Сварка металлов технологии сварочного производства. Заземление сварочного аппарата правила
Заземление сварочного оборудования, клеммы для электросварочного аппарата
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
 Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
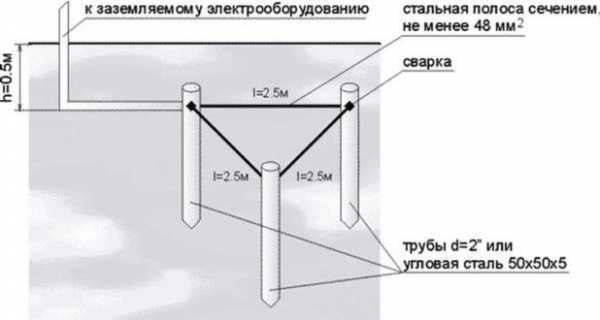
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.
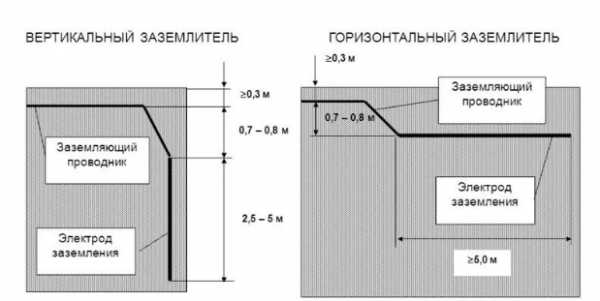
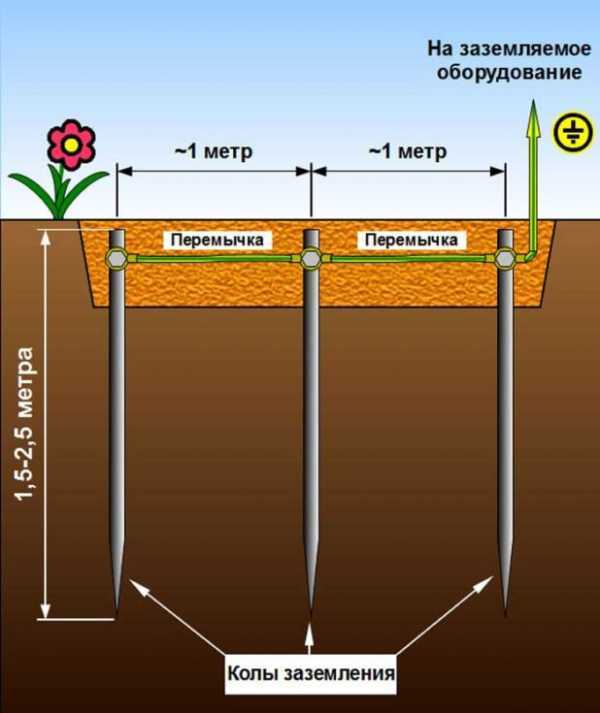
В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Типы клемм сварочных аппаратов
Правильно подобранные клеммы заземления помогут обезопасить сварщика от поражения электрическим током, и обеспечить высокое качество шва.Клеммы заземления необходимо выбирать исходя из максимального тока и веса кабеля, подсоединенного к зажиму. Учитывается надежность контакта клемм с рабочей поверхностью свариваемой детали (ее обеспечивает жесткость пружины). Угол раскрытия зажима должен создавать надежное соединение с деталями любых габаритов.

Клеммы заземления делятся на три основных вида:
- зажим типа «Крокодил»;
- магнитный зажим;
- струбцина.
 Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Зажим типа «крокодил» отличается надежностью соединения с поверхностью детали и удобством использования. Для того чтобы продлить срок службы зажима «крокодил» нельзя допускать сильного перегрева пружины, которая является одним из основных элементов клеммы.
