
Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.

- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.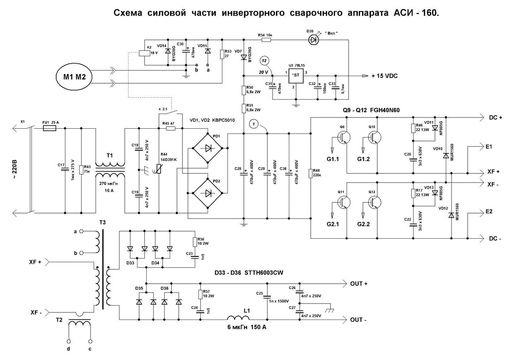
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника.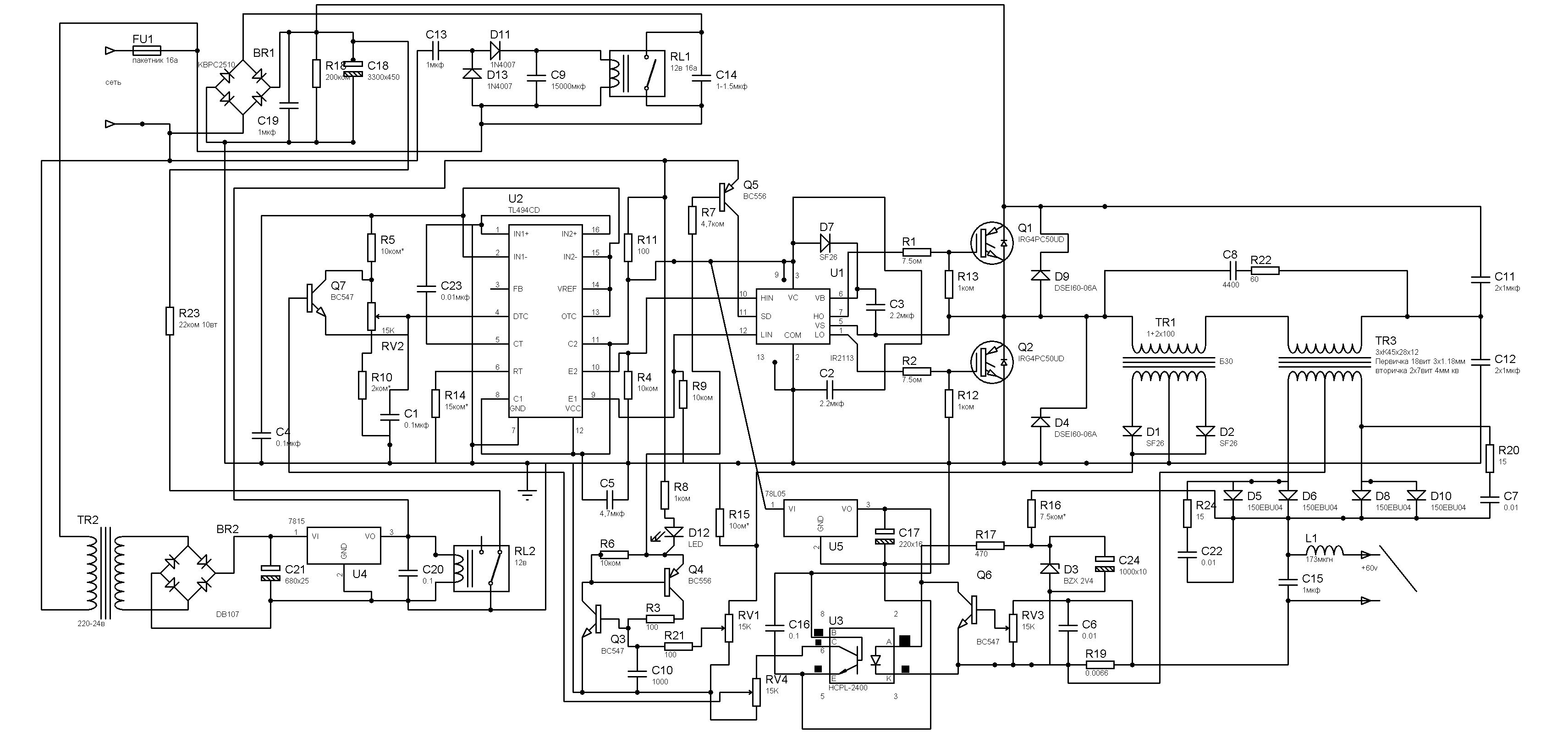 При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.

Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Принципиальная схема сварочного инвертора для различных моделей
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
 Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
- Сварочный аппарат Сварис
- Принципиальная схема сварочного инвертора Сварис
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR

В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж.
 Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
- Инвертор САИ 200
- Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Принципиальная электрическая схема сварочного инвертора
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов.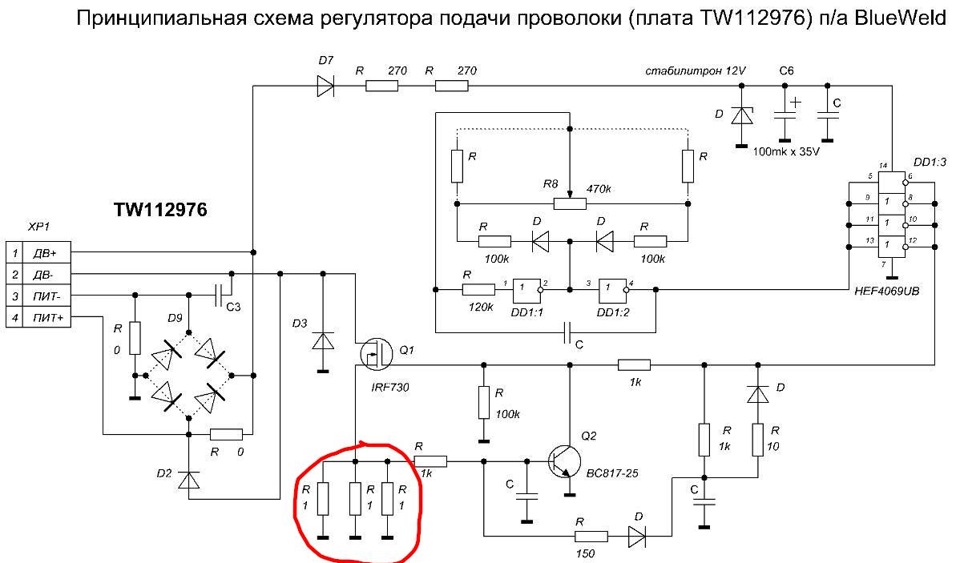 Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Электрические Схемы Сварочных Инверторов — tokzamer.ru
Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком.
Схемы сварочных инверторов самодельных и заводских.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А.
Одновременно происходит возрастание силы сварочного тока, которая превышает А.
Вот схема.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента.
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1
Читайте также: Подключить электричество на участок
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения.
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
Радиосхемы. — Схемы сварочных инверторов
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
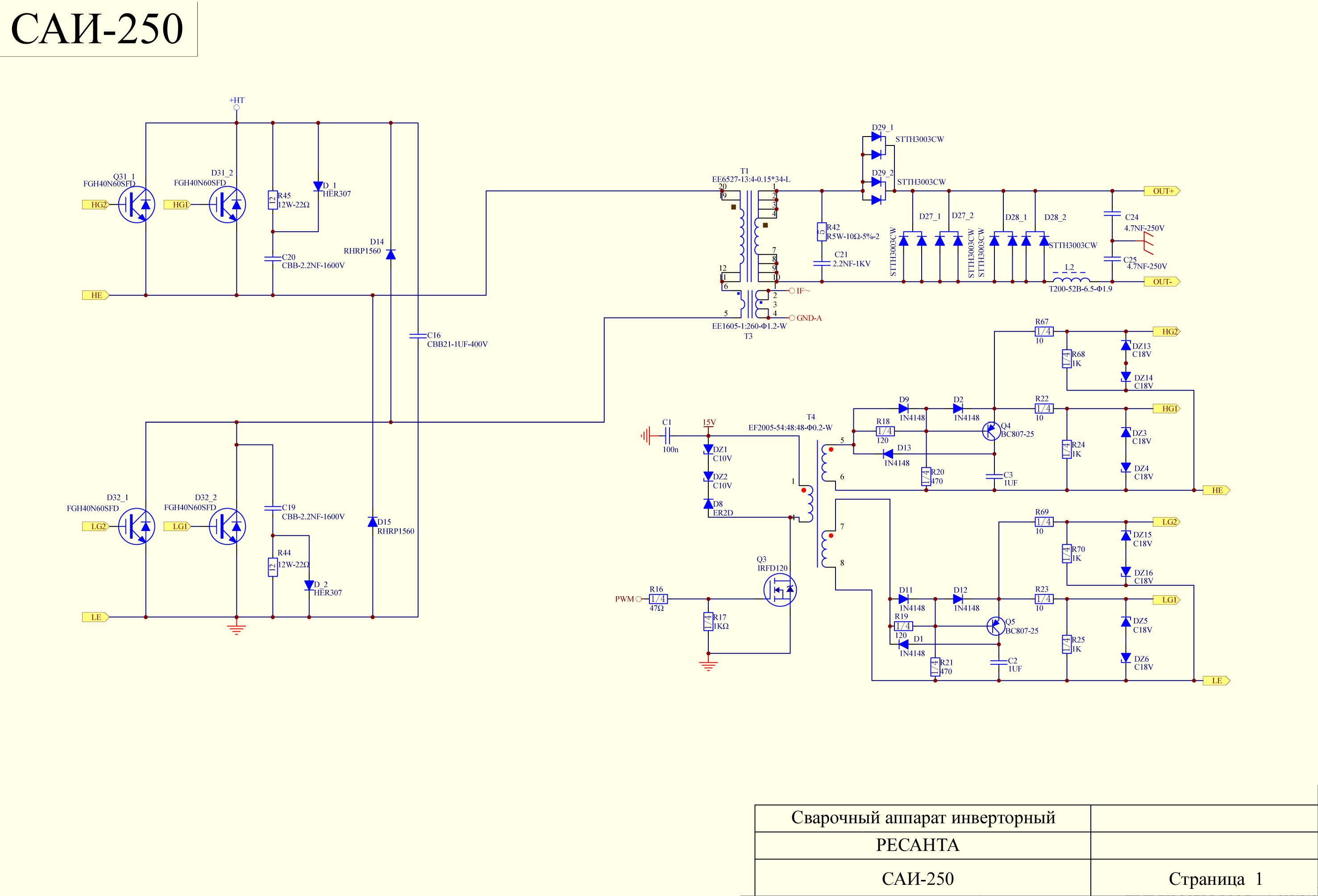
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
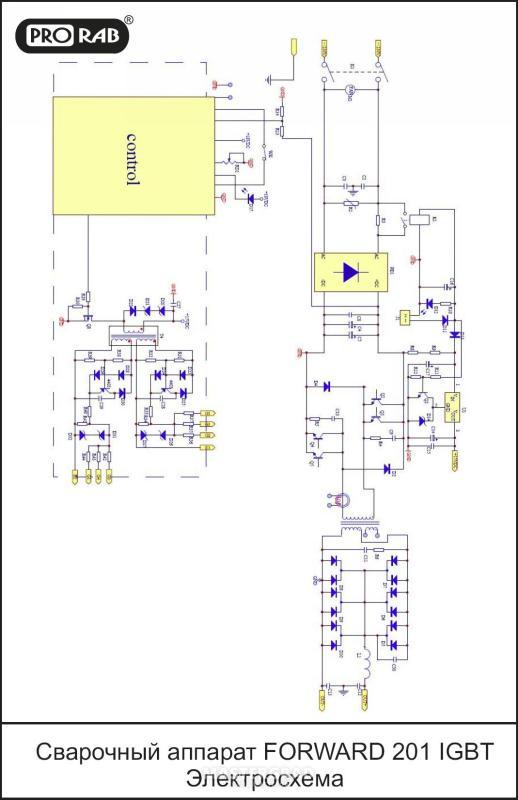
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Схема сварочного инвертора: принципиальная электрическая схема аппарата
На чтение 6 мин Просмотров 6.7к. Опубликовано
Обновлено
Схема и схема значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
2002 — FDC6331 Аннотация: fdp047an FDB045AN FQPF * 13N06L FQA70N15 fdd5614p FQPF10N20 TO252-DPAK FDC6420 FDG6306P | Оригинал | 2N7002 2N7002MTF BS170 BSS123 BSS138 BSS84 FDB045AN08A0 FDB2532 FDB3632 FDB3652 FDC6331 fdp047an FDB045AN FQPF * 13N06L FQA70N15 fdd5614p FQPF10N20 ТО252-ДПАК FDC6420 FDG6306P | |
2002 — транзистор 2203 Аннотация: FJL6920 2N4126 bc548 транзистор 2N5086 2N3390 PSpice tip142 FJN13003 KSC5027F аналоговый транзистор 2N5830 PN24 | Оригинал | 2N3390 2N3391A 2N3392 2N3393 2N3415 2N3416 2N3417 2N3702 2N3703 2N3859A транзистор 2203 FJL6920 2N4126 bc548 транзистор 2Н5086 2N3390 PSpice tip142 FJN13003 KSC5027F аналог транзистор 2N5830 PN24 | |
2002 — 1N914 pspice Аннотация: 1N4148 pspice 1N4148 SMA 1N4004 SMB 1N4148 JAN DIODE 352 DIODE 1N4004 ss14 diode 1N4148 smc JAN 1N4148 | Оригинал | 1N3064 1N4004 1N4148 1N4149 1N4150 1N4151 1N4152 1N4154 1N4305 1N4448 1N914 pspice 1N4148 pspice 1N4148 SMA 1N4004 SMB 1N4148 ЯНВ ДИОД 352 ДИОД 1N4004 ss14 диод 1N4148 smc ЯНВ 1N4148 | |
