Центровка валов электродвигателей. Как центровать электродвигатель и насос
Центровка насоса с редуктором и электродвигателем
из "Насосы в химической промышленности"
Под центровкой понимают проверку соосности цилиндров и направляющих поршневого насоса проверку положения ротора в расточках для концевых уплотнений центробежного насоса проверку совпадения направления осей валов (роторов) насоса, редуктора и электродвигателя. [c.109] Из этих видов центровки наиболее распространен последний, проводимый по полумуфтам. Последовательным поворотом полумуфт на 90° в пределах окружности и проведением замеров по окружности полумуфт определяют пересечение осей валов (роторов). [c.109] Перед центровкой необходимо убедиться в том, что валы центруемых машин свободно, не задевая за уплотнения, вращаются в подшипниках шейки валов чисты, смазаны, не имеют повреждений и нормально прилегают к вкладышам вкладыши плотно прилегают к своим постелям. При жестких муфтах центрирующие выступы полумуфт не должны касаться друг друга. Если нет специальных указаний, то при центровке агрегата с редуктором за базу принимают редуктор, валы которого укладывают горизонтально, а затем проводят центровку агрегата от полумуфт в сторону двигателя и в сторону агрегата. В агрегатах без редуктора электродвигатель прицентровыва-ют к выверенному и закрепленному агрегату. [c.110] Полумуфты центруемых валов с установленными на них приспособлениями совмещают по маркировкам, соответствующим их взаимному положению, и устанавливают маркировками вверх. С помощью линейки на полумуфтах делают отметки мелом, разделяющие окружности полумуфт на четыре равные части (по вертикали и горизонтали). В процессе центровки обе полумуфты вращают совместно в направлении вращения компрессора. От начального положения (маркировки вверху) полумуфты последовательно поворачивают на 90, 180, 270 и 360°, т. е. каждый раз на четверть окружности (в соответствии с отметками мелом). В каждом положении полумуфты проводят пять замеров (рис. 3.7) один по окружности (а) и четыре — по торцу (б —64). Результаты центровки заносят в таблицу, а общий результат записывают в карту измерений (рис. 3.8), в которой внутри кругов помещают данные центровки по торцу, а снаружи — центровки по окружности. В карту измерений заносят средний результат двух замеров при втором замере уровень следует повернуть на 180°. [c.110] Поскольку при каждом повороте полумуфт торцевые зазоры замеряют в четырех точках, расположенных на концах двух взаимно перпендикулярных диаметров, то осевые смещения, возможные при повороте валов, не влияют на результаты центровки. На результаты не влияет также некоторая эксцентричность посадки муфт, так как полумуфты центруемых валов совмещены по маркировкам, и их поворачивают одновременно. [c.110] Результаты измерений для каждой контролируемой точки на муфте суммируют, а для получения среднего значения суммы делят на число измерений в этой точке. Для ясности представления о центровке результирующую запись упрощают, для чего из полученных данных вычитают наименьшее значение тогда хотя бы одна точка должна получиться со значением нуль ( приведенная запись центровки). Разность замеров в диаметрально противоположных точках окружности полумуфт покажет, есть ли расцентровка и каковы ее значение и характер. [c.111] При диаметре муфты менее или более 500 мм указанные допустимые значения должны быть уменьшены или увеличены пропорционально отношению диаметров муфт. [c.112] Обычно центровку исправляют изменением положения вкладышей эту операцию выполняют, например, подшабриванием установочных колец. [c.112] При центровке вертикальных центробежных агрегатов, не имеющих