Выявление дефектов и повреждений здания. Выявление дефектов
Выявление дефектов. Основные методы выявления дефектов стали, характеристика
Способы обнаружения дефектов.
Наружный осмотр - определение поверхностных дефектов: трещин, забоин, раковин, изгиба, значительных износов, поломок и т. п., т. е. дефектов, которые можно обнаружить визуально,
Остукивание детали молотком или рукояткой молотка позволяет установить внутренние трещины, о чем свидетельствует дребезжащий звук.
Эту операцию следует выполнять осторожно, чтобы не оставить вмятин на поверхности проверяемой детали.
Керосиновую пробу используют, чтобы обнаружить в деталях трещины.
Для этого деталь погружают на 15—30 мин в керосин, затем тщательно протирают и покрывают мелом. Выступающий из трещины керосин увлажнит мел и даст четкие ее контуры.
Гидравлические испытания - обнаружения трещин или раковин в корпусных деталях.
При таких испытаниях в детали заглушают все отверстия, кроме одного, через внутреннюю полость которого нагнетают жидкость при давлении 2—3 кгс/см2. При наличии трещины или раковины наблюдается вытекание жидкости или запотевание стенок детали.
Измерения размеров с помощью различных мерительных инструментов и приборов. Позволяют определить величину износа рабочих поверхностей, отклонения элементов детали от правильной геометрической формы, нарушения во взаимном расположении поверхностей.
Проверкой твердости детали обнаруживают изменения, происходящие в материале, из которого она выполнена, в процессе эксплуатации из-за наклепа, влияния высоких температур или агрессивных сред и т. п.
Магнитная и ультразвуковая дефектоскопия служит для обнаружения скрытых дефектов в стальных и чугунных деталях.
ДЕФЕКТ (лат. defectus), изъян, недостаток.
...СКОПИЯ (от греч. skopeo — смотрю), часть сложных слов, означающая: наблюдение, визуальное изучение (напр., спектроскопия).
Действие магнитного дефектоскопа основано на различной магнитной проницаемости сплошного металла и металла с трещинами.
При ультразвуковой дефектоскопии пороки металла выявляют при помощи ультразвуковых колебаний, которые отражаются на экране.
studfiles.net
Обнаружение дефектов
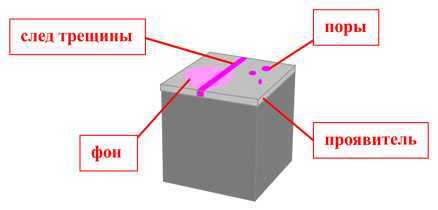
После проявления изделие осматривается с целью обнаружения индикаторных следов и анализа индикаторных рисунков.
Способы обнаружения следов дефектов:
- визуальный – совокупность зрительных приемов обнаружения, в том числе с применением оптических или фотографических средств, видимого индикаторного следа несплошности, выявленной люминесцентным, цветным, люминесцентно-цветным или яркостным методами;
- фотоэлектрический – совокупность фотоэлектрических приемов обнаружения и преобразования с применением различных средств косвенной индикации и регистрации сигнала видимого индикаторного следа несплошности, выявленной люминесцентным, цветным, люминесцентно-цветным и яркостным методами. При фотоэлектрическом обнаружении изделие бракуется на основании измерения светового потока, воспринимаемого фотоэлементом. Для этого, например, изделие помещается в затемненную камеру, освещается ультрафиолетовым светом, а фотоэлемент регистрирует свечение в видимой области;
- телевизионный – совокупность телевизионных приемов обнаружения, преобразования в аналоговую или дискретную форму с соответствующим представлением на экран, дисплей, магнитную плен-ку сигнала от видимого индикаторного следа несплошности. Основное преимущество телевизионного обнаружения – возможность регулирования контраста и яркости изображения дефекта. За счет этого могут быть повышены чувствительность и достоверность контроля и улучшены условия работы контролера. Кроме того, выведенное на экран изображение дефекта позволяет с помощью ЭВМ произвести количественную оценку дефекта и получить данные о степени его опасности;
- инструментальный – совокупность косвенных приемов обнаружения сигнала от невидимого глазом индикаторного следа несплошности или сигнала от индикаторного пенетранта, находящегося внутри полости несплошности. При инструментальном обнаружении сигнал о наличии дефекта получают путем регистрации с помощью специальных приборов, учитывающих излучение, испускаемое с индикаторным веществом, находящимся в полости дефекта. Это могут быть, например, излучение радиоактивного газа криптона в газосорбционном контроле или акустические импульсы, генерируемые хрупкой пленкой, образовавшейся в результате полимеризации специального пенетранта в полости дефектов. К инструментальным способам обнаружения относится также выявление дефектов в изделиях из непроводящих материалов с помощью токовихревого прибора при условии пропитки дефектов электропроводящим пенетрантом.
