
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц — 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц — 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц — 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах — на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 — вводный выключатель;
- S2 (S4) — реверсивный переключатель шпинделя;
- S6 — переключатель режимов;
- S3 — выключатель охлаждения.
Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим — круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя — кнопкой S9, а электродвигателя подачи — конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» — S10, S11; «Стоп» — S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя — электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод — происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Фрезерный станок 6Р82Ш: технические характеристики, схемы
Фрезерный станок марки 6Р82Ш был разработан почти полвека тому назад. Однако выпуск данной модели, с незначительными конструктивными изменениями, производится и по сей день, что свидетельствует о большом резерве жизнеспособности и функциональности всех узлов данного оборудования. Эксплуатационные преимущества станка более всего проявляются при единичном и мелкосерийном типе выпуска продукции, а также в ремонтно-машиностроительном производстве.
Назначение и область применения
Процесс фрезерования на рассматриваемом оборудовании реализуется при получении преимущественно плоских поверхностей, кромок или пазов на металлических заготовках. При высокой номенклатуре изготавливаемых деталей целесообразность применения универсально-фрезерного оборудования обосновывается рядом причин:
- Относительно несложной переналадкой станка и технологической оснастки к нему.
- Высокой стойкостью основного инструмента – фрез (при условии, что выбранная марка инструментальной стали и режим термообработки соответствуют общепринятым рекомендациям).
- Компактностью металлорежущей машины и малым ее энергопотреблением.
- Возможностью выполнения на станке 6Р82Ш иных операций, наиболее распространенными из которых являются строгание, шлифование, размерная отрезка.
- Удобствами при техническом обслуживании, а также сравнительно высокими параметрами точности конечной продукции.

Широкоуниверсальный фрезерный станок 6Р82Ш, как это следует из наличия буквы Ш в обозначении модели, адаптирован для обработки различных марок стали и чугуна, а также для таких металлов как медь и алюминий.
Инвестиционный портфель всегда должен быть достаточно диверсифицирован, ликвиден и приносить доход. Личный финансист подберет активы и составит из них портфель, который будет отвечать выбранному инвестиционному курсу, а страхование инвестиций поможет снизить риски.
В инструментальном производстве станок используется для изготовления корпусных деталей штамповой и литейной оснастки, а также прочих изделий, имеющих плоские поверхности. Ограничения по предельным размерам заготовок принципиального значения не имеют, поскольку конструкцией рассматриваемого оборудования предусмотрена возможность фрезерных работ на изделиях, размеры которых превышают габариты рабочего стола.
Повышенная универсальность станка 6Р82Ш подчеркивается возможностью установки различного типа фрез.
Закрепленные в своих шпиндельных головках, они могут вести обработку различных участков заготовки одновременно, что увеличивает производительность фрезерования. Привод каждой головки осуществляется собственным двигателем.

Технические характеристики
Базовая модель оборудования обладает следующими эксплуатационными возможностями:
- Габаритами стола для заготовок в плане, мм: 1250×320.
- Промежутком между шпинделем и столом, мм: 30 – 450.
- Технологическим вылетом стойки, мм: 260 – 820.
- Расстоянием от шпинделя до хобота, мм: 155.
- Регулировкой положения инструментальной головки, мм: 35 – 535.
- Ходом рабочего стола, мм: 420 – 800.
- Наибольшей осевой нагрузкой на рабочий стол, кг: 250.

- Практическим диапазоном интенсивности подачи, мм/мин: 25-1250 (в горизонтальном направлении), 8,3 – 418,6 (в вертикальном направлении).
- Частотой оборотов шпинделя инструментальных головок, мин-1: 50 – 1600.
- Наибольшим крутящим моментом, кН·мм: 1,07.
- Наибольшим диаметром применяемых фрез, мм: 160 (предварительное фрезерование), 100 (окончательное фрезерование).
- Суммарной установочной мощностью при водных двигателей, кВт: 12,25.
- Габаритами в плане, мм: 2470×1850.
- Массой в сборе, кг: 3300.
Разные производители могут вносить в характеристики станка непринципиальные изменения, которые не ухудшают технологические возможности.
Сообщения о таких изменениях вносятся в паспорт оборудования. Данные, касающиеся производительности и скорости выполнения всех необходимых рабочих перемещений деталей и узлов приведены при условии использования соответствующих марок смазочно-охлаждающих рабочих сред, и при строгом соблюдении правил регламентного обслуживания универсально-фрезерного станка 6Р82Ш.

Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.

Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.

Конструктивные особенности
Широкая универсальность станка модели 6Р82Ш обусловлена возможностью фрезерования заготовки одновременно с нескольких сторон. Кроме того, на станок можно устанавливать ряд дополнительных приспособлений, приобретаемых отдельно, либо входящих в основной комплект поставки:
- Для строгания;
- Для фрезерования в горизонтальной плоскости;
- Для фрезерования крупногабаритных заготовок;
- Для производства несложных расточных работ.
По отдельному заказу поставляется также делительная головка, используемая для фрезерования с заданным циклом обработки.
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.


При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
Перечень органов управления
Станок 6Р82Ш может работать в ручном и автоматическом режимах. В последнем случае дополнительно может быть осуществлено перемещение фрез по замкнутому прямоугольнику, замедление подачи инструмента или заготовки, включение привода подачи смазки и смазочно-охлаждающей жидкости.
В состав органов управления входят:
- Рукоятки для переключения режимов действия механизма подач и коробки скоростей;
- Кнопки включения и выключения узлов;
- Маховички ручного перемещения стола;
- Панель управления режимами вращения шпинделей;
- Рукоятки перемещения подвижной панели;
- Панель управления движением подвижных салазок;
- Кнопки аварийного отключения станка.
Принцип управления работой фрезерного станка марки 6Р82Ш основан на комбинированном использовании показаний цифровых индикаторов (положения стола, шпинделей) и ручного управления основными узлами при помощи градуированных маховичков. Рукоятки предусмотрены на обеих боковых поверхностях стойки. Схема станка допускает его модернизацию с установкой системы автоматизированного управления.


Основные узлы и механизмы
При включении главного электродвигателя включается электромагнитная муфта, и движение через систему зубчатых передач передается инструментальной головке со шпинделями. Вращением маховика выполняют перемещение хобота, в котором смонтирована коробка скоростей. Установка нужной скорости производится последовательным включением отдельных ступеней, для чего служит механизм реечной передачи. Далее, через кулачковую муфту, движение сообщается поворотной головке станка.
Для включения коробки подач поступают так. Включают электродвигатель привода механизма подачи. Через систему зубчатых колес крутящий момент передается на входной вал, который сблокирован с фрикционной муфтой, предохраняющей механизм от перегрузки. Вал начинает перемещение рабочего стола.
Для объединения всех основных улов станка предназначена консоль, через которую производится управление всеми изменяемыми координатами. Включение механизмов – жесткое, при помощи раздельных на каждый узел кулачковых муфт. При необходимости может выполняться реверсирование всех приводов.

Кинематическая схема
Последовательность движений всех частей привода фрезерного станка 6Р82Ш определяется взаимодействием его основных узлов. Основными рабочими движениями являются движение инструментальной головки со шпинделями и движение подачи стола. Для коробки подач станка характерно определенное сочетание ступеней частоты вращения (всего 18). При этом наименьшая частота вращения составляет 0,52 с-1, а наибольшая – 26,6 с-1. В свою очередь, шпиндели станка приводятся во вращение от собственного электродвигателя, используя зубчатые передачи. Число скоростей -12, при наименьшей и наибольшей соответственно 0,83 с-1 и 26,6 с-1.
Отдельной ветвью кинематической схемы является привод механизма движения стола в поперечном и продольном направлениях. Движение от отдельного электродвигателя через муфту передается на зубчатые передачи. Из-за наличия различных комбинаций пар шестерен диапазон возможных скоростей горизонтальной подачи составляет от 25 до 2500 мм/мин. Возможна также ускоренная подача – 3000 мм/мин. В вертикальном направлении наибольшая скорость подачи составляет 416 мм/мин, а наименьшая – 8,3 мм/мин, при скорости подачи в установочном (наладочном) режиме 1000 мм/мин.
Кинематическая схема станка предусматривает электромеханическую блокировку от одновременного включения нескольких подач рабочего стола.

