
Лига-02С — сварочный аппарат на воде
Модификация С – комплектуется для стоматологии (дополнительная ювелирная горелка с иглой, 3 сопла)
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т. п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Технические характеристики:
- Питание 220В, 50 Гц
- Потребляемая мощность, кВт 1,8
- Макс. действующее значение тока, А 9
- Давление газа, атм. до 0,4
- Макс. температура пламени, ºC 2600
- Производительность газовой смеси, л/мин. до 6
- Средний расход топлива (воды), см3/ч 150
- Время непрерывной работы, часов 4
- Макс. толщина свариваемой стали, мм 2,5
- Габариты, мм 240x280x395
- Масса, кг 20
Комплектация:
- Ювелирная горелка
- Два дополнительных сопла
- Блок электролизёра
- Охладитель-обогатитель
- Горелка
- Соединительные шланги 2
- Сменное сопло
- Заправочное устройство
- Паспорт-инструкция
Водородный сварочный аппарат
Водородный сварочный аппарат ЭС-1000
Система водородной газосварки. Высокая температура пламени, отсутствие баллонов, резка металла до 10мм. Экономия на обслуживании до 100 раз по сравнению с ацетиленовой сваркой.
Высокая температура пламени, отсутствие баллонов, резка металла до 10мм. Экономия на обслуживании до 100 раз по сравнению с ацетиленовой сваркой.
Водородный сварочный аппарат
Водородно – кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно – кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно – кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно – кислородного сварочного аппарата необходима только вода в маленьком количестве (примерно 0,2 литра в час).
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно – кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно – продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
- 1. большая производительность при небольших габаритах
- 2. стабильное давление
- 3. специальная технология изготовления пластин обеспечивает большой ресурс работы
- 4. применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
- 5. интеллектуальное управление
- 6. Автоматическое и ручное управление
- 7.
 удобство в использовании
удобство в использовании - 8. долговечность и простота обслуживания
- 9. удобное управление мощностью
- 10. широкий спектр применения
- 11. высокое качество при небольшой стоимости
- 12. высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
- 13. один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
 удобство в использовании
удобство в использованииАвтоматика облегчает переход от использования баллонов к интеллектуальному, современному, экономичному оборудованию. У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
Сравнение затрат при эксплуатации сварочного оборудования
Стандартное газобалонное оборудование в Украине:
- Стоимость Ацетилен баллона 40 л. – 50$/шт.
- Заправка Ацетилен баллона 40 л. – 40$/шт.
- Стоимость Пропан-бутан баллона 50 л. – 35$/шт.
- Заправка Пропан-бутана 50 л. – 15$/шт.
- Стоимость Кислород баллон 40 л. – 50$/шт.
- Заправка Кислород баллон 40 л. – 6$/шт.
- Редуктор + манометр – 15$.
- Стоимость комплекта с баллоном Ацетилен – 161$.
- Стоимость комплекта с баллоном Пропан-бутан – 121$. (без шлангов, горелок и т.д)

Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
- 1 баллон Ацетилена + 10 баллонов Кислорода = 100$.
- 1,3 баллон Пропан-бутан + 10 баллонов Кислорода = 80$.
- + доставка баллонов, стоимость которой часто превышает стоимость самого газа.
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 1300$.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность усредненная 2,5 кВт/час
2,5 х 30 = 75 кВт/час ( потребление ел. Энергии за 30 часов. )
)
75 х 0,05 = 3,75. (примерная стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 0,1 = 1,5$. (стоимость дистиллированой воды)
3,75 + 1,5 = 5,25$. (затраты на 30 рабочих часов)
Вывод:
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
- Ацетилена + Кислорода = 100$.
- Пропан-бутан + Кислорода = 80$.
- Вода + Эл. Энергия = 5, 25 $.
Сварочный аппарат водородный: зачем нужно подобное оборудование?
Водородное сварочное оборудование: особенности соединения материалов
Сварочный аппарат – устройство, без участия которого при строительстве, на производстве или в быту задача скрепления металлических деталей будет практически неосуществима. Водородный аппарат для производства сварочных работ – оборудование, достойное внимания, а поэтому постараемся рассмотреть все его полезные качества.
Описание и характеристики водородного аппарата
Водородный аппарат предназначен для резки, пайки и сварки металлов, при этом материалы могут быть цветными и черными. Особенностью такого приспособления является то, что им можно обрабатывать стекло, пластик, кварц и оргстекло.
Особенностью такого приспособления является то, что им можно обрабатывать стекло, пластик, кварц и оргстекло.
Водородный аппарат послужит отличным помощником в ювелирном деле, в стоматологических целях, на станциях технического обслуживания. Такой сварочный аппарат пригодится в отраслях, где необходим высокотемпературный локальный нагрев.
Сварочный аппарат функционирует на водороде, вырабатываемом внутри устройства.
Заполучить водород выходит благодаря расщеплению молекул воды на атомы кислорода и водорода, при этом образуя газовую смесь с высокой потенциальной энергией, используемой для соединительных работ.
Для продуктивного функционирования данного оборудования понадобится полтора литра воды (дистиллированной), а также доступ к бытовой электрической сети (220В).
Технические характеристики:
- Питающая сеть – 220В,
- Потребляемая мощность – до 2 кВт,
- Производительность газа – до 480л/час,
- Расход дистиллированной воды – 150 мл. /час.
 /час.
/час.Преимущества:
- Стабильное давление,
- Сварочный аппарат имеет значительную производительность при незначительных габаритах,
- Специализированная технология производства пластин обеспечивает существенный ресурс работы,
- Различные режимы функционирования,
- Удобство применения,
- Удобное управление мощностью,
- Долговечность, а также простота обслуживания,
- Широкий спектр использования,
- Высокое качество и стабильность наряду с незначительной стоимостью,
- Применение ШИМ дает возможность снизить энергетические затраты, снизить массу оборудования,
- Эффективность и удобство при сравнении с газосварочными баллонами,
- Возможность эксплуатации одного оборудования на нескольких рабочих местах одновременно,
- Универсальность.
Как сделать оборудования своими руками?
Водород, как известно, во время смешивания с воздухом способствует созданию взрывоопасной смеси – так называемого, гремучего газа. Температура горения водорода составляет 2800 градусов Цельсия.
Температура горения водорода составляет 2800 градусов Цельсия.
Целесоо
бразно разобраться в собственноручном производстве такого полезного оборудования, как сварочный аппарат. Постараемся рассмотреть порядок работы и применяемые материалы с инструментами.
Инструменты и материалы:
- Листовая нержавеющая сталь,
- Болты с гайками,
- Оргстекло, либо стеклопластик,
- Резина или пластик,
- Герметик,
- Соединительные штуцера, а также патрубки.
Порядок работы:
- Начинать своими руками собирать качественный сварочный аппарат следует со сборки электролизера, а поэтому, сначала нарежьте пластины нержавеющей стали,
- Далее в пластинах стоит высверлить отверстия, предназначенные для циркуляции раствора, прохода газа между отсеками,
- Следующим образом понадобится нарезать изолирующие пластиковые промежутки, но лучше будет выполнить их из резины,
- Теперь нужно вырезать своими руками боковые основы из вышеупомянутого материала – оргстекла, после чего можно приступать к сворке оборудования. Для того чтобы для болтов отверстия совпадали, желательно положить одно стекло на другое, после чего высверлить аккуратно по диагонали два отверстия. Далее надо зафиксировать их шурупами,
- Начинаем собирать сварочный аппарат. На оргстекло следует нанести герметик, уложить пластик на пластик, кладем нержавейку, после чего промазываем герметиком,
- Наиболее крайние пластины потребуется отвести таким образом, чтобы можно было зафиксировать контакты,
- Прежде чем как закрывать верхний отсек в стекле, надо выполнить пару отверстий своими руками вверху для выхода газа, а также для поддержки уровня раствора снизу,
- Нижний патрубок понадобится соединить с бутылкой, в которую будет заливаться раствор. Таким образом, раствор будет попадать в отсеки,
- Теперь можно приступать к производству водного затвора. Таким образом, в пробке выполняем два отверстия, при этом стоит знать, что в одну будет входить трубка электролизера и загружается в воду. Второе отверстие служит для трубки горелки,
- Роль горелки может исполнить обыкновенный шприц, то есть игла,
- Для питания можно использовать мощный источник постоянного тока, расчет напряжения – 2В на пластину нержавеющей стали. То должен приравниваться не менее 7 А, при этом рабочий параметр подается на крайние пластины,
- В конце можно будет сделать самое главное – приготовить раствор, для чего добавим обычную пищевую соду. Концентрация воды должна рассчитываться по амперажу ток должен находиться в пределах 4-6А.
 Для того чтобы для болтов отверстия совпадали, желательно положить одно стекло на другое, после чего высверлить аккуратно по диагонали два отверстия. Далее надо зафиксировать их шурупами,
Для того чтобы для болтов отверстия совпадали, желательно положить одно стекло на другое, после чего высверлить аккуратно по диагонали два отверстия. Далее надо зафиксировать их шурупами, То должен приравниваться не менее 7 А, при этом рабочий параметр подается на крайние пластины,
То должен приравниваться не менее 7 А, при этом рабочий параметр подается на крайние пластины,Изучив определенные шаги изготовления устройства, произвести сварочный аппарат, который будет эксплуатироваться при помощи водорода, и в будущем послужит отличную и долговечную службу.
Водородный сварочный аппарат: преимущества работы
- Суть процесса
- Варианты применения
- Плюсы водородной сварки
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания.
Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность.
Сварочный шов получается качественным, а производительность остается на высоком уровне.
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение.
Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Также такая сварка не применяется при обработке меди.
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.
Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность.
Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен.
Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание,
- выпаивание,
- порошковое напыление,
- кислородная резка,
- термическое упрочнение,
- наплавка.

Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Преимущества данного типа сварочных работ таковы:
- эффективность,
- безопасность,
- экологичность,
- компактность,
- небольшая трудоемкость,
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло,
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах,
- водородная атмосфера создает защиту поверхности от окисления,
- нет необходимости перезарядки.
Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм.
Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм.
Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота.
Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Водородная сварка своими руками
Газовая сварка позволяет аккуратно накладывать швы на тонкий металл. Смена сопла с разным диаметром выходного отверстия дает возможность производить работы как на трубах, так и на узких элементах. Но у пропан-ацетиленового пламени есть предел — существуют ограничения по использованию баллонов в замкнутом пространстве под землей в тоннелях.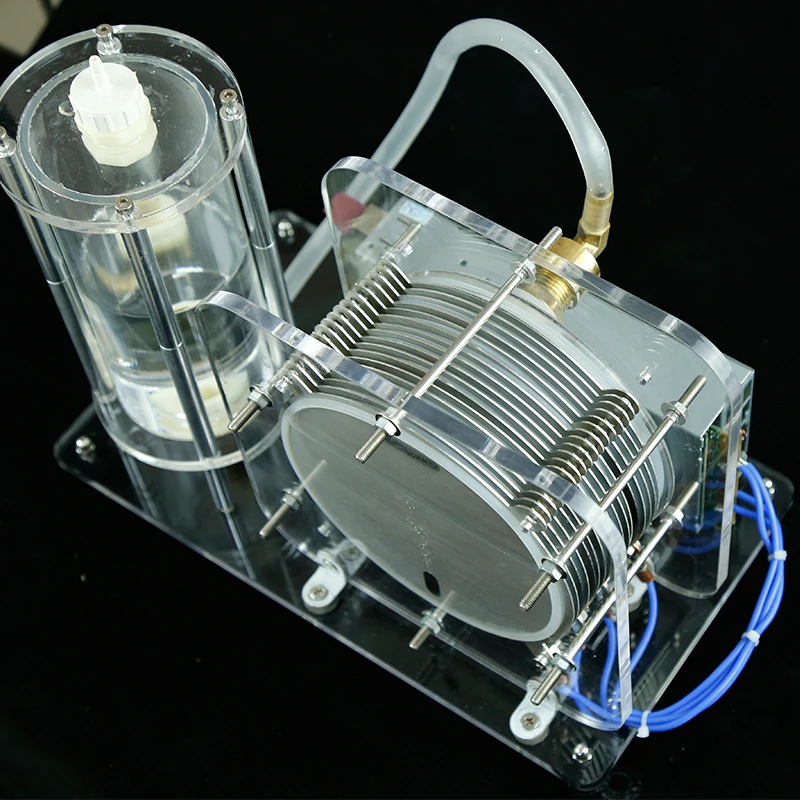
Еще обычным пламенем не получится припаять сильно мелкие детали ювелирных украшений. Поэтому применяется водородная сварка. Метод аналогичен с ацетиленовым пламенем, и его легко освоить. Для реализации используется несложное оборудование. Возможна водородная сварка своими руками, что пригодится для ремонтных работ на дому или в небольших мастерских.
Суть и особенности
Газовая сварка происходит за счет горения газообразного вещества. Чаще всего применяют ацетилен в баллонах или из генератора, где карбид окисляется водой. Там, где требуется меньшая температура пламени на тонких изделиях, или в случае проведения работ по резке металла, используется газ пропан. Он подается по шлангам в трубку горелки и воспламеняется от поджига спичкой.
По второй шланге из соседнего баллона в смесительную камеру подается кислород. Он не горюч, но поддерживает пламя первого газообразного вещества. За счет высокого давления, можно разгонять температуру огня до 3000 градусов. Им можно выполнять сварку или резку. В качестве побочного действия в воздух выделяются продукты горения смеси.
В качестве побочного действия в воздух выделяются продукты горения смеси.
По такому же принципу функционирует и водородная сварка, только вместо ацетилена по каналам горелки движется водород. Его опасно использовать в баллонах, ввиду легкой взрываемости большого объема газа. Утечка водорода и скопление в низине может привести к удушью и сильному головокружению. Поэтому его производят на месте сварки в специальной емкости. Для этого применяют углеводороды:
Проведение тока по этим жидкостям между двумя электродами дает достаточно водорода для сварки и резки, и безопасно в закрытых помещениях. Электролизный процесс позволяет уменьшить количество шлака в сварочной ванне, которого возникает очень много из-за чистого водорода в баллонах.
В результате шов получается плотным, без сильных пор. Для толстых металлов используются горелки с дополнительной подачей кислорода. В сварке мелких элементов достаточно только того, что получено в электролизере. Электрический разряд разделяет жидкость и содействует выработке как водорода, так и кислорода в виде пара.
Им, в зажженном состоянии, и осуществляются работы.
Применение метода
Сварка водородом широко применяется в сложных условиях. Это могут быть тоннели метро, шахты, глубокие монтажные колодцы и коллекторы.
Доставка баллонов в такие места либо невозможна, либо это чревато утечкой и взрывом. Сварочный метод с использованием электролиза позволяет безопасно проводить подобные работы.
Горящим веществом является пар, абсолютно безвредный для человека и окружающей среды.
Смена сопла на меньший диаметр, вплоть до иголки, делает возможным ювелирные работы, такие как:
- пайка шва золотых колец,
- ремонт цепочек,
- создание крепежных элементов для инкрустирования.
Этот вид пламени применяется в стоматологическом деле, для пайки металлических протезов. На производстве им обрабатывают стеклянные изделия. Больше всего водородная сварка подходит для углеродистой стали и дорогих металлов. Хорошо выполняется резка материалов как большой толщины на мощных моделях, так и тоненьких пластин игольчатыми соплами.
Преимущества водородной сварки
Сварка водородом завоевала широкое применение в определенных кругах благодаря следующим особенностям:
- аккуратные тонкие швы,
- возможность вести сварку и пайку на ювелирных украшениях,
- отсутствие вреда для органов дыхания человека,
- легкое небольшое оборудование, удобное для транспортировки,
- возможность вести работы в замкнутом пространстве, где запрещены другие технологии по сварке,
- пламя хорошо воздействует на все виды углеродистой стали и драгоценные металлы,
- для продолжительной работы не требуется частой перезарядки,
- возможность осуществлять резку материалов,
- подобный аппарат легко собрать своими руками.
Водородная сварка, несмотря на столько преимуществ, имеет и несколько минусов. Маленькие горелки и узкие сопла способны работать только на тонких деталях.
Чтобы вести сварку на толстых изделиях требуются мощные аппараты, с дополнительной подачей кислорода. При сваривании меди швы характеризуются многочисленными порами. Этот же дефект проявляется на легированных сталях.
При сваривании меди швы характеризуются многочисленными порами. Этот же дефект проявляется на легированных сталях.
Пламя от чистого водорода трудно разглядеть невооруженным глазом.
Создание водородной сварки своими руками
Чтобы производить мелкие сварочные работы водород-кислородным пламенем в домашних условиях потребуется смастерить небольшой аппарат по расщеплению жидкости и добыче этих газов. Свой электролизер можно сделать по разным схемам сложности. Самая простая состоит из двух емкостей и источника тока.
Основная емкость
Первая тара должна быть хорошо герметизирована. Она заполняется раствором едкого натра. Это гидроксид, который больше известен как щелочь. Соотношение с дистиллированной водой составляет 1/10. Именно этого будет достаточно для расщепления и получения газов, позволяющих полноценно вести сварку и пайку.
Емкость необходимо снабдить электродами, которые будут погружены в жидкость и, находясь под напряжением, запускать процесс добычи газа. Электродами могут быть пластины из нержавейки, шириной в 40 мм и толщиной 2-3 мм.
Электродами могут быть пластины из нержавейки, шириной в 40 мм и толщиной 2-3 мм.
Потребуется сделать наборную конструкцию, которая позволит одновременно задействовать весь объем жидкости в таре. Для этого ряд пластин, просверливается по верхнему и нижнему краю и соединяется длинными шпильками на диэлектриках.
На сборном блоке делается три клеммы: два минуса по краям и один плюс по центру.
Верх каждой из трех клемм загибается под 90 градусов и болтом крепится к крышке емкости. С другой стороны на эти болты будут накидываться клеммы от источника тока.
