
Способы соединения проводов. Скрутка, пайка, сварка, опрессовка проводов и другие методы соединения.
Способы соединения проводов
Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
Ко всем контактным соединениям предъявляются определенные технические требования. Но в первую очередь эти соединения должны обладать устойчивостью к механическим факторам, быть надежными и безопасными.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы. В процессе эксплуатации свойства контактного соединения под действием разнообразных факторов внешнего и внутреннего характера могут настолько ухудшиться, что увеличение его переходного сопротивления может вызвать перегрев проводов и создать аварийную ситуацию.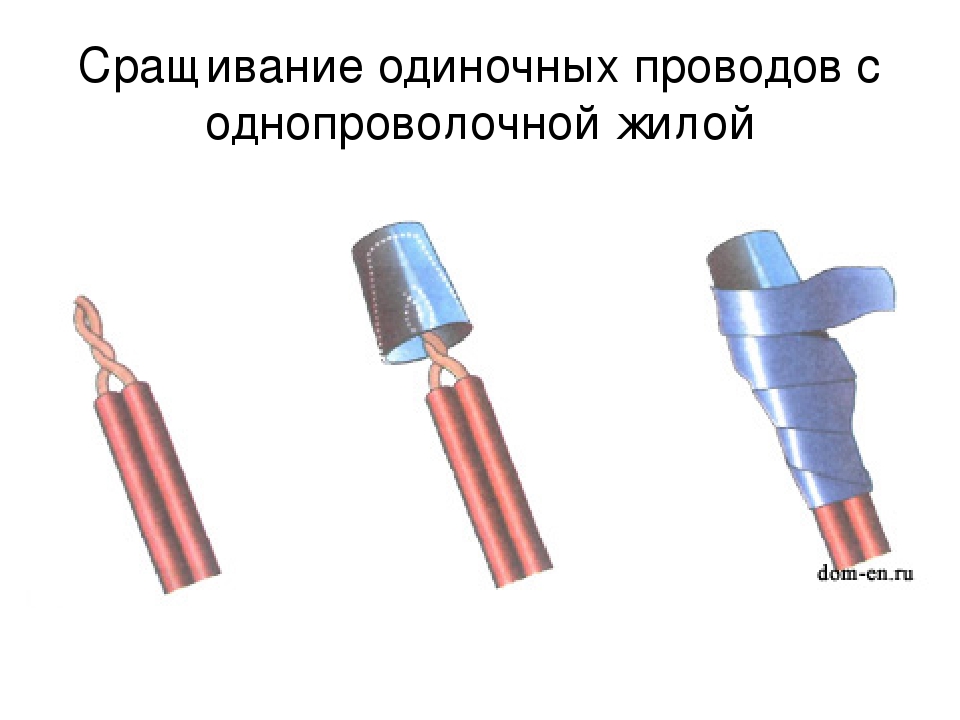 Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление. Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т. и.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разрушается. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.
Сварка. Соединение проводов сваркой.

Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить.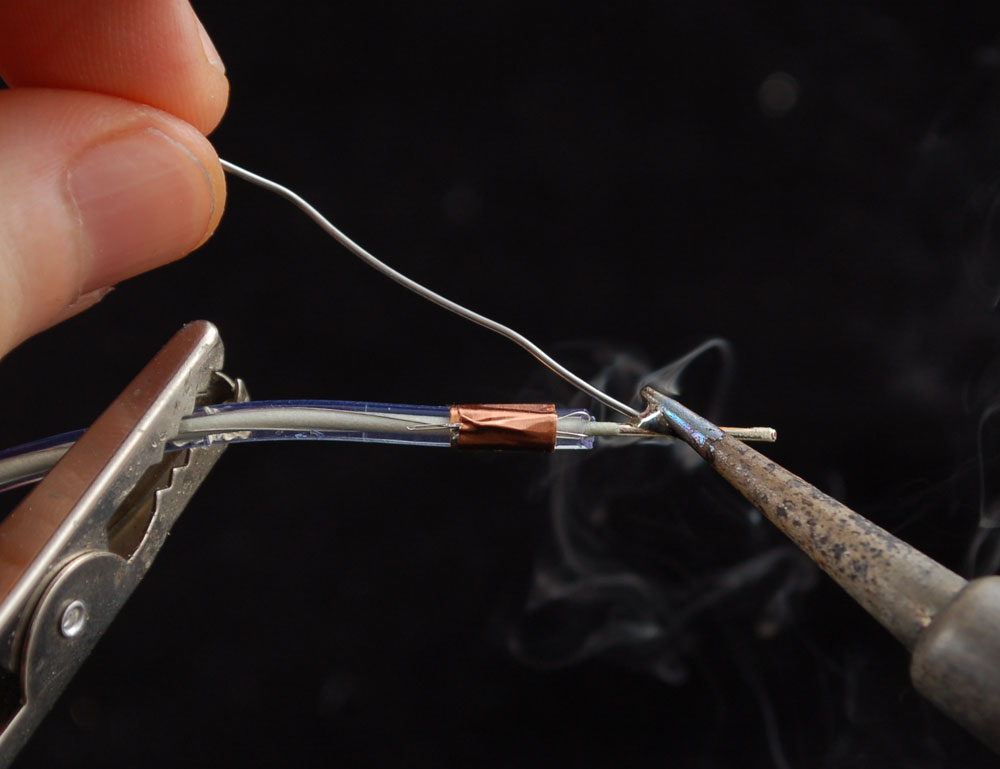 Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников.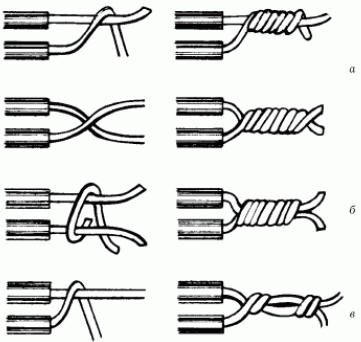 В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Соединение проводов соединительными изолирующими зажимами
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.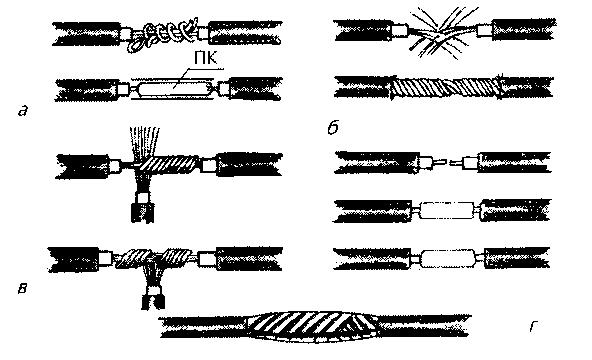
Скрутка. Соединение проводов скруткой.