Схема электрическая
Основная электросхема управления станком рассчитана на использование трехфазной сети напряжением 380 В. От пускового рубильника напряжение подается в цепи питания всех электродвигателей, а также в заземляющий контур. Вторичная цепь включает в себя систему двухконтакторных переключателей, управляя которыми, можно последовательно приводить в движение соответствующие узлы оборудования. Отдельно устроена цепь аварийного отключения привода в случае перегрузки узлов по крутящему моменту или усилию.
Цепь управления использует также пониженное напряжение 110 В постоянного и переменного тока, предназначенное для работы переключателей и датчиков контроля. Автоматические предохранители рассчитаны на предельный ток в 20 А.
Органы электроуправления расположены на боковых поверхностях стойки, внизу подвижного стола и с тыльной части оборудования. Заземляющий болт выведен вниз стойки.

Соблюдение техники безопасности
Безопасная работа на универсальном фрезерном станке 6Р82Ш обеспечивается:
- Наличием сдублированной системы управления;
- Быстрым отключением оборудования от питания нажатием всего одной кнопки;
- Применением защитных ограждений, исключающих попадание на оператора стружки и смазочно-охлаждающей жидкости;
- Периодическим и квалифицированным техническим обслуживанием.
К работе на станке допускаются лица, прошедшие необходимое производственное обучение и сдавшие квалификационный экзамен на разряд фрезеровщика.
Общие требования, которые определяют правила ухода и технического обслуживания фрезерного станка 6Р82Ш, приводятся в ГОСТ 12.2.009-99.
Электросхемы фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБсхемы, описание, характеристики
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия Р Горьковского завода фрезерных станков ГЗФС
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Электросхемы консольно-фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Общие сведения
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Описание электрооборудования
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт 3КА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт 3КА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате 3КА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя 3КА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате 3КА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт 3КА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станка
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей фрезерных станков серии 6М
Диаграммы переключателей. Назначение путевых выключателей на консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной фрезерных станков серии 6М
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Cхема расположения электрооборудования на вертикальных консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки серии «М» № 2; 3. Руководство к электрооборудованию 380 в 50 Гц
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Паспорт на широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6P83Ш
В настоящем руководстве приведены сведения по эксплуатации широкоуниверсальных консольно-фрезерных станков общего назначения моделей 6Р82Ш и 6Р83Ш.
Станки конструктивно сходны между собой, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Руководство предназначено для фрезеровщиков, наладчиков, слесарей по ремонту и может использоваться технологами и нормировщиками.
Перед установкой станка и перед работой на нем необходимо тщательно ознакомиться с настоящим руководством.
Скачать Паспорт на широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6P83Ш
Работа па станке и обслуживание его в строгом соответствии с руководством обеспечат безотказную работу и сохранение на длительный период его первоначальной точности.
Завод-изготовитель оставляет за собой право вносить в конструкцию дальнейшие изменения и усовершенствования.
СОДЕРЖАНИЕ
Часть I Техническое описание
Назначение и область применения
Состав станка
Устройство и работа станка и его составных частей
Система смазки
Инструкции по эксплуатации
Указания по мерам безопасности
Порядок установки
Настройка, наладка и режимы работы
Охлаждение инструмента
Регулирование станка
Схема расположения подшипников
Паспорт станка
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях и станке
Комплект поставки
Гарантия
Приложение. Материалы по быстроизнашиваемым деталям
Часть II. Руководство по эксплуатации электрооборудования № 6Р82.00.000РЭ1
Часть III. Свидетельство о приемке № 6Р82.00.000РЭ2
Руководство к станку не отражает незначительных конструктивных изменений, внесенных заводом-изготовителем после подписания данного руководства на выпуск в свет.
Скачать Паспорт на широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6P83Ш


Консольно — фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г
Консольно — фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г
- Подробности
- Категория: Фрезерные станки

Консольно-фрезерные станки моделей 6Р82, 6Р82Г, 6Р83, 6Р83Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т. и. На универсальных станках, имеющих поворотный стол, можно фрезеровать всевозможные спирали.
Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлении.
Станки предназначены для выполнении различных фрезерных работ в условиях индивидуальных и серийного производства. В крупносерийном производстве станки могут успешно использоваться для выполнения работ операционного характера.
Техническая характеристика и жесткость станков ПОЗВОЛЯЮТ ПОЛНОСТЬЮ использовать возможности быстрорежущего и твердосплавного инструмента
Возможность настройки станка ни различные полуавтоматические и автоматические циклы позволяет.
Скачать документацию
Кинематическая схема

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются путем передвижения трех зубчатых блоков по шлицевым валам. Коробка скоростей позволяет сообщить шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 4.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты — к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 5 (вертикальные подачи в три раза меньше продольных и поперечных).
Станина
Станина является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Станина жестко закреплена па основании и зафиксирована штифтами.
Хобот и серьги

Хобот и серьги могут перемещаться и закрепляться, хобот—в направляющих станины, серьги — на направляющих хобота.
Расточка отверстия серьги под подшипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ НЕ ДОПУСКАЕТСЯ.
Регулирование зазора в подшипниках серьги производится гайкой 4 или винтом 1 (рис. 6) по нагреву. При хорошем качестве поверхности опорной втулки оправки (1,25; 0,63) и достаточной смазке после обкатки в течение одного часа при максимальном числе оборотов избыточная температура внутренней поверхности инструментального конуса не должна превышать 55°С. Масло в подшипник поступает из пиши серьги через окно во втулке 3 и фитиль. Регулирование подачи масла осуществляется проволочкой 2.
Коробка скоростей

Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Шпиндель станка (рис. 7) представляет собой трехопорный вал, геометрическая точность которого определяется в основном подшипниками 2 и 4. Подшипник третьей опоры поддерживает хвостовик шпинделя.
Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 9 и 10. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки /. Регулирование проводят в следующем порядке: при сдвинутом хоботе снимают крышку 3 или боковую крышку с правой стороны станка и, расконтрив, ослабляют гайку 1;
снимают фланец 6, пружинное кольцо 7, кольцо 8 и вынимают полукольца;
подтягиванием гайки 1 выбирают люфт. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60°С;
замеряют величину зазора между подшипником и буртом шпинделя, после чего кольца подшлифо-вывают на необходимую величину. Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 120 мкм;
полукольца устанавливают на место. Проверяют, надежно ли законтрена гайка 1;

детали 8, 7, 6 и 3 устанавливают на место. Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 8), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. К переднему подшипнику шпинделя и глазку контроля работы насоса подведены отдельные трубки. Остальные элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки, расположенной над коробкой скоростей.
Коробка переключения скоростей

Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.Рейка 1 (рис. 9), передвигаемая рукояткой переключателя 5, посредством сектора 2 через вилку 10 (рис. 10) перемещает в осевом направлении главный валик 3 с диском переключения 9. Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных против штифтов реек 5 и 7, зацепляющихся попарно с зубчатым колесом 6. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.

