — Типы, Детали, Операции, Схема, Спецификация
LearnMech.Com — это платформа, ориентированная на проекты в области машиностроения, управляемая Сачином Торатом, выпускником B-Tech в области машиностроения. Чтобы узнать больше об этом портале или Сачин Торат, нажмите кнопку ниже!
ПОДРОБНЕЕ
Процесс сварки трением: определение, применение, работа
Сварка трением — это особый процесс сварки, выполняемый другим способом для получения соединения. В моей предыдущей статье я рассказал о различных типах сварочных процессов и объяснил сварку как процесс соединения двух частей.Сегодня вы познакомитесь с определением, применением, работой, преимуществами и недостатками процесса сварки трением.
Что такое сварка трением?
Сварка трением — это процесс сварки в твердом состоянии, при котором выделяется тепло за счет механического трения между деталями, движущимися относительно друг друга. Добавление буквальных сил помогает в соединении детали.
Процесс сварки трением полностью отличается от сварки плавлением, но больше от кузнечной сварки, поскольку плавления не происходит.Стык получается за счет термомеханической обработки контактной поверхности.
Подробнее: Принцип работы сварки трением
При сварке трением детали соединяются либо относительно друг друга, либо путем вращения для создания трения и пластического смещения материала на поверхности. Здесь необходимо очень высокое давление для выполнения сварного шва.
Как упоминалось ранее, при сварке трением в плавящейся части детали выделяется тепло, так что она может плавиться (свариваться) при приложении внешнего давления.Трение происходит между деталями, пока они не станут пластичными, обычно при 900-1300 градусах по Цельсию. В этот момент к заготовке прилагается равномерно возрастающая сила давления и получается неразъемное соединение.
Подробнее: Что такое дуговая приварка шпилек и способы ее применения
Посмотрите видео ниже, чтобы узнать, как работает процесс сварки трением:
Применение сварки трением:
Применение сварки трением в производстве изделий очень обширно.Это означает, что трение используется при сварке труб и валов. он также широко используется в аэрокосмической, морской, нефтяной и автомобильной промышленности для соединения деталей машин. Это также применимо в компонентах, где требуется сварка трением, таких как шестерни, осевая труба, карданная передача, клапаны и т. Д. Сварка трением также используется для соединения гидравлического штока поршня, втулок роликов тележки и т. сверла, шатуны, рычаги переключения передач и т. д. Наконец, процессы сварки трением широко используются в электротехнической промышленности для сварки медного и алюминиевого оборудования.
Подробнее: Что такое плазменная сварка, ее компоненты и области применения
Преимущества и недостатки сварки трением
Преимущества:
Ниже приведены преимущества процесса сварки трением в различных областях применения:
Теперь вы можете видеть, что этот тип сварки применим в различных областях и может использоваться для сварки различных изделий. Это связано с тем, что он помогает уменьшить рост зерен в конструкционных материалах, таких как высокопрочная сталь для термообработки.И потому, что плавления здесь нет. С помощью этого типа сварки можно соединять разнородные материалы. Вот почему он применим в аэрокосмической отрасли, где необходимо соединить легкие материалы, такие как алюминий, и высокопрочные.
Еще одно преимущество состоит в том, что поверхность сварного шва очищается за счет движения между соединяемыми материалами, и достигается полная прочность соединения без дополнительного веса заготовки.
Подробнее: Что такое электрошлаковая сварка и принципы ее работы
Сварка трением также применяется с термопластами.Он использует очень низкую температуру и давление на материалы. Вот почему сварка трением может использоваться для соединения металлов с пластмассами с обрабатываемой поверхностью раздела металлов.
Недостатки:
Несмотря на превосходные преимущества процесса сварки трением, все же существуют некоторые ограничения. Ниже приведены недостатки сварки трением в различных областях применения:
- Это экологически чистый процесс. То есть сварку можно выполнять где угодно, так как при этом не возникает дыма, пламени, света и т. Д.
- Заполнитель не требуется.
- Сварочный процесс идет быстро.
- Легко автоматизируется.
Подробнее: Что такое сварка под флюсом, ее применение и принципы работы
- Оборудование для сварки трением отличается высокой стоимостью.
- Материалы, которые нельзя подделать, не свариваются. наконец,
- Одним из самых больших недостатков сварки трением является ограничение размеров заготовки. В том смысле, что круглые стержни с одинаковым поперечным сечением ограничены, конструкции соединений ограничены и заготовки должны быть закреплены.
Вот и все для этой статьи, где обсуждаются определение, применение, работа, преимущества и недостатки процесса сварки трением. Я надеюсь, что вам достаточно этого сообщения, если да, любезно поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Сварка трением: принцип, работа, типы, применение, преимущества и недостатки
Сегодня мы узнаем о принципе, работе, типах, применении, преимуществах и недостатках сварки трением с ее схемой.Сварка трением — это процесс сварки в твердом состоянии. Сварка в твердом состоянии — это процесс сварки, в котором не применяется внешнее нагревание или не используется расплавленное или пластичное состояние. В этом типе сварки сварка происходит за счет внешнего давления, приложенного к твердому телу. В процессе сварки трением обе пластины или обрабатываемая деталь, подлежащие соединению, либо вращаются, либо перемещаются относительно друг друга. Это относительное движение вызывает трение, которое пластически перемещает материал на контактной поверхности.До завершения сварного шва применялось принудительное высокое давление. Эта сварка применяется для соединения стальных стержней, труб диаметром до 100 мм.
Сварка трением:
Принцип:
Сварка трением работает на основном принципе трения. В этом процессе сварки трение используется для выработки тепла на поверхности сопряжения. Это тепло в дальнейшем используется для соединения двух заготовок путем приложения внешнего давления к поверхности заготовки. В этом процессе сварки трение применяется до тех пор, пока не будет достигнута температура пластического формования.Обычно это 900-1300 градусов по Цельсию для стали. После этой фазы нагрева прикладывается равномерно возрастающая сила давления до тех пор, пока обе металлические детали не образуют прочное соединение. Это соединение создается за счет термомеханической обработки контактной поверхности.
Рабочий:
Есть много типов процессов сварки трением, которые работают по-разному. Но все эти разные процессы включают в себя общий принцип работы, который можно резюмировать следующим образом.
- Сначала обе заготовки подготавливаются для получения гладкой квадратной поверхности.Один из них устанавливается на патрон с приводом от ротора, а другой остается неподвижным.
- Ротор позволяет вращаться с высокой скоростью, заставляя вращаться закрепленную заготовку. К неподвижной заготовке прилагается небольшое усилие давления, которое позволяет очистить поверхность путем полировки.
- Теперь к неподвижной заготовке прилагается сила высокого давления, которая вынуждает ее двигаться по направлению к вращающейся заготовке и создает высокую силу трения. Это трение выделяет тепло на контактной поверхности.Применяется до тех пор, пока не будет достигнута температура пластического формования.
- Когда температура достигает желаемого предела, ротор останавливается, и сила давления увеличивается до тех пор, пока не будет сформирован весь сварной шов.
- Эта сварка используется для сварки тех металлов и сплавов, которые нельзя сваривать другими способами.
Типы:
Непрерывная индукционная сварка трением:
Эта сварка аналогична описанной выше. В этом процессе сварки ротор соединен с ленточным тормозом .Когда трение пересекает предел пластической температуры, срабатывает ленточный тормоз, который останавливает ротор, но давление на заготовку возрастает до тех пор, пока не образуется сварной шов.
Инерционная сварка трением:
При этом типе сварки трением ленточный тормоз заменяется маховиком двигателя и валом . Эти маховики соединяют патрон с двигателем. В начале сварки оба маховика соединяются друг с другом. Когда скорость или трение достигают предела, маховик двигателя отделяется от маховика вала.Маховик вала имеет малый момент инерции и останавливается без тормоза. Сила давления постоянно прикладывается к заготовке до образования сварного шва.
Применение:
- Для сварки труб и валов.
- В основном используется в авиакосмической, автомобильной , морской и нефтяной отраслях.
- Шестерни, ось, клапаны, привод и т. Д. Компоненты сварены трением.
- Используется для замены поковки или литья в сборе.
- Гидравлический шток поршня, втулки роликов тележки и т. Д. Соединяются сваркой трением.
- Используется в электротехнической промышленности для сварки медного и алюминиевого оборудования.
- Используется в насосе для приварки вала насоса (нержавеющая сталь к углеродистой стали).
- Рычаги зубчатые, сверла, шатуны и т. Д. Привариваются сваркой трением.
Преимущества и недостатки:
Преимущества:
- Это экологически чистый процесс без образования дыма и т. Д.
- Узкая зона термического влияния, поэтому свойства термочувствительного материала не изменяются.
- Присадочный металл не требуется.
- В большинстве случаев прочность при сварке высока.
- Легко автоматизируется.
- Высокая скорость сварки.
- Высокая эффективность сварки.
- Этим процессом можно сваривать самые разные металлы.
Недостатки:
- В основном используется только для круглых прутков одинакового сечения.
- Некокованный материал не поддается сварке.
- Подготовка детали важнее
- Высокая стоимость настройки.
- Совместная конструкция ограничена.
Это все о принципе, работе, типах, применении, достоинствах и недостатках сварки трением. Если у вас есть какие-либо вопросы относительно этой статьи, задавайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей. Спасибо, что прочитали.
Сварка трением: процесс, типы и преимущества
Сварка трением, как следует из названия, использует трение для сварки соединений.В процессе соединения не используется внешний нагрев.
Следовательно, сварка трением — это не сварка плавлением, а процесс сварки в твердом состоянии, при котором получаемое соединение часто имеет такую же прочность, как и основной металл. Этот метод сварки используется в нескольких отраслях промышленности для соединения деталей.
Давайте подробнее рассмотрим, как работает этот метод и его преимущества.
СВЯЗАННЫЕ С: ЛАЗЕРНАЯ СВАРКА: ТИПЫ, ПРЕИМУЩЕСТВА И ПРИМЕНЕНИЕ
Если вы потрете ладони друг о друга, вы заметите, что ваши ладони станут горячими.Чем дальше вы увеличиваете давление и скорость, тем теплее становится.
Тот же принцип тепловыделения за счет трения используется при сварке трением, при которой металлические части трутся друг о друга с чрезвычайно высокой скоростью и давлением.
Это взаимодействие между двумя поверхностями приводит к механическому трению. Даже если два свариваемых материала могут показаться невооруженным глазом гладкими, на микроскопическом уровне есть неровности. Этих неровностей достаточно, чтобы между их поверхностями возникло трение.
Когда два материала подвергаются сварке трением, относительное движение между собой и прикладываемое к ним давление создают тепло в точках контакта. По мере продолжения процесса тепловыделение также возрастает, и два материала начинают становиться вязкими в точках контакта.
Опять же, движение между двумя частями способствует смешиванию двух частей в их точках контакта, создавая соединение или сварной шов.
Любой процесс сварки, в котором для создания соединения используется трение, можно назвать сваркой трением.Однако в основном существует четыре типа процессов сварки трением.
Давайте кратко рассмотрим каждый из них, чтобы понять тонкие различия между ними.
Сварка трением с вращением: Один из двух материалов вращается по поверхности другого там, где требуется сварка. В процессе используется сжимающая осевая сила и высокие скорости вращения.
Эта комбинация приводит к пластификации двух материалов, что в конечном итоге приводит к их соединению.
Линейная сварка трением: При этом типе сварки трением один из материалов колеблется относительно другого на высоких скоростях с высокими сжимающими силами при возвратно-поступательном движении. Возникающее в результате тепло, выделяемое на поверхностях, приводит к пластификации металла, а оксиды или поверхностные загрязнения выгорают или удаляются по бокам.
Сварка трением с перемешиванием: При сварке трением с перемешиванием используется специальный инструмент с цилиндрическим уступом и профилированным штифтом для создания сварных швов.Булавка проходит по шву двух заготовок, пока плечо не коснется шва.
Затем инструмент вращается там, где трение между заплечиком и швом смягчает металл. Профилированный штифт линейно перемещается по линии шва, перемешивая мягкий металл и создавая при этом сцепление.
Точечная сварка трением с перемешиванием: Точечная сварка трением с перемешиванием — это один из видов сварки трением с перемешиванием с одним существенным отличием.
При сварке трением с перемешиванием инструмент перемещается по шву деталей.Однако при точечной сварке трением с перемешиванием инструмент вращается в точке, а не перемещается.
Он вращается и создает сварной шов, а инструмент поднимается вверх, образуя выходное отверстие, в которое был введен профилированный штифт.
Скорость, с которой происходит относительное движение и давление, прикладываемое к заготовкам, зависит от величины тепла, необходимого для создания сварного шва между двумя металлическими частями. Для стали при сварке трением возникает температура от 900 до 1300 градусов Цельсия .
Многие используют инерционную сварку и сварку трением как синонимы. Однако инерционная сварка — это разновидность сварки трением.
Точнее, инерционная сварка — это разновидность ротационной сварки трением. Сварка получила название «инерционная сварка» из-за способа вращения.
В этой технике соединения одна из заготовок остается неподвижной, а другая устанавливается на шпиндель. Шпиндель вращается с высокой скоростью для создания трения между двумя металлическими поверхностями.
Здесь максимальная скорость вращения шпинделя фиксирована и зависит от типа материала, который он удерживает, и температуры, которой он должен достичь, чтобы сварить две детали вместе.
Как только шпиндель достигает максимальной частоты вращения, привод отключается, и неподвижная заготовка доверяется вращающейся заготовке. Заготовка продолжает вращаться сама по себе за счет силы инерции, возникающей в результате кинетической энергии.
Не все методы сварки обеспечивают одинаковые результаты соединения.Следовательно, тип сварки выбирается на основе свойств, придаваемых соединению в процессе сварки.
Давайте обсудим некоторые преимущества использования сварки трением:
Позволяет соединять разнородные металлы: Одним из основных преимуществ сварки трением является то, что ее можно использовать для соединения разнородных металлов.
Вот некоторые из распространенных биметаллических фрикционных соединений:
- Алюминий к стали
- Медь с алюминием
- Титан с медью
- Никелевый сплав со сталью
Как правило, любой кованный металл можно сваривать трением.Это дает больше свободы инженерам, поскольку они могут создавать биметаллические конструкции благодаря сварке трением.
Соединения меди с алюминием обычно считаются громоздкими, но при сварке трением это возможно.
Нет внешнего приложения тепла или флюса: Сварка трением не требует внешнего тепла или флюса, что делает процесс простым и менее беспорядочным.
Минимальные дефекты или их отсутствие: Одним из преимуществ твердотельной сварки является то, что она содержит минимальные дефекты или их отсутствие по сравнению со сваркой плавлением.Те же эффекты переносятся и на сварку трением.
Очень быстрый процесс: Сварка трением считается одним из самых быстрых методов сварки, она выполняется в два или даже в 100 раз быстрее, чем обычные швы плавлением.
Не требует большой подготовки поверхности: Обработанные поверхности, поверхности, подвергнутые распилу или срезанию, могут быть соединены сваркой трением. Однако присутствие смазочных материалов или масел недопустимо для достижения оптимальных условий сварки.
Сварка трением — это общий термин, охватывающий несколько типов сварочных процессов.Многие отрасли промышленности полагаются на сварку трением для создания соединений, которые в противном случае не поддаются разборке.
Это быстрый, эффективный и один из самых популярных вариантов для сварки в твердом состоянии.
Что такое процесс сварки трением и как он работает? — Welding Master
Сварка трением (FRW) — это процесс сварки в твердом состоянии, что означает, что в этом процессе тепло не поступает извне, и в этом процессе отсутствует расплавленный металл. При этой сварке технологическое тепло генерируется механически вызванным трением при скольжении заготовки по другой ее части.Через некоторое время он нагревается до высокой температуры, которая называется стадией пластичности, на которой он готов к коалесценции путем приложения достаточного и необходимого давления на обе части заготовки.