опорных подшипников, необходимо ротор электродвигателя прицентровывать к ротору агрегата. [c.112] Проверку вертикальности ротора агрегата или электродвигателя и линии сопряжения валов проводят по четырем точкам с помощью индикатора. Индикаторы следует устанавливать над верхним направляющим подшипником и у фланца вала ротора. Отклонение от вертикали сопряженных валов агрегата и электродвигателя не должно превышать 0,02 мм на 1 м между муфтами сопряженных валов должна проходить пластина щупа толщиной не более 0,05 мм на глубину не более 10 мм. [c.112] Полученные значения заносят в карту измерений (см. рис. 3.8). [c.113] В результате проверки центровки валов по полумуфтам получены значения, приведенные на рис. 3.10. Эти значения получают как разность между максимальными средними и минимальными средними значениями соответствующих осевых и радикальных зазоров. [c.113] Подъем подшипника вверх и его перемещение вправо (если смотреть со стороны полумуфты, на которой закреплено приспособление для центровкн) считают положительными (+) опускание подшипника вниз и перемещение его влево считают отрицательными (—). [c.113] Для устранения этого излома необходимо задний подшипник ротора 2 поднять на 6b/i = 0,28-5,6= 1,57 мм передний подшипник поднять на 6b/j= = 0,28 0,6 = 0,17 мм. [c.113] Таким образом, для устранения излома и радиального смещения роторон в вертикальной плоскости необходимо задний подшипник ротора 2 поднять на ба/1- -Лв= 1,57+0,07= 1,64 мм передний подшипник ротора 2 поднять на бв/а- --4в=0,17- -0,07 = 0,24 мм. . [c.114] Для устранения этого излома необходимо задний подшипник ротора 2 сместить влево на бг/ = —0,515-5,6=—2,9 мм передний подшипник сместить влево на бг/2=—0,515 0,6=—0,31 мм. [c.114] Таким образом, для устранения излома и радиального смещения роторов в горизонтальной плоскости необходимо задний подшипник ротора 2 сместить влево на бг/1+-4г = —2,9+0,04 = 2,86 мм передний подшипник сместить влево на бг/2+ 4г = 0,31+0,04 = 0,27 мм. [c.114] Устанавливают ножку одного индикатора на образующую полумуфты, а ножки двух других упирают в торец полумуфты. [c.114] Пример центровки роторов по полумуфтам с помощью трех индикаторов. [c.115] В результате проверки центровки роторов (см. рис. 3.11, а) получены следующие значения (показанные на рис. 3.11,6). [c.115]Вернуться к основной статье
chem21.info
Центровка валов электродвигателей | Бесплатные дипломные работы на DIPLOMKA.NET
Выверка и наладка передач, соединяющих валы двигателя и машины, необходимы для нормальной работы электропривода. Они выполняются в процессе монтажа электропривода и заключаются в том, чтобы добиться необходимого расположения электродвигателя относительно закрепленной рабочей машины. Их взаимное расположение определяется видом передач. Различные передачи выверяют различными способами. Достаточно трудоемкой является выверка непосредственных соединений валов электродвигателя и рабочей машины или механизма с помощью муфт. Для нормальной работы электропривода здесь требуется такое взаимное расположение ЭД и производственного механизма, при котором оси их валов находились бы на одной прямой линии. Подобную выверку передачи часто называют центровкой. Добиться точного выполнения этих требований бывает трудно, поэтому допускаются некоторые отклонения от них. К высокоскоростным электроприводам и жестким соединениям (например, с помощью поперечносвертной муфты) предъявляются более жесткие требования, чем к низкоскоростным электроприводам и эластичным (упругим) соединениям. Непосредственные соединения выверяют в два приема: предварительно и окончательно. Предварительная выверка может выполняться с помощью