обеспечивается возвратно-поступательное перемещение реек. При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1, заскакивающим в пазы звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 9) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, отмеченным на указателе, достигается определенным положением конических шестерен 2 и 4 (см. рис. 10) по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин.
Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла, поступающего из трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок переключения и привести к заеданию вилок, их деформации или поломке.
Коробка подач

Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли (кинематику коробки подач см. на рис. 3).
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 11) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 5, соединенную шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 и имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 на торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 12) и вывертывается пробка 1. На место пробки вставляется стальной стержень так, чтобы конец его вошел в отверстие на наружной поверхности гайки 18 (см. рис. 11), которая застопоривается. Плоским стержнем через окно крышки повертывается за зубья зубчатое колесо 17. После регулирования гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Механизм переключения подач
Механизм переключения подач входит в узел коробки подач. Принцип ее работы аналогичен работе коробки переключения скоростей.Для предотвращения смещения диска 9 (рис. 13) в осевом направлении валик 1 запирается во включенном положении двумя шариками 6 и втулкой 2. Попадая в кольцевую проточку валика 3, шарики освобождают от фиксации валик 1 при нажиме на кнопку 4.
Фиксация поворота диска переключения 9 осуществляется шариком 8 через фиксаторную втулку 5, связанную шпонкой с валиком 1.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 7.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме того, в нижней части платика консоли имеется отверстие (просверленное в нагнетательную полость смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределителя отводятся две трубки: на глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Для достижения плотности стыка коробки подач и консоли разрешается установка коробки подач, кроме прокладки, на бензиноупорную смазку БУ (ГОСТ 7171—63), если прокладка не обеспечивает достаточной герметичности.
Консоль

Консоль является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях (к винтам продольной, поперечной и вертикальной подач), механизм включения быстрого хода и электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 14) получает движение от колеса 10 (см. рис. 11) и передает его на зубчатые колеса 7,4,2 и 1 (см. рис. 14). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 7 (рис. 15).
Зацепление конической пары 1 и 3 отрегулировано компенсаторами 5 и 6 и зафиксировано винтом, входящим в засверловку пальца 4.
Втулка 2 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см .рис. 14), смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 и свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX, для чего необходимо снять верхний щиток на направляющих консоли, выбить штифт 3 и вытянуть шлицевой вал.
Механизм включения быстрого хода

Механизм включения быстрого хода выключает кулачковую муфту подачи 4 и сжимает диски 7 и 8 фрикционной муфты (см. рис. 11). Рычаг 13 (рис. 16) посажен на ось 7 и связан с ней штифтом. Ось давлением пружины 9 отжимается в направлении зеркала станины. На оси 7 имеются две пары гаек. Правые гайки 5 предназначены для регулирования усилия пружины. Левые гайки 6, упираясь в торец втулки 8, закрепленной в стенке консоли, служат для ограничения и регулирования хода оси, что необходимо для облегчения ввода подшипника в паз кулачковой муфты во время монтажа коробки подач па консоли, а также для устранения осевых ударных нагрузок на подшипник вала 12 (см. рис. 11) при включении кулачковой муфты.
Рычаг на задней стенке имеет уступ, в который упирается шип фланца втулки 10 (см. рис. 16). При повороте втулки рычаг 13 перемещается и сжимает пружину 9. Ось 11 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 12, соединяющего ось 11 с тягой электромагнита под необходимым углом.
Электромагнит через тягу и шарниры скреплен с вилкой 4, от которой через гайку 2 и пружину 3 усилие передается на рычаг 12. Таким образом, независимо от усилия, развиваемого электромагнитом, усилие на рычаге 12 определяется степенью затяжки пружины 3.
Цепь включения быстрого хода от электромагнита до фрикционной муфты должна соответствовать следующим условиям:
общий зазор между дисками фрикциона в выключенном состоянии должен быть не менее 2—3 мм;
во включенном положении фрикциона диски должны быть плотно сжаты и сердечник электромагнита полностью втянут, при этом сжатие пружины 3 допускается до положения, определяемого зазором от низа рычага 12 до торца вилки 4 не менее 2 мкм;
пружина 3 должна развивать усилие немногим меньше усилия электромагнита. Гайка 2 регулируется таким образом, чтобы сердечник электромагнита во включенном положении был полностью втянут.
Усилие сжатия дисков определяется величиной натяга пружины 3 и не зависит от величины зазора в дисках. Регулировать зазор в дисках, полагая, что это увеличит силу сжатия дисков, запрещается.
Усилия электромагнита при включении, передаваемые через рычаги, могут расшатывать систему, поэтому при осмотрах и ремонте необходимо проверять сохранность шплинтов гайки 2, посадку шпонок и крепление самого электромагнита на крышке консоли. Износ подшипника / увеличивается, если усилие его прижима не ограничивается гайками 5 и 6.
Механизм включения поперечных и вертикальных подач

Механизм включения поперечных и вертикальных подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода -— поворачивается.
Блокировка, предохраняющая от включения маховика и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 (см. рис. 14) и штифт 5.
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховика или рукоятки и отодвигает их, не давая возможности кулачкам сцепиться.
Стол и салазки

Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза 9 через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Шестерня 9 (см. рис. 24) подпружинена на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 (см. рис 20) с втулкой 5.
Таким образом, маховичок 10 (см. рис. 24) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (см* рис. 20) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую, при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 1 (рис. 21) и, вращая валик 2, произвести подтягивание гайки 2 (см. рис. 20). Выборку люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулирования нужно, затянув контргайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность работы винта на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Электрическая схема