В нижней части тары проделывается отверстие и монтируется штуцер, обжимаемый гайками и резиновыми прокладками с каждой части стенки. В него вставляется трубка для подпитки электролита.
В крышку емкости врезается второй штуцер на аналогичном креплении, по трубке которого будет отток пены и газа в обменную камеру. Когда основная емкость готова, происходит закрытие крышки, чтобы при вспенивании жидкость не брызгала.
Источник тока для водородной сварки
Источником тока может быть простой аккумулятор на 12 V. Но это не позволит регулировать силу пламени, ведь выработка водорода и кислорода будут производиться на одинаковом уровне.
Для сварки и резки на постоянной толщине металла этого хватит, а вот на тонких элементах потребуется регулировка. Поэтому лучше воспользоваться зарядным устройством для машинных аккумуляторов, настроив его на 3 V.
Это даст возможность варить тонкие пластины и ювелирные украшения.
Запитывать его можно от бытовой сети в 220V. Для работы с толстыми сталями потребуется трехфазная сеть и более мощное зарядное устройство. Но в небольшой мастерской можно обойтись и аккумуляторами меньших значений тока.
Обменная камера
Чтобы отбирать выработанный газ и подавать его в горелку, используется вторая емкость. В ней вырезается четыре отверстия:
- Верхняя горловина для заливки и дозаправки жидкости.
- Нижний штуцер для подачи электролита в основную емкость.
- Верхний штуцер для принятия пены, газа, и остатков электролита.
- Штуцер на крышке для подачи водорода и кислорода на горелку.

После сборки всех трубок и крышек, конструкцию необходимо загерметизировать, чтобы жидкость и пары газа не просачивались наружу. Это достигается путем хороших прокладок под штуцеры и клея «Момент», которым заливается крышка основной камеры. Используемые материалы должны быть устойчивы к щелочной среде.
Изготовление горелки
Чтобы осуществлять сварку и пайку водородом потребуется резиновый шланг по которому смесь паров будет поступать на рабочий элемент в руках сварщика. Последним может послужить обычная иголка от капельницы, имеющая более толстые стенки. Край шланги насаживается на пластиковый стержень основания иглы и затягивается хомутом. Второй хомут устанавливается на штуцер с обменной камерой.
Когда все коммуникации собраны, можно приступать к испытанию аппарата. На клеммы накидываются контакты от источника тока и подается напряжение.
Электролиз начинается очень быстро и уже через пару минут можно пытаться поджигать пламя на конце иглы. Чтобы регулировать силу горения уменьшают либо увеличивают напряжение на аппарате.
Водородное пламя отличается длинной структурой факела и необходимо приловчиться подносить его к изделию не обжигая окружающие детали.
Сварка водородом служит хорошей альтернативой пропану и кислороду, позволяя выполнять ювелирные работы с аккуратной пайкой. Резкой можно создавать разнообразные узоры на металле. А экологическая чистота делает этот метод безопасным в замкнутых помещениях без вентиляции.
Поделись с друзьями
Водородная сварка — экологическая чистота и легкость работы!
Безопасность водородной сварки, отличающей ее от других традиционных способов, обеспечивается тем, что продуктом горения, образованным в процессе, является пар.
Водородная сварка – это один из методов газопламенной обработки, при котором используются смесь кислорода с горючими газами.
Водородное пламя прекрасно заменяет ацетиленовое, когда необходимо выполнить резку, пайку и сварку разных материалов.
Особенности процесса
Использование водорода в качестве топливо заменяющего ацетилен приводит к покрытию сварочной ванны толстым слоем шлака. Шов, полученный таким способом, отличается низким качеством из-за повышенной пористости и тонкости.
Исключить подобные дефекты помогает применение органических соединений, связывающих кислород. Для этого используют подогретые до определенной температуры углеводороды: бензины, бензолы, толуолы, и другие.
Температура нагрева должна составлять от 30% до 80% от температуры кипения элементов.
Углеводы применяются в минимальном количестве, поэтому сварка водородом стоит почти столько же, сколько и другие способы газопламенного воздействия.
Основная сложность способа заключается в том, что часто не хватает эффективного источника водорода и кислорода. Использование баллонов с газом зачастую становится не целесообразным в связи с высоким риском возникновения обморожений и удуший при их эксплуатации.
Водородное пламя трудно заметить при дневном свете. Его возникновение обнаруживается только сверхчувствительными датчиками. Но все проблемы решаются применением специальных аппаратов, которые, воздействуя на воду электрической энергией, способствуют ее распаду на водород и кислород. Устройства – электролизеры, производят одномоментно два газа.
Приборы достаточно легки в применении, благодаря простоте и мобильности конструкции. Они являются отличной заменой крупногабаритному и тяжеловесному оборудованию, и могут использоваться при отсутствии прямых источников питания, что делает доступной водородную сварку своими руками в домашних условиях.
Оборудование для водородной сварки
Аппараты для сварки, проводимой таким способом, обладают различной мощность и работают от электрической сети. Они оснащены обычной горелкой, которая обеспечивается водородно-кислородной смесью посредством шланга.
Температура пламени варьируется от 600 до 2600ºС и устанавливается с помощью специальных устройств.
Водородно кислородная сварка может выполняться с помощью ручного и автоматического оборудования, которое не представляет никакой сложности при эксплуатации, благодаря низкой трудоемкости процесса и отсутствию нужды в постоянной перезарядке устройства.
Компактная аппаратура обладает большой мощностью и приводится в рабочее состояние за небольшой период времени, который зависит от температурных условий в месте проведения работ и количества газов, требуемых для сварочного процесса.
Атомно водородная сварка требует от сварщика только владения основными навыками и знаниями о газопламенной обработке, которые позволят без труда выполнить сварку элементов, и получить в месте соединения качественный и прочный шов.
Еще одним преимуществом водородной сварки является экологическая чистота процесса и его продуктивность. Например, ацетилен, используемый в качестве топливного газа, загрязняет окружающую среду соединениями, обладающими огромной токсичностью. А продуктом горения в процессе использования водородного оборудования является обычный пар.
Они предназначены как для сварочных работ, так и для ручной или автоматической кислородной резки, пайки, порошковой наплавки, термическом упрочнении и порошковом напылении. Компактное оборудование оснащено несколькими режимами работы, что позволяет выполнять с его помощью соединение материалов различной толщины и резку самых толстых металлических листов.
Применение
Ювелирное дело, стоматология, ремонт холодильного оборудования, сервисные центры, занимающиеся ремонтом и обслуживанием техники — не могут обойтись без применения сварочных аппаратов, с водородно-кислородным топливом. Устройства отлично подходят для использования их в помещениях, где запрещена эксплуатация взрывоопасных баллонов, наполненных кислородом или пропаном.
К преимуществам водородной сварки относятся также:
- низкая стоимость процесса,
- отсутствие отходов,
- отсутствие дорогих исходных материалов, для работы нужен небольшой объем воды,
- экологическая чистота производства,
- широкий спектр обрабатываемых материалов.

Атомно-водородная сварка, в основе которой лежит действие электродуги, прекрасно выполняет сваривание чугунных, легированных, низкоуглеродистых сталей. Но использование этого подвида сварки плавлением в промышленных целях ограничено высоким напряжением источников питания, которое представляет угрозу жизни человека.
Водородная сварка очень востребована при проведении сварочных работ в труднодоступных местах, например, колодцах, толях, железнодорожных цистернах, где нельзя использовать баллоны, наполненные пропаном и ацетиленом. Также существуют водородные сварочные приборы, с помощью которых можно соединять материалы в условиях низкой температуры.
Электролизная водородная HHO горелка | Катушки Тесла и все-все-все
Это восхитительный простотой своей идеи девайс, доступный к домашней сборке с минимумом использованных инструментов и навыков (разумеется, в продвинутом варианте всё усложняется за счёт примочек и заморочек). Суть очень проста: берём электроды, суём в электролит, подаём ток, собираем на выходе водород-кислород. 2): при большем токе будет иметь место перегрев электролита и закипание — то есть, пена, тысячи её, при меньшем — теряем в газовыделении. Падение на одной паре электродов для такого тока получается 2-3 вольта, в зависимости от концентрации электролита (я взял 10%, это соответствует примерно 2.2-2.3 вольта падения).
2): при большем токе будет иметь место перегрев электролита и закипание — то есть, пена, тысячи её, при меньшем — теряем в газовыделении. Падение на одной паре электродов для такого тока получается 2-3 вольта, в зависимости от концентрации электролита (я взял 10%, это соответствует примерно 2.2-2.3 вольта падения).
При таких обстоятельствах качать две огромных пластины сотнями ампер тока при двух вольтах представляется не очень разумным решением. Гораздо лучше соединить несколько ячеек последовательно: тогда мы сможем увеличить рабочее напряжение и площадь электродов во много раз при том же токе.
А теперь осталось только сообразить, что одна пластина электрода может быть с одной стороны катодом одной ячейки, а с другой — анодом другой.
Короче, просто набираем бигмак из чередующихся кольцеобразными прокладками пластин. Больше пластин — больше напряжение при том же токе, больше площадь одной каждой пластины — больший ток при том же напряжении. Увеличение числа пластин увеличивает суммарное падение на них напряжения. На схеме всё понятно видно.
На схеме всё понятно видно.
Теперь о практических нюансах постройки. Первое и самое главное: материал электродных пластин. Поскольку работать им предстоит в агрессивной среде (сильная щёлочь, электролитические реакции, температура 50-80 градусов), выбор — из доступного — только один, нержавеющая сталь.
Но и тут не так просто, стали куча марок, и подходят далеко не все. Опытным (а также частично теоретическим и частично сравнительно-аналитическим — изучением описаний промышленных установок электролизной газосварки) путём была определена распространённая и подходящая сюда сталь: 12Х18Н10Т.
Не суть важно, это довольно модная и частая сталь и её не очень трудно отыскать в листах размерами типа 1000*2000 мм (способ раскройки листа на пластины оставляю на усмотрение желающих повторить девайс). Её аналог — AISI 321 — тоже должна теоретически подходить. Не знаю, не пробовал.
Безтитановая 08Х18Н10, например, ржавеет и окисляется, хотя, казалось бы, должна подходить вполне.
В каждой пластине необходимо проделать отверстия снизу и сверху на расстояниях чуть меньше диаметра прокладки друг от друга (но не менее 0.5-1 см от края прокладки) — для газообмена и для распределения электролита по ячейкам. Хватит где-то 5 мм сверла.
Не забыть припаять провода к внешним частям пластин перед сборкой.
Щёлочь. Подойдёт NaOH или KOH, желательно чистый, а не технический. Начинать с концентрации 10% по массе (в дистиллированной воде), дальше экспериментировать. Выше концентрация — выше ток, но больше пены.
Резиновые прокладки почти все из продающихся уже маслобензощелочестойкие. Я использовал о-ринги (кольца круглого сечения) где-то 130 мм диаметром. Их нужно на одну меньше чем пластин.
Стягивающие пластины. Требуется нечто очень слабо гнущееся и жёсткое.
Идеально и классика постройки — толстое, двухсантиметровое оргстекло. В нём же можно проделать выводы и резьбу под газ и доп. топливный бачок.
У меня не было оргстекла, я просто впаял медные трубки в последнюю нержавеющую пластину, а для стяжек использовал 27 мм фанеру.
Если все вышеназванные компоненты — сталь, прокладки, стяжки — есть, можно собрать их вместе, проверить небольшим поддувом давления — прокладки не должны выпячиваться и вообще не должно быть травления воздуха при давлении хотя бы 0.5-0.
6 атм, залить щёлочь — и переходить к внешнему обвесу.
Перво-наперво следует сделать водный затвор. Водород-кислородная смесь, HHO, невероятно злая штуковина.
Она с лёгкостью детонирует, да и сгорает весьма резво, не требуя притом никаких окислителей (кислород-то есть).
Если в процессе работы пламя почему-либо проскочит в шланги и дойдёт до электролизера — в лучшем случае по всему рабочему помещению будет размётана горячая щёлочь вперемешку с кусками прокладок. Но этого довольно легко избегнуть, поставив простую конструкцию, суть которой ясна из схемки.
Пламя не имеет шанса проскочить вниз по пузырькам сквозь слой воды или иной жидкости, и таким образом проскока горения в сам девайс не произойдёт. Конструкция чуть менее, чем полностью собирается из сантехники из магазина метизов.Далее следует озаботиться горелкой.
Конструкция чуть менее, чем полностью собирается из сантехники из магазина метизов.Далее следует озаботиться горелкой.
В качестве сопла лучшее, что удалось найти — толстые цельнометаллические иглы (типа «Рекорд» и подобные) от советских многоразовых шприцов. Но поскольку идея использовать ещё и сам шприц как часть горелки — не самая лучшая, я просто оторвал носик шприца и припаял его к насадке на полноценную пропан-кислородную горелку.
А далее следует важный момент.
Ввиду уже упомянутого выше злобства HHO в плане горения в целом и особенно его, горения, скорости, все возможные места в горелке следует плотно, утрамбовывая, забить спутанным мелким-мелким медным проводочком.Я использовал несколько метров МГТФа (там жила порядка 0.
07 и меньше), основательно перепутанного в медную кашицу, каковой забил почти весь «ствол» горелки и большую часть её носика. Это почти наверняка предотвратит проскок пламени в шланги даже при неправильном выключении (а совсем наверняка — при случайном таки проскоке — защитит уже гидрозатвор). Пренебрегать объёмом и количеством этой медной мотни очень не рекомендую.
Пренебрегать объёмом и количеством этой медной мотни очень не рекомендую.
И начинаться она должна от почти что самого сопла горелки.
Мелочи вроде шлангов, соединений, подводки манометра подробно расписывать не буду, они делаются из того что под рукой. Хорошо себя зарекомендовали виниловые и силиконовые медицинские трубки, их легко найти нужного, налезающего на стандартные сантехнические медные трубки диаметра.Питание.
В качестве питания всё просто, сколько_нужно вольт и 8-15 ампер. Я пока что использую ЛАТР и понижающий до 110 вольт трансформатор ОСМ-0,63 (600 ватт), после которых стоят диодный мост на 50 ампер (с запасом), фильтрующий электролит и амперметр для контроля тока. Потребляемое сейчас напряжение — 68 вольт, ток — 8-10А, соответственно мощность около 500-600 ватт.
Если расширить устройство до где-то 140 пластин, станет возможным прямое сетевое бестрансформаторное включение, что приведёт девайс в состояние неимоверной крутости и что и планируется сделать, как только достану резиновые прокладки — ещё 110 штук. Короче, если всё сделано, можно включать.
Короче, если всё сделано, можно включать.
Расписывать возможные косяки, которые могут проявиться, очень лень, здесь всё же сайт не с набором инструкций «сделай сам для чайников». Вкратце так. Во-первых, может быть пена. Пена означает грязный электролит, грязь на пластинах или переток/перегрев. Если грязь, ждём минут 20-30 на небольшом токе, пока не исчезнет. Если переток/перегрев, снижаем ток или даём остыть.
Если грязный электролит — юзаем другую щёлочь и дистиллированую или хотя бы талую воду Далее, оно может плеваться щёлочью вместе с газом. Слишком большой уровень электролита, слить или дать поработать, пока не убавится. Давление не держится при закрытой горелке — где-то травит. Необходимо проверить.
Если девайс подтекает щёлочью между пластин — надо выяснить где именно, посмотреть, заменить прокладку или пластину. Течь ничего нигде не должно, ни газом, ни жидкостью. Слишком слабый поток газа, пламя проскакивает в горелку или сжигает иглу-сопло — уменьшить диаметр сопла или увеличить мощность газовыделения.
Кстати, при прогреве пластины могут прогибаться и замыкаться друг с другом — это надо отследить и положить между уголками что-нибудь.Проверять на горение рекомендую не в помещении (а то ещё ебанёт, простите мой французский, и будет всё в щёлочи). Я вытаскивал на улицу, когда убедился в безопасности — занёс назад внутрь.
Если всё сделано верно, на конце иглы загорится либо бледное жёлто-розоватое, либо довольно яркое жёлтое (последнее означает пробравшийся в пары натрий) пламя длиною несколько сантиметров, почти бесшумное, очень плохо задуваемое. Экспериментируя с подводимой мощностью, концентрацией электролита и диаметрами игл-сопел можно добиваться довольно интересных результатов.
Само по себе водород-кислородное пламя довольно жёсткое и не очень удобно для прогрева больших деталей, к тому же сильно окислительное. Если прогнать предварительно газ HHO через слой бензина, например, он обогатится его испарениями, которые, сгорая дадут дополнительную мощность пламени, и сделают его обогащённым. Обогащённое пламя имеет характерную кинжальную форму, большую мощность и размер, и характерный углеводородный сине-белый цвет. У меня обогатитель повторяет по конструкции гидрозатвор (только налит бензин вместо воды), и поэтому, поскольку они стоят вместе, можно плавно регулировать степень насыщенности пламени. С обогащённым пламенем виден истинный размер струи — около 30 сантиметров (в то время как с быстро сгорающим HHO видны от силы 5-7 см).
Обогащённое пламя имеет характерную кинжальную форму, большую мощность и размер, и характерный углеводородный сине-белый цвет. У меня обогатитель повторяет по конструкции гидрозатвор (только налит бензин вместо воды), и поэтому, поскольку они стоят вместе, можно плавно регулировать степень насыщенности пламени. С обогащённым пламенем виден истинный размер струи — около 30 сантиметров (в то время как с быстро сгорающим HHO видны от силы 5-7 см).
Сварочный аппарат на воде
Главная » Статьи » Сварочный аппарат на воде
Сжатые газы, используемые при сварке, как правило, весьма взрывоопасны. Сварочный аппарат, разработанный в рамках европейского проекта SafeFlame не нуждается в подобном топливе. Для его работы нужна лишь электроэнергия и вода.
