
как сделать своими руками? Схема переделки, самодельные полуавтоматы из трансформаторных инверторных моделей
Сделать полуавтоматический сварочный агрегат собственными силами по плечу любому человеку, хорошо разбирающемуся в электротехнике. Всё, что потребуется для осуществления поставленной цели – определённый набор составных частей и инструментарий. Давайте рассмотрим процедуру изготовления такого агрегата более подробно.
Инструменты и материалы
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.
Способы изготовления
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.
Первый способ
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Следует подобрать довольно мощный сварочный аппарат. Его вольтамперные характеристики (ВАХ) можно поменять посредством ШИМ-контроллера.
Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
2-й способ
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Сварочные аппараты такого класса дорогостоящие, зато как можно лучше годятся для реализации поставленной цели.
Чтобы создать свой полуавтомат, понадобится:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.


По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.
3-й способ
Этот способ потребует от владельца солидной подготовки.
Ему нужно будет отыскать неусреднённый инверторный сварочный агрегат нужной мощности.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).
Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В рабочем инверторе в первую очередь следует переустроить входящее в его структуру трансформаторное устройство. Оно покрывается добавочным слоем, состоящим из медной полоски и бумаги с термочувствительным покрытием.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.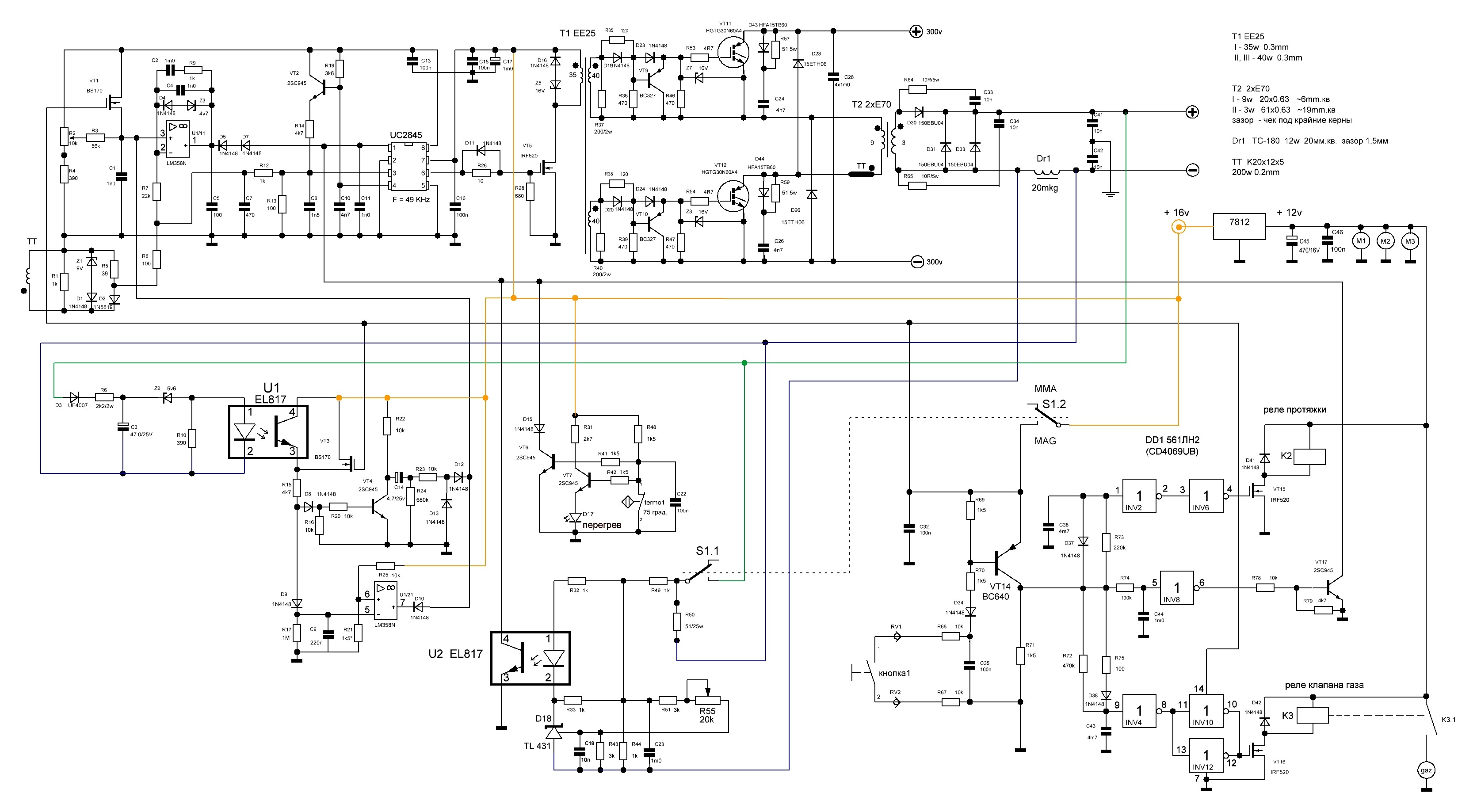
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Запросто сгодится бэушный корпус системника ПК. Получится аккуратно и лаконично.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Настройка
Аппарат требуется подключить в электрическую сеть. Когда лампочка подключения к сети засветится, к выводам преобразователя тока следует подсоединить осциллограф. Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Следует также проконтролировать, чтобы импульсные токи, воспроизводящиеся на дисплее осциллографа, обладали прямоугольной конфигурацией, а длительность их фронта протекала не дольше 500 нс. Если все испытываемые характеристики отвечают необходимым значениям, то можно включать преобразователь электротока в электрическую сеть.
Электроток, приходящий от вывода полуавтоматического аппарата, должен обладать силой не меньше 120 А.
Если параметры силы электротока меньше, это может указывать на то, что в электропроводку оснащения поступает напряжение, показатель которого не выше, чем 100 В. В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.
В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.
Вслед за тем, как сварочный агрегат прошел тест, требуется испытать его под воздействием нагрузки. Чтобы произвести это испытание, к сварочной проводке подсоединяют балластный реостат, имеющий сопротивление не ниже 0,5 Ом. Такой прибор обязан выдерживать электроток с силой 60 А. Сила электротока, который в данной ситуации подаётся на газовую сварочную горелку-пистолет, находится под контролем амперметра. Если сила электротока при подключении балластного реостата не отвечает необходимым характеристикам, то подбор величины электрического сопротивления этого устройства осуществляется экспериментальным путём.
Несмотря на то что переделать инвертор в полуавтоматический сварочный аппарат относительно просто, всё же процесс отнимает некоторое время и предполагает вложения для приобретения дополнительных элементов. Устройство даёт возможность производить сварку в полуавтоматическом режиме, однако её качество может проигрывать заводским модификациям. С целью сэкономить, изготовление аппарата своими силами в полной мере оправданно, однако при необходимости высококачественной сварки предпочтительнее практиковать испытанные заводские устройства.
О том, как сделать полуавтомат из «Ресанты», смотрите далее.
 youtube.com/embed/otzYC5S6b0M?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/otzYC5S6b0M?modestbranding=1&iv_load_policy=3&rel=0″/>
Полуавтомат из «инвертора», своими руками, возможно ли это?
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат».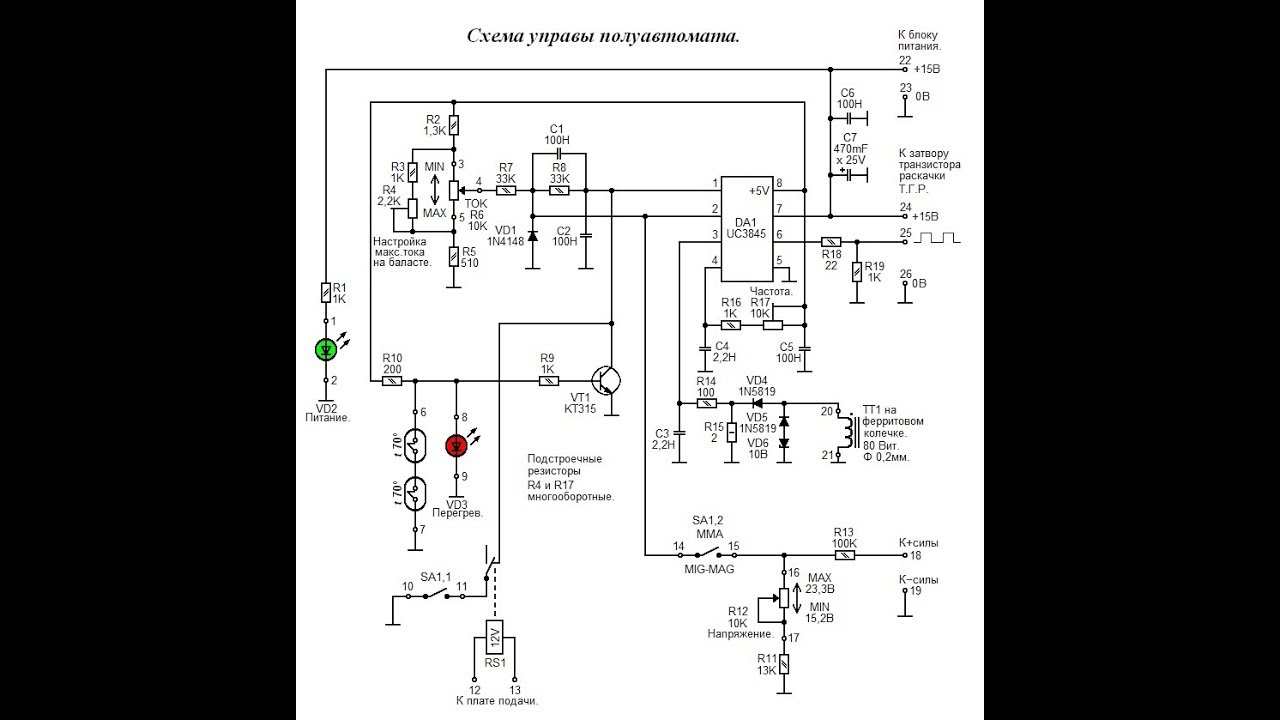 Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует.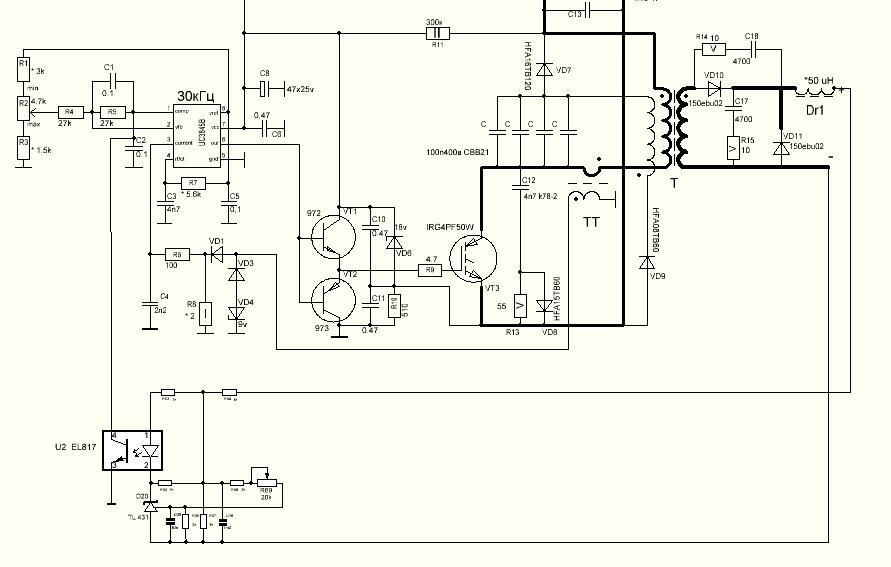 Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.
Ещё на эту тему:
Самодельный сварочный полуавтомат | Сварка своими руками
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год. Варить можно как с углекислотой, так и без.
Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.
Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков. Вторичная состоит из двух обмоток по тридцать витков
Дроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)
Транс Tr2 подберите какой найдете на 13В, трехамперный.
Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.
Движок М1 –вентилятор от системного блока (компа) – система охлаждения .
R4 – регулятор движения проволоки.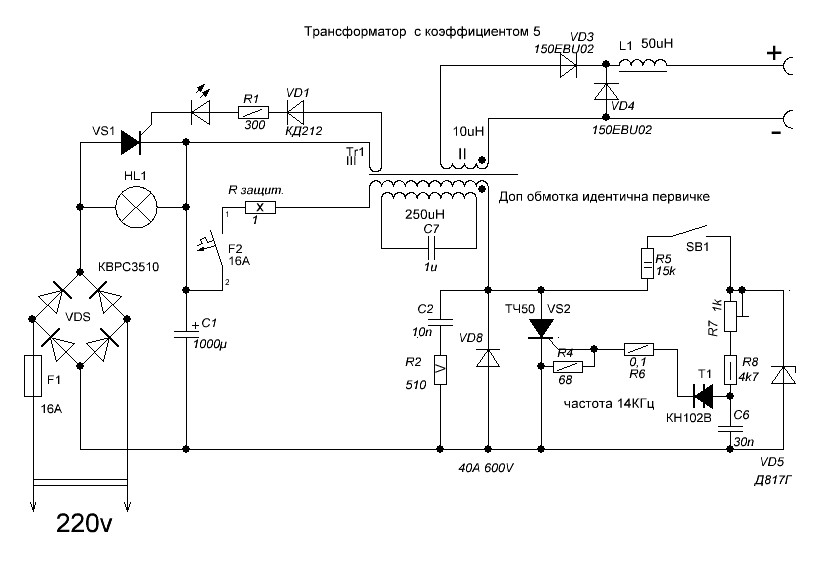
Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.
Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.
сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки.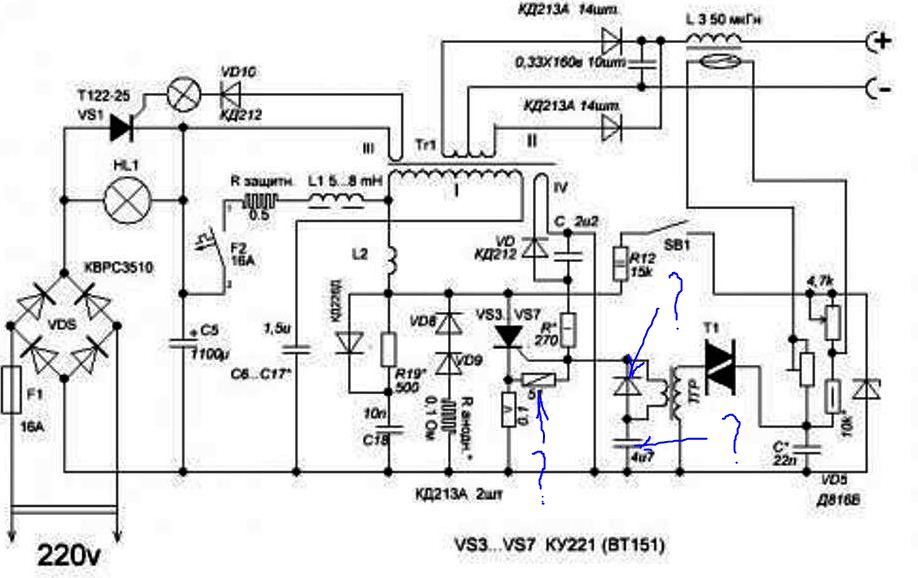 В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Схема сварочного полуавтомата своими руками
Среди большого количества различных решений создания самодельных полуавтоматов, предложенная схема сварочного полуавтомата своими руками выглядит наиболее
интересной. Сварочный полуавтомат предназначен для мастеров, предпочитающих выполнять кузовной ремонт своих автомобилей самостоятельно.
Сварочный полуавтомат предназначен для мастеров, предпочитающих выполнять кузовной ремонт своих автомобилей самостоятельно.
Полуавтомат изготовлен для работы с подачей проволоки для сварки в автоматическом режиме в среде углекислого газа. Учитывая, что основная цель применения полуавтомата, это сварка кузовных деталей, которые имеют небольшую толщину. Тонкий металл предпочтительнее всего сваривать очень быстрым воздействием нагрева точки сварки. При этом работать нужно аккуратно, чтобы кузовные детали не успели подвергнуться деформации или же деформируются, но в очень малой степени.
Это очень важно при работе с кузовными деталями. Металл прогревается незначительно и если это не новый металл, а ремонтируемые детали кузова, то и краска выгорает незначительно. Следовательно, при работе таким полуавтоматом заметно снижается объем подготовки, рихтовки и покраски свариваемого участка кузова.
Ускоряется и сам процесс ремонта кузова, благодаря быстрому расплавлению электродной проволоки, плюс к этому сварочный шов получается более качественным. Важно при этом и то, что нет необходимости очень точно подгонять детали перед произведением сварочных работ. Даже если свариваемые детали будут иметь разную толщину, то качество шва при этом не пострадает. Немаловажно и то, что по сравнению с ацетиленом или кислородом, углекислый газ не так дефицитен.
Важно при этом и то, что нет необходимости очень точно подгонять детали перед произведением сварочных работ. Даже если свариваемые детали будут иметь разную толщину, то качество шва при этом не пострадает. Немаловажно и то, что по сравнению с ацетиленом или кислородом, углекислый газ не так дефицитен.
Освоить работу на таком полуавтомате можно очень быстро.
Особенности самодельного сварочного полуавтомата
Так как схема сварочного полуавтомата своими руками предлагает его работу с помощью углекислого газа, то при работе возникает одна проблема. Углекислый газ, с одной стороны, выполняет защиту ванну расплавленного металла от воздействия кислорода, действующего как окислитель металла. Однако с другой стороны углекислый газ начинает разлагаться на окись углерода и кислород.
Для защиты расплавленного металла от кислорода в полуавтомате применяется омедненная специальная проволока, в состав которой входит кремний и марганец. Диаметр проволоки может применяться, в зависимости от толщины металла свариваемых деталей, различного диаметра, это – 0. 8, 1.0 и 1.2мм.
8, 1.0 и 1.2мм.
Базой для этого полуавтомата является мощный трансформатор, работающий от сети 220 В. Мощность трансформатора подобрана порядка 2.5-3 кВт.
Автор использовал для сборки распространенные детали автомобилей. Это двигатель для подачи проволоки, где применен электродвигатель от автомобиля «Камаз» с питанием на 24В и потребляемым током в районе 3А. От вазовской «восьмерки» взят клапан подачи воды к очистителю ветрового стекла, который в полуавтомате выполняет роль газового клапана. Сам держатель от обычного промышленного сварочного полуавтомата.
Читайте также
Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта.
 Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
 Воздушное охлаждение реализовано в виде приточного вентилятора.
Воздушное охлаждение реализовано в виде приточного вентилятора.
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
-
Отключите аппарат от сети -
Выкрутите винты боковой крышки -
Осмотрите платы, конденсаторы, транзисторы, клеммы -
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу -
Обезжирьте место соединения канифолью -
Вставьте новый элемент в отверстия печатной платы -
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
СкрытьПодробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
|
Напряжение от сети, В |
Сопротивление, Ом |
Сварочный ток, А |
|---|---|---|
|
220 |
0 |
160 |
|
210 |
1 |
150 |
|
197 |
2 |
145 |
|
180 |
3 |
115 |
|
165 |
4 |
105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
СкрытьПодробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Не регулируется ток
СкрытьПодробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки -
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода -
При пониженном напряжении используйте аппараты, рассчитанные на просадку -
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать -
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен -
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
СкрытьПодробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
СкрытьПодробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
СкрытьПодробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны..jpg) Купите точно такой же для своей модели инвертора.
Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварочный полуавтомат сделать самому своими руками: детали и схема сборки
Сварочный полуавтомат в руках человека, который умеет пользоваться техникой, является многофункциональным и полезным устройством. Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Конечно, можно приобрести агрегат для сварки в торговой сети, благо в настоящее время промышленность предлагает огромное количество моделей, но это может серьезно ударить по семейному бюджету. Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
В принципе, сама схема такого устройства особой сложностью не отличается. Обладая небольшими знаниями по электротехнике и умением проводить слесарные работы, можно смело приступать к изготовлению сварочного полуавтомата самостоятельно.
Особенности сварки
Традиционный сварочный аппарат представляет собой трансформатор, который имеет вторичную обмотку высокой мощности. Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
А объясняется это очень просто: детали из цветных металлов и сплавов на открытом воздухе очень быстро окисляются, поэтому соединения их не происходит. Для защиты шва приходится в зону сварки подавать элементы, способные ограничить доступ кислорода.
Наиболее качественно такую работу можно произвести самодельными сварочными полуавтоматами, которые по типу защиты делятся на такие виды:
- Сварка происходит под защитой флюсом.
- Соединение образуется в атмосфере инертного газа.
- Процесс стыковки происходит с использованием электродной порошковой проволоки.

Главным условием прочного и качественного соединения является стабильное горение дуги, которое достигается применением постоянного тока.
Устройство самодельного аппарата
Принцип действия полуавтомата для сварки основан на преобразовании электрического тока переменной частоты в постоянный ток. Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Эти операции осуществляются следующими основными узлами, изготовленного своими руками сварочного полуавтомата:
- Инверторного устройства.
- Блока подачи сварочной проволоки.
- Комплекта аппаратуры защитного газа.
Несмотря на кажущуюся сложность принципиальной схемы сварочного полуавтомата, изготовить его не сложно человеку, который знаком с принципами электротехники.
Изготовление самодельного приспособления
Начинать работу по устройству сварочного полуавтомата своими руками рекомендуется с планирования расположения основных узлов агрегата. В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
Наиболее оптимальным вариантом считается применение для этих целей корпуса от старого системного блока персонального компьютера. Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Также в таком самодельном сварочном полуавтомате из компьютера уже существует встроенный блок питания с напряжением 12 В, которое необходимо для питания системы подачи проволоки. Если все же не удалось найти системный блок, то для внешнего корпуса вполне подойдет металлический короб соответствующего размера.
Проволоку для сварки лучше применять в стандартных бобинах весом 5 кг, так как их внутренний диаметр хорошо согласуется с полиэтиленовой трубой, используемой для оси вращения.
Проанализировав и скомпоновав элементы для изготовления сварочного полуавтомата своими руками, приступаем к переделке необходимых узлов.
Основные узлы, необходимые для аппарата
Конечно, перед тем как сделать сварочный полуавтомат, нужно заранее подготовить необходимые составляющие части этого устройства. Для этих целей нужно подготовить:
- Устройство, которое будет формировать рабочий ток 150 А – инвертор. Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
- Электротехнический узел, который необходим для управления агрегатом.
- Горелки специального назначения.
- Рукав для сварочного полуавтомата необходимый для подачи защитного газа к месту сварки.
- Узел для подачи сварочной проволоки.
- Бобину с проволокой.
Учитывая, что все оборудование имеет большой вес, многие сварщики рекомендуют смастерить своими руками тележку для сварочного полуавтомата.
Изготовление трансформатора
Для сварочного полуавтомата по многим техническим параметрам подходит трансформатор от микроволновой печи. Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Все операции по переоборудованию сварочного трансформатора для полуавтомата будут производиться на вторичной обмотке. Для уменьшения рабочего напряжения и увеличения выходной силы тока необходимо перемотать вторичную обмотку. При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
Работы по перемотке необходимо выполнять с особой осторожностью, чтобы не повредить изоляцию проводников.
Для получения стабильного напряжения на выходе электрическая схема питающего блока также включает в себя выпрямительный мост, конденсатор и дроссель. Применение конденсатора необходимо для сглаживания пульсации напряжения на выходе выпрямителя. Дроссель служит для стабильного поддержания заданного уровня рабочего напряжения.
Газовая горелка
Применение этого устройства обусловлено необходимостью подачи защитного газа к месту образования сварного шва. Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Слишком жесткий шланг значительно затрудняет работу с оборудованием, в то время как мягкий способен к перегибам Поэтому особое внимание следует уделить качеству рукава для сварочного полуавтомата. Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Механизм подачи проволоки
Основным условием создания качественного сварного шва является равномерная и непрерывная подача проволоки к месту сварки. Для этих целей самодельный сварочный полуавтомат оборудуется системой подачи проволоки.
Для изготовления подающего узла понадобятся:
- Два подшипника, один из которых делается прижимным (регулируемым).