Реле OMRON G2V-2 12В Аннотация: реле OMRON G2V-2 6V JR2a-DC24V FRL264 Panasonic RELAY Cross Reference NEC OMRON rz-24 relay RA4-24WM-K RA12WN-K TF2SA-12V RA5WN-K | Оригинал | MK3P5-S-AC12 MK3P5-S-AC120 MK3P5-S-AC24 MK3P5-S-AC240 54024U200 G7L-1A-BUB-JCB-AC200 / 240 G7L-1A-TUB-JCB-AC200 / 240 54026U200 AC200 / 240 Реле OMRON G2V-2 12В Реле OMRON G2V-2 6V JR2a-DC24V FRL264 Перекрестная ссылка на реле Panasonic NEC OMRON реле рз-24 RA4-24WM-K RA12WN-K TF2SA-12V RA5WN-K | |
2011 — Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | EX-N15 EX-AR50 | |
2007 — Конденсатор из металлизированной полиэфирной пленки MPP Реферат: Рабочие конденсаторы GE конденсатор полиэфирный MPP конденсатор 250 VAC MpP | Оригинал | 500 В переменного тока 660 В переменного тока Конденсатор из металлизированной полиэфирной пленки MPP Рабочие конденсаторы GE конденсатор полиэфирный МПП конденсатор 250 VAC MpP | |
2010 — Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | ||
2002 — SNAP12 Аннотация: BLM21P221 SNAP-12 SD12 RIN12OMA P802 msa параллельный модуль FIN09 BLM21P221SG 10GBASE-S | Оригинал | SNAP12 BLM21P221 SNAP-12 SD12 РИН12ОМА P802 параллельный модуль msa FIN09 BLM21P221SG 10GBASE-S | |
2002 — Supersot 6 Аннотация: Supersot6 электрические | Оригинал | 2N3903 FMB100 FMB5551 FMBA06 FMBA14 FMBA56 MMBT100 MMBT2369 MMBT2369A MMBT3640 Суперсот 6 Суперсот6 электрические | |
2009 — Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | 500 В переменного тока 660 В переменного тока | |
Разъем CX4 Аннотация: X2-10GB-CX4-AS XAUI 10G CX4 CX4 кабель 10GBASE-CX4 | Оригинал | X2-10GB-CX4-AS 10GBASE-CX4 X2-10GB-CX4-AS 10 ГБд 125 Гигабод Разъем CX4 XAUI 10 г CX4 Кабель CX4 | |
Самсунг Аннотация: список | Оригинал | ||
smd диоды s4 1.5 Вт Аннотация: PD9002 QR204 A4A smd ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 SMD a3a QR217 JANTXV 2N2880 эквивалент 2N5153-QR-EBC a2b 340 | Оригинал | QR209 BS9300 QR216 QR204 MIL-PRF-19500 smd диоды s4 1.5w PD9002 QR204 A4A smd ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 SMD a3a QR217 Эквивалент JANTXV 2N2880 2N5153-QR-EBC a2b 340 | |
QR204 Аннотация: A4A smd маркировка кода smd a3a SMD a3a a3a smd MIL-STD-9858A cecc 50000 QR208 код smd маркировка a4a smd диод A4 | Оригинал | QR208, QR209) QR204 BS9300 MIL-PRF-19500 QR204 A4A smd smd код маркировки a3a SMD a3a a3a smd MIL-STD-9858A cecc 50000 QR208 smd код маркировки a4a smd диод а4 | |