Вода разлагается на кислород и водород в процессе электролиза, затем эти газы смешиваются и поджигаются на выходе из сопла горелки. Изменяя пропорции подаваемых к соплу газов, можно получать окислительное, восстановительное или нейтральное пламя, а температура сварки регулируется за счет изменения мощности, подаваемой на электролизер.
Такая технология позволяет не только снизить опасность взрывов и пожаров, отказавшись от хранения газов в баллонах, но и сократить расходы на покупку и транспортировку новых баллонов взамен опустошенных.
Информация о предполагаемой стоимости сварочных аппаратов SafeFlame пока отсутствует, но сообщается, что разработчики нашли способ снизить количество платины, используемой в электролизере, и тем самым сократить конечную стоимость устройства.
По сообщению Gizmag
Разработан уникальный сварочный аппарат, работающий на воде
Новый сварочный аппарат, а точнее новая технология сварки позволяет отказаться от хранения и использования взрывоопасных газов, например, ацетилена или пропана, сообщается в материалах «Популярной механики» со ссылкой на информацию портала «Gizmag».
Используемые при сварке сжатые газы, как правило, легковоспламеняющиеся и поэтому взрывоопасны. При ответе на вопрос, какой вы знаете не горючий и наиболее доступный материал, первое, что приходит в голову — это вода.
Именно от этого отталкивались разработчики европейского проекта «SafeFlame», создавая свой уникальный сварочный аппарат, работающий на подобном топливе.
Для генерации пламени не используется ничего, кроме воды и электричества.
В сварочном аппарате «SafeFlame» электрический ток генерирует электролиз обычной воды, разделяя ее на водород и кислород. Эти газы затем смешиваются и поджигаются при выходе из сопла горелки.
Путем тонкой настройки (изменения) пропорций поступающих к соплу газов, можно получать различные виды пламени: окислительное пламя, восстановительное или нейтральное, а для регулирования температуры сварки предусмотрено изменение мощности, подводимой к электролизеру.
Технология позволяет производить водород и кислород прямо на месте использования, никаких баллонов, заполненных горючими газами, не требуется. Это снижает опасность пожаров и взрывов, а также значительно уменьшает затраты на проведение сварочных работ: отпадает необходимость покупки газов, их транспортировки и обустройства безопасных мест для хранения.
Прототипы «SafeFlame» уже начали использоваться в Европе, коммерческое производство планируется начать в ближайшее время.
Информации о предполагаемой стоимости новых сварочных аппаратов пока нет, но говорится о том, что разработчикам удалось снизить количество используемой в электролизере платины, что тем самым сокращает и стоимость устройства в целом.
Новый сварочный аппарат, а точнее новая технология сварки позволяет отказаться от хранения и использования взрывоопасных газов, например, ацетилена или пропана, сообщается в материалах «Популярной механики» со ссылкой на информацию портала «Gizmag».
Используемые при сварке сжатые газы, как правило, легковоспламеняющиеся и поэтому взрывоопасны. При ответе на вопрос, какой вы знаете не горючий и наиболее доступный материал, первое, что приходит в голову — это вода.
Именно от этого отталкивались разработчики европейского проекта «SafeFlame», создавая свой уникальный сварочный аппарат, работающий на подобном топливе.
Для генерации пламени не используется ничего, кроме воды и электричества.
В сварочном аппарате «SafeFlame» электрический ток генерирует электролиз обычной воды, разделяя ее на водород и кислород. Эти газы затем смешиваются и поджигаются при выходе из сопла горелки.
Путем тонкой настройки (изменения) пропорций поступающих к соплу газов, можно получать различные виды пламени: окислительное пламя, восстановительное или нейтральное, а для регулирования температуры сварки предусмотрено изменение мощности, подводимой к электролизеру.
Технология позволяет производить водород и кислород прямо на месте использования, никаких баллонов, заполненных горючими газами, не требуется. Это снижает опасность пожаров и взрывов, а также значительно уменьшает затраты на проведение сварочных работ: отпадает необходимость покупки газов, их транспортировки и обустройства безопасных мест для хранения.
Прототипы «SafeFlame» уже начали использоваться в Европе, коммерческое производство планируется начать в ближайшее время.
Информации о предполагаемой стоимости новых сварочных аппаратов пока нет, но говорится о том, что разработчикам удалось снизить количество используемой в электролизере платины, что тем самым сокращает и стоимость устройства в целом.
Водородный сварочный аппарат
S400 ACS (Jeweller)
Генератор электролизного типа, для производства газовой смеси: водорода и кислорода, с системой обогащения углеродом.
Область применения: Сварка, пайка, обжиг, локальный высокотемпературный нагрев в ювелирных и стоматологических мастерских, а так же для обработки и плавки стекла и кварца, термической обработки пластмассы, акрила, других органических и синтетических полимеров.
Потребляемая мощность максимальная: 1300 Вт.
Производительность газа, номинальная: 450 л/час.
Разовый объем заправки углеводородной добавки: 200 мл.
Масса аппарата: 34 кг.
Генератор электролизного типа, для производства газовой смеси: водорода и кислорода, с системой обогащения углеродом.
Предназначен для сварки, пайки черных и цветных металлов, для нагрева, обжига или термической обработки металлов, пластмасс, дерева, полимеров, стекла или кварца.
Потребляемая мощность до: 3300 Вт.
Производительность газа до: 900 л/час.
Объем заправляемой воды: 3 литра.
Отличный выбор для домашнего использования,
для небольшого производства или частного бизнеса.
Генератор электролизного типа, для производства газовой смеси: водорода и кислорода, с жидкостной системой охлаждения.
Предназначен для очистки автомобильных двигателей от углеродистых отложений. Оснащен жидкостной системой охлаждения. Управление питанием осуществляется при помощи переносной сенсорной панели и брелока с радиусом действия до 50 метров.
Напряжение питания: 220 В, 50/60 Гц.
Потребляемая мощность до: 5000 Вт.
Максимальная производительность газа: 1500 л/час.
Время непрерывной работы 3-5 часов
Встроенный электрический счетчик потребленной энергии.
Встроенный контроллер управления системой охлаждения.
Отличный выбор, как для промышленного использования, так и для частного бизнеса. Приобретая наше оборудование Вы приобретаете готовый бизнес с высокой рентабельностью и коротким сроком окупаемости.
Генератор электролизного типа, для производства газовой смеси: водорода и кислорода, с воздушной системой охлаждения.
Предназначен для очистки автомобильных двигателей от углеродистых отложений. Также предназначен для сварки, пайки черных и цветных металлов, для нагрева, обжига или термической обработки металлов, пластмасс, дерева, полимеров, стекла или кварца.
Напряжение питания: 220 В, 50/60 Гц.
Потребляемая мощность до: 3800 Вт.
Номинальная производительность газа: 1000 л/час.
Время непрерывной работы 1-2 часа
Отличный выбор, как для домашнего использования,
так и для промышленного производства и частного бизнеса.
Генератор электролизного типа, для производства газовой смеси: водорода и кислорода, с жидкостной системой охлаждения
Предназначен для частного или коммерческого использования в области очистки автомобильных двигателей от углерод истых загрязнений (Hydrogen Carbon Cleaning)
Напряжение питания трехфазное: 380 В, 50 Гц.
Потребляемая мощность до: 6000 Вт.
Производительность газа: 2000 л/час.
Время непрерывной работы 5-6 часов.
Отличный выбор для промышленного производства и частного
бизнеса. Готовый бизнес с коротким сроком окупаемости.
цена: 5200 euro (2000 л/ч)
Генератор электролизного типа, для производства газовой смеси: водорода и кислорода, с жидкостной системой охлаждения
Предназначен для частного или коммерческого использования в области очистки автомобильных двигателей от углерод истых загрязнений (Hydrogen Carbon Cleaning)
Напряжение питания трехфазное: 380 В, 50 Гц.
Потребляемая мощность до: 9500 Вт.
Производительность газа: 3000 л/час.
Время непрерывной работы 5-6 часов.
Отличный выбор для промышленного производства и частного бизнеса.
Готовый бизнес с коротким сроком окупаемости.
цена: 7400 euro (3000 л/ч)
Водородная очистка ДВС, как это работает?
Коротко о физико-химическом процессе.
Вырабатываемый газ, через впускной коллектор автомобиля подается в камеру сгорания двигателя, на период, от 30 до 60 минут. В процессе окисления водорода в камере сгорания создается уникальное условие для эффективного окисления высоко концентрированного углерода. Сгорая, водород создает импульсивный толчок, энергия которого инициирует переход углерода из твердого агрегатного состояния в газообразное, то есть окисляясь, углерод становится газообразным веществом, обычным углекислым газом CO2, который покидает двигатель через выхлопную систему автомобильного двигателя. Большая часть закоксованного углерода, под воздействием энергии сгорания водорода разрушается, окисляется и выводится из ДВС в виде СО2, но огромное количество твердых частиц углерода в концентрированном состоянии оседает за пределами камеры сгорания и не подвергается прямому воздействию энергии сгорающего водорода. Но стоит помнить что сгорая, водород образует сверх-перегретый водяной пар, который оказывает на детали выхлопной системы автомобиля, газораспределительную систему, систему EGR и катализатор, кратковременное высокотемпературное и моющее воздействие, в следствии чего углеродистые отложения, растворяются и вымываются с поверхности деталей, вышеупомянутых систем двигателя. Окисленный углерод, в газообразном состоянии, вместе с твердыми частицами в процессе очистки, выводится из двигателя через выхлопную систему автомобиля. В результате очистки, увеличивается поршневая компрессия, снижается расход масла и топлива, уменьшаются показатели вредных выбросов. В целом, в значительной степени увеличивается эффективность работы двигателя автомобиля, увеличивается ресурс полезной работы и износостойкость внутренних подвижных деталей трения и качения.
Окисленный углерод, в газообразном состоянии, вместе с твердыми частицами в процессе очистки, выводится из двигателя через выхлопную систему автомобиля. В результате очистки, увеличивается поршневая компрессия, снижается расход масла и топлива, уменьшаются показатели вредных выбросов. В целом, в значительной степени увеличивается эффективность работы двигателя автомобиля, увеличивается ресурс полезной работы и износостойкость внутренних подвижных деталей трения и качения.
Независимый Ювелирный Форум
Часовой пояс: UTC + 3 часа [ Летнее время ]
Правила форума
Подфорум для объявлений о покупке и продажи инструментов, оснастки и станков от частных лиц.
Разумеется речь об ювелирном оборудовании. Детские коляски будут удалены.
Каждое объявление должно включать в себя обязательно:
1. ФИО, контакты (телефон, email)
2. Место передачи или нахождения товара
3. ЦЕНУ
4. Новое-не новое
По возможности прикладывайте фото.
Водородные газогенераторы (пайка, сварка, плавка и нагрев)
- Изготовление под заказ водородного оборудования
для сварки, пайки, плавки и высокотемпературного нагрева
Водородный многофункциональный газогенератор “GreenWay” (Н2-2)
Цена: 3000$
Система позволяет:
– очистить ДВС автомобиля от всех углеродистых отложений
– использовать в качестве стационарного газосварочного оборудования для сварки черных
металлов и меди, для пайки цветных металлов, в том числе меди, латуни или алюминия.
При оснащении многофункциональным разветвителем, газогенератор можно применять в
качестве источника питания для нескольких рабочих постов в ювелирных или стоматологических
мастерских, в цехах по обработке стекла или кварца, в цехах по изготовлению КИП. При этом
один газогенератор может обеспечить питанием до пятнадцати рабочих постов в ювелирном
производстве, или до восьми рабочих постов в цехах обработки стекла или производстве КИП.
– использовать для отопления, водонагрева в быту.
– использовать в качестве источника топлива для бытовых газовых плит или каминов.
– использование газогенератора для локального и высокотемпературного нагрева
в кузовном цехе СТО, для осадки растянутого после аварии металла или в слесарном
цехе, для быстрого разогрева заржавевших деталей подвески или тормозной системы.
Как работает установка:
Установка представляет собой газогенератор. При помощи электрического тока, из воды в установке
генерируются газы, водород и кислород. Смесь полученных газов представляют собой высокоэффективное
Смесь полученных газов представляют собой высокоэффективное
горючее, топливо.
Технические параметры:
Водородный газогенератор “GreenWay-1”
Габаритные размеры – 90 х 40 х 44 см.
Потребляемая мощность – 4 кВт.
Напряжение питания – 220 В.
Расход воды – до 0,8 л/ч.
Вес устройства – 80 кг.
БЕЗОПАСНОСТЬ:
«… Несмотря на то, что многие люди имеют предубеждение по поводу безопасности водорода,
необходимо признать, что водород безопаснее, чем иные, обычно используемые газы, такие как пропан и ацетилен»
Keiichi Taniguchi, ведущий научный сотрудник, KOMATSU, Япония
Водородные газогенераторы в разы безопаснее любого газобаллонного оборудования или оборудования
работающего с применением бензина или керосина. В системе аппарата “Greenway” отсутствуют емкости
для хранения производимого газа, весь производимый газ сразу же подается в магистраль горелки, без
промежуточного хранения! Пустоты в которых газ собирается под рабочим давлением, защищены
системой водяного предотвращения проникновения пламени обратного хлопка. Но даже если произойдет
Но даже если произойдет
возгорание газа в пустотах, вы ни чего не увидите и не услышите кроме глухого хлопка, без
сопровождения открытым горением или разрушающего эффекта, так как все емкости внутри аппарата
изготовлены из очень прочной нержавеющей стали сваренной с применением дуговой сварки TIG в инертной
среде аргона.
Во время работы с водородным аппаратом “Greenway” достаточно использовать стандартные
знания по технике безопасности при проведении работ с применением открытого огня.
Сравнительная таблица свойств газов
Водородный газогенератор “GreenWay” оснащен следующей системой защиты:
– система автоматического отключения питания при образовании избыточного давления газа
– система контроля от воспламенения (водяной затвор, FBA)
– система принудительной системой охлаждения
Водород – горючий газ без цвета, вкуса и запаха. В обычных условиях в 14,5 раза легче воздуха. При нормальных условиях плотность водорода составляет 0,09 г/л. Среди газов является самым легким и обладает наибольшей теплопроводностью. Растворим во многих металлах (железе, никеле, платине и др.), мало растворим в воде. В жидком состоянии существует в температурном диапазоне от −252,8°C до −259,2 °C.
Среди газов является самым легким и обладает наибольшей теплопроводностью. Растворим во многих металлах (железе, никеле, платине и др.), мало растворим в воде. В жидком состоянии существует в температурном диапазоне от −252,8°C до −259,2 °C.
Водород наиболее распространен во Вселенной, составляя основную часть звезд и межзвездного газа. На Земле содержится в виде соединений (17% по числу атомов, 1% массовой доли в земной коре), лишь незначительное его количество присутствует в атмосфере в виде простого вещества (около 0,00005% по объему).
Водород получают химическими способами, самыми распространенными из которых являются:
- пропускание водяного пара над раскаленным коксом (t =
1000ºC):
H2O + C ↔ H2↑ + CO, взаимодействие водяного пара с метаном (t =
1100ºC):
12СН4 + 5Н2О(пар) + 5О2 → 29Н2↑ + 9СО + 3СО2,
2H2O → 2H2↑ + O2↑,
поскольку чистая вода почти не проводит электрический ток, в нее добавляют электролиты, например, KOH,
2NaCl + 2H2O → H2↑ + 2NaOH + Cl2.

Согласно ГОСТ Р 51673-2000 водород газообразный чистый (используемый в том числе для термической обработки металлопродукции) изготавливается трех сортов: высшего, первого и второго. Баллон с водородом окрашен в темно-зеленый цвет, с надписью «Водород» красного цвета (ПБ 10-115-96, ГОСТ 949-73).
Таблица. Характеристики марок газообразного чистого водорода
Водород поставляется в стандартных стальных баллонах вместимостью 40 и 50 л при давлении 14,7 МПа (ГОСТ 949), стальных бесшовных баллонах большого объема (до 1000 л) при давлении 39,2 МПа (ГОСТ 12247), по трубопроводам, а также в специальных крупногабаритных резервуарах для газа – газгольдерах, обычно под давлением не более 10 МПа.
Опасные факторы и меры безопасности при работе с водородом
- водород в смеси с кислородом и воздухом (гремучий газ) пожаро- и взрывоопасен, для водородно-воздушной смеси концентрационный предел распространения пламени составляет 4,12%–75% по объему, для смеси водорода с кислородом – 4,1%–96% по объему,
- температура самовоспламенения смеси водорода с воздухом – 510ºC, смеси водорода с кислородом – 450ºC,
- при дневном свете водородное пламя практически не видимо, поэтому для его обнаружения необходимо применять специальные датчики,
- сжиженный водород при попадании на кожу вызывает сильное обморожение, при испарении сжиженного водорода возможно образование взрыво- и пожароопасных смесей,
- при высоком давлении водород способен оказывать наркотическое действие,
- при высоких концентрациях водород вызывает кислородное голодание и удушье, при работе в его среде необходимо использовать изолирующие противогазы, а помещения оборудовать вентиляцией.

Применение водорода при сварке и резке
Водород получил ограниченное применение:
- при атомно-водородной сварке (как правило, сталей и алюминия толщиной до 5–10 мм),
- как горючий газ для газовой сварки (обычно сталей, алюминия толщиной до 5 мм) и резки,
- в качестве добавки к аргону, азоту при плазменной обработке.
В последние годы интерес к водороду для газопламенной обработки металлов возрастает благодаря появлению мобильных аппаратов, обеспечивающих получение водородно-кислородной смеси в результате гидролиза воды. При разложении воды электрическим током образуются кислород и водород в соотношении β = 1:2, однако такое пламя является окислительным и не обеспечивает качественного процесса сварки сталей. Чтобы пламя было нормальным (β = 0,25–0,4) газовая смесь в барботере электролизного-водного генератора обогащается парами углеводородных соединений – бензина, ацетона, спирта и др. При использовании бензина температура пламени составляет 2600°C. Исходным сырьем для получения водорода и кислорода служит 5–35%-ный раствор KOH в дистиллированной воде.