- Прижимная пружина.
- Направляющий ролик.
- Электродвигатель для вращения вала.
- Система крепления механизма.

Питание электродвигателя осуществляется от встроенного источника питания, который расположен в системном блоке. Если корпус собран из отдельного устройства, необходимо собрать автономную схему питания.
Этапы сборки механизма:
- На специальной металлической пластине сверлим отверстия для установки подшипников, а также вала электродвигателя.
- Прикрепляется электрический мотор на обратной стороне пластины.
- На ведущий вал устанавливается направляющий ролик.
- Закрепляются подшипники в верхней и нижней частях.
Устройство системы охлаждения
При эксплуатации сварочного полуавтомата происходит нагрев вторичной обмотки трансформатора. Поэтому возникает необходимость охлаждения агрегата. Для этих целей нужно установить на боковые стороны корпуса вентиляторы. Они устанавливаются напротив трансформатора, при этом должны быть настроены на вытяжку нагретого воздуха.
Для улучшения циркуляции воздуха необходимо просверлить в кожухе 20–50 отверстий диаметром около 5 мм.
Помните, что качественное и эффективное охлаждение электрической части сварочного оборудования положительно влияет на его производительность.
Дополнительное оборудование
Баллон для защитного газа принято приобретать стандартного типа, ведь при работе с газовыми смесями зачастую на первое место выходят показатели мер безопасности оборудования.
Использование углекислоты для защиты места сварки позволяет применять в качестве баллонов емкости огнетушителей. При этом все же придется установить специальный переходник для подключения редуктора.
Для повышения мобильности работы сварочные полуавтоматы для дачи и загородных участков оборудуются специальными тележками. Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Конструкцию этого приспособления каждый специалист может разработать своими руками. Материалы также могут быть различного типа (швеллер, труба круглая или профильная).
Некоторые особенности эксплуатации
Сварочное полуавтоматическое оборудование, изготовленное своими руками, требует определенного отношения к его эффективной эксплуатации. Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Обязательно необходимо производить минимум один раз в 3–6 месяцев полную очистку оборудования от грязи и пыли. При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
Конечно, современная промышленность выпускает широкий ряд моделей сварочных полуавтоматов, но каждый рачительный хозяин предпочитает изготовить это приспособление самостоятельно. Это не только экономия средств, но и возможность сделать агрегат, отвечающий требованиям мастера.
Полуавтомат от «инвертора», своими руками, возможно ли? Собираем сварочный аппарат постоянного тока своими руками Самодельный сварочный полуавтомат из инвертора.
Большинство сварочных аппаратов, особенно самодельных, очень далеки от совершенства. Предлагаем схему доводки самодельного сварочного аппарата от «разрыва» до «постоянного» своими руками и вы можете использовать электроды любого типа ( см. Рис. 1).
Рис. 1).
Рис. 1 Схема сварочного аппарата с высокоэффективным индуктивно-емкостным фильтром, сглаживающим пульсации выпрямленного напряжения.
Давайте «пройдемся» по схеме.
Дроссель л.
Сердечник для него взят от дросселя ламп городского освещения 1Н400Н37-110. При снятии старых обмоток необходимо сохранить картонные прокладки, которые обеспечили зазор между основной и замыкающей частями сердечника (рис. 2).
При повторной сборке они переустанавливаются. Новая обмотка намотана только на один боковой стержень — три слоя медной шины сечением 4х6 мм, расположенные равномерно по всей длине сердечника.Начало обмотки дросселя подключается к батарее конденсаторов С1 … С6, а конец обмотки подключается к выводу «+» (рис. 1).
Выпрямитель и конденсаторная батарея фильтра.
Диоды У01 … У04 типа Д161-320 или аналогичные, рассчитанные на средний выпрямленный ток — выше 250 А и обратное напряжение — не менее 200 В, устанавливаются на стандартных литых радиаторах-охладителях, которые должны быть изолированы друг от друга и от сварочного корпуса аппарата с текстолитовыми пластинами. Конденсаторы 31 … 56 — электролитические, типа К50-3 или К50-7 двухсекционные 250/290 (150 + 150 мкФ). Общая емкость конденсаторной батареи 1800 мкФ. Удобнее всего устанавливать их в один ряд на текстолитовой пластине толщиной 4 … 6 мм.
Конденсаторы 31 … 56 — электролитические, типа К50-3 или К50-7 двухсекционные 250/290 (150 + 150 мкФ). Общая емкость конденсаторной батареи 1800 мкФ. Удобнее всего устанавливать их в один ряд на текстолитовой пластине толщиной 4 … 6 мм.
Регулятор сварочного тока П («балластный реостат»).
Изготовлен из одной секции ограничивающего сопротивления мостового крана ДЭК-256 (рис. 3 ).
Это сопротивление представляет собой керамическую трубку с фигурной спиральной канавкой на внешней поверхности, в которую уложена шина из материала с высоким удельным сопротивлением, сечением около 20 мм2.
Полуавтомат из инвертора своими руками можно сделать без особого труда при наличии соответствующих технических знаний. Чтобы сделать полуавтомат своими руками, потребуется подготовить определенный перечень механизмов, приспособлений, инструментов и материалов, входящих в состав агрегата.
Инверторный полуавтомат включает инвертор и сварочную горелку.
Подготовка к изготовлению и особенности конструкции
Домашними мастерами разработаны различные схемы построения полуавтоматов из инвертора.
Самая распространенная схема устройства предполагает необходимый перечень инструментов и материалов:
- сварочный инвертор, обеспечивающий рабочий ток около 150 А;
- устройство подачи электродной проволоки в зону сварки;
- ;
- гибкий шланг;
- катушка рабочая с электродной проволокой, имеющая изменения в устройстве;
- блок управления устройством.
Горелка
Инвертор должен быть около 150 А.
Обратите особое внимание на кормушку. При использовании этого конструктивного элемента электродная проволока подводится к горелке по гибкому шлангу. Идеальная скорость подачи проволоки соответствует скорости ее плавления. Показатель скорости подачи проволоки, обеспечиваемый механизмом подачи, существенно влияет на рабочий процесс и качество сварного шва на полуавтоматическом сварочном аппарате.
При проектировании полуавтомата необходимо предусмотреть возможность изменения скорости подачи электродной проволоки в зону сварки.Возможность изменять скорость подачи электродного материала позволяет работать с расходными материалами разного диаметра и из материалов. Чаще всего при сварке полуавтоматов используется проволока размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволока наматывается на специальные катушки, установленные в сварочном аппарате.
Полностью автоматическая подача проволоки значительно сокращает время, необходимое для сварки деталей.
Блок управления полуавтоматом снабжен каналом регулировки и стабилизации рабочего тока.Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. Напряжение на конденсаторе во многом зависит от ширины импульса тока. Напряжение на последнем напрямую влияет на силу рабочего сварочного тока.
Выбор трансформатора для инвертора и сборка блока
Перед тем, как самостоятельно спроектировать полуавтомат, необходимо определиться с типом и мощностью сварочного трансформатора, который планируется установить в полуавтомат.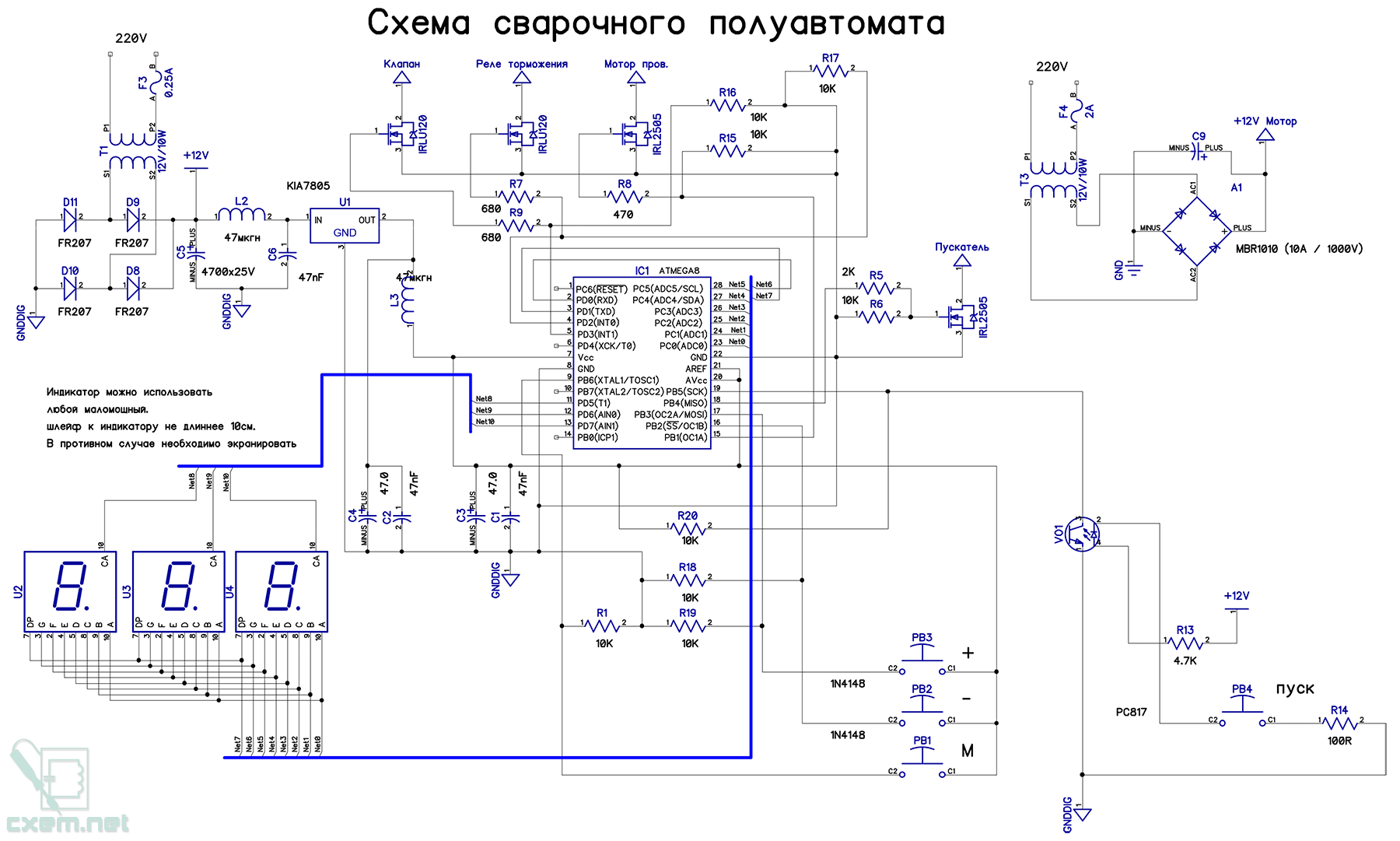 Следует помнить, что при использовании для процесса сварки проволоки минимальным размером 0,8 мм рабочий сварочный ток должен составлять 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обращать внимание на то, что трансформатор с тороидальным сердечником легче других типов устройств.
Следует помнить, что при использовании для процесса сварки проволоки минимальным размером 0,8 мм рабочий сварочный ток должен составлять 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обращать внимание на то, что трансформатор с тороидальным сердечником легче других типов устройств.
При изготовлении трансформатора следует учитывать несколько тонкостей. Трансформатор необходимо обернуть медной полосой с размерами (40 мм — ширина и 30 мм — толщина).Перед использованием медной полосы ее сначала оборачивают термобумагой. Использовать для намотки обычную медную проволоку нельзя, так как она очень горячая.
Вторичная обмотка трансформатора изготовлена из трех слоев олова. Слои олова изолированы фторопластовой лентой. На выходе концы спаяны между собой для увеличения проводимости. В том случае, если установлен трансформатор, устанавливается вентилятор для продувки с целью увеличения охлаждения компонентов системы во время работы устройства.
Ток в приборе можно регулировать двумя способами: по первичной и вторичной обмоткам. Для проведения регулировки первым способом требуется использование схемы регулировки тиристора. Этот способ регулирования имеет определенные недостатки, которые устраняются включением в схему реле и некоторых переключающих элементов.
При использовании регулирования тока во вторичной обмотке возникает сильная пульсация, для уменьшения которой используется тиристорная схема. Использование схем переключения приводит к увеличению веса конструкции и стоимости установки.По этой причине использование первичного управления током считается более приемлемым.
Для сглаживания пульсаций в цепи вторичной обмотки встроены сглаживающий дроссель и конденсатор емкостью около 50 000 мкФ. Такая конфигурация устройства позволяет сглаживать пульсации напряжения при выборе любой схемы регулирования тока.
В качестве редуктора подачи проволоки можно использовать редуктор от дворника ВАЗ.
Наладка полуавтомата
При сборке полуавтомата своими руками требуется, чтобы силовые переключатели, входные и выходные выпрямители обеспечивали хорошее охлаждение за счет использования радиаторов. Также требуется установка термодатчика в корпус. После установки силовой части устройства ее подключают к блоку управления устройством.
Также требуется установка термодатчика в корпус. После установки силовой части устройства ее подключают к блоку управления устройством.
Готовое устройство можно подключить к сети. После того, как загорится индикатор, к прибору подключается осциллограф и проверяется правильность его работы. Биполярные импульсы должны иметь частоту 40-50 Гц, а время между ними корректируется изменением напряжения на входе. Нормальное время между импульсами должно быть 1.5 мкс.
Импульсы, регистрируемые осциллографом, должны иметь прямоугольные фронты с длительностью не более 500 нс.
После проверки инвертора его подключают к бытовой электросети. При подключении устройства индикатор должен показывать 120 А. Если этот показатель не достигается, нужно проверить правильность сборки устройства.
По окончании тестирования устройства на холостом ходу устройство тестируется под нагрузкой. Для этого необходимо включить нагрузку в виде 0.Реостат 5 Ом в цепи сварочной проволоки, способный выдерживать ток более 60 А. На этой нагрузке ток контролируется с помощью вольтметра.
На этой нагрузке ток контролируется с помощью вольтметра.
После сборки блока проверяется его работоспособность. Для этого нажмите кнопку «Пуск». Сразу после этого начинает течь углекислый газ, через несколько секунд включается ток, начинает подавать электродная проволока. При выключении устройства сначала прекращается подача рабочего тока и электродной проволоки, и только через несколько секунд электромагнитный клапан закрывается, обеспечивая подачу углекислого газа в зону сварки.В качестве клапана для обеспечения подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
Правила использования сварочного инвертора и аппарата
После запуска инвертора с помощью контроллера устанавливается ток, необходимый для работы. При правильной настройке электрический ток на выходе устройства составляет 120 А. С помощью блока управления при необходимости силу тока можно изменить в диапазоне от 20 до 160 А.При использовании агрегата необходимо контролировать температуру его нагрева.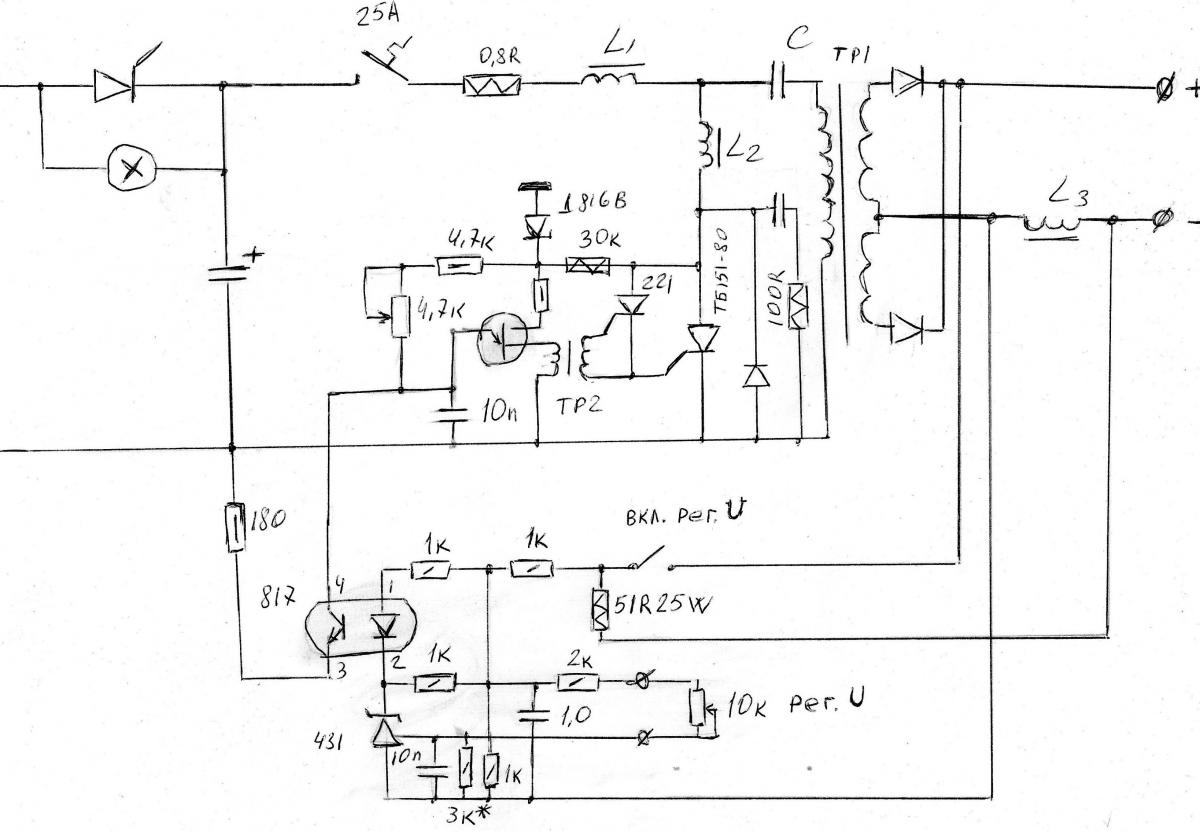 Температура нагрева не должна превышать 75 ° С. Для ее контроля в приборе должен быть установлен датчик температуры. Когда температура поднимется выше установленного максимума, устройство следует выключить и дать ему остыть. Для улучшения охлаждения агрегат оборудован несколькими вентиляторами.
Температура нагрева не должна превышать 75 ° С. Для ее контроля в приборе должен быть установлен датчик температуры. Когда температура поднимется выше установленного максимума, устройство следует выключить и дать ему остыть. Для улучшения охлаждения агрегат оборудован несколькими вентиляторами.
Сварочный полуавтомат на основе инвертора используется для проведения процедуры точной сварки изделий из различных марок стали.Кроме того, аппарат используется для сварки тонких металлических деталей. Использование полуавтомата распространено при проведении кузовных ремонтных работ.
После изготовления сварочного полуавтомата из инвертора для дома, этот аппарат становится незаменимым устройством, используемым в домашнем хозяйстве для выполнения большого количества различных сварочных работ.
Если вы решили собрать сварочный полуавтомат своими руками из инвертора, схема и подробная инструкция станут незаменимыми спутниками на пути к достижению поставленной цели.Проще всего приобрести заводские полуавтоматы типа Кедр 160, Кайзер Миг 300 с необходимым Амперами. Но многие стремятся делать все своими руками. Это не так просто, но если вы хотите добиться положительного результата, то сможете.
Но многие стремятся делать все своими руками. Это не так просто, но если вы хотите добиться положительного результата, то сможете.
Сварка Mig, Mag, MMA требует использования соответствующих устройств. Mig Mag — это полуавтоматическая сварка, выполняемая в среде инертного газа аргона. Иногда для сварки Mig Mag используют углекислый газ.Сваркой MMA называют ручную дуговую обработку электродами, на которые нанесено специальное покрытие. Если вы работаете с нержавеющей сталью, то сварка стержневыми электродами выполняется только на постоянном токе.
Раз уж мы говорим о том, как собрать полноценный полуавтомат на базе инвертора своими руками, то вас интересует не ММА, а сварка Mig Mag.
Для сборки самодельного устройства, достойного аналога Кедр 160, Кайзер Миг 300, своими руками потребуется схема, видеоинструкция и необходимые конструктивные элементы полуавтомата.К ним относятся:
- Инвертор. Определите его сварочную способность, выбрав приложенный ток. Обычно мастера собирают устройства, способные выдавать 150, 170 или 190 ампер. Чем больше ампер, тем выше мощность вашего сварочного аппарата;
- Механизм подачи. Об этом мы расскажем отдельно;
- Горелка;
- Шланг подачи электродов;
- Катушка со специальной проволокой. Эта насадка легко крепится к конструкции любым удобным для вас способом;
- Блок управления сварочного аппарата.
 Обычно мастера собирают устройства, способные выдавать 150, 170 или 190 ампер. Чем больше ампер, тем выше мощность вашего сварочного аппарата;
Обычно мастера собирают устройства, способные выдавать 150, 170 или 190 ампер. Чем больше ампер, тем выше мощность вашего сварочного аппарата;Теперь о полуавтомате подачи и некоторых важных моментах.
- Он отвечает за подачу электродов по гибкому шлангу к месту сварки.
- Оптимальная скорость подачи проволоки такая же, как скорость плавления проволоки при сварке своими руками.
- Качество шва, полученного своими руками, зависит от скорости подачи проволоки.
- Рекомендуется сделать полуавтомат с возможностью регулировки скорости. Это позволит адаптировать полуавтомат к различным типам используемых электродов.
- Самые популярные электродные проволоки имеют диаметр от 0,8 до 1,6 мм. Его нужно намотать на катушку и зарядить инвертор.
- Если вы обеспечите полностью автоматизированную подачу, вам не придется делать это самостоятельно, и, следовательно, время, затрачиваемое на сварочные работы, будет значительно сокращено.
- Блок управления снабжен регулировочным каналом, отвечающим за стабилизацию тока.
- Поведение Ампера, то есть ток полуавтомата, регулируется специальным микроконтроллером.Свою работу он выполняет в широтно-импульсном режиме. Создаваемое в конденсаторе напряжение напрямую зависит от его заполнения. Это влияет на параметры сварочного тока.
 Его нужно намотать на катушку и зарядить инвертор.
Его нужно намотать на катушку и зарядить инвертор.Полуавтоматическая подготовка трансформатора
Чтобы самодельный полуавтомат работал не хуже сварочного аппарата типа Кедр 160, Кайзер Миг 300, необходимо разбираться в особенностях подготовки трансформатора.
- Оберните медной полоской.Его ширина должна быть 4 см, а толщина — 30;
- Перед этим полоску оборачивают термобумагой. Подойдет материал, используемый в кассовых аппаратах. Приобрести такую бумагу не составит труда;
- В данном случае схема не позволяет использовать обычную толстую проводку, иначе она начнет сильно перегреваться;
- Вторичная обмотка должна быть сделана из трех слоев олова одновременно;
- PTFE используется для изоляции каждого слоя листового металла друг от друга;
- На выходе своими руками потребуется припаять концы-контакты от вторичной обмотки.Это необходимо для того, чтобы увеличить проводимость тока;
- Обязательно предусмотрите вентилятор в корпусе инвертора. Он будет служить продувочным механизмом для уменьшения перегрева оборудования.
 Подойдет материал, используемый в кассовых аппаратах. Приобрести такую бумагу не составит труда;
Подойдет материал, используемый в кассовых аппаратах. Приобрести такую бумагу не составит труда;Лента
Настройка инвертора
Нет проблем с работой Cedar 160, Kaiser Mig 300. Cedar 160 и Kaiser Mig 300 — заводское оборудование, имеющее отличные технические характеристики. Эти полуавтоматы работают отлично, позволяют получить необходимое количество Ампера — 160 Ампер, 170, 190 Ампер и т. Д.Все зависит от того, как вы настроили устройство.
Д.Все зависит от того, как вы настроили устройство.
Но если вы решили переделать инвертор и сделать из него полуавтомат, то от мысли о покупке Cedar 160, Kaiser Mig 300 стоит отказаться.
После завершения работы с трансформатором следует перейти к инвертору. Если произвести правильные настройки на самом инверторе, переделка принесет желаемый результат. Поэтому самодельный полуавтомат будет работать не хуже готовых Кедр 160, Кайзер Миг 300.
- Не забудьте предусмотреть высокоэффективные радиаторы, используемые для выпрямителей (входных и выходных) и переключателей питания. Без них аппарат не сможет нормально работать.
- Внутри корпуса радиатора, который больше всего нагревается, следует установить термодатчик, срабатывающий в случае перегрева.