Правила безопасности при работе со сварочным инвертором
При выполнении сварочных работ, используя инвертор, замыкание фазы на корпус может стать причиной несчастного случая. Кроме этого, в бюджетных инверторах китайского производства нередко случаются пробои силового трансформатора. Вследствие подобной неполадки держатель электрода и клемма массы становятся токопроводящими, и несут опасность. Заземление могло бы обезопасить сварщика от поражения током, но его применение зачастую невозможно при использовании переносного оборудование для сварки. Потому, при использовании инвертора, необходимо наряду с заземлением использовать УЗО.
evosnab.ru
Заземление сварочного аппарата: требования, устройство и схема
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.
В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.

Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.

Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.

Важно! Сварочный аппарат нуждается в регулярных проверках.
Рекомендуемая схема заземления
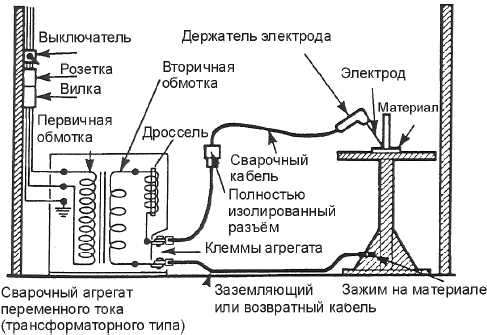
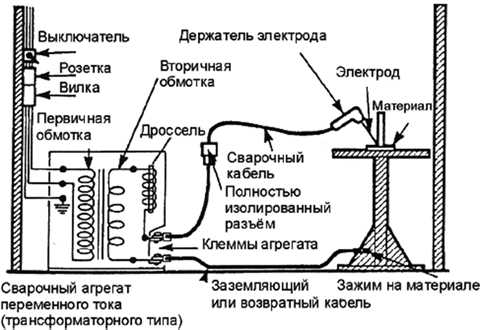
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.
Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Заземление сварочного аппарата: требования, устройство и схема
220.guru
Заземление сварочного аппарата правила
Как должна заземляться сварочная установка?
Как должна заземляться сварочная установка?
П. 3.20 Правил пожарной безопасности при огневых работах
ЭIII-2-35 ЭIII-2-36 ПТЭ и ПТБ.
Корпус любой сварочной установки необходимо надежно заземлять.
Для присоединения заземляющего провода на электросварочном оборудовании должен быть предусмотрен болт диаметром 5-8 мм, расположенный в доступном месте с надписью «Земля» (или условным обозначением «Земля»). Последовательное включение в заземляющий проводник нескольких заземляемых аппаратов запрещается.
Корпус любого источника питания сварочной установки (сварочный трансформатор, выпрямитель, преобразователь и др.) должен надежно заземляться.
Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется обратный провод. Аналогичные зажимы у сварочных выпрямителей и генераторов, у которых обмотки возбуждения подключаются к распределительной электрической сети без разделительного трансформатора, также следует заземлять.
{module 43}Чтобы оставить комментарий зарегистрируйтесь или авторизируйтесь пожалуйста на сайте.
trudova-ohrana.ru
заземление на сварочнике 220вольтов
заземление на сварочнике 220вольтов мда серьёзный форум.только сегодня заметил что есть ещё раздел ТБ. не знаю может перенести тему в ручную сварку. но наверно лучше тут. вообще сам всегда варю с заземлением.когда нет нет возможности, к примеру на установках, где там заземление цеплять?!-за перила что ли?!
в ттаких случаях ставлю под ноги кусок сухого резинового (коврика)не знаю поможет ли этот коврик или нет?
но сколько уже работаю. ни разу не видел что бы хоть какой-то кадр ставил заземление на маленьком переносном аппарате. часто наблюдаю такую картину что даже на больших станционарных трансформатарах заземление на полу болтается. скажите это нормально варить без заземления?Сообщение отредактировал дядя Федя: 04 August 2011 - 20:31
заземление на сварочнике 220вольтовЧто имеется ввиду, заземление корпуса?
заземление на сварочнике 220вольтовего самого.
заземление на сварочнике 220вольтовЕсли аппарат заводской - заземление лишняя мера; самодельный-защитит от пробоя первички на корпус, не более. И то если только исправны сетевые автоматы.