Исходным сырьем для получения водорода и кислорода служит 5–35%-ный раствор KOH в дистиллированной воде.
Водородно-кислородную сварку выполняют преимущественно левым способом. В качестве присадочного материала применяется сварочная проволока Св08ГС, Св08Г2С, Св10ГС, Св10ГСМ. Легирование кремнием и марганцем обеспечивает раскисление металла сварочной ванны, необходимое из-за избытка кислорода. Для водородно-кислородной сварки и резки выпускаются различные аппараты и установки – «Лига», «Энергия», «Москва» и др.
Фото. Аппараты «Лига-12» и «Лига-02» для водородно-кислородной сварки, пайки и резки методом электролиза воды
Данный вид газопламенной обработки металлов не требует баллонов с газами, экологичен, приводит к сокращению эксплуатационных расходов.
Сварочный аппарат лига
Информация
«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Рис. 1. Газосварочный аппарат «Лига-02»
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.![]()
Максимально достигаемая температура пламени — 2600 º С.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т. п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
 п.)
п.)Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Особенности модификаций и комплектаций
Информация
Припои и флюсы
Ниже приведены описания и характеристики припоев и флюсов, рекомендуемых к использованию при проведении сварочных работ аппаратами «Лига».
Припой П-81 (диам. 2 мм)
Состав: Медь 52-54%, Фосфор 6-7%, Никель 6-7%, Цинк – 32-36%.
Соединяемые материалы: медь, серебро, никель и их сплавы (в т.ч. латунь), стали (в т.ч. нержавеющая), чугун, твердые сплавы и их сочетания и др. Пайка с использованием флюса.
Температура плавления 630-660 град. С, температура пайки 680-700 град.С.
С, температура пайки 680-700 град.С.
Свойства: предел прочности на срез по стали 170 МПа, область разрушения телескопического соединения медь-сталь – по меди. Обеспечивает высокую герметичность паяных конструкций под давлением до 16 атм., обеспечивает высокую надежность работы фреоновых систем, высокое качество при ремонте твердосплавного инструмента.
Наиболее эффективен взамен высокосеребряных припоев ПСр25, ПСр29.5, ПСр40, ПСр45.
Рекомендуемые флюсы: ФК-250, ФК-235, ПВ-209.
Припой П-14к ( диам. 2 мм ) / П-14к офлюсованный ( диам. 2 мм)
Состав: Медь 90%, Фосфор 5,5-6 %, Олово 3,5-4 %, Цирконий 0,01-0,05 %.
Соединяемые материалы: медь, серебро, медные сплавы (латунь, бронза, нейзильбер).При пайке меди возможна пайка без применения флюса.
Температура плавления 640-680 град.С, температура пайки 720-740 град.С.
Свойства: прочность паяных соединений из латуни 290-320 МПа, ударная вязкость разрушения 1,5-3,0 кДж*м/кв. см., область разрушения телескопического соединения медь-медь – по меди, замена серебра – до 45%. Обеспечивает высокие механические характеристики и высокую герметичность паяных швов, работающих в различных средах (фреон, масло и т.д.).
см., область разрушения телескопического соединения медь-медь – по меди, замена серебра – до 45%. Обеспечивает высокие механические характеристики и высокую герметичность паяных швов, работающих в различных средах (фреон, масло и т.д.).
Эффективен взамен серебряных припоев ПСрФ 5-5, ПСр15, ПСр25, ПСр29.5, ПСр40, ПСр45.
Рекомендуемые флюсы: ФК-250, ФК-235, ПВ-209.
Припой П-21 (ЛОК-57)
Состав: Медь 55-57%, Олово 6,7-7,3%, Никель 0,7-1,4%, Цинк – 34-38%.
Соединяемые материалы: стали, медь и ее сплавы, никель и его сплавы и их сочетания.
Температура плавления 800-830 град.С, температура пайки 850-890 град.С.
Свойства: предел прочности на разрыв по стали 240-260 МПа, область разрушения телескопического соединения – паяемый материал. Применяется для пайки стальных тонкостенных изделий, пайки штуцеров компрессоров и других конструкций с повышенными требованиями по прочности.
Рекомендуемые флюсы: ФК-250.
Припой А4047
Состав: Алюминий 86,5%, Кремний 12%, Железо 0,8%, Медь 0,3%, остальное Mn, Mg, Zn.
Соединяемые материалы: алюминий с алюминием. Пайка с использованием флюса.
Температура плавления 570 град.С, температура пайки 580-600 град.С.
Свойства: предел прочности 2464 кг/кв.см.
Жидкотекучий материал с отличными свойствами капиллярного притяжения, пластичности и проникновения. Высокая коррозионностойкость.
Рекомендуемый флюс: Al-braze.
Флюс ФК-250 / Флюсовая паста ФКП-250
Элементный состав (масс.%): В – 13-16%, К – 31-35%, О – 30-33%, F – остальное.
Предназначен ие : высокотемпературн ая пайки меди, никеля, серебра, их сплавов, жаропрочных и твердых сплавов, конструкционных и нержавеющих сталей.
Является эффективной заменой стандартных флюсов ПВ-209 и ПВ-284 (соотношение эффективности 250/209 – 4:1).
Свойства: температура плавления 400-450 град. С, температурный интервал активности
С, температурный интервал активности
550-950 град.С. На его основе можно приготовить водную суспензию.
Рекомендации по применению флюса ФК-250 / Флюсовой пасты ФКП-250:
– Развести необходимое для пайки количество флюса водой до состояния жидкой сметаны (для флюса ФК-250)
– Нанести на поверхности деталей
– Нагреть место пайки до температуры плавления флюса
– Продолжая нагревать до температуры плавления припоя, внести в зону пайки припой .
Флюс Al-braze
Предназначен ие : пайк а алюминиевым твердым припоем с применением газовой горелки.
Свойства: температура плавления 400-450 град.С, температурный интервал активности
500-800 град.С. На его основе можно приготовить водную суспензию.
Рекомендации по применению флюсов по алюминию:
– Очистить соединяемые детали от жира, масла, грязи.
– Удалить прочную окисную пленку с алюминиевой поверхности щеткой с проволокой из нержавеющей стали.
– Развести необходимое для пайки количество флюса водой или спиртом до состояния жидкой сметаны и нанести на поверхности деталей.
– Нагреть слегка пруток твердого припоя пламенем горелки и покрыть его флюсом, погрузив в сухой флюс.
– Нагреть место пайки до температуры плавления флюса, когда флюс станет прозрачным.
– Продолжая нагревать до температуры плавления припоя, внести в зону пайки припой. Избегать перегрева!
– После пайки удалить остатки флюса с помощью горячей воды и проволочной щетки.
Все указанные выше припои и флюсы вы можете приобрести у нас сразу при покупке аппарата.
Лига-02С газосварочный аппарат для зубных техников, литейщиков и ювелиров (работает на воде и самый безопасный)
Заказать в 1 клик
Описание товара
Лига-О2С – «не дорогая палочка выручалочка» для зубного техника и литейщика.
Поставив себе цель купить паяльный, сварочный и недорогой аппарат
которым бы можно было устранять баланс и запаивать брак при литье и т. п,
п,
объездив все стоматологические выставки, включая Кельнскую, с высаженной
и распиленной подковой на модели из жидкого полиуретана для прочности, в кармане…
Перепробовал все, включая даже лазерную сварку.
Признаюсь: потратил много времени и сил! Остановился на лучшем и не дорогом.
Имея 5 летний опыт использования данной модификации именно Лига-О2С
у нас в круглосуточной литейной лаборатории Скиф.
Видя реальную картину проблем у зубных техников и литейщиков и разумеется
зуботехнических лабораторий со своими даже литейками, мы пришли к мнению,
что нужно с вами поделиться наработанным материалом.
Ну а теперь самое важное:
1.Вам больше не нужно тратить время на переделку, а это заново отмоделировать,
отлить и высадить на рабочую или мастер модель.
Потеря на переделку целого дня, если учитывать, что вас в литейке не предупредили о браке
и поставили перед фактом, еще и литейка находиться не рядом.
Или баланс моста из 3 и более единиц… это мне надо распилить, высадить,
зафиксировать и к вам снова в литейку приехать спаять на другой конец города в час пик.
2.Пайка занимает от 1 до 3 минут в зависимости от сложности ремонта.
Огромная экономия времени (рабочий день или 3 минуты)
Для более сложной пайки мы все равно используем «Умного паука».
3.Компактный аппарат габариты 240x280x395, легкий вес всего20кг, не занимает много места
(на стол, под стол), работает от сети 220В на дистиллированной воде (как утюг),
очень простой в использовании и безопасный (ни каких баллонов с газом),
бесшумный, паяйте, сваривайте, хоть дома.
4. Включает в себя 2 горелки (“стандартная” и “игла” для ювелиров),
если одна сломалась, используйте вторую +запасные сопло-2шт.
И опять плюс: не простаивает производство.
5.Небольшие финансовые затраты (аналоги паяльных аппаратов других производителей
стоят в десятки раз дороже и менее эффективны). Очень ограничена их функциональная возможность.
Очень ограничена их функциональная возможность.
Как правило используют их только для фиксации деталей, как точечную сварку,
чтобы не ждать 1час (в начале фиксация спаиваемых деталей беззольной пластмассой
Стабилопаст, Патерн Резин, Пи-Ку Пласт, Формпаст и т.п до полного отвердевания 15-20мин.
Затем пакуем в паковочную массу на воде, до полного затвердевания 30-45 минут.
Вот и еще часик вам спасли…
Область применения для зуботехнической лаборатории:
1.Запаивание отверсий, лункеров, пор, трещин в дентальных сплавах
2.Устранение баланса, методом разрезания и спаивания частей каркаса
3.Ремонт бюгельных каркасов, кламмеров, дуг, седел и т.п где необходимо
использование КХС и Ni припоя.
Вы все еще переделываете.
Когда можно починить.
Кто не ценит время, тот его теряет.
Не бойся, что не знаешь-бойся, что не учишься.
Принцип работы «Лиги» таков: при протекании электрического тока через воду
выделяются газообразные водород и кислород. Произведённая в электролизёре
Произведённая в электролизёре
водород-кислородная газовая смесь проходит через охладитель-обогатитель газа,
в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора
вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.).
Полученная газовая смесь по шлангам поступает в горелку,
оснащенную встроенным «сухим» пламегасителем.
Количество произведённой газовой смеси, а значит сила пламени,
регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки
или засорены газовые магистрали, то внутри электролизёра увеличивается давление.
При превышении давления над 0,4 атм. срабатывает электронный датчик давления,
который выключает ток через электролизер, подает непрерывный звуковой сигнал,
при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно
(перед введением в эксплуатацию) добавляют щёлочь КОН
(150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе
выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов
В процессе работы установки уровень электролита постоянно понижается.
При достижении минимального уровня включается электронный датчик уровня,
который подает прерывистый звуковой и световой сигнал.
Электролизер Лига-41 — Первые впечатления
Помыкался я с выбором источника тепла, от миниатюрных газовых постов на одноразовых баллонах кислород-пропан/MAP до полноформатных кислород/ацитилен, но идея работы и содержания горючих газов в моей берлоге что-то не радовала. Да, кул, эти все ацитилены- и температура и возможность балансировать пламя от окислительного до восстановительного, и даже отрезать 5 см железа, но не в этот раз)))
Подумал и заказал электролизер, он же HHO генератор, он же водородный генератор производства компании Лига (СПБ). Очковал сильно, так как исторически «люблю» Российских производителей, да и аппаратов, именно 41-х нет так чтобы с утра деньги, вечером стулья- на заказ 3 недели со 100% предоплатой.
Трансфер деловыми линиями аппарат пережил, хотя отправили его просто в тонюсенькой картонной коробке, без какой-либо защиты, при весе под 40 кг, удивляюсь, что в процессе доставки ничего не отломали и не располовинили, хотя корпус немного погнут под ручкой (либо с завода так вышел, ибо погнуть двух миллиметровый кожух и ни него не поцарапать- практически не реально).
На фото прочувствовали всю суровость питерских умельцев? Вилку на кабель прицепить? Жилы пометить хотя бы?)))
Комплектация, вся сразу:
Горелка REDIUS Г2-23 в комплекте с сухими огнепреградителями, и два куска кислородного шланга метра по 2. доложить кусок 30 см от выхода до обогатителя не судьба, приходится отрезать по 30 см сразу с обоих шлангов.
Не фотографировал выход аппарата и охладитель-обогатитель- но тоже ни одной подписи, где выход обогащенный, где просто HHO — сами догадайтесь.
Хомуты в комплекте- ага, щас.
Инструкция, мягко говоря мало информативная, и тоже ни про кабель, ни про выходы обогатителя, как нибудь сфотографирую, что с чем соединять.
Хоть и пищется, что Лига-41 поставляется полностью заправленным, я долил больше литра дистиллированной воды.
Поругался, теперь о ощущениях:
Аппарат по хорошему кондовый, но снаружи достаточно качественно сделан, внутрь пока нет желания лезть.
Очень быстро выходит на режим. От включения до возможности поджига горелки реально секунды.
От включения до возможности поджига горелки реально секунды.
Себестоимость работы, как по мне копеечная, я развлекался пару часов, долил 50 мл дистиллированной воды.
Результирующая стоимость не сильно дороже нормального газового поста, но не надо ни куда ездить заправлять, поверять и прочее, плюс маленький объем- сунул ящик под стол, и все.
Кушает электролизер на максимуме 4кВт, если долго так гонять, минут через 20 выщелкивает 16-ти амперный автомат, прямо как по учебнику.
Для нагреть, припаять мягким/жестким припоями, закалить мелочь- идеально, варить водородом в чистом виде- смутное удовольствие, из-за высокой способности водорода растворяться в металле, как будет бензол для того, чтобы залить в обогатитель- сделаю еще один подход.
Если просто греть и паять- защита глаз не нужна, но если пытаетесь варить, то обязательно одевать защитные темные очки газосварщика, мне очень понравилось варить в темно-зеленых №5 JACKSON NEMESIS, которые брал для плазмореза.
1,983 просмотров всего, 2 просмотров сегодня
А р т и з а н
мастерская свободной энергии
Газосварочный электролизёр ЛИГА – Водородный сварочный аппарат
Газосварочное оборудование нового поколения: работающие на воде электролизеры ЛИГА
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов. (с) ЗАО «Василеостровский электромеханический завод».
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов.
Газовой сварке уже почти сто лет. Несмотря на появление множества новых способов сварки, многие работы и сейчас удобнее выполнять газовой горелкой. В качестве горючего газа для сварки повсеместно используют ацетилен. Объем применения прочих горючих газов ничтожно мал. В 70-80 гг. исследования, проведенные специалистами Института электросварки им. Е. О. Патона, Киевского политехнического института и ряда других организаций в СССР и за рубежом, показали, что вместо ацетилена можно использовать водород. При этом производительность и качество сварки углеродистых сталей и многих других сплавов могут быть такими же, как при работе с ацетиленом.
Давно известно, что тепловые характеристики водородно-кислородного пламени позволяют сваривать, резать, паять, плавить и термически обрабатывать большинство металлов, кварц, любое стекло и керамику. По температуре оно такое же, как ацетилено-кислородное, а увеличение расхода водородно-кислородной смеси в 1,7-2,0 раза по сравнению с ацетилено-кислородной позволяет обеспечить такую же скорость локального нагрева металла до температуры плавления. Но ацетилено-кислородное пламя является восстановительным по отношению к жидкому железу, а водородно-кислородное — окислительным. Это долгое время мешало сваривать сталь водородно-кислородным пламенем: сварочная ванна покрывалась сплошным слоем шлака, а шов получался хрупким и пористым. Но выяснилось, что если добавлять к водородно-кислородной смеси пары органических веществ, связывающих кислород, то можно получать безупречные по качеству швы. В Киевском политехническом институте доказали, что достаточно добавить пары бензина в количестве всего 2,2 % объема, — и пламя становится химически нейтральным. Вместо бензина можно добавлять различные углеводороды с температурами кипения от 30°С до 80°С. (Бензины, гексан, гептан — предельные углеводороды, бензол, толуол — непредельные углеводороды). Расход добавки мизерный, так как она является не теплоносителем, а раскислителем, связывающим лишний кислород. Для выполнения такого объема сварки стали, на который расходуют баллон ацетилена, требуется всего около 100 г бензина.
Таким образом, технологические ограничения на применение водородно-кислородной смеси при сварке были сняты, однако объем применения водорода для сварки все еще остается ничтожным. Причина: до последнего времени не было пригодного для сварки источника водорода. Баллоны тут не годятся: их потребуется в 3-5 раз больше, чем при работе на ацетилене и кислороде. Это явно нерентабельно. Но там, где есть электроэнергия, источником водорода и кислорода может быть обычная вода. При электролизе воды получаются сразу и горючий газ (водород), и окислитель (кислород), к тому же в оптимальном соотношении. Значит, если сделать электролизер, который можно доставлять к месту сварки, то можно подавать газы из него прямо в горелку и обходиться без баллонов.
Эту очевидную идею пытались реализовать с 30-х гг., но безрезультатно.
Основным препятствием оказалось соотношение веса электролизера и количества вырабатываемого газа. Газосварочное оборудование обычно должно быть передвижным. Но долгие годы количества газа от передвижных электролизеров хватало только для ювелирных работ либо для пайки зубных протезов. В 80-90 гг. наряду с 300-килограммовыми стационарными электролизерами, применяемыми для сварки стали толщиной 5-6 мм, появились передвижные электролизеры, позволяющие сваривать лист толщиной 1-2 мм. Однако для строительства и общепромышленного применения этого явно недостаточно.