- Подключите силовую часть к блоку управления и подключите к рабочей сети.
- Когда индикатор загорится, подключите осциллограф к проводам.
- Найдите биполярные импульсы. Их частота колеблется от 40 до 50 кГц.
- Параметры времени между импульсами регулируются изменением входного напряжения. Индикатор времени должен соответствовать 1,5 мкс.
- Убедитесь, что инвертор выдает прямоугольные импульсы на осциллограф. Фронт не должен превышать 500 нс.
- Когда устройство прошло проверку, подключите его к электросети.
- Индикатор, встроенный в полуавтомат, должен выдавать 120 Ампер.Параметры могут доходить до 170, 190 ампер. Но если прибор не показывает это значение, придется отправиться на поиски причин низкого напряжения в проводах.
- Обычно такая ситуация возникает при напряжении менее 100 В.
- Сейчас мы тестируем сварочный полуавтомат, запустив его на переменные токи. При этом постоянно контролируйте напряжение на конденсаторе.
- Завершаем тестирование проверкой температурных индикаторов.
- Проверить, как ведет себя устройство в нагруженном состоянии. Аналогичные начальные испытания следует провести с Kedr 160 и Kaiser Mig 300. Хотя Kedr 160 и Kaiser Mig 300 являются заводскими полуавтоматами от проверенных производителей, никогда не будет лишним убедиться в их профессиональной пригодности.
- Чтобы проверить самодельный инвертор или Кедр 160 с помощью Kaiser Mig 300, необходимо подключить к сварочной проволоке реостат нагрузки 0,5 Ом. Убедитесь, что устройство выдерживает ток более 60 ампер.Вольтметр контролирует текущие параметры.
- Если проверка полуавтомата показала, что установленное значение тока и контролируемое значение различаются, необходимо будет изменить сопротивления. Делайте это до тех пор, пока не добьетесь положительного результата.

 Хотя Kedr 160 и Kaiser Mig 300 являются заводскими полуавтоматами от проверенных производителей, никогда не будет лишним убедиться в их профессиональной пригодности.
Хотя Kedr 160 и Kaiser Mig 300 являются заводскими полуавтоматами от проверенных производителей, никогда не будет лишним убедиться в их профессиональной пригодности. Собрать устройство, которое будет полноценным аналогом Kedr 160 и Kaiser Mig 300, не так просто, но возможно. Вы сами определяете, будет ли полуавтомат выдавать 120 или все 190 Ампер.Облегчение выбора заводской модели. Но и цена у них соответствующая. Цена того же полуавтомата Кедр 160 Миг — от 27 тысяч рублей. Но решение остается за вами.
Купил себе Сварочный инвертор GYS IMS 1300
Вещь классная.
Легкий, маленький, даже носить с собой.
Готовит с электродом 2 мм — как угодно.
А вот машину не достать
металл у машины тонкий — дыры стреляют.
Мы искали 1.Электроды 6 мм, но не в Чернигове, в Киеве, возможно, есть, но пока не звонили (велел найти)
Пострадали дома, а в «Жигулях» металл не сварили.
Поехал к другу, у него ПОЛУАВТОМАТ с СО2.
Приготовила — очень понравилось.
Тонкий металл тоже легко приготовить, просто он аккуратно переливается.
Нашел провод, который готовится без газа — ПОРОШКОВЫЙ ПРОВОД, вроде так называется.
Привезли, попробовали приготовить, без газа — ВАРИТ.
Сразу пришла в голову мысль — а если такую установку сделать дома?
Купил мотор из дворников на рынке.
Заказал на заводе нарезку зубчатой передачи, закалку — готово.
Собрана установка, подающая проволоку.
Купил настоящий нос, как полуавтомат.
Я подключил механизм подачи проволоки к инвертору и начал тестирование.
ИТОГО:
Иногда удается поймать постоянную дугу, где-то на 20 ампер или 30 А.
Но тонкий металл выгорает, а на толстый металл падает «CPET9quot; но качество сварки ужасное.
Мне удалось приварить металл к металлу. но Ужасно некрасиво, Электрод был бы точнее.
Дальше нюансы: проволока подается нормально.
1. Первый вариант был — быстрая подача, выставил 60-70 А — успела запитать и гореть, и дуга постоянная, но режет металл, ток слишком большой.
2. Второй вариант — уменьшил скорость в 2 раза — скорость подачи оптимальная, это 15-20 ампер.
— пробовал сваривать тонкий металл (от кузова жигулей) до 3 мм — еле сваривал. Выглядит ужасно. Куча капель, фигня, но держится крепко)))
=================================== ==================================
теперь вопросы к экспертам:
1. Если бы я сделал что-то UNEARTHLAND — не ругайте меня, я просто не знала.
2. Должен ли такой монстр работать.
Должен ли такой монстр работать.
3. Что-то не в порядке с устройством подачи?
4. Может ли этот вид сварки не свариваться такой проволокой (0.Порошковая проволока 9 мм)?
5. Иногда не получается создать дугу, в чем причина. (питание включено, но провод уперся и не горит, надо бить как электродом)
АСЯ — 422458106 (для тех кому интересно разговаривать с такими «unique9quot;)))
Проще — купить готовую.
В принципе можно приготовить полуавтоматом от источника, предназначенного для сварки штучным электродом (режим MMA, внешняя вольт-амперная статическая характеристика — ВАХ — круто падающая — 15-20В / 100А , или «байонет9quot; — источник тока).Но для этого требуется фидер с зависящей от напряжения дуги скоростью подачи. Кстати, самозащитный провод — это хорошо, но дорого, поэтому защитный газ (хотя бы углекислый газ, ни в коем случае не пищевой!) Не повредит!
У меня вопрос.
Чисто по идее, его надо варить из инвертора, трансформатора и т.д.
Вопрос:
Как проводится контакт провода?
Мой провод контактирует только с МЕДНОЙ трубкой на выходе. То есть я подключаю питание от сварки к Медной трубке, по которой выползает проволока.
Зачем вам это нужно?
Можно ли также установить контакт на роликах, кувшинах?
Или контакт должен быть вообще по всей длине, даже в пружине, по которой проходит провод?
Дело в том, что иногда проволока упирается в металл и ползет дальше, без горения, упирается и ползет, а дуги нет.
Это то, к чему я подозреваю.
Может это из-за того, что у меня связь только когда я уезжаю?
может надо контактировать с блоком питания, по возможности сделать 100%, по всей длине провода продвигаться?
У хорошего хозяина должен быть сварочный полуавтомат, особенно владельцы автомобилей и частной собственности.С ним всегда можно самому проделать небольшую работу. Если вам нужно сварить деталь станка, сделать теплицу или создать какую-то металлическую конструкцию, то такой прибор станет незаменимым помощником в вашем личном хозяйстве. Здесь возникает дилемма: купи или сделай сам. Если есть инвертор, проще сделать самому. Это будет стоить намного дешевле, чем покупать в розничной сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Здесь возникает дилемма: купи или сделай сам. Если есть инвертор, проще сделать самому. Это будет стоить намного дешевле, чем покупать в розничной сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Изготовление полуавтомата из инвертора своими руками
Переделать инвертор в сварочный полуавтомат несложно для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками . Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы изготовления. Инвертор — это устройство, используемое для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сварки полуавтоматом в защитном газе заключается в следующем. Электродная проволока подается в зону дуги с постоянной скоростью. В ту же зону подается защитный газ. Чаще всего — углекислый газ. Это гарантирует качественный сварной шов, не уступающий по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) за счет защитный газ.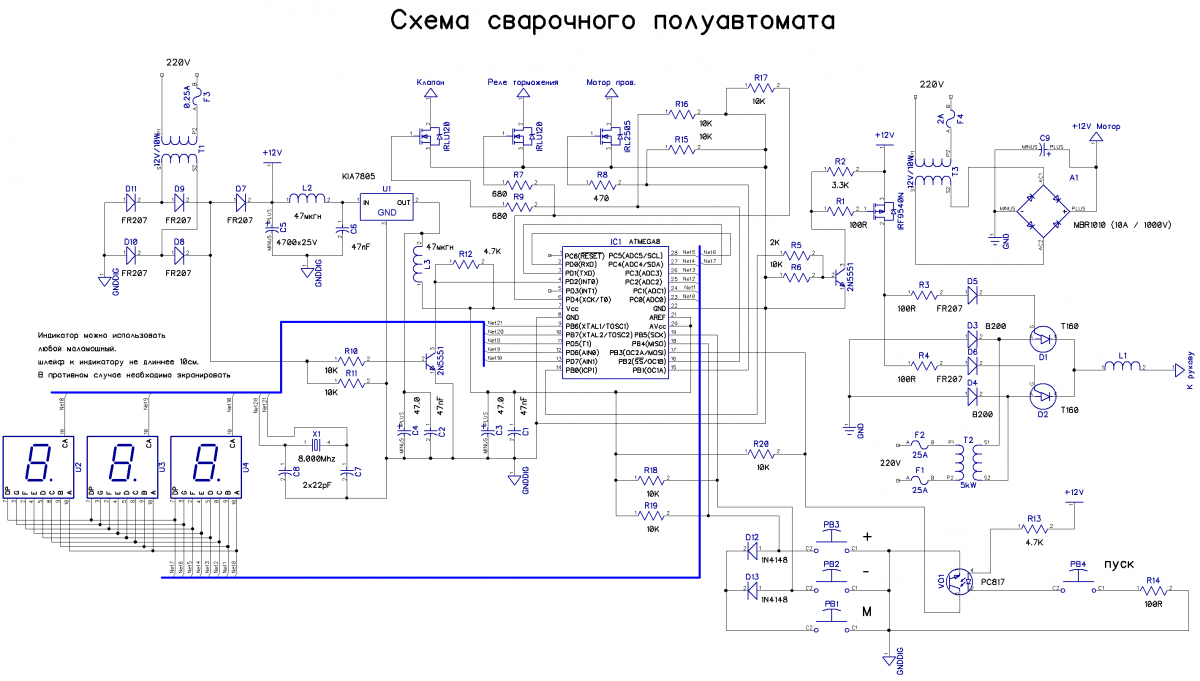
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- ;
- рукав для подачи защитного газа;
- баллон с диоксидом углерода;
- Пистолет-факел:
- Катушка с проволокой.
Механизм подачи проволоки
Аппарат сварочной станции
Принцип работы
При подключении аппарата к электронной почте. сети, происходит преобразование переменного тока в постоянный.Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки необходимо, чтобы будущий аппарат имел в определенном балансе такие параметры, как напряжение, ток и скорость подачи сварочной проволоки. Этому способствует использование источника питания дуги с жесткой вольт-амперной характеристикой. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки регулирует сварочный ток. Об этом нужно помнить, чтобы добиться наилучших результатов сварки от аппарата.
Об этом нужно помнить, чтобы добиться наилучших результатов сварки от аппарата.
Проще всего воспользоваться схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно его использует. Его можно найти в Интернете. Многие домашние мастера не только своими руками изготовили сварочный полуавтомат по этой схеме, но и усовершенствовали его. Вот первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныч
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720.Первичную обмотку намотал медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки использовал шину 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по двухполупериодной схеме. В качестве свитча я выбрала сдвоенное печенье. Я установил диоды на радиатор, чтобы они не перегревались при работе. Конденсатор поместили в прибор емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике от ТС-180. Силовая часть вводится в эксплуатацию с помощью контактора ТКД511-ДОД. В силовом трансформаторе установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6 В. Достаточно обеспечить оптимальную подачу проволоки
В силовом трансформаторе установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6 В. Достаточно обеспечить оптимальную подачу проволоки
Как другие мастера это улучшали, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Инверторная установка
Для качественной работы полуавтомата с небольшими габаритами лучше всего использовать тороидальные трансформаторы.У них самый высокий КПД.
Трансформатор для работы инвертора готовится следующим образом: он должен быть обернут медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема обмоток трансформатора
Работа по настройке инвертора начинается с обесточивания силовой части. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который при работе наиболее нагревается, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления. При включении в электронное письмо.индикатор сети должен загореться. Используйте осциллограф для проверки импульсов. Они должны быть прямоугольными.
Их частота повторения должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время корректируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишним будет проверка устройства под нагрузкой. Для этого в сварочные провода вставляют нагрузочный реостат 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется с помощью вольтметра.
Правильно собранный инвертор при сварке дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор рабочего тока зависит от металла, который нужно сваривать.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов необходимо усилить, добавив ребра жесткости. В нем вмонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусмотрена возможность подачи сварочной проволоки Ø 0.8; 1.0; 1,2 и 1,6 мм. Скорость его подачи необходимо регулировать. Питатель вместе со сварочной горелкой можно приобрести в магазине. При желании и наличии необходимых деталей, вполне возможно сделать своими руками. Для этого смекалистые новаторы используют электродвигатель из дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины.Проволока, проходя по специальным направляющим между подшипниками и роликом, натягивается.
Сжатие осуществляется с помощью пружины.Проволока, проходя по специальным направляющим между подшипниками и роликом, натягивается.
Все компоненты механизма устанавливаются на пластину из текстолита толщиной не менее 8-10 мм, при этом проволока должна выходить в месте установки разъема, который соединяется со сварочной гильзой. Здесь же устанавливается катушка нужного диаметра и марки проволоки.
Узел протяжного механизма
Самодельную горелку можно сделать своими руками, используя рисунок ниже, где ее составные части показаны наглядно в разобранном виде.Его цель — замкнуть цепь, подать защитный газ и сварочную проволоку.
Самодельное горелочное устройство
Однако желающие быстро изготовить полуавтомат могут купить уже готовый пистолет в розничной сети вместе с рукавами для подачи защитного газа и сварочной проволокой.
Лучше всего приобрести баллон стандартного типа для подачи защитного газа в зону горения сварочной дуги. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него рожок.Необходимо помнить, что для этого требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него рожок.Необходимо помнить, что для этого требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О компоновке, сборке, испытании самодельного полуавтомата вы можете узнать из этого видео.
Сварочный полуавтомат инверторный своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Агрегат, предназначенный для сварки изделий, считается сварочным полуавтоматом. Такие устройства могут быть разных типов и форм. Но самое главное — это инверторный механизм. Необходимо, чтобы она была качественной, многофункциональной и безопасной для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства своими руками. Схема изготовления самодельных инверторов довольно проста. Важно учесть, для каких целей будет изготавливаться устройство.
Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства своими руками. Схема изготовления самодельных инверторов довольно проста. Важно учесть, для каких целей будет изготавливаться устройство.
Имеются инверторы для:
- Сварка порошковой проволокой;
- Сварка различными газами;
- Сварка под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- однокорпусные;
- Двухкорпусный;
- Толкание;
- вытягивание;
- Стационарный;
- Передвижной, в состав которого входит тележка;
- Портативный;
- Предназначен для начинающих сварщиков;
- Предназначен для полупрофессиональных сварщиков;
- Предназначен для профессиональных мастеров;
Что требуется?
Самодельный аппарат, схема которого очень проста, включает в себя несколько основных элементов:
- Механизм с основной функцией, отвечающий за регулирование сварочного тока;
- Электроснабжение;
- Горелки специальные;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки полуавтоматом в среде защитного газа:
Также мастеру потребуются:
- Механизм, обеспечивающий подачу проволоки;
- Гибкий шланг, с помощью которого проволока или порошок под давлением будут подводиться к сварному шву;
- Катушка с проволокой;
- Устройство специального контроля;
Принцип работы
Принцип работы инвертора включает:
- Регулировка и перемещение горелки;
- Контроль и надзор за процессом сварки;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и высокочастотный трансформатор. Для качественной сварки необходимо, чтобы будущий агрегат имел такие параметры, как скорость подачи специальной проволоки, ток и напряжение в одинаковом равновесии. Для этих характеристик вам понадобится источник питания дуги, имеющий вольт-амперные показания. Длина дуги должна определяться указанным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и высокочастотный трансформатор. Для качественной сварки необходимо, чтобы будущий агрегат имел такие параметры, как скорость подачи специальной проволоки, ток и напряжение в одинаковом равновесии. Для этих характеристик вам понадобится источник питания дуги, имеющий вольт-амперные показания. Длина дуги должна определяться указанным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
В электрической схеме устройства предусмотрено, что вид сварки сильно влияет на прогрессивную работу аппарата в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
План создан
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне это необходимо для предварительной продувки системы.Она почувствует последующий поток газа;
- Затем необходимо включить питание дуги;
- Подача проволоки;
- Только после выполнения всех действий инвертор начнет двигаться с заданной скоростью.
- На завершающем этапе должна быть обеспечена защита шва и заполнение кратера;

Пример реализации самодельного устройства:
Самодельное устройство должно работать по принципу преобразования токов высокой частоты.В этом случае преобразование ЭДС исключено. Благодаря этому Устройство может быть значительно уменьшено в размерах и весе. Но чтобы провести качественный ремонт устройства, нужно разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Обратите внимание на механизм подачи. С помощью этого устройства необходимо подавать электродную проволоку. В связи с тем, что этот механизм чаще всего выходит из строя, следует производить качественные расчеты.Важно учитывать, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. Это серьезно повредит изделие. Но если ток очень слабый, то полноценный агрегат сделать не получится. Полученный сварной шов будет ненадежным.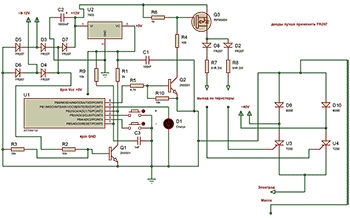 Поэтому на данном этапе подготовки необходимо правильно произвести все расчеты.
Поэтому на данном этапе подготовки необходимо правильно произвести все расчеты.
Электропитание
Ремонт или изготовление конструкции включает электропитание. Таким устройством может быть выпрямитель, инвертор или трансформатор.Именно эта деталь влияет на объем и стоимость сварщика. Самыми профессиональными и качественными устройствами считаются инверторные блоки питания.
Схема питания:
Плата управления
Для создания инвертора вам понадобится специальная плата управления. Это устройство должно иметь следующие компоненты устройства:
- Главный генератор, включая трансформатор гальванической развязки;
- Узел, которым управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и ток питания;
- Блок тепловой защиты;
- Блок противоприлипания;
Плата блока управления:
Выбор корпуса
Перед сборкой блока необходимо выбрать корпус.Вы можете выбрать коробку или коробку подходящих размеров. Рекомендуется выбирать пластик или тонкий листовой материал. В корпусе смонтированы трансформаторы, которые подключены к вторичной и первичной обмоткам.
Рекомендуется выбирать пластик или тонкий листовой материал. В корпусе смонтированы трансформаторы, которые подключены к вторичной и первичной обмоткам.
Центровка катушек
Первичные обмотки включены параллельно. Вторичные шпульки подключаются последовательно. По аналогичной схеме устройство способно принимать ток до 60 А. В этом случае выходное напряжение будет 40 В. Эти характеристики идеально подходят для сварки небольших конструкций в домашних условиях.
Система охлаждения
При продолжительной работе самодельный инвертор может перегреться. Поэтому для такого устройства требуется особая система охлаждения. Самый простой способ создать охлаждение — установить вентиляторы. Эти устройства необходимо прикрепить к бокам корпуса. Вентиляторы необходимо устанавливать напротив трансформаторного устройства. Механизмы прикреплены таким образом, чтобы они могли работать на вытяжке.
Охлаждение, которое будет использоваться в самодельном устройстве, может быть взято из устаревшего компьютерного оборудования. Чтобы производить не только отвод теплого воздуха, но и подачу свежего кислорода, в корпусе механизма просверливается 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Чтобы производить не только отвод теплого воздуха, но и подачу свежего кислорода, в корпусе механизма просверливается 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт / модификация устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при неосторожном уходе приборы могут выйти из строя. Аппарат может потребовать ремонта. В большинстве случаев основная причина — это поломка регулятора.При возникновении первых проблем поломка сказывается на дальнейшей работе устройства. Поэтому во избежание ремонта в будущем следует как можно больше времени уделять качественной сборке устройства.
На схеме показан прижимной ролик. Оснащен специальным проводным регулятором уровня давления. Также в аппарате есть ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Допускается использование проволоки диаметром до 1 мм.Сразу после регулятора находится соленоид, регулирующий поток газа.
Регулятор считается крупным элементом. Он фиксируется винтиками. Поэтому крепление крайне ненадежное. Устройство может наклониться и вызвать неисправность. Именно по этой причине устройство часто выходит из строя и требует дополнительного ремонта.
Дроссель своими руками
Для изготовления дросселя понадобится трансформатор, эмалевый провод диаметром более 1,5 мм. Между слоями наматывается утеплитель.С помощью алюминиевой шины габаритами не менее 2,5х4,5 мм наматывают 24 витка. Остальные концы автобуса остаются по 30 см. Ядро прокладывается кусками печатной платы с зазором не менее 1 мм. Также разрешено наматывать дроссель на утюг от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно обеспечивать минимум 24 В при токе 6 А.
Сварочная горелка
Это устройство предназначено для подачи электродной проволоки, углекислого газа и напряжения дуги в требуемую зону сварки. Назначение устройства — замкнуть цепь, которая позволяет присадочной проволоке течь в защитный газ.
Назначение устройства — замкнуть цепь, которая позволяет присадочной проволоке течь в защитный газ.
Рекомендуется покупать баллон стандартного типа. Если используется углекислый газ, то допускается применение баллона огнетушителя. Предварительно с устройства снимается рог. Для установки редуктора потребуется специальный переходник, так как резьба баллона не совпадает с горловиной огнетушителя. Для перемещения цилиндров вам понадобится тележка.
Тележка может быть изготовлена своими руками. Также допускается использование готовых конструкций. Могут быть изготовлены одно-, двух- и трехуровневые изделия. Для удобства на верхнем уровне хранятся инструменты и материалы, которые понадобятся для работы. Для удобного передвижения в тележку входят колеса диаметром не менее 5 см.
Самодельная тележка с несколькими вариациями:
Режимы сварки в углекислом газе:
Полуавтомат отличается от обычного устройством механизмом подачи проволоки. Поэтому такой агрегат считается самым сложным устройством. В случае поломки кормушки потребуется ремонт.
Поэтому такой агрегат считается самым сложным устройством. В случае поломки кормушки потребуется ремонт.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора, необходимо подвергнуть аппарат некоторым манипуляциям. Аппарат завернут в медную полоску, обернутую термобумагой. Важно отметить, что обычная толстая проволока не подойдет.Будет очень жарко. Система охлаждения может не справиться с поставляемой нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из трех слоев листового металла. Каждый слой следует тщательно утеплить. Для этого используется фторопластовая лента. Концы обмотки необходимо сварить. Эта процедура позволяет увеличить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный прибор плохо воспринимает наличие грязи и пыли.Поэтому такие устройства следует чистить не реже одного раза в 4-6 месяцев.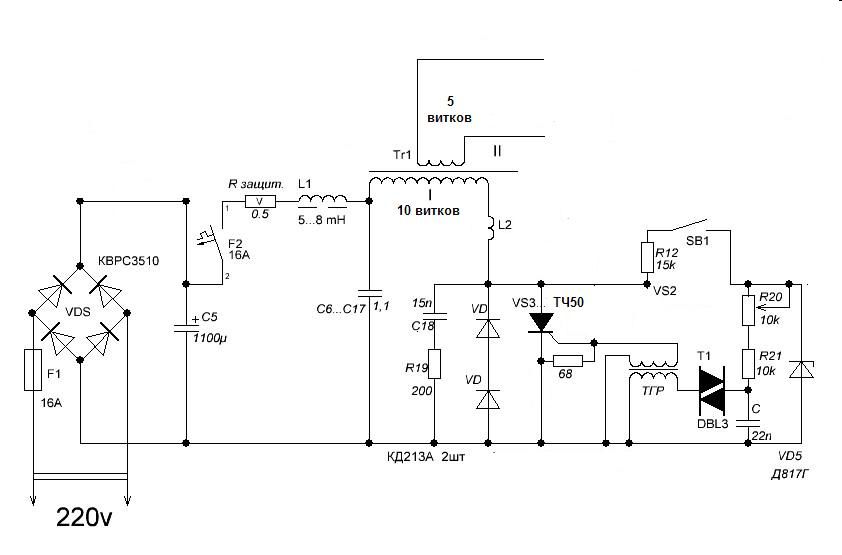 Интенсивность очистки должна зависеть от количества нанесений. В противном случае прибор придется ремонтировать ежегодно.