Электросхема позволяет производить работу на станке в следующих режимах: „Наладка станка14, „Управление от рукояток11, „Автоматическое управление» продольными перемещениями стола, „Круглый стол“.
Подключение станка к сети и отключение осуществляется вводным выключателем ВВ. Выбор режима работы производится переключателем ПУ. Работа станка в наладочном режиме при невращающемся шпинделе обеспечивается установкой реверсивного переключателя 1ПР (2ПР для станков 6Р82Ш и 6Р83Ш) в среднее нулевое положение.
ПРИ ОТКЛЮЧЕНИИ СТАНКА ВВОДНЫМ ВЫКЛЮЧАТЕЛЕМ ВВ И РЕВЕРСЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ПЕРЕКЛЮЧАТЕЛЯМИ 1ПР и 2ПР НЕОБХОДИМО ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а электродвигателя подачи — конечным выключателем импульса КВИ. При нажатии кнопки 5КУ включаются ПШ и PH. Н.О. контакты PH включают реле РП, которое за счет своего н.о. контакта становится на самопитание, а н.з. контактом разрывает цепь питания ПШ.
При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов 1КА, 2КА и 4 КА.
Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи 1КА, для вертикальной и поперечной подач — 2КА. Включение и отключение вращения шпинделя осуществляется соответственно кнопками „Пуск“ 1КУ, 2КУ и „Стоп“ ЗКУ, 4КУ. Кнопкой „Стоп“ одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки „Быстро11, включающей пускателем ПБ электромагнит ЭБ быстрого хода.Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем ПТ, создающим цепь постоянного тока от выпрямителя ВС в обмотку статора. Реле напряжения PH служит для защиты селеновых выпрямителей от пробоя. Напряжение обмотки ТУ-4 равно 36 в при напряжении сети 220 в и 55 в при напряжении сети 380, 400, 415, 440 в.
„При работе на одной из подач возможность случайного включения другой подачи взаимоисключается блокировочными контактами 1КА-2 1КА-4 и 2КА-2, 2КА-4.
При автоматическом управлении переключатель НУ должен быть установлен в положение „Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, из положения „Ручное управление в положение „Автоматический цикл . При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 3) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем 3КА.
Конечный выключатель 4КА исключает возможность ручного включения поперечных и вертикальных подач в этом режиме работы.
Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом-при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 43—26 конечного выключателя ЗКА должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 на диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя ЗКА размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 36 на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение О питание пускателя ПП осуществляется через контакты 43—25 конечного выключателя ЗКА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
При работе с круглым столом переключатель ПУ устанавливается в положение „Круглый стол». При этом работа на продольных, поперечных и вертикальных подачах исключается размыканием контактов 1КА-1, 2КА-1 и 1КА-3, 2КА-3, разрывающими соответственно цепи питания пускателей ПП или ПЛ.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Быстрый ход круглого стола происходит при нажатии кнопки „Быстро», включающей пускатель ПБ электромагнита быстрого хода.
Скачать документацию
Консольно-фрезерный станок 6Р82: устройство,схемы, характеристики
Кинематическая схема консольно-фрезерного станка 6Р82
Коробка скоростей консольно-фрезерного станка 6Р82
Коробка скоростей консольно-фрезерного станка смонтирована в чугунном корпусе станины. Соединение коробки скоростей с валом осуществляется при помощи упругой муфты.
Шпиндель коробки скоростей представляется собой трехопорный вал, точность которого определяется подшипниками 2 и 4. Третий подшипник предназначен для поддержания хвостовика шпинделя.
Регулировка осевого зазора осуществляется подшлифовкой колец 9 и 10. Повышенный люфт(зазор) в переднем подшипнике устраняется подшлифовкой полуколец 5 и подтягиванием гайки 1.
Смазка коробки скоростей осуществляется с помощью плунжерного насоса, производительностью 2л/мин. Остальные элементы коробки скоростей станка смазываются с помощью разбрызгивающего масла, поступающего из отверстий трубки, расположенной над коробкой скоростей станка.
Коробка переключения скоростей фрезерного станка 6Р82
Коробка переключения скоростей фрезерного станка 6р82 позволяет выбрать требуемую скорость вращения без последовательных промежуточных ступеней.
Рейка передвигается с помощью рукоятки 5, посредством сектора 2 через вилку 10 перемещает в осевом направлении валик 3 с диском переключения 9. Диск переключения поворачивается при помощи указателя скоростей 11 через коническую передачу 2 и 4. На диске расположены отверстия определенного размера, расположенных напротив штифтов реек 5 и 7, зацепляющихся попарно с шестерней 6.
Регулировка пружины 13 осуществляется пробкой 14 с учетом фиксации лимба и нормального усилия при его повороте.
Ручка 5 во включенном положении удерживается с помощью пружины 4 и шарика 3. Также шип рукоятки входит в сопряжение с пазом фланца.
Зазор к конической передачи не должен превышать 0,2мм, за счет этой величины, диск может провернуться до 1 мм.
Коробка подач фрезерного станка
Коробка подач обеспечивает получение рабочих подач (S) и ускоренных перемещений стола, консоли и салазок.
В результате вращение блоков, получаемые скорости передаются на вал 12 через шариковую предохранительную муфту 4 и втулку 3, соединенной шпоночным соединением с кулачковой муфтой 4 и выходным валом 12.
Диски фрикционной муфты через один связаны с корпусом фрикциона и втулкой 15, которая соединена шпонкой с валом 12.
При нажатии кулачковой муфты 4 на торец втулки 5 и далее на гайку 14, диски 7 и 8 сжимаются и передают крутящий момент валу 12 и шестерни 10.
Коробка переключения подач фрезерного станка.
Коробка переключения подач состоит в узле коробки подач. Принцип работы аналогичный принципу работы коробке переключения скоростей.
Для предотвращения осевого смещения диска 9 (рис.) валик 1 запирается во включенном положении при помощи двух шариков 6 и втулкой 2. Попадая в кольцевую проточку валика 3, шарики освобождают от фиксации валик 1 при нажатии на кнопку 4.
Фиксация поворота диска переключения 9 осуществляется шариком 8 через фиксаторную втулку 5, связанную шпонкой с валом 1.
Техническая характеристика консольно-фрезерного станка 6Р82,6Р82Г
| Основные параметры | 6Р82 | 6Р82Г |
|---|---|---|
Размеры рабочей поверхности,мм: | ||
| ширина | 320 | 320 |
| длина | 1250 | 1250 |
| Число Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола,мм: | ||
| продольное | 800 | 800 |
| поперечное | 240 | 240 |
Расстояние от горизонтального шпинделя до рабочей поверхности,мм: | ||
| наименьшее | 30 | 30 |
| наибольшее | 400 | 450 |
| Расстояние от оси шпинделя до хобота,мм | 155 | 155 |
| Цена одного деления шкалы поворота стола,град | 1 | 1 |
| Перемещение стола за один оборот лимба,мм: | ||
| продольное | 6 | 6 |
| вертикальное | 2 | 2 |
| Наибольшая масса обрабатываемой детали,кг | 250 | 250 |
| Торможение шпинделя | есть | есть |
| Габаритные размеры станка,мм | ||
| длина | 2305 | 2305 |
| ширина | 1950 | 1950 |
| высота | 1670 | 1670 |
| масса, кг | 2900 | 2830 |
Интересуют борфрезы в екатеринбурге? Обращайтесь к специалистам bor-freza.com.
http://bor-freza.com
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Сведения о производителе консольно-фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Фрезерный горизонтальный станок с поворотным столом (универсальный) модели 6Т80 выпускался Вильнюсским станкостроительным заводом «Жальгирис».
Первую продукцию станкостроительный завод «Жальгирис» выпустил в 1947 году. Завод специализировался сначала на производстве сверлильных и поперечно-строгальных станков, затем выпускал главным образом горизонтальные, вертикальные, универсальные фрезерные станки, фрезерные полуавтоматы, универсальные прецизионные специализированные фрезерные станки
Станки, выпускаемые Вильнюсским станкостроительным заводом «Жальгирис»
Электрооборудование консольно-фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Общие сведения
Электрооборудование, установленное на станке, рассчитано на напряжение силовой цепи 380 В, 50 Гц трехфазного переменного тока. В цепи управления применены следующие напряжения:
- цепь магнитных пускателей ~ 110 В;
- цепь электродинамического торможения ~ 55 В;
- цепь электромагнитной муфты — 24 В;
- цепь местного освещения ~ 36 В;
- цепь сигнальной лампы ~ 22 В.
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя. Технические данные электродвигателей приведены в перечне электроаппаратов к принципиальной электросхеме.
Электродвигатель привода фрезерной головки типа АОЛ2-21-4-С2, 1,1 кВт, 1400 об/мин, исполнение М301.
Пускорегулирующая электроаппаратура смонтирована в навесном шкафу на правой боковой стенке станка.
Ввод питающих проводов в электрошкаф может быть выполнен снизу или сверху через отверстие с резьбой TDV6 3/4″, имеющееся в угольнике, установленном на задней боковой стенке электрошкафа. Для подключения сверху вводной угольник следует развернуть на 180°.
На передней боковой стенке электрошкафа установлена рукоятка вводного выключателя, сигнальная лампа, показывающая наличие напряжения в цепях управления при включенном вводном выключателе, и указатель нагрузки, показывающий нагрузку электродвигателя шпинделя в процентах к номинальной.
На левой боковой стенке станка установлены выключатели электродвигателей шпинделя, фрезерной головки, подачи и электронасоса, а также кнопка «Толчок», предназначенная для кратковременного включения электродвигателей.
На передней стенке салазок установлена кнопочная станция с кнопками пуск станка, останов станка и ускоренное перемещение стола.
Для ускоренного перемещения стола в коробку подач встроена электромагнитная муфта МБХ.
Для лучшего освещения зоны обработки детали на станке установлены два светильника местного освещения.
Первоначальный пуск станка
Перед пуском станка необходимо проверить внешним осмотром надежность заземления станка (пункт 1.5), исправность блокировок и монтажа электрооборудования.
Cхема электрическая консольно-фрезерного станка 6Р80, 6Р80Г. Силовая цепь
Электрическая схема фрезерного станка 6Р80
Схема электрическая консольно-фрезерного станка 6Р80. Смотреть в увеличенном масштабе
Cхема электрическая фрезерного станка 6Р80, 6Р80Г. Цепь управления
Электрическая схема фрезерного станка 6Р80
Схема электрическая консольно-фрезерного станка 6Р80. Смотреть в увеличенном масштабе
Описание работы электросхемы
Принципиальная электросхема станка показана на рис. 1 и 2 с перечнем электроаппаратов к ней.
Включением вводного автоматического выключателя А1 подается напряжение сети на зажимы А10, B10, C10, т. е. в первичные обмотки трансформаторов управления ТУ1, ТУ2, ТУЗ и на входные контакты магнитного пускателя КЛ.
Пуск станка в работу осуществляется нажатием кнопки КУ2 (символ —). При этом срабатывает магнитный пускатель КЛ, который, замкнув свои замыкающие контакты в силовой цепи, включает электродвигатели привода шпинделя ДШ, привода подачи ДП и электронасоса ДО.
Для раздельной работы электродвигателей ДШ, ДГ, ДП, ДО имеются, соответственно, выключатели ПШ, ПГ, ВП, ВН. Кроме того, выключатель ПШ предназначен для изменения направления вращения электродвигателя ДШ, а выключатель ПГ — для изменения направления вращения электродвигателя ДГ.
Останов станка осуществляется нажатием кнопки КУ1 (символ О). От нажатия последней отключается магнитный пускатель КЛ, который, в свою очередь, выключает все электродвигатели.
При нажатии кнопки КУ1 замыкающим контактом включается магнитный пускатель КТ, который совместно с промежуточным реле РП, замкнув свои замыкающие контакты в цепи торможения, подает в цепь статоров электродвигателей постоянный ток. Происходит электродинамическое торможение электродвигателей. Длительность торможения определяет нажатое состояние кнопки КУ1.
Для включения ускоренного перемещения стола имеется кнопка КУ4 (символ —), от нажатия которой, при включенном магнитном пускателе КЛ, включается электромагнитная муфта МБХ.
Для кратковременного включения электродвигателей имеется кнопка КУ3 (символ Т).
Для включения местного освещения на светильниках установлены выключатели BO1, BO2.
Защита, блокировки и сигнализация
Защита электрооборудования станка от коротких замыканий в силовой цепи осуществляется автоматическими выключателями A1, A2 и в цепях управления — автоматическим выключателем A3 и предохранителями Пр1 — Пр3.
Защита от перегрузок электродвигателей привода шпинделя ДШ и электронасоса ДО осуществляется, соответственно, тепловыми реле РТ1 и РТ2. Защита от перегрузок электродвигателя привода подач ДП осуществляется автоматическим выключателем А2.
Минимальная защита электродвигателей обеспечивается магнитным пускателем КЛ.
Невозможность включения электродвигателей при открытой задней дверце станка обеспечивается концевым выключателем ВК.
При включенном положении рукоятки вводного выключателя нельзя открыть дверцу электрошкафа, а при открытой дверце — нельзя включить рукоятку вводного выключателя. Данная блокировка обеспечивается конструкцией рукоятки вводного выключателя. При необходимости включить вводной выключатель с открытой дверцей электрошкафа для ремонтных целей необходимо нажать на шток Е (рис. 5 и 6), выдвигающийся при открывании дверцы.
О наличии напряжения сети в электрических цепях станка при включенном вводном автоматическом выключателе А1 указывает сигнальная лампа ЛС.
После автоматического отключения вводного выключателя рукоятка его остается в положении «включено». Сигнальная лампа при этом гаснет. Для повторного включения необходимо отвести рукоятку в положение «Отключено» и затем переключить в положение «включено».
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической фрезерного станка
Перечень элементов схемы электрической фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической фрезерного станка
Перечень элементов схемы электрической фрезерного станка. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на вертикальных консольно-фрезерных станках 6Р10
Cхема расположения электрооборудования на станках 6Р10
Cхема расположения электрооборудования на станках 6Р10. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6Р80, 6Р80Г
Cхема расположения электрооборудования на станках 6Р80, 6Р80Г
Cхема расположения электрооборудования на фрезерных станках 6Р80, 6Р80Г. Скачать в увеличенном масштабе
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Описание электрооборудования фрезерных станков. Видеоролик.
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1974
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации электрооборудования 6Р80Г.00.000 РЭ1, 1974
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
HAAS Фрезерный станок с ЧПУ Объяснение круговой интерполяции с примером
Haas Фрезерный станок с ЧПУ с круговой интерполяцией Объяснение программирования с помощью примеров программ с ЧПУ, эти примеры показывают, как IJK или R могут быть указаны в программе с ЧПУ при программировании круговой интерполяции с G-кодами G02 G03.
Круговая интерполяция Haas
Зачем использовать IJK, если программировать на R проще?
R легче определить, но легче ошибиться и получить неверный радиус.Если используется R, и вы ошиблись с начальной или конечной точкой, а станок все еще может выполнить радиус, и делает это, то у вас будет неправильный радиус.
Если вы допустили ошибку при использовании метода I, J, K, машина с большей вероятностью остановится и выдаст вам сигнал тревоги перед его выполнением.
Хотя использование R в G02 или G03 по-прежнему проще и предпочтительный метод ручного программирования дуги.
Что такое R
R — это расстояние от начальной точки до центра круга.
Что такое IJK
«I» = Инкрементальное расстояние от начальной точки до центра дуги по «оси X».
«J» = Инкрементное расстояние от начальной точки до центра дуги по «оси Y».
«K» = Инкрементальное расстояние от начальной точки до центра дуги по «оси Z».
Когда использовать отрицательный R
При положительном значении R элемент управления будет генерировать круговой путь 180 градусов или меньше, но для создания кругового пути более 180 градусов укажите отрицательное R. При использовании R полная дуга на 360 градусов невозможна.X, Y или Z требуется, чтобы указать конечную точку, отличную от начальной. Таким образом, все, что находится под дугой в 360 градусов, можно выполнить с помощью команды R в G02 или G03.
Как вырезать дугу на 360 градусов или полный круг
Использование I, J или K — единственный способ вырезать полную дугу на 360 градусов; в этом случае начальная точка совпадает с конечной точкой, и X, Y или Z не требуются. Чтобы вырезать полный круг на 360 градусов (360 °), вам не нужно указывать конечную точку X, Y или Z; просто запрограммируйте I, J или K, чтобы определить центр круга.
Пример программы
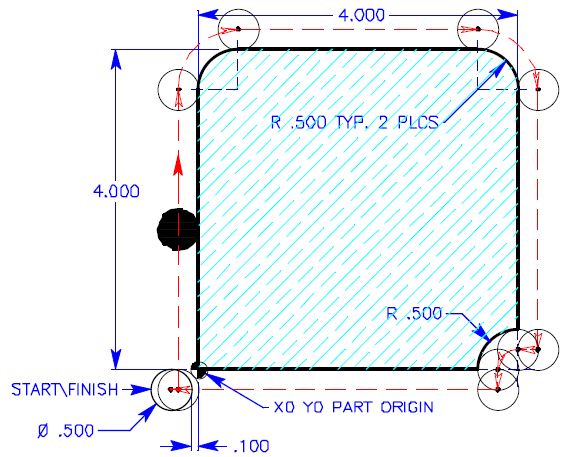
ПРИМЕЧАНИЕ: Пример круговых перемещений без использования компенсации на резец, поэтому круговые перемещения определяются от центра резца по дуге.
G02 G03 с R
O0010 (УПРАЖНЕНИЕ ПО ИНТЕРПОЛЯЦИИ) T1 M06 (ДИАМ. 1/2, 4 ФЛ., КОНЕЧНАЯ ФРЕЗА) G90 G54 G00 X-0,35 Y-0,25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. Х-0,25 F14,5 Y3.5 G02 X0,5 Y4,25 R0,75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. 0,25 руб. G01 Y-0,25 Х-0,35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 с IJK
O0010 (УПРАЖНЕНИЕ ПО ИНТЕРПОЛЯЦИИ) T1 M06 (ДИАМ. 1/2, 4 ФЛ., КОНЕЧНАЯ ФРЕЗА) G90 G54 G00 X-0,35 Y-0,25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. Х-0,25 F14,5 Y3.5 G02 X0,5 Y4,25 I0,75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0,75 G01 Y0.25 X4. G03 X3.75 Y0. I0.J-0,25 G01 Y-0,25 Х-0,35 G00 Z1. M09 G28 G91 Z.0 M05 M30
.
Скачать бесплатно 80+ Руководств по обслуживанию Caterpillar
CAT logo
Caterpillar 6D16 Дизель
Руководство по обслуживанию двигателя [PDF, ENG, 4,7 MB]
ТРУБОПРОВОД Caterpillar 72H
Руководство по эксплуатации и обслуживанию [PDF, ENG, 6,9 MB]
Caterpillar 226B Эксплуатация
Руководство [PDF, ENG, 5,8 MB]
Гусеница 246C /
256C / 262C / 272C / 277C / 287C / 297C Обучение обслуживанию PDF [PDF, ENG, 2,2 MB]
Гусеница 247/257/267/277
и 287 MultiTerrain Loaders Руководство по обслуживанию [PDF, ENG, 6.9 МБ]
Гусеница 320D L
[PDF, ENG, 2,5 МБ]
Caterpillar 325D [PDF,
ENG, 1 MB]
Оператор Caterpillar 426
и руководство по эксплуатации [PDF, ENG, 13,7 MB]
Caterpillar 914G [PDF,
ENG, 2,5 МБ]
Катерпиллар 950F
Руководство по техническому обслуживанию [PDF, ENG, 1,2 MB]
Колесо Caterpillar 980H
Загрузчик [PDF, ENG, 1 MB]
Caterpillar 988H Руководство
PDF [PDF, ENG, 1,8 МБ]
Генераторная установка Caterpillar 3516C
Спецификации [PDF, ENG, 1 MB]
Гусеница AD55B
Подземный самосвал [PDF, ENG, 1.3 МБ]
Caterpillar C18 Техническое обслуживание
Руководство в формате PDF [PDF, ENG, 1 MB]
ПК Caterpillar CCM
Руководство [PDF, ENG, 3,3 MB]
Гусеница Caterpillar Custom
Справочник по обслуживанию [PDF, ENG, 4,2 MB]
Caterpillar D3K, D4K и
Руководство по эксплуатации бульдозера гусеничных тракторов D5K [PDF, ENG, 4 MB]
Сервис Caterpillar D10T
Руководство [PDF, ENG, 5,2 MB]
Цифровое напряжение Caterpillar
Регулятор — Руководство по обслуживанию [PDF, ENG, 44 MB]
Инструменты для двигателей Caterpillar
Cat Overhaul 3512 Prueba [PDF, ENG, 12 MB]
Технические характеристики экскаватора Caterpillar 390D [PDF, ENG, 1 MB]
Дополнение к экскаватору Caterpillar для двигателя 3066 [PDF, ENG, 24 MB]
Руководство по эксплуатации и техническому обслуживанию телескопического погрузчика Caterpillar Th460B [PDF, ENG, 12 MB]
Caterpillar TM 5-3805-261-10 CAT 130G MIL Руководство по эксплуатации [PDF, ENG, 5.8 МБ]
Руководство по регулировке гусеницы Caterpillar в формате PDF [PDF, ENG, 2,5 MB]
Caterpillar Устранение неисправностей двигателей 3516B и 3516B с большим рабочим объемом для машин Caterpillar [PDF, ENG, 1.7
МБ]
Caterpillar_Marfa_10 фев 2010 г. Руководство по использованию ICL LDH 1250 [PDF, ENG, 3 MB]
Обучение DLMS [PPT, ENG, 16,6 MB]
Самосвал Caterpillar 772 [PDF, ENG, 1,6 MB]
Руководство по эксплуатации Et Caterpillar [PDF, ENG, 1.6 МБ]
Инструменты 3500 caterpillar [PDF, ENG, 1,2 MB]
Электронное руководство по продаже пневматических грузовиков Caterpillar Forklift GP35N IC [PDF, ENG, 11 MB]
Cat серии 3600 и C280
Рекомендации по сериям жидкостей для дизельных двигателей [PDF, ENG, 0,9 MB]
Двигатель CAT Truck
Руководство по программированию PDF [PDF, ENG, 5,7 МБ]
Гусеница —
Устранение неисправностей двигателей C175-16 и C175-20 для машин, построенных Caterpillar [PDF, ENG, 3.6 МБ]
Двигатель Caterpillar 3176B
ESTMG [PDF, ENG, 541 KB]
Caterpillar 3208 Дизель
Руководство по обслуживанию двигателя, копия 1 [PDF, ENG, 154 MB]
Двигатель Caterpillar 3208
График интервалов технического обслуживания [PDF, ENG, 1 MB]
Гусеница 3406e, C-10,
Устранение неисправностей двигателей грузовых автомобилей C-12, C-15, C-16 и C-18 [PDF, ENG, 26 MB]
Caterpillar 3408C и 3412C
Руководство по обслуживанию судовых генераторных установок [PDF, ENG, 1 MB]
Гусеница 3516 Газ
Руководство в формате PDF для генераторной установки [PDF, ENG, 90 KB]
Воздухозаборник Caterpillar
Система [PDF, ENG, 474 KB]
Caterpillar C11 и C13
Руководство по обслуживанию промышленных двигателей [PDF, ENG, 1 MB]
Гусеница C11, C13, C15
и руководство по устранению неисправностей промышленных двигателей C18 PDF [PDF, ENG, 2 MB]
Caterpillar C27 и C32
Поиск и устранение неисправностей двигателей генераторных установок [PDF, ENG, 2.3 МБ]
Caterpillar C27 и C32
Руководство по обслуживанию двигателей для генераторных установок [PDF, ENG, 21 MB]
Гусеница C175-16
Руководство по эксплуатации двигателя для генераторной установки [PDF, ENG, 62 MB]
Дизельный двигатель Caterpillar
Системы управления [PDF, ENG, 588 KB]
Генератор Caterpillar G3516
Руководство по техническому обслуживанию [PDF, ENG, 1,2 MB]
Газовый двигатель Caterpillar 351B
Сервисные руководства в формате PDF [PDF, ENG, 4,3 MB]
Органы управления Caterpillar Marine
Руководство по установке [PDF, ENG, 7 MB]
Caterpillar Модель D100-6S
Руководство в формате PDF для дизель-генераторной установки [PDF, ENG, 3 MB]
Руководство по эксплуатации Caterpillar
Генераторы высокого напряжения SR4 [PDF, ENG, 1 MB]
Генераторы Caterpillar SR4B
Руководство по эксплуатации и техническому обслуживанию PDF [PDF, ENG, 1.3 МБ]
Устранение неполадок
Топливная система Caterpillar 3116 [DOC, ENG, 290 KB]
Caterpillar 320C, 330C Неисправность
Коды [PDF, ENG, 210 KB]
Caterpillar C13, C15 и
Двигатели C18 — диагностические коды неисправностей [DOC, ENG, 300 KB]
Caterpillar CID MID FMI
Коды ошибок [PDF, ENG, 772 KB]
Диагностические флэш-коды для
Двигатели CAT C15 и C18 [PDF, ENG, 583 KB]
IT938G Caterpillar 38G II
Коды ошибок [PDF, ENG, 125 KB]
Детали двигателя Cat 3406
Руководство [PDF, ENG, 3.2 МБ]
Детали двигателя Cat C15
Руководство [PDF, ENG, 2,5 MB]
Запчасти для трактора Cat D6R
Руководство [PDF, ENG, 16,6 MB]
Запчасти Caterpillar 416E
Экскаватор-погрузчик с ручным управлением [PDF, ENG, 21,6 MB]
Самосвал Caterpillar 773d
(OHT) Каталог [PDF, ENG, 2,7 MB]
Колесо Caterpillar 938G II
Руководство по запчастям для погрузчика [PDF, ENG, 26,9 MB]
Генератор Caterpillar 3406C
Руководство по установке деталей в формате PDF [PDF, ENG, 7.9 МБ]
Компания Caterpillar C9 Industrial
Руководство по запчастям двигателя [PDF, ENG, 7,5 MB]
Гусеница C9 Marine
Руководство по деталям вспомогательного двигателя и генераторной установки PDF [PDF, ENG, 6 MB]
Caterpillar C15 в режиме ожидания
Руководство по деталям генераторной установки [PDF, ENG, 8,2 MB]
Caterpillar Catalogo
Пекас [PDF, ES, 9,8 МБ]
Caterpillar Диагностика
Инструменты — Каталог в формате PDF [PDF, ENG, 3,5 MB]
Компания Caterpillar Tractor Co .Она была образована в 1925 году в результате слияния Holt Manufacturing Company и C. L. Best Tractor Co. Его настоящее имя — Caterpillar Inc.
компания получила в 1986 г.
Основателями компании являются Бенджамин Холт и Дэниел Бест. Холт считался изобретателем первого серийного трактора на гусеницах — в 1904 году он разработал машину на паровой машине.
См. Также: Двигатель Caterpillar — Диагностические коды неисправностей MID
В 40-х гг.в ассортимент продукции Caterpillar были включены грейдеры, грейдеры, элеваторы, махровые изделия и генераторные установки. Экскаваторы Caterpillar Crawler начали производить в начале 60-х годов. Это
изначально крупный производитель тяжелой техники в 80-х гг. компания начала продавать малогабаритное оборудование. Это произошло после резкого падения продаж во время глобального спада в начале
1980-е годы, вызванные ростом цен на нефть.
Гусеница D5
В 1996 году в условиях роста спроса на аренду компания создала совместно со своими дилерами филиал Cat Rental Store.
Продукция американцев появилась на российском рынке в 1913 году, когда разработка гусеничного трактора Benjamin Holt была удостоена золотой медали на соревнованиях по вспашке. Caterpillar продолжение
его победное шествие в Россию, результатом которого стало открытие в 1973 г. представительства в Москве.
См. Также: Диагностические коды неисправностей FMI — двигатель Caterpillar
В 2000 году открыл первый завод в России — в г. Тосно Ленинградской области.Завод изначально специализировался на производстве комплектующих для больших машин, собираемых на заводе
компания в Европе. В 2008 году начал выпуск экскаваторов Caterpillar на базе российской компании.
двигатель caterpillar c15
Сегодня у американской компании четыре региональных офиса в СНГ: в Москве, Тосно (Ленинградская область), Новосибирске и Алматы.
См. Также: Диагностические коды неисправностей двигателя Caterpillar CID — часть 1
Caterpillar в настоящее время предлагает более 300 наименований продукции.Компания является ведущим мировым производителем строительного и горнодобывающего оборудования, двигателей, работающих на природном газе.
и дизельное топливо, и промышленные газовые турбины. Машины и компоненты Caterpillar производятся на 50 заводах в США и еще на 60 заводах в 23 других странах мира. за
услуги по аренде специализированного оборудования, предлагаемые под торговой маркой Cat Rental Store, и различные варианты финансирования покупки оборудования — через специально созданную сеть продаж
Caterpillar — Cat Financial.
Brand Cat — название крупной публичной компании.
На российском рынке через сеть стран СНГ техника Caterpillar также продается под торговой маркой O&K.
Продажи компании в 2010 году составили 42,6 миллиарда долларов.
Катерпиллар 3176Б
См. Также: Схема электрических соединений Caterpillar Shematics
.
| G-код | Функция | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G00 | Rapid Motion | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G01 | Линейное перемещение с интерполяцией | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G02 | CW Interpolation | CW Interpolation | CCW Interpolation Motion | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G04 | Dwell | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G09 | Exact Stop | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G10 | Настройка программируемого смещения | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G11 |
| CCW Фрезерование круговой выемки (Yasnac) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G17 | Выбор плоскости XY | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G18 | Выбор плоскости ZX | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G19 | Выбор плоскости YZ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G20 Программирование | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G21 | Метрическая программа Выбор amming | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G28 | Возврат к нулю станка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G29 | Перемещение к местоположению через ссылку G29 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G31 | Функция пропуска | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G35 | Автоматическое измерение диаметра инструмента | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G36 | Автоматическое измерение рабочего смещения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G37 | Автоматическое измерение длины инструмента | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G40 | Компенсация резца Отмена | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G41 | Компенсация резца слева | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G42 | Компенсация резца 98 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G43 | Компенсация длины инструмента + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G44 | Компенсация длины инструмента — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G47 | Гравировка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G49 | G43 / G44 Отмена | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G50 | G50 | G50 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G51 | Масштабирование | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G52 | Выбор рабочей системы координат G52 (Yasnac) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G52 | Установка локальной системы координат (Fanuc) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G52 | Установка локальной системы координат (HAAS) | G53 | Немодальный выбор координат станка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G54 | Выбор рабочей системы координат l | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G55 | Выбор рабочей системы координат 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G56 | Выбор рабочей системы координат 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G57 | Выбрать рабочую систему координат 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G58 | Выбрать рабочую систему координат 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G59 | Выбрать рабочую систему координат 6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G60 | Однонаправленное позиционирование | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G61 Exact | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G64 | G61 Отмена 900 11 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G65 | Вызов макроса подпрограммы | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G68 | Вращение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G69 | G68 Отмена | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| G70 | Окружность отверстия под болт (Yasnac) Пример1 Пример2 |
| G72 | Отверстия под болт под углом (Yasnac) Пример | |||||||||||||||||||||||||||||||
| G73 | Постоянный цикл высокоскоростного сверла с откосом | |||||||||||||||||||||||||||||||
| G74 | Постоянный цикл с реверсивным метчиком | |||||||||||||||||||||||||||||||
| G76 | Стандартный цикл чистового растачивания | |||||||||||||||||||||||||||||||
| G77 | Стандартный цикл обратного растачивания | |||||||||||||||||||||||||||||||
| G80 | Отмена стандартного цикла | |||||||||||||||||||||||||||||||
| G81 | Пример стандартного цикла сверления1 Example2 Ex3 Ex4 Ex5 | Постоянный цикл точечного сверления Ex1 | ||||||||||||||||||||||||||||||
| G83 | Peck Drill Ca nned Cycle Ex1 Ex2 | |||||||||||||||||||||||||||||||
| G84 | Пример постоянного цикла нарезания резьбы 1 Нарезание резьбы методом точения резьбы | |||||||||||||||||||||||||||||||
| G85 | Постоянный цикл растачивания | |||||||||||||||||||||||||||||||
| G86 | Постоянный цикл растачивания / остановки | |||||||||||||||||||||||||||||||
| G87 | ||||||||||||||||||||||||||||||||
| G88 | Постоянный цикл отверстия / выдержки | |||||||||||||||||||||||||||||||
| G89 | Постоянный цикл отверстия | |||||||||||||||||||||||||||||||
| G90 | Абсолютный | |||||||||||||||||||||||||||||||
| G91 | Инкрементальный | |||||||||||||||||||||||||||||||
| G92 | Установка рабочих координат — YASNAC | |||||||||||||||||||||||||||||||
| G93 | Режим обратной подачи по времени ВКЛ | |||||||||||||||||||||||||||||||
| G94 | Режим обратной подачи по времени ВЫКЛ / Подача в минуту ВКЛ | |||||||||||||||||||||||||||||||
| G98 | Возврат начальной точки | |||||||||||||||||||||||||||||||
| G99 | R Возврат в плоскость | |||||||||||||||||||||||||||||||
| G100 | Отключить зеркальное отображение | |||||||||||||||||||||||||||||||
| G101 | Включить зеркальное отображение | |||||||||||||||||||||||||||||||
| G102 | Программируемый вывод на RS-232 | |||||||||||||||||||||||||||||||
| G103 | Предел упреждающего блока | |||||||||||||||||||||||||||||||
| G110 | Выбрать систему координат 7 | |||||||||||||||||||||||||||||||
| G111 | Выбрать систему координат 8 | |||||||||||||||||||||||||||||||
| G112 | Выбрать систему координат 9 | |||||||||||||||||||||||||||||||
| G113 | Выбрать систему координат G114 | Выбрать систему координат 11 | ||||||||||||||||||||||||||||||
| G115 | Выбрать систему координат 12 | |||||||||||||||||||||||||||||||
| G116 | Выбрать систему координат 13 | |||||||||||||||||||||||||||||||
| G117 | Выбрать систему координат 14 | |||||||||||||||||||||||||||||||
| G118 | Выбрать систему координат 15 | |||||||||||||||||||||||||||||||
| G119 | Выберите систему координат 16 | |||||||||||||||||||||||||||||||
| G120 | Выберите систему координат 17 | |||||||||||||||||||||||||||||||
| G121 | Выберите систему координат 18 | |||||||||||||||||||||||||||||||
| G122 | Выберите систему координат 19 | |||||||||||||||||||||||||||||||
| G1 Система координат 20 | ||||||||||||||||||||||||||||||||
| G124 | Выбор системы координат 21 | |||||||||||||||||||||||||||||||
| G125 | Выбор системы координат 22 | |||||||||||||||||||||||||||||||
| G126 | Выбор системы координат 23 | |||||||||||||||||||||||||||||||
| G127 | Выбор системы координат 9 | G128 | Выбрать систему координат 25 | |||||||||||||||||||||||||||||
| G129 | Выбрать систему координат 26 | |||||||||||||||||||||||||||||||
| G136 | Автоматическое смещение рабочего места Измерение центра | |||||||||||||||||||||||||||||||
| G141 | 3D + Коррекция резца | |||||||||||||||||||||||||||||||
G12948 Орудие труда Компенсация длины + | G150 | Универсальное фрезерование карманов | G153 | 5-осевое высокоскоростное сверло с постоянным циклом | G154 | P1-P99 Заменяет G110-G129 на более новых машинах 910000 G129 | 3 Стандартный цикл 5-осевого обратного нарезания резьбы | G161 | Стандартный цикл 5-осевого сверления | G162 | 5-осевой постоянный цикл точечного сверления / зенковки | | ||||||||||||||||||||
| G163 | Настройка 5-осевого сверла 22) | |||||||||||||||||||||||||||||||
| G164 | 5-осевой постоянный цикл нарезания резьбы | |||||||||||||||||||||||||||||||
| G165 | 5-осевой вход, растачивание Стандартный цикл | |||||||||||||||||||||||||||||||
| G166 | 5-осевой вход, останов, быстрый выход Постоянный цикл | |||||||||||||||||||||||||||||||
| G169 | 5-осевое отверстие, выдержка, растачивание Постоянный цикл | |||||||||||||||||||||||||||||||
| G174 | Специальное назначение Нет n-Вертикальное нарезание резьбы с жесткой резьбой CCW | |||||||||||||||||||||||||||||||
| G184 | Невертикальное жесткое нарезание резьбы специального назначения CW | |||||||||||||||||||||||||||||||
| G187 | Контроль точности для высокоскоростной обработки | |||||||||||||||||||||||||||||||
| G188 | Получить программу из PST (таблица расписания программ) |
.
279 Komatsu Service Manuals Скачать бесплатно
Komatsu D37PX-21_M_EEAM024300_D31_37_39_EX_PX_21_0509 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D37PX-21_S_SEBM025607 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D55S_3_S_BE2 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D65EX, PX-15_69UP_M_ Бульдозеры Руководство по обслуживанию и ремонту
Komatsu d65ex15 руководство по ремонту бульдозеры руководство по ремонту
Komatsu D65PX-12_M_SEAD001202 Бульдозеры Руководство по ремонту и обслуживанию
Komatsu D68-E8_M_0107154637_001 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D85EX-15_M_EEAM022804_D85EX_PX-15_0509 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D85EX-15_S_SEBM029101_D85EX-15 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155A-1_S_SEBM0170A07R_0403 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155AX-5_M_EEAM020802_D155AX-5 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155AX-5_S_SEBM016204_% 20D155AX-5_0407 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155AX-5_S_SEBM016205_D155AX-5_0407 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155AX-6_S_SEN00596-02 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155AX-6-_M_0602 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu D155AX-76UP_M_EEAM020802_D155AX-5 Бульдозеры Руководство по обслуживанию и ремонту
Komatsu Bulldozer D31EX-D37EX-D39EX, PX-21 Руководство по эксплуатации и обслуживанию
Komatsu Bulldozer D65E, P-12 D65EX, PX-12 Руководство по ремонту
Бульдозеры Komatsu D155AX-5.
KOMATSU D355A-3 Руководство по обслуживанию
Komatsu d85ex15 tier2 бульдозеры руководство по ремонту
Komatsu d155ax6 Бульдозеры Руководство по ремонту
Komatsu Galeo HM300-2 Руководство по обслуживанию
Komatsu Galeo HM350-1 Самосвал Руководство по ремонту
Komatsu HD320, 325-3 Самосвал Руководство по Магазину
Komatsu HD785-7 Руководство по обслуживанию
Komatsu HM400 Руководство
Komatsu D155_S_ENGINE_SEBM022209_140-3% 20 СЕРИИ_0410
Komatsu FAI_80_P_Transmission 80DT
Komatsu FAI_P_axle_Transmission
Komatsu FAI226_P_1_Трансмиссия
Komatsu FAI226_P_Transmission
Komatsu 6D170 Руководство по ремонту
KOMATSU 155 Дизельный двигатель 4-й серии Руководство по техническому обслуживанию
Komatsu M11 Series Двигатели Руководство по ремонту
Komatsu S4D102E-1_S_ Engine Service Manual
Komatsu S4D106_S_WEBMTNV000 Engine Service Manual
Komatsu S6D108_S_SEBE62210104_ENGINES_108_1_0504 Руководство по обслуживанию
Komatsu S6D170E-1_S_SEBES6161000 двигатель руководство по эксплуатации
Komatsu SA6D102E-1 двигатель руководство по эксплуатации
Komatsu SA6D102E-1_S_ Engine Service Manual
Komatsu SA6D125-2 двигатель руководство по эксплуатации
.