Поскольку в процессе сварки трением плавление не происходит, оно не включается в процесс сварки плавлением, а в основном учитывается при сварке кованых изделий. Он используется с металлами и термопластами в строительстве самых разных авиационных и автомобильных приложений.
История
Советский Союз разработал этот сварочный процесс в 1956 году.Американские компании Caterpillar, Rockwell International и American Manufacturing Foundry разработали машины для этого процесса.
Также читайте:
Сварка трением
В этом процессе сварки трение используется для генерирования тепла на поверхности сопряжения. Это тепло в дальнейшем используется для соединения двух деталей путем приложения внешнего давления к поверхности детали.
Существует много методов сварки трением, но основное правило или принцип остается неизменным, что можно увидеть следующим образом: —
- Сначала одна часть заготовки закрепляется на патроне, который неподвижен, а другая часть — неподвижно. помещен в ротор.
Затем ротор вращается с большой скоростью с помощью внешнего источника энергии. - Теперь к неподвижной заготовке прикладывается высокое давление, которое трется о вращающуюся заготовку и вызывает сильное трение. Это трение вызывает нагревание обеих деталей. Применяется до тех пор, пока не будет достигнута температура пластического формования.
- Ротор останавливается, когда давление увеличивается до тех пор, пока не будет сформирован весь сварной шов.
Для лучшего объяснения посмотрите видео, представленное ниже:
Типы
Существует множество вариантов процесса, которые в основном работают по тому же принципу, что и упомянутый выше, а именно: —
1.Непрерывная индукционная сварка трением:
В этом процессе сварки ротор соединен с ленточным тормозом. Когда температура достигает предела пластической температуры, срабатывает ленточный тормоз, роль которого заключается в остановке ротора, но давление, прикладываемое к заготовке, увеличивается до тех пор, пока не образуется сварной шов.
2. Инерционная сварка трением / центробежная сварка:
В этом процессе сварки вместо ленточного тормоза используются маховик двигателя и маховик вала. Эти маховики соединяют патрон с двигателем.Сначала оба маховика соединены друг с другом.
Когда скорость или трение достигают предела, маховик двигателя отделяется от маховика вала. Маховик вала имеет низкий момент инерции, который останавливается автоматически без использования тормоза. Сила давления постоянно прикладывается к заготовке до тех пор, пока не будет сформирован сварной шов.
Также читайте:
3. Линейная сварка трением
Этот процесс такой же, как и при вращательной сварке, но в этом процессе патрон вращается по кругу, тогда как при линейной сварке трением он колеблется, а не вращается.Он имеет гораздо более низкую скорость по сравнению с вращательной сваркой, что выгодно для работы с линейным трением, поскольку качество сварного шва во много раз лучше, чем при вращательной сварке.
4. Линейная вибрационная сварка
При линейной вибрационной сварке материалы контактируют друг с другом и подвергаются воздействию высокого давления. Затем прикладывают внешнюю вибрационную силу, чтобы тереть детали друг о друга, перпендикулярно приложенному давлению. Обе заготовки вибрируют с частотой 200 Гц.В основном эта техника используется в автомобильной промышленности.
5. Поверхность трением
Этот процесс является производным от процесса сварки трением, когда на подложку наносится материал покрытия. В основном это процесс нанесения покрытия на поверхность. Стержень, состоящий из материала покрытия, который называется мехатродом. Затем он вращается под давлением, образуя слой пластикового типа в стержне на границе с подложкой. При перемещении подложки по поверхности вращающегося стержня осаждается слой, похожий на пластик.
Преимущества
- Позволяет производить сварные швы высокого качества в короткие сроки.
- В этом процессе не используются присадочный металл и флюс.
- Это занимает меньше времени, чем любой другой процесс.
- В этом процессе требуется меньше навыков для его использования.
- Тепло, выделяемое в процессе, влияет на меньшую площадь.
- В этой системе можно работать с самыми разными металлами.
Недостатки
- Этот процесс ограничивается угловыми и плоскими стыковыми соединениями.
- Подготовка детали более важна, чем сварка.
- Стоимость настройки станка очень высока.
- Может использоваться только для небольших деталей машин, большие детали с ним не совместимы.
Приложение
- Применяется для изготовления труб и валов.
- В основном используется в аэрокосмической, автомобильной, морской и нефтяной промышленности.
- Используется в электротехнической промышленности для сварки медного и алюминиевого оборудования.
- Используется для сварки рычагов передач, сверл, шатунов и т. Д.
Ссылка:
https://en.wikipedia.org/wiki/Friction_welding
25 Плюсы и минусы сварки трением — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
В то время как большинство людей слышали о сварке горелкой и сварке TIG и MIG, гораздо меньше людей слышали о сварке трением. Это связано с тем, что сварка трением — это не ручная техника, а процесс изготовления металла на основе кузнечных изделий, который можно использовать для плавления как похожих, так и разнородных металлов.
Итак, каковы плюсы и минусы сварки трением? Сварка трением — это изготовление металла на уровне сборки, которое можно использовать для соединения металлов без присадки. Процесс сварки трением двух металлических деталей вместе естественным образом очищает место сварки для лучшего соединения.Однако сварка трением ограничивается кузнечными работами и является дорогостоящей. штабелирование кубиков при сварке трением
Сварка трением не подходит для всех областей применения. Тем не менее, для многих промышленных сварочных операций (особенно тех, которые связаны с аппаратами под давлением), это может быть отличной альтернативой другим типам изготовления металла на основе кузнечных изделий. Читайте дальше, чтобы узнать больше об искусстве сварки трением и о том, как она используется в металлообработке.
Что такое сварка трением?
Сварка трением — это сварка трением, которая проводится в печи, обычно как часть автоматизированной заводской сборочной линии . Два металла сливаются вместе с высокой скоростью, соединяя их и делая их одним . В отличие от сварки горелкой или дуговой сварки, которые контролируются отдельными людьми-операторами и выполняются с помощью ручных методов, сварка трением выполняется с помощью механического оборудования. Он использует высокоскоростное трение для соединения двух металлических частей вместе. Фото: Kala44, CC BY-SA 3.0 https://creativecommons.org/licenses/by-sa/3.0, через Wikimedia Commons
Трение, которое используется в Сварка трением вызывается силой вращательного движения в противоположных направлениях, что неизбежно приводит к накоплению тепла из-за трения в точке соединения.Металлические детали вращаются и нагреваются, но они также подвергаются высокому давлению, что помогает обеспечить прочную металлургическую связь.
Существенная разница между сваркой трением и традиционной сваркой плавлением состоит в том, что при сварке трением сварочная ванна никогда не создается . Вместо этого две части металла соединяются на уровне контактной поверхности за счет термомеханического движения. Это делает сварку трением особенно хорошим выбором для практических применений, где существует некоторая свобода действий в отношении получаемого расстояния между сварными швами или текстуры поверхности.
Большая часть (более 90%) оборудования для сварки трением предназначена для сварки стыковых соединений. Мало того, что эти соединения используются в приложениях под давлением, которые извлекают выгоду из структурной целостности сварного шва трением, тип вращающегося оборудования, необходимого для поворота соединения до температур сварки, легче спроектировать вокруг стыкового соединения. Подобно другим типам термической сварки, соединения, выполненные сваркой трением, могут потребовать отпуска для повышения прочности.
Как работает сварка трением?
Даже в металлообрабатывающих материалах, которые кажутся совершенно гладкими на поверхности, есть серия микроскопических шипов на металлической поверхности, называемых неровностями, которые ответственны за нагревание от трения. Когда эти неровности взаимодействуют друг с другом на двух поверхностях, соединенных лицом к лицу, сопротивление, создаваемое между ними, вызывает накопление тепла.
Сварка трением использует преимущества этого физического явления за счет использования тепла, выделяемого при трении, для создания прочной металлургической связи с полным контактом наравне со связями, создаваемыми при традиционной сварке плавлением.
При сварке трением приложенное давление так же важно для установления связи металла, как и приложенная теплота трения и сопротивление. Сочетание двух сил приводит к образованию окончательного сварного соединения.
Типы сварки трением
Существует четыре основных типа сварки трением:
- Сварка трением
- Линейная сварка трением
- Сварка трением с перемешиванием
- Точечная сварка трением
Два типа сварки трением Сварка трением с прямым приводом, сварка трением и инерционная сварка трением . Существуют также специальные методы сварки трением, такие как орбитальная сварка трением , и вибрационная сварка трением , , которые аналогичны ротационной и линейной сварке трением, но включают небольшие изменения движений соединения.
Основное отличие типов сварки трением заключается в механических этапах, используемых для выработки тепла от трения. Все оборудование для сварки трением работает с рядом двигателей, приводов и маховиков, которые вращают сварочные компоненты с достаточно высокой скоростью, чтобы при сварке выделялось тепло от трения.
В чем разница между сваркой трением по инерции и сваркой с прямым приводом?
При сварке с прямым приводом энергия, используемая для создания вращения, напрямую передается шпинделю сварочного аппарата электродвигателем сварочного аппарата трением. Этот вид роторного сварочного аппарата может работать до тех пор, пока на него подается питание. Поскольку при этом выделяется больше тепла, чем при инерционной сварке трением, для него также требуется более длительное время охлаждения.
Существенная разница между сваркой трением по инерции и сваркой с прямым приводом состоит в том, что сварка трением по инерции требует гораздо более высоких скоростей вращения для достижения сварного соединения. Инерционная сварка трением обычно применяется при сварке трением с использованием термопластов, но не всегда. Он также очень часто используется с легкими металлами в аэрокосмической промышленности.
Вот отличное видео, демонстрирующее сварку трением по инерции.
Независимо от их различий, оба типа сварки трением работают по одному и тому же основному принципу — с использованием тепла, выделяемого сопротивлением трения на высоких скоростях, для плавления металлов.
Плюсы сварки трением
Сварка трением имеет множество преимуществ, которые делают ее популярной формой сварки в автоматизированных заводских сборках. Вот некоторые из плюсов сварки трением:
Это шлак. Шлак — это плохо.
- Без шлака: В отличие от других видов сварки, сварка трением не приводит к образованию брызг или шлака, которые могли бы повредить структурную целостность соединения или повлиять на внешний вид полученного сварного шва. Это также снижает риск травмирования сварщика летящими частицами или расплавленным металлом.
- Полностью сплошной контакт: В отличие от ручной сварки, когда нужно беспокоиться о растрескивании на краях сварного шва или в результате неравномерного нагрева, сварка трением обеспечивает равномерное распределение тепла по всей сварочной поверхности по всей поверхности. сварной шов.В результате получается более механически идеальный сварной шов, чем можно было бы выполнить вручную.
- Может работать от стандартной мощности: При таком же напряжении, при котором работают электродвигатели, может работать оборудование для сварки трением, что делает его подходящим выбором для заводских сборок. Хотя оборудование для сварки трением обычно включает в себя тяжелое оборудование, это не особенно сложно.
- Без присадки: Нет необходимости использовать расходные материалы, такие как присадочный пруток или проволока, при сварке трением.Поверхности двух металлических частей свариваются вместе лицом к лицу без необходимости использования какого-либо другого материала между ними. Это не только сокращает необходимые пробелы в инженерном проектировании, обеспечивая более гладкую и аэродинамическую конструкцию, но и повышает эффективность.
- Без защитного газа: В отличие от операций сварки TIG и MIG, для сварки трением не требуется защитный газ или другой флюс для предотвращения проблем. Это важное соображение, поскольку смеси инертных газов, используемые при электросварке, могут быть дорогостоящими.Введение защитного газа в сварочную операцию также может увеличить риск ошибки оператора, поскольку сварщик пытается одновременно управлять как движением сварочной горелки, так и педалью защитного газа.
- Нет дыма или паров : в отличие от других видов сварки, при которых могут выделяться пары, опасные для дыхания людьми, при сварке трением не образуется дыма или частиц. Это делает сварку трением экологически безвредным видом сварки, а также более безопасным видом сварки, чем горючие методы сварки, при которых образуется окись углерода.
- Подготовка поверхности не требуется: В отличие от традиционных методов сварки, которые требуют тщательной очистки основных металлов перед сваркой, сварка трением оплавлением очищает основной металл за счет механики трения. Подготовка поверхности и очистка свариваемых поверхностей — одно из основных затрат времени, связанных с традиционной сваркой, поэтому ее устранение — значительный скачок в эффективности металлообработки.
- Быстрое время соединения: В то время как традиционные сварочные операции могут занять несколько часов, так как участки сварного шва могут остыть и затвердеть, сварка трением выполняется за несколько секунд.Это не только позволяет быстрее сваривать каждую готовую деталь, но и означает, что завод может производить больше сварных деталей в час, что увеличивает производительность всего предприятия.
- Уменьшенный вес: Для всего, от вертолетов до шаттлов, аэрокосмическая промышленность зависит от методов сварки трением, которые помогают сохранять машины легкими и оторванными от земли. С летной механикой каждый лишний фунт балласта засчитывается в грузоподъемность летательного аппарата, поэтому снижение веса является жизненно важной инженерной задачей.
- Прочность: При сварке трением не только получаются прочные сварные швы, но и получаются сварные швы, которые остаются прочными. Это особенно важно в высокопроизводительных средах, в которых детали, сваренные трением, подвергаются постпроизводственным операциям. Долговечность сварки трением — одна из причин ее широкого распространения в морской, воздушной и космической отраслях.
- Более низкие температуры: В целом, сварка трением может быть успешно выполнена при более низких температурах, чем другие сварочные операции, что снижает уязвимость основного металла к тепловому воздействию.Также отсутствует внешнее тепловыделение, что резко снижает риск ожогов и других травм, связанных со сваркой.
- Более низкие производственные затраты: Поскольку сварка трением не требует присадки или флюса и может быть автоматизирована, в целом она стоит намного меньше, чем другие виды сварки, даже несмотря на то, что сам процесс по-прежнему является дорогостоящим для настройки на заводе уровень. Снижение производственных затрат также приводит к увеличению прибыли и снижению затрат для потребителей.
- Герметичные сварные швы: Сварные швы, полученные сваркой трением, являются воздухонепроницаемыми, что делает их оптимальными сварными швами как для воздушных, так и для водных транспортных средств, особенно тех, которые работают в условиях высокого давления. Стабильные сварные швы трением помогают защитить операторов этих судов от аварий с декомпрессией.
- Оператор не ошибается: Одна из самых больших проблем сварки заключается в том, что сварщику требуются годы, чтобы научиться последовательно сваривать соединение при высоких температурах, не допуская ошибки человека или риска травмы.Сварка трением устраняет эту проблему за счет механизации процесса сварки, что делает его идеальным для автоматизации сварочных операций в заводских условиях.
- Стабильные результаты: Поскольку сварка трением является результатом механизированного процесса, а не вручную, полученные сварные швы более стабильны и не подвержены появлению дефектов, таких как пористость или хрупкость.
- Твердотельные операции: В отличие от других форм сварки, которые требуют нагрева металлов до жидкого состояния, сварка трением является твердотельной сваркой, что означает, что используемые основные металлы никогда не ломаются, и нет присадки. тает.
- Делает незаметный сварной шов: Низкий профиль сварного шва трением означает, что его можно сделать почти невидимым, что минимизирует его влияние на визуальный дизайн.
Как видите, использование сварки трением в производственном процессе дает множество преимуществ, большинство из которых приводит к более прочному сварному шву в целом. Для некоторых типов соединений сварка трением дает несколько преимуществ. Но это не лучший выбор для сварки.
Минусы сварки трением
Наряду с преимуществами сварки трением, у этого типа сварки также есть некоторые недостатки. Вот некоторые из недостатков сварки трением:
- Подходит только для определенных соединений: Причина в том, что более 90% производимого оборудования для сварки трением предназначено для сварки стыковых швов. При сварке трением других типов углов может быть сложно добиться результатов. Это означает, что, несмотря на полезность сварки трением, вам по-прежнему необходимы другие типы сварки для выполнения широкого спектра сварных швов.
- Отсутствие контроля со стороны человека: В то время как машина для сварки трением устраняет ошибки оператора, механизированная сварка также устраняет суждения оператора, что может быть полезно при сварке, где требуется специальная сварка (например, сварка вверх дном).Люди могут стратегически прихватывать области сварных швов, чтобы усилить их на лету или изменить конструкцию, в то время как автоматизированное оборудование не способно изменять конструкцию.
- Дорогостоящее оборудование: Сварка трением и виды сварки, выполняемые мастерами-любителями по металлу с помощью установок TIG, представляют собой очень разные виды сварки. Сварка трением почти исключительно используется в промышленных и заводских установках для автоматизации сборочной сварки. Среднестатистический сварщик не может позволить себе выполнять сварку трением в частном секторе.
- Крупное и тяжелое оборудование: Оборудование, необходимое для выработки тепла и энергии для сварки металлических соединений трением, не то оборудование, которое вы найдете в гараже. Это сварка на промышленном уровне.
- Только для кузнечных работ: В отличие от сварочных аппаратов TIG и MIG или горелок, которые можно транспортировать на рабочие места и использовать на открытом воздухе, сварка трением ограничивается кузнечной средой.Это делает его гораздо менее доступным для непрофессионалов или мастеров-любителей, чем другие типы сварочного оборудования.
- Практическое применение: Любой может взять в руки пропановую паяльную лампу и научиться сваривать, но сварка трением — это специализированная механическая операция, с которой, скорее всего, будут иметь дело только машинисты или инженеры-механики. В отличие от ручной сварки или сварки TIG, сварка трением не имеет ценности для дома.
- Нет невидимого завершения. До сих пор инженеры-механики не могли придумать, как спроектировать оборудование для сварки трением, которое не образовывало бы отверстия в местах остановки.
- Автомат и права работников. Поскольку автоматическая технология в сварочных процессах продолжает развиваться, она угрожает существованию обычных сварщиков. Хотя это в некоторой степени неизбежный процесс с появлением технологий во всех секторах человеческого общества, его все же следует учитывать.
В целом сварка трением очень эффективна, но полезна только в некоторых случаях.Однако сварка трением используется во многих отраслях металлообработки и сборки.
Что можно сварить трением?
Хотя сварка трением не подходит для широкого использования отдельными сварщиками, сварка трением используется в металлообрабатывающей промышленности для сборки стыков. Вот некоторые из вещей, которые свариваются сваркой трением:
- Термопласты: Поскольку термопласты требуют повышенного давления для соединения с металлом, сварка трением является одной из немногих форм сварки, которые могут эффективно связывать термопласты с металлами без потерь. целостность конструкции.
- Разнородные металлы: При сварке трением можно приваривать друг к другу различные типы металлов, например алюминий, и сталь, не создавая при этом значительных участков термического влияния. Это особенно важно при сварке под давлением, когда металл должен сохранять предел прочности на растяжение по всей сборке по соображениям безопасности.
- Подобные металлы: Тепло, выделяемое при сварке трением, сравнимо с уровнями тепла, выделяемыми при традиционной сварке плавлением, что означает, что сварка трением позволяет сваривать нержавеющую сталь так же, как и все остальное.Сварка трением предлагает преимущества методов сварки, таких как сварка TIG, без недостатков, таких как дефекты оператора, опасное ручное оборудование или расходные материалы.
Кредит = Али esmaeili1364, CC BY-SA 4.0 https://creativecommons.org/licenses/by-sa/4.0, через Wikimedia Commons
Сварка трением особенно распространена в авиакосмической и морской промышленности , где она используется для создавать безопасные, прочные соединения без ущерба для аэродинамики или увеличения веса сборки за счет добавления наполнителей.Сварка трением также используется в ядерной технике.
Вот некоторые из других отраслей, где встречается сварка трением:
- Сборка автомобилей
- Оборудование для бурения нефтяных скважин
- Промышленные печатные сборки
В этих отраслях сварка трением часто используется как способ обеспечения быстрой , прочные связи между разнородными металлами. Это особенно важно в системах, работающих под давлением, где слабые места в основных металлах могут привести к выбросу или неисправности, связанной с давлением.
Что такое инерционная сварка трением?
Сварка трением по инерции — это сварка трением, которая выполняется с помощью серии маховиков, в которых используется двигатель и вал шпинделя, чтобы довести сварное соединение до высоких уровней скорости вращения и нагрева перед разъединением.
Этот процесс нагревает и пластифицирует поверхности двух соединенных деталей за счет силы трения инерции, в результате чего образуется прочное соединение, когда детали останавливаются и остывают.
Кто изобрел сварку трением?
Роторная сварка трением — это самый старый вид сварки трением, изобретенный в 1950-х годах. Сварка трением была впервые предложена японскими инженерами в середине 1950-х годов для использования в производстве автомобильных тормозов Toyota, но вскоре после этого она быстро распространилась по всему миру металлообрабатывающего сообщества. Один из новых видов сварки трением сварка трением с перемешиванием был изобретен Уэйном Томасом в 1991 году.
С момента своего создания сварка трением претерпевала многочисленные итерации, поскольку производители изменяли конструкцию оборудования для сварки трением, чтобы использовать все новые и новые возможности. сложная автоматизация.
Насколько прочна сварка трением?
Сварка трением, возможно, является наиболее надежной технологией сварки по многим причинам:
- Низкий уровень дефектов: Поскольку сварка трением является механизированной и не требует участия человека-оператора, она не подвержена различным видам дефектов и человеческих ошибок, которые приводят к снижению прочности сварного соединения на разрыв в результате хрупкости или проникновения тепла. Автоматические установки для сварки трением создают идеальные и (что еще более важно) повторяемые сварные швы.
