СВАРОЧНЫЕ АППАРАТЫ ИНВЕРТОРНОГО ТИПА «ФОРСАЖ-502». Форсаж 302 схема
Форсаж-МП
НАЗНАЧЕНИЕ И РЕКОМЕНДАЦИИ
Механизм подачи проволоки ФОРСАЖ-МП предназначен для работы в составе сварочных полуавтоматов при проведении сварочных работ в производстве, где необходима сварка деталей, узлов и сборок, изготовленных из углеродистых и легированных сталей.
Сварка производится в полуавтоматическом режиме с применением специальной электродной проволоки с диаметром 0,8 - 1,6мм в среде активных и инертных газов типа двуокиси углерода, аргона или их смесей.
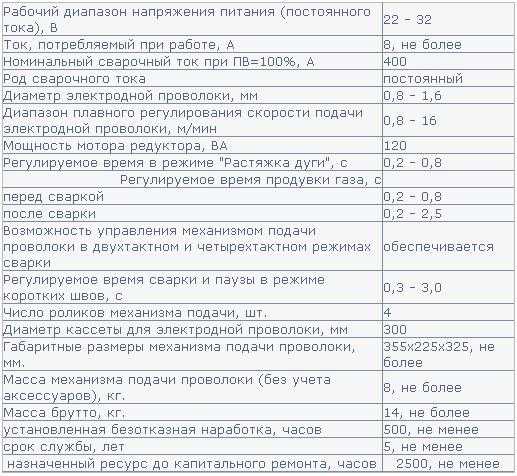
Применение механизма подачи проволоки ФОРСАЖ-МП при проведении сварочных работ гарантирует:плавное регулирование скорости подачи электродной проволоки;стабильность процесса подачи электродной проволоки;простоту заделки кратера сварного шва с использованием режима "растяжки дуги";возможность работы в продолжительном режиме, а также в режиме регулируемых коротких швов;возможность двухтактного управления процессом подачи проволоки (путем нажатия и удержания кнопки управления в течение сварочного цикла) и четырехтактного (кратковременным включением и выключением кнопки управления в начале и в конце каждого сварочного цикла).
Механизм подачи проволоки ФОРСАЖ-МП может эксплуатироваться в следующих условиях:рабочая температура окружающего воздуха - от минус 40°С до + 40°С;влажность - до 98% при температуре + 25°С;вибрации с амплитудой до 0,5 мм и ускорением 1,5g в диапазоне частот от 1 до 35 Гц;транспортирование (в упаковке) при ударных ускорениях до 10 g с длительностью ударных импульсов 5 мс.
По степени защиты от поражения электрическим током механизм подачи проволоки ФОРСАЖ-МП относится к классу 0 ГОСТ 12.2.007.0-75.
При покупке механизма подачи проволоки необходимо:убедиться в отсутствии на упаковке и корпусе механических повреждений;проверить комплектность прилагаемой документации и аксессуаров;убедиться в правильном заполнении свидетельства о продаже, в котором должен быть проставлен заводской номер механизма подачи проволоки, наименование и штамп торгующей организации, разборчивая подпись продавца, дата продажи и адрес владельца механизма подачи проволоки.
После транспортирования или хранения механизма подачи проволоки при температуре ниже минус 40°С включение механизма подачи проволоки можно производить только после выдержки его в течение двух-трех часов при температуре не ниже минус 40°С.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
www.elpron.ru
Форсаж 301 виам.683151.021-01 Инструкция по эксплуатации онлайн [9/47]
- 9 -
2.4.4 Функция «PILOT ARC» («дежурная дуга») – при нажатии кнопки сварочной горелки после КЗ
поджиг дуги осуществляется при дежурном значении сварочного тока (10±5) А, при отпускании кнопки
сварочной горелки сварочный ток плавно (в течение (1±0,1) с) увеличивается до значения, установленного
регулятором тока аппарата «-»-«+». При повторном нажатии кнопки сварочной горелки происходит плав-
ный спад (в течение (1±0,1) с) тока до дежурного значения, после отпускания кнопки аппарат отключается.
Примечание – Временные параметры и дежурное значение сварочного тока
фиксированы, могут
быть скорректированы при заказе на поставку.
2.5 Общие функции аппарата
2.5.1 Цифровая индикация сварочного тока и выходного напряжения.
2.5.2 Режим «ДУ»:
- регулирование сварочного тока с помощью ПДУ;
- регулирование сварочного тока с помощью регулятора сварочной горелки (при его наличии).
2.5.3 Защита при длительном КЗ обеспечивает отключение аппарата через 4 с, не более, при залипа-
нии электрода в режиме сварки.
2.5.4 Защита аппарата от перепадов напряжения питающей сети:
- силовой преобразователь аппарата отключается при линейном напряжении питающей сети более
~450 В (фазном напряжении питающей сети более ~260 В), при этом индикаторы аппарата «А», «V» пока-
зывают «Er.5», «НАП»;
- силовой преобразователь аппарата отключается при линейном напряжении питающей сети менее
~295 В (фазном напряжении питающей сети ~170 В и менее), при этом индикаторы аппарата «А», «V»
показывают «Er.4», «НАП»;
- силовой преобразователь аппарата включается в течение не более 3 с после возвращения напряже-
ния сети в допустимый диапазон, при этом индикаторы аппарата «А» и «V» показывают текущие значе-
ния выходных параметров.
mcgrp.ru
|
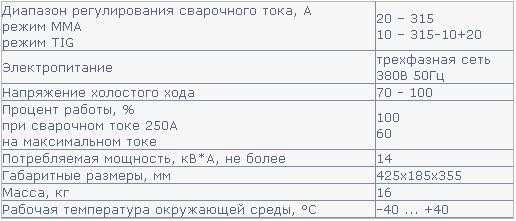
Промышленный трехфазный сварочный аппарат постоянного тока ФОРСАЖ-301 – продолжение линейки сварочного оборудования торговой марки "ФОРСАЖ". Оригинальные схемно-технические решения позволили разработать мощный многофункциональный инвертор с микропроцессорным управлением и идеальными свойствами сварочной дуги. ФОРСАЖ-301 максимально адаптирован для проведения профессиональной ручной дуговой сварки (ММА) в строительно-монтажных организациях, в нефтегазовом комплексе, на судостроительных предприятиях, в ЖКХ и др. При наличии специальной сварочной горелки ФОРСАЖ-301 может быть использован для аргонодуговой сварки (TIG) Сохраняя лучшие характеристики предыдущих моделей, новый сварочный аппарат ФОРСАЖ-301 обладает дополнительными функциональными возможностями, повышенной надежностью и высокой производительностью. Компактность и портативность аппарата ФОРСАЖ-301 обеспечивают мобильность и значительно облегчают проведение сварочных работ в любых труднодоступных местах и пространственных положениях. Возможность питания от автономных генераторов расширяет область применения сварочных аппаратов и позволяет использовать их в полевых условиях.
Функциональные возможности
Преимущества
Технические характеристики
защиты от поражения электрическим током относится к классу 1 и соответствует требованиям безопасности по ГОСТ 12.2.007.8. Гарантийный срок эксплуатации - 24 месяцев.Гарантийное и постгарантийное обслуживание.Развитая сеть центров технического обслуживания Сварочные аппараты ФОРСАЖ – это высокое качество и стабильность параметров сварки в течение всего срока эксплуатации
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ |

www.elpron.ru
Форсаж-502
НАЗНАЧЕНИЕ И РЕКОМЕНДАЦИИ
 Сварочный аппарат постоянного тока ФОРСАЖ-502 промышленного применения предназначен для механизированной и полуавтоматической сварки (режим «MIG/MAG») стальных материалов, деталей и агрегатов.
Сварочный аппарат постоянного тока ФОРСАЖ-502 промышленного применения предназначен для механизированной и полуавтоматической сварки (режим «MIG/MAG») стальных материалов, деталей и агрегатов.
В режиме «MIG/MAG» сварка производится сплошной или порошковой электродной проволокой диаметром от 0,8 до 1,6 мм в среде защитных газов. Сварочные инверторы ФОРСАЖ-502 используются совместно с внешними механизмами подачи проволоки ФОРСАЖ-МП, ФОРСАЖ-МП5, ФОРСАЖ-МПм или аналогичными механизмами с напряжением питания 24В постоянного тока.
Инверторный сварочный аппарат также может применяться для ручной электродуговой сварки (режим «ММА») штучными плавкими электродами любой марки диаметром от 1,6 до 5,0 мм.
Сварочный аппарат также можно использовать в качестве источника тока для аргонодуговой сварки деталей и материалов из нержавеющей стали и медных сплавов (режим «TIG») при наличии дополнительного оборудования.
Сварочный аппарат ФОРСАЖ-502 обеспечивает:стабильность процесса сварки;возможность питания сварочного аппарата от автономных передвижных электростанций мощностью не менее 30 кВ·А;защита от перегрева, перегрузки или при аварии;высококачественное формирование шва;выполнение сварочных швов в любых пространственных положениях.
Аппарат выпускается в двух модификациях – базовой и расширенной.
Базовая модификация
- Отключаемый НОТ START
- Нерегулируемый ARC FORCE
- Функция ANTISTICK
- Дистанционное управление
Расширенная модификация
- Регулируемый НОТ START
- Регулируемый ARCFORCE
- Регулируемая Функция «Наклон ВАХ»
- Регулируемая Функция «Индуктивность»
- Регулируемая Функция «Базовый ток»
- Регулируемая Функция PILOTARC
- Импульсный режим
- Хранение 72-х пользовательских программ
- Функция ANTISTICK
- Дистанционное управление
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ

www.elpron.ru

Описание
Особенности сварочного инвертора Форсаж-302: Два основных режима работыинвертора Форсаж-302 - MIG/MAG – полуавтоматическая сварка сплошной или порошковой сварочной проволокой совместно с механизмом подачи проволоки (МПП) Форсаж МП, Форсаж-МП5, ПДГ-315К, ПДГ-350К, ПДГ-350-4К или аналогичным;- ММА - ручная дуговая сварка штучными покрытыми электродами;а также возможность ручной аргонно-дуговой сварки TiG - контактным способом зажигания дуги с применением вентильной горелки.
Достоинства сварочного инвертора Форсаж-302:- идеальные сварочные свойства, как в режиме полуавтоматической сварки, так и в режиме ручной дуговой сварки;- установка и контроль по цифровым индикаторам сварочного тока с точностью до 1 А и напряжения с точностью до 0,1 В; - автоматическое отключение при перепадах напряжения сети; - защита от перегрева, перегрузки или при аварии.
Полуавтоматическая сварка - режим MIG/MAG:- возможность увеличения длины кабеля управления, соединяющего источник тока и механизм подачи проволоки (до 30 м) с сохранением стабильных параметров сварки;- встроенный блок питания для механизма подачи проволоки с выходным напряжением +24 В;- розетка подогревателя газа 36 В с индикацией напряжения.
Технические характеристики
-
Технические характеристики аппарата Форсаж-302
Электропитание, В 3х380/50Гц Основной режим работы MIG-MAG Дополнительный режим работы MMA/TIG Диапазон регулирования напряжения в режиме MIG-MAG, В 10-30 Диаметр электрода, мм 1,6-5 Диапазон регулирования сварочного тока MIG-MAG, A 20-315 Диапазон регулирования сварочного тока MMA, А 20-315 Диапазон регулирования сварочного тока TIG, А 10-315 Напряжение холостого хода ММА, В 70-100 Напряжение холостого хода в безопасном режиме, В <12 Процент нагрузки при сварочном токе 250 А 100 Процент нагрузки при сварочном токе 315 А 60 Максимальная потребляемая мощность , кВа 17 Напряжение питания механизма подачи проволоки, В 24 Мощность мотора редуктора, ВА 40 Дистанционное управление + Цифровая индикация установленных и текущих параметров + Габариты ДхШхВ, мм 425х185х355 Масса, кг 14,3 Рабочий диапазон температуры окружающей среды, °С от -20 до +40
Комплектация
- Источник полуавтоматический инверторный Форсаж-302;
- Руководство по эксплуатации;
- Розетка силовая НТ-125 (SF-125) *;
- Вилка ОНЦ-РГ-09-10/22-В12;
- Вилка ОНЦ-РГ-09-7/18-В12;
- Вилка СХ0020 - 2 шт;
- Упаковка;
remekstanki.ru








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