Интенсивность очистки должна зависеть от количества нанесений. В противном случае прибор придется ремонтировать ежегодно.
Примерные режимы сварки стыковых швов полуавтоматом:
Основным преимуществом таких устройств считается их небольшой вес. Также возможно использование как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун.К недостаткам можно отнести небольшой температурный диапазон. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15 ° С. Поэтому для холодных регионов и для зимнего периода такие аппараты не подходят. В основном такие инверторы используются летом на улице или в помещении. Самодельные конструкции отлично подходят для сварки небольших конструкций в домашних условиях. Для профессиональной сварки и для широкого производства рекомендуется покупать готовые инверторы.
Инверторы широко используются домашними и гаражными мастерами.Однако сварка на таком аппарате требует от оператора определенных навыков. Требуется умение «держать дугу».
Требуется умение «держать дугу».
Кроме того, сопротивление дуги является переменной величиной, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на второй план, если вы работаете на полуавтоматическом сварочном аппарате.
Конструктивные особенности и принцип работы полуавтомата
Отличительной особенностью данного сварочного аппарата является то, что вместо сменных электродов используется проволока, непрерывно подаваемая в зону сварки.
Обеспечивает постоянный контакт и имеет меньшее сопротивление, чем дуговая сварка.
За счет этого мгновенно образуется зона расплавленного металла в месте контакта с заготовкой. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко кипятятся любые металлы, в том числе цветные и нержавеющая сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно. Аппарат очень прост в эксплуатации даже начинающему сварщику.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет механизм непрерывной подачи сварочной проволоки и горелку, снабженную соплом для создания газовой атмосферы.
С обычным медным проводом они работают в защитном инертном газе (обычно двуокиси углерода). Для этого цилиндр с редуктором подключается к специальному входу на корпусе полуавтомата.
Кроме того, полуавтомат может свариваться в самозащитной среде, которая создается за счет специального напыления на сварочную проволоку.В этом случае инертный газ не используется.
Именно простота эксплуатации и универсальность полуавтомата сделали его столь популярным среди сварщиков-любителей.
Во многих комплектах реализована функция «два в одном» — сварочный инвертор и полуавтомат в общем корпусе. От инвертора выполнен дополнительный вывод — клемма для подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит значительно дороже простого инвертора. При схожих характеристиках стоимость отличается в 3-4 раза.
При схожих характеристиках стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать, мы расскажем в следующей статье.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — заводской сварочный инвертор с параметрами выходного тока не менее 150А. Некоторые «кулибины» рекомендуют вносить изменения в модуль управления инвертором, так как стандартная вольт-амперная характеристика падает, а для полуавтомата требуется другой график ВАХ.
Для этого нужно хорошо понимать, как работает устройство. В случае неправильного вмешательства инвертор просто перестанет работать. Поэтому вопрос модернизации схемы — это отдельный разговор. Давайте сначала посмотрим на механическую часть.
Для преобразования (точнее, доработки) сварочного инвертора в полуавтомат нам потребуются следующие элементы:
- механизм подачи проволоки
- Основной инструмент — резак (пистолет)
- Шланг износостойкий (внутренний) для подачи проволоки
- герметичный шланг для подачи инертного газа в зону сварки
- бобина (катушка) со сварочной проволокой
- блок управления для вашего полуавтомата.
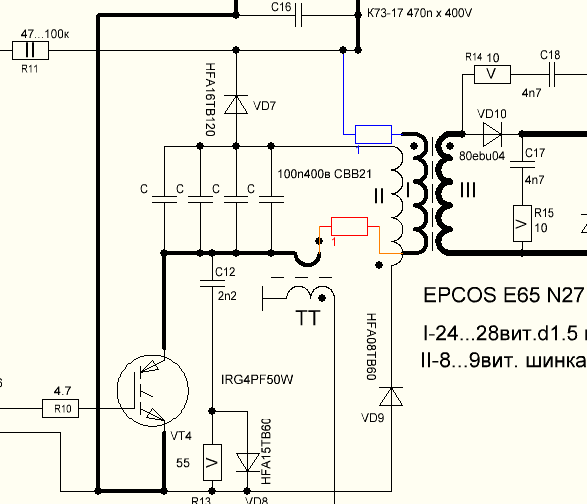
Лучшим решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерная коробка от системного блока компьютера. Кроме того, блок питания используется для механизма подачи проволоки.
Примерка размера катушки с проволокой. Там должно быть достаточно места для штатного блока питания и штуцера для шланга.
Роликовый питатель разработан на основе имеющегося двигателя. Хороший донор — моторчик дворников со штатной коробкой передач.
Проектируем под него каркас механизма.Модель нарисована на картоне для примерки в реальном масштабе.
Коннектор и шланг с фонариком можно сделать своими руками, но для безопасности лучше приобрести готовый комплект. Механизм подачи проволоки настроен с учетом предполагаемого размещения разъема.
Все компоненты должны быть выровнены друг напротив друга для равномерной подачи проволоки. Поэтому ролики тщательно центрируются по отношению к входному отверстию соединителя. В качестве направляющих для механизма подачи мы используем обычные шариковые подшипники.
В качестве направляющих для механизма подачи мы используем обычные шариковые подшипники.
Осуществляем предварительную сборку питателя в металле. Производим точную регулировку и регулировку взаимного положения.
Важно! При любых перекосах проволока расклинивает. Это сильно отвлекает во время сварки и может «испортить» шов.
Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Можно использовать текстолит, прочный пластик или просто лист фанеры толщиной не менее 6 мм.Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного соприкосновения металлических деталей.
Первичная направляющая сделана из обычного болта, в котором просверливается продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только с холостым ходом. На входной штуцер надевается подпружиненный фторопластовый батист.
Стержни прижимных роликов также должны быть натянуты пружиной. Сила натяжения регулируется болтом.
Сила натяжения регулируется болтом.
Изготовляем кронштейн для подвешивания катушки на проволоке из пластиковой трубы (водоотвод) и толстой фанеры.
Обеспечивается соответствующая прочность и (самое главное!) Электрическая изоляция от металлического корпуса.
Примерка катушки, продевание проволоки в механизм подачи. На этом этапе окончательно корректируем зазоры, взаимное расположение элементов и свободное движение проволоки.
После чистовой обработки необходимо убедиться, что гайки заблокированы.Способов много — краска, контргайки, металлический герметик.
Схема управления полуавтоматической механикой
Скорость двигателя регулируется ШИМ-регулятором. При сварке важно точно установить интенсивность подачи проволоки в зону сварного шва. В противном случае обеспечить равномерное плавление металла шва не удастся.
Переменный резистор контроллера установлен на передней панели инвертора. Следующей важной частью схемы является реле управления подачей инертного газа и пусковым клапаном двигателя. Контактные группы должны срабатывать при нажатии кнопки на горелке.
Контактные группы должны срабатывать при нажатии кнопки на горелке.
Причем подавать газ нужно на две-три секунды раньше, чем проволока войдет в зону сварки.
В противном случае дуга загорится в атмосферной среде, и проволока просто перегорит, а не расплавится.
Для этого собрано простое реле задержки на транзисторе 815 и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подходит для штатного автомобильного реле.Наш блок питания на 12 вольт (компьютерный БП), поэтому подбирать комплектующие удобно.
Сам клапан устанавливается в свободном пространстве в корпусе. Подойдет любое запорное устройство из автомобиля. В нашем случае воздушный клапан от ГАЗ 24.
Окончательная сборка
Составляем все органы управления на передней панели, собираем корпус.
ШИМ-регулятор подачи может быть оснащен цифровым индикатором. Установив скорость, вы можете откалибровать показания или просто запомнить числа для определенных рабочих условий.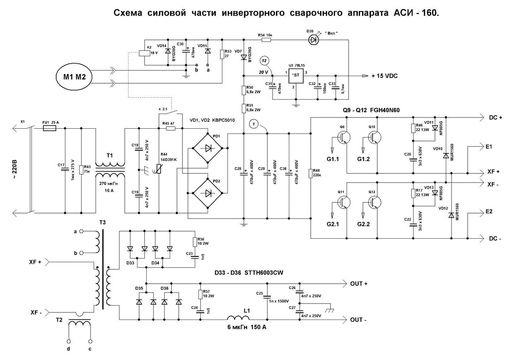 В любом случае добавит комфорта в использовании.
В любом случае добавит комфорта в использовании.
Сварочный полуавтомат инверторный готов. Однако падающая вольт-амперная характеристика делает работу неудобной. Нет той пресловутой плавности сварки, которая свойственна полуавтомату.
Задача — сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано множество схем. Посмотрите на конструктивное решение — подбор элементов происходит для разных схем инвертора индивидуально.
Еще одна проблема — датчик температуры защиты от перегрева на инверторе. Это решается установкой оптрона. Тепловой датчик теперь используется в качестве контроллера для измененной схемы.
Результат:
Полуавтоматический сварочный инвертор обойдется вам в три раза дешевле заводского экземпляра. Главное, изучить схему своего штатного сварщика, и не бояться делать работу самому.
Как переделать сварочный полуавтомат из инвертора своими руками — видео инструкция
Представляю вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из инвертора для сварки ММА ( сварка стержневым электродом).
На данный момент очень распространены инверторные сварочные аппараты MMA (для сварки стержневыми электродами), они вырабатывают постоянный ток, мало весят, имеют хороший КПД по сравнению с трансформаторами и имеют вполне доступную цену. Есть еще инверторные полуавтоматы МИГ / МАГ, достоинства у них те же, кроме одного, это цена, исходя из этого, я задумался, как сделать полуавтомат из обычного инверторного сварочного аппарата.
Начало проекта строительства сварочного полуавтомата, а точнее приставки к инвертору, чтобы инвертор можно было использовать в полуавтоматическом режиме.
В нашем случае хороший сварочный инвертор BRIMA ARC-250
Цель — сделать возможным использование инвертора MMA в полуавтоматическом режиме с использованием доступных материалов с минимальным бюджетом.
1) Для начала купили втулку с евразъёмом, не изобретая колеса: Горелка ЕВРО MB15AK Jingweitip 180A 3м CYCLONE.
Горелка EURO MB15AK Jingweitip 180A 3м CYCLONE
2) Одним из основных элементов ПА является ленточный привод, за основу мы взяли моторчик от дворников от какого-то ковша, так же понадобились время подшипников и евроразъем для подключения рукава.
после того, как собрал свой магнитофон, наткнулся на алиэкспресс на готовый вариант и не очень дорогой.
3) В качестве футляра для нашей приставки к инвертору мы взяли футляр от старинного компа и с радостью все туда запихнули.
Схема приставки PA
Вот и все, насадка инвертора готова!)))
Дальше начинается самое интересное. Как известно, ВАХ у аппаратов MMA и PA (MIG / MAG) разные, у аппаратов для ручной MMA сварки ВАХ имеет падающую форму, т.е.е. устройство поддерживает постоянный ТОК. а для устройств PA (MIG / MAG) ВАХ имеет жесткую форму, то есть устройство поддерживает постоянное напряжение. Сколько я ни искал, нигде в инете нет информации о том, как можно переделать обычный аппарат для сварки стержневыми электродами в ПА, но немного разобравшись в этом вопросе, это оказалось не так уж и сложно. ..
изменение ВАХ на инверторе
наш инвертор теперь имеет возможность переключаться из режима ручной сварки в режим PA.
В итоге получилось примерно так:
Так как я сварщик «9 аттестат»; короче прошу строго не судить по шву и качеству сварки, но тем не менее аппарат со своей задачей справляется и готовит хоть тонкий (фальга) хоть толстый металл.
Так же можете посмотреть видео:
ИТОГО: Собраны приставка и инвертор MMA для работы в режиме PA.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500 рублей
Евро разъем — 1000 рублей
ШИМ контроллер — 500 рублей
Подшипники — 100 рублей
Электро разъем — 300 рублей
Мелочи — 100 рублей
Старые штучки — бесплатно)))
ИТОГО примерно.4500 руб.
7 месяцев Метки: полуавтомат
Преимущества сварочных аппаратов постоянного тока перед их «аналогами переменного тока» хорошо известны. Это и мягкий розжиг дуги, и возможность соединения тонкостенных деталей, и меньшее количество брызг металла, и отсутствие несвариваемых участков. Нет даже надоедливой (и, как оказалось, вредной для человека) трески. А все потому, что в сварочных аппаратах переменного тока нет главной особенности — прерывистого горения дуги при прохождении синусоиды питающего напряжения через ноль
.
Рис.1. Графики, поясняющие процесс сварки на переменном (а) и постоянном (б) токе.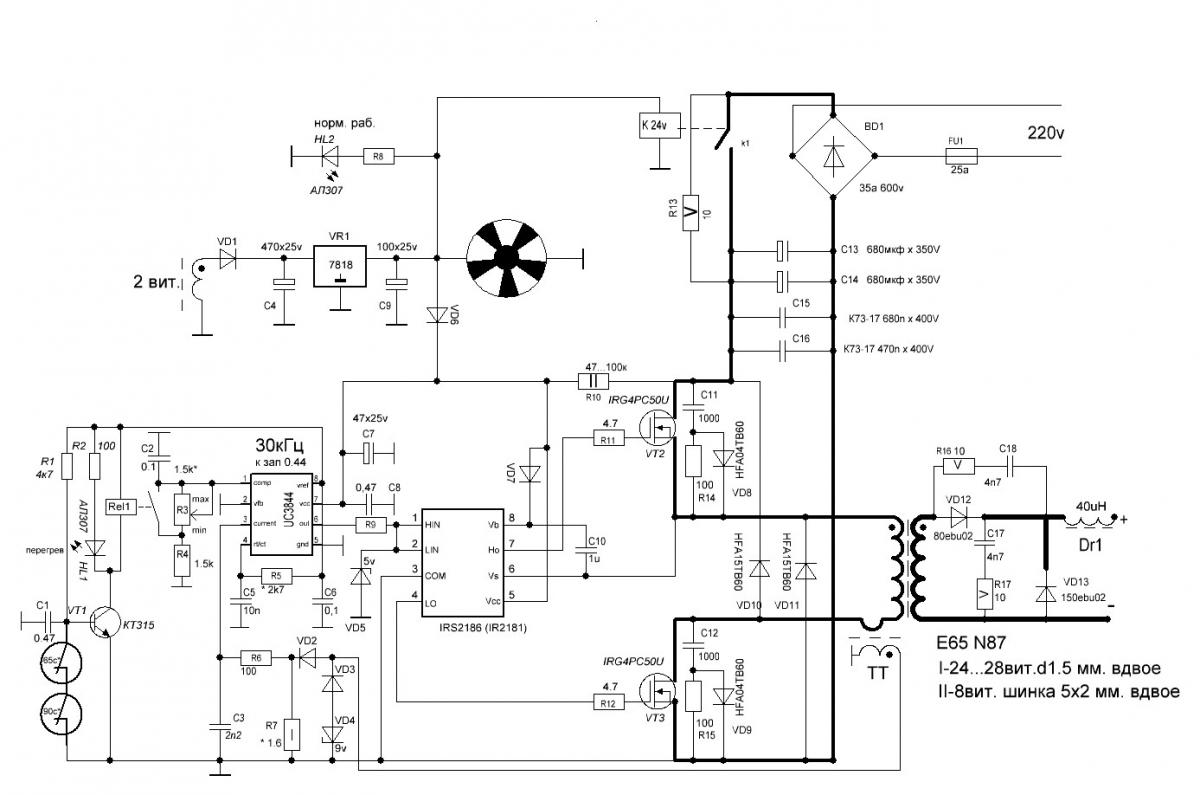
Переходя от графиков к реальным структурам, следует также отметить: в устройствах переменного тока для улучшения и облегчения сварки используются мощные трансформаторы (магнитопровод изготовлен из специального электротехнического железа с круто падающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке до 80 В, хотя для поддержки горения дуги и осаждения металла в зоне сварки достаточно 25-36 В.Приходится мириться с непомерно большой массой и габаритами аппарата, повышенным потреблением электроэнергии. Снижая напряжение, преобразуемое во вторичную цепь, до 36 В, можно облегчить вес «сварщика» в 5-6 раз, довести его габариты до размеров портативного телевизора, при этом улучшив остальные параметры. эксплуатационные характеристики.
А как можно зажечь дугу с обмоткой низкого напряжения?
Решением было введение во вторичную цепь диодного моста с конденсатором.В результате напряжение на выходе модернизированного «сварщика» было увеличено почти в 1,5 раза. Мнение специалистов подтверждается на практике: при превышении 40-вольтового барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий металл корпуса.
Мнение специалистов подтверждается на практике: при превышении 40-вольтового барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий металл корпуса.
Рис. 2. Принципиальная схема сварочного аппарата постоянного тока.
Последнее, однако, легко объяснимо. При введении в схему большой емкости характеристика сварочного аппарата также оказывается круто падающей (рис.3). Первоначальное перенапряжение, создаваемое конденсатором, способствует зажиганию дуги. А при падении потенциала на сварочном электроде до U2 трансформатора (рабочая точка «А») произойдет процесс устойчивого горения дуги с осаждением металла в зоне сварки.
Рис. 3. Вольт-амперная характеристика сварочного аппарата постоянного тока.
«Сварщик», рекомендованный автором, можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36 / 42 В (обычно используются в системах аварийного освещения и питания оборудования низковольтных станций). ).Убедившись в целостности первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проводится проверка вторичной. Если их состояние неважно, все (кроме исправной сетевой обмотки) снимают без сожаления. И на освободившееся место наматывается новая вторичная обмотка (до заполнения «окна»). Для рекомендованного трансформатора на 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с хорошей изоляцией.Тем более, что в качестве шины вполне подойдет кабель (или несколько изолированных одножильных проводов, скрученных в жгут) с общим сечением 20 мм2.
).Убедившись в целостности первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проводится проверка вторичной. Если их состояние неважно, все (кроме исправной сетевой обмотки) снимают без сожаления. И на освободившееся место наматывается новая вторичная обмотка (до заполнения «окна»). Для рекомендованного трансформатора на 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с хорошей изоляцией.Тем более, что в качестве шины вполне подойдет кабель (или несколько изолированных одножильных проводов, скрученных в жгут) с общим сечением 20 мм2.
Выбор сечения электродов в зависимости от мощности трансформатора.
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на радиаторах размером 100х100 мм. Такой мост удобнее всего разместить в одном корпусе с трансформатором и конденсатором, поднеся к выводу 16-амперный переключатель, глазок сигнальной лампочки «Вкл. », А также клеммы «плюс» и «минус». лицевая текстолитовая панель (рис.4). А для подключения к электрододержателю и «массе» используйте одножильный кабель соответствующей длины с медным сечением 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности применяемого трансформатора.
», А также клеммы «плюс» и «минус». лицевая текстолитовая панель (рис.4). А для подключения к электрододержателю и «массе» используйте одножильный кабель соответствующей длины с медным сечением 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности применяемого трансформатора.
Рис. 4. Самодельный сварочный аппарат постоянного тока.
И далее. При испытании рекомендуется, отключив прибор (через 10 минут после сварки) от сети, проверить тепловой режим трансформатора, диодного моста и конденсатора.Только убедившись, что все в порядке, можно продолжать работу. Ведь перегретый «сварщик» — источник повышенной опасности!
Из других требований, думаю, уместно отметить, что сварочный аппарат должен быть оборудован искрозащитной маской, перчатками и резиновым ковриком. Место проведения сварочных работ оборудовано с учетом требований пожарной безопасности. Кроме того, необходимо убедиться, что поблизости нет ветоши или других горючих материалов, а подключение «сварщика» к сети должно осуществляться с соблюдением правил электробезопасности через мощный штекерный разъем блока питания. Электрощит у входа в дом.
Электрощит у входа в дом.
В. Коновалов, Иркутск
МК 04 1998
8 лучших сварщиков для начинающих в 2021 году (бюджетные сварщики и сварщики MIG для начинающих)
Добро пожаловать в справочник Thomas по лучшим сварщикам для начинающих 2021 года. Томас уже более 120 лет объединяет промышленных покупателей и поставщиков в Северной Америке. Когда вы покупаете продукты по нашим независимым рекомендациям, мы можем получать партнерскую комиссию.
Сварка — не самая простая задача, но с правильными инструментами любой может успешно начать свой сварочный путь.Лучшие сварщики для начинающих просты в использовании, недороги и могут предложить широкий спектр сварочных работ. Выбор подходящего сварщика зависит от того, для чего вы хотите его использовать, но ниже мы собрали широкий спектр вариантов, в том числе лучшего сварщика по бюджету и лучшего простого в использовании сварщика, так что есть несколько отличных вариантов для всех. независимо от ваших требований к сварке.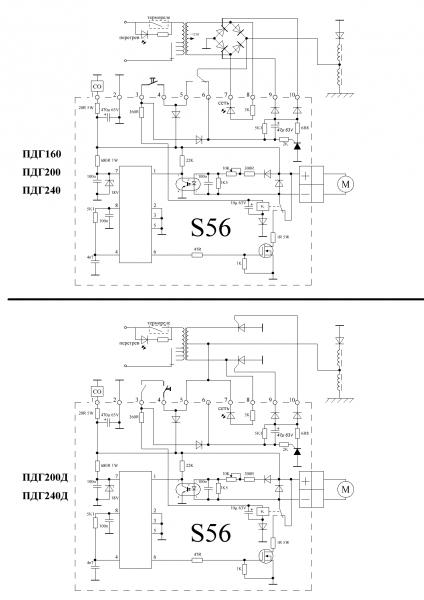
Правильный сварщик для новичков может значительно облегчить задачу новичкам
Изображение предоставлено: Shutterstock / il21
Какой сварщик лучше всего подходит для новичка?
Сварка MIG (сварка металла в среде защитного газа) часто считается самым простым видом сварки для новичка.Сварочные аппараты MIG имеют проволочный сварочный электрод на катушке, которая затем подается через сварочный пистолет с предварительно выбранной скоростью. Поскольку это автоматический или полуавтоматический процесс, это, как правило, делает его более простым вариантом для всех, кто плохо знаком со сваркой. Еще один хороший вариант для новичков — это дуговая сварка с сердечником из флюса, которая в чем-то похожа на сварку MIG, но обычно без использования защитного газа.
Лучшие сварщики для начинающих, выбранные Томасом
На рынке доступен ряд хороших сварщиков для начинающих, доступных с различными методами сварки, включая TIG (вольфрамовый инертный газ), MIG и ручную сварку, и, иногда, вы можете найти несколько методов у одного сварщика.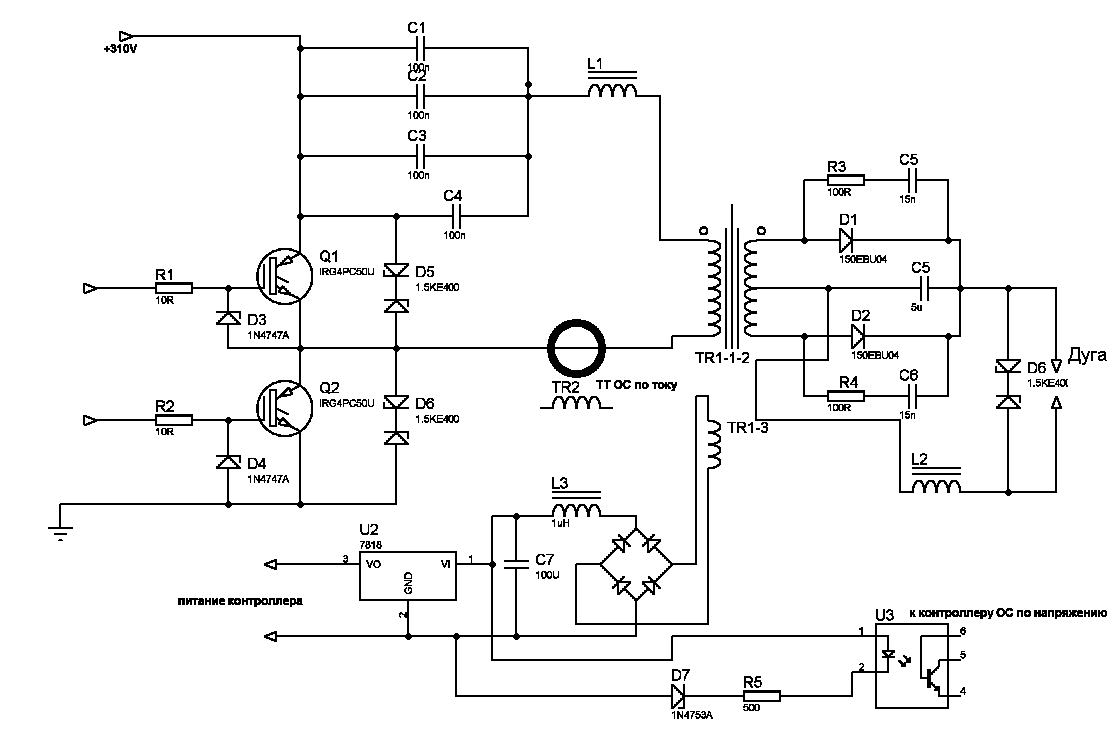 .