металлической линейки (без специальных приспособлений) следующим образом. Линейку прикладывают ребром к ободу в верхней точке полумуфты на валу машины и проверяют, есть ли зазор между ребром линейки и второй полумуфтой. При наличии зазора под лапы электродвигателя подбивают стальные прокладки толщиной 0,5—0,8 мм до его ликвидации. Если таких прокладок требуется более трех-четырех, их заменяют одной соответствующей толщины, так как большое число прокладок нарушает центровку двигателя при закреплении. Осевое смещение определяют, прикладывая линейку к боковым поверхностям полумуфт, а осевые зазоры устраняют поворотом электродвигателя в горизонтальной плоскости. При высокой точности центровки пользуются специальными скобами, которые закрепляют на ступицах обеих полумуфт с помощью болтов и хомутов (рисунок 8, а). Зазоры А и Б замеряют с помощью щупов в четырех точках по окружности через 90°, начиная с верхней точки. Изменяя положение вала электродвигателя, добиваются равенства одноименных зазоров при любом угле поворота. 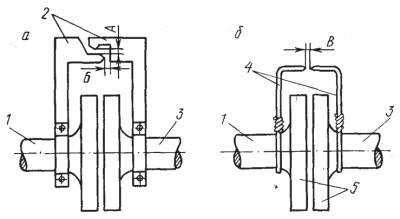 Рисунок 8 – Выверка соосности валов электродвигателя и машины при соединении их муфтами: а — с помощью скоб; б — с помощью изогнутых проволок; 1 — вал машины; 2 — скобы; 3 — вал электродвигателя; 4 — проволока; 5 — полумуфты. Выверку соединений муфтами валов двигателя и рабочей машины в производственных условиях часто выполняют с помощью двух жестких проволок, закрепленных на ступицах обеих полумуфт. Свободные концы предварительно заточенных на конус проволок загибают навстречу друг другу буквой Г (рисунок 8, б). Между остриями стрелок оставляют небольшой зазор (до 1 мм). Обе полумуфты скрепляют болтом (не жестко) и вращают от руки. Изменение зазоров между проволочками в очках 0°, 90°, 180° и 270° замеряют щупом или определяет визуально. При вращении полумуфт добиваются такого положения двигателя в вышеуказанных точках, чтобы зазоры не изменялись. Электродвигатели с выверенной передачей закрепляет на опорном основании с помощью болтов и гаек и снова выверяют точность установки, так как при закреплении центровка может быть нарушена. При выверке ременных передач добиваются, чтобы валы электродвигателя и рабочей машины были параллельны, а поперечные оси шкивов находились на одной прямой. Несоблюдение этих условий при плоскоременной передаче приводит к спаданию ремня, а при клиноременной — к преждевременному ее изнашиванию. В зависимости от межосевого расстояния выверку можно осуществлять металлической линейкой (при малом), либо с помощью нитки или тонкой проволоки (при любом межцентровом расстоянии). При одинаковой ширине шкивов двигатель перемещают до тех пор, пока натянутая нитка не коснется одновременно четырех диаметрально противоположных точек на торцах обоих шкивов. Если межцентровое расстояние небольшое, то для этой цели удобнее пользоваться металлической линейкой, которую прикладывают к шкивам боковой поверхностью (ребром) и добиваются касания четырех диаметрально противоположных точек шкивов. Если ширина шкивов различная, выверочную линейку прикладывают ребром к двум диаметрально противоположным точкам на торце большего шкива и добиваются, чтобы зазоры между линейкой и крайними точками на торце меньшего шкива были равны половине разности ширины шкивов. В случае, если межосевое расстояние больше длины линейки, то выверить передачу можно с помощью отвесов, переброшенных через поперечные оси шкивов, под которыми натянута нитка. После выверки передачи электродвигатель закрепляют на опорном основании, передачу закрывают защитным кожухом, обмотки двигателя соединяют по соответствующей схеме и подключают к источнику питания.
Рисунок 8 – Выверка соосности валов электродвигателя и машины при соединении их муфтами: а — с помощью скоб; б — с помощью изогнутых проволок; 1 — вал машины; 2 — скобы; 3 — вал электродвигателя; 4 — проволока; 5 — полумуфты. Выверку соединений муфтами валов двигателя и рабочей машины в производственных условиях часто выполняют с помощью двух жестких проволок, закрепленных на ступицах обеих полумуфт. Свободные концы предварительно заточенных на конус проволок загибают навстречу друг другу буквой Г (рисунок 8, б). Между остриями стрелок оставляют небольшой зазор (до 1 мм). Обе полумуфты скрепляют болтом (не жестко) и вращают от руки. Изменение зазоров между проволочками в очках 0°, 90°, 180° и 270° замеряют щупом или определяет визуально. При вращении полумуфт добиваются такого положения двигателя в вышеуказанных точках, чтобы зазоры не изменялись. Электродвигатели с выверенной передачей закрепляет на опорном основании с помощью болтов и гаек и снова выверяют точность установки, так как при закреплении центровка может быть нарушена. При выверке ременных передач добиваются, чтобы валы электродвигателя и рабочей машины были параллельны, а поперечные оси шкивов находились на одной прямой. Несоблюдение этих условий при плоскоременной передаче приводит к спаданию ремня, а при клиноременной — к преждевременному ее изнашиванию. В зависимости от межосевого расстояния выверку можно осуществлять металлической линейкой (при малом), либо с помощью нитки или тонкой проволоки (при любом межцентровом расстоянии). При одинаковой ширине шкивов двигатель перемещают до тех пор, пока натянутая нитка не коснется одновременно четырех диаметрально противоположных точек на торцах обоих шкивов. Если межцентровое расстояние небольшое, то для этой цели удобнее пользоваться металлической линейкой, которую прикладывают к шкивам боковой поверхностью (ребром) и добиваются касания четырех диаметрально противоположных точек шкивов. Если ширина шкивов различная, выверочную линейку прикладывают ребром к двум диаметрально противоположным точкам на торце большего шкива и добиваются, чтобы зазоры между линейкой и крайними точками на торце меньшего шкива были равны половине разности ширины шкивов. В случае, если межосевое расстояние больше длины линейки, то выверить передачу можно с помощью отвесов, переброшенных через поперечные оси шкивов, под которыми натянута нитка. После выверки передачи электродвигатель закрепляют на опорном основании, передачу закрывают защитным кожухом, обмотки двигателя соединяют по соответствующей схеме и подключают к источнику питания. 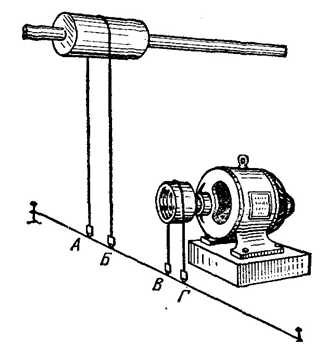 Рисунок 9 – Выверка установки электродвигателя с ременной передачей при разной ширине шкивов Перед окончательным закреплением выверяют горизонтальное положение двигателя, а также совпадение его оси с осью вала приводимого механизма (выверка линии валов). При ременной передаче такую выверку выполняют с помощью стальных линеек, прикладываемых к торцам шкивов (при одинаковой их ширине). Если ширина шкивов разная, выверку делают шнуровыми отвесами (рисунок 9). От приводимого шкива до пола опускают два отвеса Л и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
Рисунок 9 – Выверка установки электродвигателя с ременной передачей при разной ширине шкивов Перед окончательным закреплением выверяют горизонтальное положение двигателя, а также совпадение его оси с осью вала приводимого механизма (выверка линии валов). При ременной передаче такую выверку выполняют с помощью стальных линеек, прикладываемых к торцам шкивов (при одинаковой их ширине). Если ширина шкивов разная, выверку делают шнуровыми отвесами (рисунок 9). От приводимого шкива до пола опускают два отвеса Л и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
diplomka.net
Центровка валов (Электродвигатели, способы их монтажа)
Выверка и наладка передач, соединяющих валы двигателя и машины, необходимы для нормальной работы электропривода. Они выполняются в процессе монтажа электропривода и заключаются в том, чтобы добиться необходимого расположения электродвигателя относительно закрепленной рабочей машины. Их взаимное расположение определяется видом передач. Различные передачи выверяют различными способами.
Достаточно трудоемкой является выверка непосредственных соединений валов электродвигателя и рабочей машины или механизма с помощью муфт. Для нормальной работы электропривода здесь требуется такое взаимное расположение ЭД и производственного механизма, при котором оси их валов находились бы на одной прямой линии. Подобную выверку передачи часто называют центровкой. Добиться точного выполнения этих требований бывает трудно, поэтому допускаются некоторые отклонения от них. К высокоскоростным электроприводам и жестким соединениям (например, с помощью поперечносвертной муфты) предъявляются более жесткие требования, чем к низкоскоростным электроприводам и эластичным (упругим) соединениям.
Непосредственные соединения выверяют в два приема: предварительно и окончательно. Предварительная выверка может выполняться с помощью металлической линейки (без специальных приспособлений) следующим образом. Линейку прикладывают ребром к ободу в верхней точке полумуфты на валу машины и проверяют, есть ли зазор между ребром линейки и второй полумуфтой. При наличии зазора под лапы электродвигателя подбивают стальные прокладки толщиной 0,5—0,8 мм до его ликвидации. Если таких прокладок требуется более трех-четырех, их заменяют одной соответствующей толщины, так как большое число прокладок нарушает центровку двигателя при закреплении. Осевое смещение определяют, прикладывая линейку к боковым поверхностям полумуфт, а осевые зазоры устраняют поворотом электродвигателя в горизонтальной плоскости.
При высокой точности центровки пользуются специальными скобами, которые закрепляют на ступицах обеих полумуфт с помощью болтов и хомутов (рисунок 8, а). Зазоры А и Б замеряют с помощью щупов в четырех точках по окружности через 90°, начиная с верхней точки. Изменяя положение вала электродвигателя, добиваются равенства одноименных зазоров при любом угле поворота.
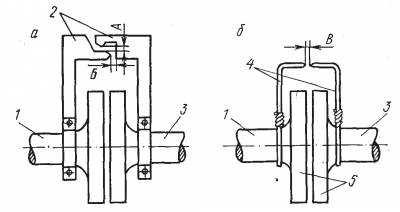
Рисунок 8 – Выверка соосности валов электродвигателя и машины при соединении их муфтами: а — с помощью скоб; б — с помощью изогнутых проволок; 1 — вал машины; 2 — скобы; 3 — вал электродвигателя; 4 — проволока; 5 — полумуфты.
Выверку соединений муфтами валов двигателя и рабочей машины в производственных условиях часто выполняют с помощью двух жестких проволок, закрепленных на ступицах обеих полумуфт. Свободные концы предварительно заточенных на конус проволок загибают навстречу друг другу буквой Г (рисунок 8, б). Между остриями стрелок оставляют небольшой зазор (до 1 мм). Обе полумуфты скрепляют болтом (не жестко) и вращают от руки. Изменение зазоров между проволочками в очках 0°, 90°, 180° и 270° замеряют щупом или определяет визуально. При вращении полумуфт добиваются такого положения двигателя в вышеуказанных точках, чтобы зазоры не изменялись.
Электродвигатели с выверенной передачей закрепляет на опорном основании с помощью болтов и гаек и снова выверяют точность установки, так как при закреплении центровка может быть нарушена.
При выверке ременных передач добиваются, чтобы валы электродвигателя и рабочей машины были параллельны, а поперечные оси шкивов находились на одной прямой. Несоблюдение этих условий при плоскоременной передаче приводит к спаданию ремня, а при клиноременной — к преждевременному ее изнашиванию.
В зависимости от межосевого расстояния выверку можно осуществлять металлической линейкой (при малом), либо с помощью нитки или тонкой проволоки (при любом межцентровом расстоянии). При одинаковой ширине шкивов двигатель перемещают до тех пор, пока натянутая нитка не коснется одновременно четырех диаметрально противоположных точек на торцах обоих шкивов. Если межцентровое расстояние небольшое, то для этой цели удобнее пользоваться металлической линейкой, которую прикладывают к шкивам боковой поверхностью (ребром) и добиваются касания четырех диаметрально противоположных точек шкивов.
Если ширина шкивов различная, выверочную линейку прикладывают ребром к двум диаметрально противоположным точкам на торце большего шкива и добиваются, чтобы зазоры между линейкой и крайними точками на торце меньшего шкива были равны половине разности ширины шкивов. В случае, если межосевое расстояние больше длины линейки, то выверить передачу можно с помощью отвесов, переброшенных через поперечные оси шкивов, под которыми натянута нитка.
После выверки передачи электродвигатель закрепляют на опорном основании, передачу закрывают защитным кожухом, обмотки двигателя соединяют по соответствующей схеме и подключают к источнику питания.
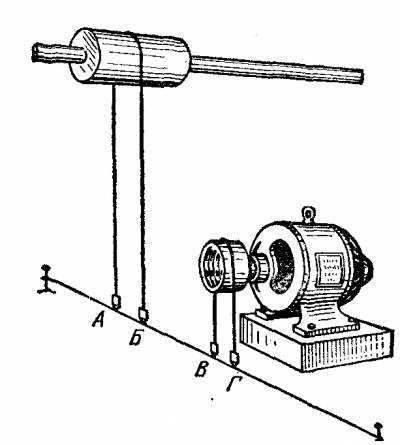
Рисунок 9 – Выверка установки электродвигателя с ременной передачей при разной ширине шкивов
Перед окончательным закреплением выверяют горизонтальное положение двигателя, а также совпадение его оси с осью вала приводимого механизма (выверка линии валов). При ременной передаче такую выверку выполняют с помощью стальных линеек, прикладываемых к торцам шкивов (при одинаковой их ширине). Если ширина шкивов разная, выверку делают шнуровыми отвесами (рисунок 9). От приводимого шкива до пола опускают два отвеса Л и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
diplomka.net
Центровка насосов и электродвигателей в авторизованном центре в Ростове-на-Дону
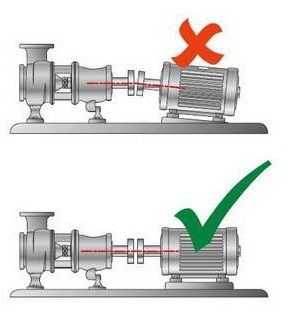
При транспортировке насосов к месту установки нередко происходит смещение расположенных на одной оси валов насоса и электродвигателя. Для того чтобы в дальнейшем насос функционировал нормально и не возникла угроза выхода из строя тех или иных узлов, при установке обязательно должна производиться центровка насоса и электродвигателя.
Что это значит?Это значит, что при установке валов насоса и его электродвигателя на общую плиту производится замер их перекоса в горизонтальной и вертикальной плоскостях. В случае чрезмерного перекоса при помощи специальных прокладок они центрируются поосно. В случае, если центровка насосов не была произведена при установке насоса на рабочую поверхность или была произведена некачественно, вибрация агрегата может разрушить и электродвигатель и сами валы.
Центровка насосов и электродвигателей в авторизованном сервисном центре в Ростове-на-Дону
 Центровка валов насоса и электродвигателя – это одна из наиболее востребованных услуг при установке и отладке работы подобных агрегатов, а также при любом их сервисном обслуживании. Компания «Приз» имеет богатый опыт проведения этой операции и располагает специализированным авторизированным сервисным центром в Ростове-на-Дону. В нашем распоряжении имеется оборудование не только для механической, но и для весьма востребованной в последние годы лазерной центровки валов насосов. Сервисный центр компании «Приз» работает не только с отечественными, но и с импортными насосами. Процедура осуществляется в течение нескольких часов, поэтому надолго прерывать работу насоса не придется.
Центровка валов насоса и электродвигателя – это одна из наиболее востребованных услуг при установке и отладке работы подобных агрегатов, а также при любом их сервисном обслуживании. Компания «Приз» имеет богатый опыт проведения этой операции и располагает специализированным авторизированным сервисным центром в Ростове-на-Дону. В нашем распоряжении имеется оборудование не только для механической, но и для весьма востребованной в последние годы лазерной центровки валов насосов. Сервисный центр компании «Приз» работает не только с отечественными, но и с импортными насосами. Процедура осуществляется в течение нескольких часов, поэтому надолго прерывать работу насоса не придется.