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.
Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.
4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Поделиться:
сборка сварочника своими руками и методика сварки кабелей
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
Сварка проводов угольным электродомк содержанию ↑
Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.
Пайка проводов паяльникомк содержанию ↑
Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.
Аппарат для сварки скрутокк содержанию ↑
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.
Трансформатор для сварки проводов
У железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
к содержанию ↑
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
Минусы:
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.
Инверторный прибор для электропроводки
Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
к содержанию ↑
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
Понижающие трансформаторы для изготовления аппарата
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
к содержанию ↑
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
к содержанию ↑
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
к содержанию ↑
Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
к содержанию ↑
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.
Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
к содержанию ↑
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.
к содержанию ↑
Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
к содержанию ↑
Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.
к содержанию ↑
Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
Электроды угольные омедненныек содержанию ↑
Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
Средства защиты сварщикак содержанию ↑
Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
Плоскогубцы и бокорезы электромонтажные
Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
к содержанию ↑
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.
к содержанию ↑
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
к содержанию ↑
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
Комплект для термитной сварки
Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
к содержанию ↑
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
к содержанию ↑
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
Сварка позволяет получить надежное соединение проводов
Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварка проводов: сборка сварочника своими руками и методика сварки кабелей
способы, наконечники и необходимые инструменты
В каждом электрическом щитке имеется не менее десятка соединений проводов. Перед их подключением необходимо выполнить оконцевание кабеля. Данная мера обязательна для надежной работы электроустановки.
Что такое оконцевание
Оконцевание проводов — это один из максимально простых и надежных способов подключения проводов к клеммным колодкам, автоматическим выключателям и прочему электротехническому оборудованию. Данный тип соединения распространен в бытовых и промышленных сетях. Это обусловлено преимуществами, которых позволяет добиться оконцевание:
- надежное контактное пятно;
- удобство монтажа;
- низкое переходное сопротивление соединения;
- общая эстетичность проводки.
Силовые кабели с наконечниками
Главное преимущество оконцевания жил кабелей — это низкое переходное сопротивление полученного контакта. Если его не использовать, то провод не сможет должным образом прижаться винтом к шине клеммника. Это приведет к слишком высокому сопротивлению контакта. Плохое соединение начнет греться или вовсе отгорит.
Оконцевание производится с помощью наконечников. Внешне они напоминают медные или алюминиевые колпачки. С одной стороны в них вставляется заранее зачищенный от изоляции провод, а с другой имеется отверстие для крепления под винт. Наконечник служит в качестве надежного переходника между кабелем и устройством, к которому он подключается.
Обжимка многожильного проводак содержанию ↑
Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.
И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.
к содержанию ↑
Как оконцевать провод без наконечника
Применение наконечников — это удобный способ оконцовки провода. Однако они не всегда есть под рукой. В таком случае оконцовка кабеля производится без наконечников. Зачищенную от изоляции и грязи токоведущую жилу вручную сгибают в форме кольца (ушка) под болт. Для формовки соединения следует применять длинногубцы с округлой внешней стороной. Полученное соединение менее надежно, чем наконечник заводского исполнения.
Если провод медный, то ушко под болт можно залудить припоем. Загибать кольцо необходимо по направлению закручивания винта, чтобы в процессе затяжки ушко закручивалось вокруг болта, а не наоборот.
Дополнительная информация. Современный алюминиевый провод не отличается пластичностью. Его жилы более хрупкие, чем у медного кабеля. Это следует помнить при оконцевании и формовке соединительных колец. Алюминиевый провод нужно гнуть минимальное количество раз.
к содержанию ↑
Распространенные виды наконечников
В электромонтажной практике встречаются десятки видов соединителей. Такое разнообразие обусловлено широким списком используемых проводов. Под каждый тип кабеля подбирается свой наконечник. Он должен соответствовать по материалу и сечению токоведущей жилы.
Важно. Для оконцевания алюминиевых проводов следует использовать переходники из такого же материала. Это правило распространяется и на медные жилы. Прямое соединение меди с алюминием недопустимо.
к содержанию ↑
Медные наконечники ТМ
Производятся из цельнотянутой трубки. На это указывает буква — Т. Трубка сделана из меди — М. Полная маркировка выглядит следующим образом ТМ 35-10-9. Здесь:
- Т — трубка;
- М — медная;
- 35 — сечение кабеля, для которого предназначен этот наконечник, кв. мм;
- 10 — диаметр (марка) крепежного винта, мм;
- 9 — диаметр хвостовика, то есть отверстия, в которое вставляется жила кабеля.
Если размеры позволяют, модель наконечника указывается на его поверхности. Если он слишком мал, то на корпусе изделия отштамповывается номинальное сечение подключаемого кабеля. Например, цифра «4» рядом с крепежным отверстием означает, что в наконечник следует вставлять жилу сечением 4 кв. мм.
к содержанию ↑
Медные с лужением ТМЛ
Медь — хороший проводник электрического тока. Однако часто на наконечниках ТМ встречается зеленоватый налет. Это слой оксида меди, который никуда не годится для надежной передачи тока. Для борьбы с этим явлением наконечники дополнительно покрываются защитным антикоррозионным покрытием из олова. В результате получается изделие ТМЛ. Буква «Л» здесь обозначает лужение. В остальном же маркировки ТМ и ТМЛ схожи.