2000 — smd диоды s4 1.5 Вт Реферат: код маркировки PAD1 SMD U3158 ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 PD9002 smd маркировка диодов f4 диод smd маркировка GPO 27 lvt 817 smd код маркировка a3a | Оригинал | IRF130SMD05N IRFN130SMD05 IRF130SMD05 IRF130SMD05 » IRF130SMD05 IRF130SMD05DSG O276AA) 650 пФ smd диоды s4 1.5w код маркировки PAD1 SMD U3158 ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 PD9002 smd маркировка диодов f4 диод smd маркировка GPO 27 817 лв. smd код маркировки a3a | |
2013 — Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | MKW22D512V MKW24D512V MKW22D512V MKW21D256V MC13242 56-контактный MKW24D512VHA5 | |
2001 — HTGB Аннотация: HTRB M1042 s200 эквивалент M-1051 | Оригинал | M1071, г. M1042, M2006, HTGB HTRB M1042 эквивалент s200 М-1051 | |
2007 — Электромагнитный клапан электропневматический Резюме: DX3-606-BN DX01-651-60 h26WXBG2B9000FC DX1-651-BN DX2-611-BN DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | Оригинал | PDE2589TCUK-ca электромагнитный клапан электропневматический DX3-606-BN DX01-651-60 h26WXBG2B9000FC DX1-651-BN DX2-611-BN DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | |
Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | 10GBASE-ER 1550нм, 0231A324-AS 10 ГБд 1550 нм 10GBASE-ER | |
10GBASE-E Аннотация: лавинный фотодиод, чувствительность 1550нм, 10G PIN фотодиод, 10G, лавинный фотодиод | Оригинал | 10G-XNPK-ER-AS 10GBASE-ER 1550нм, 10G-XNPK-ER-AS 1550 нм 10GBASE-ER 10GBASE-E лавинный фотодиод, чувствительность 1550нм Фотодиод 10G PIN Лавинный фотодиод 10G | |
Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | DWDM-X2-38 19-АС 19-АС 10 ГБд 100 ГГц | |
Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | DWDM-X2-48 51-AS 51-AS 10 ГБд 100 ГГц | |
Нет в наличии Аннотация: абстрактный текст недоступен | Оригинал | DWDM-X2-58 98-AS 98-AS 10 ГБд 100 ГГц | |
DWDM-XENPAK-35 Аннотация: абстрактный текст недоступен | Оригинал | DWDM-XENPAK-35 04-АС 04-АС 10 ГБд 100 ГГц | |
FTLX1841E2-AS Аннотация: абстрактный текст недоступен | Оригинал | 10GBASE-ZR 1550нм, FTLX1841E2-AS 10 ГБд 1550 нм | |
Схема подключения генератора сварочного аппарата
Подробнее о подключении сварочного аппарата 230 В.Он показывает части схемы в виде обтекаемых форм, а также силовые и сигнальные линии между устройствами.