Когда стоит прибегать к помощи специалистов для центровки полумуфт насоса?
Центровка полумуфт насоса и электродвигателя должная производиться при превышении допустимого перекоса по осям. Рассчитывается этот допустимый перекос в зависимости от скорости вращения вала для каждого типа муфт индивидуально (см. ниже).
|
Скорость вращения вала (об/мин) |
Допустимый перекос (мм) | ||
| Для жестких муфт | Для упругих пальцевых муфт | Для зубчатых муфт | |
| >3000 | 0,02 | 0,04 | 0,08 |
| ≤3000 | 0,04 | 0,06 | 0,10 |
| 1500 | 0,06 | 0,08 | 0,12 |
| 750 | 0,08 | 0,10 | 0,15 |
| 500 | 0,10 | 0,15 | 0,20 |
Приведенная таблица предназначена для муфт диаметром 500 мм. В случае диаметра больше или меньше 500 мм, эти значения должны пропорционально увеличиваться или уменьшаться соответственно.
3 факта о центровке валов насосов и электродвигателей в Компании "Приз"

- Точечная центровка с точностью в сотые доли миллиметра. Благодаря современному оборудованию центровка насоса и электродвигателя осуществляется и механическим, и лазерным способом. Мы работаем как с отечественными, так и с иностранными насосами.
- Выдача протокола центровки валов насосов. По итогам работы клиентам выдается акт, в котором будут указаны все установленные параметры.
- Гарантия на работу. Компания «Приз» выдает гарантийные талоны и осуществляет сервисное обслуживание насосов на постоянной основе.
Как работает сервисная служба по центровке валов?
Служба по центровке валов компании «Приз» осуществляет центровку валов непосредственно на месте установки насоса. Для проведения всех процедур потребуется два приезда специалистов. В первый раз будет произведен осмотр насоса с целью определения необходимого для центровки инвентаря (с учетом габаритов насоса), а во второй будет осуществлена сама процедура.
Компания «Приз» располагает штатом опытных специалистов, которые оперативно и качественно проведут центровку валов насоса. Гарантии нашей работы основаны на богатом опыте проведения подобных процедур.
Связаться с консультантом
Если у вас возникли вопросы, свяжитесь с нашими консультантами любым удобным для вас способом:
prizcom.ru
Центрирование валов горизонтальных насосных агрегатов - Вспомогательное оборудование - Каталог статей
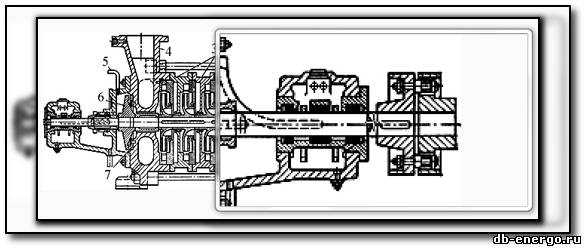
Центрирование вала электродвигателя с валом насоса проверяют после того, как насос окончательно выверен и закреплен на раме (фундаменте). Меняя толщины подкладок под опорами электродвигателя или под его рамой, если она изготовлена отдельно от рамы насоса, добиваются, чтобы полумуфты были концентричны, а их торцовые поверхности параллельны.
При выверке электродвигателя следят за тем, чтобы зазор между торцами полумуфт был выдержан в соответствии с установочным чертежом. Для проверки центрирования на ободах полумуфт закрепляют приспособления — центровочные скобы. Зазоры в местах 2 и 3 должны быть в пределах 0,5—0,8 мм. Для получения правильных результатов центрирования роторов насосного агрегата одновременно проворачивают роторы насоса и электродвигателя.
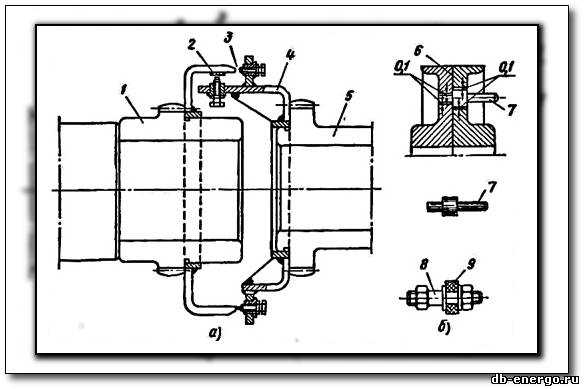
Приспособление для проверки центрирования насоса и электродвигателя (а) и соосности отверстий муфты (б):
1 и 5 — полумуфты двигателя и насоса, 2 и 3 — места измерений радиальных и торцовых зазоров, 4 — приспособления, 6 — муфта, 7 — контрольная пробка, 8 — болт, 9 — манжет
В исходном положении торцовые зазоры измеряют по измерительным болтам вверху и внизу, а радиальный — сверху. Затем роторы насоса и электродвигателя поворачивают на 90, 180, 270°, измеряя в каждом положении торцовые и радиальные зазоры. Величины измерений записывают и подсчитывают результаты центрирования, руководствуясь теми же правилами, что и при проверке центрирования роторов турбоагрегатов. Окончательно центрирование проверяют при затянутых фундаментных болтах.
При центрировании электродвигателей к насосам, перекачивающим горячую жидкость, или к редукторам нужно учитывать технологические расцентровки, указанные в паспорте насоса. Если опоры насоса расположены ниже горизонтальных осей корпуса насоса, то ось ротора электродвигателя располагается выше оси ротора насоса.
При центрировании с редуктором ось ротора электродвигателя также располагается выше оси шестерни. В том случае, когда ротор электродвигателя или насоса соединяется с зубчатым редуктором, радиальное центрирование выполняется с учетом некоторого смещения вала редуктора во время работы. Торцовая расцентровка не допускается. Центрирование без учета технологических смещений считается удовлетворительным, если разность противоположных измерений (радиальных и торцовых), полученная из результирующей диаграммы центрирования, не будет превышать следующих величин:
| Частота вращения ротора, об/мин. свыше | 3000 | 3000 | 1500 | 750 |
| Разность противоположных измерений из результирующей диаграммы центрирования, мм. | 0.04 | 0.06 | 0.08 | 0.1 |
Роторы насоса и электродвигателя поворачивают за специально надетые на свободные участки вала хомуты с ручками или полумуфты. Поворачивать роторы за скобы, предназначенные для центрирования, запрещается во избежание изменения их положения.
Обычно роторы насосов соединяют с роторами электродвигателей или паровых турбин эластичными или зубчатыми муфтами. Для исключения перекоса соединительных болтов эластичных муфт перед сборкой проверяют совпадение центров отверстий в обеих полумуфтах. Для этого пользуются парой контрольных пробок 7. Одну пробку вставляют в произвольно выбранное отверстие под соединительный болт, а второй проверяют диаметры и совпадение осей всех других отверстий.
Соединительные болты 8 в одну полумуфту устанавливают жестко, а с другой они должны соприкасаться через эластичные (кожаные или резиновые) манжеты, надетые на соединительный болт. Между отверстиями в полумуфте и манжетами оставляют зазор 0,5—1,5 мм на диаметр. Тугая посадка манжет в отверстие недопустима, так как это может привести к вибрации насоса. Резину или кожу на соединительных болтах плотно зажимают гайкой.
Основным условием правильной работы такой муфты является равномерная нагрузка всех соединительных болтов, поэтому соосность отверстий и точность пригонки соединительных болтов, обеспечивающие одновременное касание рабочей стороны каждой из манжет поверхности расточек, имеют большое значение. Полумуфты и болты должны быть замаркированы. Сборку всегда производят при таком, взаимном расположении полумуфт и болтов, какое было до разборки. После окончательной установки соединительных болтов их гайки зашплинтовывают, а муфту закрывают кожухом.
db-energo.ru






Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