Закрытое акционерное общество “Лига” преодолело “весовой барьер”, совершив скачок в соотношении веса и производительности по сравнению с электролизерами других фирм. В 1993 г. предприятие первым в мире сделало передвижной электролизер, пригодный по производительности, времени непрерывной работы без дозаправки и другим характеристикам для общепромышленного применения, а также в строительстве.
К настоящему времени создан параметрический ряд электролизно-водных сварочных аппаратов, охватывающий почти все задачи газопламенной обработки материалов. В состав каждого аппарата входят собственно электролизер, шланги длиной до 6 метров, горелка. Аппарат Лига-41 по желанию может комплектоваться резаком.
Названные аппараты позволяют выполнять практически все виды газопламенной обработки материалов за исключением резки стали толще 30 мм. Они применимы повсеместно, в частности, при сварке труб в зданиях, ремонте автомашин, строительной, сельскохозяйственной и бытовой техники, при газопламенной пайке и наплавке, при ювелирных работах, в стоматологии, термической обработке, отжиге стекла.
Это первые передвижные и переносные электролизные аппараты для общепромышленного применения и строительства за все время существования газовой сварки. До них реальной альтернативы баллонам при газовой сварке в промышленности и строительстве не было (а кроме них нет и сейчас).
Аппараты сертифицированы Госстандартом России и Республики Беларусь, также качество аппаратов подтверждено сертификатами развитых стран Европы, Скандинавии и Америки.
Технологические возможности каждого из аппаратов определяются его производительностью по газу. Для сварки листовой стали нужно не менее 270-300 л/ч водородно-кислородной смеси на 1 мм толщины. Больше можно: квалифицированный сварщик сумеет сварить тонкий металл мощным пламенем и не прожечь его. Меньше нельзя: не хватит тепла, и не будет ни производительности, ни качества.
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов. Температура чистого пламени в нем также легко регулируется от 600°С до 2600°С. Очень простой контроль производительности делают сварочный аппарат легко приспосабливаемым для выполнения самых различных задач в труднодоступных местах (ремонт радиаторов, блоков двигателей, ступиц, при кузовных работах). Встроенная система контроля подает сигнал в случаях достижения давления и уровня электролита своих предельных значений и автоматически отключает аппарат от электрической сети, обеспечивая этим двойную пожаровзрывобезопасность.
Аппарат Лига-41 разработан по предложению сотрудников аварийных служб. Он предназначен для выполнения ремонтных работ в тех местах, где отсутствует трехфазная сеть 380 В. Аппарат позволяет сваривать трубы с толщиной стенки до 5 мм, производить заварку дефектов чугунного и цветного литья. Также его можно применять для ручной и машинной резки металлов толщиной до 30 мм. В этом случае подогревающее пламя резака питается от аппарата, а режущий кислород подают из баллонов. При такой технологии резки поверхность реза гораздо чище, чем при резке ацетиленом или пропаном, металл не науглевоживается и не закаливается, отсутствует грат, воздух не загрязняется окислами азота. Данная технология позволяет технически решать проблему безопасного выполнения кислородной резки в колодцах и тоннелях, в метрополитене, где использование ацетилена и пропана запрещено.
Аппарат Лига-41А по своим характеристикам аналогичен аппарату Лига-41. Различие состоит в том, что он может работать в интервалах температуры от –15оС до +40оС, что позволяет его применять в строительных и ремонтно-восстановительных работах при отрицательной температуре воздуха.
Все аппараты позволяют выполнять и мелкие работы, в том числе и микрофакелом диаметром менее 1 мм. Других изготовителей с такой производительностью по газу и технологическими возможностями, пожаровзрывобезопасности в странах СНГ нет. Есть, однако, зарубежные аналоги, но их вес превышает 250-300 кг.
К настоящему времени уже накоплен определенный опыт производственного использования электролизно-водных сварочных аппаратов. Переход на работу с этими аппаратами не вызывал затруднений у профессиональных газосварщиков. Переучивать их не требовалось, — достаточно было краткого инструктажа. Качество сварных соединений трубопроводов, выполненных с применением аппаратов, удовлетворяет требованиям СНиП 3.05.01-84 и СНиП 3.05.05-85. Паять различными припоями цветные металлы удобнее и быстрее. Аппараты оказались очень эффективными при выполнении пайки и сварки в труднодоступных местах. Для стекла и оксидной керамики водородно-кислородное пламя — вообще идеальный источник нагрева, так как окислительный характер пламени в этом случае представляет преимущество, а не препятствие, как при сварке стали.
Преимущества при работе с аппаратами Лига по сравнению с работой с ацетиленом и пропаном при газопламенной обработке материалов следующие.
Во-первых, аппараты пожаровзрывобезопасны и при хранении, и при работе. Время от включения холодного, неработающего аппарата до выхода на рабочий режим составляет всего лишь 1-5 мин. в зависимости от окружающей температуры и требуемого расхода газа. При работе аппарата газ не накапливается, так как никаких ресиверов и тому подобных узлов в нем нет.
Во-вторых, производительность аппарата автоматически поддерживается равной расходу газа на горелку. Поэтому масса взрывающегося вещества (водородно-кислородной смеси) в работающем аппарате мала, и если газ в аппарате взорвать каким-либо способом, то энергия взрыва будет небольшой. Прочность аппарата обеспечивает его безопасность и исправность даже при нарушениях норм эксплуатации.
В-третьих, сварка становится экологически чистой. При работе на ацетилене воздух рабочей зоны загрязняется окислами азота. Они токсичны, и для снижения их концентрации ниже предельно допустимой нужна очень большая кратность воздухообмена. Поэтому при работе с ацетиленом в помещениях норматив содержания окислов азота, как правило, не выполняется. Это явно сказывается на самочувствии сварщиков. При работе с аппаратами Лига нет ни жидких, ни твердых отходов. Единственный продукт горения — водяной пар: окислы азота в рабочей зоне даже не обнаруживаются обычными методами анализа.
В-четвертых, работа сварщика не зависит от поставок баллонного газа или карбида кальция.
В-пятых, сварка резко удешевляется. На тот объем сварочных работ, на который в иных случаях расходуют баллон ацетилена и баллон кислорода, описываемым аппаратам нужно около 6,5 кВтч электроэнергии, 0,8 л дистиллированной воды и 100 г бензина. Заправка баллонов стоит раз в 10 дороже, чем электроэнергия и все остальное, что необходимо для работы аппаратов.
В-шестых, эксплуатировать аппараты гораздо легче, чем обычные передвижные генераторы ацетилена: дозаправляют их реже, а трудоемкость дозаправки в несколько раз меньше трудоемкости перезарядки генератора.
Наконец, в-седьмых, при машинной кислородной резке питание подогревающего пламени от аппаратов позволяет улучшить качество резки, снизить расходы на нее и предотвратить загрязнение воздуха окислами азота.
Применение баллонов и ацетиленовых генераторов оправдано только для сварки в полевых условиях, когда нет электроэнергии. В остальных случаях на смену баллонам должны прийти аппараты, работающие на воде. Необходимые технические предпосылки для этого созданы, и, по-видимому, в ближайшие годы электролизно-водные сварочные аппараты найдут широкое массовое применение.
Андрей САУЛИЧ
Водородный сварочный аппарат
Преимущества водородной сварки
Водородно – кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно – кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно – кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно – кислородного сварочного аппарата необходима только вода в маленьком количестве.
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно – кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно – продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
– большая производительность при маленьких габаритах
– специальная технология изготовления пластин обеспечивет большой ресурс работы
– применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
– различные режимы работы
– удобство в использовании
– долговечность и простота обслуживания
– удобное управление мощностью
– широкий спектр применения
– высокое качество при небольшой стоимости
– высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
– один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
В аппарате существуют автоматический и ручной режимы работы:
– в ручном режиме Вы выбираете необходимую мощность, процессор прибора стабилизирует выбранный параметр,
– в автоматическом режиме Вы выбираете нужную программу (под используемый номер сопла), а аппарат стабилизирует выбранный режим,
– в ждущем режиме (когда горелка закрыта а прибор включен) аппарат поддерживает нужное давление в системе и следит за температурой электролизера,
– автоматика отслеживает температуру, мощность, давление, уровень жидкости,
– автоматика следит за всеми критическими параметрами и при необходимости отключит аппарат или снизит мощность.
Автоматика обеспечивает своевременный долив жидкости из расширительного бачка в электролизер. Вам не надо постоянно следить за уровнем жидкости. Аппарат сам подскажет, когда необходимо долить воду.
Автоматика облегчает переход от использования баллонов к интеллектуальному, современному, экономичному оборудованию. У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
Сравнение затрат при эксплуатации сварочного оборудования
Стандартное газобалонное оборудование:
Стоимость Ацетилен баллона 40 л. – 905,00 грн./шт.
Заправка Ацетилен баллона 40 л. – 315,00 грн./шт.
Стоимость Пропан-бутан баллона 50 л. – 285,00 грн./шт.
Заправка Пропан-бутана 50 л. – 195,00 грн./шт.
Стоимость Кислород баллон 40 л. – 865,00 грн./шт.
Заправка Кислород баллон 40 л. – 48,00 грн./шт.
Редуктор + манометр – 300,00 грн.
Стоимость комплекта с баллоном Ацетилен – 2433 грн.
Стоимость комплекта с баллоном Пропан-бутан – 1693 грн.
(без шлангов, горелок и т.д)
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
1 баллон Ацетилена + 10 баллонов Кислорода = 795 грн.
1,3 баллон Пропан-бутан + 10 баллонов Кислорода = 733 грн.
+ доставка баллонов, стоимость которой часто превышает стоимость самого газа.
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 20000 грн.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность 2,5 кВт/час
2,5 х 30 = 75 кВт/час ( потребление ел. Энергии за 30 часов.)
75 х 0,75 = 56,25 грн. ( стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 1 = 15 грн. (стоимость дистиллированой воды)
56,25 + 15 = 71,25 грн. (затраты на 30 рабочих часов)
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Ацетилена + Кислорода = 795 грн.
Пропан-бутан + Кислорода = 733 грн.
Вода + Эл. Энергия = 71, 25 грн.
Питание – 220 (380)В, 50 Гц
Потребляемая мощность – 4,4 кВт
Давление газа – 0,4 атм.
Макс. температура пламени – 2600 – 3000 ºC
Производительность газовой смеси – от 0 до 16,6 л/мин.
Средний расход воды – 225 см3/ч
Время непрерывной работы – 8 часов
Толщина свариваемой стали – от 0,1 до 5 мм.
Водородный сварочный аппарат лига. Принцип работы и нюансы применения водородного сварочного аппарата
Лига-02С — сварочный аппарат на воде
Модификация С – комплектуется для стоматологии (дополнительная ювелирная горелка с иглой, 3 сопла)
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы). В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Технические характеристики:
- Питание 220В, 50 Гц
- Потребляемая мощность, кВт 1,8
- Макс. действующее значение тока, А 9
- Давление газа, атм. до 0,4
- Макс. температура пламени, ºC 2600
- Производительность газовой смеси, л/мин. до 6
- Средний расход топлива (воды), см3/ч 150
- Время непрерывной работы, часов 4
- Макс. толщина свариваемой стали, мм 2,5
- Габариты, мм 240x280x395
- Масса, кг 20
Комплектация:
- Ювелирная горелка
- Два дополнительных сопла
- Блок электролизёра
- Охладитель-обогатитель
- Горелка
- Соединительные шланги 2
- Сменное сопло
- Заправочное устройство
- Паспорт-инструкция
stomshop.pro
Водородный сварочный аппарат: преимущества работы
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания. Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность. Сварочный шов получается качественным, а производительность остается на высоком уровне.
Суть процесса
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение. Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.
Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Варианты применения
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.
Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность. Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен. Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание;
- выпаивание;
- порошковое напыление;
- кислородная резка;
- термическое упрочнение;
- наплавка.
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.
Плюсы водородной сварки
Преимущества данного типа сварочных работ таковы:
- эффективность;
- безопасность;
- экологичность;
- компактность;
- небольшая трудоемкость;
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло;
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах;
- водородная атмосфера создает защиту поверхности от окисления;
- нет необходимости перезарядки.
Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм. Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота. Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Интересное по теме:
autokuz.ru
Водородный сварочный аппарат «HHO-BOX 8» — Страница 3 — Анонсы и новинки на рынке
Универсальная водородная сварочная станция «HHO-BOX8, Vol.17»
Устройство предназначено для пайки, резки и сварки цветных и черных металлов.
А так же для обработки стекла и кварца, для локального высокотемпературного
нагрева и обжига. Подходит для ювелирного дела, для стоматологических мастерских,
для обработки кварца и стекла.
Устройство:
Генератор для производства смеси двух газов (водород и кислород) электролизного типа.
со встроенным сварочным инвертором, для дополнительной возможности: Электродуговая сварка типа «ММА»
Для резки или сварки жерных металлов покрытым электродом. Максимальный сварочный ток: 85А
Максимальная толщина покрытого электрода 2,5 мм.
Напряжение питания: ~220В., 45-95Гц.
Потребляемая мощность в режиме работы газогенератора: до 2200 Вт. Макс.
Потребляемая мощность в режиме работы электросварки: до 2600 Вт. Макс.
Время непрерывной работы при максимальной мощности — 40 минут.
Производительность газа до 500 л./ч.
Рабочее давление газа в системе: до 0,15 МПа
Вес устройства: 29 кг.
Расходный материал:
Заправочная жидкость: Дистиллированная вода
Объем заправки воды: 2.5 Л.
Добавка для улучшения электропроводности воды: Щелочь (NaOH)
Объем разовой добавки щелочи: 3 чайных ложки щелочи на 1,5 литра дистиллированной воды.
Добавка для поглощения излишков кислорода: Углеводород (бензин «Галоша» или уайт спирит)
Объем разовой добавки улеводорода: 40 мл.
Водородный газогенератор «h4-1» Vol.2
Бытовой газогенератор, служит для генерации смеси газов водорода и кислорода. Водород и кислород вырабатывается внутри
аппарата из дистиллированной воды, путем электролиза. Газогенератор способен целиком или частично заместить магистральный
бытовой газ. Генератор можно применять для питания бытовых газовых плит, для питания водонагревательных устройств, для питания
бытовых котлов отопления, а так же генератор можно применять в качестве газосварочного аппарата, для резки или сварки черных и
цветных металлов.
Объём разовой заправки воды — 7 литров
Объём разовой заправки углеродосодержащих веществ — 500 мл.
Максимальный расход углеродосодержащих веществ — 200 мл/ч.
Максимальный расход воды — 250 мл/ч.
Напряжение питания — 220 В
Максимальная потребляемая мощность — 3600 Вт
Максимальный ток — 16А
Максимальная производительность газа — 18 л/мин
Продолжительность непрерывной работы при потребляемой мощности до 50% — 72 часа (после чего требуется заправка воды)
Продолжительность непрерывной работы при потребляемой мощности 100% — 3 часа (после чего требуется охлаждение)
Сообщение отредактировал SAAD: 29 Июнь 2014 00:09
websvarka.ru
Аппарат водородной сварки «Лига-02С» — ГОРЕЛКИ ГАЗОВЫЕ
Аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм. Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Технические характеристики
| Модель | Лига-02 | Лига-22 |
| Питание | 220В, 50 Гц | |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, ºC | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Особенности модификаций и комплектаций
|
Комплектация
|
Особенности
|
| «Лига-02» | Базовый аппарат. Комплектуется горелкой «Стандартная». |
| «Лига-02С» | Для ювелирных и стоматологических работ(в комплект входят ювелирная горелка и два доп. сопла). |
| «Лига-02О» | Для оптических работ (в комплект входит только горелка типа «Игла»). |
| «Лига-22» | Стандартный комплект (2 корпуса «Лига-02»). Комплектуется мощной горелкой. |
| «Лига-22Д» | Комплектуется дополнительным охладителем-обогатителем и горелкой. Возможна одновременная работа с двумя горелками. |
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
gallery-st.com
Водородный сварочный аппарат «HHO-BOX 8» — Страница 2 — Анонсы и новинки на рынке
Не груби Даже не начинал. Так как я тупой, зацикленный ортодокс, считаю, что потратить 1500 $ гораздо полезнее вот на такую вещь. 03.jpg Если по теме, коллега Менгон фото горелки кастолиновской сбросил — все вопросы вообще снимаются, нет?
Понимаешь ли, для различного сварочного оборудования есть только своя область применения, и заместить водородную газосварку
аппаратом аргонно-дуговой сварки TIG не возможно. К примеру, мои аппараты применяются в ювелирных мастерских для ремонта и
изготовления ювелирных изделий, в стоматологических мастерских для изготовления деталей необходимых в зубопротезировании.
Так же мои аппараты применяют в мастерских по ремонту автомобильных радиаторов, при ремонте холодильного оборудования и
систем кондиционирования, и т.д. и т.п. Во всех вышеперечисленных областях совершенно не возможно применить сварку TIG.
В моей мастерской есть три вида сварочного оборудования. Для своей работы я применяю аргонно-дуговой сварочный аппарат TIG (AC/DC)
Так же я очень часто использую сварочный инвертор MMA, ну и не могу обойтись без водородного газосварочного оборудования, им
я обрабатываю оргстекло после раскроя, им я нагреваю втулочные соединения перед запрессовкой, да много чего я делаю этим
оборудованием, и к сожалению нет ни чего универсального, что могло бы заменить TIG — MMA — HHO.
Это мой TIG
А это продукт изготовленный с его помощью
А это схема для тех, кому интересно что это за продукт и как он работает.
Сообщение отредактировал SAAD: 31 Декабрь 2013 20:39
websvarka.ru
Аппарат водородной пайки Лига — 02
Аппарат водородной пайки «Лига 02».
