
Температура плавления мягких припоев
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.


Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
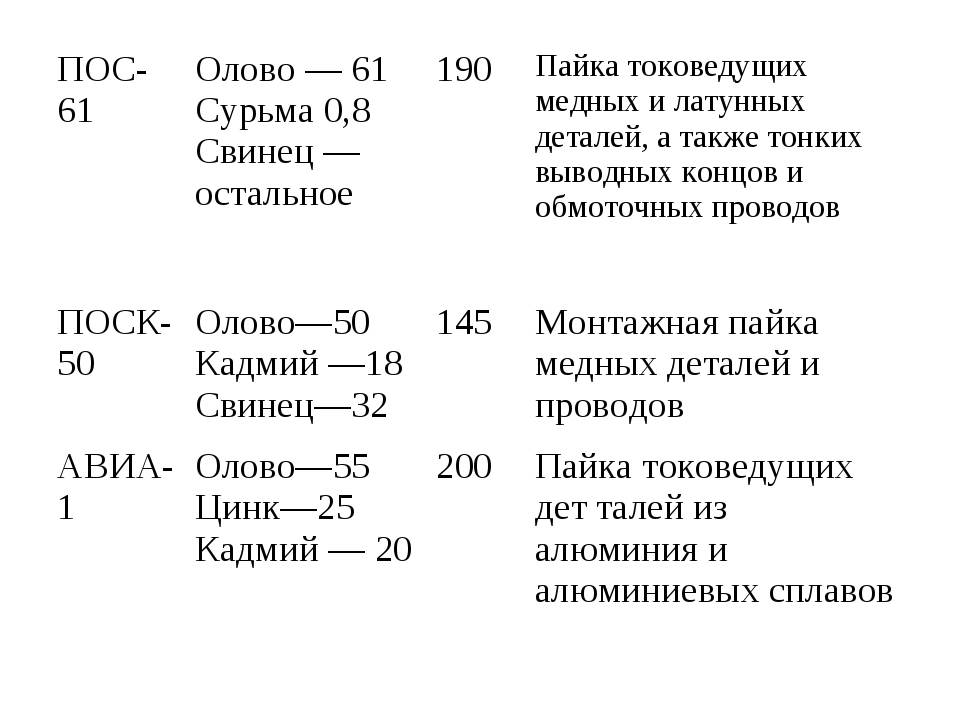
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Для соединения различных металлических элементов между собой довольно часто применяется специальный сплав, называемый припоем. Низкая температура плавления припоев (таблица с этим показателем встречается в различной методической литературе) позволяет применять их в быту и промышленности. Стоит учитывать, что не все металлы могут соединяться между собой посредством пайки. Рассмотрим виды припоя, его состав и некоторые другие особенности подробнее.
Основные свойства сплава
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.

Важно учитывать то, при какой температуре плавится оловянно – свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Разновидности применяемых материалов
Применяемые сплавы могут состоять из различных химических веществ. Классификация проводится следующим образом:
- Мягкие или легкоплавкие. Наибольшей популярностью пользуются соединения олова и свинца, а также их различные виды. Для того чтобы придать особые свойства сплаву, в его состав добавляются различные элементы. Примером можно назвать то, что кадмий и висмут могут включаться в состав для существенного снижения температуры плавления, к примеру, до 61 градуса Цельсия. Стоит учитывать, что и прочность подобных сплавов низкая. Этот момент не позволяет получить надежные соединения, сплав подходит лишь для проведения работ по соединению контактов. Важно следить за температурой, до которой нагревает паяльный прибор сплав. Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.
- Твердые представлены двумя группами сплавов: меди и серебра. Для восприятия небольшой статической нагрузки часто применяется сплав цинка и меди, который позволяет получить весьма качественное соединение. В качестве припоя может использоваться и золото.
 Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.
Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.Выпуском припоя занимаются самые различные фирмы, к примеру, Harris Corporation. Форма выпуска может быть самой различной: от фольги до проволоки различного сечения.
Применение флюса
При повышении температуры материала может выделяться графит. Практически ни один процесс пайки не проходит без применения флюса. Подобное химическое вещество позволяет избежать образование окисли, которая ухудшает качество получаемого соединения.
Существует довольно большое количество разновидностей флюса:
- При применении пайки на основе олова и свинца зачастую используют флюс на основе соляной кислоты или хлористого цинка.
- В качестве флюса может применяться хлористый аммоний или бура.
- С мягкими сплавами часто используется раствор соляной кислоты или хлористый цинк.
При работе с алюминиевыми сплавами многие применяют флюс, основанный на хлористом цинке, канифоли и тунгового масла.
В заключение отметим, что процесс пайки может проходить при самой различной температуре. Для бытового применения выбирают материалы, которые плавятся уже при низких значениях, что позволяет использовать обычное оборудование при работе. При желании можно приготовить припой самостоятельно. Однако подобный процесс весьма сложен в исполнении, так как требует точного дозирования всех элементов, подразумевает их нагрев до высокой температуры и удаление вредных примесей.
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.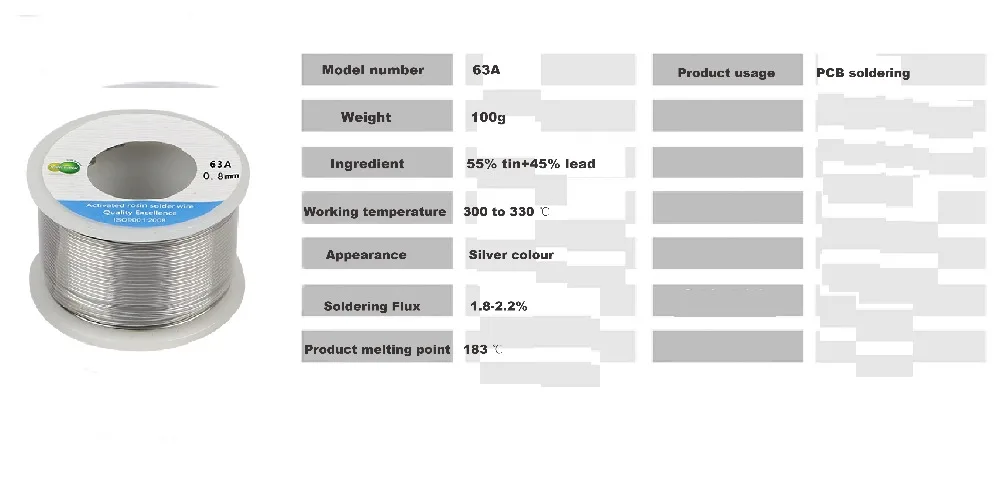
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Таблица температур плавления припоев: теплопроводность припоев
Основным расходным материалом во время пайки является припой. Это тот сплав металла, который наплавляется на поверхность основного материала. Но делает это так, чтобы не расплавлять то место, на котором происходит пайка. Это достигается благодаря тому, что температура плавления припоя оказывается более низкой. Данный параметр является одним из основополагающие при определении характеристик, во время выбора марки для наплавки и прочих нюансах использования. Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.
Это тот сплав металла, который наплавляется на поверхность основного материала. Но делает это так, чтобы не расплавлять то место, на котором происходит пайка. Это достигается благодаря тому, что температура плавления припоя оказывается более низкой. Данный параметр является одним из основополагающие при определении характеристик, во время выбора марки для наплавки и прочих нюансах использования. Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.
Припой для пайки
К мягким относятся все те, которые плавятся при значении ниже 300 градусов Цельсия. Как правило, это все те вещи, что используются в домашних условиях, так как с ними можно справиться обыкновенными инструментами. Качество их соединения далеко не всегда хорошо, как у представителей другой группы, но простота применения и улучшенное схватывание зачастую это компенсируют. К твердым относятся те, у которых плавление проходит на отметке выше 300 градусов Цельсия. С такими уже сложнее работать, так как тут нужен не только специальный флюс, но и особые инструменты. Некоторые из таких материалов плавятся при температуре выше 700 градусов, так что обыкновенным паяльником здесь не обойтись и нужна уже более мощная горелка.
Мягкий припой с температурой плавления ниже 300 градусов Цельсия
Стоит отметить, что имеется несколько значений в данном параметре. Есть начальная температура плавления, при которой материал только начинает переходить в жидкое состояние, а есть уже окончательная, при которой сплав полностью становится жидким. Для пайки берется первый вариант, так как он помогает сохранить вязкость материала, что делает работу более легкой и удобной.
Свойства
Стоит отметить, что от того при какой температуре плавится припой зависят многие его свойства. Это обусловлено составом, ведь если в него входят тугоплавкие металлы, которые в своем чистом виде имеют высокую прочность, то и при добавлении в сплав они сохраняют эти качества, пусть и не в полной мере. Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является сплав Вуда, который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.
Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является сплав Вуда, который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.
Здесь же наблюдается зависимость с тем, какую температуру будет выдерживать полученное соединение. Температура плавления припоя должна быть меньше, чем у основного металла, иначе это был бы уже процесс сварки. Пайка высокотемпературными припоями сама происходит при высокой температуре, соответственно и соединение будет лучше сопротивляться такому воздействию. Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:
Наименование припоя | Температура плавления, градусы Цельсия |
Сплав Вуда | 70 |
Сплав Розе | 90 |
ПСРЗИ | 141 |
ПОЗИ 30 | 170 |
ПСР | 235 |
ПСР 1,5 | 280 |
ПСР 2 | 248 |
ПОС 50 | 245 |
ПОС 61 | 192 |
ПОС 10 | 299 |
ПОС 40 | 238 |
ПОС 61 | 190 |
О2 | 232 |
ПОССУ 95-5 | 240 |
Рекомендации по температуре
Температура плавления мягких припоев хоть и не превышает 300 градусов, тогда как в твердых марках разброс намного больше, то все равно, даже в этом случае получается разница более чем в три раза. Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Возможность безвредного повышения температуры инструмента обуславливается тем, что у припоя есть первоначальная точка плавления, когда он из твердого перетекает в жидкое. В это время жидкость получается относительно вязкой и достаточно пластичной для применения. Далее следует вторая точка плавления, когда материал уже становится максимально жидким. Здесь уже сложнее работать, так что выбор режима должен быть как раз между этими двумя показателями.
Температура плавления припоя
Основные свойства сплава
Популярность припоев из олова и свинца объясняется несколькими обстоятельствами.
Главная особенность сплавов – способность при определенном соотношении компонентов образовывать состав с эвтектическими свойствами. Это межметаллическая система, температура плавления которой меньше, чем ожидаемые значения.
https://www.youtube.com/watch?v=X5qulK9xec0
Можно себе представить радость первооткрывателей, которые обнаружили, что оловянно-свинцовый сплав для превращения в жидкое состояние можно нагревать до меньшей температуры.
Интересно, что эвтектическая смесь может служить растворителем, в котором распределяется при добавлении определенное дополнительное количество какого-либо металла.
Так были разработаны разнообразные марки припоев ПОС. В их технических характеристиках указаны пропорции, значения физических констант.
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.
Важно учитывать то, при какой температуре плавится оловянно – свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Паяльные пасты (тиноль) для пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок.
 Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.Марки мягких припоев для пайки паяльником
Припой — это смесь олова, свинца и канифоли. Рынок предлагает припои для каждого металла и его сплавов. Наиболее востребован сплав на базе олова. Температура плавления олова ПОС-60 составляет 232 градуса.
Технические характеристики припоя ПОС-61:
- Металлическое олово — 61%.
- Свинец — 38%.
- Канифоль — 1,0%.
Представляет собой трубочку толщиной 2 миллиметра, наполненную канифолью. Продаётся на вес. Фасуется в рулон. На этикетке крепится инструкция с маркировкой, где указан диаметр трубочки, процентный состав компонентов и вес.
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов.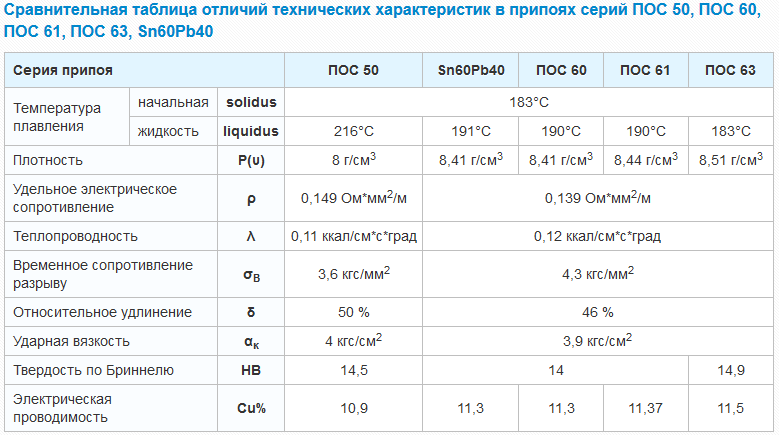 Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Расплавление различных материалов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться.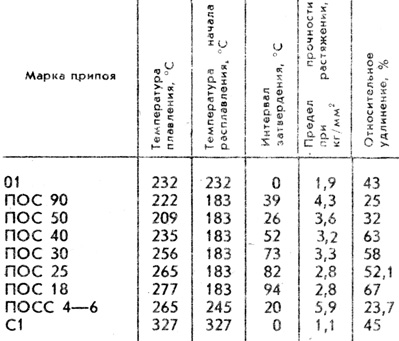 Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно.
Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
| Маркировкаприпоя | Температураплавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Таким образом, высокотемпературная пайка будет показывать отличную результативность.
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.
А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в 260 ℃, а условный допустимый диапазон – от 255 до 280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Следует сказать, что данный показатель может существенно различаться в зависимости от конкретного сплава. Так, например, известный сплав Вуда имеет температуру плавления на уровне 70 градусов. Как вы можете понять, такой припой не может использоваться для соединения металлических элементов, так как в данном случае само соединение будет крайне хрупким и недолговечным.
В том случае, если требуется соединять детали из легкосплавных металлических элементов, температура плавления у которых составляет 150 — 200 градусов, использовать припой и технологию пайки зачастую бывает проблематично по причине хрупкости соединения. В данном случае куда проще будет выполнять сварку таких легкосплавных металлов, что позволит обеспечить соединение элементов на молекулярном уровне.
Большинство производителей на припое указывают температуру плавления, что позволяет существенно упростить выбор. Наибольшее распространение получили сегодня припои ПОС, которые в зависимости от своего индекса могут иметь температуру плавления от 190 до 299 градусов.
При необходимости соединения тугоплавких металлов используют специальные приборы для увеличения температуры плавления, и соответствующее профессиональное оборудование. Как правило, такая пайка выполняется профессиональными сварщиками, с использованием соответствующих паяльных ламп. Нагревать припой обычным паяльником до температуры 500 градусов и более зачастую невозможно.
Именные сплавы
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Таблица 2. Сурьмянистые припои
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 95-5 | Остальное | 4.0-5.0 | Не более | Трубопроводы, работающие при повышенных температурах, изделия электропромышленности |
ПОССу 40-2 | 39-41 | 1.5-2.0 | Остальное | Холодильные устройства, тонколистовая упаковка |
ПОССу 30-2 | 29-31 | 1.5-2.0 | Остальное | Холодильники, электроламповое производство, абразивная упаковка |
ПОССу 25-2 | 24-26 | 1.5-2.0 | Остальное | Изделия автомобилестроения |
ПОССу 18-2 | 17-18 | 1.5-2.0 | Остальное | |
ПОССу 15-2 | 14-15 | 1.5-2.0 | Остальное | |
ПОССу 10-2 | 9-10 | 1.5-2.0 | Остальное | |
ПОССу 8-3 | 7-8 | 2-3 | Остальное | Электроламповое производство |
ПОССу 5-1 | 4-5 | 0.5-1.0 | Остальное | Трубчатые радиаторы, детали, работающие при повышенных температурах |
ПОССу 4-6 | 3-4 | 5-6 | Остальное | Шпатлевка кузовов автомобилей, пайка белой жести |
ПОССу 4-4 | 3-4 | 3-4 | Остальное | Изделия автомобилестроения |
Заметно понижает температуру плавления оловянно-свинцовых припоев добавка кадмия. Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Это удобное в работе качество, вдвойне приятное тем, что образующиеся швы имеют большую механическую прочность. Оловянно-свинцовые припои с кадмием применяют при работе с металлизированной и керамической продукцией.
Вопрос о применении расходного материала решается с учетом конкретной производственной ситуации.
К оловянно-свинцовым композициям условно можно отнести сплавы, носящие имена ученых-разработчиков. Низкую температуру плавления, всего 94 ℃ имеет эвтектический сплав Розе.
В его составе содержится 50 % висмута. Остальную часть массы приблизительно в равных долях занимают олово и свинец. Материал используется для работы с медью, изготовления элементов автоматики с фиксированной эксплуатационной температурой.
Еще меньшую температуру плавления имеет оловянно-свинцовый припой Вуда. Она равна 68,5 ℃. Материал содержит 50 % висмута, 25 % свинца, а остальную массовую часть поровну составляют олово и кадмий. Применяют при изготовлении датчиков противопожарной сигнализации, прецизионной техники.
Сплав Д, Арсе содержит около 10 % олова, остальные 90 % составляют висмут и свинец в равных долях. Материал имеет температуру плавления 79 ℃. Применяется для спаивания легкоплавких металлов.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.

Четыре секрета пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки — это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов.
 Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности. Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека. Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение. А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
Как отличаются припои по температуре плавления
Припой: легко- и тугоплавкие изделия для пайки, их характеристики и температуры плавления
Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями.
Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы.
Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы.
Их выбор зависит от материала обрабатываемых элементов.
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Обратите внимание
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости.
При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки.
Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.

Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К.
Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе.
Маркировка с буквой Ф свидетельствует о присутствии флюса в составе.
Важно
Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:
- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.
С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва.
При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы.
Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.
 Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.

Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.
Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств.
Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В.
Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Источник: https://220v.guru/fizicheskie-ponyatiya-i-pribory/payalniki/vidy-i-temperatury-plavleniya-legko-i-tugoplavkih-pripoev.html
При какой температуре происходит плавление оловянного припоя
Для соединения различных металлических элементов между собой довольно часто применяется специальный сплав, называемый припоем.
Низкая температура плавления припоев (таблица с этим показателем встречается в различной методической литературе) позволяет применять их в быту и промышленности.
Стоит учитывать, что не все металлы могут соединяться между собой посредством пайки. Рассмотрим виды припоя, его состав и некоторые другие особенности подробнее.
Основные свойства сплава
Рассматривая то, при какой температуре плавится олово для пайки, следует учитывать, что учитывается не только этот показатель. Материалы, применяемые при пайке, характеризуются нижеприведенными свойствами:
- Смачиваемость. Для обеспечения качественного соединения применяемый сплав должен обладать высоким показателем смачиваемости. Под этим понятием подразумевается повышение надежности связи между молекулами твердых материалов. При высоком рассматриваемом показателе расплавленное вещество расходится по поверхности, заполняя все полости.
- Электропроводность. В большинстве случаев сплавы для пайки применяются при получении различных микросхем. При высокое электрической проводимости получаемое соединение не создает дополнительного сопротивления во время работы. При слишком низком показателе проводимости или высоком сопротивление создаваемые контакты начинают нагреваться.
- Температура плавления. Основными критерием при выборе сплава можно назвать то, что он должен плавится при намного меньшей температуре, чем соединяемые металлы. При этом температура плавления оловянного припоя будет существенно отличаться от соответствующего показателя другого припоя. Один и тот же сплав может плавиться при различной температуре, все зависит от химического состава. Наличие примесей становится причиной повышения или понижения плавкости. Температура плавления припоя ПОС-40 238 градусов Цельсия. Есть и тугоплавкие припои, для нагрева которых требуется специальный прибор.

Важно учитывать то, при какой температуре плавится оловянно – свинцовый или иной припой. Это связано с тем, что при нагреве основного материала до критических значений происходит перестроение структуры, и он меняет свои основные эксплуатационные качества.
Разновидности применяемых материалов
Применяемые сплавы могут состоять из различных химических веществ. Классификация проводится следующим образом:
- Мягкие или легкоплавкие. Наибольшей популярностью пользуются соединения олова и свинца, а также их различные виды. Для того чтобы придать особые свойства сплаву, в его состав добавляются различные элементы. Примером можно назвать то, что кадмий и висмут могут включаться в состав для существенного снижения температуры плавления, к примеру, до 61 градуса Цельсия. Стоит учитывать, что и прочность подобных сплавов низкая. Этот момент не позволяет получить надежные соединения, сплав подходит лишь для проведения работ по соединению контактов. Важно следить за температурой, до которой нагревает паяльный прибор сплав. Не рекомендуется допускать кипения жидкого металла, так как это может привести к изменению его основных свойств.
- Твердые представлены двумя группами сплавов: меди и серебра. Для восприятия небольшой статической нагрузки часто применяется сплав цинка и меди, который позволяет получить весьма качественное соединение. В качестве припоя может использоваться и золото.

Выпуском припоя занимаются самые различные фирмы, к примеру, Harris Corporation. Форма выпуска может быть самой различной: от фольги до проволоки различного сечения.
Применение флюса
При повышении температуры материала может выделяться графит. Практически ни один процесс пайки не проходит без применения флюса. Подобное химическое вещество позволяет избежать образование окисли, которая ухудшает качество получаемого соединения.
Существует довольно большое количество разновидностей флюса:
- При применении пайки на основе олова и свинца зачастую используют флюс на основе соляной кислоты или хлористого цинка.
- В качестве флюса может применяться хлористый аммоний или бура.
- С мягкими сплавами часто используется раствор соляной кислоты или хлористый цинк.
При работе с алюминиевыми сплавами многие применяют флюс, основанный на хлористом цинке, канифоли и тунгового масла.
В заключение отметим, что процесс пайки может проходить при самой различной температуре. Для бытового применения выбирают материалы, которые плавятся уже при низких значениях, что позволяет использовать обычное оборудование при работе.
При желании можно приготовить припой самостоятельно. Однако подобный процесс весьма сложен в исполнении, так как требует точного дозирования всех элементов, подразумевает их нагрев до высокой температуры и удаление вредных примесей.
Источник: https://obrabotkametalla.info/splavy/temperatura-plavleniya-olovyannogo-pripoya
При какой температуре плавится и кристаллизуется олово
К одному из самых первых металлов, открытых в древности, относится олово. Оно имеет серебристо-белый цвет с небольшой массой. Посуда из него прекрасно сохраняет запах, а также вкус напитков.
Данный металл использовался намного раньше открытого впоследствии железа, а его сплав с медью (бронза) является первым сплавным веществом, созданным человеком.
Это получилось из-за того, что температура плавления олова весьма низкая, что позволяло обрабатывать металл еще при зарождении металлургии.
Свойства и особенности олова
Оловянные сплавы имеют малый коэффициент трения, из-за чего их используют в разнообразных антифрикционных материалов. Помимо этого, данным свойством они могут наделять и прочие вещества.
Это значительно продлевает период эксплуатации механизмов, машин, значительно снижая потери на трение. К интересной особенности данного материала относится его увеличение объема на 25,6 % при температуре + 13,2 °С.
Этот металл называется серым.
При снижении температуры до – 33,0 °С вещество кристаллизуется и переходит в порошкообразное состояние. При взаимодействии серого и белого олова происходит передача свойств белому металлу. Разнообразные оловянные сплавы широко используются электротехнической промышленностью.
На вопрос при какой температуре плавится олово существует однозначный ответ: + 231,9 °С или же 505,1 по кельвину. Это весьма удобно для радиолюбителей, ведь паять детали с такой температурой можно без особых проблем даже в домашних условиях.
Температура плавления, при которой олово переходит в жидкое состояние невысока, что облегчает его использование.
Высокий интерес представляет данное вещество из-за своей хорошей коррозийной стойкости. Именно оловянное покрытие является древнейшим способом защиты разнообразных предметов из металлов, в том числе и консервных банок. Помимо этого, данный элемент имеет свойство объединять многие металлы с приданием им устойчивости к внешним воздействиям.
Это используется при лужении различной посуды и прочих бытовой утвари, а также электротехниками. Оловянно-свинцовые сплавы относятся к мягким компонентам, что удобно при пайке радиотехнических деталей. Эти припои могут иметь различное количество компонентов и соответствующее обозначение.
Эти припои могут иметь различное количество компонентов и соответствующее обозначение.
Совет
К примеру, пос-61 означает, что оловянная составляющая имеет 61 %, а свинцовая – 39 %.
Человеческое тело содержит оловянные вещества в костях, где они помогают обновлению костной ткани. Для нормальной жизнедеятельности организму необходимо получать ежедневно порядка 2-10 мг металла в сутки. Этот макроэлемент содержится в принимаемой пище, однако усваивается всего лишь до 5 % от общего поступающего количества.
Температура плавления
Особую известность имеют соединения, использующиеся в качестве припоя радиолюбителями. Температура плавления в сплаве ПОС-40 составляет + 235,0 °С.
Содержащийся в припоях свинец является довольно мягким материалом, имеющий серый цвет со светлым оттенком. Он плавится при значении + 327,0 °С, что делает его идеальной составляющей для олова.
Припой ПОС-61 может плавиться при температуре + 191,0 °С, чем весьма удобен для пайки небольших радиодеталей.
Специалисты знают, при какой температуре олово плавится. Данная величина составляет + 231,9 °С, а при + 231,0°С оно остается твердым. Температурный показатель кипения этого вещества намного выше – 2 600 градусов Цельсия. В зависимости от компонентов, входящих в состав оловянного сплава изменяется температурный показатель плавления.
Этот материал превосходно гнется даже в холодном состоянии, а нагреваясь, он начинает приобретать свойства пластилина. Температура плавления свинца и оловянной составляющей разнится, однако их сплавы обладают широким применением. При плавке применяются специальные флюсы, шлаки, а также присадки для получения необходимой степени качества и сорта металла.
Из-за его возможности расплавляться при низкой температуре он является стратегически важным сырьем. Сплавы с участием оловянного компонента очень легко обрабатываются и применяются при соединении конструктивных деталей и узлов с герметичным швом.
К наиболее известным бытовым соединениям относятся припои, температура плавления в которых олова и свинца зависит от их количества.
Применение и вторичная переработка
Главным достоинством, определяющим область применения оловянного вещества, является его высокая стойкость к коррозии. Это свойство оно передает и прочим металлам, участвующим в сплаве.
Данная способность противодействия химически агрессивным веществам делает материал весьма ценным при защите стальных изделий.
Тончайший слой покрывает практически половину всей производимой стальной жести.
Данный металл используется при производстве тонкостенных труб, которые применяются исключительно при положительных температурных показателях. К ограничению сферы применения относится низкая температура кристаллизации олова.
Бытовые изделия содержат олово в сантехническом оборудовании, разнообразной фурнитуре и прочих аксессуарах. Материал обладает высокой гигиеничностью, низким температурным показателем плавления олова, а также весьма низкой теплопроводностью по сравнению со сталью.
По этим характеристикам его активно используют для изготовления умывальников и ванн.
Обратите внимание
Это вещество присутствует в домашней посуде, ювелирных украшениях, а также небольших элементах декора и быта. Это обусловлено хорошим плавлением материала при невысокой температуре, ковкости и мягкому цвету. Бронзовые сплавы имеют отличную прочность, а также высокую стойкость к коррозии. Это делает бронзу превосходным строительно-декоративным материалом.
Помимо припоев, которые удобно расплавлять в домашних условиях и промышленном производстве, сплавы применяются даже для производства музыкальных инструментов.
Из различных сплавов отливаются церковные колокола и органные трубы. От количества составляющих элементов зависит тон изделий.
От количества составляющих элементов зависит тон изделий.
Невысокая температура затвердевания материала и простота обработки позволяют изготавливать уникальные изделия музыкального направления.
Для вторичной переработки используют старые консервные жестяные баночки. Они имеют защитное оловянное покрытие с некоторыми примесями. Их количество для продуктовой тары имеет строгое ограничение. Величина оловянного состава при лужении жестяной баночки не должна превышать 0,14 %, а по свинцу данный показатель составляет 0,04 %.
Для безопасности здоровья дополнительно применяются специальные лаки, которые предохраняют металлическую основу от разрушения под воздействием соли, сахара, а также органических кислот. Средняя банка содержит порядка 0,5 г оловянного компонента. Для мировых масштабов это весьма внушительная цифра.
Доля этого вторично использованного сырья в развитых государствах доходит до 30 %.
Олово используется практически во всех направлениях современного производства. Спустя тысячелетия после своего открытия, металл остается востребованным веществом, обладающим широким спектром уникальных свойств.
Рекомендуем к прочтению:
Зачем нужна канифоль (флюс) при пайке
Источник: https://oxmetall.ru/pajka/temperatura-plavleniya-olova
Припой ПОС 61: температура плавления олова для пайки, состав и технические характеристики
Большинство начинающих радиолюбителей, не сталкивавшихся ранее с пайкой, задаются вопросом о том, какие могут быть припои, и чем они отличаются друг от друга.
Припой ПОС является оловянно-свинцовым сплавом. В зависимости от соотношения данных элементов существуют различные маркировки. Самая распространенная – припой ПОС 61.
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
Важно
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Низкотемпературные припои
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Совет
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте.
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Итог
Температура плавления олова делает этот материал отличным припоем для пайки. Особо широкое распространение получили припои марки ПОС. Они используются и в промышленности, и в частных мастерских, и радиолюбителями.
Множество марок данного припоя позволяет выбрать необходимый сплав, который идеально подойдет для решения практически любой задачи.
Источник: https://tutsvarka.ru/oborudovanie/pripoj-pos
Температура плавления припоя
Соединение металлических деталей при помощи их пайки подразумевает использование припоя, который представляет собой металлический сплав, наплавляемый на основные соединяемые материалы.
Необходимо правильно подобрать такой припой, температура плавления которого будет меньше, чем температура плавления металла основных деталей. Следует сказать, что показатель температуры является основополагающим при выборе того или иного припоя.
Необходимо сочетать этот показатель с температурой основных материалов, что и позволит вам качественно выполнить пайку деталей. Поговорим поподробнее о температуре плавления припоя.
Обратите внимание
Необходимо сразу же отметить, что припой может выполняться из различных сплавов, что позволяет существенно изменять его температуру плавления. Так, например, существуют легкосплавные металлы, которые плавятся при температурах порядка 300 градусов.
Соответствующим образом необходимо выбирать припой, который становится жидким при температурах 200 и 250 градусов. Также существуют соответствующие металлические сплавы с повышенной температурой плавления, которая может достигать 700 градусов и более.
Все эти вопросы необходимо учитывать при выборе припоя и выполнении соединения металлических элементов.
К мягкому припою принято относить такие металлические сплавы, которые расплавляются при температурах ниже 300 градусов. Подобной температуры будет вполне достаточно для пайки в домашних условиях. С таким мягким припоем можно с легкостью работать обычным паяльником, при этом качество соединения будет на достаточно высоком уровне. Твердые припои имеют температуру плавления более 300 градусов.
Следует сказать, что для работы с таким тугоплавким сплавом требуется соответствующие навыки и специальные инструменты. Отметим, что отдельные разновидности металлов могут сплавляться при температуре более 700 градусов.
 В данном случае использовать обыкновенный паяльник не представляется возможным. Необходимо применять мощные горелки, которые позволяют нагревать металл до подобных температур.
В данном случае использовать обыкновенный паяльник не представляется возможным. Необходимо применять мощные горелки, которые позволяют нагревать металл до подобных температур.Отметим, что принято выделять два параметра температуры плавления металла. Под начальной температурой принято понимать показатель, когда металл лишь начинает становиться жидким.
Окончательная температура — это отметка, при котором сплав становится полностью жидким.
Для пайки применяется первый показатель, что позволяет гарантировать вязкость материала, а это в свою очередь гарантирует удобство и легкость выполняемой работы.
Свойства припоя
От показателя температуры плавления припоя напрямую зависят его свойства. Это объясняется включением разнообразных металлов, которые входят в тугоплавкие сплавы. При добавлении того или иного металла в припой материал сохраняет свои характеристики, что непосредственно влияет на общее свойство сплавов. Установлено, что прочность соединения напрямую зависит от точки расплавления.
Мягкий припой не позволяет обеспечить необходимую прочность соединения, поэтому в тех случаях, когда требуется гарантировать максимально возможную прочность, такие легкие сплавы с низкой температурой плавления не используют. Имеются специальные высокопрочные разновидности наплавляемого материала, которые позволяют гарантировать максимальную прочность соединения металлических деталей.
У припоя при пайке должна быть температура плавления обязательно ниже, нежели чем у основных металлов. В противном случае такое соединение считалось бы уже сваркой. Необходимо также учитывать показатели теплопроводности припоя, которые на низком уровне позволяют соединению с легкостью переносить высокие температуры, тем самым детали защищаются от перегрева.
Важно
Следует сказать, что данный показатель может существенно различаться в зависимости от конкретного сплава. Так, например, известный сплав Вуда имеет температуру плавления на уровне 70 градусов. Как вы можете понять, такой припой не может использоваться для соединения металлических элементов, так как в данном случае само соединение будет крайне хрупким и недолговечным.
Как вы можете понять, такой припой не может использоваться для соединения металлических элементов, так как в данном случае само соединение будет крайне хрупким и недолговечным.
В том случае, если требуется соединять детали из легкосплавных металлических элементов, температура плавления у которых составляет 150 — 200 градусов, использовать припой и технологию пайки зачастую бывает проблематично по причине хрупкости соединения.
В данном случае куда проще будет выполнять сварку таких легкосплавных металлов, что позволит обеспечить соединение элементов на молекулярном уровне.
Впрочем, если высокая прочность вам не требуется, можно с легкостью выполнять в бытовых условиях пайку даже таких легкосплавных металлических деталей.
Большинство производителей на припое указывают температуру плавления, что позволяет существенно упростить выбор. Наибольшее распространение получили сегодня припои ПОС, которые в зависимости от своего индекса могут иметь температуру плавления от 190 до 299 градусов.
При необходимости соединения тугоплавких металлов используют специальные приборы для увеличения температуры плавления, и соответствующее профессиональное оборудование. Как правило, такая пайка выполняется профессиональными сварщиками, с использованием соответствующих паяльных ламп.
Нагревать припой обычным паяльником до температуры 500 градусов и более зачастую невозможно. Именно поэтому наибольшее распространение сегодня получила технология пайки легкосплавных металлов, которая отличается простотой в работе, а их соединения выполняются прочными и долговечными.
Рекомендации по использованию
Если у мягких разновидностей припоя температура плавления находится в близком диапазоне, то у твердых марок разброс может быть намного больше.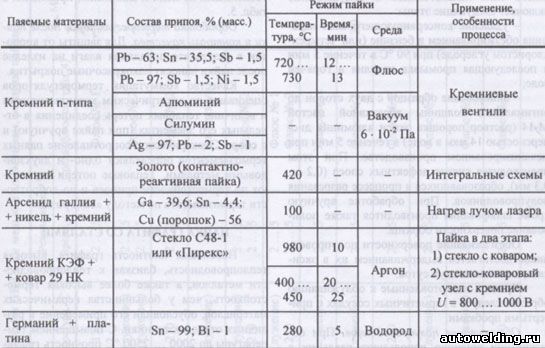 У отдельных разновидностей температура плавления может отличаться более чем в 3 раза. Соответствующим образом необходимо выбирать используемые паяльники и соответствующие инструменты для пайки.
У отдельных разновидностей температура плавления может отличаться более чем в 3 раза. Соответствующим образом необходимо выбирать используемые паяльники и соответствующие инструменты для пайки.
Помните, что правильный выбор используемых инструментов и припоя гарантирует возможность выполнения качественных и долговечных соединений металлических элементов. Выбирать инструменты для пайки, которые сильно нагревают припой или не обеспечивают необходимой температуры, не рекомендуется. В данном случае качественно выполнить соединение будет невозможно.
Допустимые отклонения должны составлять не более 20 градусов по Цельсию.
При нагреве припоя до его начальной температуры плавления сплав становится мягким, что позволяет существенно упростить пайку и повышает качество соединения.
Совет
А вот если вы используете уже полностью жидкий припой, работать с ним куда сложнее.
Именно поэтому необходимо правильно выбирать используемые инструменты и приборы, которые по своим характеристикам должны соответствовать используемым для пайки металлическим материалам.
Распространенные сегодня бытовые и профессиональные паяльники имеют функцию регулировки мощности, что позволяет подбирать оптимальную температуру для того или иного вида припоя.
В то же время необходимо учитывать тот факт, что недорогие бытовые паяльники зачастую не способны обеспечить необходимую мощность, поэтому температура жала рабочего инструмента у них может существенно различаться и не соответствовать установленным пользователем характеристикам.
Источник: http://svarkagid.com/temperatura-plavlenija-pripoja/
Температура плавления олова и свинца :
Олово – один из самых изученных человеком металлов. Оно было открыто еще в доисторические времена.
Уже древний человек знал, какова температура плавления олова, физико-химические свойства этого металла и диапазон его применения в повседневной жизни.
Сплав олова и меди является первым опытом человека в металлургии, первым искусственным металлическим соединением, созданным руками человека.
Олово в природе
Важнейшие природные соединения – это касситерит, в который входит оксид олова, и станнин (оловянный колчедан).
В древности этот металл добывали в открытых шахтах, но в современном мире открытых месторождений олова практически не осталось.
В промышленных масштабах его выплавляют из руд, содержащих около 1 % этого вещества. Таким образом, чтобы получить 1 кг чистого олова, нужно переработать центнер руды.
Использование олова
Одно из наиболее известных применений олова – пайка. Невысокая температура плавления позволяет паять в домашних условиях. Для пайки этот металл продается в виде небольших прутков диаметром до 10 мм.
Достаточно часто предлагаются сплавы с различными добавками – со свинцом, серебром, медью, индием и другими. Температура плавления олова и свинца ниже, чем чистого олова, поэтому процесс пайки проходит быстрее.
Благодаря физическим характеристикам этот металл можно хранить в нормальных условиях в жидком виде.
Низкая температура плавления олова позволяет запаивать металлическую жидкость в стеклянные ампулы для лабораторных или других исследований.
Плавка олова
Олово достаточно легко расплавить в больших количествах и отлить в форму из графита или любого другого материала. Средняя температура плавления олова не превышает 240°C. Основные требования к материалу для форм заключаются в следующем:
- вещество не должно смачиваться жидким оловом;
- материал должен выдерживать температуру в 250°C, не разрушаясь и не меняя своей формы.
Расплавленный металл способен окисляться на открытом воздухе, а твердое вещество довольно устойчиво к кислородной коррозии.
Иногда это свойство используется для нанесения металлического слоя на жестяные изделия.
Но в отличие от цинкового напыления, оловянное не придает изделию электрохимическую защиту – в случае царапины коррозия быстрее разъест поверхность с оловянным покрытием, а не с цинковым.
Олово для пайки
Температура плавления зависит от количества и состава примесей в прутке. О том, какая температура плавления олова, можно узнать из таблицы наиболее распространенных сплавов.
В электротехнике хорошо зарекомендовали себя трехкомпонентные сплавы на основе свинца, серебра и олова. Процентное соотношение примесей в припое различно: стандарты по добавкам до сих пор не выработаны. Все производители сходятся в одном – содержание олова в сплаве не должно быть меньше 95 %. Температура плавления припоя олова в этой композиции колеблется в диапазоне 217-221° C.
Для улучшения характеристик припоя в него вводят небольшое количество сурьмы. Данная композиция применяется для пайки радиодеталей в наиболее ответственных участках.
Хорошо зарекомендовали себя сплавы с содержанием серебра. Наличие этого благородного металла улучшает технические характеристики готового изделия и повышает срок его эксплуатации. Сплавы с большим содержанием серебра применяются в различных средствах связи и в промышленной технике.
Цинкосодержащие сплавы не слишком хорошо распространены. Причиной такой нелюбви является повышенная химическая активность цинка.
Из-за его взаимодействия с окружающей средой цинкосодержащие соединения довольно быстро разрушаются, к тому же при работе с ними необходимо использовать активные флюсы. Припойные пасты с содержанием этой добавки не предназначены для длительного хранения.
Температура плавления олова для пайки с содержанием цинка достаточно высока. Например, известное соединение Sn91Zn9 плавится при температуре 200°C.
Олово и свинец
Как и олово, свинец в виде сплавов и добавок используется человеком с незапамятных времен. Этот недорогой и распространенный металл обладает свойствами, повышающими качество припоя и его эксплуатационные характеристики.
Припои, в состав которых входит свинец, называются свинцовосодержащими. Соединения свинца очень вредны для здоровья, поэтому применение соединений этого металла весьма ограничено.
Обратите внимание
В прошлом широкое распространение свинцовых припоев было обусловлено хорошими эксплуатационными характеристиками сплава и его низкой температурой обработки. Температура плавления олова и свинца не превышает 190°C.
Несмотря на строгие ограничения, припои со свинцом широко используются в отдельных отраслях промышленности, например в оборонном производстве и в секторе ядерной энергетики.
Использование чистого олова
Полупроводниковая промышленность использует припои с высоким содержанием чистого олова, в котором на один атом стороннего металла припадает 999999 атомов чистого металла. Температура плавления олова в чистом виде 240°С.
Но в бытовых условиях такие припои не пользуются спросом: дело в том, что при понижении температуры этот металл преобразует свою структуру, на поверхности изделия появляются серые пятна –так называемая оловянная чума.
Добавки различных компонентов изменяют эту температуру и придают оловянным сплавам большую устойчивость.
Источник: https://www.syl.ru/article/215514/new_temperatura-plavleniya-olova-i-svintsa
Бессвинцовые припои
Сегодня выдано более ста патентов на сплавы различных составов для замены свинцовых припоев. Не все сплавы коммерческие, но выбор достаточно широкий.
В настоящее время сложно ответить на вопрос, какой сплав самый лучший, поскольку абсолютно равноценной замены до сих пор не предложено. Сплавы отличаются как по температуре плавления, так и по смачиваемости, прочности, стоимости.
Каждый припой обладает уникальным сочетанием свойств, что затрудняет окончательный выбор.
При переводе изделий на бессвинцовую пайку приходится учитывать целый ряд факторов.
Припои подбирают, исходя из особенностей конструкции устройства, топологии печатной платы, механических и электрических характеристик блока, условий его эксплуатации.
При выборе учитывают также температуру плавления припоя, надежность паяных соединений, устойчивость монтируемых компонентов к температуре пайки, различия режимов при пайке оплавлением и волной припоя.
Основной критерий при выборе припоя – это температура плавления.
Все припои по этому признаку можно разделить на четыре группы: низкотемпературные (температура плавления ниже 180°C), с температурой плавления, равной эвтектике Sn63/Pb37 (180…200°C), со средней температурой плавления (200…230°C) и высокотемпературные (230…350°C).
Важно
Низкотемпературные припои имеют ограниченное применение. В их состав входят, кроме олова, висмут и индий. Самые распространенные эвтектические сплавы – олово-висмут и олово-индий.
Трудно ожидать, что сплавы с низкой температурой плавления обеспечат надежные паяные соединения при высоких температурах эксплуатации.
Существуют также ограничения по поставкам индия и висмута, высока стоимость припоев на их основе.
Большинство среднетемпературных припоев для замены свинца – это сложные по составу сплавы на основе олова с добавлением меди, серебра, висмута и сурьмы.
К сожалению, ни один из них не может полностью заменить Sn63/Pb37, у всех сплавов выше температура плавления.
Наиболее близкий по своим свойствам припой Sn95,5/Ag3,8/Cu0,7 сегодня используется для пайки оплавлением при поверхностном монтаже.
Сплавы с большим содержанием свинца имеют температуру плавления около 230°C. В этом температурном диапазоне практически отсутствуют бессвинцовые припои для замены. Самый дешевый заменитель – это припой Sn99,3/Cu0,7, который рекомендован для пайки волной припоя.
Недостаток Sn/Cu-припоев – высокая температура плавления (227°C для эвтектики) и низкая прочность.
Предпочтительны эвтектические сплавы, поскольку их кристаллизация происходит в узком температурном диапазоне, при этом отсутствует смещение компонентов, в результате чего достигается более высокая надежность соединений (меньше вероятность получения «холодных» паек).
Совет
Лучшими свойствами обладают сплавы Sn/Ag, у них более высокая смачиваемость и прочность по сравнению с Sn/Cu. Эвтектический сплав Sn96,5/Ag3,5 с температурой плавления 221°C при испытаниях на термоциклирование показал более высокую надежность по сравнению с Sn/Pb. Припой Sn96,5/Ag3,5 многие годы успешно применяется в специальной аппаратуре.
Эвтектический припой Sn95,5/Ag3,8/Cu0,7 был получен в результате доработки базового сплава Sn/Ag. Четыре года назад этот сплав был неизвестен, поскольку припой Sn/Ag/Cu имел более низкую точку плавления (217°C) по сравнению с Sn/Ag. Точный состав этого припоя по-прежнему остается предметом для обсуждения.
Sn/Ag/Cu может быть использован для получения как универсальных, так и высокотемпературных припоев. Sn93,5/Ag3,5/Bi3 имеет более низкую температуру плавления и более высокую надежность паяных соединений. Сплав обладает наилучшей паяемостью среди всех бессвинцовых припоев.
Добавление меди и/или германия к Sn/Ag/Bi значительно повышает смачиваемость, а также прочность паяного соединения.
Припой Sn89/Zn8/Bi3 имеет температуру плавления, близкую к эвтектике Sn/Pb, однако наличие в его составе цинка приводит к ряду проблем. Припойные пасты на этой основе имеют короткое время жизни, требуется флюс повышенной активности, при оплавлении образуется труднорастворимая окалина, паяные соединения подвержены коррозии, требуется обязательная промывка соединений после пайки.
Сегодня в промышленности сложилось единое мнение, что наилучшей альтернативой для замены эвтектики Sn62/Pb38 в аппаратуре общего назначении является сплав Sn95,5/Ag3,8/Cu0,7 с температурой плавления 217°C (что на 34°C выше Sn62/Pb38). Это незначительное, на первый взгляд, изменение режима пайки может привести к серьезным проблемам при монтаже аппаратуры, кардинальным изменениям в используемых материалах и техпроцессах.
National Electronics Manufac-turing Initiative (NEMI) рекомендует для пайки оплавлением сплав Sn3,9/Ag0,6/Cu, для пайки волной – менее дорогие припои Sn0,7/Cu и Sn3,5/Ag, поскольку во втором случае требуются большие объемы припойного материала. Такого же мнения придерживается и европейский консорциум IDEALS. В настоящее время эта организация занята изучением сплава Sn/Ag3,8/Cu0,76, считая его пригодным как для оплавления и пайки волной, так и для ремонтных работ.
JEIPA предлагается три сплава для замены Sn/Pb – олово/серебро/медь (Sn/Ag/Cu) и два сплава на основе олово/серебро/висмут (Sn/Ag/Bi). Panasonic рассматривает возможность использования нескольких бессвинцовых припоев, включая Sn/Ag/Bi, лучший из которых определится в процессе промышленных испытаний.
Обратите внимание
Результаты проводимых во многих странах исследований говорят о том, что на сегодняшний день лидером в бессвинцовой гонке являются сплавы системы Sn/Ag/Cu. Возможно, в будущем будут найдены и другие составы, но к тому времени Sn/Ag/Cu займет настолько прочные позиции в промышленности, что сместить его с пьедестала будет практически невозможно.
Источник: https://www.armada-met.ru/bessvintsovye-pripoi
Припои и флюсы для пайки
Подробности Просмотров: 14822
Прочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей.
Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать).
При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса.
Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса.
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.
Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1
Припои на основе олово-свинец
| Марки припоя | Температура плавления оС | Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | — |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 – 6% сурьмы. В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово.
Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное – свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
- проволоки,
- ленты,
- фольги
- и порошка.
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью.
В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2
Медно-цинковые и латунные припои
| Марки припоя (латуни) | Температура плавления, оС | Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера*, алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы.
По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух – 750°
- третьего – 700°.
Из тугоплавких (твердых) припоев наиболее примечательными являются припои на основе серебра
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев.
Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3
Основные марки серебряных припое
| Марка припоя | Температура плавления, оС | Марка припоя | Температура плавления, оС |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Флюсы
Назначение флюсов при пайке:
- защита зачищенных деталей от окисления,
- удаление с поверхности металла пленки окислов,
- улучшение смачивания припоем спаиваемых деталей.
Все многообразие флюсов можно разделить на три группы:
- некоррозионные
- слабокоррозионные
- и коррозионные.
Некоррозионные флюсы (их еще называют защитными) не растворяют пленку окислов на металле, а лишь защищают при пайке тщательно зачищенную поверхность.
После окончания пайки остатки флюса можно не удалять с поверхности спаянных деталей, так как он не вызывает коррозии.
Слабокоррозионные флюсы
участвуют в разрушении пленки окислов. Остатки флюса необходимо удалять.
Коррозионные (активные) флюсы энергично разрушают пленку окислов, поэтому иногда удается спаивать незачищенные металлические детали.
Удалять остатки флюса после пайки обязательно!
Отдельную группу составляют борсодержащие флюсы для пайки тугоплавкими припоями
К некоррозионным флюсам относятся неактивированные флюсы на основе канифоли (табл. 4).
Максимальная рабочая температура этих флюсов 300°!
Таблица 4
Флюсы на основе канифоли
| Компоненты, % вес. | Что и чем паяется | ||||
| Пайка меди и ее сплавов, серебра (редко — стали) свинцово-оловянистыми припоями |
К слабокоррозионным флюсам относится большая группа активированных флюсов на основе канифоли, но есть и такие, где канифоль отсутствует (табл. 5).
- первые флюсы имеют максимальную рабочую температуру – 300°
- вторые – 350°
Таблица 5
Флюсы на основе канифоли, глицерина и спирта
| Компоненты, % вес. | Что и чем паяется | ||||
|
| ||||
| Для пайки меди и цинка | ||||
| Для пайки меди и сплавов, никеля, серебра, стали |
Основу почти всех коррозионных (активных) флюсов составляют хлориды металлов и, в частности, хлористый цинк.
Максимальная рабочая температура этих флюсов до 400°! (табл. 6)
Таблица 6
Флюсы на основе хлоридов металлов
| Компоненты, % вес | Применение | ||||
| Для пайки и лужения стали, меди, ее сплавов, никеля, серебра. | ||||
| Хлористый цинк – 40, двухлористое олово – 5, хлорная медь – 0,5, соляная кислота – 3,5, вода – 51 | Пайка стали припоями с большим содержанием свинца | ||||
| Хлористый цинк – 40, хлористый натрий – 5, хлорная медь – 1, хлористый калий – 1, соляная кислота – 1, вода – 52 | Пайка стали и меди (и сплавов) припоями с большим содержанием свинца и цинка. | ||||
| Хлористый натрий – 15, хлористый амоний – 1,5, соляная кислота – 36, спирт денатурат – 12,8, ортофосфорная кислота – 2,2, хлористое железо – 0,6, вода – 31,9 | Пайка углеродистых сталей. |
В отдельной таблице приводятся флюсы для пайки нержавеющих сталей
Максимальная рабочая температура этих флюсов 400°!
Таблица 7
Флюсы для пайки нержавеющих сталей
| Компоненты, % вес | Применение | |||||||
| Пайка нержавеющей стали |
Как уже было сказано, флюсы для пайки тугоплавкими припоями сводятся в отдельную группу, состоящую из двух подгрупп:
– флюсы для пайки медными припоями (табл. 8)
Таблица 8
Флюсы для пайки медными припоями
| Компоненты, % вес | Применение |
| Бура (прокаленная) -100 | Пайка углеродистых сталей и меди медно-цинковыми припоями |
| Бура (прокаленная) – 80, борная кислота – 20 | Пайка молоуглеродистых сталей и меди |
| Бура (прокаленная) -50, борная кислота – 50, все разводится концентрированным раствором хлористого цинка | Пайка нержавеющих сталей, меди медными припоями |
| Бура (прокаленная) – 12, борная кислота – 78, флористый кальций – 10 | Пайка нержавеющих сталей, меди медными припоями |
– флюсы для пайки серебряными припоями (табл. 9)
Табица 9
Флюсы для пайки серебряными припоями
| Компоненты, % вес | Применение | ||||
| Пайка серебрянными припоями всех металлов и сплавов, кроме алюминия и магния |
Порядок изготовления флюса влияет на его качество
Ниже (табл. 10) приводится порядок приготовления некоторых флюсов.
Взяв за основу приготовление одного флюса, можно правильно приготовить другой флюс с такими же компонентами или несколько отличными.
Таблица 10
Приготовление флюса
| Компоненты | Порядок приготовления |
Канифоль, этиловый спирт, уксусная кислота | Размолотую в порошок канифоль растворить в подогретом спирте и после охлаждения добавить уксусную кислоту |
Канифоль, стеарин, хлористый цинк, хлористый аммоний, вазелин, вода | Размолотую канифоль тщательно смешать со стеарином. Порошок хлористого цинка и хлористого аммония залить водой и размешать, Разогреть то и другое. Второй раствор влить в расплавленную канифоль со стеарином. Размешать и добавить вазелин. |
Ортофосфорная кислота, этиловый спирт, вода | Этиловый спирт разбавляют водой и к раствору добавляют ортофосфориую кислоту |
Хлористый цинк, хлористый аммоний, вода | В горячей воде растворяется хлористый аммоний. После охлаждения раствора к нему добавляется хлористый цинк. |
Хлористый цинк, двухло-ристое олово, хлорная медь, хлористый калий, соляная кислота, вода |
|
Хлористый калий, хлористый литий, фтористый натрий, хлористый цинк | Псе порошкообразные компоненты смешан., расплавить и после остывания размолоть. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура | Расплавить буру, охладить и размолоть до порошкообразного состояния. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура, борная кислота | Прокаленую и размолотую буру смешать с нужным количеством борной кислоты. Хранить в плотно закрывающейся стеклянной посуде. |
Для изготовления припоя из отдельных компонентов пользуются правилом:
сначала расплавляют более тугоплавкий металл, а в нем остальные помере убывания температуры плавления.
Источник: https://www.del-sami.ru/index.php/sovety-masterov/dopolneniya/prilozheniya/84-prilozhenie-15-pripoi-flyusy-dlya-pajki
Температура плавления припоя и технические характеристики
Припой ПОС 40 – универсальный расходный материал для спайки деталей из различных металлов и сплавов. Изготавливается на основе смеси олова, свинца и дополнительных материалов, улучшающих качественные характеристики соединения.
Блок: 1/9 | Кол-во символов: 228
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Блок: 2/5 | Кол-во символов: 1127
Источник: https://tokar.guru/metally/temperatura-plavleniya/temperatura-plavleniya-pripoya-i-tehnicheskie-harakteristiki.html
Какие бывают припои, и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Блок: 2/5 | Кол-во символов: 1006
Источник: https://go-radio.ru/solder.html
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
(Измененная редакция, Изм. N 1, 2).
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
(Измененная редакция, Изм. N 4).
2.3 Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.
(Измененная редакция, Изм. N 2).
2.4. Физико-механические свойства припоев приведены в приложении 1.
2.5. Области преимущественного применения припоев приведены в приложении 2.
Разд.2а (Исключен, Изм. N 3).
Блок: 3/11 | Кол-во символов: 954
Источник: http://docs.cntd.ru/document/464627065
Свойства
ПрименениеЭлектроаппаратура, детали из оцинкованного железа с герметичными швами.
Температура плавления183-238°C
Химический составОлово 40%
Свинец 60%
Пайка металловБронза, Латунь, Медь, Сталь
Блок: 3/4 | Кол-во символов: 205
Источник: http://pripoev.ru/pripoy_pos-40/
Разновидности
Основной разновидностью выпуска является проволока, которая представлена в различном диаметре. Самым тонким диаметров является 0,5 мм. Это отличных вариант для пайки проводов и прочих мелких деталей. Для более толстых заготовок подойдет проволока на 2-3 мм. Это один из самых распространенных вариантов для домашнего использования и промышленности. Припой ПОС 40 пруток 8 мм является самым толстым из всех разновидностей, тогда как проволока представлена максимум в диаметре на 7 мм. Он подходит для работы с заготовками, толщина которых составляет более.
Припой ПОС 40 в виде проволоки
Помимо проволоки и прутков производится выпуск в виде ленты фольги, литых чешуек, небольших трубок, диаметр которых достигает до 5 мм, в которых уже имеется канифоль. Иногда встречаются пасты и жидкие флюсы.
Припой ПОС 40 в виде прутков
Блок: 2/3 | Кол-во символов: 834
Источник: https://svarkaipayka.ru/material/pripoj-dlya-payki/tehnicheskie-harakteristiki-pripoya-pos-40.html
Технические характеристики припоев ПОС и ПОССу
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Блок: 4/13 | Кол-во символов: 630
Источник: https://masterpaiki.ru/vse-pro-pripoy-pos.html
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Внешнему осмотру подвергают каждую чушку партии.
3.3. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек.
На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.4. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
Блок: 4/11 | Кол-во символов: 1312
Источник: http://docs.cntd.ru/document/464627065
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб — по ГОСТ 24231. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласия в оценке качества партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
(Измененная редакция, Изм. N 1, 2, 3, 4).
4.3. Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку N 08 по ГОСТ 6613 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
(Измененная редакция, Изм. N 1, 2).
4.4. Химический состав припоев определяют по ГОСТ 1429.0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0 — ГОСТ 1429.11.
(Измененная редакция, Изм. N 2).
Блок: 5/11 | Кол-во символов: 1274
Источник: http://docs.cntd.ru/document/464627065
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Марка припоя | Область применения |
ПОС 90 | Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
ПОС 63 | Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
ПОС 61 | Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
ПОС 40 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
ПОС 10 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
ПОС 61М | Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. Применение припоя при лужении и пайке в тиглях и ваннах не допускается. |
ПОСК 50-18 | Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
ПОССу 61-0,5 | Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
ПОССу 50-0,5 | Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
ПОССу 40-0,5 | Для лужения и пайки жести, обмоток электрических машин, для пайки монтажный элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
ПОССу 35-0,5 | Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
ПОССу 30-0,5 | Для лужения и пайки листового цинка, радиаторов |
ПОССу 25-0,5 | Для лужения и пайки радиаторов |
ПОССу 18-0,5 | Для лужения и пайки трубок теплообменников, электроламп |
ПОСу 95-5 | Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
ПОССу 40-2 | Для лужения и пайки холодильных устройств, тонколистовой упаковки. Припой широкого назначения |
ПОССу 30-2 | Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
ПОССу 18-2, | Для пайки в автомобилестроении |
ПОССу 8-3 | Для лужения и пайки в электроламповом производстве |
ПОССу 5-1 | Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
ПОССу 4-6 | Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
ПОССу 4-4 | Для лужения и пайки в автомобилестроении |
ПОСК-2-18 | Для лужения и пайки металлизированных и керамических деталей |
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
(Измененная редакция, Изм. N 4).
Блок: 8/11 | Кол-во символов: 2940
Источник: http://docs.cntd.ru/document/464627065
Химический состав припой ПОС 40
Название элемента состава | Примерное содержание в припое, % |
Олово | |
Свинец |
Физические свойства
Технические характеристики припоя ПОС 40
Наименование свойства | Значение |
Температура начала плавления | 183 градусов Цельсия |
Температура полного расплавления | 238 градусов Цельсия |
Плотность припоя ПОС 40 | 10,1 кг/ метр кубический |
Относительное удлинение сплава | 60% |
Временное сопротивление механическому воздействию на разрыв | 32 МПа (или 3,3 кгс/мм квадратный) |
Интервал кристаллизации | 69 градусов |
Сортамент и размеры
Диаметр проволоки, мм | Возможная погрешность, мм |
0,5 | 0,05 |
0,6 | 0,06 |
0,8 | 0,07 |
0,08 | |
1,2 | 0,09 |
1,5 | 0,1 |
1,8 | 0,1 |
0,1 | |
2,5 | 0,12 |
0,15 | |
3,5 | 0,16 |
0,16 | |
0,17 | |
0,18 | |
0,2 |
Примеры расшифровки маркировки
Если рассматривать характеристики припоя ПОС-40, то они обозначены в составе, который определяется маркировкой:
- ПОС – припой оловянно-свинцовый. Все марки этой серии содержат подавляющее количество свинца и олова, относительно других элементов.
- 40 – процентное содержание олова в этом составе. Как правило, свинец занимает остальную долю сплава.
Фирмы производители
Производители припоя ПОС 40 :
- КиевЦветМет;
- Арсенал;
- Техноскрап;
- Вадис-М;
- Укр-Спецсплав;
- «Технологические Линии»;
- УкрИнтерсталь.
Блок: 3/3 | Кол-во символов: 1155
Источник: https://svarkaipayka.ru/material/pripoj-dlya-payki/tehnicheskie-harakteristiki-pripoya-pos-40.html
Применение в быту и на производстве
Безсурьмянистые припои с низким содержанием олова нашли свое применение в области низкотемпературной пайки. Эта технология отличается более экономной себестоимостью производственного процесса, при высоких качественных характеристиках.
ПОС 40 применяют при следующих работах:
- Создание неразъемных соединений металлических деталей.
- Ремонт радиоэлектроники и прочих изделий, которые плохо переносят высокотемпературное воздействие.
- Устранение дефектов в сосудах и емкостях, которые эксплуатируются без давления и не подвергаются воздействию высоких температур.
На предприятиях серийного производства рассматриваемый материал используют при сборке электронных схем, печатных плат и прочих управляющих устройств. После кристаллизации припой демонстрирует высокие показатели электрической проводимости, что является основным критерием подбора, поскольку данные элементы в процессе эксплуатации не подвергаются ударам, вибрации и иным механическим воздействиям. Таким образом, ПОС 40 отлично зарекомендовал себя в качестве средства соединения различных полупроводников.
Другая область применения припоя – герметизация различных металлических сосудов и емкостей. Низкая температура изменения агрегатного состояния позволяет использовать состав в качестве средства для лужения металла.
Особенности работы с припоем не имеют отличий от использования прочих составов свинцово-оловянной группы. Обрабатываемая поверхность должна пройти подготовительную обработку – это залог качественного соединения. Главное условий пайки – температура плавления базовой поверхности должна быть ниже температуры припоя. Для припоя ПОС 40 температура полного расплавления материала составляет 238 Сº. Этого достаточно для получения качественного соединения за счет высоких эксплуатационных параметров.
Помимо высокого качества соединения, несомненным преимуществом припоя является простота использования. Для работы подойдет любой паяльный аппарат, включая приборы бытового назначения.
Технические характеристики подразумевают использование всех видов флюса. Активные составы, такие как соляная кислота, хлорид цинка или хлористый аммоний, эффективно очищают обрабатываемые заготовки от следов коррозии.
Их применение требует осторожности – чрезмерное воздействие на заготовку приводит к удалению поверхностного слоя материала. Нейтральные флюсы предупреждают негативные процессы, поэтому их использование лишено риска повреждения поверхности металла.
Блок: 6/9 | Кол-во символов: 2460
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки.
Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения марки припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
(Измененная редакция, Изм. N 2, 3).
5.1а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8х30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4.
При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков — не более 60 кг.
(Измененная редакция. Изм. N 1, 2, 3, 4).
5.2. Транспортная маркировка — по ГОСТ 14192.
5.3. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3. (Измененная редакция, Изм. N 1).
5.4. Припой должен храниться в закрытом помещении.
Разд.6 (Исключен, Изм. N 1).
Блок: 6/11 | Кол-во символов: 1905
Источник: http://docs.cntd.ru/document/464627065
Нормативная номенклатура
Как и основной конкурент – припой ПОС 61, ПОС 40 изготавливается с соблюдением требований и указаний, включая условия производства и методы испытания, межгосударственного стандарта для припоев ГОСТ 21930-76.
Блок: 7/9 | Кол-во символов: 233
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
Популярные фирмы производители
Рассматриваемый материал является продуктом отечественного производства. Его изготовлением занимаются следующие предприятия:
- Завод металлов и сплавов;
- СКАТ;
- Укрнихром;
- Завод припоев;
- Регетон;
- Технологические линии.
Блок: 8/9 | Кол-во символов: 246
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
Заключение
Рассматриваемый материал обладает высокими качественными характеристиками, схожими на припой ПОС 61. Однозначного ответа на вопрос: «Какой припой лучше ПОС 40 или ПОС 61?», нет. Все зависит от условий выполнения работ и свойства обрабатываемой поверхности.
Электромонтер 6-го разряда Зыков Андрей Станиславович. Опыт – 15 лет: «За время работы я перепробовал множество расходных материалов для пайки. В качестве средства для обработки скруток лучше использовать ПОС-40 – он создает более прочный шов, по сравнению с ПОС-61. Кроме того, у ПОС-40 температура плавления составляет 230 Сº, тогда как у ПОС-61 наблюдаются изменения в структуре уже при 130 Сº».
Блок: 9/9 | Кол-во символов: 666
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
ПРИЛОЖЕНИЕ 3 (справочное). ФОРМА ЧУШЕК ПРИПОЕВ ВСЕХ МАРОК
ПРИЛОЖЕНИЕ 3
Справочное
Блок: 9/11 | Кол-во символов: 81
Источник: http://docs.cntd.ru/document/464627065
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.
Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Блок: 10/13 | Кол-во символов: 1101
Источник: https://masterpaiki.ru/vse-pro-pripoy-pos.html
ПРИЛОЖЕНИЕ 4 (справочное). Схема укладки и скрепления в пакеты чушек припоев
ПРИЛОЖЕНИЕ 4
Справочное
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.1 и 2)
Черт.1
________________
* Размер для справок.
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.3)
1 — упаковочная лента; 2 — замок для скрепления чушек
Черт.2
________________
* Размер для справок.
ПРИЛОЖЕНИЯ 3 и 4. (Введены дополнительно, Изм. N 4).
Блок: 10/11 | Кол-во символов: 497
Источник: http://docs.cntd.ru/document/464627065
Технические характеристики припоя ПОССу-61-0,5
Маркировка припоя ПОССу-61-0,5 обозначает тип сурьмянистого припоя с содержанием олова 61 %, сурьмы до 0,5 % и свинца около 38 %. Такой припой применяется для пайки и лужения печатных плат и оцинкованных радиодеталей при повышенных требованиях по температуре эксплуатации. А вот его температура плавления равна 189 градусов.
Достоинства припоя ПОССу-61-0,5:
- повышенна адгезия к поверхности металла за счет содержания сурьмы;
- технические характеристики практически совпадают с ПОС-61.
Недостатки припоя марки ПОССу-61-0,5:
- трудно найти в продаже;
- повышенная стоимость.
Блок: 11/13 | Кол-во символов: 607
Источник: https://masterpaiki.ru/vse-pro-pripoy-pos.html
ПРИМЕЧАНИЯ ФГУП «СТАНДАРТИНФОРМ»
1 На первой странице дополнить кодом: МКС 25.160.50 (указатель «Национальные стандарты», 2008).
2 Информационные данные. Ссылочные нормативно-технические документы: ГОСТ 1429.14-77 заменен на ГОСТ 1429.14-2004.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2008
Блок: 11/11 | Кол-во символов: 361
Источник: http://docs.cntd.ru/document/464627065
Кол-во блоков: 26 | Общее кол-во символов: 21553
Количество использованных доноров: 7
Информация по каждому донору:
- https://tokar.guru/metally/temperatura-plavleniya/temperatura-plavleniya-pripoya-i-tehnicheskie-harakteristiki.html: использовано 1 блоков из 5, кол-во символов 1127 (5%)
- https://masterpaiki.ru/vse-pro-pripoy-pos.html: использовано 3 блоков из 13, кол-во символов 2338 (11%)
- https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html: использовано 6 блоков из 9, кол-во символов 4057 (19%)
- https://svarkaipayka.ru/material/pripoj-dlya-payki/tehnicheskie-harakteristiki-pripoya-pos-40.html: использовано 2 блоков из 3, кол-во символов 1989 (9%)
- http://docs.cntd.ru/document/464627065: использовано 8 блоков из 11, кол-во символов 9324 (43%)
- https://go-radio.ru/solder.html: использовано 2 блоков из 5, кол-во символов 2513 (12%)
- http://pripoev.ru/pripoy_pos-40/: использовано 1 блоков из 4, кол-во символов 205 (1%)
Температура плавления олова в кельвинах
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация
В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
К одному из самых первых металлов, открытых в древности, относится олово. Оно имеет серебристо-белый цвет с небольшой массой. Посуда из него прекрасно сохраняет запах, а также вкус напитков. Данный металл использовался намного раньше открытого впоследствии железа, а его сплав с медью (бронза) является первым сплавным веществом, созданным человеком. Это получилось из-за того, что температура плавления олова весьма низкая, что позволяло обрабатывать металл еще при зарождении металлургии.
Свойства и особенности олова
Оловянные сплавы имеют малый коэффициент трения, из-за чего их используют в разнообразных антифрикционных материалов. Помимо этого, данным свойством они могут наделять и прочие вещества. Это значительно продлевает период эксплуатации механизмов, машин, значительно снижая потери на трение. К интересной особенности данного материала относится его увеличение объема на 25,6 % при температуре + 13,2 °С. Этот металл называется серым.
При снижении температуры до – 33,0 °С вещество кристаллизуется и переходит в порошкообразное состояние. При взаимодействии серого и белого олова происходит передача свойств белому металлу. Разнообразные оловянные сплавы широко используются электротехнической промышленностью. На вопрос при какой температуре плавится олово существует однозначный ответ: + 231,9 °С или же 505,1 по кельвину. Это весьма удобно для радиолюбителей, ведь паять детали с такой температурой можно без особых проблем даже в домашних условиях. Температура плавления, при которой олово переходит в жидкое состояние невысока, что облегчает его использование.
Высокий интерес представляет данное вещество из-за своей хорошей коррозийной стойкости. Именно оловянное покрытие является древнейшим способом защиты разнообразных предметов из металлов, в том числе и консервных банок. Помимо этого, данный элемент имеет свойство объединять многие металлы с приданием им устойчивости к внешним воздействиям. Это используется при лужении различной посуды и прочих бытовой утвари, а также электротехниками. Оловянно-свинцовые сплавы относятся к мягким компонентам, что удобно при пайке радиотехнических деталей. Эти припои могут иметь различное количество компонентов и соответствующее обозначение. К примеру, пос-61 означает, что оловянная составляющая имеет 61 %, а свинцовая – 39 %.
Человеческое тело содержит оловянные вещества в костях, где они помогают обновлению костной ткани. Для нормальной жизнедеятельности организму необходимо получать ежедневно порядка 2-10 мг металла в сутки. Этот макроэлемент содержится в принимаемой пище, однако усваивается всего лишь до 5 % от общего поступающего количества.
Температура плавления
Особую известность имеют соединения, использующиеся в качестве припоя радиолюбителями. Температура плавления в сплаве ПОС-40 составляет + 235,0 °С. Содержащийся в припоях свинец является довольно мягким материалом, имеющий серый цвет со светлым оттенком. Он плавится при значении + 327,0 °С, что делает его идеальной составляющей для олова. Припой ПОС-61 может плавиться при температуре + 191,0 °С, чем весьма удобен для пайки небольших радиодеталей.
Специалисты знают, при какой температуре олово плавится. Данная величина составляет + 231,9 °С, а при + 231,0°С оно остается твердым. Температурный показатель кипения этого вещества намного выше – 2 600 градусов Цельсия. В зависимости от компонентов, входящих в состав оловянного сплава изменяется температурный показатель плавления. Этот материал превосходно гнется даже в холодном состоянии, а нагреваясь, он начинает приобретать свойства пластилина. Температура плавления свинца и оловянной составляющей разнится, однако их сплавы обладают широким применением. При плавке применяются специальные флюсы, шлаки, а также присадки для получения необходимой степени качества и сорта металла. Из-за его возможности расплавляться при низкой температуре он является стратегически важным сырьем. Сплавы с участием оловянного компонента очень легко обрабатываются и применяются при соединении конструктивных деталей и узлов с герметичным швом. К наиболее известным бытовым соединениям относятся припои, температура плавления в которых олова и свинца зависит от их количества.
Применение и вторичная переработка
Главным достоинством, определяющим область применения оловянного вещества, является его высокая стойкость к коррозии. Это свойство оно передает и прочим металлам, участвующим в сплаве. Данная способность противодействия химически агрессивным веществам делает материал весьма ценным при защите стальных изделий. Тончайший слой покрывает практически половину всей производимой стальной жести.
Данный металл используется при производстве тонкостенных труб, которые применяются исключительно при положительных температурных показателях. К ограничению сферы применения относится низкая температура кристаллизации олова. Бытовые изделия содержат олово в сантехническом оборудовании, разнообразной фурнитуре и прочих аксессуарах. Материал обладает высокой гигиеничностью, низким температурным показателем плавления олова, а также весьма низкой теплопроводностью по сравнению со сталью. По этим характеристикам его активно используют для изготовления умывальников и ванн.
Это вещество присутствует в домашней посуде, ювелирных украшениях, а также небольших элементах декора и быта. Это обусловлено хорошим плавлением материала при невысокой температуре, ковкости и мягкому цвету. Бронзовые сплавы имеют отличную прочность, а также высокую стойкость к коррозии. Это делает бронзу превосходным строительно-декоративным материалом.
Помимо припоев, которые удобно расплавлять в домашних условиях и промышленном производстве, сплавы применяются даже для производства музыкальных инструментов. Из различных сплавов отливаются церковные колокола и органные трубы. От количества составляющих элементов зависит тон изделий. Невысокая температура затвердевания материала и простота обработки позволяют изготавливать уникальные изделия музыкального направления.
Для вторичной переработки используют старые консервные жестяные баночки. Они имеют защитное оловянное покрытие с некоторыми примесями. Их количество для продуктовой тары имеет строгое ограничение. Величина оловянного состава при лужении жестяной баночки не должна превышать 0,14 %, а по свинцу данный показатель составляет 0,04 %. Для безопасности здоровья дополнительно применяются специальные лаки, которые предохраняют металлическую основу от разрушения под воздействием соли, сахара, а также органических кислот. Средняя банка содержит порядка 0,5 г оловянного компонента. Для мировых масштабов это весьма внушительная цифра. Доля этого вторично использованного сырья в развитых государствах доходит до 30 %.
Олово используется практически во всех направлениях современного производства. Спустя тысячелетия после своего открытия, металл остается востребованным веществом, обладающим широким спектром уникальных свойств.
Рекомендуем к прочтению:
Свинец является химическим элементом из 14 группы, таблицы Д. И. Менделеева. Свинец получил 82 номер. Свинец является ковким и пластичным металлом серебристого оттенка, включая синеватый оттенок. Элемент повсеместнораспространен по поверхности Земли, легко добывается и поддается влиянию. Первые украшения и свинцовые предметы роскоши (Бусинды) с применением металлургической деятельности, дают право утверждения, что плавление металла как свинца, стала первой в истории человечества около 6400 г. до н. э. Самым старым изделием из свинцового сплава считается женская статуэтка в одежде из храма Осириса (3100 – 2900 гг. до н.э.). Древний Рим производил до 80 тыс. тонн свинца в год, в том числе для водопровода. На территории Руси металл нашел применение в обустройстве крыш, для печатей при создании грамот. Происхождения слов «свинец» до сих пор не ясно, на латинском языке название произошло от слова plumber (водопроводчик).
Алхимики связывали элемент с Сатурном. К 1840 г. промышленная революция спровоцировала выработку свинца до уровня 100 тыс. тонн, а ко второй пол. XIX ст. производилось уже 250 тыс. тонн. До 1990 годов элемент активно применяли в типографии.
Свинец характеристика
Компонент редко обнаруживается в самородном виде. Существует более 80 минеральных пород с включением элемента, например: церуссит, галенит, англезит.
Технологические свойства и характеристики металла
Свинец получил типичные особенности и технологические свойства своей группы и характеризуется повышенной тяжестью, и плотностью с традиционным серым оттенком. При контакте с воздухом металл теряет блеск.
Несмотря на высокую плотность металл проявляет существенную мягкость, при комнатной температуре на нем можно оставить след ногтем.
Плотность свинца и его масса
Масса элемента равняется 82, что является причиной большого веса. Кристаллическая решетка получила кубическую форму. В углу модели молекулы и посредине всех граней находится атом.
Высокая масса относит вещество в состав списка тяжелых компонентов. При нагревании плотность материала падает.
Какая температура плавки свинца?
Свинец не является тугоплавким веществом, что выделяет его из прочих плотных элементов. Вещество легко можно деформировать и прокатать в фольгу.
Температура полного плавления свинца – 327,46 °С. Что бы узнать какая точная температура плавления свинца достаточно применить формулу F = 1,8 °C + 32. Таким образом плавление свинца происходит при температуре 620,6 F.
Температура кипения элемента наступает при – 1749 °С. Чтобы провести процедуру литья необходимо довести компонент до 400–450 °С.
Стоит отметить что при температуре -7,26 К, компонент получает сверхпроводимость. При плавлении компонент получает текучие свойства, увеличивается вязкость и изменяется поверхностное напряжение.
Механические свойства
Высокая пластичность стала причиной плохих прочностных качеств.
- Сопротивление разрыву – до 13 Мпа (у железа показатель – 250 МПа).
- Твердость по Бринеллю составляет – 3,2 – 8 НВ.
- Предел при сжатии – до 50 Мпа.
- Удлинение материала не более 50-70%.
Теплопроводность в два раза меньше, чем у Феррума, в 11 раз ниже показателя меди и составляет 33,5 вт/(м·К). При комнатной температуре значение теплоемкости – 0,12 кДж/(кг·К).
Электропроводность в нормальных условиях проявляет плохую электропроводность: удельное сопротивление равно 0,22 Ом-кв. мм/м. У меди такой показатель достигает 0,017.
Сопротивление коррозии
По своим инертным свойствам свинец приближается к категории благородных металлов. Высокий порог вступления в реакцию и наличие оксидной пленки, обеспечивают высокую сопротивляемость ржавчине. Серная кислота, а также угольный ангидрид, растр сероводорода не воздействует на элемент. В городской местности уровень коррозии может достигать -0,00068 мм/год.
Свинец стойкий к хромовой, концентрированной уксусной, фосфорной кислоте. Компонент быстро разрушается в азотной и разбавленной уксусной кислоте и концентрированной серной (90%).
Области применения свинцовых сплавов
Свинец активно применяется для источника тока полученного химическим путем. Около ¾ всей массы произведенного металла используется для создания свинцовых аккумуляторов. Несмотря на конкуренцию щелочных источников энергии, свинец вырабатывает электричество более высокого напряжения. Элемент применяется для обмоток сверхпроводящих трансформаторных систем. Компонент был одним из первых замеченных веществ со свойствами сверхпроводимости. Свинцовый сплав (баббит) нашел применение в создании подшипников, благодаря антифрикционным свойствам. Свинец широко применяется для создания электрических предохранительных систем благодаря возможности создания легкоплавких соединений с другими металлами (кадмием или оловом).
Подшипники из свинцового сплава
20% всего объема компонента идет на создание оболочки силового кабеля для подземных и подводных линий. Свинец начали применять в военном деле во времена Римского государства, в качестве снарядов для катапульты. Современная промышленность производит из свинца пули и другие комплектующие для спортивного инвентаря, боевого и охотничьего оружия. Свинец популярен в качестве универсального припоя, включая случаи, когда соединить метал другим вариантом затруднительно.
Металл активно применяется для защиты от радиоактивного излучения, благодаря своей массе. Благодаря дешевизне компонент устанавливается в рентген кабинетах, и на ядерных полигонах.
Также элемент используется, как часть звукоизоляционного покрытия и в кровельном деле. Также материал используют в сейсмостойких фундаментах строений, и уплотнений между кладкой. Краска со свинцом используется на технических сооружениях (мосты, каркасные строения).
Домашние и промышленные способы
Для выделения и плавления чистого свинца, чаще всего используют галенит, как основу плавки. Способом флотации обогащают концентрат до 40-70%. Далее применяют несколько методов плавления:
- Электротермическое плавление.
- Способ термического плавления Ванюкова (расплавление в жидкой ванне).
- Плавление в шахтной (ватержакетной) печи.
После химической обработки удаляют примеси других элементов, в результате чистота свинца достигает более 99%.
Главными производителями являются: страны ЕС (плавление 2200 килотонн), США (1400), КНР (1200), РФ (1100). Также широкое производство плавления компонента находится в Южной Корейской республике, Украине и Казахстане.
Приготовление расплава
Для начала плавления в домашних условиях подбирается емкость с жаростойкой ручкой, которая выдержит высокую температуру. Для такой функции подходит старый кухонный чайник или подобная бытовая утварь. В домашних условиях можно применять чугунную посуду, при отсутствии других вариантов используют консервные емкости, с использование плоскогубцев в виду высокой температуры операции. Заранее следует предусмотреть будущее место захвата банки инструментом. Для удобства, в жестяной банке можно проделать отверстие в районе ободка. Это даст возможность точно выливать металл с высокой температурой, в нужном месте, без потеков расплавленной массы снаружи емкости.
Обрабатываемый материал размельчают и избавляют массу от лишних включений любыми доступными способами. Чем лучше будет размельчен металл, тем быстрее он расплавится. Емкость необходимо надежно установить над источником огня и прогреть для ликвидации влаги и сторонних примесей.
Кипение свинца достигается при температуре более 1700 °C. В домашних условиях такую температуру создать невозможно, однако при температуре 700 °C элемент проявляет высокую летучесть. Таким образов при отсутствии специального оборудования и практической необходимости, не стоит доводить свинец до температуры с красным оттенком, в виду вредности испарений для окружающих лиц.
Процесс плавления и заливка
В подогреваемую емкость не стоит сразу погружать весь лом. Контактировать с нагретым дном будет только тонкий слой, а остальная приобретенная температура будет рассеиваться в массе свинца. Для эффективной плавки лучше бросить небольшое количество в уже разогретую ванну постепенно помещая остальные части. Это увеличит площадь разогретой массы с высокой температурой.
После разогрева всей массы лома. На поверхности образуется шлаковый слой, который нужно убрать ложкой с длинной ручкой или подобным средством. Если масса получила единую разогретую консистенцию ее стоит переместить в предварительно разогретую форму. Низкая температура плавления провоцирует быстрое застывание в кристаллический вид. Если форма не разогрета, свинец начнет неровно ложится прямо во время заливки, и изделие получится неоднородным с присутствием дефектов.
Рыболовные лаки
Свинцовые изделия, статуэтки или рыболовные снасти можно покрывать лаком, используемым рыбаками. У любителей рыбной ловли есть несколько функций для этого ингредиента. Однако с предотвращением оксидного слоя на поверхности, раствор также эффективно справляется. Производят жидкость для придания старым наживкам и грузилом былого блеска.
Методы избавления от оксида
Во время взаимодействия с воздухом между атомами металла и окружающей средой образуется ионная связь. Кислород отдает два электрона. На поверхности быстро возникает окислительный слой. Такая оксидная пленка способна предотвратить дальнейшее воздействие враждебной среды. Пленка, также становится барьером во время передачи электричества.
Оксидная пленка на продукте, изготовленном из свинца появляется через малый промежуток времени. Механическая очистка – довольно трудоемкое и бесполезное занятие. Сразу после успешного снятия слоя, образуя поле, и оголенные атомы вступают в связь с новыми атомами воздуха. Создать защиту для предмета можно при использовании масла подсолнуха. Также актуален вариант с графитовой смазкой и лаком.
Для домашнего обихода отлично подходит масло подсолнуха. Масло наливают в миску, после чего в жидкость помещают требуемое изделие из свинца. При правильной выдержки (около 5 минут), необходимо вытянуть изделие из масла и дать ему просохнуть на подготовленных салфетках.
В условиях производства для уменьшения распространения оксидных включений на поверхности деталей применяют графитовую смазку. Смазка не является редкой или дорогостоящей, однако в бытовых условиях она редко оказывается в наличии. Такое средство продается в автомагазинах и хозяйственных торговых точках. При должном отношении свинцовая поверхность будет длительное время демонстрировать блеск.
Графитовая смазка для свинца
Если оксидная пленка уже успешно покрыла поверхность, существуют способы ее удаления. Для этого, применяется концентрированный раствор кислоты. Для таких действий необходима специальная подготовка, включая наличие химического стеклянного инвентаря. Обычные столовые банки или миски не подойдут. Реактивные ингредиенты могут нанести вред человеку, оставить ожоги на теле.
Приветствуется использование защитных очков и маски.
Обрабатываемое изделие погружается в кислотный раствор. Необходимо подождать пока пленка оксида будет разрушена. После успешного подъема из раствора обрабатывается поверхность для защиты маслом или лаком.
Техника безопасности
Расплавленный свинец способен произвести значимые увечья и ожоги. Капля мгновенно пропалит одежду и попадет на открытую поверхность кожи. Жидкая форма свинца может при вытекании попасть на легко возгораемые предметы и спровоцировать пожар в помещении. Если в жидкий расплав проникает вода происходит резкая вспышка с распространением мелких брызг металла по всей площади. Такие включения могут попасть на кожу и глаза, что болезненно и опасно для органов человека. Таким образом, обязательно во время работы необходимо использование одежды, которая покроет все тело включая рукава, надевайте головной убор. Ткань должна быть с высокой огнеупорностью и термостойкостью. На лицо необходимо надеть маску и защитные очки.
Помещение, в котором проводят плавку, необходимо хорошо проветривать, ввиду токсичности испарения свинца. Если маски нет в наличии используйте ватно-марлевую повязку. При попадании в организм свинец может спровоцировать и усугубить ряд болезненных процессов, накапливаясь в органах, элемент вызывает острое отравление.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Припой с низкой температурой плавления
Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м 3 . Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м 3 .
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м 3 . Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см 3 .
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Припо́й — материал [1] , применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля, серебра и другие.
Существуют неметаллические припои [2] .
Срок службы паяного соединения зависит от правильности технологии пайки и параметров окружающей среды в эксплуатации.
Содержание
Описание [ править | править код ]
Припои выпускаются в виде гранул, прутков, проволоки, порошка, фольги, паст и закладных деталей.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке мест соединения припой нагревают свыше температуры его плавления. Так как припой имеет температуру плавления ниже, чем температура плавления соединяемого металла (или металлов), из которых изготовлены соединяемые детали, то он плавится, в то время как металл деталей остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов (например, по температуре плавления), требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
Жидкотекучесть низкотемпературных припоев даёт возможность паять изделия сложной формы.
Классификация припоев [ править | править код ]
| Вид припоев | Температура плавления Tпл., °C | Предел прочности при растяжении, МПа | Сплавы |
|---|---|---|---|
| Мягкие | До 300 | 16—100 | оловянно-свинцовые, оловянно-свинцово-кадмиевые, оловянно-цинковые, сурьмянистые, бессвинцовые (Sn+Cu+Ag+Bi+др.) |
| Твёрдые | Свыше 300 | 100—500 | медно-цинковые, медно-никелевые, медно-фосфористые, серебряные |
Припои принято делить на две группы:
К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — свыше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
К мягким припоям относятся оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90 % (ПОС-90), остальное — свинец. Электропроводность этих припоев составляет 9—15 % электропроводности чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах плавления ликвидуса:
Припои ПОС-61 и ПОС-63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец.
Кроме этих составов в качестве мягких припоев используются также:
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы.
Твёрдые припои [ править | править код ]
Наиболее распространёнными твёрдыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками:
| Припой марка | Состав | Температура плавления, °С | Плотность, г/см 3 |
|---|---|---|---|
| Медно-цинковый ПМЦ-36 | 36 % Сu; 64 % Zn | 825—950 | 7,7 |
| Медно-цинковый ПМЦ-54 | 54 % Cu; 46 % Zn | 860—970 | 8,3 |
| Серебряный ПСр-15 | 15 % Ag; остальное Сu и Zn | 635—810 | 8,3 |
| Серебряный ПСр-45 | 45 % Ag; остальное Сu и Zn | 665—725 | 9,1 |
| Медно-титановый ПМТ-45 | 49—52 % Сu; 1—3 % Fе; 0,7—0,1 % Si; 45—49,3 % Ti | 955 | 6,02 |
Температуры плавления припоев марок ПСр и ПМЦ:
ПСр-10 — 830 °С.
ПСр-12 — 785 °С.
ПСр-25 — 765 °С.
ПСр-45 — 720 °С.
ПСр-65 — 740 °С.
ПСр-70 — 780 °С.
ПМЦ-36 — 825 °С.
ПМЦ-42 — 833 °С.
ПМЦ-51 — 870 °С
Широко применяются медно-фосфористые припои. К медно-фосфористым припоям относятся сплавы меди, олова с добавками фосфора. Такие припои применяются при пайке меди, медных сплавов, серебра, чугуна, твердых сплавов.
Температуры плавления медно-фосфористых припоев:
П81 — 660 °С
П14 — 680 °С
МФ7 — 820 °С
П47 — 810 °С
Серебряные припои [ править | править код ]
Серебряные припои имеют температуру плавления от 183 до 1133 °С и представляют собой сплавы серебро-свинец-олово; серебро-свинец; серебро-медь; серебро-медь-цинк; серебро-медь-цинк-кадмий; и т. д.
Серебряные припои имеют достаточно широкую область применения:
- лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз;
- пайка железоникелевых сплавов с посеребренными деталями из стали;
- пайка стали с медью, никелем, медными и медно-никелевыми сплавами;
- пайка меди с никелированным вольфрамом;
- пайка титана и титановых сплавов с нержавеющей сталью;
- пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями;
- пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз;
- пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей;
- пайка меди и никеля со стеклоэмалью и керамикой;
- пайка и лужение ювелирных изделий;
- пайка меди с бронзой, меди с медью, бронзы с бронзой;
- пайка меди, медных сплавов и сталей по свежеосаждённому медному гальваническому покрытию толщиной не менее 10 мкм;
- пайка и лужение цветных металлов и сталей;
- пайка и лужение серебряных деталей.
Бессвинцовые припои [ править | править код ]
В связи с повышением внимания общества к вопросам экологии теперь при выборе припоев более серьёзно учитывают токсичность его компонентов. В электротехнике и электронике (особенно в бытовой) всё чаще используют бессвинцовые припои.
Уход от свинцовосодержащих припоев также обусловлен негативным влиянием свинца на прочность соединения с контактами, покрытыми золотом. [4]
Паяльные пасты [ править | править код ]
Развитие автоматизированной технологии для изготовления электронных плат обусловило появление нового типа припоев: так называемых паяльных паст, пригодных как для обычной, так и трафаретной пайки элементов электронных схем. Паяльные пасты представляют собою дисперсную смесь, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя, иногда твёрдых компонентов флюса, а диспергирующей средой являются жидкие компоненты флюса и летучие органические растворители.
Прочие [ править | править код ]
Не относящиеся к собственно припоям особые виды металлических сплавов применяются в электровакуумной технике для электрических вводов, вплавляемых в стекло и работающих при сравнительно низких температурах, когда использование здесь тугоплавких, но относительно дорогих металлов (вольфрам, молибден, платина) не требуется. Для этих материалов особую важность имеет температурный коэффициент линейного расширения ( α l <displaystyle alpha _> ), который для получения вакуум-плотного ввода должен как можно точнее согласовываться с α l <displaystyle alpha _> стекла. Например, ковар (марка сплава 29НК), применяемый для изготовления электрических выводов через стеклянные колбы различных газонаполненных и электровакуумных электронных приборов и осветительных ламп имеет примерный состав: Ni — 29 %, Со — 18 %, Fе — остальное; его удельное сопротивление около 0,49 мкОм·м, а α l <displaystyle alpha _> около 4…5·10 −6 К −1 .
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Температура плавления припоя — что это такое и почему это важно?
Точка плавления любого материала определяется как температура, при которой твердое вещество становится жидкостью. С инженерной точки зрения эта температура определяет, какие материалы могут быть использованы для данных реальных приложений. В большинстве случаев материалы выбираются таким образом, чтобы они использовались в твердой форме, без возможности плавления.
Припои разные. Роль припоев состоит в том, чтобы расплавить и при плавлении соединить два или более электрических компонента вместе.Припои состоят из десятков составов сплавов с температурами плавления от 90 ° до 400 ° C. Выбор любого конкретного припоя для применения основан на температуре плавления этого припоя. Например, если приложение таково, что устройство будет работать в высокотемпературной среде, выбранный припой должен иметь температуру плавления выше, чем рабочая температура.
В промышленном применении припои можно разделить на две категории:
- Эвтектика
- Неэвтектический
Слово «эвтектика» происходит от греческого «eútēktos», что означает «легко плавится».На практике эвтектика относится к сплаву, который плавится при одной температуре и после охлаждения затвердевает при одной заданной температуре. Эта возможность важна в определенных производственных процессах.
Таким образом, неэвтектический сплав — это сплав, который не плавится при одной температуре. Эти сплавы имеют так называемый интервал плавления. Сплав начинает плавиться при определенной температуре, затем продолжает плавиться при повышении температуры, пока не будет достигнута конечная температура, и сплав станет полностью жидким.Разница между температурами начала и окончания плавления называется диапазоном плавления. Некоторые сплавы имеют диапазон плавления до 3 ° C, в то время как другие имеют диапазон плавления до 75 ° C.
Какой припой использовать?
Выбор конкретного припоя основывается на нескольких факторах, но двумя из основных критериев являются:
- Температура плавления припоя используемого процесса
- любые последующие термические процессы.
Возможно, требуется высокотемпературный припой, потому что производитель будет выполнять последующие термические процессы, и он не хочет оплавлять первый припой. Высокотемпературный припой позволяет ему выполнять более одного термического процесса без нарушения целостности устройства. Или, может быть, нужен низкотемпературный припой, потому что производитель имеет термочувствительные компоненты и не хочет их повредить из-за воздействия высоких температур.
Производитель может паять компонент или компоненты, используя, например, припой с высоким содержанием свинца (Pb).Эти сплавы плавятся в диапазоне 300 °. Затем он может сделать вторичный припой, используя припой с оловянным серебром (SnAg), который плавится при температуре 220 °. Наконец, при необходимости, он может сделать третий припой оплавлением, используя припой на основе индия с температурой плавления в диапазоне 150 ° C. Этот метод ступенчатой пайки, начиная с высокотемпературного припоя, дает производителю значительную гибкость процесса.
В других случаях требуется низкотемпературный припой. Различные электронные блоки содержат термочувствительные компоненты или, возможно, органические компоненты с низкими тепловыми порогами.Выбранный припой должен иметь температуру плавления ниже 150 ° C, возможно, до 100 ° C. Распространено то, что припой был выбран из-за его температуры плавления.
Почему я должен использовать эвтектический сплав вместо неэвтектического сплава?
Металлургия эвтектического сплава позволяет ему плавиться и замерзать при одной температуре. Это означает быстрое оплавление и охлаждение. Более быстрый процесс — более рентабельный. Когда припой быстро плавится и замерзает, качество паяного соединения оптимальное.Любое специализированное крепление для удержания компонентов на месте во время оплавления, как правило, может быть менее сложным. Таким образом, выбор эвтектического сплава имеет много преимуществ, и большинство производителей предпочитают использовать эвтектический сплав, когда это возможно.
Однако количество коммерчески доступных эвтектических сплавов ограничено, в то время как количество различных применений пайки огромно. Чаще всего процесс требует, чтобы выбранный сплав был неэвтектическим. Использование неэвтектических сплавов не следует рассматривать как ущерб; это просто означает, что производителю нужно будет уделить особое внимание оптимизации процесса оплавления.Если процесс эвтектического сплава может быть быстрым, неэвтектический сплав во время затвердевания будет частично твердым, а частично жидким. В течение этого периода твердое / жидкое соединение паяное соединение подвержено явлению, называемому «горячим растрескиванием». Смещение деталей во время оплавления и прерывание процесса оплавления являются типичными первопричинами горячих трещин; их трудно обнаружить во время регулярной проверки качества. При увеличении времени процесса появляются большие возможности для менее чем оптимального оплавления припоя.Кроме того, любой специализированный инструмент может оказаться более сложным для достижения того же конечного результата.
Почему я должен использовать припой из золотого сплава вместо припоя из свинцового сплава?
Мягкие припои, а именно сплавы на основе свинца, олова и / или индия, начинают терять свою прочность при температурах выше 75% от их точки плавления. Для Pb с температурой плавления 327 ° C сплав становится мягче выше 245 ° C. Для Sn это составляет 175 ° C. Мягкость этих припоев создает проблему, когда они используются для изготовления компонентов и / или узлов, которые будут подвергаться окончательной сборке, такой как оплавление или пайка волной припоя в диапазоне 250–260 ° C.Сплавы золотых припоев, такие как AuSn, состоят из однородной смеси атомов Au и интерметаллидов AuSn. Эта смесь делает эти сплавы очень прочными, так что они почти не теряют прочности вблизи точки их плавления. В результате, Au80Sn20 с температурой плавления 280 ° C является предпочтительным сплавом для пайки / закрытия пакетов узлов, которые герметично закрыты и должны выдерживать окончательную сборку. Высокая термостойкость Au80Sn20 гарантирует целостность упаковки, даже когда требуется выдерживать нежелательные перерывы в окончательной сборке и связанные с ними проблемы перегрева.
Итог
Припой s Сплавы могут быть изготовлены во многих формах и формах. Из них можно сформировать преформу. Это основной способ использования припоев в полупроводниковой промышленности, при котором преформа припоя становится частью электронной схемы. Заготовка припоя, используемая при автоматической пайке, требует согласованности от партии к партии.
Доступны десятки припоев, некоторые из них эвтектические, некоторые нет; некоторые с узкими интервалами плавления, некоторые с широкими интервалами плавления.Сплавы могут быть на основе свинца (Pb); На основе золота (Au); Среди прочего, на основе олова (Sn) или индия (In). Их можно использовать в приложениях от сотовых телефонов до спутниковых систем. Выбор правильного припоя для конкретного применения зависит от знания среды, в которой он будет использоваться. Первые вопросы, которые задает производитель: «Какая температура плавления необходима» и «Какие процессы придется выдержать припою»?
AMETEK Coining — ведущий мировой производитель преформ для припоя.У нас есть широкий ассортимент легкодоступных припоев, в том числе бессвинцовые сплавы, которые соответствуют Директиве ЕС 2002/95 / EC ‘RoHS’ (Снижение содержания вредных веществ), запрещающей использование припоев на основе свинца в большинстве случаев. Приложения. Чеканка полностью вертикально интегрирована с возможностью работы и разработки новых сплавов. Coining обладает развитыми инструментами и опытом, а также обширной библиотекой инструментов с 18 000 доступными инструментами различных размеров. Новые инструменты также могут быть изготовлены в точном соответствии с требованиями заказчика.
Характеристики плавления припоя являются важным критерием при выборе припоя, однако есть много других факторов, которые влияют на выбор конкретного сплава. Наша команда инженеров всегда готова проконсультировать, а наши уникальные внутренние возможности позволяют нам разрабатывать индивидуальные сплавы для вашего конкретного применения.
По любым вопросам обращайтесь в один из наших офисов. AMETEK Coining имеет офисы продаж в Северной Америке, Азии и Европе.
Офис продаж в США : +1 201-791-4020
[email protected]
Офис продаж в Китае: +86 21-3763-2111 EXT 8894
[email protected]
Офис продаж в Европе: +381 62 291143
[email protected]
Офис продаж в Малайзии: +60 46 43 3062
[email protected]
Сравнение температур плавления припоя, олова и свинца | Эксперимент
Электрический припой представляет собой сплав олова с одним или несколькими другими металлами.Припои на основе олова и свинца были широко доступны, но теперь в производстве используются припои, не содержащие свинца, и становится все труднее получить припои на основе свинца.
В этом эксперименте учащиеся нагревают образцы олова, свинца и припоя олово-свинец, чтобы сравнить их точки плавления, наблюдая, что металлический сплав имеет гораздо более низкую температуру плавления, чем любой из чистых металлов. Это показывает, насколько с таким сплавом удобнее и безопаснее работать при пайке.
Эксперимент удобно проводить группами по два человека и займет около 30 минут.
Оборудование
Аппарат
- Защита глаз
- Горелка Бунзена
- Штатив
- Термостойкий мат
- Треугольник Пипекле
- Крышка тигля
Химическая промышленность
- Олово мелкое
- Свинец (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ) мелкий кусок
- Припой без флюса, мелкий кусок
Примечания по технике безопасности, охране труда и технике
- Ознакомьтесь с нашим стандартным руководством по охране труда и технике безопасности.
- Всегда пользуйтесь защитными очками. Будьте очень осторожны, чтобы избежать контакта с расплавленными каплями металла. Обеспечьте хорошую вентиляцию. Студентам-астматикам может быть рекомендовано работать в вытяжном шкафу.
- Олово, Sn (s) — см. CLEAPSS Hazcard HC102A.
- Свинец, Pb (s), (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ) — см. CLEAPSS Hazcard HC056.
- Припой без флюса — важно, чтобы припой не содержал флюса. Пары, образующиеся при использовании припоя, содержащего флюс на канифольной основе, могут раздражать дыхательную систему и в некоторых случаях вызывать сенсибилизацию.
Процедура
Показать в полноэкранном режиме
- Поместите небольшой кусок олова, свинца и припоя на крышку перевернутого тигля. Убедитесь, что вы знаете, какая шишка какая!
- Установите крышку тигля на глиняный треугольник на штативе. Поместите зажженную конфорку Бунзена на термостойкий коврик и осторожно нагрейте крышку.
- Посмотрите на три куска, чтобы увидеть порядок их плавления.
- Когда все три расплавятся, выключите горелку Бунзена и дайте всему остыть.
- Обратите внимание на порядок, в котором комки снова затвердевают.
Учебные заметки
Напомните учащимся об опасностях контакта с горячим расплавленным металлом.
Хорошая вентиляция лаборатории важна, особенно если проводится большое количество экспериментов. Астматикам следует предложить проводить свои эксперименты с использованием вытяжного шкафа.
Общая проблема этого эксперимента заключается в том, что ученики забывают, какая шишка какая.
Точки плавления олова и свинца составляют 232 ° C и 328 ° C соответственно, в то время как припой плавится при более низкой температуре, чем любой из них. (Бессвинцовый припой имеет тенденцию плавиться при температуре около 220 ° C.) Таким образом, порядок плавления следующий: припой, олово и свинец, а порядок затвердевания — противоположный.
Металлические сплавы классифицируются как твердые растворы и обычно получают путем смешивания расплавленных металлов в соответствующем соотношении.
Если это соответствует уровню способностей, учащихся следует попросить сравнить обычный твердожидкостный раствор с раствором сплава.
Дополнительная информация
Это ресурс из проекта «Практическая химия», разработанного Фондом Наффилда и Королевским химическим обществом. Этот сборник из более чем 200 практических занятий демонстрирует широкий спектр химических концепций и процессов. Каждое упражнение содержит исчерпывающую информацию для учителей и технических специалистов, включая полные технические заметки и пошаговые инструкции. Практическая химия сопровождает практическую физику и практическую биологию.
© Фонд Наффилда и Королевское химическое общество
Проверено на здоровье и безопасность, 2016
Свойства припоя Точка плавления — RF Cafe
Ценности, представленные в
В таблице ниже приведены некоторые из наиболее часто используемых припоев. Благодаря стремлению к выпуску бессвинцовых (бессвинцовых) версий, которые
соответствует RoHS 1
В рамках инициативы, которая будет действовать в Европе летом 2006 г., были разработаны новые сплавы, мало использующие
или вообще нет свинца.Для этих приложений этот ресурс составлен NIST 2
и Горная школа Колорадо будут очень полезны.
А
Большая проблема с бессвинцовым припоем (он же Pb-Free) заключается в том, что чем выше содержание олова, тем выше вероятность роста
«оловянные усы». Это явление, когда крошечные усики
вырастают из припоя до сих пор до конца не изучены. Проблема в том, что могут быть установлены короткие замыкания.
между соседними проводниками и внутри соединителя высокой плотности или корпуса ИС с мелким шагом.Некоторые военные и
По этой причине космические платформы запрещают использование бессвинцовых припоев.
См. Мой удобный наконечник для удержания припоя при пайке вручную.
В приведенной ниже таблице любой припой, не содержащий свинцового компонента, не содержит свинца.
| 5Сн-95Пб | 307 | 585 |
| 0.5Sn-92.5Pb-2.5Ag | 280 | 536 |
| Sn / 5Sb | 243 | 469 |
| 100Sn 3 | 232 | 450 |
| 99.3Sn-0.7Cu | 227 | 440 |
| 96,5Sn-3.5Ag | 221 | 430 |
| Sn / 3,0Ag / 0,5 Cu | 219 | 426 |
| Sn / 3.8Ag / 1.0Cu | 217 | 423 |
| Sn / 3,5Ag / 1,0Cu / 3Bi | 213 | 415 |
| 50Ин-50Пб | 209 | 402 |
| 45Сн-55Пб | 204 | 400 |
| 55Сн-45Пб | 193 | 379 |
| 60Сн-40Пб | 186 | 368 |
| 63Сн-37Пб | 183 | 361 |
| 62Sn-36Pb-2Ag | 179 | 354 |
| 97Ин-3Аг | 143 | 289 |
| Sn / 57Bi | 139 | 282 |
| 52Ин-48Сн | 118 | 244 |
1: Снижение содержания опасных веществ
2: Национальный институт стандартов и
Технология
3: Чистое олово
Почему золото-олово — лучший припой
Существуют буквально сотни припоев с очень низкой температурой плавления от 38 ° C до чрезвычайно высокой температуры плавления припоя до более 1000 ° C.Тем не менее, есть один особенно выделяющийся сплав, который чаще всего используется большинством пользователей для прикрепления штампа и уплотнения крышки. Этот сплав представляет собой золото-олово с составом 80% золота (Au) и 20% олова (Sn) по массе, который является эвтектическим сплавом, что означает, что температура плавления такая же, как и температура твердого тела (278 ° C). Gold-tin — это рабочая лошадка в индустрии микроэлектроники для крепления штампов и уплотнения крышки.
| Приставка для матрицы из золота и олова AuSn | Уплотнение крышки из золота и олова AuSn с комбинированной крышкой, прикрепленной преформой |
Свойства материала:
- Бессвинцовый
- Очень высокий предел прочности при растяжении 40,000 PSI
- Очень высокая прочность на сдвиг 40,000 PSI
- Высокая теплопроводность 0.57 Вт / смC при 85 ° C
- Низкий коэффициент теплового расширения 16 ppm / C при 20 ° C
- Хорошие свойства термической усталости
- Хорошая стойкость к щелочной коррозии
- Превосходный припой для пайки золота
- Доступны толщины от 0,5 мил (0,0005 дюйма) до нескольких мил (при необходимости)
- Доступен в нестандартных размерах, может быть высечен в твердой плоской преформе для установки штампа или в формате кольца (квадратного или прямоугольного) с открытым центром для установки уплотнения крышки
(Ссылка: Indium Corp.Справочник по сплавам припоя)
Преимущества / недостатки процесса:
- Золото-олово не требует обработки флюсом или химическим кислотным травлением для удаления поверхностных оксидов, как это требуется для других распространенных припоев на основе индия, свинца или олова
- Хорошо течет при расплавлении на должным образом позолоченных поверхностях
- Может быть приварен к крышкам прихваточным швом, так что крышки могут быть получены из предварительно прикрепленных преформ, называемых комбинированными крышками
- Долгая история успешной фиксации штампа и герметичного закрытия крышки
- Не поглощает золото в такой степени, как обычные припои с высоким содержанием олова, которые очень агрессивно поглощают золото
- Более высокая стоимость, чем обычные припои на основе свинца и олова, из-за высокого содержания золота
- Хрупкий материал, который трудно обрезать или разрезать вручную
- Блестящий гладкий серебристый цвет после оплавления для хорошего косметического вида
- Температура плавления увеличивается после начального оплавления, так как золото расходуется с покрытых золотом сопрягаемых поверхностей для увеличения содержания золота.Это преимущество и недостаток (см. Рисунок 1: Фазовая диаграмма золото-олово).
- Недостаток: невозможно выполнить последующее оплавление при 278 ° C, необходимо повышение температуры.
- Преимущество: золото-олово можно использовать для прикрепления матрицы и последующего уплотнения крышки в том же корпусе без вторичного оплавления паяного соединения прикрепления матрицы.
* При содержании олова 18% температура плавления увеличивается до 350 ° C
* При содержании олова 16% температура плавления увеличивается до 400 ° C.
Ссылка: Indium Corp.
Для получения дополнительной информации посетите веб-сайт SST Vacuum Reflow Systems или ознакомьтесь с этими ресурсами:
—-
Зап (Пиерино) Заппелла
Инженер по разработке процессов
Системы вакуумного оплавления из нержавеющей стали
Припой для широкого спектра применений
Пайка применяется в различных отраслях промышленности, включая сантехнику, электронику, отопление / кондиционирование и производственные процессы. Выбор подходящего припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для конкретного применения, возможности склеивания, а также прочность и твердость припоя.Оловянная свинцовая проволока — это эвтектический припой общего назначения, который широко используется для соединения двух металлов вместе.
О припое для оловянных выводов
Оловянный свинцовый провод может иметь соотношение 63% олова к 37% свинца, 60% олова к 40% свинца или 50/50%. Иногда его считают эвтектическим припоем, при котором проволока плавится и замерзает при одной температуре. Это плавление / замораживание будет зависеть от соотношения олова и свинца.
Оловянный свинцовый провод с концентрацией 63/37% будет иметь такую же температуру плавления и замерзания, равную 361.4 ° F. При использовании пайки свинцовым проводом с содержанием олова 60/40% диапазон температур плавления будет изменяться. Он начнет таять при 361,4 ° F и станет полной жидкостью при 375,8 ° F.
Преимущества припоя с оловянным выводом
Припой с оловянным выводом
идеально подходит для применений, где при пайке предъявляются высокие требования к температуре. Добавление олова в проволоку обеспечивает более низкую температуру плавления. Для припоя требуется более низкая температура плавления, если соединяемые детали могут подвергнуться отрицательному воздействию при более высоких температурах.
Припой из оловянной свинцовой проволоки обычно используется в электронике, где термочувствительные компоненты начинают плавиться, трескаться или деформироваться при различных высоких температурах. Он также обеспечивает хорошие электрические свойства, а также механическую прочность. Припой обеспечивает надежное соединение электронных компонентов в точках контакта. Поскольку оловянный выводной провод легкий, он не создает ненужных нагрузок на компоненты.
Еще одним преимуществом оловянно-свинцового припоя является его коррозионная стойкость.Окисление и другие коррозионные элементы могут серьезно повлиять на паяные соединения, вызывая образование ямок, поскольку они выходят из строя быстрее, чем основной металл, с которым они соединены при создании соединения. При его выходе из строя два компонента могут разойтись, что приведет к выходу из строя электроники или возникновению трещин в трубах, из которых может выйти пар, вода, жидкости и другие продукты.
Проблемы с оловянным выводом
При использовании оловянного свинцового провода для пайки обязательно используйте соответствующую вентиляцию и средства индивидуальной защиты.Свинец считается опасным. Таким образом, неиспользуемые материалы из оловянной свинцовой проволоки следует утилизировать надлежащим образом в утвержденных контейнерах.
Существуют бессвинцовые провода для использования в приложениях, которые могут контактировать с людьми. Это следует учитывать при использовании припоя в медицине или при производстве продуктов питания и напитков. Эти бессвинцовые припои будут содержать олово вместе с медью, серебром или другими добавками. Поговорите с опытным специалистом по металлу при поиске свинцового оловянного провода для стандартных задач пайки.
Припой с более низкой температурой плавления
Припой с более низкой температурой плавления
Резюме исследования
M.T. Маккормак, Ю. Дегани, Х.С. Чен и В.Р. Гесик,
СОДЕРЖАНИЕ
Значительное снижение производственных затрат может быть достигнуто с помощью
низкотемпературная обработка поверхности за счет увеличения выхода и использования меньшего
дорогие комплектующие и платы. Припой с более низкой температурой плавления (номинальный
состав Sn-41.75Pb-8Bi-0.5Ag), что позволяет значительно
снижение пиковых температур оплавления при поверхностном монтаже. В
припой совместим со стандартной обработкой поверхности Pb-Sn, плавится внутри
температурный диапазон ~ 166-172 ° C и имеет перспективные механические
характеристики.
Многие производители электроники внедряют менее дорогие компоненты.
и / или материалы печатной платы в сборке продукта, чтобы уменьшить
затраты на производство.Эта практика часто приводит к проблемам с производственным ресурсом.
потому что менее дорогие материалы, как правило, более чувствительны к температуре
и влажность. Например, устройства для поверхностного монтажа из чувствительного к влаге пластика.
(МСД) подвержены повреждениям из-за влаги во время пайки.
процесс. 1-5 Когда пластиковые упаковки подвергаются воздействию
условия окружающей среды,
они диффузно впитывают влагу через формовочную пластмассу. Этот
влага может впоследствии конденсироваться на внутренних поверхностях раздела фаз (например,г., между
пластик и силиконовый кристалл или между выводной рамкой и пластиком). В
профиль температуры оплавления припоя может затем привести к тому, что эта конденсированная влага
быстро испаряются. Увеличение объема влаги, связанное с
фазовый переход в пар может оказывать значительное давление на внутренних поверхностях раздела фаз
в то время как пластиковая формовочная смесь одновременно испытывает прочность
снижение из-за повышенных температур. Эта комбинация факторов,
часто называемый эффектом попкорна, может вызвать расслоение или трещины, которые могут
трудно обнаружить.Расширенные трещины, выходящие на внешнюю поверхность
в пакете могут быть указаны пути для технологических химикатов, таких как флюс или чистящие средства
агенты и загрязняющие вещества в атмосфере, которые, как известно, могут нарушить работу устройства
надежность.
К другим видам отказа относятся поднятые, срезанные или ослабленные проволочные связи. Некоторые из
эти сбои, связанные с «попкорном», происходят немедленно и проявляются в электрических
тестирование, в то время как другие более тонкие и вызывают сбои в работе. Эта влага
восприимчивость ограничивает срок службы МСД на данном заводе.
температура окружающей среды и относительная влажность.
Чтобы облегчить эти проблемы урожайности, есть толчок к снижению пикового значения.
температуры оплавления при поверхностном монтаже; однако уменьшение пика
температура оплавления при использовании эвтектического припоя Sn-37Pb обычно приводит к
неприемлемые явления, такие как недостаточное смачивание подушек, плохое филе
геометрии, комкование пасты при оплавлении, частичное оплавление из-за
тепловая масса компонентов или полное отсутствие оплавления.
Наиболее распространенным сплавом, используемым при пайке оплавлением, является эвтектический сплав Sn-37Pb.С
этот сплав имеет температуру плавления 183 ° C, есть практические более низкие
пределы температуры пайки оплавлением. Например, верхняя часть козырька
температура в
большинство профилей печей для поверхностного монтажа различаются в зависимости от области применения между
205-220 ° C, чтобы обеспечить оплавление и оплавление эвтектических паяльных паст Pb-Sn.
образуют приемлемые паяные соединения. Следовательно, надежная более низкая точка плавления,
заглядывать
припой желателен.
Альтернативные припои с более низкими температурами плавления, чем у эвтектических.
Sn-37Pb часто рассматривается для таких приложений, как описанные; в
Чаще всего рассматривается альтернативный сплав Sn-43Pb-14Bi.Этот припой имеет
несколько атрибутов, которые нежелательны для всех приложений; передовой
К ним относятся широкий диапазон плавления и более низкая температура солидуса.
Рисунок 1а представляет собой типичный профиль дифференциальной сканирующей калориметрии (ДСК)
Сплав Sn-43Pb-14Bi при нагреве со скоростью сканирования 5 ° C / мин. Профиль
показаны две отдельные области отвода тепла, указывающие на плавление.
В области более низких температур большая часть сплава (~ 30%) плавится.
резко примерно при 137 ° C — температура плавления эвтектики Bi-42Sn
сплав.За этой начальной температурой солидуса следует прерывание на ДСК.
кривая, показывающая начальную температуру ликвидуса ~ 147 ° C. В
большая часть объема сплава остается твердой примерно до 165 ° C,
обозначенный на рис. 1а прерывистым изменением наклона при предплавлении
(твердотельная диффузия) часть второй скважины для отвода тепла. Этот
температура 165 ° C, по сути, является второй температурой солидуса для
оставшаяся твердая часть сплава.Большая часть сплава в конечном итоге становится
расплавляется примерно при 170 ° C (другая эффективная температура ликвидуса). А
небольшая остаточная часть (~ 5-10%) сплава полностью не плавится до
примерно 178 ° C. Этот широкий диапазон плавления может не только ввести
трудности в обращении при изготовлении, но более низкая температура солидуса при
138 ° C может способствовать снижению сопротивления термической усталости.
| Рис. 1. Типичные профили дифференциальной сканирующей калориметрии (ДСК) при нагревании со скоростью сканирования 5 ° С / мин.для (а) Sn-43Pb-14Bi, (б) Sn = -42Pb-8Bi, (в) Sn-41.75Pb-8Bi-0.5Ag. | ||
|---|---|---|
| a | b | c |
Альтернативный состав припоя с температурой плавления ниже, чем у
эвтектика Sn-37Pb. Целью данной работы было определение
тройной Sn-Pb-Bi, который не только плавится как минимум на 10 ° C ниже эвтектического
Sn-37Pb, но также не содержал фаз плавления ~ 138 ° C и имел узкую
диапазон плавления (~ 10 ° C).Найден лучший компромисс по тепловому характеру.
в тройном составе Sn-42Pb-8Bi. Рисунок 1b представляет собой типичный профиль DSC
сплава Sn-42Pb-8Bi при скорости сканирования 5 ° C / мин. Как видно из
прерывистое изменение наклона на участке предварительного плавления отвода тепла
ну, температура солидуса этого сплава составляет ~ 171 ° C. Первичный ликвидус
температура ~ 175 ° C; есть очень небольшой (примерно 2-3%) остаток
количество твердых веществ, которые полностью не плавятся до 182 ° C.Композиционный
колебания, превышающие процент, необходимы для значительного изменения
Показан характер плавления. Для этого состава избыток висмута приводит к
~ 138 ° C фазы плавления; избыток олова и свинца приводит к образованию остаточных твердых частиц за пределами
температура плавления 183 ° C Sn-37Pb.
После установления оптимального тройного состава Sn-42Pb-8Bi четвертичный
добавки были исследованы на предмет дополнительного положительного воздействия на плавление
характер сплава. Добавки серебра были наиболее полезными — пиковое тепловое
и механические преимущества были получены при ~ 0.5% содержание Ag. Рисунок 1c представляет собой
Типичный профиль плавления сплава Sn-41.75Pb-8Bi-0.5Ag методом ДСК при сканировании
скорость 5 ° C / мин. Температура солидуса этого сплава ~ 166 ° C,
температура первичного ликвидуса составляет ~ 172 ° C, и существует очень небольшая
(примерно 2-3%) остаточное количество твердых веществ с высоким содержанием свинца, которые не полностью
растопить до 178 ° C. Этот характер плавления предполагает, что возможно
более низкие пиковые температуры оплавления при поверхностном монтаже на столько же
как 10-15 ° C при использовании сплава, легированного серебром.Композиционные колебания
серебро ниже 0,2% неэффективно для обеспечения понижения температуры плавления и
при содержании серебра более 0,8% начинают образовываться фазы с хорошей температурой плавления
за пределами эвтектики 63Sn-37Pb.
| Рис. 2. Сканирующие электронные микрофотографии (а) тройных микроструктур Sn-42Pb-8Bi и (б) Sn-41.75Pb-8Bi-0.5Ag в литом состоянии. Микроструктурный уточнение связано с добавлением серебра в четвертичный сплав. | |
|---|---|
| a | b |
Помимо изменения характера плавления сплава, введение
0.5% Ag также, по-видимому, улучшает микроструктуру после литья. При сканировании
На электронных микрофотографиях, показанных на рисунке 2, фаза светового контраста богата свинцом
а темная контрастная фаза богата оловом. Уточнение микроструктуры может быть
четко видно между литыми тройными и четверными сплавами на рис. 2а.
и 2b соответственно. Механические свойства четвертичного Sn-Pb-Bi-Ag
сплава сравнивается с двумя бинарными эвтектическими припоями — Sn-37Pb (плавление
точка = 183 ° С) и Sn-3.5Ag (температура плавления = 221 ° C) — при растяжении
данные напряжения-деформации показаны на рисунке 3. Хорошая прочность и пластичность.
Показанный сплав является очень перспективным с точки зрения сопротивления термической усталости.
Дальнейшая работа в этом направлении продолжается.
| Рис. 3. Сравнительные данные о растяжении-деформации, полученные при скорости деформации 0,001 / с для образцов припоя Pb-37Sn, Ag-3.5Ag и Sn-41.75Pb-8Bi-0.5Ag. |
|---|
Поскольку собственно полезность Sn-41.Сплав 75Pb-8Bi-0.5Ag будет в больших
Деталь, определяемая ее характеристиками оплавления при низкотемпературном поверхностном монтаже
При сборке была изготовлена паяльная паста RMA без очистки. Оба
Сплав Sn-41.75Pb-8Bi-0.5Ag и стандартная эвтектическая паста Sn-37Pb (с использованием той же
флюс) были напечатаны в круговых деталях диаметром 6,35 мм и 0,25 мм
высота на несмачиваемых подложках из Al 2 O 3 . Использование азотно-конвективного оплавления
печи и контроль температуры поверхности на верхней стороне с помощью откалиброванного
термопары, эти тестовые образцы подверглись термическому профилю (рис. 4).Пик
температура верхней стороны подложки в этом профиле оплавления составляет 179 ° C. В
альтернативный сплав (рис. 5а) демонстрирует отличное оплавление пасты, не содержащей
шарики припоя; паста Sn-37Pb (рис. 5б) вообще не оплавлялась.
| Рис. 4. Температурный профиль верхней панели. Пиковая температура на верхней стороне в этом профиле оплавления составляет 179 ° C. |
|---|
Затем аналогичный эксперимент был проведен на печатных тестовых купонах FR-4.В
контактные площадки на испытательных купонах имеют стандартный эвтектический Sn-37Pb горячего воздуха
обработка поверхности с выравниванием припоя (HASL). После трафаретной печати пасты
Сплавы Sn-41.75Pb-8Bi-0.5Ag и Sn-37Pb на отдельных испытательных купонах, конденсаторах
(также с эвтектической обработкой контактной поверхности Sn-37Pb) были помещены на
колодки. Таким же образом, как описано выше, купоны прошли контролируемую
Профиль оплавления с максимальной температурой верхней стороны плиты 179 ° C. В
Сплав Sn-41.75Pb-8Bi-0.5Ag (Рисунок 5c) снова демонстрирует отличное оплавление пасты.
и образование галтели без шариков припоя, в то время как паста Sn-37Pb (Рисунок 5d)
не переплавляется вообще.Эксперименты с пиковой температурой верхней стороны платы ниже
179 ° C за тот же период показал только частичное оплавление в
Паста сплава Sn-41.75Pb-8Bi-0.5Ag и не рекомендуется.
| Рис. 5. (а) паста сплава Sn-41.75Pb-8Bi-0.5Ag и (б) стандартная эвтектическая паста Sn-37Pb, напечатанная на несмачиваемом Ar 2 O 3 субстрат. Отметим, что паста Sn-37Pb вообще не оплавлялась. Использование оплавления профиль печи, описанный на рисунке 4, при испытании на поверхность с конденсаторами (Обработка контактной поверхности Sn-37Pb) на испытательных купонах FR-4, обработанных HASL, (c) Sn-41.Сплав 75Pb-8Bi-0.5Ag демонстрирует отличное оплавление пасты и формирование галтели. без шариков припоя и (d) паста Sn-37Pb не оплавляется при все. | |||
|---|---|---|---|
Заводские испытания с использованием припоя также оказались весьма успешными. Рисунки 6а
и 6b показаны компоненты для поверхностного монтажа с J-образными выводами и мелким шагом 0,5 мм,
соответственно, которые отслеживались во время оплавления и наблюдались на верхней стороне пика.
температура доски 179 ° C.Паяные компоненты демонстрируют отличные
формирование галтели без перемычек между выводами.
| Рис. 6. (a) J-образные выводы и (b) мелкий шаг 0,5 мм для поверхностного монтажа, которые были проверены во время оплавления, чтобы испытать пик на верхней стороне платы температура 179 ° C. | |
|---|---|
| a | b |
Эксперименты с полностью заполненными платами, имеющими большие локальные тепловые массы.
находятся в процессе определения самых низких пиковых температур оплавления для данной
Приложения.Тем не менее, кажется совершенно очевидным, что пайка для поверхностного монтажа
с паяльной пастой Sn-41.75Pb-8Bi-0.5Ag можно делать при температурах
значительно ниже, чем те, которые используются в настоящее время, чтобы снизить урожайность
проблемы, связанные с влажностью и температурной чувствительностью при поверхностном монтаже
сборка.
1. Стандарт JEDEC JESD22-A112, «Чувствительность к напряжению, вызванному влагой для устройств поверхностного монтажа в пластиковой упаковке» (1994).
2. Стандарт JEDEC JESD22-A113-A, «Предварительная подготовка пластиковых устройств для поверхностного монтажа перед испытанием надежности» (1995).
3. IPC-SM-786A, «Процедуры определения характеристик и обращения с ИС, чувствительными к влаге / оплавлению» (Lincolnwood, IL, 1995).
4. М. Китано и др., «Анализ растрескивания корпуса в процессе пайки оплавлением», Proc. 17-й Int. Сим. Тестирование и анализ отказов (1991), стр. 213-220.
5. Г. С. Ганесан и Х. М. Берг, «Модель и анализ явления растрескивания припоя оплавлением в пластиковых корпусах SMT», IEEE Trans. CHMT , 16 (8) (1993), стр. 940-948.
ОБ АВТОРАХ
M.T. Маккормак получил докторскую степень. в материалах
науки и техники в Калифорнийском университете в Беркли в 1991 году. В настоящее время он является техническим сотрудником Bell Laboratories, Lucent Technologies. Он является членом TMS.
Дегани Ю. защитил докторскую диссертацию. получил степень по химии в Еврейском университете Иерусалима в 1985 году. В настоящее время он является техническим сотрудником Bell Laboratories, Lucent Technologies.
H.S. Чен получил докторскую степень. получил степень по прикладной физике в Гарварде в 1967 году. В настоящее время он является техническим сотрудником Bell Laboratories, Lucent Technologies.
W.R. Gesick получил степень бакалавра наук. В 1968 году получил степень бакалавра технических наук в Нью-Йоркском университете. В настоящее время он является президентом компаний Advanced Metals Technology и Amtech.
Для получения дополнительной информации свяжитесь с M.T. Маккормак, AT&T Bell Laboratories, 600 Mountain Avenue, Murray Hill, New Jersey 07974; (908) 582-3547.
Авторские права принадлежат Обществу минералов, металлов и материалов, 1996
Направляйте вопросы об этой или любой другой странице JOM по адресу [email protected].
Припой из сплава олово-серебро
(SnAg) для монтажа солнечных модулей | Indium Corporation® | Блоги Indium Corporation | Флюс | Индийская корпорация | Без свинца | Бессвинцовый припой | Солнечная | Припой | Припойные сплавы | Флюс для припоя | Пайка | Надежность припоя | Паяемость | Паяльные материалы
Типичные ленточные припои с выступами
Лишь несколько припоев стали общепринятыми в отрасли среди сборщиков солнечных модулей, и их можно разделить на три категории:
- Сплавы BiSn (58Bi42Sn, 57Bi42Sn1Ag)
- Сплавы SnPb (63Sn37Pb, 62Sn36Pb2Ag)
- Сплавы SnAg (96Sn4Ag)
Свойства смачивания и надежность сплавов SnPb давно сделали их привлекательным выбором, однако в таких экологически чистых технологиях, как эта, предпочтение отдается выбору материалов, не содержащих свинца.Джим Хисерт ранее обсуждал преимущества BiSn как альтернативы низкотемпературному бессвинцовому припою для солнечных элементов с выступами, поэтому я коснусь альтернативы SnAg.
Припой олово-серебро (SnAg)
SnAg стал наиболее широко используемым бессвинцовым припоем, особенно в ленте, предназначенной для соединения ячеек. Исторически сложилось так, что его температура плавления (221 ° C) сделала его очевидной заменой для процессов, в которых ранее использовались припои SnPb.
В конструкциях, где необходима ступенчатая пайка (что редко встречается в задней части сборки солнечного модуля), SnAg может использоваться в качестве этапа, предшествующего пайке Sn63 или аналогичным бессвинцовым припоем (хотя и осторожно, поскольку вторая температура пайки довольно близка к 221 ° C) .
Хотя эвтектический припой SnAg является желательной композицией для пайки электронных компонентов, например силовых полупроводников, недавние исследования с использованием этого сплава для крепления солнечных модулей показали, что другие распространенные сплавы, перечисленные для этого применения, легче работать и лучше подходят для потребности этого приложения солнечной сборки.