заземление на сварочнике 220вольтовСоблюдать инструкцию к сварочниу надо. На корпусе всегда будет некоторый потенциал-наводка,и если нет заземления,то он всё время растёт,и может пробить на обмотку высокой стороны,или на микросхему\в инверторе\,что не очен то понравится сварочнику. Особенно,китайскому.
заземление на сварочнике 220вольтов Нет пе проводника в сети? Сделайте и используйте свою переноску с стационарно установленным УЗО. заземление на сварочнике 220вольтов В общем случае корпус аппарата соединяется с общим проводом сварочной цепи (массой) и заземляется на контур заземления здания проводом не менее сварочного. При использовании провода PE сетевого кабеля при плохом контакте массы и соприкасании корпуса аппарата с деталью (что сплошь и рядом бывает при сварке металлоконструкций) тут же сгорает сетевой кабель со всеми вытекающими последствиями в виде КЗ и прочих бабахов. Идеально - отсутствие у сварочника доступных металлических частей - корпус из пластика или фанеры, диэлектрические ручки и т.п.Коврик тоже поможет, если держак будет пробивать и за деталь не держаться
Сообщение отредактировал #U#: 20 August 2011 - 21:14
заземление на сварочнике 220вольтовУ нас только в очень редких зданиях есть заземляющий контур. Забиваю пруток ф 16 мм на метр в землю,и заземление с корпуса-к нему. А сварочную цепь моего сварочника,0согласно инструкции,заземлять не обязательно.
заземление на сварочнике 220вольтов Инвертор Заземляться должен обязательно !!! В принципе заземление есть в вилке любого инвертора , так что если есть возможность подключиться в резетку с землёй это есть хорошо !! А самое главное хороший контакт в резетке ,иначе смерть силовым транзисторам!Сообщение отредактировал bonneville: 24 August 2011 - 11:08
заземление на сварочнике 220вольтовПравильно. Заземление всегда должно быть подключено к контуру заземления. Если цепь трансформатора исправна, ничего страшного не случится, если нет заземления. Только вот, не всегда так бывает, поэтому заземляться нужно всегда. Жизнь ведь однажды даётся... Что ж тут рассуждать ?
заземление на сварочнике 220вольтовЦитата
Если цепь трансформатора исправна, ничего страшного не случится,
позвольте не согласится. Если на корпусе наберётся большой потенциал,то он может пробить на обмотку высокой стороны близко к нулю. И кирдык сварочнику. И на низкую сторону тоже может пробить,и это тоже полезно сварочнику не будет.Цитата
220 вольт убить врят-ли смогут\ну разве только к стулу привязать,фазу на левую руку,ноль на правую,и подожджать минут так 30\,а тема какраз про них заземление на сварочнике 220вольтов Приветствую! Господа, это понятно, заземление дело нужное, особенно когда ТБ подсказывает..Давно подумываю найти время и сравнить качество сварки при заземленной детали и без оного. Кстати, некоторые инверторы плохо работают при заземленной детали.
Может ктото уже собирал подобную статистику? заземление на сварочнике 220вольтовdanilll (сегодня, 17:27) писал:
Если на корпусе наберётся большой потенциал,то он может пробить на обмотку высокой стороны близко к нулю. И кирдык сварочнику. И на низкую сторону тоже может пробить,и это тоже полезно сварочнику не будет.
Простите пожалуйста, а откуда большой потенцияал наберётся ? И какова его энергия ? Неужто хватит, чтобы изоляцию пробить ? А в мир иной, от 220 вольт уходят гораздо быстрее, чем вы думаете. Даже не нужно привязывать к рукам фазу и ноль. Достаточно было прислониться десантнику, у нас на заводе... заземление на сварочнике 220вольтовЦитата
Простите пожалуйста, а откуда большой потенцияал наберётся ? И какова его энергия ? Неужто хватит, чтобы изоляцию пробить ?