Уникальный электролитический аппарат для газовой сварки и резки ЛИГА работает на обычной дистиллированной воде. Теперь не требуется громоздких баллонов с газом. Аппарат производит электрохимическое разделение дистиллированной воды на смесь двух газов (водород + кислород). Дистиллированная вода намного дешевле заправки, покупки, а также транспортировки баллонов.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Себестоимость газовой сварки при применении электролизных установок ‘Лига’ уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы ‘Лиги’ таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным ‘сухим’ пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Данный аппарат оснащен ювелирной иглой:
Технические характеристики:
Питание: 220 В / 50 Гц.Потребляемая мощность: 1,8 кВт.Максимальная сила тока: 9 А.Давление газа: до 0,4 атм.Максимальная температура пламени: 2600°C.Производительность газовой смеси: до 6 л/мин.Средний расход топлива (воды): 150 см3/ч.Время непрерывной работы: 4 ч.Максимальная толщина свариваемой стали: 2,5 мм.Габариты: 240 x 280 x 395 мм.Масса: 20 кг.
Цена: 25095,00 Грн.
www.oftaltech.com.ua
Аппарат водородной сварки «Лига-22» 20170526001 — АППАРАТЫ ЛАЗЕРНОЙ И ВОДОРОДНОЙ СВАРКИ
Аппараты «Лига» работают от сети 220В на дистиллированной воде. Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена.
Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм. Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага. Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС. Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы). В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
ювелирные и стоматологических работы ремонт сложной техники (холодильники, автомобили)
пайка и ремонт металлических оправ, очковой оптики ремонт и монтаж сантехнического оборудования
обработка стекла, в том числе кварцевого сварка термопар (никель-константановых, платиновых и т.п.)
закалка, местный отжиг, нормализация и отпуск
запайка ампул биологических и медицинских препаратов
gallery-st.com
Мультиплаз. Новый инструмент для вас.
Этот многофункциональный плазменный аппарат
награжден Гран-При
всемирного салона изобретений в Женеве
Внимание! Акция!
Бесплатная доставка до 30 июня 2021 г!
До 30 июня 2021 г. для тех регионов России, в которых нет дилера или у дилера нет в наличии необходимого Вам аппарата, Вы можете оформить покупку в центральном офисе по телефону 8 (800) 200-20-59 (звонок бесплатный из любого региона России) и мы доставим Вам аппарат бесплатно!
Это единственный инструмент в мире, который имеет такой широкий диапазон применения.
Мультиплаз 3500 осуществляет сварку, пайкосварку, пайку, закалку, очистку разных металлов: стали, алюминия, меди, чугуна, бронзы и других сплавов.
Мультиплаз 3500 режет все металлы, в том числе нержавейку, которую нельзя разрезать кислородной резкой. Резка керамической плитки, кварцевого стекла, кирпича, бетона и прочих негорючих материалов – еще одна уникальная особенность этого аппарата.
Мультиплаз 3500 заменяет множество других самых разнообразных инструментов: сварочный аппарат, газовую горелку, плазменный резак, листовые и вырубные ножницы, термофен, электролобзик, паяльную лампу, и многие другие.
Конструкция Мультиплаз 3500 позволяет непрерывно работать этим инструментом 24 часа в сутки круглый год (коэффициент рабочего цикла 100 %).
Операционная эффективность — еще одно преимущество этого инструмента. При небольшой потребляемой мощности Мультиплаз 3500 может концентрировать плазменный поток в струю небольшого диаметра, подобно лучу лазера. Это позволяет расплавлять металл больших толщин на глубину до 10 мм, приваривать к нему тонкие пластины от 0.5 мм, осуществлять наплавку металла на крупногабаритные детали и производить высокотемпературную пайку инструментальных сталей.
Отсутствие потребности в дорогом дополнительном громоздком оборудовании — компрессорах, трансформаторах и редукторах — значительно удешевляет рабочий процесс.
Конструкцию Мультиплаз 3500 отличают особая простота и большая надежность. При этом его многочисленные функции быстро осваивают даже начинающие пользователи.
Мультиплаз 3500 — компактный комплекс, который помещается в небольшую сумку. С таким инструментом удобно перемещаться на личном автомобиле или в общественном транспорте.
Благодаря уникальным свойствам факела Мультиплаз 3500 может очищать металл от коррозии или нагревать только ту деталь, которую необходимо, например, гайку на болте.
Это инструмент, который без пыли вырезает в керамической плитке отверстия любой формы.
Благодаря световому лучу, идущему от сопла, с этим инструментом можно работать в полной темноте.
В своем классе мощности он один из лучших в мире по весовым и габаритным характеристикам. См. раздел характеристики
Отсутствие при термообработке дорогих расходных материалов — специальных электродов и газовых баллонов с пропаном, ацетиленом или кислородом — позволяет сэкономить значительные средства.
Гордостью компании является особая, прежде недостижимая в сфере термообработки чистота рабочего процесса. Стали значительно безопаснее для здоровья процессы, протекающие при термообработке, так как исчезли и процесс горения и продукты сгорания.
За счет паровой рубашки, которая окружает плазменный поток, место разреза или сварочная ванночка защищены от попадания воздуха, что не дает образоваться различным вредным выбросам, например, окислам азота. Эта паровая рубашка, покрывая место термообработки, препятствует поднятию опасной пыли с поверхности обрабатываемого материала.
Мультиплаз 3500 — использует метод термической обработки, который запатентован, как революционный способ резки, сварки и пайки. В 1998 году на всемирном салоне изобретений в Женеве этот необычный инструмент получил Гран-При. См. раздел патенты
Мультиплаз единственная компания в мире, владеющая патентом на технологию сварки металлов водно-спиртовой смесью и первая, кто столь широко применяет в термообработке обыкновенную воду, превращая ее в низкотемпературную плазму (8000 °С).
Для удобства работы Мультиплаз 3500 комплектуется двумя горелками.
Гарантийный срок — 24 месяца.
Плазменная сварка Горыныч — характеристики, достоинства, недостатки, отзывы
На чтение 9 мин. Просмотров 116 Опубликовано
Плазменный аппарат «Горыныч» представляет собой универсальный прибор, способный резать и сваривать различные твердые материалы. Свое название устройство плазменной сварки получило по имени сказочного героя Змея-Горыныча, так как пламя от него напоминает огонь, изрыгаемый драконом.
Плазменный аппарат Горыныч это…
Многофункциональная универсальная плазменная сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для термического воздействия на негорючие материалы.
Конструктивно аппарат выполнен в виде отдельных двух блоков – генератора плазмы и блока управления с питанием. Это незаменимый и очень удобный помощник в домашнем хозяйстве, ремонте, строительстве, искусстве и в других сферах всевозможной деятельности. В плазменной сварке «Горыныч» в качестве рабочей среды для образования плазмы используется вода. Водоплазменные аппараты более компактные и более экономичные.
Принцип действия
По своим конструктивным особенностям данное устройство является классическим генератором плазмы низкой температуры. Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
В качестве рабочей жидкости, которая подвергается нагреву, может служить и вода, и спирт. Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Это обстоятельство делает прибор «Горыныч» универсальным, способным работать с самыми разными материалами и выполнять различные виды работ.
Несмотря на достаточно сложный принцип работы, устройство для сварки и резки состоит из трех основных компонентов: непосредственно плазменного генератора, блока питания и системы управления.
Основные преимущества плазменного аппарата «Горыныч»
Данное устройство имеет несколько крайне важных достоинств, которые и сделали его повсеместно распространенным и практически незаменимым в целом ряде областей человеческой деятельности.
Простота
Обучится варить и резать с помощью устройства сможет любой желающий, даже если он далек от строительных и ремонтных работ. Все управление максимально упрощено, элементы контроля снабжены надписями на русском языке, а дополнительно к аппарату прилагается подробнейшая инструкция с полным описанием всех возможных работ.
Универсальность
Большинство аналогичных плазменных установок способны либо резать, либо сваривать. Очень дорогие приборы могут то и другое, и лишь «Горыныч» является по-настоящему универсальным. С его помощью можно варить, резать, использовать его как паяльную лампу, небольшой горн и даже как огнетушитель! Таким образом, покупая плазменную установку можно заменить ей целый комплекс дорогостоящих приспособлений.
Компактность и небольшой вес
К сожалению, основная масса сварочных аппаратов снабжены громоздкими и тяжелыми трансформаторами и поэтому весят десятки килограммов. Генератор плазмы, несмотря на всю свою универсальность и практичность, лишен трансформаторов, а его вес в рабочем состоянии составляет всего лишь 4,5 килограмма! Его легко можно переносить в сумке, и в багажнике автомобиля он не займет много места.
Даже если весь день работать с генератором (управляющий элемент устройства выполнен в форме пистолета), то рука не устанет.
Распространенное «питание»
В это сложно поверить, но генератор «Горыныч» запитывается от обычной розетки в 220 вольт! Не нужны трансформаторы и переходники! Обычная розетка и сварочный аппарат готов к работе. При этом, потребление энергии также минимально и составляет лишь 2,5 киловатта в час. Это рекорд для устройств такого класса!
Разновидности плазменного аппарата
Производитель делает все возможное для того, чтобы удовлетворить всех клиентов без исключения. В настоящее время выпускаются три модели, которые отличаются друг от друга по мощности.
- На 8 ампер. Самый маломощный прибор, способный резать и варить металлы толщиной до 6 миллиметров. Стоимость его также невелика.
- На 10 ампер. Устройство среднее по мощности. Справится с металлом толщиной в 8-9 миллиметров.
- На 12 ампер. Наиболее мощный из «Горынычей». Справится с легированной сталью толщиной в 11 миллиметров. Целесообразно использовать для каждодневных профессиональных работ.
Отличия плазменного генератора «Горыныч» от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета. Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор. Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Какие работы можно проводить с помощью плазменного генератора «Горыныч»?
Сферы применения данного устройства очень велики и продолжают увеличиваются, так как люди находят все новое использование этому прибору. В данный момент времени применять его можно следующим образом:
- Сварка конструкционных, нержавеющих, легированных сталей, цветных металлов, а также их сплавов.
- Пайка и сварка изделий из цветных металлов.
- Резка стальных, чугунных изделий, цветных металлов, а также их сплавов.
- Пайка твердыми и мягкими припоями с высокой и низкой температурой плавления.
- Плавка металла в небольших количествах в тиглях.
- Поверхностная термическая обработка.
- Вспомогательная обработка металлов в литейном производственном процессе.
- Обработка тугоплавких материалов неорганического и органического происхождения (базальт, кварц, гранит, кварцевое стекло, бетон, мрамор, асбоцемент и другой материал).
- Воронение небольших изделий.
- Порошковое напыление изделий.
- Термическое оксидирование деталей.
- Закалка металлических деталей.
- Обработка термоусадочных материалов.
- Нанесение глазури.
- Изготовление и обработка продукции из стекла.
- Разделка стеклоткани.
- Получение химических соединений.
- Удаление окислов с металлических поверхностей.
- Очистка поверхностей термостойких изделий и различных отверстий в них от загрязнений органического и иного характера.
- Очистка поверхностей и микроотверстий от органических загрязнений в платиновых фильерах.
- Оплавление бетонных поверхностей для уменьшения гигроскопичности.
- Для ювелирных потребностей.
- При незначительных возгораниях в рабочей производственной зоне может использоваться в режиме погашенной дуги для мгновенного пожаротушения.
Как показывает многолетнее использование, плазменный генератор в хозяйстве может заменить такие приспособления, как болгарка, ручная пила, паяльная лампа, сварочный аппарат, газовая горелка и даже высокотемпературный лазерный резак.
В случае необходимости «Горыныч» можно использовать даже как достаточно яркий фонарь для освещения помещений.
Применение в художественной резке и сварке металла
Подавляющее большинство людей считают, что подобный прибор может только сварить или резать металл, но в реальности все обстоит по-другому. Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
К примеру, имея заранее приготовленные формы, можно отливать фигурки из металла, стекла или пластика. Для этого достаточно разогреть исходное вещество в тигле и залить его в форме. Обычно нагрев занимает не более 5 минут, а в случае со стеклом и пластиком все происходит еще быстрее.
Также, можно сваривать между собой металл и тем самым создавать любые абстрактные фигуры и конструкции ограничиваясь лишь своей фантазией.
Используя плазменный агрегат можно менять свойства твердотельных материалов. В качестве примера можно привести классическую гранитную плитку. Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Технические характеристики
Устройство имеет следующие характеристики:
- Рабочее напряжение — 130 – 240 Вольт.
- Частота сети – 50-60 Герц
- КПД – около 85%
- Минимальное время работы от одной заправки – не менее 20 минут.
- Масса горелки с полной заправкой – не более одного килограмма.
- Полная масса прибора (с блоком питания) – около 4,5 килограммов.
- Габаритные размеры – 19*19*6 сантиметров.
Для стабильной и полноценной работы необходим прогрев в 2-3 минуты. За это время плазменная дуга примет стабильную форму и прогреется до нужной температуры.
Комплектация
При покупке данного прибора в его комплект входят сумка-переноска, блок питания, горелка в форме пистолета, сосуд для заправки (емкости 200 миллилитров), необходимый гаечный ключ, ЗИП в который входят запасные сопла и приспособления для их очистки. Помимо этого, в комплект поставки входит подробная инструкция по эксплуатации на бумажном носителе.
Производитель
Созданием и усовершенствованием данного устройства занимается компания ООО «АСпромт» — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день компания ООО «АСпромт» продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Расходные материалы и запасные части для плазменного комплекса «Горыныч»
Для нормального функционирования аппарата необходимо вовремя менять запасные части и покупать качественные расходные материалы. Все это можно приобрести у официальных дилеров, так как они распространяют исключительно качественны расходники, одобренные производителем.
Наиболее важным расходным материалов для плазменного генератора является катод, который необходим для формирования правильной электрической дуги. Катоды необходимо менять по мере из выгорания, благо стоят они не дорого и не пробьют дыры в бюджете даже при интенсивной работе плазменного комплекса.
Еще одним из важных расходных материалов является сопло для резки металлов и сталей. Именно от толщины сопла зависит толщина плазменного потока. В продаже имеются сопла с радиусом 1,1 миллиметр и 2,1 миллиметра.
Можно приобрести и специальные ремонтные комплекты, с помощью которых можно восстановить работоспособность «Горыныча» в самые кратчайшие сроки.
У официальных дилеров можно приобрести вентиляторы для охлаждения блока питания, различные кнопки и ручки для регулировки и переключения режимов работы устройства. В продаже имеются и корпуса горелки, опорные шайбы и пружины и резиновые кольца-прокладки.
Благодаря простоте конструкции, приобретя ремонтный комплект можно справится с починкой плазменного комплекса самостоятельно.
Где купить
Данную модель приобрести можно у производителя. Рекомендуем посмотреть также контакты фирм, торгующих плазменной техникой, на этой странице.
Советуем также ознакомиться с актуальными моделями плазменного оборудования.
Если нужны комплектующие и расходники, смотрите раздел «Комплектующие для плазмы«.
Лига-02С — сварочный аппарат на воде | ВЭМЗ (Россия)
Описание
Модификация С – комплектуется для стоматологии (дополнительная ювелирная горелка с иглой, 3 сопла)
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал
Технические характеристики:
- Питание 220В, 50 Гц
- Потребляемая мощность, кВт 1,8
- Макс. действующее значение тока, А 9
- Давление газа, атм. до 0,4
- Макс. температура пламени, ºC 2600
- Производительность газовой смеси, л/мин. до 6
- Средний расход топлива (воды), см3/ч 150
- Время непрерывной работы, часов 4
- Макс. толщина свариваемой стали, мм 2,5
- Габариты, мм 240x280x395
- Масса, кг 20
Комплектация:
- Ювелирная горелка
- Два дополнительных сопла
- Блок электролизёра
- Охладитель-обогатитель
- Горелка
- Соединительные шланги 2
- Сменное сопло
- Заправочное устройство
- Паспорт-инструкция
Отзывов пока нет.
Сварщик воды и соли: 7 шагов
Хорошо, давайте перейдем к науке!
Взгляните на таблицу (рис. 1), как вы видите, вода очень устойчива, поэтому обычная вода не допускает протекания тока, цель здесь — снизить сопротивление воды до тех пор, пока вы не сможете потреблять ток от это, и, как вы видите, из зазоров между проводами, оно варьируется в сантиметрах, поэтому, если вы их разбираете, добавляется больше сопротивления, если вы соединяете их вместе, добавляется меньше сопротивления.
Итак, переменные, с которыми мы здесь работаем, — это V (напряжение), I (ток), R (сопротивление в омах) и D (расстояние в см).
Чтобы измерить I (ток), чтобы узнать, сколько ампер мы потребляем, мы разделим V (напряжение) на R (сопротивление в Ом), как показано ниже:
I = V / R
We знать начальное значение V, в данном случае 110v, но значение R основано на расстоянии и солености, поэтому мы можем определить Rd, которое равно Rs (сопротивление из таблицы солености (рис.1)) умножить на D (расстояние в см).
В итоге получается что-то вроде этого:
I = V / Rd
, что:
Rd = Rs.D
Если мы заменим известные нам значения, скажем, соленая, как морская вода в открытом море 10 см. по отдельности, мы получим что-то вроде этого:
I = 110 / Rd
Что:
Rd = 20 * 10
Затем:
I = 110/200
Это заканчивается как:
I = 0,5
Итак, в этой ситуации мы можем потреблять 0,5 ампер из этой схемы.Следуя той же формуле для расстояния 1 см, мы получаем максимальное теоретическое значение 5,5 ампер. Если используемое напряжение составляло 220 В, то в итоге мы получаем максимальное потребление 11 ампер.
Моя установка дважды отключила выключатели во время разработки этого проекта, и мои выключатели рассчитаны на 10 ампер, поэтому моя вода была чрезмерно насыщена солью, плюс тот факт, что провода были погружены на дно раствора, которое более плотно и соленее. Мы даже можем сказать, что сопротивление варьировалось в зависимости от глубины и в конечном итоге составляло градиент сопротивления, который суммируется со средним сопротивлением плюс сопротивление самих проводов.