Схема подключения вилки сварочного аппарата 220В в ассортименте.
Схема подключения сварочного генератора . На машинах до 1972 года сопротивление скрученных обмоток. Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт киловатт, который обеспечивает. Если вы хотите разбираться в своем сварочном аппарате Lincoln SA 200, вам необходимо базовое представление о генераторе постоянного тока.Он показывает элементы схемы в виде обтекаемых форм, а также мощность и сигнальные линии между устройствами. Электромонтажные схемы и автоматические выключатели в доме. Понимание и устранение неисправностей генератора постоянного тока sa 200. Схема устранения неисправностей сварочного генератора 6 2. Домашняя электрическая проводка включает розетки на 110 вольт и розетки и розетки на 230 вольт, которые являются обычным делом в каждом доме. Разновидность электрической схемы сварочного аппарата Lincoln 225. Когда они выйдут из строя, ваша машина потеряет вспомогательную мощность и начнет сваривать.Схема подключения устройства дуговой сварки Lincoln 225 Схема подключения устройства дуговой сварки Lincoln 225 Каждое электрическое устройство состоит из различных компонентов. Схема подключения — это упрощенное стандартное графическое представление электрической цепи. Ваш sa 200 на самом деле представляет собой два генератора постоянного тока, которые работают в тандеме. Электропроводка розетки 230 вольт. Схемы обслуживания Multiquip, схемы, иллюстрации, устранение неисправностей в электропроводке.
Схема подключения — это упрощенное традиционное графическое изображение электрической цепи.Катушки возбудителя создают дополнительную мощность для sa200. Первый генератор — это возбудитель, выступающий из передней части машины. Допуск 10, если не указано иное условие 70 f 21 c. Как подключить розетки. Холодная машина без прогрева, электрическую схему см. В разделе 9 остановите двигатель перед проверкой сопротивления 29 Ом 34 Ом 35 Ом 2 Ом. Схема подключения 230 вольт. Посмотрите, как разводятся электрические розетки в доме. В этой статье рассматриваются общие. Электрическая схема установки дуговой сварки Lincoln 225 красивая 53 схемы электрических схем электросварки super chicago Схема подключения генератора на схеме подключения генератора.Схема устранения неисправностей для необходимого оборудования для проверки значений сопротивления сварочного генератора. Основные схемы домашней электропроводки. Подключение переходной вилки от генератора к сварочному аппарату.
Специальная, высокочастотная и дешевая принципиальная схема сварочного аппарата
Принципиальная схема сварочного аппарата — это электрические цепи, которые могут быть меньше по размеру, но оснащены лучшими соединениями и увеличенной мощностью. Это принципиальная схема сварочного аппарата на Alibaba.com имеют отличное качество и поставляются с многослойными платами с проводящими материалами в центре. Вы можете заказать эти безупречные электрические схемы сварочного аппарата у ведущих поставщиков, которые имеют репутацию продавцов материалов высшего качества. Эти продукты доступны по цене, поэтому они укладываются в ваш бюджет. Принципиальная схема сварочного аппарата
, представленная на сайте, может быть изменена и представлена как в готовой к использованию, так и в прототипной версиях. Толщина меди на этой принципиальной схеме сварочного аппарата может варьироваться в зависимости от выбранных вами моделей и может содержать от 6 до 64 слоев.Эти принципиальные схемы сварочного аппарата изготовлены из материалов с высокой проводимостью и имеют четкую длину межстрочного интервала. Вы можете использовать эти платы в любом устройстве, от телевизора до пульта дистанционного управления и других электронных устройств для повышения производительности.
Эти высокоплотные принципиальные схемы сварочного аппарата , представленные на Alibaba.com, благодаря своим врожденным электрическим свойствам, обладают гораздо большей емкостью и, как следствие, могут предложить большую скорость. Принципиальная схема сварочного аппарата поставляется с отделкой поверхности HASL, иммерсионным золотом, серебром, алюминием, OSP и многими другими опциями для повышения производительности.Некоторые из широко распространенных применений этих принципиальных схем сварочного аппарата — это телекоммуникации, электроснабжение, промышленное электроснабжение, медицинские инструменты, GPS и так далее.
Вы можете ознакомиться с различными принципиальными схемами сварочного аппарата на сайте Alibab.com и выбрать тот, который соответствует вашему бюджету и требованиям. Заказы OEM и ODM доступны по запросу. Они сертифицированы ISO, RoHS, CE, SGS, UL и другими. Индивидуальная упаковка также предлагается при оптовых закупках.