Вот это надо спросить у производителя вот таких сварочников http://www.toool.ru/...ft_mma-190.html Был у меня такой случай-варил таким аппаратом,когда начинал,заземление было исправно,но потом кто-то отсоединил его провод,а я об этом не знал,и когда втавлял новый электрод,держак смачно долбанул током,уть после чего аппарат задымил(межвитковый пробой),и был выключен. Виной всего был пробой с корпуса на обмотку. П. С. а аппарат потом починили,и работает он до сих пор=) заземление на сварочнике 220вольтова как можно сделать заземление в квартире (3-ий этаж желательно варить на балконе)?
заземление на сварочнике 220вольтов дядя Федя, Поискать громоотвод, или самому тянуть. Щиток как вариант, только как там с заземлением у вас я не знаю.Сообщение отредактировал s_even: 28 August 2011 - 16:52
заземление на сварочнике 220вольтов danilll, Эти аппараты что на ссылке горят просто так от перегруза и заземление им ни одним боком ! заземление на сварочнике 220вольтовнет господа заземление нужно --железячник а что электродвигатели-самоделки и пробоев на корпус в них не бывает согласно действующих правил еще и нулевой провод-идущий на деталь от источника сварочного тока тоже должен быть заземлен раскажу примеры я занимаюсь ремонтом аппаратуры сварки приходилосьлет пять назад делать два цехе сварочно монтажный и сварочно сборочный с нуля электропроводки даже не было произвелп расчеты протянули силовую проводку и подключили сварочные многопостовые выпрямители\до6 человек варят от одного источника\ и тут началось оказалось что энергетики завода арендодателя неправильный нечеткий нуль показали то есть повторного заземления нуля при ввводе в здание цеха не было при сварке в самых различных местах начались пролбои и на рельсах фурок и тележек и на рельсовых цепях мостовых кранов -хозяйство было чужое тут же решили создать свой очаг заземления создали заземлили нейтраль и корпус грщ и все работает до сих порследующий пример на том же заводе запускали такойже вскм-многопостовик подключили первичка 10мм кв как по паспорту вторичку не сумели заземлить провод идущий на деталь у нас не было сварщиков их начальник цеха пообещалчто подварят корпус источника к монтажно сборочной плите но мы все закончили -звонок у нас 5 плита не работает сгорел рубильник приехал смотрю кабель 10квадрат весь проплавлен понял что плавился ноль а он там 6мм кв обошел шкаф преобразоателя открыл дверцы и понял что вторичный прово
etkfaza.ru
Заземление и безопасность при дуговой сварке
Насколько важно заземление??Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Заземление сварочного аппаратаСварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления. Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Это делают для того, чтобы металлический корпус аппарата и земля имели одинаковый потенциал. Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Токонесущая способность провода заземления зависит от устройства защиты от максимальных токов в составе системы питания. Регулировка токовой нагрузки позволит сохранить провод заземления работоспособным даже в случае неполадки сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией. В таком случае провод заземления не требуется. Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.

В случае компактных сварочных аппаратов, у которых на конце кабеля питания имеется вилка с контактом заземления, контур заземления образуется автоматически при включении аппарата в розетку. При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
Исправность контура заземления можно легко проверить с помощью тестера цепи. Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
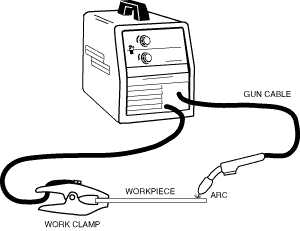
Заземление рабочего изделияСварочный контур состоит из нескольких элементов цепи, через которые проходит ток. В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
Согласно документу ANSI Z49.1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.

Преимущества от заземления рабочего изделия аналогичны преимуществам от заземления корпуса аппарата. Заземленное рабочее изделие имеет равный потенциал с другими заземленными предметами. В случае пробоя изоляции сварочного аппарата или другого оборудования напряжение между рабочим изделием и землей будет минимальным. Следует отметить, что сварка при незаземленном рабочем изделии возможна, но на это требуется разрешение квалифицированного специалиста.
Зажим на изделие — это не зажим заземленияМногие сварщики пользуются терминами «зажим на изделие» и «разъем на изделие». Обычно рабочее изделие подключается к кабелю через пружинный или винтовой зажим. К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
Заземление высокочастотного заземленияВ некоторых сварочных аппаратах используются контуры поджига и стабилизации, через которые проходит напряжение очень высокой частоты. Это особенно характерно для аппаратов для аргонодуговой сварки (TIG). Высокочастотное напряжение может иметь компоненты с частотой до мегагерца. Для сравнения, сварочное напряжение может составлять всего 60 герц.
Высокочастотное излучение имеет тенденцию рассеиваться из зоны сварки и вызывать помехи в работе близкорасположенного теле- и радиооборудования. Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.
Заземление автономных сварочных агрегатовМногие автономные агрегаты для дуговой сварки способны вырабатывать ток вторичной сети питания напряжением 120 или 240 вольт. Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Это зависит от конкретных условий эксплуатации и конструкции агрегата. Большинство случаев можно разделить на две категории:
1. При выполнении всех этих условий заземление корпуса агрегата не требуется:
- агрегат установлен в кузове автомобиля или на трейлере;
- питание вторичной сети происходит через кабель и вилку;
- розетки агрегата имеют контакт заземления;
- рама агрегата соединена или электрически связана с рамой автомобиля или трейлера.
2. При выполнении любого из этих условий заземление обязательно:
- сварочный агрегат подключен к проводке помещения, например, для аварийного электроснабжения дома; питание вторичной сети происходит напрямую без кабеля и вилки.
- вторичное питание осуществляется через постоянное подключение без кабелей и розеток.
Выше приведены только самые основные сведения, и мы советуем читателю познакомиться с действующими нормами по электробезопасности.
Заземление удлинителейУдлинительные кабели должны проходить регулярную проверку неразрывности, так как чаще всего они располагаются на полу и подвергаются значительному износу. С помощью тестера Вы сможете убедиться, что все соединения в кабеле, вилке и розетке находятся в исправном состоянии.
Другие источники опасностиПравильное заземление при электродуговой сварке — это хорошая практика, но она не означает полной безопасности. Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Таким же образом можно устранить риск поражения током от сети питания. Исправное электрооборудование и кабели надежно защитят сварщика от большинства источников опасности.
Использованная литература
- American Welding Society, ANSI Z49.1:2005 "Safety in Welding, Cutting, and Allied Processes."
- National Fire Protection Association, NFPA 70, "National Electrical Code", 2005.
- American Welding Society, Safety and Health Fact Sheet No. 29, "Grounding of Portable and Vehicle Mounted Welding Generators", июль 2004.
- American Welding Society, AWS A3.0-2001, "Standard Welding Terms and Definitions."
www.lincolnelectric.com
Заземление сварочного аппарата
Основные правила и схемы заземления сварочного аппарата
Даже не находящиеся постоянно под напряжением эл/установки подлежат обязательному заземлению – таково требование ПУЭ, направленное на обеспечение максимальной безопасности обслуживающего персонала. К устройствам данной категории относятся и сварочные аппараты. Учитывая их специфику, существуют определенные схемы и правила заземления.
Смысл заземления в том, что искусственно организуется электрическая цепь, параллельная той, которая складывается (установка – человек – опора) при появлении напряжения там, где его по определению быть не должно. Это может вызываться наведенными токами (от смежного источника с более высоким потенциалом), при пробое изоляции, механических повреждениях. По закону физики, ток пойдет по цепи с минимальным сопротивлением. Поэтому корпус сварочного аппарата обязательно «коротится» на землю с помощью металлического гибкого провода.
То есть получается своеобразная «ветвь» с R не более 4 Ом. Как результат, эл/ток не пойдет по основной «нитке» (через человека), что и гарантирует его безопасность при случайном контакте с аппаратом, на корпусе которого появилось напряжение.
Основные правила заземления
- Их последовательно присоединение запрещено. У каждой установки должна быть своя линия заземления.
- Подключаются все без исключения токоведущие части + вторичный вывод.
- Для фиксации заземляющего провода должен быть предусмотрен контакт с резьбой (шпилька, болт). Это место помечается специальным знаком (символом).
Кроме того
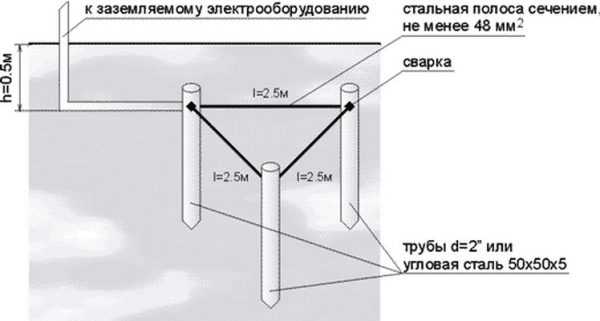
Если источник – Тр с глухозаземленной «нейтралью» с U2 220/380, то на входе трансформатора также организуется заземление. Допустимое (максимальное) R в этом случае – 10 Ом. На практике это означает, что одиночного штыря будет явно недостаточно.
Чтобы добиться выполнения требования по сопротивлению «линии», необходимо установить контур с определенной площадью и высокой проводимостью. Все его элементы перед монтажом тщательно зачищаются от лакокрасочных составов, масел и тому подобное.
electroadvice.ru
Заземление сварочного оборудования | Сварка металлов
Защитное заземление представляет собой соединение металлическим проводом частей электрического устройства (например, корпуса сварочного трансформатора) с землей.
Заземление служит для защиты от поражения электрическим током при прикосновении к металлическим частям электрических устройств (корпуса источников питания, шкафы управления и др.), оказавшимися под напряжением в результате повреждения электрической изоляции.
Земля в аварийном режиме работы электрооборудования используется в качестве проводника в цепи замыкания. При правильном заземлении электрооборудования образуются параллельные электрические ветви: одна с малым сопротивлением (3 - 4 Ом), а другая, в которую входит человек или группа людей, с большим сопротивлением (2000 Ом). Поэтому практически ток не пройдет через тело человека в случае соприкосновения его с корпусом источника питания, случайно оказавшимся под напряжением.
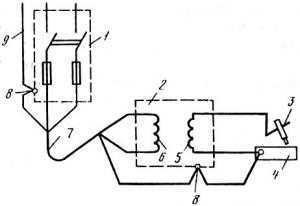
Рис. 35. Схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью:
1 - пункт подключения, 2 - сварочный трансформатор, 3 - электрододержатель, 4 - свариваемое изделие, 5 - вторичная обмотка трансформатора, 6 - первичная обмотка трансформатора, 7 - питающий шланговый трехжильный провод с заземляющей жилой, 8 - заземляющий болт на корпусе трансформатора и на пункте подключения, 9 - подключение к нулевому проводу сети
Включение в работу незаземленных источников питания дуги запрещается (однако имеются некоторые исключения).
Заземление выполняется различно в зависимости от напряжения и системы электроснабжения (с глухозаземленной нейтралью или с изолированной нейтралью).
Схема подключения сварочного трансформатора
На рис. 35 дана схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью. Из схемы видно, что для питания однофазного сварочного трансформатора от пункта подключения до вводной коробки трансформатора приложен трехжильный гибкий шланговый кабель. Третья жила присоединена одним концом к заземляющему болту корпуса сварочного трансформатора и другим концом к корпусу пункта подключения. Зажим - вывод обмотки низкого напряжения сварочного трансформатора присоединен к свариваемой детали и одновременно заземляющим металлическим проводником к заземляющему болту на корпусе сварочного трансформатора. На передвижных установках применяют переносные заземляющие устройства.
www.svarkametallov.ru
Как правильно пользоваться инверторным сварочным аппаратом: установка, подключение, настройка, варка металла
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
etkfaza.ru
Заземление сварочного оборудования | Сварка металлов
Защитное заземление представляет собой соединение металлическим проводом частей электрического устройства (например, корпуса сварочного трансформатора) с землей.