Наконечники для провода луженые
Защитный слой препятствует окислению медного наконечника. Поэтому его допустимо применять в более влажных помещениях. За счет повышенной надежности ТМЛ пригоден для подключения ответственных потребителей электроэнергии.
к содержанию ↑
Медные луженые с контрольным окном ТМЛ (о)
Перед установкой токоведущей жилы в наконечник с нее снимается защитный слой изоляции. При этом имеется пара тонкостей:
- Зачищенная жила должна полностью войти в трубку и упереться в ее окончание. В полости наконечника не должно остаться пустоты.
- Кабель должен зачищаться на минимальную длину. Чтобы у хвостовика наконечника не осталось оголенного участка провода без изоляции.
Для контроля перечисленных условий применяются соединители ТМЛ (о). Маленькая буква «о» в конце маркировки означает, что на поверхности предусмотрено смотровое отверстие. Окно позволяет визуально оценить, зашел ли кабель на должную глубину.
к содержанию ↑
Алюминиевые наконечники ТА
Данный тип соединителей изготовлен из алюминиевой трубки. На это указывает буква «А». Наконечники ТА предназначены для ответвления алюминиевых проводов от аналогичных по материалу токоведущих шин.
ТА отличаются продолжительным сроком службы. Алюминий обладает повышенной устойчивостью к влаге из воздуха и практически не разрушается от нее. Такой материал в несколько раз дешевле меди, поэтому подчас люди выбирают именно алюминиевые крепежи.
Кабельные наконечники алюминиевые
ТА выпускаются для проводов сечением от 16 кв. мм и выше. А также они требуют использования кварц-вазелиновой смазки для дополнительной защиты поверхности.
к содержанию ↑
Медно-алюминиевые ТАМ
В строении этих соединителей применяются два металла: медь и алюминий. Они соединяются между собой посредством фрикционной диффузии. Один металл проникает в другой на молекулярном уровне. Поэтому удается избежать высокого переходного сопротивления.
ТАМ обладают уникальным свойством. Они используются для соединения жил из алюминия с медными шинами распределительных устройств. В остальном они ничем не отличаются от других трубчатых модификаций. Для их подключения используется винт, а обжатие производится при помощи пресса.
к содержанию ↑
Прочие типы наконечников
Перечисленных типов крепежей недостаточно для выполнения всех электротехнических задач. Поэтому на практике часто встречаются и другие типы наконечников:
- ПМ — кабельные наконечники под пайку. Их изготавливают из листовой меди марки М1. Помимо пайки данный тип наконечника пригоден и для опрессовки. Выпускаются для кабелей сечением от 2,5 до 240 кв. мм.
- НШП — штифтовой плоский. Используется для подключения медных кабелей. Выполнен из меди. Основное назначение — подключение проводки к автоматическим выключателям. Внутри имеет кольцевые насечки для улучшения контакта с токоведущей жилой.
- НШВ — штыревой втулочный. Распространены в современном оборудовании. Выполнены из электротехнической меди с защитным покрытием. Используются для подключения многожильных медных проводов сечением от 0,25 до 150 кв. мм.
- НШВИ — штыревой втулочный изолированный. Оснащены дополнительной изолирующей юбкой из пластика.
к содержанию ↑
Инструменты для оконцевания
Для надежного обжатия трубки под кабель придется воспользоваться специальным инструментом. В зависимости от сечения кабеля он подразделяется на две категории:
- пресс-клещи — для наконечников до 10 кв. мм;
- гидравлический пресс — от 16 кв. мм и выше.
Оконцеватель проводов обеспечивают равномерный обжим трубки минимум с четырех сторон. Такой метод позволяет добиться наилучшего контакта. В комплекте с гидравлическим прессом предусмотрены насадки для сжима. Их следует выбирать в зависимости от сечения обжимаемого наконечника.
Пресс-клещи гидравлические для обжима наконечников
Важно! После опрессовки наконечника его следует защитить от влаги из воздуха. На участок, в который вставляется провод, наматывается несколько слоев изоляционной ПВХ ленты. Еще удобнее использовать термоусаживаемую трубку. Ее цвет подбирается в соответствии с назначением провода. Фаза A — желтый, B — зеленый, C — красный.
к содержанию ↑
Пайка наконечников
Некоторые наконечники подразумевают крепеж с помощью пайки. Как правило, эти модели выпускаются в луженом исполнении. Если наконечник рассчитан на малое сечение до 10 кв. мм, то его получится припаять при помощи обычного паяльника. Если же трубка большая, то следует воспользоваться газовой горелкой. При этом сам проводник предварительно зачищается и залуживается оловянно-свинцовым припоем. Метод подходит только для медных наконечников и кабелей. По качеству такое соединение уступает разве что сварке.
Надежное подключение кабеля требует оконцевания его жил. Для проводов большого сечения следует применять наконечники. Тонкие можно оконцевать и без них. Для этого достаточно сделать аккуратное кольцо с помощью длинногубцев или пассатижей.
Наконечник подбирается с учетом материала и сечения токоведущей жилы. Для качественного оконцевания желательно использовать специальный пресс или монтажные клещи. При их отсутствии или малом объеме работ допустимо прибегнуть к пайке наконечника.
Оконцевание жил проводов и кабелей: способы, наконечники и необходимые инструменты
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Пайка алюминиевых проводов газовой горелкой и пальником, механическая зачистка и обработка флюсом
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Основы технологии »Электроника
Пайка — ключевой процесс во многих отраслях промышленности, включая электронику, где она обеспечивает как электрическую проводимость, так и некоторую механическую прочность.
Учебное пособие по пайке Включает:
Основы пайки
Ручная пайка: как паять
Паяльники
Инструменты для пайки
Припой — что это такое и как пользоваться
Распайка — секреты, как правильно сделать
Паяные соединения
Припой для печатных плат
См. Также:
Методы пайки SMT для сборки печатных плат
Пайка — один из ключевых процессов при производстве электронного оборудования.Пайка позволяет электрически соединять электронные компоненты, а также удерживать их на месте.
Соответственно, пайка лежит в основе конструирования и производства электроники для любителей, энтузиастов или студентов, а также для коммерческих организаций, производящих электронное оборудование в больших масштабах.
Хотя пайка используется в различных отраслях промышленности, включая торговлю сантехникой, где она используется для соединения труб и их герметизации для предотвращения утечки воды, а также в ювелирной торговле, она является ключевой для электронной промышленности.
Типовая рабочая станция паяльника
Истоки пайки
Понятие пайки известно уже много лет. Некоторые серебряные пайки были обнаружены на предметах, датируемых периодом между 3000 и 2000 годами до нашей эры.
Совсем недавно в 19 веке была разработана пайка для различных ремесленных целей, а затем, с появлением радио и более поздней электроники, примерно в начале 20 века, она стала самостоятельной.
Первоначально использовался припой на основе олова / свинца, но поскольку проблемы со свинцом для здоровья и окружающей среды стали вызывать более широкое беспокойство, была внедрена технология бессвинцовой пайки.В Европе директивы RoHS требовали, чтобы электронные платы не содержали свинца к 1 июля 2006 года. Однако даже до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку.
Что такое припой
Неудивительно, что припой сам по себе лежит в основе пайки. Это материал, который плавится вокруг стыка и затвердевает, обеспечивая механическую жесткость и электрическую проводимость.
Есть много разных типов припоев.По сути, припой можно определить как плавкий (т.е.он может плавиться и снова стать твердым) металлический сплав, используемый для создания прочной связи между двумя или более металлическими предметами.
Припой представляет собой металлический сплав, который имеет гораздо более низкую температуру плавления, чем основные компоненты, и, таким образом, его можно заставить плавиться при температурах, которые могут быть достигнуты относительно легко и без использования очень специализированного оборудования.
Припой
можно использовать во многих областях, но интересующий тип для выполнения электрических соединений должен иметь высокую степень электропроводности.Также помогает, если он устойчив к коррозии, так как это означает, что соединения и их проводимость со временем ухудшатся.
Техника пайки
Существуют разные методы пайки в малых и больших объемах. Трудоемкие схемы не могут использоваться для крупномасштабного производства, где требуется высокая степень автоматизации для обеспечения требуемой производительности, тогда как мелкомасштабное производство для коммерческих предприятий, а также создание прототипов и строительство домов для любителей, студентов и т. Д. Требуют пайки. методы, которые не требуют крупномасштабных инвестиций и настройки, необходимые для массового производства.
Два основных подхода к пайке включают:
- Пайка в массовом производстве: В массовом производстве используются методы пайки, включая пайку волной, а теперь более распространенные методы, такие как инфракрасное оплавление, когда компоненты монтируются на плате, а все компоненты паяются одновременно.
- Мелкосерийное производство: Для мелкосерийного производства и домашнего строительства наиболее распространенным методом является ручная пайка с использованием паяльника и припоя.Чтобы сделать аккуратные и эффективные суставы, требуются определенные навыки, но этому можно довольно легко научиться. Этот тип пайки можно использовать для создания небольших проектов, пайки печатных плат, изготовления выводов и множества других приложений.
Инструмент для пайки
Очевидно, что главное требование для пайки — это сам паяльник. Есть несколько различных типов паяльника, которые можно купить, и фактический паяльник будет зависеть от множества факторов, включая его технические характеристики и стоимость.
Паяльники могут быть простыми утюгами, которые регулируют температуру за счет охлаждающего воздействия воздуха, или они могут иметь внутри термостаты для обеспечения контроля температуры. Наконец, на вершине линейки находятся так называемые рабочие станции, состоящие из блока питания и самого утюга. Они обеспечивают гораздо более высокую степень контроля температуры и установку температуры, которая будет использоваться.
Дополнительные инструменты для пайки
Помимо самого паяльника помогает множество других инструментов.Очевидно, такие предметы, как кусачки, плоскогубцы с тонкими носами и тому подобное. Существуют также другие инструменты, такие как «руки помощи», которые могут удерживать провод или компонент на месте, когда одна рука используется для паяльника, а другая — для пайки другого предмета. Держатели для печатных плат также очень полезны при сборке печатных плат. Компоненты можно вставить и удерживать на месте, пока нижняя сторона припаяна.
Технология пайки — ключевой элемент электронной промышленности.Без технологии пайки и пайки электронная промышленность выглядела бы иначе. Он обеспечивает уникальный и очень удобный метод соединения электронных компонентов друг с другом, а вместе с технологией проводки и печатной схемы позволяет создавать схемы и надежно работать.
Другие строительные идеи и концепции:
Пайка
Пайка компонентов SMT
ESD — Электростатический разряд
Производство печатных плат
Сборка печатной платы
Вернуться в меню «Строительные методы».. .