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННЫМ СЕЛЕКТОРОМ ТОКА
International Journal of Pure & Applied Sciences Vol.6No.2.
Опубликовано Oxford Research and Publications, январь 2016 г.
62
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННОЙ
СЕЛЕКТОР ТОКА
1 * I. И.Ибрагим и 2Б. I. Adamu
1 и 2, факультет физики, Федеральный университет, Дутсе, штат Джигава
Электронная почта для корреспондента: idowuaraba @ gmail.com,
+2348036826053
Abstract
Был разработан и изготовлен двухполюсный сварочный аппарат переменного тока. Первый полюс
является первичной цепью и был спроектирован так, чтобы иметь четырехступенчатую катушку SA, AB, BC и CE с тремя петлями
A, B, C для переменного выбора токовой нагрузки. Первичные цепи
были намотаны медным проводом калибра 13 и получили витки по 80, 20, 20 и 20 витков для
ступеней SA, AB, BC и CD соответственно.Второй полюс — это сторона вторичной цепи, конструкция которой была выполнена по схеме
, и первичная цепь и вторичная цепь перекрывали друг друга. Первичная цепь
на вторичном полюсе была намотана медным проводом калибра 13 и составляла
при одном витке ступенчатой обмотки из 114 витков, в то время как вторичная цепь внахлестку давала один ступень
витков на 40 витков с помощью клещевого медного провода. калибра 8. Тип соединения «начало-начало» был
для первичных цепей, в то время как пусковые и конечные стрелки вторичной цепи были подключены к
заземлению и клещу сварочного аппарата соответственно.
Ключевые слова: Вторичный контур, первичный контур, катушка, сварка
1.0 ВВЕДЕНИЕ
Сварка — это производственный процесс, при котором соединяются материалы, обычно металлы или термопласты, что приводит к слиянию
. Как правило, для большинства свариваемых обычных сталей предпочтительнее соединение
методом сварки. [1] Самый популярный из сварочных аппаратов использует методы дуговой сварки
, которые включают (i) SMAW — сварку штучной сваркой или дуговую сварку в среде защитного металла
(ii) GMAM — дуговую сварку металлическим электродом в газовой среде (iii) GTAM — Сварка tig
или дуговая сварка вольфрамовым электродом в газовой среде [2].Другие — пайка, пайка и сварка ацетиленом
. В автомобильной промышленности точечная контактная сварка (RSM) является одним из
наиболее эффективных процессов соединения материалов, в нем используются токи в диапазоне 1 — 200 кА с длительностью
в диапазоне от нескольких циклов до одной секунды для генерирования джоулева нагрева. . Трансформаторы RSM
работают в диапазоне средних частот около 1 кГц [3].
В этом исследовании построенная сварочная система использует низкочастотный трансформатор, который
работает на частоте электросети 50 или 60 Гц с переключателями переменного тока до
, чтобы избежать проблем с качеством электроэнергии.Проблема качества электроэнергии связана с отклонением тока напряжения и
частоты от номинального значения в системе распределения и использования электроэнергии.
Как проверить сварочный трансформатор за 10 шагов
Проблемы с производительностью сварщика часто могут быть связаны с самим сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив быструю серию тестов на трансформаторе. P Вам не придется платить кому-либо за диагностику проблем со сварщиком.
Как проверить сварочный трансформатор? Есть 10 шагов для проверки сварочного трансформатора. Вот они:
- Выполните визуальный осмотр
- Определите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте питание
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение проблем производительности сварочного аппарата 9000
- Признаки перегрева: деформации или плавление внешней части трансформатора или деталей вокруг него
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева.
- Ослабленные соединения: ослабленные соединения могут привести к поломке трансформатора.
- Вздутие: трансформатор необходимо заменить, если кажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки соединена со сварочным стержнем, а другая — с приваренными деталями. включены во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение, поворачивая кран. трансформатор работает, при этом используется недорогое оборудование.
3. Получите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, такой как изготовленный Etekcity, предоставит вам следующие возможности:
- Измерение переменного / постоянного напряжения от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Мультиметр, указанный выше, может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek — более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
4. Убедитесь, что питание отключено.
Перед подключением мультиметра или проведением любого тестирования убедитесь, что система отключен от всех источников питания. Для таких аппаратов, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокое напряжение, поступающее в систему, преобразовывалось в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные рудиментарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы предъявляют высокие стандарты безопасности. Работа с системой, которая не была полностью отключена от источника питания , сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Если трансформатор имеет резисторы стока, этот процесс не требует дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Перечень и требования
Однако, если трансформатор не имеет резисторов стока, , то вам может потребоваться короткое замыкание конденсаторов. Скорее всего, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен.
Рекомендуем вам дважды проверить отсутствие питания на трансформаторе с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на минимальное значение по шкале напряжения. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем прочитать руководство по эксплуатации мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих — Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем прикоснитесь к двум выводам мультиметра вместе, чтобы убедиться, что вы получить значение 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первый тест, который вы захотите выполнить, — это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и применения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны быть маркированы на внешней стороне трансформатора. Если это не так, тогда вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному проводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также захотите проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
В случае, если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему подключения в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на измерение напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться в точности и согласованности показаний.
Показания выходного напряжения должны, по крайней мере, находиться в разумном диапазоне значений, перечисленных в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они действительно хорошо работают для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы получили неожиданное значение, вам нужно будет устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, , вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Перед тем, как продолжить чтение, вот статья, которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки на мультиметре, чтобы прочитать сопротивление. Чтобы начать измерение сопротивления, необходимо переместить ручку в секцию омметра мультиметра.
Для начала соедините вместе отдельные выводы мультиметра. Мультиметр должен показывать обрыв.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима непрерывности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близко к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь к положительным и отрицательным выводам мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема может означать, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Выполните проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем поместите каждый провод на каждую выходную клемму. Мультиметр должен показывать обрыв.
Если мультиметр не показывает целостность цепи, вам следует проверить вторичную цепь на предмет короткого замыкания на массу, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с работой сварочного аппарата часто могут быть связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из возможных причин того, что сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально, когда вы его впервые запускаете, но вскоре перестает работать.
Если на ваш сварочный аппарат не подается постоянный ток, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть процедуры поиска и устранения неисправностей должна включать в себя выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформатора?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории производства трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте, насколько проще отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже работают намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, за последние годы инверторы немного догнали.
Инверторные сварочные аппараты по-прежнему дороже трансформаторных сварочных аппаратов , хотя средняя стоимость инверторов с годами снизилась. Если в домашнем магазине вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов — лучший вариант для сварщиков своими руками.
Инверторы
также требуют больших затрат на ремонт после истечения срока гарантии, говорится в этой статье, опубликованной в The Fabricator .Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторы дешевле ремонтировать или заменять, потому что вы можете получить запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом теста и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника.Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между данными вашего трансформатора, вам следует подумать о его немедленной замене.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, поскольку в этой точке подключается основная электрическая мощность.На выходной (или вторичной) стороне электрический ток направляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда выше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другие способы найти свой первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным ответвлением , вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная — три провода.
- Если ваш трансформатор промаркирован, первичное напряжение отображается в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток и уменьшить его величину, так как полярность направленного тока меняется несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Сварщики с инвертором лучше, чем сварщики с трансформатором?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как место, эффективность и долговечность.
Инверторы
обычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем стоимость трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторы
обладают большей универсальностью с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики выбирают преобразователи на базе IGBT или MOSFET, рассчитанные на питание от сети постоянного тока или синтезированного переменного тока, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичного контура могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют переменный ток сети (50 Гц) в переменный ток высокой частоты перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Руководство покупателя портативного сварочного аппарата
: 5 вещей, на которые стоит обратить внимание
1965 Lincoln Welder Wiring Diagram Starter
1965 Lincoln Welder Wiring Diagram Starter Whats New
1965 Lincoln Welder электрическая схема стартера — class fc 2nd feb 26 2002 электрическая схема для ncoln 1957-1965 гг. эти схемы взяты из издания 1965 г. из 39 книги электрических схем национального автосервиса. 39. Эта книга содержит схемы соединений для всех американских автомобилей, начиная с 57 65 и заканчивая проектом руководства по старому автомобилю, свяжитесь с нами.Это электрические схемы ncoln, электрические схемы для 1957 1965 ncoln эти схемы взяты из издания 1965 года книги электрических схем национального автосервиса, пожалуйста, щелкните правой кнопкой мыши на изображении и сохраните графику 1957 1965 года изображения, полученного от генератора переменного тока ncoln Сборка электрических схем 1957-1965 гг. по wiringforums. Катушки возбудителя создают дополнительную мощность для sa200, когда они выходят из строя, ваша машина потеряет вспомогательную мощность и сваривает машину до 1972 года. Ом на многожильных обмотках должен составлять 167 Ом. .
1965 Lincoln Welder электрическая схема стартера — будет считывать меньше ома. class fc 2nd dec 09 2017 ncoln classic 2 электрическая схема визуальные электрические схемы vantage 500 схема подключения двигателя ncoln welder 400 sam electric svm178 weldanpower 150 14 0 hd Invertec svm129 b user ce svm175 классический 300d automotive 1989 ranger 8 page pro mig 140 im511 d 9 onan 2 sp 170 305g 2011 mkt 170t бесплатная цепь zephyr 32 сварки 1973 континентальный sb 2733 220v мотор sa 200 sa250 cafe удобное ядро.Https bwparts http bwequipmentrepair https facebook bwparts 602850 7399 p class grp grp talgo факты ul class pinfo mt 10 bxz bb d ib va top style max width 50 class tc bxz bb pr 24 lh 18 label class fw b ярлык продолжительности видео 51 min class tc bxz bb pr 24 lh 18 label class fw b views label 53 1k ul ul class pinfo mt 10 bxz bb d ib va top style max width 50 class tc bxz bb pr 24 lh 18 label class fw b author label bw parts ul class dd algo алгоритм sr relsrch.
1965 Lincoln Welder, схема соединений, стартер — sr data 4c0 60c322e6319c1 параметры заголовка класса toggle h4 style margin снизу 1px название класса ov ha style ne height 1 3 class ac algo fz l ac 21th lh 24 href https r search yahoo ynglt awruavcathx shref ylu y29sbwnizjeecg9zazcednrpzamec2vja3ny rw 2 re 1623429990 ro 10 ru https 3a 2f 2fschematron org 2f ncoln welder ac225, электрическая схема html rk 2 rs lrnaj bkmklqevggm9jzvcwknsajdddddddddd4b2b2b2b2b2d4, цветовая диаграмма, цветовая диаграмма, цветовая диаграмма, цветовая диаграмма 4, цветовая диаграмма, цветовая диаграмма 4 m fc 12th wr bw lh 17 schematron org style color 6e7780 class fc dolphin fz ms fw m wr bw lh 17 ncoln welder ac225 wiring class tri ico down arrow grey толстый optrg ul class pd nk algo options hadnz 4 bgc white bd 1 bds s bdc lgray1 bs type1 ptb 1u class db selected class txt a class t1 c dgray c black h bgc lgray3 hdb plr 3u ptb 1u td n td nh href https r.
Схема подключения — это метод описания конфигурации установки электрооборудования, например, электроустановочного оборудования на подстанции на CB, от панели к коробке CB, которая охватывает аспекты телеуправления и телесигнализации, телеметрию, все аспекты, требующие схемы подключения, используемые для обнаружения помех. , Новое вспомогательное оборудование и т. Д. 1965 Lincoln Welder электрическая схема, стартер Эта принципиальная схема служит для детального понимания функций и работы установки, описывая оборудование / детали установки (в виде символов) и соединения. 1965 Lincoln Welder электрическая схема, стартер Эта принципиальная схема показывает общее функционирование цепи. Все его основные компоненты и соединения проиллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений.
Схема] 1965 Lincoln Welder электрическая схема стартер полная версия hd диаграмма качества Схема подключения стартера visitmanfredonia it Схема подключения сварочного двигателя Lincoln данные проводки scrap Lincoln электрические схемы 1957 1965 Lincoln электросварочная схема домашние электрические схемы штатив Lincoln сварочная машина электрическая схема Lincoln дугосварочная машина 220 wiring диаграмма блог электрические схемы паровая диаграмма] 1996 Lincoln Continental схема подключения катушки зажигания полная версия HD качество электрическая схема Ritualdiagrams i ras it Бесплатные электрические схемы Lincoln данные электрические схемы дизель
Схема электрических соединений сварочного аппарата Arc 200
Вы можете узнать больше Диаграмма ниже
Однофазный сварочный аппарат Rajlaxmi Arc 200t Gold 8500 рупий Сварочный аппарат Arc 200 Eco Inverter Сварочный аппарат Сварочный аппарат Pcb Board Arc Tig 200 Инверторная сварка Новая принципиальная схема инверторного сварочного аппарата Zx7 200 со станочным оборудованием Купить принципиальную схему сварочного станка Инструментальное оборудование Сварочный аппарат Принципиальная схема инверторного сварочного аппарата Unique 38 Best Дуговой сварочный аппарат 160a Сварочный аппарат для стержневой сварки Цифровой инверторный сварочный аппарат 220 В постоянного тока Lift Tig Портативная сварка Машина Hitbox Простые шаги для ремонта сварочных аппаратов в домашних условиях Что внутри инверторного сварочного аппарата Сварочный аппарат для СВЧ трансформаторов Самодельный сварочный аппарат Pcb Mosfet Pcb Производитель из Ченнаи Arc 20 250a Stick Welder Dc Inverter Mma Welder Электрическая схема электросварочного устройства с приводом от двигателя Lincoln Im996 Схема электрических соединений Ac Welder Электрическая схема Электросхема Dc Сварочный аппарат для дуговой сварки Аппарат для дуговой сварки DC Инверторный сварочный аппарат Shakti Technology Arc 200 А Китай Печатная плата инверторного сварочного аппарата Китай
.
- Они позволяют сварщику регулировать напряжение, поворачивая кран. трансформатор работает, при этом используется недорогое оборудование.
905 выполните эти 10 шагов для легкого тестирования сварочного трансформатора, если вы поймете, как выполнять каждый шаг.Ниже вы найдете подробные инструкции по устранению проблем со сварочными трансформаторами.
1. Проведите визуальный осмотр трансформатора.
Начните с получения руководства пользователя для сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, просмотрев руководство пользователя для одной конкретной модели сварочного аппарата MIG, производимого Hobart.
Глубоко в руководстве пользователя находится схематический разрез деталей, показывающий многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварщика. Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
2.Расчет схемы подключения
Для тестирования трансформатора в сварочном аппарате необходимо понять, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
В целом трансформаторы, используемые при сварке, следуют этой конструктивной схеме: