
Для чего нужен флюс для пайки?
Много предметов можно отремонтировать самостоятельно – при помощи пайки. Можно запаять упавшую сковородку, тросик на мотоцикле, медную трубку холодильника и отремонтировать микросхему. Но качественно это получится сделать только с помощью флюса либо припоя.
Для чего нужен флюс?
Соединить крепко между собой два металла очень сложно без высоких температур. Сварщикам необходима для этого дуга температурой 3 тыс. градусов. Весь принцип любого соединения заключается в проникновении материала друг в друга, либо создание промежуточного материала, который хорошо проникнет в оба материала.
Флюс и является таким веществом. Он помогает очистить поверхности от окисления, создает дополнительный защитный и существенно повышает качество соединяемых деталей. В зависимости от материала поверхностей подбирается флюс. Для нержавеющей стали и цветных металлов в идеале нужен агрессивный едкий флюс, который разрушит устойчивую пленку окиси.
Для черных металлов чаще всего в быту используется канифоль. Делается на основе смол и помогает улучшить соединение и частично очистить оксидную пленку. В промышленности канифоль редко используется в чистом виде – она не идеально очищает оксидную пленку, лучше использовать смеси канифоли со спиртом, скипидаром, глицерином и даже оловом. Но она идеально подходит для микросхем, поскольку не отличается большой агрессивностью, кислотные флюсы могут повредить плату.
Классификация флюсов
Есть много других категорий флюсов:
- Активные. В состав данного типа флюсов входит соляная кислота и хлористый цинк. Его применяют при пайке железа, серебра меди. На платах и микросхемах используют редко и только с применением нейтрализаторов.
- Антикоррозийные. Позволяет сохранить поверхности от коррозии и после пайки. В состав входит ортофосфорная кислота, хорошо очищающая металлы от окиси.
- Защитные. Нужны только для защиты металла от окиси и контакта с кислородом.
 В состав защитных флюсов входит вазелин, воск либо минеральное масло. При использовании флюса есть необходимость в тщательной зачистке материала.
В состав защитных флюсов входит вазелин, воск либо минеральное масло. При использовании флюса есть необходимость в тщательной зачистке материала.
 В состав защитных флюсов входит вазелин, воск либо минеральное масло. При использовании флюса есть необходимость в тщательной зачистке материала.
В состав защитных флюсов входит вазелин, воск либо минеральное масло. При использовании флюса есть необходимость в тщательной зачистке материала.
Популярные марки флюсов можно найти в таблице:
| Марка флюса | Температура плавления | Материал поверхностей |
|---|---|---|
| Авиа-1 | 200 | Тонкостенный алюминий (кастрюли, ложки) |
| ПОС-40 | 235 | Железо, медь, алюминий (толстые провода, наконечники) |
| ПОСК-50 | 145 | Медь и различные сплавы, полупроводниковые приборы |
| ПОСВ-33 | 130 | Плавка тонких ответственных деталей из железа, алюминия |
Кроме того, флюсы разделяются на жидкие, пастообразные и твердые. Для труднодоступных мест используется жидкий флюс (через шприц) пастообразным веществом проще регулировать количество. Также припои делятся на высокотемпературного, – выше 450 гр. и низкотемпературного действия – ниже 450 гр. Цельсия.
и низкотемпературного действия – ниже 450 гр. Цельсия.
При работе с флюсом нужно иметь хорошую вентиляцию, а также помнить, что оставленный паяльник без присмотра может привести к пожару. Во время работы нельзя отвлекаться и не оставлять без присмотра рабочее место.
Припой и флюс для пайки, назначение, химсостав, приготовление
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
что такое флюс бура, применение, ГОСТ
Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 8429-77 Бура. Технические условия
Скачать
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.

Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.

Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.
Флюс, припой и горелка – основные компоненты для пайки медных сплавов

Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте. Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.
Зачистка места соединения перед пайкой
Сам процесс пайки с помощью буры, включая подготовительные процедуры перед его выполнением, удобнее всего рассмотреть на примере соединения двух труб, изготовленных из меди. Выполняется такой процесс в следующей последовательности.
- Внутренние поверхности соединяемых труб тщательно зачищаются, для чего используется щека с металлической щетиной.
- Наружную зачистку медных труб, выполняемую до образования металлического блеска их поверхностей, осуществляют при помощи наждачной шкурки.
- После тщательной зачистки на внутренние и наружные поверхности наносится бура, для чего используется специальная щеточка.
- Покрытые флюсом в месте будущего соединения медные трубы необходимо состыковать между собой. После этого можно приступать к пайке.
- Перед началом процесса поверхности труб необходимо разогреть до требуемой температуры, для чего используется газовая горелка. Воздействовать пламенем на поверхности соединяемых изделий следует не менее 15–20 секунд.
- После того как поверхности труб разогреты до требуемой температуры, в область пайки вводится припой, который расплавляется также под воздействием пламени газовой горелки. Наносить расплавленный припой на поверхности соединяемых деталей следует равномерно, чтобы обеспечить качество и надежность формируемого соединения.

Нанесение флюса на место пайки
После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы. Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Применение при ковке
Бура в качестве флюса используется и при осуществлении такой технологической операции, как ковка. При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины. Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса.
В заключение практический урок в формате видео по пайке меди с использованием флюса.

что это такое, зачем нужен, паста, гель, какой лучше, бура, виды, как сделать в домашних условиях своими руками, безотмывочный, активный – Оборудование для пайки на Svarka.guru
Главная / Расходные материалы
Назад
Время на чтение: 3 мин
0
351
Как профессионалы, так и любители часто в своей практике используют припои и флюсы для паяния. Добротные красивые швы – одно из главных преимуществ такой пайки.
Существует много видов этих материалов для качественной сварки дома и на производстве. В специализированных местах можно даже найти припой со встроенным внутрь флюсом.
Поэтому тем кто первый раз встречается с подобным видом пайки, бывает сложно выбрать нужные материалы. Чтобы вам помочь, мы расскажем о некоторых видах и как их использовать.
Какие отличия существуют у легкоплавких и тугоплавких припоев? Что мы знаем про слабоактивные и активные флюсы? Как работать с такими материалами? Ответы вы найдёте чуть ниже.
- Какие бывают припои Легкоплавкий
- Тугоплавкий
Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.
Плавкость паяльных составов, область применения:
- Сплав Вуда – 600 С (лужение плат).
- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).

Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.
Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.
ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.
ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.
- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Легирующие элементы кремний, медь, цинк.
Похожее
- Должностная инструкция техника-конструктора
- Обезжиривание металлических деталей в нефрасе
- Порядок приема закупленной продукции на склады предприятия
- Обезжиривание металлических деталей
- Входной контроль. Закупки
- Определение примесей в ванне хромирования
- Должностная инструкция начальника ремонтно-инструментального цеха
Предыдущая статья Монтаж силовых наконечников
Следующая статья Отгрузка продукции с производства при ВП
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями. А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.

Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–3300 С.
Температуры применения 250–3300 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
Припой с флюсом
 8 мм)» src=»https://www.youtube.com/embed/hmC9Fqa905c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
8 мм)» src=»https://www.youtube.com/embed/hmC9Fqa905c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Припои с встроенным флюсом представляют свой отдельный вид. Также его называют трубчатым. Выглядит он как пустой прут, внутри которого встроен химикат для защиты.
При плавлении прут плавится, а флюс применяется для защитных функций. Одни из часто используемых моделей – это Brazetec Comet 3476U и Castolin 192 FBK.
Этот тип флюса практичен в использовании, так как вы выполняете паяние и защиту одновременно. Время, которое вы потратили бы на выбор флюса и покрытие им припоя, остаётся свободным.
Но такие типы не всегда защищают максимально хорошо. Если вы гонитесь за качеством, то лучше будет выбрать эти материалы отдельно. А зачем всё-таки нужен флюс, мы поведаем далее.
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.

 Не требует отмывки.
Не требует отмывки.Какие бывают припои
Припой необходим, чтобы заполнить границы между заготовками. Представляет собой прут с содержанием металла. При работе с ним происходит соединение с главным металлом, а в некоторых случаях он сам выступает как ключевой.
Имеет разный диаметр. Основной элемент – олово, но другие элементы также присутствуют в составе. Плюмбум и купрум, к примеру. Два основных вида – это легкоплавкий и тугоплавкий.
Легкоплавкий
Этот вид применяется в основном для работы с мелкими деталями, такими как радиоаппаратура. Если необходимо припаять радиоэлектронные частицы, легкоплавкому припою замены не найти.
В состав, помимо олова, входят такие элементы как кадмий, свинец, висмут, цинк.
Если судить по названию, то сразу приходит понимание, что этот материал лёгок в плавлении. Один паяльник небольшого размера легко может справиться.
Один паяльник небольшого размера легко может справиться.
Если ваша деятельность связана с радиоэлектронными деталями, вам подойдут прутки, которые плавятся при температуре до ста сорока градусов.
Также есть специальные виды для металлообработки плат. Они плавятся при температуре сто градусов. Лужение с такими материалами может происходить гораздо проще и за меньшее время.
Также припои имеют свои модели, только это довольно большая тема, которая заслуживает своей статьи.
Для нынешнего оборудования подойдёт припой, который не содержит свинец, а температура плавления составляет двести градусов. Это зависит от особенностей оборудования.
Большинство техники производится опираясь на жесткие экологические нормы, которые запрещают применение свинца, из-за выделения им вредных паров.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
 Довольно дорогой. Не требует смывания.
Довольно дорогой. Не требует смывания.Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
- «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
 При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Например, при пайке BGA микросхем.
Состав припойного материала
В состав трубок входят как традиционные, так и специальные припои.
В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.
В некоторых видах продукции присутствует добавка серебра.
Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
Для алюминия
Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Для латуни и медных сплавов
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
виды флюса для пайки алюминия, меди, стали
Для чего нужен флюс: виды флюса для пайки металлов
Флюс для пайки позволяет избавиться от оксидной пленки и примесей с поверхности металлов, а также обеспечить равномерное растекание припоя. Без этого компонента невозможна пайка меди, алюминия, свинца, и других металлов.
На сегодняшнее время существуют различные виды флюсов: активные и неактивные, защитные и кислотные, для низко- и высокотемпературной пайки. Самым простым видом флюса является канифоль, которая широко применяется для пайки радиодеталей и меди.
Самым простым видом флюса является канифоль, которая широко применяется для пайки радиодеталей и меди.
В этой статье сайта про пайку svarkapajka.ru мы расскажем о том, что такое флюс и зачем он нужен. Какие виды флюсов для пайки металлов существуют, и в чем, собственно, их отличие друг от друга.
Что такое флюс для пайки
Итак, флюс для пайки — это вещество, (реагент) которое используется для подготовки поверхности металла перед нанесением припоя. Флюс позволяет подготовить поверхность металлов перед пайкой: удалить жиры и растворить оксидную плёнку, избавиться от инородных веществ, которые будут затруднять паяние.
В зависимости от состава, флюсы подразделяются на активные и неактивные. Активные флюсы содержат в своём составе кислоту, чаще всего соляную. Также бывают специальные кислотные флюсовые реактивы, которые используются для высокотемпературной пайки металлов.
Виды флюсов
Существующие виды флюсов можно подразделить на три больших категории:
Нейтральные или неактивные флюсы — они не содержат в своём составе кислот. Отличительной особенностью данных флюсов является невозможность проводить электричество. Ярким примером неактивного флюса является сосновая канифоль. Неактивные флюсы в основном применяются при низкотемпературной пайке деталей, обычным паяльником.
Отличительной особенностью данных флюсов является невозможность проводить электричество. Ярким примером неактивного флюса является сосновая канифоль. Неактивные флюсы в основном применяются при низкотемпературной пайке деталей, обычным паяльником.
Кислотные или активные флюсы — содержат в своём составе кислоту. Активные флюсы используются для пайки алюминия, там, где нужны высокие температуры и сильная химическая реакция для удаления оксидной пленки.
Антикоррозийные или защитные флюсы — применяются для защиты готового места соединения от коррозийных процессов металла и появления ржавчины на них.
Каждый вид флюса предназначен для выполнения своих, каких-то конкретных задач. По своей консистенции флюсы бывают жидкими, в виде пасты и геля, твёрдыми, и в виде порошка, например, флюс бура.
Как применять флюс
В зависимости от консистенции, применять флюс для пайки металлов можно по-разному. Если флюс жидкий, то он наносится на подготовленную поверхность металла при помощи кисточки.
Твёрдый флюс, такой как канифоль, нужно предварительно расплавить перед нанесением на поверхность металла. Для этих целей используется разогретый паяльник, жало которого опускается во флюс для его расплавления и последующего лужения.
Как бы там ни было, но перед использованием флюса поверхность металлов перед пайкой нужно подготовить. Для этого используется наждачная бумага и ряд других материалов.
Кроме того, не стоит забывать о том, что активные флюсы с содержанием кислот обязательно нужно смывать после пайки. Поскольку в их составе находится не только кислота, но и другие, не менее вредные химические компоненты, стоит всегда при использовании флюсов защищать руки и органы дыхания от вредных паров (работать в хорошо вентилируемом помещении).
Как правильно выбрать флюс. Обзор флюсов для пайки.
Сегодня на прилавках радиорынков и магазинов для электроники можно встретить огромное количество различных по назначению и цене флюсов для пайки.
Производители флюсов предлагают продукцию действительно высокого качества, но найти ее на рынке довольно трудно. Количество и варианты подделок просто поражают своим разнообразием. Даже если вам повезло, и вы нашли оригинальный продукт, то его стоимость будет существенно отличаться от стоимости подделки. Большинство потенциальных покупателей после сравнения цен решают сэкономить и поискать более дешёвый флюс. Мастера же подбирают под свои требования оптимальный набор паяльной химии, устраивающей их по техническим параметрам и цене. Но для этого им приходится перебирать неизвестные флюсы и путем опытов подбирать наиболее подходящий вариант для той или иной работы.
Практически на каждом углу продаются сотни наименований дешевых флюсов с высокими показателями заявленных параметров на этикетке. Но внутри упаковки вас может ожидать совсем неприятный сюрприз.
А сейчас давайте разберемся, как разводят флюсы и как это влияет на их технические характеристики.
Канифоль вместо флюса
Представьте ситуацию: вы купили суперфлюс, открываете тюбик, а там вместо качественного флюса находится низкокачественная канифоль (отходы после производства канифоли). Притом эта же канифоль еще и очень сильно разбавлена каким-то загрязненным техническим вазелином.
Паять или залудить такой смесью просто невозможно. Так называемый «флюс» начинает «убегать» из места пайки. В результате получаем незаслуженные выводы, некачественную «холодную» пайку, а контактные площадки и дорожки из-за перегрева мгновенно отваливаются от платы.
Разбавленный кислотой флюс
Очень часто в уже и без того некачественный флюс добавляют кислоты (лимонная, ортофосфорная) или хлориды (хлорид цинка). По сравнению с канифолью картина сразу меняется – всё лудится и паяется. Создается впечатление, что флюс просто супер, но паять таким флюсом электронные платы нельзя. Очень трудно, а иногда практически невозможно удалить остатки кислоты, особенно из-под SMD-элементов. Кислота может оставаться даже внутри пайки, в порах припоя.
Кислота может оставаться даже внутри пайки, в порах припоя.
В результате, через месяц-два пайка с кислотой (или хлоридом цинка) рассыпается в порошок вместе с выводами радиоэлемента. Ремонт потом будет очень и очень трудоемкий, а иногда он и вовсе невозможен.
Разбавленный глицерином флюс
Случается и такое, что во флюс щедро льют глицерин. Глицериновый флюс паяет замечательно, он дешевый и его много, но попробуйте покрыть им плату. А потом измерьте сопротивление текстолита платы. Вот так незадача: он проводит ток от единиц до десятков Ом там, где проводить не должен. Даже если вы пытаетесь отмыть глицерин, а он смывается легко, то «проводимость» платы все равно останется! Глицерин впитывается в текстолит (сопротивление текстолита, не покрытого медью — от 10 до 50 Ом). Для большинства устройств это просто неприемлемо. «Глючить» будут даже самые простые и банальные схемы. Чтобы хоть как-то заставить устройство работать, попробуйте процарапать иглой текстолит между дорожками.
Вывод: глицерин, кислоты, хлориды в безотмывочных флюсах для работы с радиоэлектроникой, компонентами BGA и SMD применяться не должны.
Основные требования к качественному флюсу для работы с выводными элементами, BGA и SMD:
- отсутствие коррозионной активности
- хорошие лудящие свойства
- высокая смачивающая способность
- отсутствие кипения при нагреве до рабочей температуры
- отсутствие электропроводимости
- легкость удаления остатков при необходимости
- поддержка бессвинцовых и свинецсодержащих припоев
- безотмывочная технология пайки (остатки можно не смывать)
- удобство нанесения (гель, паста)
- доступная цена.
А теперь давайте посмотрим, что же нам предлагают на рынке.
Всем вышеперечисленным требованиям отвечают флюсы торговой марки CHIPSOLDER FLUX.
Также достаточно качественными являются флюсы серии SP (SP-10+, SP-15+, SP-18+, SP20+, SP30+).
В их составе не обнаружено кислот, хлоридов или глицерина. Флюсы SP доступны в разной консистенции: паста, гель, жидкие (L-NC-3200, L-NC-3600). Они не проводят электрический ток, а смывать остатки совсем необязательно.
Данные флюсы соответствуют всем заявленным нормам и проверены при пайке выводных деталей, проводников, BGA и SMD-элементов, а также чувствительных солнечных панелей.
Характеристики флюсов и их особенности
Давайте сейчас некоторые из них рассмотрим поподробнее.
Для начала разберемся с названием. Что же обозначают все эти большие буквы?
- G (gel) — флюс гелеобразный.
- NC (no clean) — не требует смывания.
- 5268 – индекс флюса.
- LF (lead free) — подходит для бессвинцовых припоев.
CHIPSOLDER G-NC-5268-LF
Начнем с флюса CHIPSOLDER G-NC-5268-LF.
Данный флюс подходит для пайки залуженных контактов. Обладает хорошей теплопроводностью, контактная площадка остается на плате, а не на жале паяльника. Флюс-гель CHIPSOLDER G-NC-5268 LF — это высококачественный, полупрозрачный, синтетический безотмывочный флюс со смолоподобными характеристиками. Используется для пайки и демонтажа BGA/SMD-компонентов. Подходит для работы с паяльником, термофеном, ИК-станцией, а также для реболлинга.
Обладает хорошей теплопроводностью, контактная площадка остается на плате, а не на жале паяльника. Флюс-гель CHIPSOLDER G-NC-5268 LF — это высококачественный, полупрозрачный, синтетический безотмывочный флюс со смолоподобными характеристиками. Используется для пайки и демонтажа BGA/SMD-компонентов. Подходит для работы с паяльником, термофеном, ИК-станцией, а также для реболлинга.
Изготовлен флюс из высокоочищенных компонентов. Удобно фиксирует BGA и SMD-компоненты при запаивании («посадке»). Полностью поддерживает как обычную, так и бессвинцовую технологию пайки. Не содержит галогенов, что гарантирует долгосрочную надежность и отличные характеристики пайки.
Обладает минимальной, «мягкой» активностью при пайке, что позволяет не смывать остатки. Не кипит, не оставляет темного «нагара», после пайки остается прозрачным гелем. Теряет прозрачность только при температуре -5 °C, но при этом сохраняет свои свойства. Легко удаляется с помощью любого универсального средства на спиртовой (спиртобензиновой) основе и бумажной салфетки.
Имеет отличную теплопроводность (компонент прогревается максимально равномерно), очень удобен в работе. Не содержит растворителей, не высыхает на открытом воздухе и не твердеет после пайки. Подходит для многократного использования.
CHIPSOLDER –G-NC-6500-LF
Этот флюс очень похож на G-NC-5268-LF, но рассчитан преимущественно на бессвинцовые припои. Хотя отлично паяет и обычными (свинецсодержащими) припоями.
После пайки остается прозрачным и твердым (остаток чуть тверже, чем во флюсе 5268).
Можно использовать для повторной пайки. Смывать не обязательно, но если необходимо смыть, используйте любое универсальное средство на спиртовой (спиртобензиновой) основе.
CHIPSOLDER –G-NC-6800-LF
Флюс предназначен, прежде всего, для «трудных» паек. По консистенции он такой же клейкий гель, как и G-NC-5268-LF, но обладает повышенной лудящей способностью. Хорошо снимает окислости с места пайки и предназначен как для обычной пайки, так и для пайки (лужения) сильноокисленных выводов и контактов. Обладает высокой теплопроводностью, компонент прогревается максимально равномерно. Не кипит, не оставляет темного «нагара», остается прозрачным гелем после пайки, легко стирается бумажной салфеткой и очень удобен в работе. Не содержит растворителей, не высыхает на открытом воздухе и не твердеет после пайки. Подходит для многократного использования.
Обладает высокой теплопроводностью, компонент прогревается максимально равномерно. Не кипит, не оставляет темного «нагара», остается прозрачным гелем после пайки, легко стирается бумажной салфеткой и очень удобен в работе. Не содержит растворителей, не высыхает на открытом воздухе и не твердеет после пайки. Подходит для многократного использования.
Остаток флюса чистый, мягкий, прозрачный, некоррозионный, а также не проводит ток. Очистка остатка необязательна, но при необходимости его можно стереть с помощью сухой салфетки или любым средством на спиртовой (спиртобензиновой) основе.
Этим флюсом удобно восстанавливать «холодные» пайки, пайки после попадания воды, а также «отвалившиеся» BGA-контакты. Часто с помощью данного флюса удается залудить даже те контакты, которые не под силу более дорогим флюсам.
Флюсы SP
На рынке также присутствуют флюсы под названием FLUX PASTE SP-10+, SP-15+, SP-18+, SP20, SP30 и FLUX GEL SP-30, SG-15.
Эти флюсы по характеристикам похожи на серию флюсов CHIPSOLDER, но стоят они немного дешевле. Необходимо отметить, что стоимость на качество не повлияла. Ими также можно прекрасно работать и получать хорошие результаты. А теперь остановимся на каждом из них поподробнее.
Необходимо отметить, что стоимость на качество не повлияла. Ими также можно прекрасно работать и получать хорошие результаты. А теперь остановимся на каждом из них поподробнее.
SP-10+
Итак, начнем с флюса SP-10+
Это дешевый и довольно неплохой низкоактивный флюс. Рекомендуется применять для монтажа и демонтажа FLIP CHIP, BGA и SMD-компонентов, кристаллов, а также для ремонтных работ с использованием паяльника, термофена, ИК-оборудования.
Имеет практически нулевую активность. Используется для пайки и демонтажа облуженных выводов. Подходит для бессвинцовых припоев. SP-10+ абсолютно безопасен для радиокомпонентов. Равномерно распределяет температуру при пайке и препятствует отслаиванию печатных проводников. Имеет клейкую консистенцию (вязкий, липкий), не вызывает коррозии, надежно фиксирует элементы при пайке. Также он не проводит ток.
Флюс используется без последующей отмывки в печатных узлах. Подходит для работы в различных условиях окружающей среды.
SP-15+
SP-15+ будет следующим в нашем списке.
Это универсальный флюс. Обладает средней активностью («мягкая» активность). По своим характеристикам и сфере применения SP-15+ фактически ничем не отличается от SP-10+. Главная разница между ними в активности: SP-15+ – среднеактивный, а SP-10+ – низкоактивный. Рекомендуется использовать для прогрева и монтажа «отвалов BGA», а также для монтажа и демонтажа FLIP CHIP, BGA и SMD-компонентов.
SP-18+
SP-18+ – это уже не просто флюс, а среднеактивная флюс-паста.
Ее рекомендуется использовать для низкотемпературной пайки. Предназначена для пайки припоями с температурой плавления от 80 до 180 °C.
Не подходит для бессвинцовых припоев. Равномерно распределяет температуру при пайке, препятствует отслаиванию печатных проводников.
После применения SP-18+ есть незначительное количество остатков, но при необходимости они легко смываются. Данная флюс-паста имеет слегка желтоватый цвет, некоррозионная и безопасна для радиокомпонентов.
Данная флюс-паста имеет слегка желтоватый цвет, некоррозионная и безопасна для радиокомпонентов.
SP-20
SP-20 – это уже активная флюс-паста.
Рекомендуется использовать для большинства типов работ. Обладает повышенной активностью, хорошо лудит без кислотных последствий.
SP-20, как и SP-10+, SP-15+, SP-18+ применяется для монтажа и демонтажа FLIP CHIP, BGA и SMD-компонентов, кристаллов, а также для ремонтных работ с использованием паяльника, термофена, ИК-оборудования. Подходит для бессвинцовых припоев.
Можно применять для пайки и лужения окисленных вводов и контактных площадок.
Также подходит для прогрева и монтажа «отвалов BGA». Флюс используется для различных печатных узлов с высокочастотными схемами.
После работы с SP-20 есть небольшое количество остатков, которые, при необходимости, легко смываются. Данная флюс-паста не проводит электрический ток, безопасна для радиокомпонентов и надежно фиксирует элементы при пайке.
SP-30
SP-30 очень похож на SP-15+.
Главное отличие состоит в консистенции.
SP-30 – это полупрозрачный, клейкий гель. Флюс предназначен для ремонта и производства электроники. Может использоваться со всеми стандартными припоями.
Итак, подведем итоги.
Состав всех флюсов разработан для пайки высокого качества. Все вышеперечисленные флюсы применяются в различных условиях окружающей среды и при разных особенностях процесса.
Главными отличиями между флюсами SP являются консистенция и активность. Поэтому подбирать флюс необходимо исходя из сферы применения и удобства при работе.
Что касается флюсов марки CHIPSOLDER, то они не настолько универсальны, как флюсы SP. Выбирая флюс CHIPSOLDER, необходимо определенно знать, как его использовать и с какой целью.
Наталия Зинько
Копирование материалов с сайта all-spares.ua разрешается только при условии указания авторства и размещения обратной текстовой ссылки на каждый скопированный контент.
ЛТИ-120 (25 мл), Флюс, Россия
Описание
Флюс паяльный спирто-канифольный активированный ЛТИ-120.
Применение: пайка элементов радиомонтажа, печатных плат, углеродистых сталей, цинка легкоплавкими припоями при температурах 200 — 300ºC.
Состав: канифоль сосновая, АИПС, активаторы.
Назначение, применение и свойства
1.1 Флюс ЛТИ-120 предназначен для удаления окисной пленки с поверхности деталей и припоя, что обеспечивает смачивание припоем паяемых поверхностей деталей и припоя, для защиты от окисления и снижения поверхностного натяжения расплавленного припоя на границе металл-припой, что способствует текучести припоя.
1.2 Флюс применяется для предварительного лужения и пайки мягкими припоями /с температурой плавления не выше 330°С/ деталей из углеродистой стали, меди и ее сплавов /в том числе бериллиевой бронзы/, никеля и и его сплавов /в том числе константана/, а также покрытий оловом, сплавами олово-свинец, олово-висмут, кадмием, серебром и цинком.
1.3. Коэффициент растекания припоя марки ПОССу 61-0,5 под действием флюса при температуре 250°С:
— на меди — 2,3
— на никеле и стали — 0,8
— на нержавеющей стали — «неактивен»
— на серебряном покрытии — 2,2
— на никелевом покрытии — 1,0
— на оловянно-свинцовом покрытии
— угол смачивания — 11°
1.4 Температурный интервал флюсующего действия от 160 до 350°С.
1.5 Остатки флюса после пайки оказывают коррозионное действие на медь. На оловянное, серебряное и никелевое покрытия коррозионного действия не оказывают.
1.6 Остатки флюса после пайки влияют на сопротивление изоляции и снижают его.
1.7 После пайки оставшийся на деталях и в местах пайки флюс должен быть удален протиркой жесткой кистью или щеткой, смоченной в спирте по ГОСТ 17299-71 или последовательным погружением в три ванны с периодическим перемешиванием растворителя /трихлорэтилен, метилен хлористый или смесь растворителей: фреон 113 — 76% , хлористый метилен — 18%, этиловый спирт — 6%/.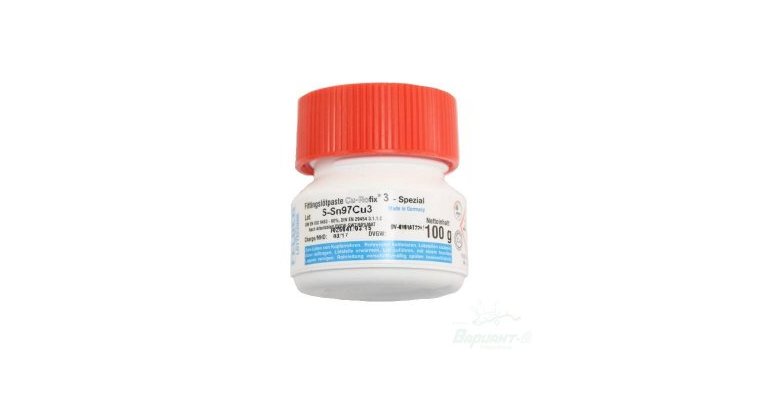
Технические параметры
Техническая документация
Вам нужно очистить флюс?
Да, флюс необходимо смыть с печатной платы (PCB) после завершения пайки. Ниже приведены причины для удаления остатков флюса:
Улучшение эстетического вида печатных плат — Если вы являетесь контрактным производителем печатных плат, внешний вид платы отражается на вашей работе. Прозрачный, жирный на вид остаток вокруг паяного соединения может насторожить прибывающих инспекторов контроля качества вашего клиента. Если остатки флюса обугливаются и образуют пятна на паяных соединениях, это может выглядеть как истинный дефект, например, пустота в паяном соединении или «дыра от флюса».Если остаток флюса образовался в процессе доработки, он действует как метка неисправности в зоне доработки, привлекая внимание к работе, даже если это не должно вызывать беспокойства.
Повышение надежности печатных плат — Требования к надежности обычно определяются характером конечного продукта. Для одноразового продукта, такого как компьютерная клавиатура, никто не погибнет, если он перестанет работать. В этом случае поставщик EMS может использовать флюс без очистки и отказаться от процесса очистки. С другой стороны, требования к электронике кардиостимулятора, где отказ платы может привести к смерти, будут намного строже.В этом примере после сборки и любых последующих доработок потребуется очистка, и процесс будет тщательно проверен на эффективность и воспроизводимость. Товары длительного пользования с длительным сроком службы могут находиться где-то посередине, с требованием очистки, но без жесткого тестирования и контроля.
Для одноразового продукта, такого как компьютерная клавиатура, никто не погибнет, если он перестанет работать. В этом случае поставщик EMS может использовать флюс без очистки и отказаться от процесса очистки. С другой стороны, требования к электронике кардиостимулятора, где отказ платы может привести к смерти, будут намного строже.В этом примере после сборки и любых последующих доработок потребуется очистка, и процесс будет тщательно проверен на эффективность и воспроизводимость. Товары длительного пользования с длительным сроком службы могут находиться где-то посередине, с требованием очистки, но без жесткого тестирования и контроля.
Предотвращение коррозии компонентов и печатных плат — Остатки флюса, оставшиеся на электронных платах, являются кислотными. Если их не удалить в процессе очистки, остатки могут впитать в себя влагу из воздуха и привести к коррозии выводов компонентов и контактов печатной платы.
Избегайте проблем с адгезией с помощью конформного покрытия — Большинство людей понимают, что при покраске поверхность должна быть подготовлена так, чтобы она была абсолютно чистой. В противном случае краска быстро слезет с поверхности и отслоится. Та же логика применима к конформному покрытию, даже если загрязнение вызвано нечистым флюсом. «Без очистки» относится к количеству ионного материала, оставшегося после пайки. Это не имеет никакого отношения к тому, может ли покрытие прилипнуть к нему.
В противном случае краска быстро слезет с поверхности и отслоится. Та же логика применима к конформному покрытию, даже если загрязнение вызвано нечистым флюсом. «Без очистки» относится к количеству ионного материала, оставшегося после пайки. Это не имеет никакого отношения к тому, может ли покрытие прилипнуть к нему.
Если перед нанесением покрытия на печатной плате остались остатки флюса, обычно можно увидеть, как покрытие поднимается или отслаивается от поверхности платы.Это становится очевидным, когда карманы изолированы вокруг паяных соединений, а не по всей поверхности (за исключением нижней части печатной платы, припаянной волной пайки).
Что еще хуже, покрытия, как правило, полупроницаемы, поэтому дышите в определенной степени. Влага может попасть в остатки флюса и впитаться в них, что может привести к коррозии.
Предотвращение роста дендритов от ионного загрязнения — Полярные или ионные частицы, оставшиеся от остатков флюса и других источников, при воздействии влаги из окружающего воздуха и при подаче тока могут соединяться в цепь или ветвь, называемую дендритом. Эти дендриты являются проводящими, поэтому образуют непреднамеренную дорожку, которая вызывает утечку тока или, в течение более длительного периода времени, даже короткое замыкание. Это не так важно для нечистого флюса. Флюс без очистки содержит минимальное количество ионного материала, который полностью расходуется при активации флюса, или, другими словами, при доведении до температуры пайки. Если весь флюс не активирован, например, когда вы наносите много флюса, но припаиваете только небольшой участок, вам все равно нужно очистить печатную плату.
Эти дендриты являются проводящими, поэтому образуют непреднамеренную дорожку, которая вызывает утечку тока или, в течение более длительного периода времени, даже короткое замыкание. Это не так важно для нечистого флюса. Флюс без очистки содержит минимальное количество ионного материала, который полностью расходуется при активации флюса, или, другими словами, при доведении до температуры пайки. Если весь флюс не активирован, например, когда вы наносите много флюса, но припаиваете только небольшой участок, вам все равно нужно очистить печатную плату.
Пайка 101 – 4 шага к успешной пайке
Пайка
Мне задали около миллиона вопросов, связанных с пайкой/пайкой ну, это большое преувеличение, но это тема многих вопросов, которые мне задают, и не зря.Наверное, нет другой техники, вызывающей столько страха, неуверенности и растерянности, как пайка. Пайка, и делать это хорошо, требует практики. Но при правильном обучении и некоторой практической репетиции каждый может хорошо паять.
Большинство вещей на первый взгляд могут показаться пугающими: подумайте о самой грязной комнате, которую вы можете себе представить (нет, не о моей студии). Затем подумайте о том, как бы вы себя чувствовали, если бы кто-то сказал: «почисти»! Ошеломленный (и, вероятно, немного раздраженный тем, что вы застряли в уборке этой воображаемой комнаты), вы оглядываетесь — немного ошеломленный и растерянный.Но включите хорошую аудиокнигу, начните с одного угла, возьмите несколько ящиков для хранения, пару крючков, один или два шкафа и время, и, прежде чем вы это узнаете, комната станет чистой. Невозможно сосредоточиться на общем сценарии. Но, если вы сфокусируетесь только на одном маленьком пятне, с этим можно справиться. Итак, мы рассмотрим пайку, сосредоточив свои мысли только на небольших частях целого.
В этом обсуждении пайки я нарушил процесс, материалы и инструменты. Как свидетельствуют многие видео и веб-страницы, перечисленные выше: «Я подготовил много материалов по пайке.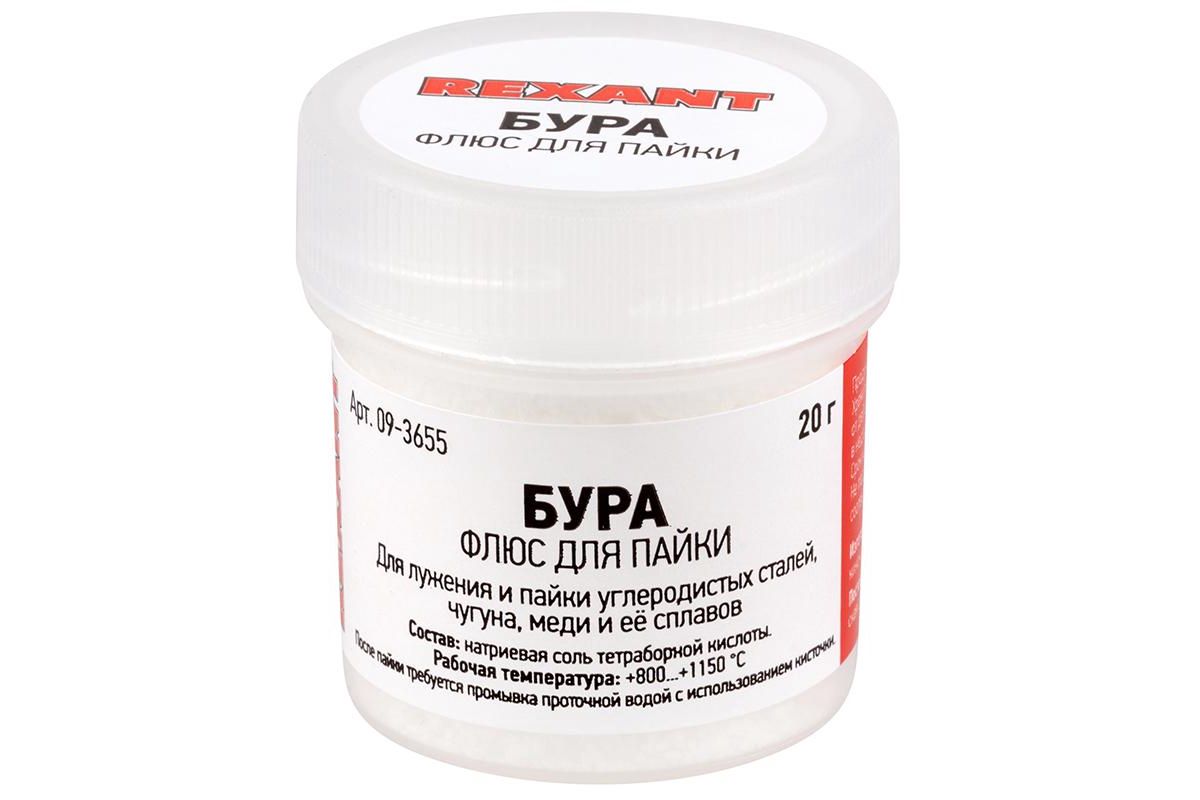 Пожалуйста, найдите время и проверьте мои веб-страницы и мои видео.
Пожалуйста, найдите время и проверьте мои веб-страницы и мои видео.
Итак, как и уборка этой грязной студии, мы будем делать маленькие шаги.
Как вы уже, наверное, знаете, пайка требует нагрева, причем в значительной степени . Мы используем газовую горелку, чтобы позволить нашему металлу достичь температуры, необходимой для обеспечения текучести припоя. Припой связывается с металлом за счет капиллярного действия (представьте, что вода движется вверх по бумажному полотенцу). Работаете ли вы с каким-либо серебром, золотом или недрагоценными металлами (бронза, латунь, медь и т.) следующие методы будут относительно одинаковыми. Однако каждый металл имеет свои особенности, которые незначительно влияют на определенные части процесса. Некоторые из них будут подробно рассмотрены позже.
Припой
Припой — это клей, скрепляющий различные куски металла. Чтобы припой тек, металл должен быть чистым — весь, включая припой и флюс . Причина этого в том, что грязь, жир, окислы и т. создаст барьер между металлом и припоем . Думайте о грязной поверхности, как о полиэтиленовой пленке, наложенной на бутерброд с ветчиной (ваше потенциальное соединение припоем). Пластиковая пленка защищает вас (теоретического припоя) от вкусного бутерброда. Если вы снимите обертку, ваш рот и бутерброд могут счастливо соединиться вместе. (Это самая странная {и, возможно, худшая} аналогия?).
Причина этого в том, что грязь, жир, окислы и т. создаст барьер между металлом и припоем . Думайте о грязной поверхности, как о полиэтиленовой пленке, наложенной на бутерброд с ветчиной (ваше потенциальное соединение припоем). Пластиковая пленка защищает вас (теоретического припоя) от вкусного бутерброда. Если вы снимите обертку, ваш рот и бутерброд могут счастливо соединиться вместе. (Это самая странная {и, возможно, худшая} аналогия?).
Подробная информация о припое
подробно обсуждается на моей странице о припое .Обсуждение припоя в этом разделе будет касаться его взаимодействия в процессе пайки и проблем, которые могут возникнуть.
Успех пайки – четыре шага
Я придумал 4 различных процедуры, которые должны обеспечить успех при пайке. Эти шаги:
- Хорошая Fit
5
- Чистый металл / припоя / поток / рук
- Heat
- Огром
- Flux — Пожалуйста, смотрите страницу под названием: Пайка 101 — Окисление, поток и пожарные / охватывает предотвращение.

Шаг первый: хорошая посадка
Это просто означает, что два куска металла, которые вы соединяете вместе, подходят как можно ближе друг к другу.
В случае стыкового соединения, например, для кольца или соединения безеля, края должны быть заподлицо и плотно подогнаны . Если поднести к свету, вы должны увидеть очень мало просвечивающего света.
При использовании круглой проволоки и трубок необходимо напилить плоские участки с каждой стороны частей, которые будут соединяться вместе.Это не только облегчит скручивание деталей во время процесса пайки, но и добавит прочности соединению. Это приведет к: дополнительной площади для протекания припоя.
Смотрите мое видео: Плоские квадратные кромки на листовом металле для получения информации о том, как добиться хорошей подгонки. Кроме того, два бесценных инструмента для получения квадратных кромок на металле, трубах и проволоке: приспособление для резки под углом и тиски (см. мою страницу об этом инструменте) визы).Существуют также клещи для резки трубок , которые можно использовать для трубок и проволоки. Они также отлично подходят для удержания трубок и проволоки, если вам нужно их зажать: для сверления, для напиливания в них канавок и т. д.
Кроме того, два бесценных инструмента для получения квадратных кромок на металле, трубах и проволоке: приспособление для резки под углом и тиски (см. мою страницу об этом инструменте) визы).Существуют также клещи для резки трубок , которые можно использовать для трубок и проволоки. Они также отлично подходят для удержания трубок и проволоки, если вам нужно их зажать: для сверления, для напиливания в них канавок и т. д.
Шаг 2: Очистите металл/припой/флюс/руки
Большинство людей понимают, что их металл должен быть чистым, но как насчет флюса и припоя? Еще одна вещь, о которой люди забывают, это их руки. Вы можете начать с блестящих чистых кончиков пальцев, но царапали ли вы лицо, полировали кольцо или гладили кошку прямо перед тем, как приступить к пайке? Если это так, вы можете поспорить, что ваши руки содержат какую-то форму «грязи».
Чистые руки
На твоем лице много сальных желез, так что, находясь в студии, возьми за привычку держать руки подальше от своего красивого лица . То же самое для милого кота.
То же самое для милого кота.
Вы можете мыть руки песчаным мылом как Boraxo. В состав некоторых видов мыла добавлены увлажняющие вещества, из-за чего на ваших руках может остаться жирный слой.
Чистота необходима для успешной пайки, потому что, проще говоря, и припой, и флюс не будут течь через грязь любого рода : окисление, жир и да, грязь.Таким образом, чтобы убедиться, что вы получите идеальное соединение припоя, помойте.
Средство для мытья посуды Dawn и горячая вода тоже работают. Ваши руки будут в беспорядке. Они будут сухими, потрескавшимися, мозолистыми. Твоя карьера моделиста официально завершена.
Чистый металл
Очистка вашего металла обсуждается в моем видео: How to Clean Metal . Наждачная бумага также является эффективным способом очистки металла . У него есть дополнительное преимущество, заключающееся в том, что он снимает «блеск» с ваших поверхностей. Флюс плохо растекается по блестящему металлу , поэтому шлифовка поверхностей, предназначенных для пайки, поможет обеспечить равномерное покрытие флюса.Для этого процесса я использую наждачную бумагу с зернистостью от 400 до 1000.
Флюс плохо растекается по блестящему металлу , поэтому шлифовка поверхностей, предназначенных для пайки, поможет обеспечить равномерное покрытие флюса.Для этого процесса я использую наждачную бумагу с зернистостью от 400 до 1000.
После очистки металла держите его за края , чтобы уменьшить контакт с грязью.
Чистый припой
Очистка припоя довольно проста, если вы используете лист или проволоку — вы просто очищаете его, как листовой металл. С проволочным припоем я несколько раз протягиваю его через зеленую мочалку и высушиваю полотенцем. Но это сводит с ума, когда приходится чистить паллионы . Вы можете поместить паллионы в ультразвуковой очиститель .Используйте контейнер из проволочной сетки, подобный тем, которые используют часовщики, чтобы поместить в них паллионы. В Англии вы можете получить такой по адресу Redroosteruk Ltd. В США: Esslinger. com (менее 4 долларов США). Amazon имеет аналогичный тип. Еще одна альтернатива — ситечко для чая — с мелкой сеткой. Выбирать паллионы со дна ультразвука, вероятно, не слишком весело!
com (менее 4 долларов США). Amazon имеет аналогичный тип. Еще одна альтернатива — ситечко для чая — с мелкой сеткой. Выбирать паллионы со дна ультразвука, вероятно, не слишком весело!
Чистый флюс
Флюс можно загрязнить , погрузив кисточку для флюса в контейнер.Через некоторое время бутылка заполнится мусором и другими загрязнениями (например, кусочками ржавой стали от кистей, кусочками древесного угля от вашего паяльного блока), и ваш флюс загрязнится. Чтобы избавить вас от необходимости покупать новый флюс только потому, что он грязный, используйте небольшой контейнер с низкими стенками для заливки флюса. Просто налейте достаточное количество на день и выбросьте остальное. Не переливайте обратно в бутылку!
Также есть дозаторы флюса , которые отлично работают.Хотя через некоторое время их нужно тщательно очистить, потому что при высыхании флюс кристаллизуется. Кристаллы блокируют работу дозатора. Но для этого требуется довольно много времени. Диспенсер поддерживает чистоту флюса и распределяет флюс в контролируемых количествах . Amazon и другие поставщики ювелирных изделий продают этот продукт, как и Rio Grande .
Но для этого требуется довольно много времени. Диспенсер поддерживает чистоту флюса и распределяет флюс в контролируемых количествах . Amazon и другие поставщики ювелирных изделий продают этот продукт, как и Rio Grande .
Существуют также диспенсеры для флюса , поставляемые в герметичных флаконах с диспенсерами для игл различных размеров .Они хорошо работают, если вы выдавите флюс в небольшую миску. В противном случае они могут затопить территорию слишком большим потоком.
СОВЕТ: После нанесения флюса нагревайте флюс до тех пор, пока он не застеклится (белая пузырьковая субстанция успокоится). Теперь окуните кисть в флюс, возьмите паллион с припоем и поместите его на (остывший, но еще теплый — кисть не расплавится) металл. Теперь у припоя меньше шансов пузыриться. Вы также можете сначала скомкать припой – гранулы припоя не так легко отскакивают.
Щетки для флюса
Небольшое замечание: используйте приличные кисти для нанесения флюса. Дешевые пластиковые щетки не будут легко поднимать и размещать палочки для припоя. Приличные щетки делают размещение припоя менее неприятным. Если прикоснуться пластиковой щеткой к горячему металлу, конечно, он расплавится. Щетки для волос тоже не остаются невредимыми. Но вы можете обрезать их и продолжать использовать. Обычно я покупаю несколько новых кистей каждый год. Мне также нравится иметь под рукой по крайней мере два разных размера: один для больших площадей и один для меньших.
Дешевые пластиковые щетки не будут легко поднимать и размещать палочки для припоя. Приличные щетки делают размещение припоя менее неприятным. Если прикоснуться пластиковой щеткой к горячему металлу, конечно, он расплавится. Щетки для волос тоже не остаются невредимыми. Но вы можете обрезать их и продолжать использовать. Обычно я покупаю несколько новых кистей каждый год. Мне также нравится иметь под рукой по крайней мере два разных размера: один для больших площадей и один для меньших.
Существуют кисти, предназначенные только для нанесения флюса. Rio, конечно же, продает один тип: незагрязняющая флюсовая щетка размеров 1 и 8 (больше). Они не загрязняют окружающую среду, потому что в них не используется сталь для удерживания щетины, что исключает любую потенциальную передачу ржавчины или стали на вашу работу.
Вы также можете использовать маленькие китайские бамбуковые щетки . У них отличные советы и они относительно недорогие.
Этап 3: Нагрев
Одной из самых больших проблем в обучении пайке является страх/бесстрашие владельца факела – , что является лишь отражением неопытности пользователя в обращении с инструментом.
Большинство студентов так боятся расплавить свои детали, что никогда не достигают температуры текучести припоя. Конечно, есть и другая крайность, когда любой опыт пайки заканчивается жидким металлом. Что делать?
Ну, вот тут-то и пригодится практика. Начните с металлолома . Практикуйте каждый тип соединения – Встык, Т или полоса и пот Пайка (ссылка на мое видео о пайке потом). Паять снова и снова и быть бесстрашным .Если он тает, попробуйте еще раз с меньшим нагревом и меньшим временем. Нет ничего плохого в том, чтобы расплавить металл — , если это тренировочный образец. Плавить ювелирное изделие, на которое вы потратили часы, это ооооочень угнетает. НО, ЭТО ПРОИСХОДИТ! В конце концов, однако, вы и ваш факел сблизитесь, и количество расплавлений ювелирных изделий (ювелиров) значительно уменьшится.
НО, ЭТО ПРОИСХОДИТ! В конце концов, однако, вы и ваш факел сблизитесь, и количество расплавлений ювелирных изделий (ювелиров) значительно уменьшится.
Одна вещь, которая поможет вам добиться плавного паяного шва, — это правильный наконечник горелки для размера вашей работы.
Итак, плавильщики (вы знаете, кто вы такие!) без проблем расплавят свой припой. Но разве это течет? Он проходит вдоль шва или взобрался на стены с одной стороны? Нагрелся настолько, что припой впитался в металл? У вас есть ямы? (Вы перегрели деталь и выгорели цинк в припое!)
Какой наконечник горелки вы бы использовали для металла такого размера (не фактический размер, это сравнение)?
Ответ: B Вам нужен наконечник горелки, особенно с серебром, который будет нагревать металл довольно быстро.
Чистое серебро (235° (BTU/(ч o F ft)) лучший металл проводник тепла – медь (223° (Btu/(ч o 90 фут) 902) ) , следующим в очереди следует золото (182° (Btu/(hr o F ft)) . Теперь, зная этот факт, вы можете понять, почему вам нужен наконечник горелки большего размера (который приводит к большему пламени)! Когда это огненное, сверхгорячее пламя нагревает ваш металл, тепло начинает распространяться и уходит ДАЛЕКО от пламени. Итак, в приведенном выше примере наконечник большего размера (наконечник B) будет нагревать металл быстрее. Чтобы нагреть весь этот кусок с помощью маленького наконечника горелки, может потребоваться довольно много времени. Тогда вы, вероятно, сильно окислились бы и израсходовали тонну газа. Вы также подумали бы сейчас: «Интересно, будет ли когда-нибудь течь этот припой?»
Теперь, зная этот факт, вы можете понять, почему вам нужен наконечник горелки большего размера (который приводит к большему пламени)! Когда это огненное, сверхгорячее пламя нагревает ваш металл, тепло начинает распространяться и уходит ДАЛЕКО от пламени. Итак, в приведенном выше примере наконечник большего размера (наконечник B) будет нагревать металл быстрее. Чтобы нагреть весь этот кусок с помощью маленького наконечника горелки, может потребоваться довольно много времени. Тогда вы, вероятно, сильно окислились бы и израсходовали тонну газа. Вы также подумали бы сейчас: «Интересно, будет ли когда-нибудь течь этот припой?»
Все предметы, соприкасающиеся с металлом, который вы паяете, особенно с металлом, будут отводить часть этого тепла, еще больше замедляя процесс.Термин теплоотвод относится к отводу тепла. Иногда вам нужен радиатор, например, когда вы пытаетесь защитить предыдущее паяное соединение или тонкий маленький предмет, например каменную оправу. Блоки древесного угля поглощают тепло, но отражают его обратно на металл.
Блоки древесного угля поглощают тепло, но отражают его обратно на металл.
Наконечники горелки
бывают разных размеров. Система нумерации зависит от типа вашей горелки.
Насадки для резака — выбор правильного размера для работы
Итак, если вы выполнили свой контрольный список: подгонка, флюс, чистота, а припой не течет, подумайте о замене наконечников.
Вот две карты пламени из Рио-Гранде . Посмотрите, насколько различны размеры пламени для одних и тех же чисел. В своем видео я сравниваю советы №2.
Возможно, вам захочется иметь хотя бы два наконечника . Три было бы лучше. Собственно, это почти все, чем я пользуюсь. У меня маленький наконечник, средний и большой. Большой наконечник используется для отжига, обработки стали, рафинирования и для пайки больших деталей. Маленькое жало предназначено для пайки крошечных соединений, таких как установка корзины диаметром 3 мм или пайка переходным кольцом. Я использую наконечник среднего размера для большинства процессов пайки.
Я использую наконечник среднего размера для большинства процессов пайки.
Нагрев металла
Следующая важная информация о нагреве заключается в том, что для того, чтобы припой тек, необходимо нагреть металл с обеих сторон соединения до температуры текучести припоя. Если вы нагреете одну сторону больше, чем другую, припой будет течь на «горячую сторону».
Не нагревать припой . Припой — это один из самых маленьких кусочков металла на вашем изделии. Сначала он расплавится, но ничего не сделает, за исключением того, что (если вы его достаточно нагреете) впитается в металл, возможно, начнет разъедать металл, что приведет к образованию ям или плавлению в лужу.
Когда вы паяете серебро (чистое и чистое — не аргентиум или золото — они также не проводят тепло: см. дополнительную информацию ниже) и медь, вам нужно сначала нагреть самые большие детали.
На рисунке слева показано, как нагревать деталь с элементами разного размера.
Когда черный квадрат нагревается, он передает тепло розовому квадрату. Итак, розовый квадрат сейчас довольно теплый. В то же время, маленький синий квадрат тоже довольно сильно нагревается, потому что это самый маленький элемент — меньше мест, куда тепло могло бы стекать и утекать.К тому времени, когда вы поднесете горелку к синему квадрату, припой, вероятно, уже будет течь или болтаться близко. Обычно вам даже не нужно нагревать третью зону.
Как понять, что пришло время переместить факел? Следите за флюсом или за цветом металла. Флюс становится полупрозрачным при температурах, близких к температурам текучести припоя. Серебро станет светло-розовым, а медь, латунь и бронза — красным. Наиболее очевидным признаком является то, что припой плавится или течет. Не забывайте, что медь, в частности, любит создавать тонны окисления.Из-за этой тенденции вам нужно добраться туда быстро и быстро! Не нагревайте медленно медь, если это вообще возможно.
При пайке аргентиума или золота тепло не бежит как сумасшедшая. Тепло имеет тенденцию оставаться рядом с факелом, поэтому нагрев всего изделия не так важен. Вы можете направить тепло с этими металлами на две стороны, возле соединения, где вы хотите, чтобы припой протекал.
Когда я паяю, я перемещаю свою горелку внутрь и наружу, нагревая и давая ей остыть, нагревая и давая ей остыть.Сняв горелку, я могу проверить плавление металла, поток припоя и другие индикаторы. Легкое быстрое прикосновение необходимо, когда припой вот-вот потечет.
Шаг 4: Флюс
Информацию о четвертом шаге: Флюс, см. на моей странице: Пайка 101: Окисление, флюс и предотвращение накипи/пятен.
Выдержка из страницы по предотвращению окисления, флюса и накипи/пятен:
«Флюс играет важную роль в пайке.
- Отвечает за уменьшение поверхностного натяжения , позволяя припою течь.
- Создает на металле глазурь, которая защищает металл от взаимодействия с атмосферой.
- Флюс также используется как индикатор температуры при пайке — когда паста или жидкий флюс достигают точки текучести припоя, они становятся прозрачными.
- Флюс должен быть совместим с используемым металлом .Используйте флюсы, предназначенные для используемого металла.
- Flux имеет предельную температуру . Если присутствующее тепло превышает рабочую температуру флюса, флюс больше не будет работать. Жидкость: 1100°F (593,33°C) – 1700°F (926,67°C) Паста: 1100°F (593,33°C) – 1500°F (°815,56C).
- ЕСЛИ вы используете паяльную пасту , проверьте, включен ли в смесь флюс. Если да, то флудить не нужно. Но вы можете добавить дополнительный флюс, чтобы защитить фунт стерлингов от накипи!

Флюс важен для пайки, даже если ваш металл не вызывает окисления, например чистое серебро или серебро. Это помогает припою течь.
Это помогает припою течь.
- Как настроить горелку — есть горелка, нужно ее настроить? Вот как.
- Пайка 101, часть первая и Пайка 101, часть вторая
- Все о припое – Вы должны понимать, с чем работаете!
- Плоские квадратные кромки на металле — Важные приемы создания квадратных кромок, например, на стержнях колец, трубах, оправах и т. д. — почти любые две детали, которые вы хотите спаять вместе!
- Подготовка к пайке – Важные шаги перед пайкой.
- Идентификация проволочного припоя – Отметьте свой припой, прежде чем воцарится путаница!
- Безопасность ювелирной студии – Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаете, чем опасна металлическая пыль? Если нет, то пока ничего не шлифуйте!
- Создание сфер одинакового размера – как сделать идеально круглые сферы? Возможно, вам нужно знать!
- Как отжигать серебряный лист – важный навык, иначе вы можете повредить свой металл и работать вдвое усерднее!
- Проволока для отжига – Хотите оборванную проволоку? Как насчет расплавленной проволоки? Вам нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и работать с легкостью!
- Самодельный вытяжной вентилятор для студии или магазина — один из самых важных инструментов для обеспечения безопасности в студии. Учись делать своими руками!
- Как сделать безель и закрепить кабошон. Часть первая – Хотите припаять тонкий материал к толстому? Хотите установить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон. Часть вторая – То же, что и выше.
Ювелирные изделия для пайки: как паять детали, скобы и проволоку. – Мы постоянно припаиваем металл разной формы и размера. Хотите перестать плавить свои настройки или поручители? Можно ли припаять провод, не расплавив его?
Пайка ювелирных изделий – Пайка пот, заподлицо или аппликация – Как припаять друг к другу два куска металла.Изучите приемы успешного соединения деталей разного размера и способы применения припоя.
Мой плейлист по пайке на YouTube – Список всех моих видео по пайке на YouTube.
- О припое — Узнайте все о материале, который вы используете.
- Ацетилен, Фонарик, Баки, Безопасность – Огромная страница, содержащая не только информацию об ацетилене! Узнайте все о горелках, пайке и о том, как защитить себя!
- Схемы – Схемы для пайки.Включает в себя такие вещи, как: температура отжига, размеры клапана сжатого газа, при какой температуре горит ваш газ, каковы температуры плавления вашего металла. Кроме того, есть таблицы калибров проволоки, таблицы миллиметров в дробях и дюймах, диаграммы сверл и калибров проволоки. Много информации!
- Очистка металла – приятно знать, если вы планируете что-то паять!
- Рассол, кислота, мультиварки и пищевая сода – Как удалить шмутц, оставшийся после пайки, как сделать собственный рассол, как использовать рассол и как нейтрализовать рассол.Тонны информации!
- Окисление, флюс и накипь – Почему происходит окисление? Почему у вас постоянно появляется накипь, как от нее избавиться. Изучите причины того, что происходит, когда вы паяете, и решения.
- 4 шага к успешной пайке – 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя – Как маркировать припой, чтобы всегда знать его тип.
- Ювелирные инструменты — Гавань — Недорогие инструменты для студии!
- Тиски и приспособление для резки под углом : Вам трудно выровнять концы стоек колец? Проверьте этот инструмент!
- Вопросы и ответы: Firescale/Firestain – Узнайте, с чем у других возникли проблемы, и найдите решение!
- Вопросы и ответы: отжиг – Как долго выдерживать температуру отжига.Печной отжиг.
- Вопросы и ответы: вопросы по электронной почте. Скручивающая проволока, сужающаяся проволока, проволока для нагартовки, проволока для правки и многое другое!
- Рецепты: Теперь их можно использовать не только для приготовления пищи!
- Рецепт маринада – сделайте свой собственный маринад
- Рецепт флюса Припа – сделайте свой собственный флюс
- Извлечение сломанных сверл из металла -сломалось сверло и вы не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной обшивки то есть: Как удалить медное покрытие, которое может образоваться в результате травления. Также как удалить медь с латуни или бронзы, которая выходит на поверхность металла после пайки.
- Проволока и листовой металл
- Какой факел купить : Пытаетесь выяснить, что вам нужно, чтобы развести огонь в вашей студии? Ознакомьтесь с этой информацией перед покупкой!
- Пайка в двух словах – мой список предметов первой необходимости для пайки.
- Вопросы по пайке – один из наиболее часто задаваемых вопросов. Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Вопросы о горелке/газе — Портативные и обычные горелки, проблемы с горелкой, бутановые горелки, водяные горелки, безопасная установка горелки, покупка горелок.
 Учись делать своими руками!
Учись делать своими руками!
 Изучите причины того, что происходит, когда вы паяете, и решения.
Изучите причины того, что происходит, когда вы паяете, и решения.
причин использовать флюс при пайке электроники
Подобные вопросы можно услышать часто, если искусство пайки для вас новое. К сожалению, ответ может быть немного сложным. Флюс не всегда необходим для пайки нескольких элементов; тем не менее, это весьма полезно в определенных ситуациях. В общем, флюс позволяет создать прочную связь между припоем и металлическими поверхностями, чтобы соединить их вместе. Без использования флюса припой может не прилипнуть должным образом, а соединение между двумя поверхностями может быть слабым.
К сожалению, ответ может быть немного сложным. Флюс не всегда необходим для пайки нескольких элементов; тем не менее, это весьма полезно в определенных ситуациях. В общем, флюс позволяет создать прочную связь между припоем и металлическими поверхностями, чтобы соединить их вместе. Без использования флюса припой может не прилипнуть должным образом, а соединение между двумя поверхностями может быть слабым.
В каких случаях можно паять без флюса?
В некоторых случаях возможна пайка без использования флюса.Например, если паяное соединение достаточно чистое и не содержит загрязнений, можно производить пайку без флюса. Кроме того, иногда вы не можете использовать флюс, когда собираетесь скрепить крошечный компонент, так как слишком много металла для нагрева и пайки.
Еще один пример, когда вы собираетесь припаять провод к разъему. В этом случае сам коннектор обеспечит необходимый поток. Однако, когда вы припаиваете провод к определенной металлической поверхности, вам понадобится флюс, чтобы получить хорошее соединение.
Что такое флюс и как он работает?
Пайка определяется как процесс соединения двух металлов путем расплавления присадочного металла между ними. Чаще всего люди паяют оловянные и свинцовые сплавы, но современные процессы пайки также содержат различные другие металлы, такие как серебро, медь и цинк.
Флюс — это химическое вещество, которое помогает удалить определенное количество оксидов с обеих поверхностей металлов, а также способствует прилипанию припоя к поверхностям. Как правило, флюс не нужен для хороших результатов пайки, но он может облегчить процесс.
Итак, здесь вы можете найти основные функции флюса, которые вы применяете к соединениям:
- Очищающее действие – удаление загрязняющих веществ, таких как оксиды, масла, жир и загрязнения с поверхностей соединений.