Лучшая паяльная станция для сердечников — Отличные предложения на паяльные станции для сердечников от глобальных продавцов паяльных станций для сердечников
Отличные новости !!! Вы попали в нужное место для установки паяльной станции. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта паяльная станция с верхним сердечником вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свою паяльную станцию на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в паяльной станции и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести паяльную станцию для сердечников по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Провода
| Номер по каталогу | Номинальное сечение | Количество проводов в проводнике | Диаметр проводника Приблизительно | Толщина изоляции | Толщина оболочки | Общий диаметр Максимальное сопротивление | Масса готового кабеля постоянного тока 207 Приблизительно | Упаковка | |
|---|---|---|---|---|---|---|---|---|---|
| мм² | мм | мм | мм | мм | кг / км | Ом / км | M ± 5% | ||
| 0B01002408 | 2×1.5 | 1 | 1,38 | 0,7 | 1,2 | 10,0 | 120 | 12,1 | 100 С |
| 0B01002508 | 2×2,5 | 1 | 1,78 | 0,8 | 1,2 | 11,5 | 165 | 7,41 | 100 С |
| 0B01002608 | 2×4 | 1 | 2.25 | 0,8 | 1,2 | 12,5 | 215 | 4,61 | 100 С |
| 0B01002708 | 2×6 | 1 | 2,76 | 0,8 | 1,2 | 13,5 | 270 | 3,08 | 100 С |
| 0B01002808 | 2×10 | 1 | 3.57 | 1,0 | 1,4 | 16,5 | 440 | 1,83 | 1000/2000 |
| 0B01003408 | 3×1,5 | 1 | 1,38 | 0,7 | 1,2 | 10,5 | 140 | 12,1 | 100 С |
| 0B01003508 | 3×2,5 | 1 | 1.78 | 0,8 | 1,2 | 12,0 | 195 | 7,41 | 100 С |
| 0B01003608 | 3×4 | 1 | 2,25 | 0,8 | 1,2 | 13,0 | 250 | 4,61 | 100 С |
| 0B01003708 | 3×6 | 1 | 2.76 | 0,8 | 1,4 | 14,5 | 345 | 3,08 | 100 С |
| 0B01003808 | 3×10 | 1 | 3,57 | 1,0 | 1,4 | 17,5 | 540 | 1,83 | 1000/2000 |
| 0B01004408 | 4×1,5 | 1 | 1.38 | 0,7 | 1,2 | 11,5 | 165 | 12,1 | 100 С |
| 0B01004508 | 4×2,5 | 1 | 1,78 | 0,8 | 1,2 | 13,0 | 235 | 7,41 | 100 С |
| 0B01004608 | 4×4 | 1 | 2.25 | 0,8 | 1,4 | 14,5 | 325 | 4,61 | 100 С |
| 0B01004708 | 4×6 | 1 | 2,76 | 0,8 | 1,4 | 16,0 | 430 | 3,08 | 1000/2000 |
| 0B01004808 | 4×10 | 1 | 3.57 | 1,0 | 1,4 | 19,0 | 665 | 1,83 | 1000/2000 |
| 0B01005408 | 5×1,5 | 1 | 1,38 | 0,7 | 1,2 | 12,0 | 195 | 12,1 | 100 С |
| 0B01005508 | 5×2,5 | 1 | 1.78 | 0,8 | 1,2 | 14,0 | 285 | 7,41 | 100 С |
| 0B01005608 | 5×4 | 1 | 2,25 | 0,8 | 1,4 | 16,0 | 405 | 4,61 | 100 С |
| 0B01005708 | 5×6 | 1 | 2.78 | 0,8 | 1,4 | 17,5 | 530 | 3,08 | 1000/2000 |
| 0B01005808 | 5×10 | 1 | 3,57 | 1,0 | 1,4 | 21,0 | 810 | 1,83 | 1000/2000 |
| Код цвета | |
|---|---|
| 2 ядра: красный, черный | 2 ядра: голубой, коричневый |
| 3 ядра: красный, желтый и синий | 3 ядра: голубой, черный, коричневый |
| 4 ядра: красный, желтый, синий и черный | 4 ядра: голубой, черный, коричневый, черный |
| 5 ядер: красный, желтый, синий, черный и зеленый | 5 ядер: голубой, черный, коричневый, коричневый, черный |
Для зеленого / желтого сердечника — замените 5-ю цифру на 3.
Для зеленого / желтого сердечника — добавьте букву «J» в конце кода товара.
Наружная оболочка — серый
| Номер по каталогу | Номинальное сечение | Количество проводов в проводнике | Диаметр проводника Приблизительно | Толщина изоляции | Толщина оболочки | Общий диаметр Максимальное сопротивление | Масса готового кабеля постоянного тока 207 Приблизительно | Упаковка | |
|---|---|---|---|---|---|---|---|---|---|
| мм² | мм | мм | мм | мм | кг / км | Ом / км | M ± 5% | ||
| 0B01012408 | 2×1.5 | 7 | 1,50 | 0,7 | 1,2 | 10,5 | 125 | 12,1 | 100 С |
| 0B01012508 | 2×2,25 | 7 | 2,01 | 0,8 | 1,2 | 12,0 | 170 | 7,41 | 100 С |
| 0B01012608 | 2×4 | 7 | 2.55 | 0,8 | 1,2 | 13,0 | 220 | 4,61 | 100 С |
| 0B01012708 | 2×6 | 7 | 3,12 | 0,8 | 1,2 | 14,0 | 280 | 3,08 | 100 С |
| 0B01012808 | 2×10 | 7 | 4.05 | 1,0 | 1,4 | 17,5 | 470 | 1,83 | 1000/2000 |
| 0B01012908 | 2×16 | 7 | 5,10 | 1,0 | 1,4 | 20,0 | 650 | 1,15 | 1000/2000 |
| 0B01012108 | 2×25 | 7 | 6.42 | 1,2 | 1,4 | 24,0 | 980 | 0,727 | 1000 |
| 0B01012118 | 2×35 | 7 | 7,65 | 1,2 | 1,6 | 27,5 | 1300 | 0,524 | 1000 |
| 0B01013408 | 3×1,5 | 7 | 1.50 | 0,7 | 1,2 | 11,0 | 145 | 12,1 | 100 С |
| 0B01013508 | 3×2,5 | 7 | 2,01 | 0,8 | 1,2 | 12,5 | 200 | 7,41 | 100 С |
| 0B01013608 | 3×4 | 7 | 2.55 | 0,8 | 1,2 | 13,5 | 270 | 4,61 | 100 С |
| 0B01013708 | 3×6 | 7 | 3,12 | 0,8 | 1,4 | 15,5 | 360 | 3,08 | 100 С |