Следы дефектов могут быть в виде сплошных или прерывистых линий различной конфигурации, скопления отдельных коротких линий, сетки, пятен, размытых полос, точек или звездочек.
Следы первой группы соответствуют шлифовочным, усталостным или закалочным трещинам, волосовинам, неспаям и другим подобным дефектам; следы второй группы – коррозийному растрескиванию материалов; следы третьей группы – порам, питтинговой коррозии или очагам межкристаллитной коррозии, выкрашиванию или эрозии металла. Обнаруженный индикаторный рисунок анализируют, как правило, с применением оптических средств.
 Обнаружение и расшифровка индикаторных следов дефектов
Обнаружение и расшифровка индикаторных следов дефектов Следует учитывать, что индикаторные рисунки на поверхности изделий могут быть образованы не только дефектами, но и различными загрязнениями или допустимыми повреждениями поверхности. Поэтому в результате анализа контролер должен установить наличие действительного дефекта, его характер и размеры.
Различают ограниченный и полный анализ индикаторных рисунков дефектов. При ограниченном анализе изучают только геометрию и размеры рисунка. Изделия бракуют, если количество и размеры выявленных штрихов, линий и точек превышают допустимые технические условия. Такой анализ обеспечивает высокую производительность контроля, позволяет использовать специалистов с невысокой квалификацией, но может привести к необоснованной выбраковке изделий со сложной поверхностью или невысокой чистотой обработки.
Полный анализ рисунка предполагает изучение места его расположения, направления, цвета, яркости и других признаков. При таком анализе необходим тщательный осмотр изделий, выполняемый высококвалифицированными контролерами.
Специалист должен уметь различать действительные и ложные дефекты. К ложным дефектам относят различные допускаемые техническими условиями изменения качества материала изделия, их микрогеометрии, незначительные повреждения и загрязнения поверхности, вызывающие образование индикаторных рисунков, похожих на рисунки действительных дефектов. Ложные дефекты проявляются при неполном удалении пенетранта с поверхности, особенно содержащей остатки загрязнений и коррозии.
Поэтому анализ дефектов выполняют с использованием дополнительных признаков:
- место расположения рисунка;
- направление линий рисунков относительно оси симметрии изделия и действующих нагрузок;
- цвет, яркость и насыщенность цвета рисунка;
- скорость образования рисунка и характер его изменения с течением времени;
- конфигурация рисунка, наличие изломов и разветвлений;
- четкость и степень подобия контуров линий рисунка;
- микрорельеф проявителя в зоне рисунка;
- наличие подобного рисунка в соседних зонах изделия.
Иногда бывает достаточно рассмотреть два-
xn--90adflmiialse2m.xn--p1ai
Методы обнаружения дефектов
Наружные дефекты отливок обнаруживаются внешним осмотром после извлечения отливки из формы или после очистки.
Внутренние дефекты определяют радиографическими или ультразвуковыми методами дефектоскопии.
При использовании радиографических методов (рентгенография, гаммаграфия) на отливки воздействуют рентгеновским или гамма-излучением. С помощью этих методов выявляют наличие дефекта, размеры и глубину его залегания.
При ультразвуковом контроле ультразвуковая волна, проходящая через стенку отливки при встрече с границей дефекта (трещиной, раковиной) частично отражается. По интенсивности отражения волны судят о наличие, размерах и глубине залегания дефекта.
Трещины выявляют люминесцентным контролем, магнитной или цветной дефектоскопией.
Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка замазками или мастиками– декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитываниеприменяют для устранения пористости. Отливки на 8…12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Для устранения течи отливки из цветных металлов пропитывают бакелитовым лаком.
Газовуюиэлектрическую сваркуприменяют для исправления дефектов на необрабатываемых поверхностях (раковины, сквозные отверстия, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состава.
Техника безопасности и охрана окружающей среды в литейном производстве
Производство отливок связано с использованием токсичных веществ (формовочные смеси с жидким стеклом). Должны быть предусмотрены меры, исключающие контакт обслуживающего персонала с едким натром. При работе со стержневыми смесями (синтетическая фенолформальдегидные смолы) запрещается работа без резиновых перчаток.
Места заливки литейных форм должны быть обеспечены вентиляцией для удаления продуктов сгорания.
При изготовлении литейных форм и литейных стержней на формовочных и стержневых машинах предусматриваются обязательные меры безопасности.
Машины литья под давлением должны быть снабжены блокировками, исключающими возможность создания давления до закрытия пресс-форм. Между машинами устанавливают защитные металлические щиты, предохраняющие от возможного аварийного выплеска из разъема формы.
Литейные цехи снабжены надежной вентиляцией, устройствами воздушных душей или тепловых завес на рабочих местах.
Шумопроизводящее оборудование размещают в специальных изолированных помещениях.
Для улучшения санитарно-гигиеничных условий труда широко внедряются: современные плавильные печи, в которых газы подвергаются очистке, а теплота утилизируется; установки для очистки дымовых газов от хлоридов; новые нетоксичные связующие материалы и технологические процессы изготовления стержней.
Охрану водных бассейнов осуществляют путем создания эффективных способов очистки загрязненных производственных стоков и оборотного водоснабжения. Сброс сточных вод осуществляется, если содержание вредных примесей ниже предельно допустимых концентраций. Для удаления грубодисперсных примесей применяют отстаивание, фильтрац
studfiles.net
Способы выявления дефектов - Справочник химика 21
Способ выявления дефекта [c.210]Деталь, узел Объем проверок Способ выявления дефекта мин. макс. Рекомендуемый метод восстановления [c.214]
Таким образом, отстройку от ложных сигналов осуществляют выбором более удачных схемы и параметров контроля, стробированием (и исключением из рассмотрения) тех участков развертки, где возможно их появление. В тех случаях, когда не удается отличить сигнал от дефекта и ложное отражение по их положению на линии развертки или другими рассмотренными способами, выявление дефекта оказывается возможным только с применением амплитудной дискриминации, т.е. фиксированием лишь тех сигналов, уровень которых превышает уровень ложных, но это удается, когда сигнал от дефекта существенно (в 1,5 раза и более) превосходит по амплитуде ложное отражение. [c.198]
При цветном и ахроматическом методах капиллярной дефектоскопии для визуального способа выявления дефектов следует применять комбинированное освещение (к общему освещению добавляют местное). Применять одно общее освещение допускается в случаях, когда по условиям технологии использовать местное освещение невозможно. На стационарных рабочих местах применять только местное освещение не допускается. [c.633]В составных частях стационарных дефектоскопов, предназначенных для использования цветного и ахроматического капиллярных методов дефектоскопии и с визуальным способом выявления дефектов, следует применять комбинированное освещение (общее и местное). Освещенность на контролируемой обработанной проявителем поверхности может варьироваться от 1250 до 3000 лк при использовании ламп накаливания. [c.640]
В составных частях стационарных установок, предназначенных для использования цветного и ахроматического методов капиллярной дефектоскопии с визуальным способом выявления дефектов, следует применять комбинированное освещение (общее и местное). [c.581]
Приведены сведения по организации и методам испытаний, наладки и эксплуатации энерготехнологического оборудования, используемого в химических производствах (компрессоры, насосы, газодувки, вентиляторы, турбинный привод), изложены правила и способы выявления дефектов в его работе и даны практические рекомендации по их устранению. [c.288]
Перед сдачей оборудование подвергают испытанию вхолостую — емкости и аппараты опрессовывают, машины и механизмы проверяют сначала на холостом ходу, затем под нагрузкой. Режим испытания (давление, продолжительность, нагрузка), а также способы выявления дефектов и их устранения для каждого вида оборудования указаны в паспортах или в рабочих чертежах и технологических картах. [c.62]
В УФ-облучателях дефектоскопов, предназначенных для люминесцентного метода с визуальным способом выявления дефектов, в качестве источников УФ-излучения используют специализированные ртутные лампы в черных колбах и их аналоги, а также неспециализированные ртутные лампы с приставными светофильтрами из ультрафиолетового стекла УФС6 и УФС8. [c.637]
Способы выявления дефектов при ремонте такие же, как и при монтаже. Кроме вакуумного метода практикуется проверка герметичности днища резервуара химическим методом. Для этого под днище подают аммиак (через приваренные к днищу штуцера), а изнутри днище смазывают индикатором, который изменяет цвет, если через неплотности (трещины, изношенные участки) проходит аммиак, В качестве индикатора используют различные составы, например раствор фенолфталеина в спирте. [c.210]
Способы выявления дефектов и их устранения зависят от конструктивного выполнения как нового, так и бывшего в эксплуатации теплообменника, поэтому остановимся отдельно на ревизии и ремонте каждого вида аппарата. [c.139]
Способы выявления дефектов [c.25]
Как в области ядра дислокации, так и вблизи точечных дефектов вещество обладает повышенной химической активностью. Поэтому плавление, окисление, растворение всегда начинается у дефектов и идет более интенсивно около них. На этом основан наиболее доступный способ выявления дефектов травлением, т. е. при медленном растворении кристалла [Пшеничнов Ю. П., 1974 Хейман Р. Б., 1979]. По форме возникающих при этом ямок травления, как правило, можно судить о породивших их дефектах. На выходах дислокаций всех типов возникают ямки с острым дном , т. е. пирамидальные, углубляющиеся по мере растворения кристалла и появляющиеся на прежних местах после полировки и повторных протравливаний поверхности. Смещение вершины пирамиды по мере травления относительно центра такой ямки указывает на отклонение оси дислокации от нормали к поверхности грани. В местах скопления точечных дефектов обычно образуются ямки в форме усеченной пирамиды. Эти ямки существуют кратковременно и быстро исчезают в процессе растворения. [c.7]
Способы выявления дефектов деталей, используемые на ремонтных предприятиях, подразделяются на две разновидности - визуаль- ные и измерительные. Все дефекты деталей, для обнаружения который не требуется производить измерения или разрушать деталь, обычно обнаруживаются простым осмотром - визуально. К таким дефектам от- носятся видимые трещины, излом, пробоины, коррозия, вмятины, деформация, нарушение герметичности и др. [c.96]
Способы выявления дефектов и их устранения зависят от кон структнвного выполнения нового и бывшего в эксплуатации тепло обменника, поэтому ниже рассмотрены ревизия и ремонт каж дого вида аппарата. [c.153]
chem21.info
Выявление дефектов и повреждений здания
В процессе основного (технического) обследования производится детальный осмотр конструкций. Цель его: выявить конструкции и их элементы, изготовление, транспортирование, монтаж или эксплуатация которых проводилась с отклонениями от проекта. Отклонения от проекта на доэксплуатационной стадии «жизни» конструкций вызывают, напомним, дефектами, а в процессе эксплуатации – повреждениями конструкций.
Дефекты и повреждения здания классифицируются на две группы:
- элементы с отклонениями, не вызывающими видимых разрушений;
- элементы с локальными разрушениями.
Первая группа: нарушения в опирании конструкций; ненадлежащее качество сварки; ослабление болтовых соединений; лишние монтажные швы; погнутость сжатых стержней; отсутствие горизонтальных или вертикальных связей.
Вторая группа: ослабление элементов в виде среза болтов, надрезов, сколов, обрыва арматуры, коррозионного поражения стали и бетона, трещин в материале.
В частности, в материалах с малой теплопроводностью (бетон) при колебаниях температуры возникают тепловые волны, плавно, постепенно проникающие вглубь элементов. Незначительные колебания не вызывают в конструкции существенных изменений, хотя в ней и возникает неравномерное поле напряжений. В материалах же с большой теплопроводностью (металл) тот же фактор вызывает существенные циклические деформации.
Поэтому, например, железнодорожные и трамвайные рельсы пригоняются друг к другу с зазором.
Ширину раскрытия трещин в бетонных, железобетонных и каменных конструкциях измеряют с помощью градуировочных луп с 6…8-кратным увеличением; микроскопом МПБ-2 (трубкой Бринелля) с 24- кратным увеличением и ценой деления — 0,05 мм и 0,02 мм, предел измерения — 6,5 мм; микроскопом МБС-2 с 75-кратным увеличением и ценой деления — 0,05 мм; микроскопом МИР-2 (продел измерения 0,015…0,6 мм).
Возможно использование целлулоидных или бумажных трафаретов с нанесёнными на них линиями толщиной 0,05…2 мм путём совмещения линий с краями трещины; масштабных линеек при раскрытии трещин более 2 мм (точность измерений 0,3 мм).
Глубина трещин определяется: по следу на поверхности керна, высверленного из тела конструкции по трещине; с помощью стальных комбинированных щупов; ультразвуковым методом
Характер трещин в кладке каменных зданий наряду с искривлением горизонтальных и вертикальных линий фасадов говорит об общем состоянии стен (см. с. 30). Следует различать случаи, когда осадка здания прекратилась, причинённые ею деформации стабилизировались, а следы их исправлены. Более сложны случаи, если осадка или другие деформации стен по каким-то причинам продолжаются и даже возникли вновь. В этих случаях приходится проводить наблюдение за состоянием или поведением трещин во времени с помощью описанных далее способов.
Кроме трещин, распространяющихся на всю толщину каменных стен, наблюдаются трещины поверхностные, свидетельствующие о степени износа и прочности материалов стены и самой стены в целом.
Небольшому износу (до 20 %), считающемуся хорошим, способствует монолитность кладки, при которой видимых изменений в ней не обнаруживается, камни и раствор сохраняют прочность, а сцепление камней с раствором не нарушено.
При износе стен от 20 до 40 %, характеризуемом как удовлетворительное их состояние, местами наблюдается разделение кладки на отдельные камни вследствие начинающейся потери сцепления камня с раствором, хотя сам раствор ещё сохраняет прочность. Признаком этого явления является выпадение раствора в швах между отдельными камнями.
Износ 40-60 % характеризует плохое состояние кладки, её прогрессирующее ослабление, признаком чего служит потеря раствором прочности, появление волосяных трещин, выпадение или разрушение некоторых камней, а иногда и выпучивание отдельных мест стены.
Трещины в вертикальных и горизонтальных швах при общем удовлетворительном состоянии кладки дают сигнал о перегрузке участков стен (при смене перекрытий, увеличении нагрузки, при надстройке). При худшем состоянии кладки трещины от перегрузки идут через камни. Особенно снижают несущую способность кладки горизонтальные трещины в простенках и вертикальные в перемычечных конструкциях.
Сварные швы в металлоконструкциях осматривают после их предварительной очистки металлическими щётками. Внешние дефекты сварки (подрезы, кратеры, неравномерность шва по длине и др.) определяют путём осмотра всей поверхности невооружённым глазом; для выявления мелких дефектов используют градуировочные лупы. Катеты швов измеряют универсальными шаблонами.
Мелкие трещины в металле и сварных швах выявляют при помощи индикаторного пенетранта люминесцентных дефектоскопов, а также промазкой керосином и мелом. Скрытые дефекты выявляют с помощью ультразвуковых и магнитных методов, а также методами ионизирующих излучений.
Коррозионный износ металлоконструкций устанавливают визуальной оценкой состояния противокоррозионной защиты предварительно очищенных от загрязнений конструкций и инструментальными замерами участков с повышенным коррозионным износом. Толщину повреждённых коррозией элементов замеряют штангенциркулями, измерительными скобами, толщиномерами с точностью измерений не менее 0,1 мм. Замеры производят после удаления с поражённых участков пластовой ржавчины и противокоррозионного покрытия.
Натяжение заклёпок и болтов контролируют молотком, а неплотность прилегания головок к пакету и зазоры между листами в пакете — с помощью щупов толщиной 0,1-0,5 мм.
Результаты измерений размеров трещин, дефектов, повреждений и деформаций конструкций наносят на чертежи (планы, разрезы, развёртки) в масштабе 1:50-1:200. Планы и развёртки должны иметь координатную сетку (прямоугольную, полярную и т.п.), которая привязывается к характерным осям или точкам (реперам) здания.
Дефекты и повреждения узлов сопряжения и отдельных участков конструкций фотографируют или наносят на чертежи (эскизы) крупного масштаба (1:5-1:20). На чертежах указывают очертание и размеры дефектов, повреждений и деформаций конструкций, направление, длину, ширину и глубину трещин. Для краткости записывать результаты измерений на планах, развёртках и в таблицах рекомендуется в закодированном виде.
Результаты измерения деформаций горизонтальных или вертикальных поверхностей наносят на схемы, на которых для наглядности выявляют, наподобие горизонталей, линии равных отклонений от горизонтальной или вертикальной плоскостей. Сечения принимают равными 2…5 мм в зависимости от степени отклонения или нарушения положения или местных дефектов обследуемого элемента и его общих размеров.
Иногда дефекты и повреждения зданий играют и положительную роль: позволяют выявить армирование железобетонных конструкций. Но чаще при обследовании приходится добавлять к существующим естественным ещё и искусственные повреждения — обнажать арматуру для определения её диаметра, класса стали, шага стержней и толщины защитного слоя бетона.
Положение и диаметр арматуры, расположенной с достаточно большим шагом и неглубоко в теле бетона, можно определить магнитным методом , при сложных схемах армирования и глубоко расположенной арматуре – с использованием ионизирующих излучений.
imbuilder.ru
Выявление - внутренний дефект - Большая Энциклопедия Нефти и Газа, статья, страница 1
Выявление - внутренний дефект
Cтраница 1
Выявление внутренних дефектов в шинах, принимаемых в ремонт, особенно наложением протектора, позволяет своевременно предотвратить некачественный ремонт. [1]
Выявление внутренних дефектов и неоднородности в контролируемых объектах ( отливках, деталях) основано на различной поглощаемости лучей различными средами. Когда на пути лучей встречается дефект ( раковины, толщины, посторонние включения), то изменяется степень поглощения лучей, а на экране или фотопленке появляются соответствующей формы и величины пятна. [2]
Выявление внутренних дефектов при просвечивании основано на способности ионизирующего излучения неодинаково проникать через различные материалы и поглощаться в них в зависимости от толщины, рода ( плотности) материалов и энергии излучения. [3]
Выявление внутренних дефектов в деталях с помощью ультразвука основано на свойстве ультразвуковых волн отражаться от внутренних поверхностей материала. Ультразвуковые колебания являются упругими колебаниями с частотой выше предела слышимости. [4]
Выявление внутренних дефектов просвечиванием возможно лишь при толщине стенок отливок из черных сплавов до 20 мм и отливок из легких сплавов - до 40 мм; при этом выявляются пороки, размер которых составляет не менее 8 - 15 % от толщины просвечиваемой стенки. [5]
Выявление внутренних дефектов поковок ультразвуковым методом основано на отражении ультразвукового луча от поверхности внутренних дефектов. Участки поковки, подвергаемые контролю, должны быть одинакового сечения. Они позволяют выявлять раковины, рыхлости, трещины, флокены, расслоения и другие несплошности в толще металла, не обнаруживаемые или не всегда обнаруживаемые другими методами неразрушающего контроля. [6]
Для выявления внутренних дефектов существует ряд методов. [8]
Для выявления внутренних дефектов в сварных швах магнитопорошковым методом для намагничивания применяют постоянное или импульсное магнитные поля. [9]
Для выявления внутренних дефектов и трещин, развивающихся из зоны корня сварного шва ротора до их выхода на наружную поверхность, целесообразно использовать ультразвуковую дефектоскопию, а также установки, основанные на использовании метода электропотенциала. Последние в отличие от серийных, ориентированных на выявление трещин, выходящих на контролируемую поверхность, имеют более высокую ( на порядок и более) чувствительность. Апробация такой установки была проведена при испытании образцов, моделирующих зону сварного шва ротора, содержащую дефекты в корне шва или внутренние дефекты. Для повышения точности диагностирования разработаны номограммы, позволяющие уточнять размер и местоположение дефекта на основе решения на ЭВМ ( см. рис. 1) краевых задач о распределении электрического потенциала в телах с дефектами. Близкое по сути устройство предназначено для периодического контроля развития дефектов в сварных швах трубопроводов, корпусов, а также в зоне ремонтных заварок литых корпусов. [10]
Для выявления внутренних дефектов после хранения измеряется напряжение на токоотводах секции. [12]
Для выявления внутренних дефектов в сварных швах магнитопорошковым методом для намагничивания применяют постоянное или импульсное магнитные поля. [13]
Для выявления внутренних дефектов применяются особые приборы, называемые ультразвуковыми дефектоскопами. [14]
Для выявления внутренних дефектов применяют также приборы, работающие с использованием гамма-лучей. Такие лучи испускают радиоактивные элементы ( уран и др.) или элементы с искусственной радиоактивностью, например радиоактивный кобальт. Поковку 3 ( рис. 201) устанавливают между источником облучения 1 ( ампулой с радиоактивным кобальтом) и кассетой 4 с фотопленкой. Дефект 2 получается в виде темного пятна. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Выявление - скрытый дефект - Большая Энциклопедия Нефти и Газа, статья, страница 1
Выявление - скрытый дефект
Cтраница 1
Выявление скрытых дефектов в стальных закаленных деталях и в сварных соединениях ( трещин, непроваров, шлаковых включений, газовых пор) является основной задачей магнитного контроля. Обнаружение дефектов магнитными методами основано на возникновении над дефектом местного магнитного потока рассеяния. При намагничивании продольным магнитным полем испытуемого ферромагнитного тела ( например, наплавленной стальной пластины) внутри тела возникает магнитный поток. [1]
Выявление скрытых дефектов основано на использовании следующих методов: капиллярного, магнитного, ультразвукового и люминесцентного. Сущность капиллярного метода заключается в том, что жидкость, нанесенная на поверхность с не видимой глазом трещиной, проникает в толщину так, что после очистки поверхности и нанесения на нее проявляющего вещества дефект обнаруживается визуально по следу жидкости. В простейшем случае проникающей жидкостью является керосин, а проявляющим веществом - мел. Этот метод позволяет обнаружить трещину, ширина которой не менее 20 мкм. [2]
Выявление скрытых дефектов в отливках производится с помощью просвечивания отливок рентгеновскими лучами ( фиг. [3]
Выявление скрытых дефектов трубопроводов, являющихся; потенциальными очагами разрушения в условиях эксплуатации, возможно на основе положений линейной механики разрушения, устанавливающей зависимость критической длины дефекта ( трещины) от величины напряжения и свойств металла трубы. Кинетика развития трещин при выдержке под напряжением проанализирована Л. Р. Даффи и Ж. М. Мак-Клуром на трубах 762X9 5 мм из стали Х-52. [5]
Выявление скрытых дефектов сварных соединений без разрушения радиографическим методом контроля является одним из наиболее распространенных методов контроля в машиностроении и строительстве. [6]
Для выявления скрытых дефектов трубных пучков пароохладителя производят их индивидуальную гидравлическую опрессов-ку. При сварном корпусе пароохладителя головку корпуса обрезают, при наличии фланцевых соединений их разбирают. [8]
Для выявления скрытых дефектов ( трещин, раковин, волосовин, шлаковых включений и др.), не выходящих на поверхность, применяются-специальные методы контроля, из которых наиболее распространены ультразвуковой и электромагнитный. [9]
Для выявления скрытых дефектов ( трещин, раковин, волосовин, шлаковых включений, не выходящих на поверхность) применяются специальные методы контроля, из которых наиболее распространены рентгеноскопия, гамма-дефектоскопия и электромагнитный метод. [11]
Для выявления скрытых дефектов в материалах применяют просвечивание рентгеновскими и у-лучами. [12]
Для выявления скрытых дефектов блок цилиндров подвергают гидравлическим испытаниям. [13]
Для выявления скрытых дефектов, невидимых невооруженным глазом, в процессе изготовления партии деталей производится технологическая проба. Технологическая проба необходима также в следующих случаях: перед началом изготовления нового изделия или узла; при передаче изделия на машину другого типа или иной мощности; при изменении параметров режима. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
выявление дефектов - это... Что такое выявление дефектов?