Заземление служит для защиты от поражения электрическим током при прикосновении к металлическим частям электрических устройств (корпуса источников питания, шкафы управления и др.), оказавшимися под напряжением в результате повреждения электрической изоляции.
Земля в аварийном режиме работы электрооборудования используется в качестве проводника в цепи замыкания. При правильном заземлении электрооборудования образуются параллельные электрические ветви: одна с малым сопротивлением (3 - 4 Ом), а другая, в которую входит человек или группа людей, с большим сопротивлением (2000 Ом). Поэтому практически ток не пройдет через тело человека в случае соприкосновения его с корпусом источника питания, случайно оказавшимся под напряжением.
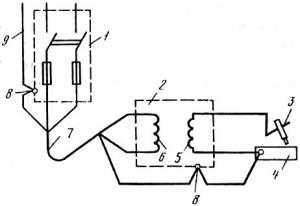
Рис. 35. Схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью:
1 - пункт подключения, 2 - сварочный трансформатор, 3 - электрододержатель, 4 - свариваемое изделие, 5 - вторичная обмотка трансформатора, 6 - первичная обмотка трансформатора, 7 - питающий шланговый трехжильный провод с заземляющей жилой, 8 - заземляющий болт на корпусе трансформатора и на пункте подключения, 9 - подключение к нулевому проводу сети
Включение в работу незаземленных источников питания дуги запрещается (однако имеются некоторые исключения).
Заземление выполняется различно в зависимости от напряжения и системы электроснабжения (с глухозаземленной нейтралью или с изолированной нейтралью).
Схема подключения сварочного трансформатора
На рис. 35 дана схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью. Из схемы видно, что для питания однофазного сварочного трансформатора от пункта подключения до вводной коробки трансформатора приложен трехжильный гибкий шланговый кабель. Третья жила присоединена одним концом к заземляющему болту корпуса сварочного трансформатора и другим концом к корпусу пункта подключения. Зажим - вывод обмотки низкого напряжения сварочного трансформатора присоединен к свариваемой детали и одновременно заземляющим металлическим проводником к заземляющему болту на корпусе сварочного трансформатора. На передвижных установках применяют переносные заземляющие устройства.
www.svarkametallov.ru
Требования к сварным соединениям контура заземления. Монтаж заземления для дома
Производит весь комплекс электротехнических измерений, результаты которых предоставляются в надзорные органы: Энергонадзор Ростехнадзор, пожарным инспекторам. Мы прошли государственную аккредитацию и имеем аттестат установленного образца. Протоколы, выдаваемые нашей организацией, имеют силу юридического документа. Мы располагаем всеми необходимыми средствами измерения. Наши специалисты обладают необходимой квалификацией, владеют методиками электротехнических измерений. Наша лаборатория всегда готова откликнуться на предложения сотрудничества.
Часто нам задают вопросы, каковы нормы контура заземления по ПУЭ, каковы нормы контура заземления по ПТЭЭП ? Действительно многие вопросы, связанные с заземлением у значительной части электриков вызывают определенные трудности. Далеко не все, сдавая ежегодный экзамен, радуются, когда среди вопросов встречается вопрос, связанный с сетью заземления. Это касается как простых электромонтеров, так и инженеров электриков.
Как правило, в повседневной работе для большей части электротехнического персонала достаточно общих представлений о назначении заземления и правил присоединения частей электроустановок к сети заземления. Для энергетиков предприятий и организаций, лиц ответственных за электрохозяйство ситуация выглядит иначе.
При посещении предприятия представителями надзорных органов, энергетику необходимо предоставить им протоколы установленного образца. Такие протоколы может составить только аккредитованная электролаборатория .