Мультиплаз. Сварка, резка, пайка, пайка …
Эта передовая портативная машина получила
Гран-при
на Всемирной выставке изобретений в Швейцарии
Вот почему:
Инновация Multiplaz начинается с идеи использовать обычную водопроводную воду в качестве основной рабочей жидкости. Его дизайн удивителен и прост.
Multiplaz — единственная компания в мире, имеющая патент на эту уникальную сварочную технологию с использованием водно-спиртового раствора вместо защитного газа.Это первая компания, которая использует обычную водопроводную воду для нагрева материалов, превращая воду в плазму при 14400 ° F (8000 ° C).
Multiplaz 3500 — единственный в мире сварочный аппарат с таким широким спектром применения.
Multiplaz 3500 может сваривать, паять, паять, упрочнять и очищать металлы, включая сталь, алюминий, медь, чугун, бронзу и другие металлы.
Мультиплаз 3500 может резать любой металл, в том числе высоколегированный и нержавеющую сталь, не поддающуюся кислородной резке.Резка керамической плитки, кварцевого стекла, кирпича, бетона и других негорючих материалов — еще одна уникальная особенность Multiplaz 3500.
Multiplaz 3500 может заменить множество различных инструментов: сварочный аппарат, газовую горелку, плазменный резак, ножницы и ножницы, промышленный сушильный вентилятор, электрический лобзик, паяльную лампу, инверторный сварочный аппарат… и это лишь некоторые из них.
Мультиплаз 3500 успешно используется во многих коммерческих, промышленных, военных и бытовых услугах: производство, ремонт и обслуживание, сельское хозяйство, бытовая техника, развлекательные центры, художественные проекты, все виды кораблей, морские, флот, спасательные службы и т. Д.
Конструкция
Multiplaz обеспечивает 100% рабочий цикл, 24 часа в сутки, 7 дней в неделю.
Эффективность работы — большое преимущество этого устройства. Несмотря на низкое энергопотребление, Multiplaz 3500 может концентрировать поток плазмы в струю небольшого диаметра, как лазер.
Эта функция позволяет плавить даже толстый металл толщиной 12 дюймов (300 мм) на глубину до 7/16 дюйма (10 мм), сваривать тонкие пластины толщиной 1/64 дюйма (0,5 мм) с толстыми, наплавляя металл на объемные детали и припой инструментальных сталей.
Отсутствие дорогих расходных материалов, в том числе специальных электродов и газовых баллонов с пропаном, ацетиленом или кислородом, позволяет значительно сэкономить.
Нет необходимости в дорогостоящем и громоздком дополнительном оборудовании, таком как компрессоры, трансформаторы и регуляторы давления. Операционный процесс стал более эффективным и менее затратным.
Простота использования Мультиплаз 3500 позволяет новичкам быстро и легко овладеть навыками плазменной сварки, резки и пайки.
Уже через несколько минут работы с Multiplaz специалисты осознают ценность и уникальность этого инструмента.
Мультиплаз 3500 — это компактная система, которую можно положить в сумку для инструментов и носить с собой куда угодно.
Уникальные свойства струи Мультиплаз-3500 позволяют очищать металл от коррозии и точно нагревать только определенную часть сложного агрегата, например, нагреть болт, не затрагивая гайку.
Инструмент позволяет вырезать отверстия любой формы в плитке без образования пыли во время резки.
Луч света от насадки позволяет использовать инструмент в полной темноте.
Вес и размер этого устройства делают его лучшим в своем классе.
Отсутствие дорогих расходных материалов, в том числе специальных электродов и газовых баллонов с пропаном, ацетиленом или кислородом, позволяет значительно сэкономить.
Гордость нашей компании — экологическая чистота производственного процесса. Это было недостижимо при термообработке до «Мультиплаза». Инженеры компании Multiplaz R&D достигли экологического прорыва в области сварки, резки и пайки.
Паровой экран, окружающий плазменную струю, защищает срез или сварочную лужу от воздуха, а это означает, что опасные загрязнители, включая оксид азота, не являются проблемой. Этот парозащитный экран покрывает всю область термической обработки, а также становится барьером для опасной пыли, которая может возникнуть с обрабатываемой поверхности металла.
Эта передовая портативная машина получила «Гран-при» за новую супертехнологию на Всемирной выставке изобретений в Женеве, Швейцария.
В комплект Multiplaz 3500 входят две горелки, позволяющие легко переключать режимы между резкой и сваркой или наоборот.
Сварочные аппараты
Miller | TIG-машина | MIG Machine | Палка с водяным охлаждением | Сварщик с приводом от двигателя | Комплект сварщика
Наше наиболее популярное оборудование для сварочных аппаратов Miller включает:
Miller разрабатывает и производит превосходное оборудование для дуговой сварки и резки
Миллер поставляет системы MIG, системы TIG и сварочные аппараты
Miller Electric Manufacturing Company производит передовые системы MIG для полуавтоматической сварки MIG, а также оборудование для роботизированной автоматизации.Сварочные аппараты Miller MIG высоко ценятся, особенно новые модели, такие как Millermatic 350P Pulsed MIG Welder и Millermatic 211 Auto-Set.
Сварочные аппараты
Miller TIG чрезвычайно доступны по цене, просты в настройке, эксплуатации и обеспечивают отличный контроль дуги и лужи. Продукция Miller всегда является лидером продаж на Welders Supply, особенно сварочная установка Miller Diversion 180 AC / DC TIG.
Однофазные сварочные аппараты Miller
включают в себя Thunderbolt® XL 225/150 AC / DC. Одно- и трехфазные блоки: Maxstar® 200 STR, CST & trae; 280 и серии XMT®.Трехфазные блоки Miller — это Gold Star® 652, Dimension ™ Series и PipePro ™ 450 RFC.
Плазменные резаки и сварочные аппараты / генераторы Miller надежны и точны
Плазменные резаки Miller
надежны, долговечны и точны. Однофазные плазменные аппараты Miller включают Spectrum® 125C и Spectrum® 375. Miller — производитель аппаратов для точечной сварки мирового класса, включая MSW-4, MSW-41T и LMSW-52.
Miller производит более двадцати различных сварочных аппаратов / генераторов, включая Miller Bobcat 250 AC / DC Engine Drive Welder и Miller Trailblazer 275.Пистолеты и фонари компании хорошо спроектированы и изготовлены на высочайшем уровне. Его защитные шлемы, защитные очки и защитная одежда для сварщиков обеспечивают защиту в течение всего дня и комфорт в течение всего дня.
Верстаки серии ArcStation от Miller — первые рабочие станции, специально изготовленные для удовлетворения потребностей профессиональных сварщиков и слесарей. Блестящие особенности, такие как X-образная поверхность стола (модели SX), обеспечивают беспроблемный зажим, а регулируемые ножки для выравнивания позволяют легко выровнять стол для стабильной сварочной платформы.
NEW Сварочные аппараты Bobcat!
Miller недавно выпустили свои новые рыси. Ознакомьтесь с последними и лучшими здесь:
Мощные сварочные аппараты Bobcat, такие как Miller Bobcat 260 EFI с дистанционным запуском / остановом 907793, популярны в нашем сварочном сообществе.
Самые низкие цены в Интернете и бесплатная доставка при заказе от 300 долларов США
Welders Supply предлагает лучшие цены на сварочные системы Miller, и мы предлагаем бесплатную доставку в любую точку континентальной части США для заказов на сумму более 300 долларов.Делайте покупки все, что хотите, но никто не сравнится с Welders Supply.
Welders Supply предлагает полный ассортимент сварочной продукции и расходных материалов Miller для удовлетворения потребностей всех профессиональных сварщиков.
Практическое руководство по оборудованию и назначению для подводной сварки
Поиск подходящих инструментов для проекта подводной сварки может быть сложной задачей.
Сварщикам-водолазам необходимо оборудование right для точного, эффективного и безопасного выполнения своей работы.
Это руководство поможет вам сориентироваться в процессе выбора подводного сварочного оборудования .
Все сварочные работы немного отличаются.
Кроме того, поскольку большинство подводных сварщиков выполняет сварку на поверхности, важно понимать, как их инструменты по-разному работают в водной среде.
Для правильной сварки под водой водолаз использует пять основных инструментов:
- Водолазный шлем
- Принадлежности
- Гидрокостюм
- Электроды
- Стингер
- Блок питания
Давайте посмотрим на каждый:
1.Водолазный шлем: глаза и уши проектов гипербарической сварки
Сварщикам-подводникам для работы необходим надежный водолазный шлем.
Изображение предоставлено Министерством обороны США
На поверхности сварочные маски (капюшоны) защищают глаза и лицо сварщика во время сварочных работ. Маски для подводной сварки служат для этой цели, а также обеспечивают возможность дышать сварщику-водолазу.
Большинство из них используют тот же водолазный шлем, что и при обычном коммерческом погружении, с одним дополнением:
Сварочный экран , который крепится к передней части маски для защиты глаз.
Некоторые из этих сварочных экранов переворачиваются вверх или вниз, как сварочные кожухи, и бывают разных оттенков.
Типы водолазных шлемов
Подводные сварщики используют один из этих шлемов в зависимости от проекта:
Open Circuit : В этом шлеме используется обратный газовый клапан, линза против запотевания, боковые грузы, внутренняя подушка и многие другие современные характеристики. Это стандартный и самый популярный шлем для профессиональных водолазов. Поскольку в нем используется обратный клапан, выдыхаемый воздух выталкивается в воду.
Reclaim: Этот тип шлема следует тем же принципам, что и открытый контур, но он рециркулирует выдыхаемый дайвером газ и закачивает его обратно в систему при том же давлении окружающей среды.
Шлем Free-Flow: Этот шлем с самым упрощенным дизайном отличается увеличенным прозрачным козырьком для большей видимости. Из-за его простоты дайверы могут разобрать его и снова собрать с помощью отвертки и гаечного ключа. Он используется в основном при работе с опасными материалами и на мелководье.
Влажная сварка использует только поверхностную подачу воздуха (SSA) , , поэтому стоит отметить, что оборудование, используемое в SSA, является специализированным и используется только профессионалами. SSA (в отличие от SCUBA) имеет решающее значение для подводных сварщиков, поскольку позволяет общаться с командой на поверхности, которая управляет сварочным аппаратом.
2. Принадлежности для подводной сварки: важнейшие приспособления для использования
Сварщики-водолазы, помимо каски, будут использовать следующие принадлежности для дайвинга:
- Водолазный нож : Как кнут для Индианы Джонса, так и нож для сварщиков-водолазов.Это инструмент для любой ситуации, независимо от того, нужно ли им разрезать материал проекта, открыть дверь или освободиться от затруднительного положения. Водолазный нож отлично справляется со своей задачей.
- Пуповина: Здесь газ перекачивается от водолаза на поверхность и с поверхности.
- Ремень — для удержания дайвера в плавучести и в одном месте во время выполнения своей работы.
- Газовая панель и компрессор: Квалифицированная команда контролирует газовые манометры и поддерживает постоянную подачу воздуха к дайверу (ам) ниже.Дайверы также следят за ними напрямую. Большинство из них используют газ низкого давления из-за неприхотливости в обслуживании, практически неограниченная подача воздуха.
- Аварийный газ: Используется в аварийных ситуациях, этот газ обычно переносится дайвером в качестве вторичного газа в случае неисправности оборудования SSA. Он имеет форму небольшого акваланга.
- Ножевой переключатель: Не то же самое, что водолазный нож. Это используется при использовании электрического оборудования под водой, например, при мокрой сварке. Построенный в виде простого рычага, он управляет потоком электричества с верхней стороны для питания ваших инструментов.
3. Гидрокостюм: гибкая броня для работы
Изображение предоставлено: m_hatter, Flickr
В чем разница между гидрокостюмом подводного сварщика и костюмом аквалангиста?
Зависит от того, чем они занимаются.
Большинство профессиональных дайверов используют гидрокостюмы, поскольку они обеспечивают превосходный климат-контроль и большую защиту, чем гидрокостюм.
Сухие костюмы
изготавливаются из неопрена, резины или оболочки, в зависимости от среды, в которой вы ныряете.Однако в качестве дополнительного внешнего слоя защиты некоторые подводные сварщики носят комбинезоны поверх костюмов.
Если расплавленный металл попадает прямо в их костюм, он может прожечь его. Комбинезон не дает этому случиться.
Чтобы защитить руки, сварщики-водолазы надевают толстые резиновые перчатки линейных монстров поверх нескольких пар латекса.
Чтобы вода не попала в перчатки, они могут защелкнуть резиновую ленту вокруг запястья.
4. Водонепроницаемые электроды: правильное покрытие — залог успеха
Изображение любезно предоставлено Broco Inc.
Электрод, возможно, является самой важной частью инструментов подводного сварщика, поскольку он обеспечивает материал для сварки. Существует множество размеров и материалов на выбор, начиная от небольших подводных сварочных стержней 1/8 дюйма, которые работают с мягкой сталью, до немного более крупных стержней из нержавеющей стали 5/32.
Вот где происходит волшебство.
Основное различие между сваркой на поверхности и подводной сваркой — это покрытие; подводные электроды должны быть чрезвычайно водостойкими .Некоторые сварщики-водолазы все еще покрывают свои электроды, но большинство из них держится всего несколько часов.
Представитель Broco-Rankin сообщил нам, что их электроды могут находиться в воде до 24 часов и при этом сохранять водостойкое покрытие.
Они хорошо работают на глубине до 33 футов. Ниже этого уровня давление может вызвать большую пористость, которая может нарушить целостность конструкции.
- Водостойкое покрытие: Чем дольше оно может выдерживать агрессивную морскую среду, тем лучше.
- Высокопрочный предел прочности : Материал электрода более высокого качества обеспечивает более плотный сварной шов, который прослужит дольше. Типичные диаметры сварного шва составляют 1/8 и 5/32 дюйма.
5. Подводное жало: меньше значит больше
Стингеры удерживают электроды, и они в основном сделаны из легких пластиковых материалов, чтобы уменьшить вероятность судорог и усталости.
Разработанный для простоты, стингерам не нужно много дополнительных функций для работы под водой.
Подводные сварщики, которые тренируются с определенным жалом, обычно предпочитают на работе тот же тип, даже если на рынке есть более новый. «Придерживайтесь того, что вы знаете» — это общее мнение. Вероятно, это связано с тем, что они думают, что другие части их работы непредсказуемы.
Однако современное оборудование помогает обеспечить более безопасную и эффективную работу и часто может снизить общие затраты. Такое оборудование буквально делает инструменты такого типа, особенно подводные резаки, передовыми.
Качественное сварочное устройство для подводной сварки, такое как Broco BR-21 stinger, имеет следующие характеристики:
- Изолированный: Морская вода является сильным проводником электричества, и сварщикам-водолазам нужна вся возможная защита. Если жало хорошо изолировано, оно не позволит сварщику-водолазу почувствовать большую часть тока, даже при 200 ампер.
- Эргономичный и легкий: Чем крупнее сварочный проект, тем больше подводному сварщику требуется жало, которое он может держать в течение более длительного периода времени.
- Под правильным углом: Стингер нуждается в идеальном отверстии и выемке, куда сварщики могут вставить электрод. Это обеспечивает оптимальное использование в различных положениях при сварке и в различных условиях видимости.
6. Подводный сварочный аппарат: сила тока и сила тока
Сделайте это горячим.
В отличие от большинства процессов сварки надводных конструкций, управление подводным сварочным оборудованием является результатом совместной работы водолазов, находящихся внизу, и команды управления на лодке.
Непосредственно перед тем, как сварщик-водолаз будет готов начать сварку, он или она свяжется по радио с бригадой контроля.
Это сигнализирует им, что им нужно переключить подводный сварочный аппарат на правильную силу тока .
По словам представителя Miller, требуемая мощность во многом зависит от размера электрода.
Поскольку подавляющее большинство сварочных работ выполняется на поверхности, немногие (если таковые имеются) компании производят сварочные аппараты, специально предназначенные для подводной сварки.
Для некоторых из них требуются дополнительные действия, чтобы переключить его на безопасный выходной режим при использовании под водой, например, вытаскивание катушки изнутри устройства.
Эти качества следует искать в источнике питания для подводной сварки:
- Постоянная и стабильная мощность: Хорошая машина не будет колебаться в амперах, если кто-то не повернет эту ручку; даже с более длинными силовыми кабелями он должен поддерживать хороший непрерывный поток.
- Рабочий цикл: Это время, в течение которого подводный сварщик может использовать подводное сварочное оборудование с максимальной силой тока (мощности).Если машина работает при 275 А при рабочем цикле 60%, это означает, что вы можете сваривать на полном газу в течение 6 минут из 10 (отключая выход на 4 минуты). Другие машины могут работать на более высоком уровне — опять же, потребность в энергии в основном зависит от типа используемого электрода.
- Постоянный ток, а не переменный ток : В воде все сварочное оборудование должно питаться постоянным током, а не переменным током. Постоянный ток течет в одном постоянном направлении. При использовании под водой это лучшая альтернатива кондиционеру.Сварщики-водолазы используют прямую полярность (отрицательную), что обеспечивает более длительный срок службы электрододержателя (обычно).
Вооружен и готов: инструменты для работы
Указанные выше инструменты имеют значительную стоимость, но большинство сварщиков-водолазов работают в компании, которая уже имеет это оборудование.
Если у вас нет такой роскоши, вы можете основывать расходы на инструменты на своем доходе и вкладывать средства по мере своих возможностей. Расходы, не подлежащие вычету из налогооблагаемой базы может значительно помочь вам добиться успеха в качестве морского субподрядчика.
Помимо жала и электрода, инструменты подводного сварщика используются не только для подводной сварки, но и для других целей.
Тем не менее, важно знать характеристики этого оборудования, чтобы быть в курсе и использовать лучшее для подводных сварочных работ.
Сварочный аппарат TIG с системой водяного охлаждения 400, SPM для сварки TIG, сварочный аппарат специального назначения TIG, TIG वेल्डिंग Mac — Macro Power Equipment, Ambarnath
Сварочный аппарат TIG с системой водяного охлаждения 400, SPM для сварки TIG, сварочный аппарат специального назначения TIG, TIG मशीन — Макро-силовое оборудование, Амбарнатх | ID: 19277514933
Спецификация продукта
| Номер модели | Макро 400 | ||||||||||||||||||||||||||
| Марка | Макро силовое оборудование | ||||||||||||||||||||||||||
| Фаза | 3 фазы | ||||||||||||||||||||||||||
| Частота (В) | Напряжение (В) ) | 60 | |||||||||||||||||||||||||
| Масса (кг) | 28 | ||||||||||||||||||||||||||
| Автоматический Класс | Автоматический | ||||||||||||||||||||||||||
| Коэффициент мощности | 0.93 | ||||||||||||||||||||||||||
| Входное напряжение | 380 В + _15% | ||||||||||||||||||||||||||
| Подходит для сварочного стержня (мм) | 2,4 мм, 3 мм | ||||||||||||||||||||||||||
| КПД (%) | 60 | ||||||||||||||||||||||||||
| 13,1Kva | |||||||||||||||||||||||||||
| Гарантия | Один год | ||||||||||||||||||||||||||
| Рабочий цикл | 60 | ||||||||||||||||||||||||||
| Емкость | 400 | ||||||||||||||||||||||||||
| Входная мощность | AC380v1 Охлаждение | AC380v1 Охлаждение | Класс изоляции | F | |||||||||||||||||||||||
| Класс защиты | IP21 | ||||||||||||||||||||||||||
| Инверторная технология | Макро силовое оборудование | ||||||||||||||||||||||||||
| AMPS | 400 | ||||||||||||||||||||||||||
| 9038 Машиностроение | Хорошо | ||||||||||||||||||||||||||
| Номинальная емкость | 85000 | ||||||||||||||||||||||||||
| Цвет | Синий | ||||||||||||||||||||||||||
| MMA Facility | Доступный | ||||||||||||||||||||||||||
| Размер электрода (мм) | 2.4 мм 3 мм | ||||||||||||||||||||||||||
| Толщина | 515262468 мм | ||||||||||||||||||||||||||
| Вес в граммах | 28 | ||||||||||||||||||||||||||
| Горелка с дистанционным управлением вверх или вниз | Да | ||||||||||||||||||||||||||
| Состояние Новое | Состояние Новое | Описание продуктаИнверторный сварочный аппарат Tig 400 Ампер с системой водяного охлаждения Заинтересовал этот товар? Получите последнюю цену у продавца Связаться с продавцом Изображение продуктаО компанииГод основания 2016 Юридический статус Фирмы Физическое лицо — Собственник Характер бизнеса Производитель Количество сотрудников от 11 до 25 человек Годовой оборот50 лакх — 1 крор Участник IndiaMART с ноября 2017 г. GST27AVXPA2029h2ZI Основана в 2016 at Ambarnath , Maharashtra «Macro Power Equipment» — это компания, основанная в индивидуальном праве собственности , которая является ведущим производителем из MIG Сварочный аппарат, сварочная печь, сварочный выпрямитель Машина и многое другое.Эти продукты предлагаются нами по самым доступным ценам. Наша продукция пользуется большим спросом благодаря первоклассному качеству и доступной цене. Кроме того, мы обеспечиваем своевременную доставку этих продуктов нашим клиентам, благодаря чему мы приобрели огромную клиентскую базу на рынке. Вернуться к началу 1 Есть потребность? 1 Есть потребность? Насколько холодной должна быть вода для контактной сварки?Для продления срока службы электрода необходимо охлаждение электрода.Чем ниже температура воды, тем выше срок службы электрода. Требуется большое количество холодной воды. Лучшая температура для электрода — самая низкая из возможных. Если бы у вашего растения был источник воды из колодца, это было бы идеально, так как вода была бы около 50 градусов по Фаренгейту круглый год. Хотя эта температура хороша для электродов, такая температура для электрического оборудования и электроники не подходит для влажного лета. Электроника плохо справляется с каплями конденсата.Трансформаторы могут не выдержать, если они потеют. Таким образом, даже если электроды могут работать хорошо, сварочный аппарат может плохо справляться с большим количеством конденсата. Большинство предприятий работают на городских водонапорных башнях или градирнях. Летняя конденсация по-прежнему остается проблемой, но перепады температур с зимы на лето не так велики, и обычно конденсацию можно контролировать. Вопрос в том, насколько холодной должна быть вода для электродов? Ответ по-прежнему — Как можно холоднее .Если у вас есть колодец, городской водопровод или градирня, всегда берите самую холодную доступную воду и сначала направляйте ее на электроды. Затем вы можете отправить возврат от электродов для вторичного охлаждения других менее важных компонентов. Электроды будут работать при температуре воды 55 ° F или 85 ° F, если вы обеспечите им достаточный поток в надлежащем месте, см. ГДЕ СЛЕДУЕТ РАСПОЛОЖИТЬ ВОДЯНУЮ ТРУБКУ и СКОЛЬКО МОЩНЫЙ ПОТОК ВОДЫ. В тяжелых условиях эксплуатации во время сварки может выделяться большое количество тепла.В заводских градирнях может быть недостаточно. В этих случаях для этой конкретной рабочей станции может потребоваться дополнительная система охлаждения, чтобы обеспечить необходимое охлаждение и поддерживать линию в рабочем состоянии без чрезмерных простоев. Чрезмерный нагрев не ограничивается электродами, он также может повлиять на кабели и перемычки, которые могут преждевременно выйти из строя. Для правильной работы всех компонентов сварочного аппарата требуется хорошее охлаждение и поток воды. Fronius TransTig 230i Сварочный аппарат TIG / Stick с водяным охлаждением | Бесплатная доставка{«id»: 1443178119271, «title»: «Аппарат для сварки TIG / Stick Fronius TransTig 230i с водяным охлаждением — Бесплатная доставка!», «Handle»: «fronius-transtig-230i-water-cool-tig-stick- сварочный пакет «,» описание «:» \ u003cp \ u003e \ u003cspan style = \ «color: # ff0000; \»> \ u003cstrong \ u003e \ u003cem \ u003eЭтот товар имеет увеличенный срок поставки 20-25 рабочих дней * Модели с воздушным охлаждением более доступны в Fronius, пока мы ждем заказа на пополнение запасов моделей с водяным охлаждением.\ u003c \ / em> \ u003c \ / strong> \ u003c \ / span> \ u003c \ / p> \ n \ u003cp> Fronius TransTig 230i — это полностью оцифрованный источник питания TIG постоянного тока. Помимо различных категорий мощности от 80 до 500 А, устройства также различаются по своей мобильности — от мобильных портативных устройств до стационарных мощных комплексных систем. Однако все они имеют одну общую черту — чрезвычайно прочная конструкция для длительного срока службы и исключительно понятная концепция управления. \ U003c \ / p \ u003e \ n \ u003cp \ u003e \ u003cstrong \ u003e ЧТО В КОРОБКЕ? \ u003c \ / strong> \ u003c \ / p> \ n \ u003cul> \ n \ u003cli \ u003e230A Источник сварочного тока постоянного тока (TransTIG 230i предварительно собран и протестирован) \ u003c \ / li> \ n \ u003cli \ u003eПространственный держатель питателя \ u003c \ / li \ u003e \ n \ u003cli> Водоохладитель с датчиком протока \ u003c \ / li> \ n \ u003cli> Горелка TIG, с воздушным охлаждением, 26.3 ‘\ u003c \ / li> \ n \ u003cli> заземляющий кабель, 13’ \ u003c \ / li \ u003e \ n \ u003cli> расходомер с газовым адаптером \ u003c \ / li> \ n \ u003c \ / ul \ u003e \ n \ u003cp \ u003e \ u003cstrong> ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ \ u003c \ / strong> \ u003c \ / p \ u003e \ n \ u003ctable \ u003e \ n \ u003ctbody \ u003cth \ n \ u003cth \ u003cth \ u003cth \ u003cth u003eСварочный ток \ / Рабочий цикл [10мин \ / 40 ° C] \ u003c \ / th> \ n \ u003ctd \ u003e230A \ / 45% \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr> \ n \ u003cth> Сварочный ток \ / Рабочий цикл [10мин \ / 40 ° C] \ u003c \ / th \ u003e \ n \ u003ctd \ u003e205A \ / 60% \ u003c \ / td \ u003e \ n \ u003c \ / tr> \ n \ u003ctr> \ n \ u003cth> Сварочный ток \ / Рабочий цикл [10мин \ / 40 ° C] \ u003c \ / th \ u003e \ n \ u003ctd \ u003e170A \ / 100% \ u003c \ / td> \ n \ u003c \ / tr> \ n \ u003ctr> \ n \ u003cth \ u003eРабочее напряжение \ u003c \ / th> \ n =ctd = 10,1-19,2V \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth> Напряжение холостого хода \ u003c \ th \ u003e \ n \ u003ctd = 97,0 V \ u003c \ / td \ u003e \ п \ u003c \ / tr> \ n \ u003ctr> \ n \ u 003cth> Mains frequency \ u003c \ / th> \ n =ctd> 50-60Hz \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr> \ n \ u003cth \ u003cth \ u003cthMains Voltage \ / th \ u003e \ n \ u003ctd \ u003e230V \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth \ u003eMains fuse \ u003c \ n \ u003c \ th \ u003c u003ctd \ u003e16A \ u003c \ / td> \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth \ u003eDimension \ / b \ u003c \ / th \ u003e \ n \ u003ectd10 мм \ u003c \ / td \ u003e \ n \ u003c \ / tr> \ n \ u003ctr \ u003e \ n \ u003cth \ u003eDimension \ / l \ u003c \ / th \ u003e \ n =ctd \ u003e558,0 мм \ u003c / td> \ n \ u003c \ / tr> \ n \ u003ctr> \ n \ u003cth \ u003eWeight \ u003c \ / th \ u003e \ n \ u003ctd = 16,4 кг \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth> Степень защиты \ u003c \ / th \ u003e \ n \ u003ctd \ u003eIP23 \ u003c \ / td \ u003e \ n \ u003c \ \ n \ u003c \ / tbody \ u003e \ n \ u003c \ / table> «,» published_at «:» 2018-09-24T13: 28: 58-05: 00 «,» created_at «:» 2018-09-24T13 : 40: 52-05: 00 «,» поставщик «:» Fronius «,» тип «:» «,» теги «: [» Brand_Fronius «],» цена «: 574100,» pri ce_min «: 574100,« price_max »: 574100,« available »: true,« price_varies »: false,« compare_at_price »: null,« compare_at_price_min »: 0,« compare_at_price_max »: 0,« compare_at_price_varies »: false,« варианты » : [{«id»: 12757762834535, «title»: «Заголовок по умолчанию», «option1»: «Заголовок по умолчанию», «option2»: null, «option3»: null, «sku»: «FRM 49,0400,0018 «,» requires_shipping «: true,» taxable «: true,» Feature_image «: null,» available «: true,» name «:» Сварочный аппарат TIG / Stick с водяным охлаждением Fronius TransTig 230i — Бесплатная доставка! «,» public_title «: null,» options «: [» Название по умолчанию «],» price «: 574100,» weight «: 0,» compare_at_price «: null,» inventory_quantity «: 1,» inventory_management «: null,» inventory_policy «: «отказать», «штрих-код»: «», «требуется_план_продажи»: false, «распределение_плана_продаж»: []}], «изображения»: [«\ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /TransTIG230i_StandardPackage_8b0413e5-0d71-4235-8b3b-e742853e2a59.png? v = 1542104537 «],» Feature_image «:» \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /TransTIG230i_StandardPackage_8b0413e5-0d71-4235-8b3b-e742853e2a59.png? v = 1542104537 «,» options «: [» Название » ], «media»: [{«alt»: «Аппарат для сварки TIG с водяным охлаждением Fronius TransTig 230i / / — Бесплатная доставка! -ShopWeldingSupplies.com», «id»: 1012235993191, «position»: 1, «preview_image» : {«ratio_ratio»: 1.778, «height»: 433, «width»: 770, «src»: «https: \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /TransTIG230i_StandardPackage_8b0413e5-0d71-4235-8b3b-e742853e2a59.png? v = 1569095905 «},» ratio_ratio «: 1.778,» height » : 433, «media_type»: «image», «src»: «https: \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ / TransTIG230i_StandardPackage_8b0413e5-0d71 -4235-8b3b-e742853e2a59.png? V = 1569095905 «,» width «: 770}],» requires_selling_plan «: false,» sales_plan_groups «: [],» content «:» \ u003cp \ u003e \ u003cspan style = \ » цвет: # ff0000; \ «\ u003e \ u003cstrong \ u003e \ u003cem> Этот товар имеет увеличенный срок поставки 20-25 рабочих дней * Модели с воздушным охлаждением более доступны в Fronius, пока мы ждем заказа на пополнение запасов воды. -охлаждаемые модели.\ u003c \ / em> \ u003c \ / strong> \ u003c \ / span> \ u003c \ / p> \ n \ u003cp> Fronius TransTig 230i — это полностью оцифрованный источник питания TIG постоянного тока. Помимо различных категорий мощности от 80 до 500 А, устройства также различаются по своей мобильности — от мобильных портативных устройств до стационарных мощных комплексных систем. Однако все они имеют одну общую черту — чрезвычайно прочная конструкция для длительного срока службы и исключительно понятная концепция управления. \ U003c \ / p \ u003e \ n \ u003cp \ u003e \ u003cstrong \ u003e ЧТО В КОРОБКЕ? \ u003c \ / strong> \ u003c \ / p> \ n \ u003cul> \ n \ u003cli \ u003e230A Источник сварочного тока постоянного тока (TransTIG 230i предварительно собран и протестирован) \ u003c \ / li> \ n \ u003cli \ u003eПространственный держатель питателя \ u003c \ / li \ u003e \ n \ u003cli> Водоохладитель с датчиком протока \ u003c \ / li> \ n \ u003cli> Горелка TIG, с воздушным охлаждением, 26.3 ‘\ u003c \ / li> \ n \ u003cli> заземляющий кабель, 13’ \ u003c \ / li \ u003e \ n \ u003cli> расходомер с газовым адаптером \ u003c \ / li> \ n \ u003c \ / ul \ u003e \ n \ u003cp \ u003e \ u003cstrong> ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ \ u003c \ / strong> \ u003c \ / p \ u003e \ n \ u003ctable \ u003e \ n \ u003ctbody \ u003cth \ n \ u003cth \ u003cth \ u003cth \ u003cth u003eСварочный ток \ / Рабочий цикл [10мин \ / 40 ° C] \ u003c \ / th> \ n \ u003ctd \ u003e230A \ / 45% \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr> \ n \ u003cth> Сварочный ток \ / Рабочий цикл [10мин \ / 40 ° C] \ u003c \ / th \ u003e \ n \ u003ctd \ u003e205A \ / 60% \ u003c \ / td \ u003e \ n \ u003c \ / tr> \ n \ u003ctr> \ n \ u003cth> Сварочный ток \ / Рабочий цикл [10мин \ / 40 ° C] \ u003c \ / th \ u003e \ n \ u003ctd \ u003e170A \ / 100% \ u003c \ / td> \ n \ u003c \ / tr> \ n \ u003ctr> \ n \ u003cth \ u003eРабочее напряжение \ u003c \ / th> \ n =ctd = 10,1-19,2V \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth> Напряжение холостого хода \ u003c \ th \ u003e \ n \ u003ctd = 97,0 V \ u003c \ / td \ u003e \ п \ u003c \ / tr> \ n \ u003ctr> \ n \ u 003cth> Mains frequency \ u003c \ / th> \ n =ctd> 50-60Hz \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr> \ n \ u003cth \ u003cth \ u003cthMains Voltage \ / th \ u003e \ n \ u003ctd \ u003e230V \ u003c \ / td> \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth \ u003eMains fuse \ u003c \ n \ u003c \ n \ u003c u003ctd \ u003e16A \ u003c \ / td> \ n \ u003c \ / tr \ u003e \ n \ u003ctr \ u003e \ n \ u003cth \ u003eDimension \ / b \ u003c \ / th \ u003e \ n \ u003ectd10 мм \ u003c \ / td >> / td> \ n \ u003c \ / tr> \ n \ u003ctr> \ n \ u003cth \ u003eWeight \ u003c \ / th \ u003e \ n \ u003ctd = 16,4 кг \ u003c \ / td \ u003e \ n \ u003c \ / tr \ u003e \ n \ u003ctr> \ n \ u003cth> Степень защиты \ u003c \ / th \ u003e \ n \ u003ctd \ u003eIP23 \ u003c \ / td> \ n \ u003c \ \ n \ u003c \ / tbody> \ n \ u003c \ / table> «}
Описание продуктаЗаголовок по умолчанию — 5741 доллар.00 долларов США Достигнуто максимальное доступное количество. Срок поставки этого товара увеличен — 20-25 рабочих дней * Модели с воздушным охлаждением более доступны в Fronius, пока мы ждем заказа на пополнение запасов моделей с водяным охлаждением. Fronius TransTig 230i — это полностью оцифрованный источник питания постоянного тока для сварки TIG. Помимо различных категорий мощности от 80 до 500 А, устройства также различаются по своей мобильности — от мобильных портативных устройств до стационарных мощных комплексных систем. Однако все они имеют одну общую черту — чрезвычайно прочная конструкция для длительного срока службы и исключительно понятная концепция управления. ЧТО В КОРОБКЕ?
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
. |