.
1. Лучший сварщик для начинающих — DEKOPRO
Сварочный аппарат DEKOPRO — отличный универсал, который может обеспечить отличную сварку широкого спектра металлических материалов, при этом предлагая отличное соотношение цены и качества. Он разработан для портативности, поскольку ручка для переноски позволяет легко перемещать его с места на место, а компактная конструкция этого сварочного аппарата также способствует быстрому и удобному хранению. Этот сварочный аппарат с напряжением 120 В не предназначен для тяжелых работ, но он отлично подходит для начинающих.
КУПИТЬ:
$ 129,99, Amazon
2. Лучший сварщик для начинающих — Хобарт
Благодаря технологии горячего старта этот сварочный аппарат от Hobart обеспечивает быстрый, легкий и надежный запуск, а также довольно прост в использовании. Этот прочный сварочный аппарат может сваривать низкоуглеродистую сталь размером до 5/32 дюйма, и, хотя он не был бы достаточно мощным для профессионального использования, любителям он понравился, и один из них написал: «Очень простой в настройке и очень хорошего качества.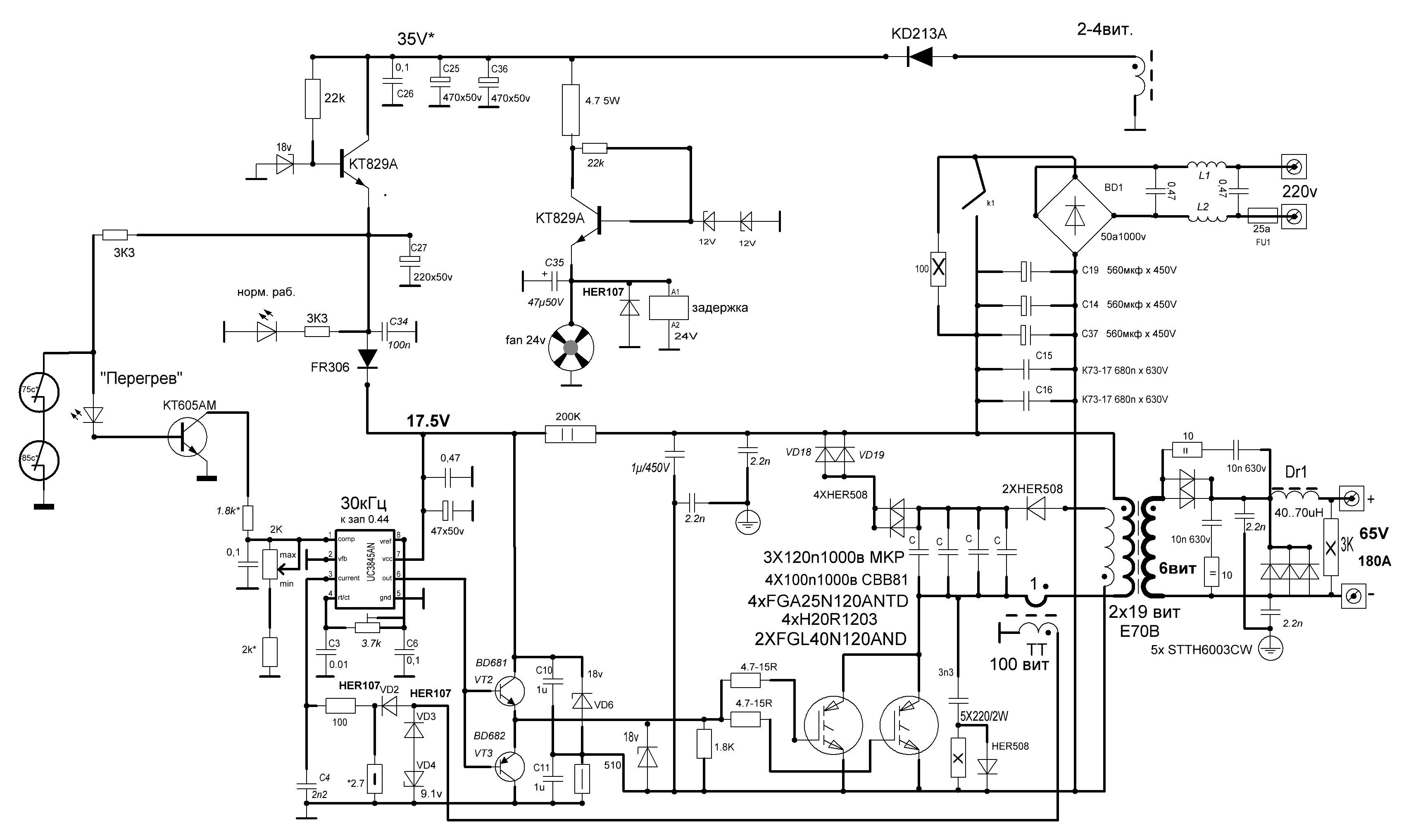 буровая установка.”
буровая установка.”
КУПИТЬ:
$ 404,99, Amazon
3. Лучший аппарат для дуговой сварки для начинающих — HZXVOGEN
Предлагая широкий спектр функций сварки, этот сварочный аппарат от HZXVOGEN имеет простую в использовании функцию дуги, которая отлично подходит для начинающих. Зажигание дуги — не проблема, она имеет очень мало брызг при стабильном токе. Фонарь может показаться немного большим и громоздким для новичков, но с практикой новичок сможет освоить его.
КУПИТЬ:
$ 305,99, Amazon
4. Лучший сварщик TIG для начинающих — YESWELDER
Этот сварочный аппарат от YESWELDER очень удобен для начинающих сварщиков. При цене чуть менее 280 долларов он соответствует бюджетному диапазону рынка, но также предлагает ряд функций, которые делают его удобным для пользователя. Автоматический контроль температуры позволяет этой машине плавно регулировать силу тока, а также предлагает автоматическую компенсацию колебаний напряжения. Один счастливый рецензент написал: «Я не уверен, как вы можете заключить эту сделку с любителем / домашним сварщиком».
Один счастливый рецензент написал: «Я не уверен, как вы можете заключить эту сделку с любителем / домашним сварщиком».
КУПИТЬ:
$ 279,99, Amazon
5. Лучший сварщик MIG для начинающих — ETOSHA
Функции безопасности особенно важны для начинающих сварщиков, и этот сварочный аппарат MIG от ETOSHA был разработан с учетом многих из них. Этот сварочный аппарат автоматически останавливается при перегреве или перегрузке, и он имеет класс защиты IP21 за его хорошую водонепроницаемость.Проволока, которая идет в комплекте с этим аппаратом, немного разбрызгивается, но, поскольку она очень дешевая, покупка проволоки лучшего качества для использования с этим сварочным аппаратом (например, сварочная проволока Blue Demon E71TGS, $ 13,96 ) легко решит эту проблему.
КУПИТЬ:
$ 150,99, Amazon
6. Лучший сварщик сердечника под флюсом для начинающих — Lincoln
Сварочные аппараты
с сердечником под флюсом могут обеспечивать большее проплавление, чем их аналоги MIG, что позволяет работать с более толстыми швами, а также позволяет держать горелку в нескольких направлениях. Этот сварочный аппарат от Lincoln предлагает удобные возможности как MIG-сварки, так и сварки сердечником под флюсом, отсюда и его более высокая цена, но если вы хотите получить серьезные сварочные работы, это отличный выбор. Пользователям это нравится, и один из них написал: «Отличный сварщик для новичков, с которым можно учиться. Используя проволоку с флюсовым сердечником, я смог сделать довольно неплохие сварные швы в течение часа или около того ».
Этот сварочный аппарат от Lincoln предлагает удобные возможности как MIG-сварки, так и сварки сердечником под флюсом, отсюда и его более высокая цена, но если вы хотите получить серьезные сварочные работы, это отличный выбор. Пользователям это нравится, и один из них написал: «Отличный сварщик для новичков, с которым можно учиться. Используя проволоку с флюсовым сердечником, я смог сделать довольно неплохие сварные швы в течение часа или около того ».
КУПИТЬ:
$ 1,122,97, Amazon
7. Самый простой в использовании сварочный аппарат — Lincoln
Модель Lincoln Electric K2278-1 Handy Core — отличный сварочный аппарат для всех, кто хочет просто подключить и начать работу.Все детали, которые поставляются с этим сварочным аппаратом, уже установлены на заводе, поэтому сборка не требуется. Он также прост в использовании, отчасти благодаря его упрощенному дизайну. Это просто сварочный аппарат с сердечником из флюса, поэтому его возможности немного ограничены, но он по-прежнему является лучшим выбором для любителей и домашних сварщиков.
КУПИТЬ:
$ 279, Amazon
8. Лучший бюджетный сварщик для начинающих — YESWELDER
Ассортимент сварочных аппаратов
YESWELDER известен тем, что предлагает хорошие характеристики по отличной цене, поэтому неудивительно, что один из их аппаратов был выбран в качестве лучшего бюджетного сварщика .Этот конкретный сварочный аппарат эффективен, прост в использовании и стоит чуть менее 160 долларов, что делает его отличным выбором для начинающих сварщиков. Он также компактен и портативен, что делает хранение удобным. Один рецензент даже назвал его «дешевым сварочным аппаратом, работающим прямо на месте», а другой добавил: «Поскольку я был довольно новичком в сварке, этот аппарат хорошо соответствовал моим потребностям … Он смог сварить 3/8 лист без проблем. Мне нравится, как малогабаритный и легко транспортируемый агрегат ».
КУПИТЬ:
$ 159,99, Amazon
Лучшие сварщики для начинающих 2021 — Сводка
Выбор лучшего сварщика для начинающих зависит от типа свариваемого металла, а также от имеющегося бюджета. Тем не менее, мы думаем, что сварочный аппарат DEKOPRO — отличный выбор для любого новичка в этом хобби, поскольку он сочетает в себе простоту использования и мощность с бюджетной ценой, к тому же. Надеемся, наш обзор лучших сварщиков для начинающих оказался полезным. Если вы хотите вывести сварку на новый уровень, наш каталог поможет вам найти фартуки для сварщиков и сварщиков трением или подумать о добавлении в свой домашний набор для самостоятельного ремонта с дисковыми пилами и гвоздями. Чтобы узнать о других поставщиках сопутствующих товаров, обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery Platform.
Тем не менее, мы думаем, что сварочный аппарат DEKOPRO — отличный выбор для любого новичка в этом хобби, поскольку он сочетает в себе простоту использования и мощность с бюджетной ценой, к тому же. Надеемся, наш обзор лучших сварщиков для начинающих оказался полезным. Если вы хотите вывести сварку на новый уровень, наш каталог поможет вам найти фартуки для сварщиков и сварщиков трением или подумать о добавлении в свой домашний набор для самостоятельного ремонта с дисковыми пилами и гвоздями. Чтобы узнать о других поставщиках сопутствующих товаров, обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery Platform.
* Цены, указанные в этой статье, соответствуют ценам на Amazon.com по состоянию на март 2021 г.
Прочие инструменты статьи
Другие статьи о лучших продуктах
Больше от Машины, инструменты и расходные материалы
Сварочный аппарат
Руководство по покупке
Если вы хотите сваривать железо, нержавеющую сталь или алюминий, вам понадобится сварочный аппарат. Дуговая сварка, полуавтоматическая сварка, TIG, MIG, MIG-MAG, инверторный сварочный аппарат. Каждый сварщик, от профессионала до любителя, имеет право на волшебную палочку.Опустите кожухи и электроды и приступайте к сварке!
Дуговая сварка, полуавтоматическая сварка, TIG, MIG, MIG-MAG, инверторный сварочный аппарат. Каждый сварщик, от профессионала до любителя, имеет право на волшебную палочку.Опустите кожухи и электроды и приступайте к сварке!
Ремонтируете машину? Строим решеток из кованого железа ? Строите трейлер? Подковать лошадь или осла? При работе с кованым чугуном , нержавеющей сталью , или алюминием один из этих методов сварки должен подходить для вашего проекта. Если вы используете соответствующую сварочную станцию , у вас не должно возникнуть проблем с изготовлением прочных сварочных узлов.Сегодня профессиональные сварщики могут выбирать из целого ряда специализированных паяльных станций. В зависимости от вашего бюджета и предполагаемого использования вам могут подойти MMA, MIG, или TIG . Не забудьте, что все безопасности оборудование , которое вам понадобится для достижения наилучших результатов.
Изучите каталог ManoMano
Станции
Изучите мир сварки — это настоящий путь в неизведанное. Чтобы помочь вам ориентироваться в пути, вот краткий обзор некоторых часто используемых терминов.
Сварочные аппараты: определения и технические термины
Электрическая дуга
Электрическая дуга относится к видимой электрической дуге, вызванной контактом электрода с металлической землей — это похоже на вспышку молнии!
Грунтовка
Грунтовка — это первый шаг в процессе сварки и на самом деле относится только к наведению электрода на металл , который вы собираетесь сваривать .
Рутиловый электрод или сварочный стержень
Рутиловый электрод является наиболее распространенным и широко используемым.Его покрытие является проводящим , облегчает инициирование и плавность сварного шва. При плавлении покрытия образуется шлак , который защищает сварной шов от окисления и легко удаляется молотком .
При плавлении покрытия образуется шлак , который защищает сварной шов от окисления и легко удаляется молотком .
Основной электрод
Основной электрод в основном используется в промышленности для трубных фитингов и для работы котлов . Более дорогие и трудные для грунтования, основные электроды требуют предварительного нагрева перед использованием.
Порошковая проволока
Эта проволока содержит сердечник из флюса (такой же, как и покрытие), который помогает расплавить металл без образования воздушных карманов .
Плетеная или сплошная проволока
Стальная проволока с медным покрытием или гладкая нержавеющая сталь, плетеная или сплошная проволока допускают сварку с подачей инертного или активного газа (MIG или MAG).
Разъемы
Разъемы представляют собой штекеры для подключения заземляющего и зажимного кабелей к сварочному узлу.
Зажим
Зажим представляет собой ручку, которая соединяет покрытый электрод при сварке стержневыми электродами .
Горелка MIG-MAG
Горелка MIG-MAG представляет собой рукоятку с спусковым крючком для подвода проволоки к сварочному металлу.
Горелка для сварки TIG
Горелка для сварки TIG представляет собой ручку с вольфрамовым электродом , в которой находятся органы управления.
Газ
Газ помогает защитить сварной шов от окисления на открытом воздухе.Часто это аргон или смесь аргона с углекислым газом. Электромагнитный клапан
Клапан, используемый в TIG или MIG-MAG. Электромагнитный клапан позволяет сварщику контролировать подачу газа в горелку.
Игла
Другой тип не вольфрамового электрода .
Flow-литровый
Двойные регуляторы давления повышают давление газа, подаваемого в горелку, и регулируют его выход (измеряется в литрах / мин) с помощью регулируемого колеса.
Изучите каталог ManoMano
Рутиловый электрод
По сути, паяльная станция представляет собой сложный трансформатор, который преобразует ваш переменный ток 220 В в постоянный ток при различных ампер в зависимости от требуемой интенсивности.
Потенциометр позволяет уточнять регулировку (или изменять силу тока).
У них часто есть два положительного и отрицательного полюса. разъемы :
- Один для держателя электрода
- Один для заземления.
Прежде чем приступить к рассмотрению специфики каждого сварочного проекта, давайте кратко рассмотрим сварочные аппараты.
Инвертор MMA
Инвертор MMA отлично подходит для новичков. Почему? Столб легкий, с легкостью сваривает металлы толщиной от 2 до 10 мм. Потребляемая мощность станции зависит от толщины свариваемого металла. Так, если, например, мощность на вашей станции будет слишком высокой, вы проделаете дыры в опоре из-за слишком сильного термоядерного синтеза.С другой стороны, если у вас недостаточно энергии, ваша палочка просто прилипнет к подложке. Лучшая инверторная технология ? Ищите сочетание функций, удобство использования, экономию электроэнергии, простоту сварки. Потенциометр с одной ручкой позволяет регулировать мощность в соответствии с толщиной металла, который вы собираетесь сваривать. Он не должен слишком сильно вспыхивать, он не должен прилипать, он просто сваривается.
Так, если, например, мощность на вашей станции будет слишком высокой, вы проделаете дыры в опоре из-за слишком сильного термоядерного синтеза.С другой стороны, если у вас недостаточно энергии, ваша палочка просто прилипнет к подложке. Лучшая инверторная технология ? Ищите сочетание функций, удобство использования, экономию электроэнергии, простоту сварки. Потенциометр с одной ручкой позволяет регулировать мощность в соответствии с толщиной металла, который вы собираетесь сваривать. Он не должен слишком сильно вспыхивать, он не должен прилипать, он просто сваривается.
Полуавтоматическая сварка
Полуавтоматическая сварка обеспечивает более высокую скорость сварки благодаря использованию сплошной порошковой проволоки.В отличие от MMA, сварка не требует удаления шлака после охлаждения сварного шва.
MIG MAG MIG MAG, сплошная проволока с газом, является предпочтительным методом для крупномасштабных сварочных проектов. Однако его также можно использовать с очень тонкой проволокой для выполнения очень тонких или тонких сварных швов, которые можно шлифовать по шкале . и отполированы до тех пор, пока они не станут почти невидимыми, что делает его отличным решением для кузовных работ. Эти машины находят широкое применение.
Однако его также можно использовать с очень тонкой проволокой для выполнения очень тонких или тонких сварных швов, которые можно шлифовать по шкале . и отполированы до тех пор, пока они не станут почти невидимыми, что делает его отличным решением для кузовных работ. Эти машины находят широкое применение.
TIG
Сварщики TIG используют тонкие листы углеродистой стали и нержавеющей стали , а также трубы из нержавеющей стали или тонкие трубы.
Качество сварки отличается тонкостью и внешним видом.
Перед тем, как отправиться в приключение, вы должны подумать, что вы хотите припаять. Выбор должен определяться:
- Используйте — то, что вы собираетесь сделать с ним вместе с типом толщины свариваемых металлов
- Эксплуатационные факторы — , выраженные в процентах при заданной силе тока — например: 70% рабочий цикл при 100 А, что соответствует 7 минутам сварки и 3 минутам охлаждения на каждые 10 минут использования. Этот коэффициент «обратно пропорционален» выбранной интенсивности, что означает, что чем выше интенсивность, тем больше время охлаждения.
 Этот коэффициент «обратно пропорционален» выбранной интенсивности, что означает, что чем выше интенсивность, тем больше время охлаждения.
Этот коэффициент «обратно пропорционален» выбранной интенсивности, что означает, что чем выше интенсивность, тем больше время охлаждения.- Качество сварки — это определяется производительностью станции, сочетанием правильных параметров сварки, качеством электродов, проволоки или присадочного металла и, конечно же, вашей ловкостью.
- Частота использования — Как и в случае с другим оборудованием, вы найдете модели для периодического, регулярного или частого использования, а также для начинающих, промежуточных или опытных сварщиков.Цена, скорее всего, будет соответствовать тому, насколько высоко вы упадете на эту шкалу.
- Power — машина среднего класса, от 40 А до 130 А, для электродов от 1,5 мм до 3,2 мм — это вложение, которое защитит вас от потенциальных проблем. Нет необходимости сваривать швом 4 мм, два прохода сварного шва толщиной 3,2 мм делают свое дело.
Способ сварки , управляемый горелкой и включающий электрическую дугу, которая заставляет наполняющий металл расплавить . Сварочная проволока содержит сердечник из флюса , который регулирует ее плавление во время сварки и не требует использования газа.Сварка проволоки, которая заменяет электрод , позволяет собирать металлические детали . Проникновение (глубина проплавления) зависит от скорости движения и выбранной силы тока. Резак можно толкать для большего проникновения или потянул за более тонкий шнур). Он должен располагаться очень близко к металлу. Имеется витков порошковой проволоки диаметром 0,8 мм (иногда 0,6 мм) до максимального диаметра 3,2 мм для профессиональных рабочих станций.Часто станции предварительно оборудованы для сварки MIG MAG. Критерии выбора определяются вашим сварочным проектом:
Сварочная проволока содержит сердечник из флюса , который регулирует ее плавление во время сварки и не требует использования газа.Сварка проволоки, которая заменяет электрод , позволяет собирать металлические детали . Проникновение (глубина проплавления) зависит от скорости движения и выбранной силы тока. Резак можно толкать для большего проникновения или потянул за более тонкий шнур). Он должен располагаться очень близко к металлу. Имеется витков порошковой проволоки диаметром 0,8 мм (иногда 0,6 мм) до максимального диаметра 3,2 мм для профессиональных рабочих станций.Часто станции предварительно оборудованы для сварки MIG MAG. Критерии выбора определяются вашим сварочным проектом:
- Имеющееся у вас напряжение (однофазное 220 В или трехфазное 380 В)
- Интенсивность В. ампер по отношению к свариваемой толщине
- Диаметр емкость проволоки и хранение катушки
- Качество роликов катушки (важно для разматывания проволоки)
- Предварительно -оборудование опция MIG / MAG (источник питания газовой горелки)
Быстрое напоминание о том, что означают эти сокращения:
MIG: металлический инертный газ
MAG: Metal Active Gas
Operation
Полуавтоматическая сварка с использованием бухт сплошной или плетеной проволоки. Принцип такой же, как и с порошковой проволокой, за исключением того, что инертный или активный газ рассеивается в месте сварки горелкой вместо использования флюса. Этот газ защищает сварной шов от коррозии, обеспечивает стабильность дуги и улучшает внешний вид сварного шва. В зависимости от выбора газа, сталь и нержавеющая сталь могут быть сварены как , так и .
Принцип такой же, как и с порошковой проволокой, за исключением того, что инертный или активный газ рассеивается в месте сварки горелкой вместо использования флюса. Этот газ защищает сварной шов от коррозии, обеспечивает стабильность дуги и улучшает внешний вид сварного шва. В зависимости от выбора газа, сталь и нержавеющая сталь могут быть сварены как , так и .
Сварка МИГ
Сварка МИГ требует инертного газа (аргон) для сварки легких сплавов, нержавеющей стали или меди.
Сварка MAG
Сварка MAG требует активного газа (смесь аргона и диоксида углерода) для сварки углеродистых сталей.
Эти сжатых газов хранятся либо в отдельных одноразовых картриджах , для малых объемов (от 1,8 до 3 литров) или в многоразовых баллонах для больших объемов (от 130 литров до 10 м 3). Регулятор расхода на литр , закрепленный на баллоне, регулирует расход газа.
Регулятор расхода на литр , закрепленный на баллоне, регулирует расход газа.
В обоих процессах расход газа выражается в литрах в минуту . Этот расход определяется размером сопел горелки . Оценив время сварки и регулировку расхода, можно рассчитать потребность в газе и, таким образом, определить, нужно ли вам покупать картридж или баллон. Газ держится долго, не забывайте закрывать впускной клапан после использования. Совет, подкрепленный кошельком.
Сварка TIG (ручная) — это разновидность электродуговой сварки.Нейтральный газ рассеивается керамической горелкой, содержащей неплавкий вольфрамовый тугоплавкий электрод (иглу). Этот метод позволяет получить очень качественный сварной шов .
Использование сварки TIG
В зависимости от сноровки сварщика расплав можно обрабатывать как для сварных швов большего размера, так и для очень тонких сварных швов. Его использование особенно рекомендуется для сверхплотных сварных швов, для высокого давления или трубопроводов и даже для ядерной энергетики.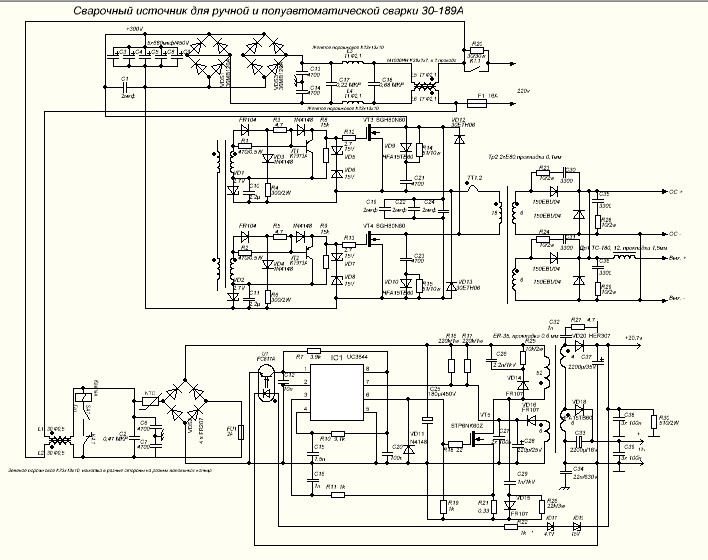 TIG может использоваться для металлов, таких как , железо, , но рекомендуется для цветных металлов, таких как титан и алюминий .
TIG может использоваться для металлов, таких как , железо, , но рекомендуется для цветных металлов, таких как титан и алюминий .
Вольфрамовый электрод никогда не должен касаться заготовки; Сварщик должен контролировать подвод энергии горелки и отложение присадочного металла (без покрытия). Сварной шов защищен нейтральным газом для предотвращения коррозии свариваемого металла . зона нагрева ограничена, что значительно снижает термическую деформацию, вызванную сваркой, в отличие от газовой сварки. Этот процесс дает мало дыма и обеспечивает исключительную точность сварки.
Сварочная станция обычно смешанная, MMA Inverter сварка и TIG сварка.Переключатель выбирает режим сварки, а затем просто убедитесь, что ваша техника сварки соответствует выбранному режиму. Отрицательная полярность горелки обязательна для сварки TIG . Инертный газ, предназначенный для горелки, проходит через электромагнитный клапан, управляемый горелкой.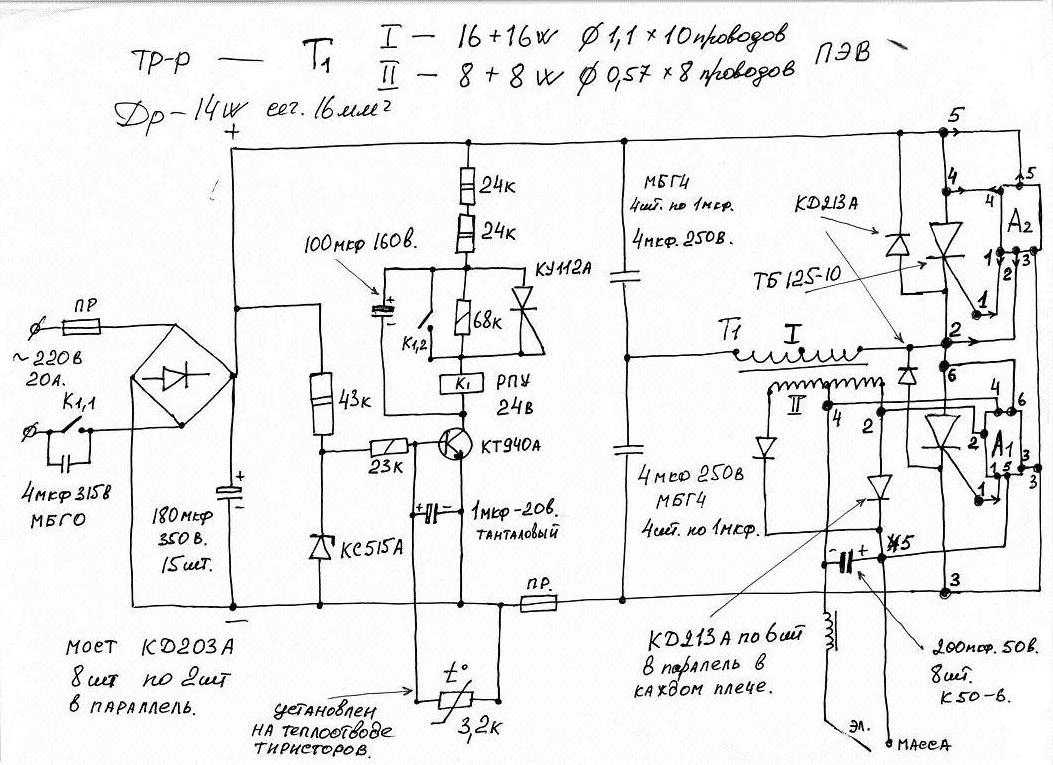 Сварочные станции начального уровня оборудованы для высокой частоты , что позволяет запускать без соприкосновения вольфрамового электрода с металлом. Таким образом, иглы сохраняются, что не является незначительной проблемой для вашего кошелька.Потенциометры используются для регулирования подачи газа с задержкой до и после сварки (предварительный газ и последующий газ).
Сварочные станции начального уровня оборудованы для высокой частоты , что позволяет запускать без соприкосновения вольфрамового электрода с металлом. Таким образом, иглы сохраняются, что не является незначительной проблемой для вашего кошелька.Потенциометры используются для регулирования подачи газа с задержкой до и после сварки (предварительный газ и последующий газ).
Совет : При сварке заняты обе руки. Убедитесь, что вы носите защитную маску, предпочтительно капюшон сварщика, не говоря уже о мягких перчатках , для защиты рук и фартуке или кожаной куртке, чтобы не обжечься и не пробить дыры в одежде.
Дополнительную информацию о сварочных аппаратах можно найти ниже:
Руководство, составленное:
Майкл, профессиональный и увлеченный сварщик, Шеффилд, 75 руководств
Я прошел обучение на трубочиста и сварщика труб и после поездки 35 лет проработав в Великобритании, я стал руководителем цеха по металлу, затем дизайнером и, в конце концов, главным инженером. Я спроектировал и построил мастерскую, где делаю металлические скульптуры: мне удалось найти райский уголок, где я могу дать волю своему воображению. Аукционы и гаражные распродажи для меня не секрет. Я нахожу там необычные предметы и старые инструменты, которые собираю или превращаю в произведения искусства. Еще мне нравится декорирование, живопись на холсте и садоводство. Я разрабатываю новые технологии, касающиеся инструментов. Разделить мою страсть и смиренно посоветовать вам выбор материалов — настоящее удовольствие.
Я спроектировал и построил мастерскую, где делаю металлические скульптуры: мне удалось найти райский уголок, где я могу дать волю своему воображению. Аукционы и гаражные распродажи для меня не секрет. Я нахожу там необычные предметы и старые инструменты, которые собираю или превращаю в произведения искусства. Еще мне нравится декорирование, живопись на холсте и садоводство. Я разрабатываю новые технологии, касающиеся инструментов. Разделить мою страсть и смиренно посоветовать вам выбор материалов — настоящее удовольствие.
Самый простой инверторный сварочный аппарат своими руками.Как сделать инверторный сварочный аппарат своими руками? Аппарат точечной сварки
Чтобы собрать сварочный инвертор своими руками, необязательно иметь глубокие познания в физике, профессионально разбираться в технике, электричестве и т. Д.
Просто нужно сделать все по схеме и знать хотя бы на минимальном уровне механизм действия этого оборудования. Тем, кто желает создать инвертор в более экономичном и простом варианте, следует знать, что технические характеристики и эффективность по сути такие же, как у их аналогов по конструкции.
Один из важных вопросов для сварщиков — как сделать самому. Процесс можно осуществить с помощью схемотехники сварочных инверторов.
Перед тем, как собрать эффективный сварочный инвертор, необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов, ток, который проходит по входу, должен быть 32 ампера;
- 250 ампер — показатель силы тока, который вырабатывается при выходе из аппарата;
- должно быть до 220 вольт.
Напряжение
Для создания простейшего сварочного инвертора необходимо объединить в один механизм следующие элементы:
- силовой агрегат;
- блок питания тиристорный;
- драйверы для выключателей питания.
Материалы для сборки
Чертеж инверторного сварочного аппарата.
Перед тем, как приступить к сбору, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
Прежде всего:
- отвертки различных типов;
- паяльное устройство для соединения деталей в электронной схеме;
- инструмент для резки по металлической поверхности;
- резьба как застежка;
- поверхность с небольшой толщиной металла;
- деталей, за счет которых формируется электрическая схема инверторного сварочного аппарата;
- и ленточный провод для намотки трансформатора;
- стекловолокно;
- слюда;
- ;
- обычная термобумага, используемая в кассовых аппаратах.
Потребуется медь
Текстолит
Схема сварочного аппарата применяется для сборки оборудования в домашних условиях с напряжением 220 вольт от сети.
Но если есть необходимость, то используют схемы сварочных аппаратов, работающих от трехфазной электрической сети напряжением 380 вольт. Такое оборудование имеет преимущества, среди которых выделяется высокий КПД в отличие от однофазных структур.
Блок питания
В блоке питания сварочного инвертора самая важная деталь та, которая намотана ферритом Ш7 * 7 или 8 * 8.
Инверторный источник питания.
С помощью этого механизма подается постоянное напряжение и создается за счет 4-х обмоток:
- Первичный.
Сто кругов проволокой ПЭВ диаметром 0,3 миллиметра. - Первый второстепенный.
15 кругов проволокой ПЭВ диаметром 1 миллиметр. - Второй второстепенный.
15 кругов СЭВ диаметром 0,2 мм. - Третья средняя школа.
20 кругов диаметром 0,3 миллиметра.
После того, как первичная обмотка завершена и ее стороны изолированы стекловолокном, ее также оборачивают экранирующим проводом. Каждый виток должен полностью закрывать защитный слой.
Обмотка экранирующего провода должна быть в том же направлении, что и первичная обмотка. Стоит обратить внимание на схожесть диаметров обмоток двух типов.
То же правило применяется и для других типов: при намотке трансформатора на каркас, изоляции проводов друг от друга за счет стекловолокна или при помощи простой малярной ленты.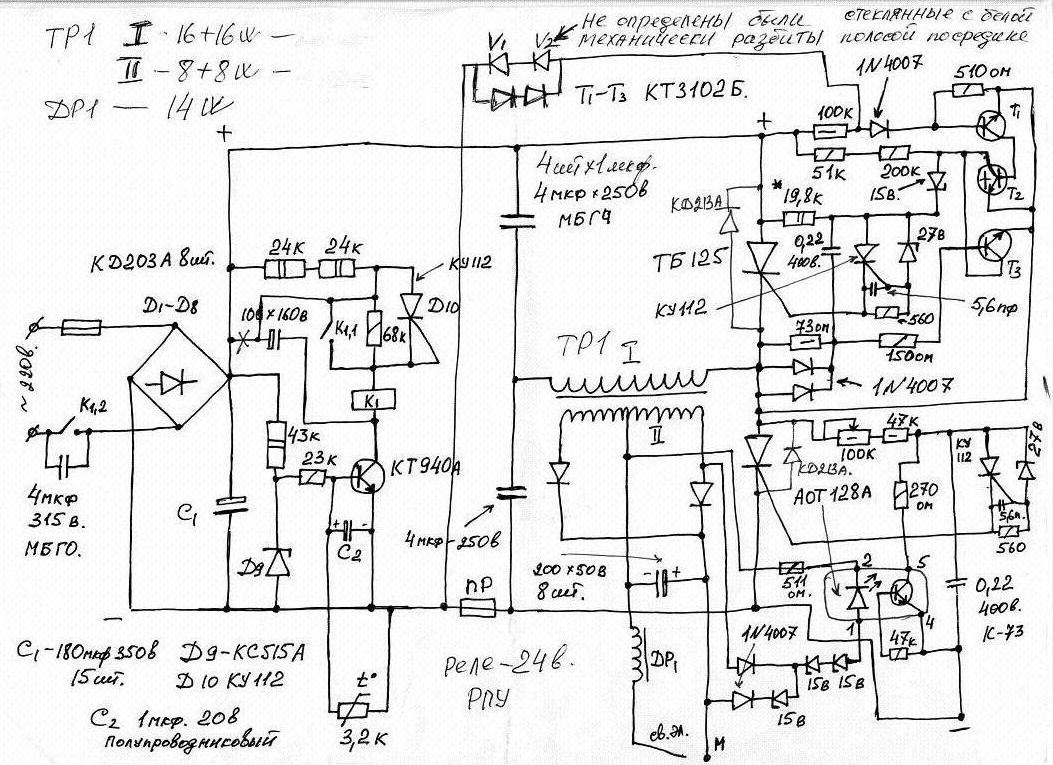
Для стабилизации напряжения в диапазоне 20-25 вольт, которое поступает в блок питания через реле, для электронных схем подбирается резистор. Основная особенность рассматриваемого механизма — изменение переменного тока на штатный.
Этого можно достичь, используя диод, сформированный при выполнении схемы «косой мост». Бывает так, что во время работы прибора диод перегревается, из-за чего необходимо проводить установку на радиаторы отопления и часто ремонтировать блок питания.Альтернатива радиаторам — охлаждающий элемент старой техники.
Установка диодного моста подразумевает использование 2-х радиаторов: верх подключается к одному аккумулятору через слюдяную прокладку, а низ подключается ко второму аккумулятору через поверхность термопасты.
Мост диодов должен выводиться в том направлении, в котором направлен вывод транзистора. За счет этого постоянный ток преобразуется в переменный ток высокой частоты.
Длина соединительного провода этих клемм не должна превышать 15 сантиметров. Металлический лист необходимо поместить между источником питания и инверторной частью устройства и приварить к «корпусу» оборудования.
Металлический лист необходимо поместить между источником питания и инверторной частью устройства и приварить к «корпусу» оборудования.
Блок питания
Изготовление сварочного инвертора.
Блок питания — это сердце трансформатора сварочного инвертора. С его помощью показатель тока напряжения с высокими частотами уменьшается, а сила, наоборот, увеличивается.Для создания силового агрегата в трансформаторе обязательно использование сердечников. Для создания небольшого зазора рекомендуется использовать обычную газетную бумагу.
С каждым нанесенным слоем для обеспечения теплоизоляции необходимо перематывать ленту с кассового аппарата для достижения хорошей износостойкости. Вторичная обмотка создана на основе 3-х ленточных слоев меди, изолированных друг от друга фторопластовой лентой.
Большинство домашних мастеров обматывают понижающий трансформатор толстым медным проводом, однако это ошибка.С таким трансформатором простой сварочный инвертор будет работать с током высокой частоты, смещая проводник наружу, не нагревая детали внутри.
Обмотки лучше всего формировать проводником с широкой поверхностью, другими словами, использовать широкую медную ленту.
Вместо теплоизоляционного поверхностного слоя специалисты иногда заменяют его простой бумагой. Он не такой устойчивый, как термоизоляционная лента или лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, но ее прочность остается на исходном уровне.
Инверторный блок
Основная функция простого — преобразование постоянного тока, который формируется с помощью выпрямителя аппарата, в переменный ток высокой частоты.
Для решения этой ситуации специалисты применяют силовой транзистор, причем высокочастотный с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за преобразование постоянного тока в переменный ток высокой частоты.
Изготовить инверторный сварочный аппарат своими руками можно по схеме подключения, где это указано и как последовательно соединить конденсаторы.
Используются в следующих случаях:
- Минимизация перенапряжения трансформатора.
- Минимизация потерь в трансформаторном блоке, возникающих в момент отключения устройства от сети.
Это связано с тем, что транзистор открывается с большей скоростью, чем закрывается — ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзисторов.
Система охлаждения агрегата
Схема подключения инвертора для сварки.
Следует отметить, что большинство силовых элементов сварочного оборудования имеют тенденцию сильно нагреваться во время работы, что может привести к его поломке.
Во избежание подобных ситуаций, эффективнее всего установить вентилятор, охлаждающий механизм во время работы — своеобразную систему охлаждения, во всех узлах устройства, кроме радиатора.
Можно сделать самому, если у вас есть мощный вентилятор. Часто используют такой с направлением воздушного потока в сторону понижающего силового трансформатора.
С вентилятором, который имеет небольшую мощность от компьютера, например, может потребоваться до 6 штук, из которых три устройства устанавливаются возле силового трансформатора с направлением воздушного потока в противоположном направлении.
Во избежание перегрева самодельный сварочный инвертор должен работать совместно с термодатчиком. Устанавливается на радиатор отопления. Если радиатор достигает максимальной температуры, он автоматически отключает питание.
Для более эффективного функционирования системы охлаждения агрегата корпус необходимо оборудовать воздухозаборником с правильным исполнением.Воздушный поток через его решетки попадает во внутренние системы аппарата.
Сборка инвертора своими руками
Остается важный вопрос, как это сделать? В первую очередь нужно выбрать чехол с надежной защитой или сформировать его самостоятельно из листового металла, толщина которого должна быть не менее 4 миллиметров.
В качестве основы, где он монтируется для инверторной сварки, используется лист гетинакс толщиной не менее 5 миллиметров. Сама конструкция будет располагаться на основании благодаря кронштейнам, сделанным самостоятельно из медных проводов диаметром 3 миллиметра.
Сама конструкция будет располагаться на основании благодаря кронштейнам, сделанным самостоятельно из медных проводов диаметром 3 миллиметра.
Для создания электронных плат в электрических цепях сварочного аппарата используется фольгированный текстолит, толщина которого достигает 1 миллиметра. При установке магнитопроводов, которые имеют свойство нагреваться при работе, необходимо помнить о зазорах между ними. Они нужны для беспрепятственной циркуляции воздуха.
Для автоматического управления сварочным инвертором сварщик должен купить и подключить к нему специальный контроллер, отвечающий за стабильность тока.Он также определяет, будет ли величина напряжения питания высокой.
Для более удобной эксплуатации самодельного агрегата во внешней части вмонтирован орган управления. Он может действовать как тумблер для включения устройства, ручка в переменном резисторе, благодаря которой осуществляется управление источником тока или кабельным зажимом и сигнальным светодиодом.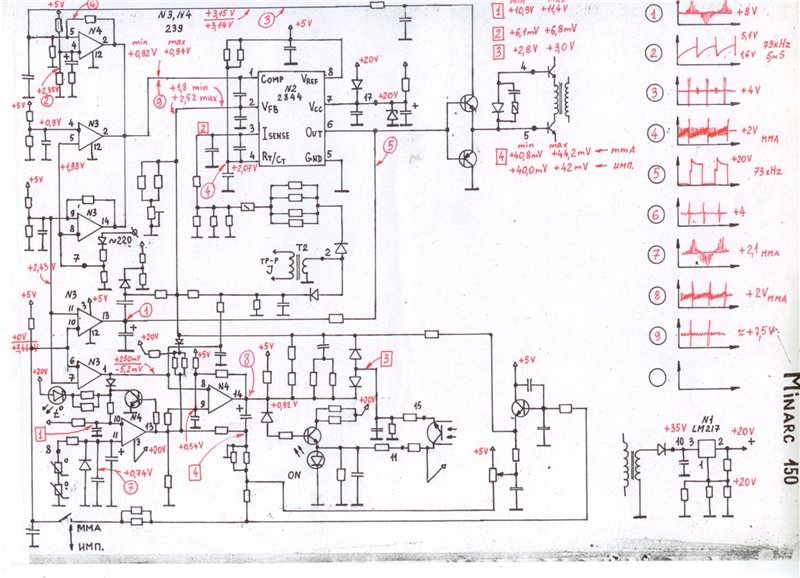
Собрать сварочный инвертор своими руками довольно просто, если придерживаться всех правил, следовать инструкции и строго следовать прописанной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и подготовка его к работе
Сбор самодельного — это еще не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, все ли его системы работают правильно, и как выставить нужные параметры.
В первую очередь диагностируется оборудование, а именно подача 15 вольт на контроллер и систему охлаждения сварочного аппарата для проверки их выдержки.Благодаря этому проверяется работоспособность механизмов и недопущение перегрева при работе агрегата.
Когда конденсаторы в блоке полностью заряжены, к сети подключается реле, которое отвечает за замыкание резисторов. При прямом питании без реле существует опасность взрыва устройства.
Благодаря функции реле, напряжение на устройство подается до 10 секунд.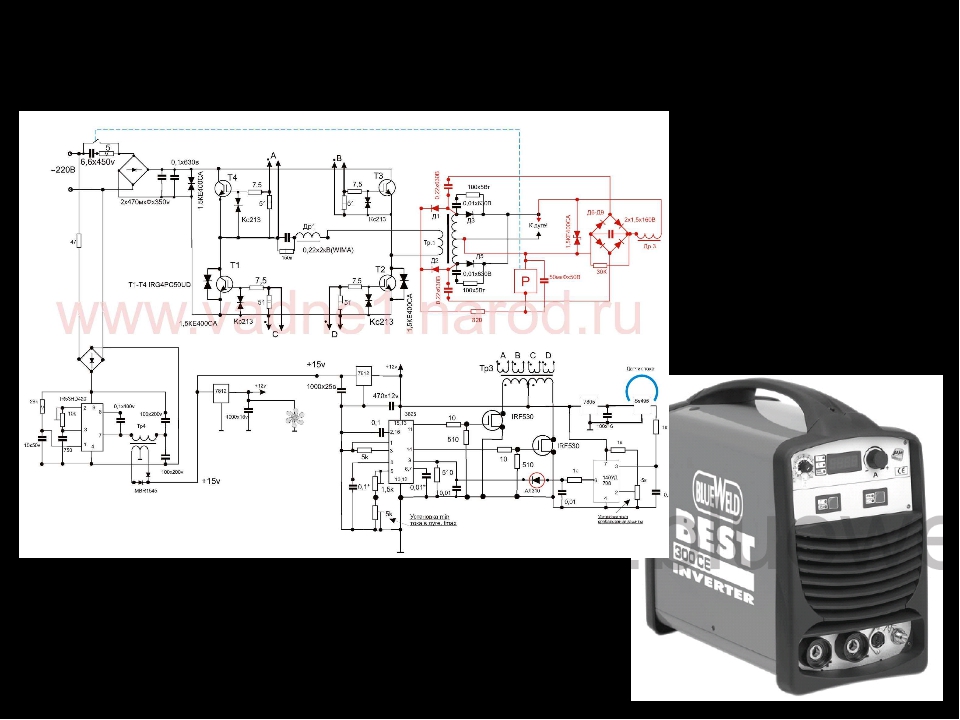 Достаточно важно знать, как долго инвертор может проработать во время сварки.Для этого его тестируют в течение 10 секунд. Если температура радиатора остается той же, то время можно установить до 20 секунд и т. Д. До целой минуты.
Достаточно важно знать, как долго инвертор может проработать во время сварки.Для этого его тестируют в течение 10 секунд. Если температура радиатора остается той же, то время можно установить до 20 секунд и т. Д. До целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Чтобы простой сварочный инвертор своими руками проработал долго, за ним нужен правильный уход. При выходе из строя сварочного оборудования требуется снять корпус и тщательно очистить механизм пылесосом.В местах, куда не доходит, можно использовать щетку и сухую ткань.
В первую очередь необходимо провести диагностику всего сварочного оборудования — проверить напряжение, его вход и ток. При отсутствии напряжения необходимо следить за исправностью блока питания.
Также проблема может заключаться в перегоревших предохранителях конструкции. Слабым местом также считается датчик, измеряющий температуру, который не ремонтируют, а заменяют.
После проведения диагностики необходимо обратить внимание на качество подключения электронных систем оборудования.Затем выявляйте некачественное соединение на глаз или с помощью специального тестера.
При выявлении этих неисправностей их сразу же устраняют за счет имеющихся деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Outcome
Ошибочно полагать, что самодельный аппарат не позволит эффективно выполнять необходимую работу. С помощью самодельного устройства с простой схемой сборки можно сваривать элементы, используя электрод диаметром до 5 миллиметров и длиной дуги до 10 миллиметров.