Результаты измерений сопротивления заземляющих устройств должны соответствовать нормам, прописанным в ПУЭ и ПТЭЭП. Оба документа исчерпывающе регламентируют требования к заземляющим устройствам.
В дальнейшем мы будем рассматривать вопросы, связанные с электроустановками до 1000 В:
Что касается норм сопротивления контура заземления, то следует уяснить, что требования ПУЭ относятся к проектируемым, вновь возводимым и реконструируемым электроустановкам. Протоколы измерений в этом случае составляются один раз в процессе приёмосдаточных работ.
В дальнейшем, при эксплуатации электроустановок начинают действовать нормы ПТЭЭП. Эти правила определяют не только нормы сопротивления контура заземляющего устройства, но и периодичность проведения измерений. Заинтересованного читателя отсылаем к ПУЭ, п. 1.8.39, таблица 1.8.38, п. 3 и ПТЭЭП, Приложение № 3, таблица 36 . В этих пунктах ПУЭ и ПТЭЭП содержится подробная информация о нормах сопротивления заземляющего контура.
Внимательное знакомство с этими документами показывает, что нормы, определяемые обоими документами, совпадают полностью. В них отражаются измерения, проводимые для контуров заземления электроустановок различного рабочего напряжения. Нормы приводятся для измерений сопротивления контура заземления с учетом присоединения естественных заземлителей и повторных заземлений так и без учёта оных. Приводим сводную таблицу:
Под повторными заземлителями и естественными заземлителями следует понимать способ устройства заземления присоединяемых к сети электроустановок. Например, к трансформаторной подстанции присоединена осветительная сеть жилого дома. В этом случае контур заземления дома является повторным заземлением. Понятно, что измерения проводятся с присоединенными потребителями и при отключении их цепей заземления.
Надо заметить, что методика измерений довольно сложна. Например, рекомендуется проводить измерения в летнее и зимнее время года, когда удельное сопротивление грунта минимально. В другое время года к результатам измерений применяются поправочные коэффициенты. Особые требован предъявляются к местам установки измерительных электродов, например, к расположению их по отношению к подземным коммуникациям, металлическим трубопроводам.
Все нюансы проведения подобного рода измерений способны учесть только профессионально подготовленные специалисты. Для проведения измерений используется только сертифицированные измерительные приборы прошедшие государственную поверку и имеющие клеймо Госповерителя.
Если вы заинтересованы в проведении разного рода электротехнических измерений, обращайтесь к нам. Мы сотрудничаем с заказчиками из Москвы и Московской области. Наши специалисты быстро выезжают на место проведения работ и в кратчайшие сроки выполняют измерения. На все возникающие вопросы мы ответим, если вы обратитесь по контактам, размещенным на нашем сайте.
По требованиям Правил устройства электроустановок все вновь сооружаемые электропроводки имеют дополнительный проводник. Называется он защитным проводником (РЕ), маркируется чередованием полос желтого и зеленого цвета.
Защитные проводники подключаются к корпусам электроприборов и соединяют их с контуром заземления. Бытовая техника: компьютеры, стиральные машины, электроплиты, СВЧ-печи — соединяется с защитными проводниками через заземляющие контакты розеток.
При пробое изоляции бытовых приборов их корпуса оказываются под напряжением. При соприкосновении с корпусом поврежденного прибора человек будет поражен электротоком. Преднамеренное соединение корпусов с землей при пробое изоляции приводит к возникновению короткого замыкания, которое отключит аппарат защиты, и поврежденное оборудование своевременно обесточится.
Даже если ток будет незначительным и отключения не произойдет, при прикосновении человека к корпусу ток через его тело будет иметь величину, не опасную для его жизни. Тело человека имеет сопротивление от десятков до сотен тысяч Ом, а сопротивление заземляющих проводников не превышает нескольких Ом. Поэтому ток через тело человека будет значительно меньше тока, уходящего в землю через защитные проводники.
Помимо защиты людей заземление корпусов приборов экранирует электромагнитные поля, излучаемые ими в процессе работы. Эт
levevg.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