выявление дефектов n1) eng. Fehlerermittlung, Defekterkennung
2) construct. Fehlersuche
3) electr. Fehlererkennung
4) atom. Fehlernachweis
Универсальный русско-немецкий словарь. Академик.ру. 2011.
- выявление гнили
- выявление знаний
Смотреть что такое "выявление дефектов" в других словарях:
выявление дефектов магнитной суспензией — Способ выявления дефектов, при котором на поверхность объекта контроля ферромагнитные частицы наносятся в виде суспензии. [Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное… … Справочник технического переводчика
выявление дефектов магнитогуммированной пастой — Способ выявления дефектов, при котором на поверхность объекта контроля наносят магнитогуммированную пасту. [Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва… … Справочник технического переводчика
выявление дефектов способом воздушной взвеси — Способ выявления дефектов сухим магнитным порошком при нанесении на объект контроля его высокодисперсных фракций (с размером частиц 0,1 10 мкм) в виде воздушной взвеси, получаемой распылением порошка в специальных установках. [Система… … Справочник технического переводчика
выявление дефектов сухим магнитным порошком — Способ выявления дефектов, при котором используется магнитный индикатор в виде сухого порошка. [Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]… … Справочник технического переводчика
Методические рекомендации: Выявление антигена бактерий Legionella pneumophila серогруппы 1 в клиническом материале иммунохроматографическим методом — Терминология Методические рекомендации: Выявление антигена бактерий Legionella pneumophila серогруппы 1 в клиническом материале иммунохроматографическим методом: Армирование Усиление дорожных конструкций в результате перераспределения… … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
травление — 1. ТРАВЛЕНИЕ см. 1. Травить. 2. ТРАВЛЕНИЕ см. 2. Травить. * * * травление химическое или электрохимическое растворение поверхности твёрдых материалов с практической целью. Различают травление технологическое (удаление окалины, изготовление… … Энциклопедический словарь
ТРАВЛЕНИЕ — химическое, удаление части поверхностного слоя монокристалла, заготовки или изделия с помощью топохим. р ций. Проводится с использованием р ров, расплавов, газов (газовое Т.) или активир. газов (напр., плаз мохимическое Т.). Собственно химическое … Химическая энциклопедия
РД 03-380-00: Инструкция по обследованию шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением — Терминология РД 03 380 00: Инструкция по обследованию шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением: Акустико эмиссионный контроль целостности оболочки выявление дефектов (коррозионных и усталостных трещин, зон… … Словарь-справочник терминов нормативно-технической документации
ДЕФЕКТОСКОПИЯ — (от лат. defectus недостаток, изъян и греч. skopeo смотрю), совокупность методов и ср в неразрушающего контроля материалов и изделий для обнаружения в них различных дефектов. К последним относятся нарушения сплошности или однородности структуры,… … Химическая энциклопедия
Дефектоскоп — 2 и 3 дисплей ультразвукового дефектоскопа при контроле двигателя V2500 … Википедия
universal_ru_de.academic.ru








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