| 0B01013808 | 3×10 | 7 | 4.05 | 1,0 | 1,4 | 19,0 | 570 | 1,83 | 1000/2000 |
| 0B01013908 | 3×16 | 7 | 5,10 | 1,0 | 1,4 | 21,5 | 830 | 1,15 | 1000/2000 |
| 0B01013108 | 3×25 | 7 | 6.42 | 1,2 | 1,6 | 26,0 | 1255 | 0,727 | 1000 |
| 0B01013118 | 3×35 | 7 | 7,65 | 1,2 | 1,6 | 29,0 | 1640 | 0,524 | 1000 |
| 0B01014408 | 4×1,5 | 7 | 1.50 | 0,7 | 1,2 | 12,0 | 165 | 12,1 | 100 С |
| 0B01014508 | 4×2,5 | 7 | 2,01 | 0,8 | 1,2 | 13,5 | 240 | 7,41 | 100 С |
| 0B01014608 | 4×4 | 7 | 2.55 | 0,8 | 1,4 | 15,0 | 330 | 4,61 | 100 С |
| 0B01014708 | 4×6 | 7 | 3,12 | 0,8 | 1,4 | 17,0 | 460 | 3,08 | 1000/2000 |
| 0B01014808 | 4×10 | 7 | 4.05 | 1,0 | 1,4 | 20,5 | 700 | 1,83 | 1000/2000 |
| 0B01014908 | 4×16 | 7 | 5,10 | 1,0 | 1,4 | 23,5 | 1025 | 1,15 | 1000/2000 |
| 0B01014108 | 4×25 | 7 | 6.42 | 1,2 | 1,6 | 28,5 | 1590 | 0,727 | 1000 |
| 0B01014118 | 4×35 | 7 | 7,65 | 1,2 | 1,6 | 32,0 | 2040 | 0,524 | 1000 |
| 0B01015408 | 5×1,5 | 7 | 1.50 | 0,7 | 1,2 | 12,0 | 200 | 12,1 | 100 С |
| 0B01015508 | 5×2,5 | 7 | 2,01 | 0,8 | 1,2 | 14,5 | 290 | 7,41 | 100 С |
| 0B01015608 | 5×4 | 7 | 2.55 | 0,8 | 1,4 | 17,0 | 410 | 4,61 | 100 С |
| 0B01015708 | 5×6 | 7 | 3,12 | 0,8 | 1,4 | 18,5 | 550 | 3,08 | 1000/2000 |
| 0B01015808 | 5×10 | 7 | 4.05 | 1,0 | 1,4 | 22,0 | 850 | 1,83 | 1000/2000 |
| 0B01015908 | 5×16 | 7 | 5,10 | 1,0 | 1,6 | 26,0 | 1250 | 1,15 | 1000/2000 |
| 0B01015108 | 5×25 | 7 | 6.42 | 1,2 | 1,6 | 31,5 | 1860 | 0,727 | 1000 |
| 0B01015118 | 5×35 | 7 | 7,65 | 1,2 | 1,6 | 35,0 | 2540 | 0,524 | 1000 |
| Код цвета | |
|---|---|
| 2 ядра: красный, черный | 2 ядра: голубой, коричневый |
| 3 ядра: красный, желтый и синий | 3 ядра: голубой, черный, коричневый |
| 4 ядра: красный, желтый, синий и черный | 4 ядра: голубой, черный, коричневый, черный |
| 5 ядер: красный, желтый, синий, черный и зеленый | 5 ядер: голубой, черный, коричневый, коричневый, черный |
Для зеленого / желтого сердечника — замените 5-ю цифру на 3.
Для зеленого / желтого сердечника — добавьте букву «J» в конце кода товара.
Наружная оболочка — серый
300 — 500 ВОЛЬТ — Гибкий медный проводник с изоляцией и оболочкой из ПВХ
HO 5 VV-F, BS 6500, IEC 60227 (IEC 53)
| Номер по каталогу | Номинальное сечение Прибл. | Количество и диаметр проводов в проводнике | Диаметр проводника Приблизительно | Вес изоляции Толщина | Толщина оболочки Прибл. | Общий диаметр | Вес готового кабеля Приблизительно | Максимальное сопротивление постоянному току при 20 ° C | Упаковка |
|---|---|---|---|---|---|---|---|---|---|
| мм² | нет x мм | мм | мм | мм | мм | кг / км | Ом / км | M ± 5% | |
| 0B01052210 | 2×0,75 | 22×0,20 | 1,1 | 0,6 | 0.8 | 7,2 | 56 | 26,0 | 100 |
| 0B01052310 | 2×1 | 29×0,20 | 1,3 | 0,6 | 0,8 | 7,5 | 65 | 19,5 | 100 |
| 0B01052410 | 2×1,5 | 28×0,25 | 1,6 | 0,7 | 0.8 | 8,6 | 80 | 13,3 | 100 |
| 0B01052510 | 2×2,5 | 46×0,25 | 2,1 | 0,8 | 1,0 | 10,6 | 130 | 7,98 | 100 |
| 0B01053210 | 3×0.75 | 22×0,20 | 1,1 | 0,6 | 0,8 | 7,6 | 65 | 26,0 | 100 |
| 0B01053310 | 3×1 | 29×0,20 | 1,3 | 0,6 | 0,8 | 8,0 | 80 | 19,5 | 100 |
| 0B01053410 | 3×1.5 | 28×0,25 | 1,6 | 0,7 | 0,9 | 9,4 | 100 | 13,3 | 100 |
| 0B01053510 | 3×2,5 | 46×0,25 | 2,1 | 0,8 | 1,1 | 11,4 | 155 | 7,98 | 100 |
| 0B01054210 | 4×0.75 | 22×0,20 | 1,1 | 0,6 | 0,8 | 8,3 | 80 | 26,0 | 100 |
| 0B01054310 | 4×1 | 29×0,20 | 1,3 | 0,6 | 0,9 | 9,0 | 95 | 19,5 | 100 |
| 0B01054410 | 4×1.5 | 28×0,25 | 1,6 | 0,7 | 1,0 | 10,5 | 130 | 13,3 | 100 |
| 0B01054510 | 4×2,5 | 46×0,25 | 2,1 | 0,8 | 1,1 | 12,5 | 200 | 7,98 | 100 |
| 0B01055210 | 5×0.75 | 22×0,20 | 1,1 | 0,6 | 0,9 | 9,3 | 105 | 26,0 | 100 |
| 0B01055310 | 5×1 | 29×0,20 | 1,3 | 0,6 | 0,9 | 9,8 | 125 | 19,5 | 100 |
| 0B01055410 | 5×1.5 | 28×0,25 | 1,6 | 0,7 | 1,1 | 11,6 | 160 | 13,3 | 100 |
| 0B01055510 | 5×2,5 | 46×0,25 | 2,1 | 0,8 | 1,2 | 13,9 | 245 | 7,98 | 100 |
| Код цвета | |
|---|---|
| 2 ядра: голубой, коричневый | |
| 3 ядра: голубой, черный, коричневый | 3 жилы: голубой, коричневый, зеленый / желтый |
| 4 ядра: голубой, черный, коричневый, черный | 4 ядра: голубой, черный, коричневый и зеленый / желтый |
| 5 ядер: голубой, черный, коричневый, коричневый, черный | 5 ядер: голубой, черный, коричневый, черный и зеленый / желтый |
Для зеленого / желтого сердечника — добавьте букву «J» в конце кода товара.
Внешняя оболочка — белая
Обучение IPC и сертификация пайки для электроники
Сертификация пайки и обучение IPC
Курсы обучения пайке / сертификации IPC
BEST — это сертифицированный мастер-центр обучения и сертификации IPC, предлагающий курсы IPC уровня инструктора и оператора для IPC-A-610, IPC J-STD-001, IPC-A-600, IPC / WHMA-A-620 и IPC 7711 / 7721, а также индивидуальные классы в соответствии с вашим конкретным стандартом или критериями сертификации припоев.В нашем учебном отделе IPC работают одни из самых опытных инструкторов по пайке в отрасли. Мы предлагаем индивидуальные классы по SMT, Advanced SMT и BGA Rework на месте на вашем предприятии или в нашей штаб-квартире недалеко от Чикаго, штат Иллинойс. У нас также есть мобильный учебный центр, в котором есть все материалы для сертификации по пайке. Все занятия проводят сертифицированные инструкторы, которые не только знают материал, но и тысячи раз выполнили технику пайки на платах наших клиентов, чтобы доказать свою «реальную» эффективность и надежность.
Клиенты
Mobile Training CenterBEST провел обучение IPC, обучение индивидуальной пайке и курсы сертификации IPC для клиентов по всей территории США, таких как Motorola, Nokia, IBM, Solectron, Flextronics, Erricson, Tellabs, Plexus, 3COM, GE Medical, Siemens, Sanmina, Rockwell , Northrop и многие другие. За более чем 21 год мы стали лидером и активным поставщиком учебных курсов по пайке и сертификации IPC в индустрии электронных соединений.Мы предлагаем наши услуги в области проектирования печатных плат, изготовления печатных плат, ремонта печатных плат и различных других специализированных курсов по расширению IPC.
BEST — лидер в области технологий обучения IPC. BEST обучил тысячи специалистов по пайке с длинным списком довольных клиентов. Независимо от того, отправляете ли вы одного ученика или сотню на наш курс обучения паяльнику, мы не торопимся, чтобы определить, чего вы хотите от обучения, а затем доставляем его. BEST разработал курсы, в которых упор делается на «практическую» работу, и студенты оцениваются по качеству этой работы.BEST — единственный центр сертификации IPC, который предлагает мобильный учебный центр … полностью оборудованную мобильную паяльную лабораторию, доступную прямо у вашего порога, где можно обучать новейшим стандартам и методам IPC. BEST предлагает вам учебный класс по пайке!
Почему выбирают BEST для сертификации IPC, обучения пайке / ремонту?
Мы рады, что вы спросили, потому что мы гордимся тем, что люди, которых мы обучили, говорят о нас …
Щелкните изображение! Мы лучше… при обучении паяльнику в нужном Вам формате; на нашем предприятии, на вашем предприятии или в нашем мобильном учебном центре. Фактически, мы единственный учебный центр, который может предоставить вам весь свой опыт обучения паяльнику. Мобильный учебный центр BEST — это экономичный способ получить практическую и удобную сертификацию и обучение по пайке на вашем предприятии с использованием современных инструментов, не находясь непосредственно на заводе.
Мы лучше … в предоставлении более практичных инструкторов по пайке.И наши штатные инструкторы по пайке, и инструкторы не только «выучены по книжкам», но и имеют практический опыт. Этот опыт был получен в ходе работы над проектами по ремонту / переделке в компании BEST в составе подразделения по ремонту и ремонту. Они работали над сотнями различных проектов, что дало им обширный опыт. Кроме того, инструкторы BEST работали либо с OEMS, либо с контрактными производителями, что означает, что они могут говорить на вашем языке и вносить практические примеры в свои инструкции по пайке и сертификации IPC.
Мы лучше … в том, чтобы убедиться, что наши инструкторы по пайке могут следовать протоколам Министерства обороны США, будь то на базе, на корабле или на территории подрядчика. У нас есть инструкторы 2М, прошедшие военную подготовку, которые знают материалы.
Мы лучше … в предоставлении различных вариантов для предоставления услуг по сертификации пайки и обучению жгутов проводов, включая наличие испаноговорящих мастеров-инструкторов.
Для качественного обучения IPC и оборудования есть только одно ЛУЧШЕЕ!
WE Главная | Würth Elektronik (Wurth Electronics) Group
Группа компаний Würth Elektronik является юридически независимой частью международной группы компаний Würth Group.Группа Würth Elektronik включает в себя следующие направления деятельности и компании:
Стандартные компоненты / Würth Elektronik eiSos GmbH & Co. KG
Würth Elektronik eiSos — один из ведущих производителей электронных и электромеханических компонентов в Европе. Ассортимент продукции включает: компоненты ЭМС, фильтры ЭМС, конденсаторы, индукторы, ВЧ-индукторы и компоненты LTCC, резисторы, кварц, генераторы, трансформаторы, компоненты для защиты цепей, силовые модули, светодиоды, разъемы, переключатели, высокомощные контакты, методы сборки , Беспроводная связь и датчики.Наша организация прямых продаж работает в 43 странах мира. Имея 16 производственных предприятий по всему миру, мы гарантируем полную поддержку проектирования, бесплатные образцы и доставку наших компонентов в любую точку мира.
Automotive / Würth Elektronik iBE GmbH
Würth Elektronik iBE специализируется на изготовлении индукторов по индивидуальному заказу для автомобильных приложений и электромобилей, и уже более 37 лет является предпочтительным партнером для автомобильной промышленности.Имея шесть производственных предприятий по всему миру, компания, имеющая сертификат IATF 16949, представлена на всех важных рынках и континентах. Ассортимент продукции включает дроссели со стержневым сердечником и дроссели для специального применения, сильноточные индукторы, автомобильные ферриты, силовые индукторы и дроссели для накопителей.
Custom Magnetics / Wurth Electronics Midcom Inc.
Наша американская дочерняя компания Wurth Electronics Midcom является мировым лидером в разработке и производстве трансформаторов и нестандартных магнитов.Наша особая сила заключается в ориентации на компоненты, разработанные в соответствии с требованиями заказчика. Компоненты используются, помимо прочего, в областях светодиодного и CFL-освещения, интеллектуальных сетей, измерения, домашней автоматизации, промышленной электроники, а также систем управления и безопасности.
Индивидуальные соединители / Würth Elektronik Stelvio Kontek SpA
Stelvio Kontek — поставщик стандартных и индивидуальных компонентов в области штекерных разъемов клеммных колодок, соединителей провод-плата, разъемов ввода-вывода, гибких плоских ленточных кабелей, предохранителей держатели, герконы и датчики.
Беспроводная связь и датчики (ранее AMBER wireless GmbH)
В подразделении Беспроводная связь и датчики Würth Elektronik eiSos расширяет ассортимент своей продукции радиорешениями для беспроводной передачи данных в радиостандартах Bluetooth®, Wi-Fi и Wireless M-Bus а также с фирменными радиомодулями в диапазонах частот 169 МГц, 433 МГц, 868 МГц, 915 МГц и 2,4 ГГц. Благодаря совершенно новым продуктам — модулям позиционирования GNSS и датчику температуры, 3-осевому датчику ускорения, датчику абсолютного давления и датчику дифференциального давления Würth Elektronik теперь предлагает другие продукты для Интернета вещей, Industry 4.0, Smart Home или Smart Farming в своем ассортименте.
Компания Würth Elektronik Circuit Board Technology (CBT) зарекомендовала себя как один из ведущих производителей печатных плат (PCB) в Европе. Начиная от образцов и прототипов и заканчивая серийными средними и большими объемами, производимыми на немецких и азиатских производствах: разработчикам электроники предоставляются все стандартные и даже более сложные технологии печатных плат, такие как microvia HDI, гибко-жесткий, терморегулирование, высокий ток или целостность сигнала .
Würth Elektronik ICS разрабатывает и производит системные решения на основе печатных плат для распределения сигналов и мощности, электронного управления, отображения и панелей управления. От простых компонентов до законченных системных решений, клиенты из промышленности, строительства, сельскохозяйственной техники, коммерческого и специального транспорта могут рассчитывать на широкий ассортимент продукции: от сильноточных контактов (оригинальные элементы питания) до центральной электрики и дисплеев HMI. В дополнение к установленным технологиям соединения печатных плат, таким как запрессовка и пайка, компания предлагает технологию SKEDD, инновационное решение для прямого и обратимого соединения печатных плат.
Что такое паяльная проволока?
Паяльная проволока — это легкоплавкий сплав, обычно состоящий из олова и серебра или свинца, который был экструдирован в удобную для обращения форму. Формовка припоя в проволоку позволяет наматывать ее на катушку для удобного хранения и разматывать для использования по мере необходимости. Некоторые паяльные проволоки изготовлены из твердого сплава, а другие имеют флюсовый сердечник. Паяльная проволока может быть сделана из множества различных соединений, и некоторые сплавы более полезны, чем другие, для определенных работ. Различные сплавы олова и свинца исторически использовались для таких применений, как электроника и водопровод, хотя свинец может быть заменен металлами, такими как серебро и сурьма, для здоровья или окружающей среды.
Worker
Типы паяльной проволоки обычно различаются по толщине и металлу, из которого они сделаны. Тонкая проволока обычно используется для деликатной работы с электроникой, в то время как более толстая проволока может быть полезна для сантехнических работ или для спайки проводов.Эвтектическая смесь из 63% олова и 37% свинца была очень популярной формой припоя для проволоки для работы с электроникой, поскольку этот тип смеси имеет дискретную точку плавления, а не общий диапазон. Сплавы с более высоким содержанием свинца были более популярны для таких применений, как водопровод, поскольку они обычно затвердевают медленнее, что может быть выгодно при соединении труб.
Отчасти из-за опасений по поводу отравления свинцом, в проволоке для пайки также используются различные другие металлы.Некоторые правительства приняли законы, требующие использования этих бессвинцовых припоев, а другие предоставляют налоговые льготы за их использование. Некоторые материалы, которые заменили свинец в проволоке для пайки, включают серебро, сурьму, медь и цинк.
Каждый сплав, используемый в паяльной проволоке, обычно плавится при температуре от 190 до 840 градусов по Фаренгейту (от 90 до 450 по Цельсию).Припой, в котором используются такие металлы, как сурьма и серебро, обычно имеет немного более высокую температуру плавления, чем сопоставимые варианты свинца. Латунная проволока, состоящая исключительно из меди и цинка, обычно используется при пайке, которая представляет собой аналогичный процесс, в котором используются металлы с температурой плавления выше 840 градусов по Фаренгейту (450 по Цельсию).
Паяльная проволока с флюсовым сердечником
обычно содержит одну или несколько внутренних жилок из материалов на основе кислоты или канифоли.Этот тип проволочного припоя исключает необходимость нанесения внешнего флюса во время процесса пайки. Когда проволочный припой разматывается и нагревается, плавится и внутренний флюс. Это позволяет флюсу удалять любые оксиды металлов с соединяемых компонентов. Проволока с кислотным сердечником обычно используется в сантехнике, а канифольная проволока — при пайке электроники.
.