- Низкотемпературная: Сварка трением выполняется быстро и проводится при относительно низких температурах сварки, что означает, что она не сильно влияет на химические свойства основных металлов. Это приводит к стабильным и надежным сварным швам, которые сохраняют полную прочность (или более прочную), чем металлы, которые они соединяют.
- Без изменений: Прямая механизированная операция «металл к металлу» означает, что в сварном шве нет несоответствий, которые могут повлиять на прочность на разрыв, таких как загрязнения или неравномерное тепловое воздействие.Эти несоответствия являются одной из основных причин дефектов, снижающих прочность сварного шва.
- Полный контакт: Последовательный, равномерный прямой контакт между двумя металлическими частями, участвующими в сварке трением, обеспечивает стабильное и полное соединение от одного конца сварного шва к другому. В результате обеспечивается связь с прочностью сварного шва плавлением (без ошибок оператора). При таком полном контакте отсутствуют слабые места, которые потенциально могут привести к потере прочности на разрыв.
Сварка трением, естественно, создает слабое место в металлической сборке, воздействуя на металл высокими температурами. Сварка трением фокусирует высокие температуры и давления непосредственно в точке сварного шва, что резко снижает любое энергетическое воздействие на остальную металлическую сборку.
Эти фотографии демонстрируют прочность конечного продукта при сварке трением. Сварные швы трением не только такие же прочные, как и основной материал, но они также часто более долговечны в точке контакта, чем основной металл в других местах.Сварка трением не действует как щель в броне металлического узла, а усиливает его.
В конечном итоге прочность металлического сварного соединения (сваренного трением или нет) зависит от типа плавящегося материала. Хотя сварка трением может быть технически прочнее основного металла, ее прочность на растяжение и сдвиг все равно будет ниже.
Каковы особенности сварки трением?
Сварка трением уникальна среди методов изготовления металлов. Вот некоторые особенности, которые выделяют сварку трением:
- Универсальность: Теоретически любой покованый металл можно сваривать трением. Сварка трением особенно ценится за ее способность связывать различные металлы или соединять металлы друг с другом с помощью термопластов, что затруднительно для большинства других методов сварки без значительного ухудшения качества получаемого шва.
- Скорость: Операции сварки трением выполняются в десять раз быстрее, чем традиционные операции сварки, что делает их находкой для обрабатывающей промышленности.Сварка трением — краеугольный камень массового производства, особенно в автомобильной промышленности.
- Сварка алюминия: Алюминий, как известно, сложен для работы отдельными сварщиками, но сварка трением (особенно сварка трением с перемешиванием) является отличной сваркой для связывания алюминия. Поскольку алюминий склонен к термической деформации, низкие температуры сварки, требуемые при сварке трением, предотвращают возникновение этих дефектов.
Эти уникальные особенности сварки трением — не просто преимущества.Именно эти аспекты этой техники сварки отличают ее от других в обрабатывающей промышленности. Без них современное общество не имело бы почти такого уровня эффективности производства, как сейчас.
Когда сварка трением становится проблемой
За исключением случаев промышленной сварки, одним из сценариев, в которых вы не хотите видеть результаты сварки трением (но где это может быть неприятным побочным эффектом), является автомобильная подвеска. Когда колесный подшипник на автомобиле был запущен или сломан, возникающее трение металла о металл может в конечном итоге привести к тому же типу ротационной сварки трением, которая выполняется на заводах.
Обратной стороной является то, что если на вашем автомобиле произойдет сварка трением, вам удастся избежать серьезной автомобильной аварии. Если колесный подшипник автомобиля остается без смазки на достаточно долгое время или выходит из строя, возникающее трение в шарнире подвески может в конечном итоге полностью заблокировать колесо. Это явление известно как захват сопротивления .
Заедание сопротивления в автомобильных подшипниках относительно редко, но известно, что оно происходит в старых автомобилях, которые не обслуживаются в хорошем состоянии.Чтобы избежать случайной сварки трением соединений вашего автомобиля, убедитесь, что ваши колеса и подвеска регулярно проверяются и смазываются сертифицированным механиком.
Сварка трением — это замечательно, но ограниченно
Сварка трением — это такая новая технология изготовления металлов, что слесари все еще находят новые способы ее использования. Однако этот вид сварки не для всех. Сварка трением, уходящая корнями в промышленную революцию Японии после Второй мировой войны, всегда была краеугольным камнем автоматизированного производства.
Несмотря на то, что сварка трением ограничивается средами ковки, она имеет много преимуществ по сравнению с другими типами сварки, что привело к созданию более прочных металлических узлов в отраслях промышленности по всему миру. Несмотря на то, что сварка трением имеет только специализированные применения, она по-прежнему остается мощным инструментом.
Источники:
https://www.mtiwelding.com/wp-content/uploads/2015/11/friction-welding-forged-quality-Joints.pdf
https://weldingproductivity.com/article/added -friction /
https: // www.twi-global.com/technical-knowledge/faqs/faq-what-is-friction-welding
https://spinweld.com/friction-welding/
https://www.pierceindustries.com/resources/friction-welding -everything-need-know /
http://www.en.izumi-mfg.co.jp/fw/about/history.html
https://www.sme.org/technologies/articles/2016/october/ сварка трением /
https://interestingengineering.com/friction-welding-process-types-and-advantages
https://www.