- Остаток флюса образует барьер между расплавленным припоем и атмосферой для предотвращения повторного окисления металлов.
Итак, какие флюсы можно использовать для пайки?
В настоящее время на рынке можно найти три основных типа флюса для пайки, такие как флюс со смоляным сердечником, кислотный флюс и водорастворимый флюс для пайки. Каждый из них имеет определенные свойства, которые делают его более подходящим для определенных приложений.
Каждый из них имеет определенные свойства, которые делают его более подходящим для определенных приложений.
Флюс с канифолью
используется для пайки общего назначения. Он содержит мягкий флюс, который легко очищает паяное соединение и предотвращает окисление.
Люди часто используют флюс с кислотным сердечником для продажи металлов, что вызывает трудности с припоями со смоляным сердечником, например, алюминием. Флюс в кислотном припое более агрессивен, что помогает разрушить поверхность металла и создать более прочное паяное соединение.
Что касается водорастворимого флюса, люди используют его для пайки деликатных или чувствительных компонентов, таких как печатные платы. Флюс в водорастворимом припое менее агрессивен, чем флюс в припое с кислотным сердечником, что помогает свести к минимуму вероятность повреждения компонента.
Какой тип флюса обычно используют для пайки?
Для пайки обычно используют флюс на основе канифоли. Он может быть в виде пасты, жидкости или смолы. Этот тип химического агента представляет собой неагрессивную органическую кислоту, которая помогает очистить металлическую поверхность и обеспечивает хорошее паяное соединение.Он также водорастворим, поэтому его можно без проблем удалить после процесса пайки.
Этот тип химического агента представляет собой неагрессивную органическую кислоту, которая помогает очистить металлическую поверхность и обеспечивает хорошее паяное соединение.Он также водорастворим, поэтому его можно без проблем удалить после процесса пайки.
Уильям начал свою журналистскую карьеру в 2010 году. Он по-прежнему любит все, что связано с автомобилестроением, освещая обзоры для GuruChoiceLab.com. У него более 50 автомобилей, и он живет в Массачусетсе.
Безопасность при пайке свинцом
Последнее обновление: 3 января 2022 г., 16:07:26 по тихоокеанскому стандартному времени
Узнайте о безопасности пайки свинцом.
Рабочие могут подвергнуться воздействию свинца во время пайки. При неправильном обращении свинец может вызвать хронические последствия для здоровья, такие как проблемы с репродуктивной функцией, проблемы с пищеварением, проблемы с памятью и концентрацией внимания, а также боли в мышцах и суставах.
Потенциальные пути воздействия:
При пайке свинцом (или другими металлами, используемыми при пайке) могут образовываться опасные пыль и пары. Кроме того, при использовании флюса, содержащего канифоль, образуются пары припоя, которые при вдыхании могут вызвать профессиональную астму или усугубить существующие астматические состояния; а также вызвать раздражение глаз и верхних дыхательных путей.
Заменитель продуктов, не содержащих свинец
Многие припои, не содержащие свинец, доступны и одинаково эффективны. Чтобы снизить риск, по возможности заменяйте продукты, не содержащие свинец.
Чтобы снизить риск, по возможности заменяйте продукты, не содержащие свинец.
Снижение риска личного воздействия
- Перед началом работы следуйте инструкциям производителя, прочтите и усвойте паспорта безопасности (SDS) для всех материалов.
- Избегайте попадания загрязнений свинцовой поверхности внутрь, поддерживая чистоту мест пайки.
- Вымойте руки после завершения пайки.
- Не ешьте и не пейте в местах пайки.
- Проводите работу в хорошо проветриваемом помещении. Избегайте вдыхания паяльного дыма/паров. См. Требования к вентиляции здания.
- Используйте следующие средства индивидуальной защиты (СИЗ) для предотвращения непреднамеренного контакта:
- Защитная одежда. Во избежание ожогов от брызг горячего припоя следует носить рубашки с длинными рукавами и брюки из натуральных волокон (хлопок) и обувь с закрытыми носками.Термостойкие перчатки также могут быть разумными.
- Защита глаз — защитные очки, защитные очки или лицевые щитки следует использовать при пайке и обрезке проводов. Держите поводки, чтобы при резке они не отлетели.
- Очистите рабочие поверхности методом влажной салфетки или специальными чистящими салфетками, содержащими свинец. Во избежание распространения загрязнения свинцом ЗАПРЕЩАЕТСЯ использовать метлы, швабры и/или любые повторно используемые материалы. Утилизируйте материалы, загрязненные свинцом, как опасные материалы.
 Держите поводки, чтобы при резке они не отлетели.
Держите поводки, чтобы при резке они не отлетели.Управление отходами
Отходы свинцового припоя* считаются опасными. Выбросьте свинцовый припой и окалину в контейнер с крышкой. Использованные паяльные губки и загрязненные тряпки следует утилизировать как опасные отходы. Емкость для сбора должна быть металлической и иметь маркировку. Запросите сбор опасных отходов для утилизации опасных отходов, образующихся на объектах Калифорнийского университета в Сан-Диего.
Узнайте больше об утилизации электронных устройств или электронных отходов.
*Другие металлосодержащие окалины, например, при серебряном припое, необходимо обрабатывать аналогичным образом.
Правила и политика
[Адаптировано из cmu.edu]
Нужен ли вам флюс для пайки меди?
Медь
, пожалуй, самый красивый материал, который вы можете использовать в своих водопроводных системах, и надежный способ подачи воды в ваш дом.
Медь
используется не только для водоснабжения, но и для дренажных труб.Однако, что касается установки меди в доме, где она сияет эстетикой, ей не хватает скорости и простоты. Пайка труб требует времени и навыков для эффективного маневрирования хорошего соединения.
А нужен ли флюс для пайки меди? Да, флюс играет важную роль в соединении труб и фитингов с помощью пайки. Флюс имеет кислую природу и не только очищает медную трубу, но и притягивает к себе пламя, которое приносит с собой расплавленный сплав , , создавая водонепроницаемое уплотнение.
Обеспечение правильного соединения при пайке имеет первостепенное значение для предотвращения утечек и потенциального повреждения водой.
Оставайтесь с нами, чтобы узнать больше о том, почему при пайке требуется флюс, и почему пытаться паять без флюса — плохая идея!
Что такое флюс?
Флюс для паяльной меди представляет собой либо канифоль , либо хлорид аммония , при этом канифоль имеет коррозионно-активные свойства от слабой до неагрессивной, а хлорид аммония гораздо более агрессивен, но оба имеют кислотную природу.
Флюсовая канифоль
на самом деле также используется в электронике для пайки металлических деталей, где хлорид аммония со временем разъедает и разъедает металл.
Эту пасту используют сантехники при прокладке медных труб в домах и на предприятиях. Медная труба используется для подачи воды во все здания, как питьевой (питьевой воды), так и непитьевой воды.
Пайка — это процесс создания водонепроницаемого уплотнения для предотвращения утечек через систему подачи воды.
Flux — это паста, которую можно купить практически в любом хозяйственном магазине. Для ее использования требуется кисть.
Почему флюс важен для пайки?
Флюс
используется для удаления окисления с металлов (таких как медь) при нагревании. Окисление является формой коррозии и заставит электроны смещаться к молекулам кислорода от молекул металла.
Нанося флюс на медь, вы фактически предотвращаете этот процесс, а также удаляете любые примеси, которые в это время находятся на трубе.
Что происходит при пайке без флюса?
Попытка паять без флюсовой пасты, добавленной в трубу, обернется для вас катастрофой.
Нагрев медной трубы и расплавление сплава (припоя) не проблема, но ничего особенного не даст.
При пайке трубы ваша цель состоит в том, чтобы как можно больше заполнить пространство между фитингом и трубой припоем, чтобы создать идеальное водонепроницаемое соединение.
Без нанесения флюса пламя не сможет притянуть припой, чтобы он всосался в фитинг и образовал уплотнение.
Вместо этого будут металлические бусины, которые будут небрежно прилипать к трубе. Поскольку флюса нет, вам также придется вручную вращать медную трубу и наносить припой на 360 градусов вокруг трубы.
Вы даже можете обнаружить, что припой вообще не прилипает к трубе.
Конечный результат: у вас получится очень-очень слабый сустав, который можно разорвать голыми руками.
Если по какой-то причине соединение не может быть разорвано руками, установка его в водопроводную систему и пропускание через него воды приведет к большим протечкам из-за неправильно припаянного соединения.
Можно ли перегреть трубу при пайке?
Как правило, при пайке труб требуется довольно много тепла, однако можно и переборщить с нагревом и полностью испортить соединение.
Когда мы говорим о нагреве, мы имеем в виду не использование зажигалки для нагревания трубы, а полную горелку.
Припой наносится на трубу и фитинг, медная труба полностью нагревается вокруг трубы и фитинга, чтобы убедиться, что она достаточно горячая.
Когда пришло время нанести припой, вам просто нужно прижать его к меди, пока он не растает, как масло, и не попадет в фитинг. Как только вы увидите, что припой плавится и засасывается в фитинг, следует удалить источник тепла из трубы.
Что происходит, когда вы держите источник тепла включенным, пока припой достаточно горячий, чтобы расплавиться, так это то, что он фактически расплавит флюс и даст вам неравномерный припой. Неравномерная пайка даст вам утечки и составное соединение.
Как использовать флюс для пайки?
Flux очень удобен в использовании и относительно недорог. При использовании его для пайки все, что вам нужно сделать, это нанести флюс по окружности на конец трубы, которую вы хотите припаять, и на фитинг.
Вам нужно нанести на трубу столько пасты, сколько фитинг позволяет трубе войти в нее.
Перед нанесением пасты:
Прежде чем приступать к нанесению пасты на всю трубу и фитинги, как у Пикассо, убедитесь, что вы отшлифовали ту часть трубы, которая подходит к фитингу, настолько хорошо, насколько это возможно.
Шлифовка трубы удалит большую часть грязи и примесей, которые естественным образом появляются на трубе. Вы даже захотите отшлифовать немного дальше, где фитинг может поместиться, чтобы обеспечить наилучшее соединение.
По сути, вам нужно, чтобы трубка выглядела совершенно новой и блестящей. Вы не хотите, чтобы на трубе оставались следы, и тогда вы можете добавить пасту.
Рекомендуется также использовать проволочную щетку или наждачную ткань для шлифовки внутренней части фитинга.
После того, как все отшлифовано, склеено и пришло время припаять, вам нужно полностью надеть фитинг на трубу и начать нагрев вокруг трубы, держа припой в другой руке.
*Примечание. Для обеспечения собственной безопасности работайте в безопасном месте, вдали от легковоспламеняющихся материалов. Если вы когда-либо не уверены в чем-либо, проконсультируйтесь с местным сантехником, чтобы помочь вам.
На трубах меньшего размера, таких как диаметр 1/2″ и 3/4″, процесс нанесения припоя не займет много времени.
Расположите пламя так, чтобы оно находилось на нижнем конце фитинга и было обращено вверх к трубе и фитингу. Когда вы наносите припой на конец фитинга, где он соединяется с трубой, пламя будет притягивать припой внутрь, создавая желаемое уплотнение.
Как только ваш припой начнет плавиться, уберите источник тепла и несколько раз нанесите припой на трубу, чтобы убедиться, что он полностью прилипает.
Припой очень быстро затвердевает, его можно погружать в воду через 6 секунд.Погружение фитинга и трубы в воду быстро охладит их настолько, что вы сможете (осторожно) снова прикоснуться к ним.
Возьмите тряпку и протрите вокруг трубы и фитинга место припоя и флюса, чтобы удалить всю смазку. Удаление этой смазки очистит трубу и поможет предотвратить ее загрязнение с течением времени, сохраняя ее эстетический вид.
Можно ли перепаять соединение?
Если по какой-либо причине вы почувствуете необходимость перепаять соединение, это можно будет сделать.
У вас может получиться соединение, вокруг которого не полностью сцепился припой, и это нормально, так как малейшая грязь может испортить соединение. В этом случае придется переделывать.
Наилучший вариант действий, однако, будет , а не , просто попробуйте снова нагреть трубу/фитинг и нанести припой, а лучше нагреть трубу/фитинг, покачать фитинг с помощью плоскогубцев для блокировки канала.
После того, как фитинг и труба разделены, приложите больше тепла к тому месту, где остался припой, чтобы он расплавился.Когда он растает, сотрите его тряпкой, пока не сможете удалить большую его часть.
*Примечание. На самом деле это не так просто, как кажется, и вам может потребоваться некоторое время, чтобы это сделать. Кроме того, будьте осторожны, так как вы можете обжечься, если коснетесь меди или пламени, пытаясь стереть припой.
После того, как припой будет полностью удален, у вас должен остаться серебристый конец трубы. Просто промойте и повторите шаги.Отшлифуйте фитинг и трубу снова , нанесите флюс, нагрейте, нанесите припой и вуаля.
Просто промойте и повторите шаги.Отшлифуйте фитинг и трубу снова , нанесите флюс, нагрейте, нанесите припой и вуаля.
Если возможно, вы могли бы даже просто отрезать этот кусок медной трубы и получить новый фитинг, если вы не хотите плавить припой.
ресурсов:
https://www.homedepot.com/c/ab/types-of-soldering-and-flux/9ba683603be9fa5395fab900ac061ee
https://www.hunker.com/13417066/what-is-flux-used-for-in-сантехника
3 основы пайки: припой, флюс, нагрев
Для успешного паяного соединения любого из этих вариантов конструкции вам потребуется припой, флюс и нагрев. Без хотя бы одного из них процесс пайки не получится. Давайте более подробно рассмотрим эти три основных элемента и то, как выбрать правильную тройку пайки для вашего приложения. Припой представляет собой металлический сплав (смесь металлов), который выпускается в различных формах, наиболее распространенными из которых являются проволока припоя и паяльная паста. Скорее всего, вы уже видели или знакомы с проволокой для пайки, она обычно поставляется на катушке весом 1 фунт, но ее можно найти и на катушках меньшего размера или даже в трубках. Кроме того, припой доступен во многих различных сплавах, каждый из которых имеет свою уникальную температуру плавления и свойства сцепления.
Скорее всего, вы уже видели или знакомы с проволокой для пайки, она обычно поставляется на катушке весом 1 фунт, но ее можно найти и на катушках меньшего размера или даже в трубках. Кроме того, припой доступен во многих различных сплавах, каждый из которых имеет свою уникальную температуру плавления и свойства сцепления.
Вам может быть интересно, почему мы используем припой, а не что-то другое. Композиты металлов, из которых состоит припой, придают ему относительно низкую температуру плавления. Благодаря этому мы можем очень быстро перейти от твердого провода к жидкости и обратно к твердому, используя простой источник тепла.Этим источником тепла может быть паяльник, термофен или даже бутановая/пропановая горелка.
Когда вы нагреваете припой, он стекает в точку соединения (стык) ваших деталей, образуя электромеханическое соединение. Поскольку припой состоит из проводящих металлов, он создает электронный путь между деталями. Сочетание механической прочности и электропроводности делает пайку таким мощным инструментом для создания прочных соединений.
Флюс — это химическое вещество, которое раскисляет металл, который вы паяете, чтобы обеспечить чистую поверхность для приклеивания припоя.Ранее мы описывали припой как клей, но без флюса или достаточного количества флюса припой не сможет течь и сцепляться должным образом.
Флюс обычно содержится в проволоке с флюсовым сердечником, а также в жидкой и пастообразной формах. На латыни слово «флюс» означает «течь», и это имеет смысл, потому что он помогает припою течь на поверхность заготовки.
Представьте себе тонкий слой оксидов на металлических поверхностях, которые вы паяете, пока они есть, припой не сможет течь. Задача флюса состоит в том, чтобы растворить окисление поверхности и сохранить ее чистой достаточно долго, чтобы припой мог выполнять свою работу.Вы не хотите, чтобы он делал больше или меньше этого.
Хороший флюс входит, выходит и готово. Он не должен болтаться.
Чистая поверхность, которую обеспечивает флюс, улучшает смачивание (адгезию) между поверхностным металлом и расплавленным припоем, поскольку он может переноситься напрямую без каких-либо помех. Это приводит к наиболее прочному электрическому и механическому соединению в месте пайки.
Это приводит к наиболее прочному электрическому и механическому соединению в месте пайки.
Компонент флюса, который облегчает течение припоя и скрепляет все вместе, называется транспортным средством.В большинстве электронных флюсов в качестве носителя используется изопропиловый спирт, потому что он легко рассеивается и не разбрызгивается, как вода, при воздействии на него тепла. Если вы когда-нибудь касались паяльником горячей губки, вы понимаете, что мы имеем в виду. Последнее, что кому-либо нужно, это расплавленный припой, разбрызгивающийся по всей печатной плате, что может привести к короткому замыканию!
Теперь, прежде чем вы пойдете и возьмете любой флюс, который у вас есть на полке, вы должны понимать, что существуют разные типы флюса для разных применений. Использование неправильного флюса, такого как кислотный флюс, потенциально может разрушить вашу печатную плату и все соединения на ней.
Чтобы ознакомиться с нашим руководством по выбору подходящего припоя и флюса, щелкните здесь.
Существует три различных метода теплопередачи, когда дело доходит до пайки, и каждый из них использует разные инструменты для выполнения задачи.
В этом процессе в качестве основного источника тепла обычно используется паяльник. Способ передачи тепла от железа к заготовке – кондуктивный.
Технологический заказ:
Сначала идет флюс, а затем одновременно нагрев и пайка
Область применения:
Ручная пайка отлично подходит для проводов и THT, но становится ограничивающей для поверхностного монтажа.
В этом процессе в качестве основного источника тепла обычно используется фен, печь или печь. Также называется «пайкой пота», когда используется горелка, как в сантехнике.
Способ передачи тепла от чугуна к заготовке — конвекция.
Технологический заказ:
Наносится флюс и припой с последующим нагревом.
В этом процессе в качестве основного источника тепла обычно используется печь. Способ передачи тепла от железа к заготовке – кондуктивный.
Способ передачи тепла от железа к заготовке – кондуктивный.
Технологический заказ:
Сначала идет флюс, затем одновременно нагрев и пайка
Область применения:
THT (технология сквозных отверстий)
DIP (двойная сборка 9000) SMT (технология поверхностного монтажа)
Выбор флюса для пайки | Просто умнее Блог о схемотехнике
Флюс
используется для очистки металлических поверхностей перед их пайкой.Поскольку любые оксиды, которые остаются на поверхности металла, могут привести к ухудшению паяных соединений, основная функция флюса заключается в раскислении металлических поверхностей без разложения. Флюс для припоя является жизненно важной частью проектирования и ремонта электроники. Давайте посмотрим на различные типы флюса.
Канифольный флюс
Канифольный флюс, что неудивительно, состоит в основном из канифоли, которую добывают из сока сосны, и содержит активный ингредиент абиетиновую кислоту (могут присутствовать и другие кислоты). Существует три типа канифольного флюса — канифоль (R), канифоль слабоактивированная (RMA) и канифоль активированная (RA), каждый из которых имеет различный уровень активаторов, агентов, позволяющих раскислять и очищать флюс.
Существует три типа канифольного флюса — канифоль (R), канифоль слабоактивированная (RMA) и канифоль активированная (RA), каждый из которых имеет различный уровень активаторов, агентов, позволяющих раскислять и очищать флюс.
Канифольный флюс используется для очистки уже чистых поверхностей и имеет то преимущество, что не оставляет следов. Мягко активированный канифольный флюс используется на более грязных поверхностях и оставляет больше следов, чем обычный канифольный флюс; после использования мягко активированного флюса канифоли вы используете очиститель флюса для очистки поверхности.Флюс, активированный канифолью, очищает лучше всего, но оставляет после себя значительное количество остатков — из-за этого флюс, активированный канифолью, используется редко.
Водорастворимый флюс
Водорастворимый флюс, также называемый флюсом на основе органических кислот, обычно производится на основе гликоля. Недостатком использования водорастворимого флюса является то, что он часто связывается с самой печатной платой или другими металлическими поверхностями, в результате чего требуется тщательная очистка. Кроме того, водорастворимый флюс имеет тенденцию быть более агрессивным окислителем, чем обычно требуется.Органический флюс более реактивен, чем флюс, активированный канифолью, и поэтому является более сильным очистителем. (Примечание: вы также можете найти неорганический водорастворимый флюс, который еще более эффективен, чем водорастворимый флюс.)
Кроме того, водорастворимый флюс имеет тенденцию быть более агрессивным окислителем, чем обычно требуется.Органический флюс более реактивен, чем флюс, активированный канифолью, и поэтому является более сильным очистителем. (Примечание: вы также можете найти неорганический водорастворимый флюс, который еще более эффективен, чем водорастворимый флюс.)
Флюс без очистки
Флюс No-clean представляет собой смесь органических смол, кроме канифоли, смешанную с некоторыми неорганическими веществами. Поведение и свойства флюсов без очистки могут значительно различаться в зависимости от их соответствующего химического состава; например, некоторые неочищенные флюсы оставляют огромное количество остатков, что непривлекательно, хотя и не представляет угрозы для поверхности.Однако вы можете найти неочищенные флюсы, которые не оставят после себя следов. Основным преимуществом использования флюсов no-clean является то, что вам не нужно будет очищать поверхность после пайки, так как они не влияют на электропроводность.