После включения в схему самодельного оборудования необходимо установить автоматический режим с определенным значением тока. Напряжение в проводе может быть около 100 вольт, что говорит о какой-то неисправности.
Для устранения проблемы нужно найти схему сварочного инвертора, разобрать ее и проверить, насколько правильно она собрана.
Благодаря такому самодельному аппарату сварщик может сваривать не только однородный темный металл, но и цветные металлы и различные сплавы.При сборке такого устройства, помимо азов электроники, также необходимо иметь свободный промежуток времени для воплощения задуманного.
Сварочный процесс с помощью инвертора — необходимая вещь в доме каждого мужчины для любых бытовых и промышленных целей.
В настоящее время наиболее популярным, функциональным и производительным сварочным оборудованием является инверторный сварочный аппарат.
Для сварки часто используется инвертор. Он компактен и прост в использовании.
В качестве силовых переключателей в таком оборудовании используются полевые транзисторы большой мощности
. Это позволило значительно уменьшить габариты и вес агрегата. На рынке представлен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип работы. Единственный недостаток, позволяющий избавиться от желания покупать такой агрегат, — это его довольно высокая стоимость. Однако можно приложить немного усилий и собрать инвертор самостоятельно.
Однако можно приложить немного усилий и собрать инвертор самостоятельно.
Особенности самодельного инверторного сварочного аппарата
Рассматриваемый инверторный сварочный аппарат состоит из следующих основных элементов:
- блок питания;
- драйверы ключа питания;
- силовой агрегат.
Самодельный инверторный сварочный аппарат будет иметь следующие характеристики:
- максимальное значение потребляемого тока — 32 А;
- — не более 250 А;
- Напряжение сети — 220 В.
Сварочный ток
Такой инверторный сварочный аппарат может без проблем сваривать электродом диаметром 3-5 мм и длиной дуги до 10 мм. По эффективности самодельный агрегат ничем не уступает готовым магазинным сварочным аппаратам.
Вернуться к содержанию
Подготовка к сборке сварочного аппарата
Для сборки агрегата необходимо:
- электротехническая сталь;
- хлопчатобумажная ткань;
- медных проводов;
- стекловолокно;
- .
Текстолит

Для стабилизации напряжения обмотки необходимо делать по всей ширине рамки. Всего в конструкции рассматриваемого инверторного сварочного аппарата будет 4 обмотки:
- первичный — состоит из 100 витков, ПЭВ 0.3 мм;
- три вторичные обмотки — одна на 15 витков (ПЭВ 1 мм), вторая — также на 15 витков (ПЭВ 0,2 мм), третья — на 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ним и силовой частью расположится лист металла. Он должен быть электрически прикреплен к корпусу инверторного сварочного аппарата.
Проводники будут использоваться для управления воротами. Их следует паять на минимальном расстоянии от транзисторов.Они должны закручиваться попарно друг с другом. Раздел особого значения не имеет. Длина проводников должна быть не более 15 см.
Перед сборкой инверторного сварочного аппарата необходимо внимательно изучить и разобраться в его принципиальной схеме.
Блок питания рассматриваемого устройства — традиционный обратноходовой.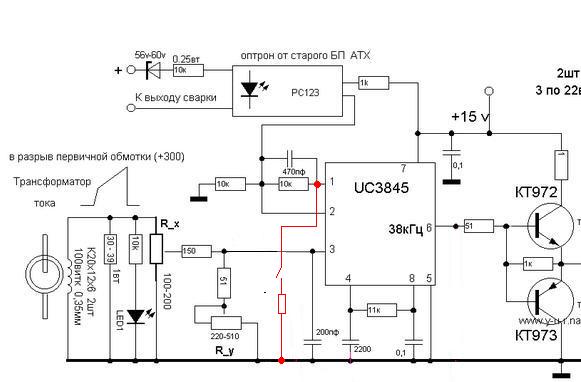 Первичную обмотку блока необходимо закрыть экранирующей обмоткой. Изготовлен из такой же проволоки. Наложенные витки должны полностью перекрывать первичные витки и иметь с ними одинаковое направление.Между обмотками устроена изоляция. Его можно сделать из лакированной ткани или малярного скотча.
Первичную обмотку блока необходимо закрыть экранирующей обмоткой. Изготовлен из такой же проволоки. Наложенные витки должны полностью перекрывать первичные витки и иметь с ними одинаковое направление.Между обмотками устроена изоляция. Его можно сделать из лакированной ткани или малярного скотча.
При настройке питания сварочного аппарата нужно подобрать такое сопротивление, чтобы напряжение, подаваемое на реле питания, составляло 20-25 В. Подбирать надежные и мощные элементы радиатора для входных выпрямителей. Для этого отлично подходят модели, которые использовались в старых компьютерах. Недорого их можно купить на радиорынке.
Цепь управления включает только 1 термодатчик.Он будет размещен внутри корпуса радиатора. На этом же радиорынке стоит купить ШИМ-контроллер для блока управления. Через его канал управления ток в дуге будет стабилизирован. Конденсатор будет определять напряжение ШИМ. Сила сварочного тока зависит от самого напряжения.
Вернуться к содержанию
Пошаговая инструкция по сборке инверторного сварочного аппарата
Для намотки дросселя используйте обмоточный провод.
Прежде всего подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радиотехники и электроники. Перед использованием деталей убедитесь, что они исправны.
Подберите готовый дроссель или сделайте на стальном магнитопроводе. Для изготовления обмотки дросселя используйте провод ПЭВ-2. Вам нужно сделать 175 витков.
Самыми доступными конденсаторами, которые можно использовать для сборки такого инверторного сварочного аппарата, являются конденсаторы К78.
Они широко использовались в старых телевизорах, поэтому найти их не составит труда. Рабочее напряжение конденсаторов должно быть не менее 1000 В. Если вы не можете найти конденсатор с требуемым напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.
Для сборки инвертора необходимо несколько транзисторов.
Приобрести несколько транзисторов КУ221А малой мощности. Вместо этого не стоит использовать один мощный транзистор, так как это снизит рабочую частоту и будет издавать неприятный громкий звук во время сварки.А неправильно подобранная мощность может привести к тому, что очень скоро потребуется проводить ремонт оборудования.
При сборке сварочного инвертора соблюдайте необходимые зазоры между обмотками и магнитными цепями. Уложить пластины печатной платы в обмотки. Это повысит электробезопасность сварочного аппарата и обеспечит достаточное охлаждение.
Далее необходимо прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы.Скобы могут быть изготовлены из медной проволоки диаметром от 3 мм. Платы изготовлены из печатной платы, покрытой фольгой. Для этого подойдет материал толщиной примерно 0,5-1 мм. В каждой плате следует подготовить 4 узких щели, за счет которых будет снижена нагрузка на выводы диодов.
После того, как вы переместите тумблер и светодиоды на лицевую сторону, вы практически получите готовое справочное устройство.
Установите все собранные блоки агрегата на основание.Его можно сделать из пластины гетинакса. Достаточно будет тарелки толщиной 0,5 см. В ее центре нужно сделать круглое окошко для вентилятора. Обязательно защитите последнюю решеткой. Между магнитопроводами должен быть воздушный зазор.
Переместите светодиоды и ручку переключения, а также кабельные зажимы и ручку переменного резистора к передней части основания. В результате вы получаете практически готовый сварочный аппарат. Эта конструкция должна быть помещена в корпус для печатной платы или винилового пластика.Стенки кожуха должны иметь толщину 4 мм и более. Поместите кнопку на держатель электрода. Он и подключенный к нему кабель должны быть надежно изолированы.
Вернуться к содержанию
Подключение самодельного сварочного аппарата
Готовый сварочный инвертор необходимо подключить к сети или к аккумулятору. Используйте зажимы для подключения к батарее. Обязательно соблюдайте полярность. Черный клип переходит в «-», а красный — в «+».Если есть соединение между аккумулятором и бортовой сетью, отключать его не нужно. В момент подключения выводов сварочного инвертора к аккумулятору должна появиться искра.
Черный клип переходит в «-», а красный — в «+».Если есть соединение между аккумулятором и бортовой сетью, отключать его не нужно. В момент подключения выводов сварочного инвертора к аккумулятору должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического отключения. При необходимости допускается использование удлинителя до 50 м.
Включите кнопку навесного оборудования. Если все в порядке, загорится зеленый светодиод. Он будет оставаться зеленым, пока напряжение аккумулятора не выйдет за допустимые пределы.
При подключении и использовании самодельного инвертора следует учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора от нагрузки напряжение аккумуляторной батареи упадет до 10,5 Вт и будет продолжать падать более 1 минуты, аппарат автоматически выключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости ремонта. Более короткие падения напряжения не повредят сварочному аппарату, аккумулятору или электросети.
Изготовить сварочный инвертор своими руками — вполне посильная задача даже для человека, поверхностно знакомого с электроникой.
Главное понимать, как работает прибор, и строго следовать инструкции. Многие думают, что самодельные приспособления не позволят им эффективно выполнять сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что нужно для сборки инвертора
Для того чтобы самому создать простейший сварочный инвертор потребуется:
Все это необходимо подготовить для того, чтобы собрать сварочный инвертор, на схеме такого устройства будет указано:
- драйверы ключа питания;
- силовой агрегат;
- силовой агрегат.
В данной сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- входной ток — 32 А;
- выходной ток 250 А.

Создание блока питания
Очень важно сделать правильный трансформатор для источника питания. Обеспечит стабильное напряжение … Трансформатор намотан на феррите шириной 7х 7, всего сформировано 4 обмотки:
- первичная (100 витков провода диаметром 0.3 мм)
- первая вторичная (15; 1 мм)
- вторая вторичная (15; 0,2 мм)
- третья вторичная (20; 0,3 мм)
Для начала нужно сделать первую обмотку и заизолировать ее стекловолокном. На него необходимо намотать слой экранирующего провода, его витки должны располагаться в том же направлении, что и витки самой обмотки.
Сделайте остальные обмотки таким же образом, не забывая изолировать их друг от друга.
Основная задача инвертора — преобразование переменного тока в постоянный.Для этого используются диоды, установленные по схеме «косой мост». Также необходимо подобрать подходящие резисторы для электрической схемы.
По этой схеме стоит собрать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их нужно просто установить на радиаторы. В качестве радиаторов можно использовать охлаждающие элементы от различных устройств. Прикрепите диоды к двум радиаторам, верхняя часть через слюдяную прокладку к одному, нижняя часть через термопасту ко второму.
В качестве радиаторов можно использовать охлаждающие элементы от различных устройств. Прикрепите диоды к двум радиаторам, верхняя часть через слюдяную прокладку к одному, нижняя часть через термопасту ко второму.
Выводы диодов должны быть направлены в том же направлении, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. Приварите лист металла к шкафу между блоком питания и инверторным блоком.
Сборка силового агрегата
Блок питания снижает напряжение, но увеличивает его мощность. Он также основан на трансформаторе. Требуется 2 ядра 20×208 шириной 2000 нм. Оберните такой трансформатор медной полосой шириной 40 мм и толщиной четверть миллиметра.Для обеспечения теплоизоляции оберните каждый слой прочной термобумагой. Вторичную обмотку сформируйте из трех медных полос, изолированных фторопластовой лентой.
Распространенная ошибка — делать обмотку понижающего трансформатора толстым проводом. Этот трансформатор работает с током высокой частоты , поэтому оптимальным будет использование широких проводов.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются высокочастотные размыкающие и замыкающие трансформаторы.
Вот схема этого блока:
Схема этого блока не такая простая, как предыдущий. А все из-за того, что эту деталь стоит собирать на базе нескольких мощных трансформаторов. Это уравновесит частоту, а также значительно снизит уровень шума во время сварки.
Для минимизации резонансных перенапряжений трансформатора и уменьшения потерь в транзисторном блоке в эту схему добавлены последовательно включенные конденсаторы.
Охлаждение
При инверторной сварке аппарат сильно нагревается, поэтому необходимо сделать систему охлаждения. Перегрев может привести даже к выходу из строя всего устройства. поэтому, помимо радиаторов, используются вентиляторы. Мощный вентилятор может охладить всю систему; его следует установить напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый горячий радиатор термодатчик, который сработает в случае перегрева и отключит всю систему. Также установите воздухозаборники, чтобы вентиляция работала лучше.
Сборка конструкции
Для окончательной сборки понадобится качественный футляр. Вы можете купить его или собрать самостоятельно из тонких листов металла. Закрепите блоки транзисторов скобами.
С помощью текстолита создайте электронные доски. При установке магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам необходимо приобрести и установить на свой инвертор ШИМ-контроллер, который будет стабилизировать силу тока и напряжение.Также на передней панели инвертора прикрепите органы управления: тумблер включения / выключения устройства, сигнальные светодиоды, кабельные зажимы и ручку регулируемого транзистора.
Изготовление инвертора своими руками, конечно, важно, но также важно правильно его диагностировать. Сначала подайте небольшой ток 15 В на ШИМ-контроллер и вентилятор.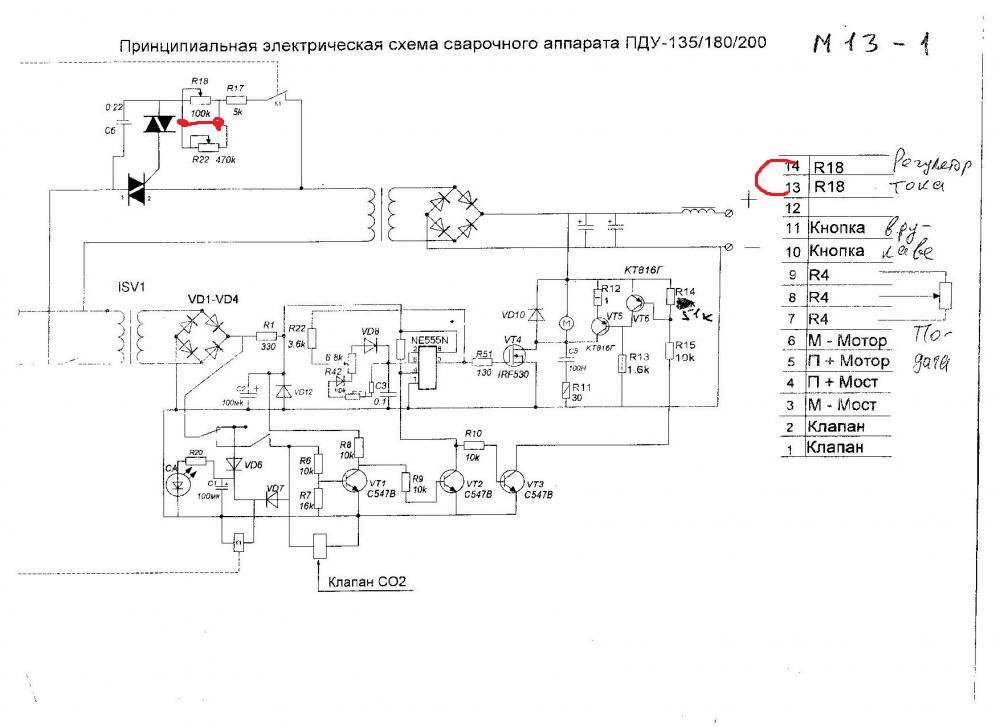 Таким образом, вы проверяете работоспособность контроллера и предотвращаете перегрев во время тестов.
Таким образом, вы проверяете работоспособность контроллера и предотвращаете перегрев во время тестов.
После зарядки конденсаторов подайте ток на реле, замыкающее резистор.Никогда не подавайте ток напрямую — может произойти взрыв. Проверьте, не закорочен ли резистор после включения реле. Также при его срабатывании на плате ШИМ будут формироваться прямоугольные импульсы, поступающие на оптопары. Так же проверьте правильность сборки диодного моста.
Используйте двухлучевой осциллограф, чтобы проверить правильность подключения фаз трансформатора. Подключите одну балку к первичной обмотке, вторую — к вторичной. Фазы импульсов должны быть одинаковыми. Сосредоточьтесь на шумах осциллографа. , это поможет вам решить, как вам нужно доработать блок-схему.
Обязательно проверьте время безотказной работы инвертора. Начните с 10 секунд и постепенно увеличивайте до 20 секунд и одной минуты.
Периодически проводите диагностику сварочного инвертора и не забывайте о его обслуживании. Ведь только при правильном уходе он прослужит вам долго.
Ведь только при правильном уходе он прослужит вам долго.
Инверторные сварочные аппараты
широко используются в строительной отрасли благодаря своей высокой производительности и небольшому весу.Однако не каждый может себе позволить себе такой инструмент. Единственный выход — сделать инвертор сварочный своими руками. Схем подобных устройств в интернете очень много. Многие из них сложные и дорогие, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют довольно низкую цену, простоту обслуживания, однако очень существенным недостатком является не только их вес, но и их зависимость от напряжения.Входная мощность электронного счетчика ограничена мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для сварки в домашних условиях, а также на предприятиях, около обеспечивает стабильное горение и поддержание сварочной дуги с использованием тока высокой частоты (кроме 50 Гц).
Сварочный инвертор — это обычный импульсный источник питания, работа которого основана на следующих принципах:
- Входное напряжение (питание от сети инвертора переменного тока 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразуется в высокочастотный переменный ток.
- Идет процесс преобразования напряжения за счет его уменьшения.
- Выпрямление и преобразование тока для частотно-безопасной сварки.
Благодаря этим моментам уменьшаются вес и габариты аппарата. Чтобы собрать инверторную сварку своими руками, необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом был огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварки.Для получения такой силы тока необходимо использовать проволоку большого диаметра, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания оказалось проще решить проблему с массой и габаритами, потому что габариты и вес самого трансформатора уменьшились в несколько десятков и сотен раз. Например, если увеличить частоту в 6 раз, можно уменьшить габариты трансформатора в и в 3 раза.Это приводит к значительной экономии материала.
Например, если увеличить частоту в 6 раз, можно уменьшить габариты трансформатора в и в 3 раза.Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, используемым в схеме инвертора, переключение происходит на частоте от 50 до 80 кГц. Эти транзисторы работают только при постоянном напряжении.
Как известно из курса физики, для получения постоянного напряжения используется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные синусоидальные напряжения. Но использование одного диода приводит к большим потерям, поэтому используется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Конденсаторный фильтр используется для получения нормального постоянного напряжения. После этих преобразований на выходе фильтра появляется постоянное напряжение выше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
Блок питания служит источником питания для схемы инвертора. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах от 50 до 90 кГц.По мощности такой трансформатор примерно такой же, как у его огромного собрата — сварочного силового трансформатора.
Модернизация такого аппарата становится легче, потому что благодаря его габаритам и весу появляются дополнительные возможности повышения устойчивости сварочного аппарата.
Выпускается огромное количество самодельных сварочных инверторов, схемы которых разнообразны по функционалу и способам установки. Разберем подробно каждую из самодельных моделей.
Изготовление резонансного инвертора
В качестве основы нужно использовать компьютерный блок питания форм-фактора AT, от которого потребуются кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, покупаются на рынке. Все комплектующие невысокой стоимости.
Тогда нужно определиться с параметрами инверторной сварки своими руками. Также возможно использование следующих характеристик:
Схема оборудования
Основная часть — задающий генератор собрана на микросхеме SG3524, которая используется во всех источниках бесперебойного питания.Инвертор имеет низкое энергопотребление около 2,5 кВт, что позволяет использовать его в квартире.
Трансформатор должен быть собран и сердечниками типа Е42, который используется в старых ламповых мониторах. Для изготовления таких трансформаторов нужно примерно 5 штук.
Для дросселя следует использовать другой трансформатор. Остальные элементы индуктивности собраны из сердечника 2000HM. Диоды и транзисторы необходимо устанавливать на радиаторы с КТП-8 или другой термопастой.Напряжение холостого хода составляет примерно 36 В при длине дуги от 4 до 5 мм, что позволяет работать с ней начинающим строителям. Выходные кабели должны быть обернуты ферритовыми трубками или ферритовыми кольцами от источника питания.
Конструктивной особенностью схемы является возникновение максимального тока в обмотке I при резонансе.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать устройство.
Предотвратить прилипание электрода
В данном случае используется транзистор IRF510, который является полевым. Кроме того, он также обеспечивает плавный пуск и прерывание входа на микросхеме SG3524:
- При высоких температурах срабатывает термодатчик.
- Отключение тумблером.
- Блокировка при коротком замыкании (коротком замыкании).
Простой сварочный аппарат
Данная модель рассчитана на напряжение 220 В и ток 32А, после преобразования его значение достигнет 280А.Этого значения вполне хватит для прочного шва на расстоянии до 1,5 сантиметра.
Схема и аксессуары
Главный элемент — трансформер, сделать его достаточно сложно, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7 × 7 или 8 × 8).
- Первичная обмотка состоит примерно из 100 витков и имеет диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и проволока диаметром 1 мм; 15 витков — 0.2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стекловолокно, текстолит, электротехническая сталь (для железной руды), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных агрегатов.
Рисунок 1 — Блок-схема инверторного сварочного аппарата
Пояснение к схеме:
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров), выполнен отдельно от силовой части.
Схема 2 — Принципиальная схема блока питания
Проводники (длиной не более 15 см) для управления затворами транзисторов необходимо припаять ближе к последним, причем жилы соединены попарно между собой, их сечение не играет роли.
Основа блока питания — понижающий трансформатор с сердечником Ø20 × 208 2000 нм, а II обмотка намотана в несколько слоев провода, изоляция которого не повреждена.Намотать вторичную обмотку необходимо следующим образом, изолируя слои: 3 слоя, затем прокладка из фторопласта, затем снова 3 слоя и снова прокладка из фторопласта. Делается это для увеличения сопротивления перегрузке … Затем на II обмотку ставим конденсатор не менее 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо на ферритовом сердечнике собрать трансформатор тока, подключенный к плюсу, а его сердечник обернуть термобумагой (кассовой лентой).Присоедините выпрямительные диоды к радиатору.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным назначением инверторного блока является процесс преобразования постоянного тока в переменный ток высокой частоты. Для этого используются мощные транзисторы, хотя в некоторых случаях можно заменить более мощный на 2 и более транзистора средней мощности.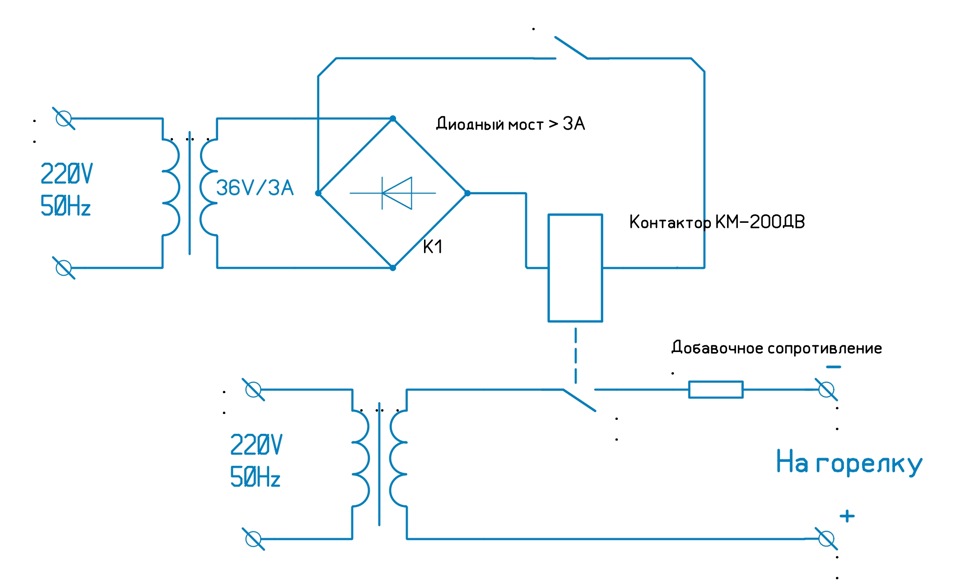
Неплохое охлаждение — важный элемент всего устройства. Для этого следует использовать кулеры от компьютерной техники, но не следует ограничиваться одним, потому что необходимо обеспечить достаточное охлаждение силовой цепи, радиаторы которой служат для отвода тепла, но это тепло необходимо отводить.Для полной защиты необходимо установить датчик температуры (устанавливается на ТЭН), из-за которого будет отключаться питание от сети.
Пайка, регулировка и проверка работоспособности
Пайка является ключевым моментом, потому что при правильном расположении деталей от этого зависят размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы установлены противоположно друг другу. Входная цепь рассчитана с запасом около 300 В.
Для настройки функции необходимо подключить широтно-импульсный модулятор к напряжению 15 В для питания кулера. Реле включается вместе с резистором R11 и должно выдавать 150 мА.
После проделанных манипуляций необходимо перейти непосредственно к проверке работоспособности устройства:
Если эта схема показалась очень сложной, то рассмотрим схему очень простого устройства.
Самый простой инверторный сварочный аппарат
Модель данного агрегата очень простая и бюджетная.Его легко собрать благодаря простой принципиальной схеме.
Весь процесс сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
Схема 4 — Схема простейшего сварочного инвертора своими руками
После сборки устройство должно быть настроено и диагностировано при первом запуске для выявления ошибок в работе.
Настройка инвертора:
Таким образом, можно собрать инвертор для сварки своими руками.Необязательно использовать сложные схемы, ведь радиолюбители нашли лучшее решение в бюджетном варианте. Причем уровень сложности схем варьируется от довольно сложных до простых. Чтобы собрать сварочный инвертор своими руками, необязательно покупать дорогие детали, но можно использовать подручные средства.
Сравнительно недавно на помощь профессиональным сварщикам и любителям пришел простой и эффективный сварочный аппарат — инвертор. При одинаковых характеристиках с другим оборудованием, аппаратами сварочный инвертор имеет вес, который в несколько раз меньше.
При одинаковых характеристиках с другим оборудованием, аппаратами сварочный инвертор имеет вес, который в несколько раз меньше.
Сначала ток подается на выпрямитель, после чего сглаживается фильтром, после чего получается постоянный ток. Через транзисторы постоянный ток снова становится переменным, но его частота уже не 50 Гц, а 20-50 кГц.
После этого снижается напряжение до 70-90В, а сила тока доводится до 200А, все это дает возможность того, что данный тип сварочного аппарата во многом превосходит другие аппараты. Ремонт такого оборудования сложнее, так как в нем много электроники.
Практически все схемы такого оборудования одинаковы, вот одна из них.
Схема сварочного инвертора
На фото пример реализации самоделки
В связи с тем, что инвертор работает по принципу преобразования токов высокой частоты, а не преобразования ЭДС, можно максимально уменьшить его габариты и вес, но чтобы отремонтировать его, необходимо иметь знания в область электротехники.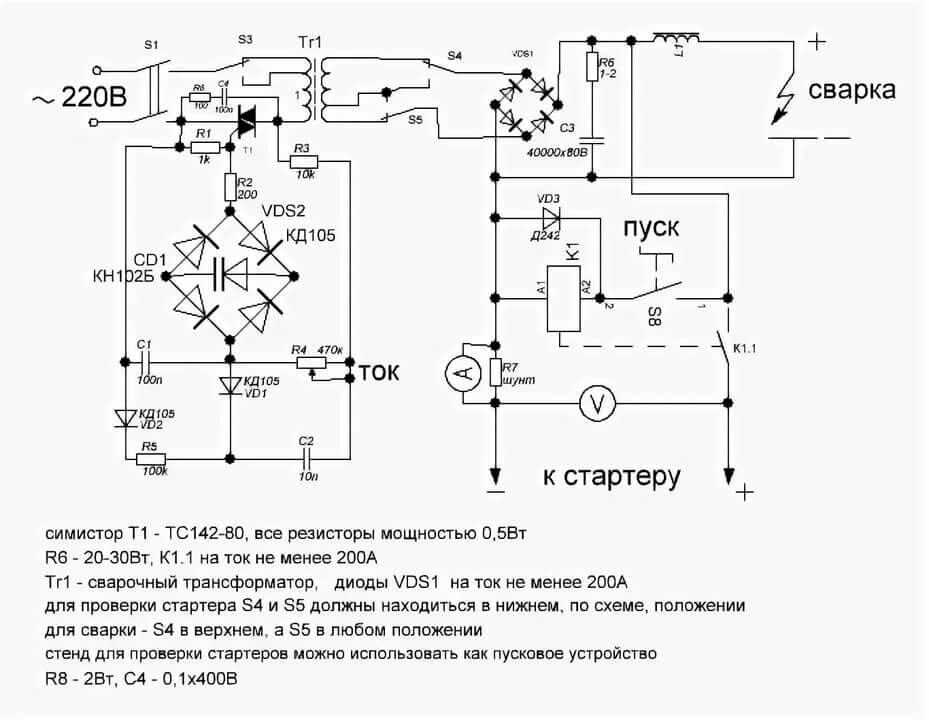
Если сварочный аппарат, выдающий ток 160А, весит около 15-18 кг, то инвертор с такими же характеристиками будет весить около 250 г, отремонтировать инвертор можно самостоятельно.
Как обычный инвертор, так и полуавтоматический инвертор можно сделать своими руками. Полуавтоматический инвертор в своем комплекте обычно помимо источника питания имеет механизм подачи проволоки, шланг для подачи газа и проволоки, горелку.
Изготовить самодельный полуавтомат сложнее, чем обычный аппарат, так как также необходимо сконструировать механизм подачи проволоки.
Но если вы все же решите сделать полуавтоматический инвертор своими руками, то такая мелочь не остановит вас на пути к достижению поставленной цели. Для поиска полуавтоматических схем можно воспользоваться специальной литературой или Интернетом. Поскольку в полуавтомате есть еще и питатель, он тоже может выйти из строя и может потребоваться ремонт.
Достоинства и недостатки
Одним из главных преимуществ такого сварочного аппарата является его небольшой вес.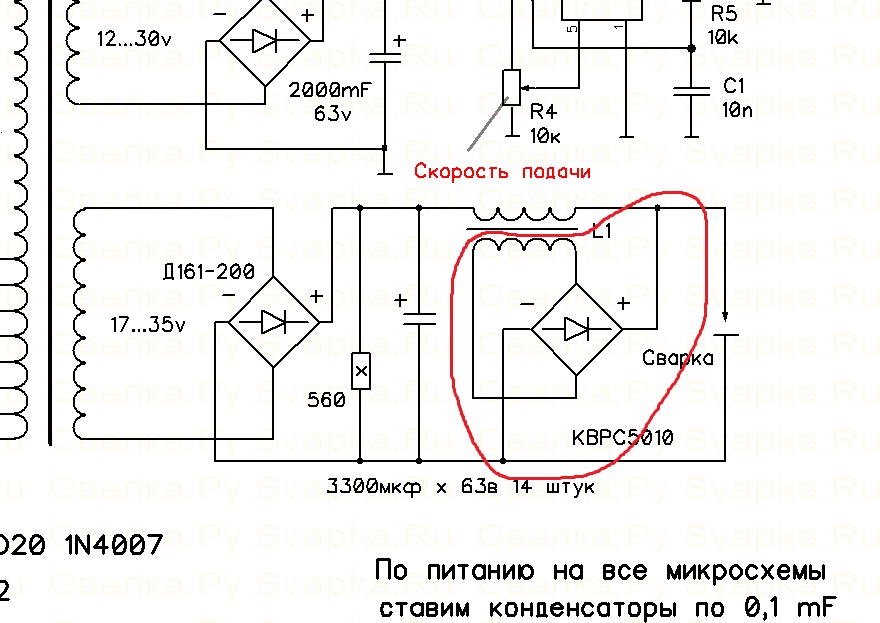 При работе с таким оборудованием можно использовать как электроды постоянного, так и переменного тока, поэтому можно варить чугун и цветные металлы.
При работе с таким оборудованием можно использовать как электроды постоянного, так и переменного тока, поэтому можно варить чугун и цветные металлы.
Сварочный ток можно регулировать в широком диапазоне, что позволяет использовать сварку TIG.
Если вы используете полуавтоматический инвертор, весь процесс упрощается за счет его частичной автоматизации. Полуавтоматический инвертор также в несколько раз меньше и легче аналогов.
Наличие такой функции как «Горячий старт» позволяет подавать максимальный ток при зажигании дуги, а функция «Anti-Sticking» снизит ток до минимального значения, в случае короткого замыкания все это облегчает зажигание дуги и предотвращает залипание электрода во время работы… Сделать такое устройство своими руками вполне реально.
И простой инвертор, и полуавтомат имеют общий недостаток — их цена в 2-3 раза выше, чем у аналогичных трансформаторных устройств. Такой прибор боится пыли, поэтому, чтобы продлить срок их службы и не делать дополнительных ремонтов, чистить его необходимо каждые 5-6 месяцев, это зависит от интенсивности его использования.
Такое оборудование боится морозов, поэтому его нельзя эксплуатировать при температуре ниже 15 градусов ниже нуля. Еще один недостаток и неудобство при эксплуатации — для подключения такого оборудования можно использовать кабель длиной не более 2,5 метров.
Поэтапная работа
Если вы решили изготовить такой инвертор своими руками, то должны понимать, что это тот самый трансформатор, который используется в микроволновой печи. Он состоит из двух катушек, на которые намотан изолированный медный провод. Одна из обмоток первичная, а другая вторичная.
Из-за того, что количество витков другое, ток подается на первичную катушку, а затем с помощью индукции во вторичной катушке напряжение уменьшается, а ток увеличивается в несколько раз.
Невозможно использовать СВЧ трансформатор сразу; это должно быть переделано. Это связано с тем, что в микроволновой печи она вырабатывает напряжение в несколько тысяч вольт, а для работы сварочного аппарата оно должно быть намного меньше.
Нам нужно следить за тем, чтобы ток увеличивался, а напряжение уменьшалось. Необходимо учитывать, что при получении большого тока электрод сгорит и испортит металл, а при малом токе качество сварки будет плохим.Чтобы не ремонтировать технику сразу после ее создания, необходимо правильно провести расчеты.
Для перемотки своими руками требуется вторичная обмотка, для этого сначала нужно аккуратно удалить старую обмотку. Намотать покрытый эмалью повод необходимо, все делать аккуратно, витки должны быть проложены один к одному и не повредить первичную обмотку. О толщине провода и количестве витков говорить не будем, так как все зависит от того, какой трансформатор вы будете переделывать.
После того, как вы намотаете необходимое количество витков, все нужно покрыть специальным токоизолирующим лаком.
Выбираем корпус и подключаем катушки
Если вы делаете самодельное устройство, вам необходимо найти для этого подходящий чехол. Надежно закрепляем один трансформатор за другим в выбранный корпус, после чего их первичная и вторичная обмотки соединяются.
При создании инверторов необходимо соединять первичные обмотки параллельно, а вторичные — последовательно.Такая конструкция позволит получать ток под нагрузкой около 60А, а выходное напряжение около 40 В, этого достаточно для проведения сварочных работ по дому.
Создаем систему охлаждения
Во время работы инверторы сильно нагреваются, поэтому их необходимо хорошо охлаждать. В этом случае мы придерживаемся следующей схемы: по обе стороны корпуса, напротив трансформаторов, устанавливаем вентиляторы, их можно взять от старого компьютера, их нужно установить так, чтобы они работали на вытяжку.
Чтобы обеспечить не только отвод теплого воздуха, но и подачу свежего воздуха, в корпусе необходимо своими руками проделать несколько десятков отверстий. Кабель можно приобрести в магазине, а держатель сделать своими руками или приобрести уже готовый.
При создании полуавтомата вам понадобится газовый баллон. В этом случае можно использовать, например, баллон от старого углекислотного огнетушителя или приобрести уже готовый баллон в магазине.
Особенности использования самоделок
После того, как вы подключите его к сети, контроллер автоматически установит значение сварочного тока, если напряжение на проволоке меньше ста вольт, это говорит о неисправности устройства.
С помощью инверторов можно сваривать не только черные, но и цветные металлы, а также тонкие листы. Если у вас есть определенные рабочие навыки и базовые знания в области электротехники, то сделать сварочный инвертор своими руками можно за один день.В среднем, чтобы купить его комплектующие, вам понадобится порядка 1000-1500 рублей, дома может быть много деталей.
Пример: потребляет 32 А, работает от 220 В, выдает до 250 А
Если вы обладаете достаточно глубокими познаниями в области электротехники и соответствующими рабочими навыками, то вы можете своими руками создать более сложный, но и более совершенный инвертор. Рассмотрим, как сделать его основные детали, а именно трансформатор, блок питания и сам сварочный трансформатор.
Рисунок 1. Схема электропитания
Для трансформатора используется феррит Ø 7 * 7 или 8 * 8. Первичная обмотка состоит из провода диаметром 0,3 мм в количестве ста витков, вторая вторичная обмотка имеет 15 витков диаметром 2 мм, третья вторичная обмотка имеет 15 витков диаметром 0,2 мм; четвертая вторичная обмотка — 20 витков диаметром 0,35 мм. Для создания постоянного напряжения обмотки необходимо уложить по всей ширине.
Рис.2 Схема инвертора
Для создания трансформатора с частотой 41 кГц нужно купить два Ш20х28 2000нм, чтобы обеспечить зазор, можно взять бумагу. Используется медная лента 10кв мм х 30 кв. Мм и выполняется 12вит х 4вит. Для создания обмотки берется медь 40х0,25 мм; в качестве утеплителя можно использовать глазированную бумагу
Для вторичной обмотки используется медный лист, а для изоляции слоев укладывается фторопластовая лента.
Для создания дросселя L2 на феррите Ш30х28 наматывают 5 витков провода сечением 25мм2, для обеспечения зазора используют два слоя бумаги.Для создания трансформатора тока возьмем два кольца К30х18х7. В качестве первичной обмотки провод пропущен через кольцо, а для создания вторичной наматывается 85 витков провода сечением 0,5 мм.
Как видите, для создания сварочного инвертора своими руками не требуется специального оборудования или дорогих запчастей, все можно сделать своими руками, а если изготовить инвертор самостоятельно, то его не будет. Вам сложно его отремонтировать.
Так же у нас есть ряд статей, которые посвящены производству оборудования собственными силами, подробнее смотрите обзорную статью про и, инструменты, которые понадобятся на дачном участке.
Если вы решили сделать фундамент своими силами, то рекомендуем сделать вибратор для бетона.
Схема сварочного инвертора
SMPS — Самодельные проекты схем
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями.Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска. Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Тр3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1.Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводниковых приборов является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт.С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, поскольку на радиатор не подается высокочастотное напряжение. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT — сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забыть масштабировать максимальный коэффициент нагрузки сварочного инвертора.Основываясь на измерениях, вы можете быть готовы выбрать правильный размер датчика обмотки, радиатора и т. Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 имеет два ферритовых EE сердечника, и оба они имеют сечение центральной колонны размером 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хороший вариант — использовать 20 витков первичной обмотки, намотав ее 14 проводами диаметром 0,5 мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Сердечник изготовлен из стали h32 с диаметром средней стойки 16мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичная обмотка имеет только 1 виток, вторичная обмотана 75 витками провода 0,4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания.Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает расход энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь для сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и я не заинтересован в изменении его конфигурации. Эта устарелая машина является первым поколением инверторных машин.
Это основное устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство выдает только постоянный ток, что очень удобно для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за его быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), что способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующего последующего окисление.Этот тонкий слой усложняет сварку, поэтому используется переменный ток.
Мое желание — сделать устройство, которое будет подключено между выводами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности в момент создания преобразователя постоянного тока в переменный. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимый расчет значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нахожу ее в Интернете и не знаю, где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что сварочный процесс может устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть объединены со ступенью привода полного моста. , как показано ниже:
Rt, Ct можно вычислить методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Чтобы узнать точную формулу, вы можете обратиться к этой статье.
Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
4 Популярные типы процедур сварки
Статья обновлена 3 июня 2021 г. и предлагает гораздо более подробную информацию о типах металлов, их использовании, методах сварки и расположении, а также о том, как учитываются состав и точки плавления различных металлов. В схемы процедур добавлена подробная инфографика.
Работа с металлом увлекательна и вдохновляет.По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют. Этот навык требует работы и практики, и его лучше всего усвоить с помощью и под руководством профессионалов отрасли.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Это внимание к деталям — вот что делает хорошего сварщика более разносторонним потенциальным сотрудником.Есть четыре основных типа сварочных процедур, которые студенты Lincoln Tech должны изучить, чтобы стать успешными сварщиками, работающими в этой области. Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG).Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла. Для этого метода требуется источник постоянного напряжения и постоянного тока, и он является наиболее распространенным промышленным процессом сварки, который включает в себя пластины и трубы с большим внутренним диаметром.
В процессе сварки GMAW / MIG используются четыре основных метода переноса металла:
- Шаровидный перенос обеспечивает более грубый сварной шов из-за размера капель металла и склонности к разбрызгиванию.Этот метод удобен для сварки толстых металлических листов в горизонтальном положении.
- Короткое замыкание работает, как следует из названия — сварочная проволока контактирует с основным металлом, быстро повторяясь, много раз в секунду. Поскольку в процессе сварки образуется небольшое количество брызг, этот метод можно использовать в любом положении сварки.
- Распылительный перенос передает крошечные капельки расплавленного металла с такой устойчивостью, что обеспечивает устойчивую контактную дуговую сварку во время процесса.Несмотря на то, что этот метод приводит к небольшому разбрызгиванию, его лучше всего использовать на толстых и плоских горизонтальных предметах.
- Импульсное распыление очень похоже на распыление, но использует импульс сильного и слабого тока для обеспечения периодов микроохлаждения. Благодаря такому типу поставки этот процесс можно использовать для обработки металлических листов различной толщины и практически во всех положениях сварки. Обратите внимание, что когда мы используем термин «охлаждение» при описании импульсного распыления, моменты более низкого напряжения, которые обеспечивают более холодный сварной шов, по-прежнему составляют несколько тысяч градусов по Фаренгейту.Он считается более холодным по сравнению с высоковольтной частью цикла. При любой сварке используются экстремальные температуры.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода. Это процесс дуговой сварки, в котором для создания сварного шва используется фиксированный плавящийся вольфрамовый электрод. Этот процесс занимает намного больше времени, чем сварка MIG, дуговой сваркой стержнем или порошковой проволокой.
Температуры плавления цветных металлов значительно различаются, поэтому необходимо соблюдать осторожность при определении состава основного металла.И нержавеющая сталь, и сталь содержат железо, однако, чтобы считаться нержавеющей сталью, металл должен содержать не менее 11% хрома. Углеродистая сталь плавится при температуре от 2600 до 2800 градусов F.
Присутствие 11% хрома в нержавеющей стали сужает этот температурный диапазон до отметки 2750 +/- градусов F. Но ничто не свидетельствует о сварочных навыках лучше, чем умение сваривать алюминий TIG. Этот навык требует твердой руки, натренированного взгляда и художественного чутья, чтобы создать гладкий, великолепный сварной шов.
Дуговая сварка защищенного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали и использования открытой V-образной канавки при сварке труб из низкоуглеродистой стали.
Жизненно важно, чтобы сварщик уметь сваривать до уровня, при котором его работа может пройти испытание на изгиб разрушающего типа.Хотя дуговая сварка защищенным металлом используется для соединения углеродистой стали, легированных сталей, нержавеющей стали, чугуна и высокопрочного чугуна, ее также можно использовать для обработки некоторых цветных металлов, таких как никель и медь. Редко используется на алюминии.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.Этот метод имеет множество переменных, что делает его применимым в различных сварочных проектах. Переменные часто зависят от модели используемого сварочного аппарата и от того, какой тип проволоки был выбран для применения.
Гибкость увеличивается за счет множества рабочих углов, уровней напряжения, используемой полярности, а также скорости подачи проволоки. Из-за возможности более высоких скоростей сварки вновь соединенный металл остывает быстрее. Если сварщик использует порошковую проволоку, он или она должны следить за пористостью сварного соединения.
Дуговую сварку порошковой проволокой лучше всего использовать на открытом воздухе или под промышленными вытяжными шкафами из-за большого количества дыма и дыма, образующихся в процессе сварки.
Обучение и трудоустройство в отрасли
Вышеупомянутые четыре типа сварки обычно используются в большинстве промышленных и строительных приложений и обеспечивают множество полезных и востребованных навыков. Каждый требует значительной практики и знаний. Программа Lincoln Tech Welding Technology обучает выпускников необходимым навыкам и знаниям, чтобы начать карьеру в этой области.
Узнайте, как сваривать в девяти центрах Lincoln Tech
Если вы готовы узнать больше о сварочной отрасли и подумываете о том, чтобы стать сварщиком, посетите одну из девяти школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; Мелроуз, Иллинойс; Нэшвилл, Теннесси; и Махва, штат Нью-Джерси.
Отсутствие навыков дает возможность трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть множество возможностей, открывающихся перед ними, когда они начнут искать работу.Сварщики часто ищут работу на производстве, в коммерческом строительстве, горнодобывающей промышленности, сельском хозяйстве, оптовой торговле, художественных ограждениях, а также в ремонте и обслуживании оборудования. Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Инвертор против сварочного аппарата трансформатора: что лучше для ваших нужд?
0
Последнее обновление
Электросварочные аппараты эксплуатируются более 100 лет. Как и любая другая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит. Вот подробное описание инверторных и трансформаторных сварочных аппаратов.Читать дальше!
Инверторный сварочный аппарат Обзор
Кредит: Рижка Назар, Shutterstock
.
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким допустимым напряжением. Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения.Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Лучшая эффективность
С помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной.Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережение
Инверторные сварочные аппараты не только энергоэффективны, но также обеспечивают безнапорное и бесплатное подключение.Эти инверторные сварочные аппараты являются идеальной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика.
Сопоставимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Холодильная установка
Эти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильность
Многие традиционные сварочные аппараты используют переменный ток (AC), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток. Он предотвращает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может быть погашена и зажжена до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBT
Эти инверторные сварочные аппараты могут быстро собирать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, поэтому вы можете полностью хранить ее в ограниченном пространстве.Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Это портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты с трансформатором — более традиционный вариант сварки. Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети.В основном они используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно являются наиболее экономичными.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 ампер, профессиональные и полупрофессиональные, до 300 ампер, а еще один — более 300 ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
Надежность
Большинство людей спорят о надежности сварщика. На протяжении почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
.
Возможные ограничения
Общая тенденция состоит в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество разнообразных процедур с меньшей надежностью.
Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить довольно долго. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотите приобрести дополнительное оборудование, которое будет иметь такую же производительность, что и инверторный сварочный аппарат? Или вам требуется надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, что обеспечивается инверторным сварочным аппаратом?
Простои
Некоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, из-за дополнительных загрязняющих веществ в воздухе и высокой влажности.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоев, которые могут у вас возникнуть.Если окружающая среда, в которой вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты для трансформаторов — это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка сантехнических трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеален для ремонта фермы.
- Сварщик не требует обслуживания.
- Текущие расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
Инвертор против сварочного аппарата трансформатора: что подходит именно вам?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Начнем прямо сейчас!
Стойкость
По сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете упаковать большую мощность в небольшой легкий корпус.
Стоимость
Между сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это зависит от стоимости с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость, как правило, завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Сварочные аппараты с инвертором
также потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
Масса
По сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформаторов не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективность
За последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Однако по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и, следовательно, вам не нужно покупать генератор или большую розетку на 220 В.
В инверторных сварочных аппаратах долгое время использовался DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности.
Качество сварных швов
Раз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать трансформаторный сварочный аппарат.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что усовершенствованная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий цикл
Как правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов из-за размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако в традиционных сварочных аппаратах с трансформатором детали намного больше и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератора
Эффективность означает, что использование энергии генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
Функциональность
По сравнению с традиционными трансформаторными сварочными аппаратами, характеристики высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще и им не нужно «бороться» с дугой.
В основном это происходит из-за способности инверторных сварочных аппаратов иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного сварочного аппарата для стержневой сварки это печально известно, если не непрактично.
Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
В некоторых инверторных сварочных аппаратах используется более старая технология MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
| Когда использовать инверторный сварочный аппарат | Когда использовать трансформаторный сварочный аппарат |
| Внутри в регулируемой среде | В пыльной и грязной среде |
| Вы можете использовать его на многих типах недрагоценных металлов | Вы можете использовать его изо дня в день на одном и том же металле |
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования.