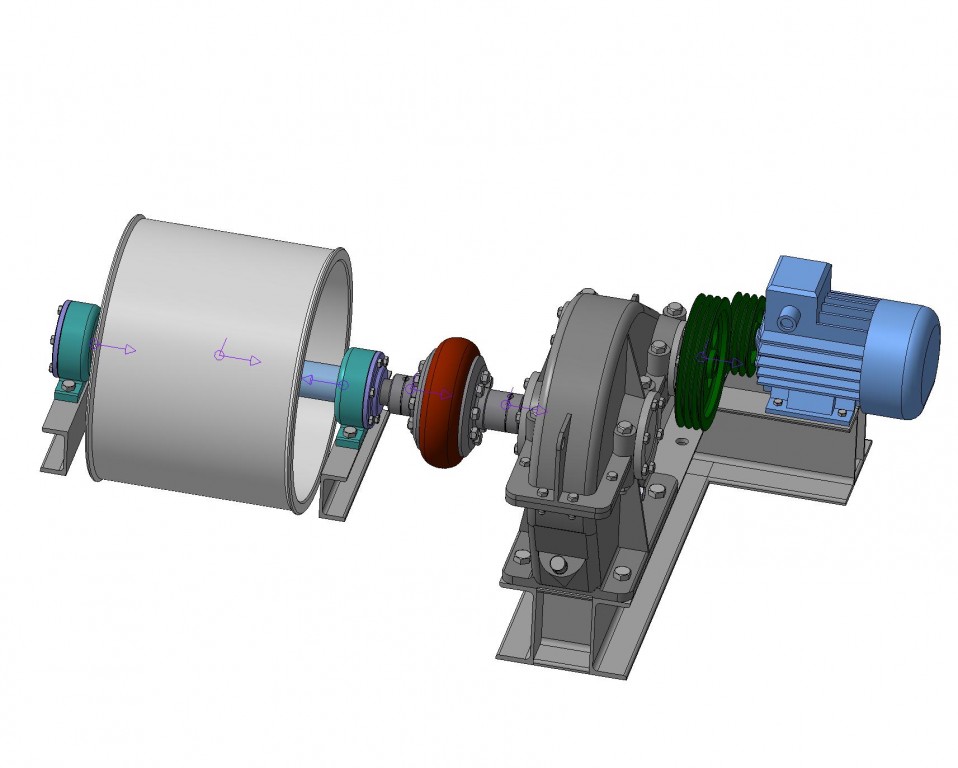
Как отцентровать электродвигатель с редуктором и насосов
Содержание
- Правила отцентровки электродвигателя
- Как отцентровать электродвигатель
Центровка электродвигателя необходима, поскольку ее отсутствие приводит к тому, что:
- Ремень периодически соскакивает либо неравномерно изнашивается (при ременной передаче).
- Нагрузка на подшипники увеличивается (если соединение осуществлено с помощью полумуфт).
Все это ведет к преждевременному износу агрегата, поэтому необходимо знать, как отцентровать вал электродвигателя.
Правила, которые следует соблюдать при отцентровке электродвигателя
Приступая к работе, имейте в виду:
- Центровка осуществляется под диктующий агрегат. Например, если это установленный стационарно редуктор, то под него «подгоняется» двигатель.
- Центровку необходимо производить как перед первичным запуском, так и после проведения техобслуживания или ремонта.

- Показателем грамотно выполненной центровки служит отсутствие шума и вибрации при работе устройства, а также нормальная температура подшипников и сальников.
- Центровка обязательна при установке промышленных поршневых и центробежных насосов.

Как отцентровать электродвигатель
Итак, как отцентровать электродвигатель с редуктором и насосом по полумуфтам? Пошагово процесс выглядит следующим образом:
- Определите базовый вал (обычно это вал насоса).
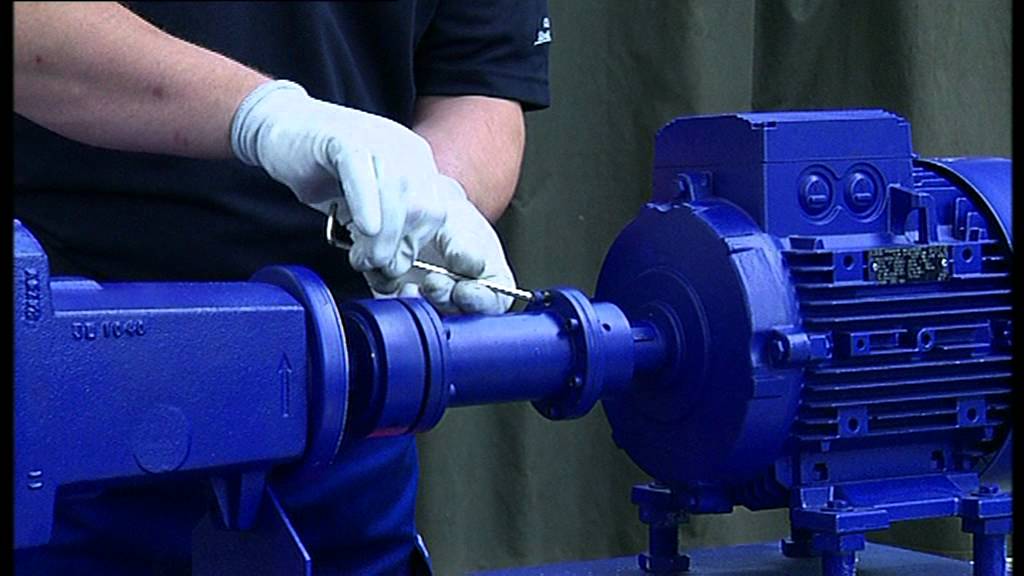
- Закрепите его на раме и с помощью щупа и штангенциркуля проверьте ширину торцевых зазоров.
- Проделайте те же действия с полумуфтой двигателя.
- Если есть отклонения, установите вал в нужное положение с помощью подкладок (или сместив сам двигатель).
- Снова замеряйте зазоры на полумуфтах – они должны быть одинаковыми – это показатель того, что оси двигателя и насоса совпадают.
У центробежного насоса центровка ротора двигателя выполняется по валу, если устройство пришло с завода в сборе. В случае, когда насос собирается на опорной раме, вал ротора выверяется по нему.
В случае, когда насос собирается на опорной раме, вал ротора выверяется по нему.
Если двигатель соединяется с насосом через промежуточный вал и редуктор, в первую очередь нужно отцентровать редуктор и зафиксировать его штифтами, затем сориентировать на него валы всех остальных узлов устройства.
При работе с промышленными агрегатами необходимо знать, как отцентровать насос с электродвигателем, в бытовых моделях (где насос и двигатель заключены в один корпус) центровка не требуется, так как она осуществляется производителем.
Таблицу допустимых перекосов полумуфт разных размеров можно найти в интернете на соответствующих сайтах.
Центровка валов насоса и двигателя. Сервис по центровке валов
Необходимое условие долгой службы и безопасной работы любого насосного оборудования – профессиональная центровка валов насоса и двигателя, которые обеспечат совпадающее положение осей. Это позволит сводить к минимуму вибрацию при работающем насосном оборудовании. Ведь именно биение частей оборудования друг об друга является самой частой причиной преждевременного износа и выхода из строя. Бережное обращение особенно важно на промышленных предприятиях, где нагрузка на насосы колоссальны.
Ведь именно биение частей оборудования друг об друга является самой частой причиной преждевременного износа и выхода из строя. Бережное обращение особенно важно на промышленных предприятиях, где нагрузка на насосы колоссальны.
Телефон сервисного центра: 8-800-700-71-66
Центровка валов электродвигателя и насоса непосредственно зависит от состава вашей насосной системы. Например, там, где присутствует редуктор, центровка оборудования будет начинаться только с него, а все остальные составляющие насосной системы центрируют по нему т.к. редуктор считается основополагающим элементом.
Если же редуктор не представлен в системе, то центровка происходит по насосу, который будет устанавливаться первым.
Работая с огнеопасными, легковоспламеняющимися и отраслями промышленности как нефтехимическая, литейная, фармацевтическая, системами водоочистки и канализации, центровка валов особенно важна, ведь правильная работа оборудования обеспечивает всеобщую безопасность при эксплуатации.
Применяется ряд методов отцентровки вращающихся механизмов, но индикаторная или центровка часовым индикатором признана самой быстрой и точной ведь ее погрешность всего 10 мкм. Также существует лазерный способ, погрешность которого составляет 0,010 мм, однако этот метод применяется больше для оборудования, где валы соединяются жесткой муфтой.
Кроме класса точности в системах насосного оборудования, настройка центровки зависит от его типа. Центровка систем турбинных, вертикальных центробежных насосов происходит совершенно по-разному.
Для выполнения таких работ просто необходимо обладать профессиональными навыками, большим опытом и, конечно же, иметь специализированное оборудование и высокоточные приборы для измерения отклонений, которое позволит произвести все необходимые работы предельно точно и максимально осторожно.
Только квалифицированный специалист способен выполнить такие работы как центровка валов насоса и двигателя в соответствии с безопасностью. Ведь вся работа насосной системы происходит под высоким давлением и сопряжена с наличием опасных жидкостей.
Не доверяйте свое дорогостоящее оборудование делетантам, не рискуйте безопасностью своих работников. Закажите центровку различных частей своей системы насосного оборудования специалистам ООО «Экомакс». Опытные высококвалифицированные специалисты проведут все необходимые работы качественно, аккуратно и безопасно в кротчайшие сроки. Наличие новейшего оборудования гарантирует Вам точность и уверенность в продолжительном результе.
Заказать центровку вала можно по телефону: 8-800-700-71-66
Или по эл. почте: [email protected]
Центровка валов центробежных насосов и электродвигателей
После схватывания подлитого раствора затягивают до отказа гайки и контргайки на анкерных болтах. В настоящее время в котельных применяют, как правило, центробежные насосы, саг-пегированные с электродвигателями с помощью соединительных яластичных муфт. После установки и закрепления на фундаменте такого насосного агрегата необходимо проверить центровку соединительных муфт и соосность валов, которые могли быть нарушены при перевозке агрегата. Проверка производится при вынутых из соединительных полумуфт пальцах. Монтажный зазор между соединительными полумуфтами у насосов, применяемых в отопительных котельных, должен быть в пределах 1 — [c.195]
После установки и закрепления на фундаменте такого насосного агрегата необходимо проверить центровку соединительных муфт и соосность валов, которые могли быть нарушены при перевозке агрегата. Проверка производится при вынутых из соединительных полумуфт пальцах. Монтажный зазор между соединительными полумуфтами у насосов, применяемых в отопительных котельных, должен быть в пределах 1 — [c.195]
ЦЕНТРОВКА ВАЛОВ ЦЕНТРОБЕЖНЫХ НАСОСОВ И ЭЛЕКТРОДВИГАТЕЛЕЙ [c.419]
При монтаже крупных поршневых и центробежных насосов, поставляемых в виде отдельных узлов, наиболее ответственная операция — центровка валов по полумуфтам (например, при соединении коленчатого вала поршневого насоса с редуктором и редуктора с электродвигателем или при соединении электродвигателя с насосом). [c.200]
Центровка валов центробежных насосов и электродвигателей. [c.413]
Валы с насаженными полуыуфтами центрируют. Центровку производят так один из валов, принимаемый за базовый (например, вал центробежного насоса), прочно закрепляют на фундаменте. К одной из полумуфт прикладывают линейку и щупом проверяют зазоры между линейкой и второй полумуфтой, смещая при необходимости в нужную сторону центрируемый вал (в случае центровки валов насоса и электродвигателя изменяют положение последнего по вертикали при помощи подкладок, а по горизонтали — слегка перемещая электродвигатель). Затем щупом или штангенциркулем с ценой деления 0,05 мм проверяют величину торцевых зазоров, [c.29]
Центровку производят так один из валов, принимаемый за базовый (например, вал центробежного насоса), прочно закрепляют на фундаменте. К одной из полумуфт прикладывают линейку и щупом проверяют зазоры между линейкой и второй полумуфтой, смещая при необходимости в нужную сторону центрируемый вал (в случае центровки валов насоса и электродвигателя изменяют положение последнего по вертикали при помощи подкладок, а по горизонтали — слегка перемещая электродвигатель). Затем щупом или штангенциркулем с ценой деления 0,05 мм проверяют величину торцевых зазоров, [c.29]
Под центровкой понимают проверку соосности цилиндров и направляющих поршневого насоса проверку положения ротора в расточках для концевых уплотнений центробежного насоса проверку совпадения направления осей валов (роторов) насоса, редуктора и электродвигателя. [c.109]
Ремонт насосов. Предварительно центробежный насос отделяют от электродвигателя (при непосредственном соединении), разбирают, очищают от загрязнений и промывают детали керосином. Если износ деталей невелик, шейки вала отшлифовывают и пришабривают подшипники. После очистки, пригонки или замены некоторых деталей новыми насос собирают, производят набивку сальника и соединяют с электродвигателем. Необходима правильная центровка осей вала насоса и электродвигателя. При работе собранного насоса не должно быть вибрации и шум , нагрева подшипников и сальника. [c.257]
Если износ деталей невелик, шейки вала отшлифовывают и пришабривают подшипники. После очистки, пригонки или замены некоторых деталей новыми насос собирают, производят набивку сальника и соединяют с электродвигателем. Необходима правильная центровка осей вала насоса и электродвигателя. При работе собранного насоса не должно быть вибрации и шум , нагрева подшипников и сальника. [c.257]
При центровке центробежных насосных агрегатов, не имеющих своих опорных подшипников, необходимо соблюдать следующие основные положения если насос монтируется в сборе, его ротор прицентровывают к ротору электродвигателя если насос собирается на фундаменте, вал ротора электродвигателя прицентровывается к ротору насоса. Проверку вертикальности ротора электродвигателя и общей линии сопряженных валов агрегата производят по четырем струнам или индикаторами перпендикулярность диска пяты к оси вала ротора электродвигателя проверяют, измеряя индикаторами биения вала. Индикаторы устанавливаются над верхним направляющим подшипником и у фланца вала ротора.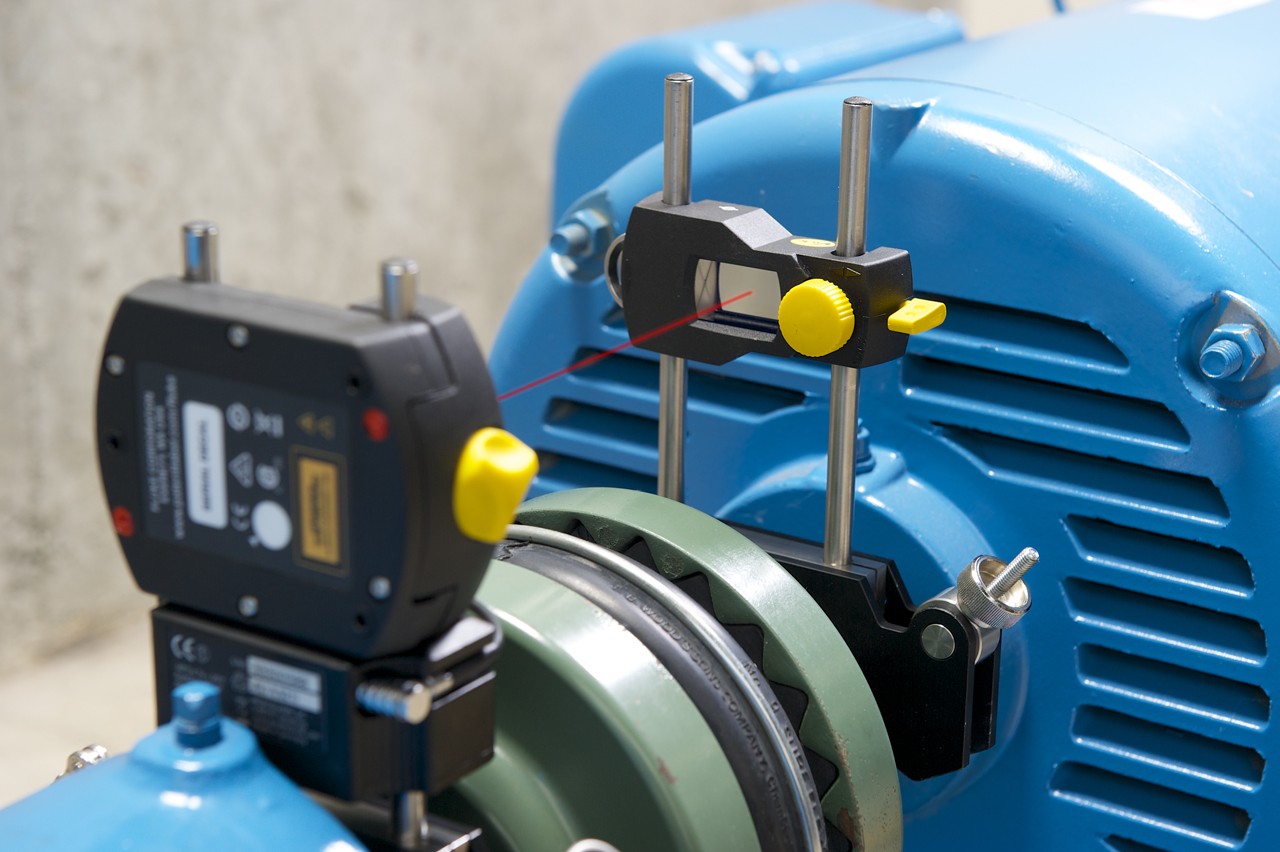 Отклонение от вертикали сопряженных валов роторов насоса и электродвигателя не должно превышать 0,02 мм на 1 пог. м пластинка щупа толщиной [c.288]
Отклонение от вертикали сопряженных валов роторов насоса и электродвигателя не должно превышать 0,02 мм на 1 пог. м пластинка щупа толщиной [c.288]
Остановимся подробнее на центровке насосов. Как уже указывалось, центробежные насосные агрегаты включают несколько частей, соединенных валами через специальные разъемные соединения (муфты различной конструкции). Если агрегат состоит из насоса, редуктора, промежуточного вала на стояковых подшипниках (в тех случаях, когда насос отделен от двигателя стеной и их нельзя соединить непосредственно), гидромуфты и электродвигателя, то сначала выверяют редуктор и фиксируют его положение штифтами, установленными на гайках фундаментных болтов. Все остальные части агрегата центруют по нему. Если агрегат не имеет редуктора, то сначала выверяют насос. При использовании в качестве привода турбины первой выверяют и закрепляют ее, а по ней центруют насос. [c.279]
Центровка насоса| Технический центр Галподшипник
Система «насос-муфта-двигатель» — один из самых распространенных в промышленности вариантов спаренного (соединенного) оборудования.
Обычно насосный агрегат, который поставляется в сборе, центрируется производителем оборудования. Однако, в процессе транспортировки и установки соосность валов с высокой вероятностью будет нарушена. Поэтому рекомендуется проводить центровку валов не только после любого вмешательства в систему «насос-муфта-двигатель», но и для абсолютно новых агрегатов — после их монтажа и подключения в систему. Более того, если это ответственное оборудование — проверку соосности следует проводить каждый год.
Почему важно проводить проверку соосности?
Несоосность системы «насос-муфта-двигатель» может быть причиной более 50% неисправностей вращающихся машин. Это приводит к таким проблемам: изношенные или поврежденные стяжки, вибрация и чрезмерный износ подшипников и уплотнений, износ колец. А работа оборудования в условиях особо большой несоосности может даже привести к поломке крепления или корпусов насоса / двигателя.
Угловая несоосность
Параллельное смещение валов
Центровка насоса (насосного агрегата) является чрезвычайно важным этапом обслуживания оборудования. Это позволяет:
- увеличить срок эксплуатации подшипников и уплотнений — как насоса, так и двигателя
- минимизировать износ муфты
- уменьшить энергозатраты.
Комментарий специалиста
Как показывает наш опыт — центровку валов необходимо проводить после любого вмешательства в систему крыльчатка-муфта-двигатель (КМД). К примеру, абсолютно новую систему насос-муфта-двигатель после монтажа в рабочую систему также необходимо центрировать — даже если поставщик уверяет, что на производстве насос центрировали.
Недавний пример: к нам обратилось коммунальное предприятие, которое поставляет населению теплоэнергию. Они поставили новую систему «насос-муфта-двигатель» и после монтажа в систему и подключения всех трубопроводов решили на всякий случай проверить соосность.
Рисунок 1
Рисунок 2
После проведения центровки показатели соосности были приведены к нормальным значениям (рисунок 2).
Тимофей, специалист по неразрушающему контролю, инженер технического центра Галподшипник
 Как оказалось — не зря. После проверки нашими инженерами было обнаружено значительное отклонение от допустимых значений — рисунок 1:
Как оказалось — не зря. После проверки нашими инженерами было обнаружено значительное отклонение от допустимых значений — рисунок 1:
Почему стоит обратиться к нам:
- Все наши инженеры являются специалистами по неразрушающему контролю (вибродиагностика) 2 уровня квалификации и имеют многолетний опыт выполнения работ по центровке (выверке), а также вибродиагностике и балансировке оборудования различного уровня сложности.
- В своей работе наши инженеры используют высокоточные измерительные приборы (SKF, EasyLaser, Fixturlaser) и калибровочные пластины (позволяют выполнять центровку насосов с максимальной точностью), и сразу учитывают влияние теплового расширения.
- По результатам центровки насоса вы получите отчет о выполненных работах, состоянии оборудования до и после центровки и рекомендации по дальнейшему обслуживанию.

Обращайтесь! Мы поможем сделать ваше оборудование более надежными и эффективным, а срок эксплуатации подшипников — более длительным.
ЧП «ТД «Галподшипник» не несет ответственность за возможные ошибки и неточности, которые могут присутствовать в информации, указанной на сайте — несмотря на ее тщательную подготовку.
Центровка электродвигателей
Тем, кто работает с электродвигателями, постоянно приходится сталкиваться с довольно нудной работенкой называемой – центровка двигателя с приводом. Для начала разберемся, для чего нужна центровка электродвигателя.
При ременной передаче в случае отсутствия центровки ремень будет постоянно соскакивать, или неравномерно изнашиваться, что значительно снизит срок эксплуатации. При соединении при помощи полумуфт, на неотцентрированом электродвигателе возникает нагрузка на подшипники, что тоже заметно снижает срок их эксплуатации.
При соединении при помощи полумуфт, на неотцентрированом электродвигателе возникает нагрузка на подшипники, что тоже заметно снижает срок их эксплуатации.
В общем, центровка электродвигателей это достаточно важная тема при котором неизменно возникает вопрос – Кто должен заниматься центрованием электрики или слесаря? Вразумительного ответа нет, можете даже и не искать. На каждом предприятии по разному. Наиболее стандартный вариант это — кто снимает тот и центрует. Полетел насос у слесарей, они его сняли, вот пусть сами и центруют. Надо вам на электродвигателе поменять подшипники, значит меняйте а потом центруйте. Короче у кого начальник гавкает те не центруют это, пожалуй главный фактор))).
Ниже выложена таблица допустимых перекосов полумуфт диаметром в500 мм. Если вам придется заниматься центровкой, можете смело ориентироваться на неё.
Основное правило центровке это выяснить диктующий агрегат. То есть нужно определить что под что подгонять. Допустим, есть у нас редуктор и электродвигатель, значит под редуктор необходимо подгонять электродвигатель, так как редуктор устанавливается стационарно.
Допустим, есть у нас редуктор и электродвигатель, значит под редуктор необходимо подгонять электродвигатель, так как редуктор устанавливается стационарно.
Способов центровки много, но я опишу тем, чем пользуюсь сам и мне этого вполне хватает.
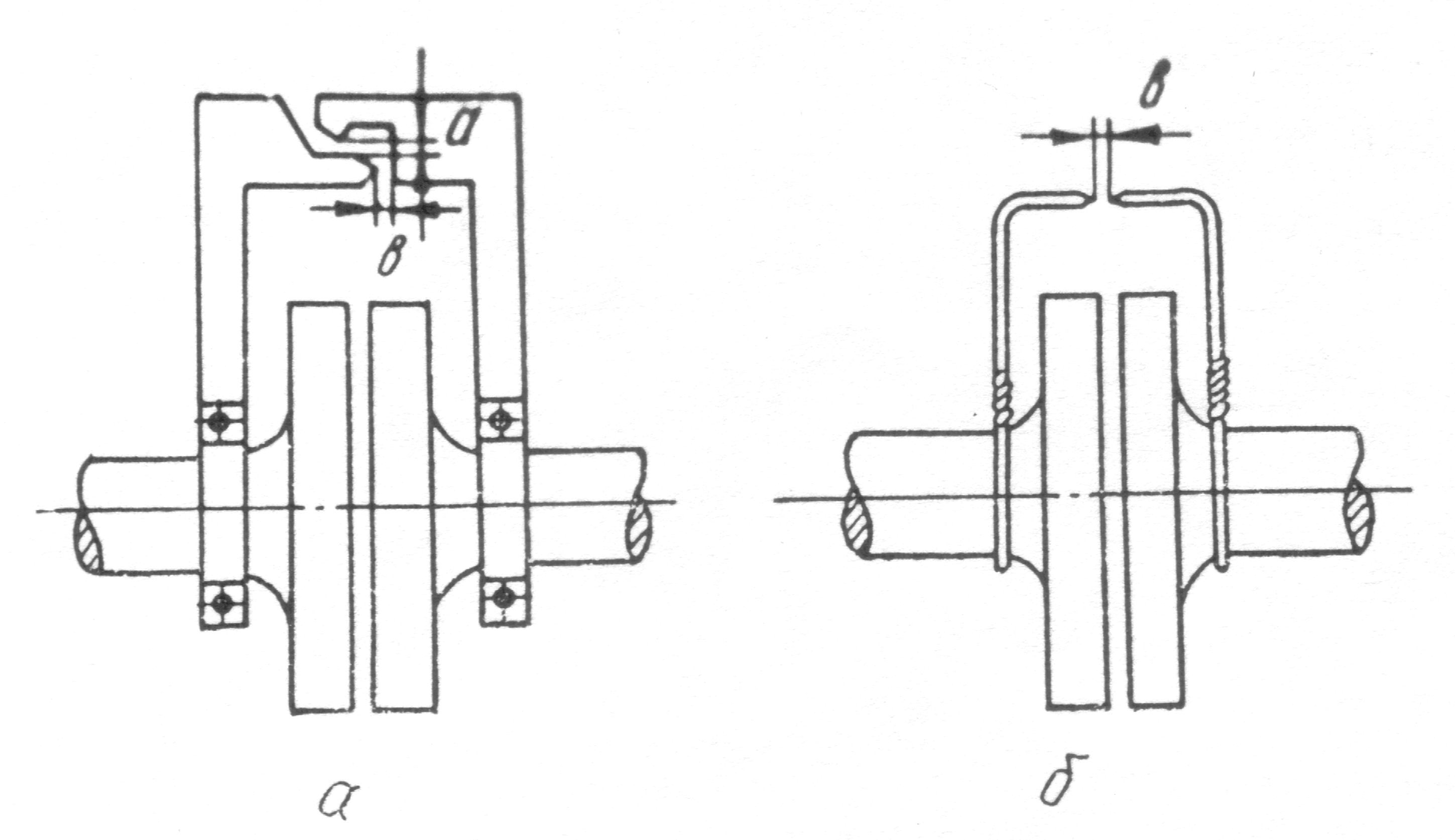
Способ первый – при помощи изогнутых проволочек смотрим ниже на рисунок.
Крепим проволочки как на рисунке, проворачиваем вместе обе полумуфты. Если зазор между проволочками увеличивается, значит, подкладываем под нужную лапу электродвигателя прокладку, нужной толщины. Как видите все достаточно просто.
Способ второй — штангельциркулем с губками для захвата внутреннего диаметра. Этими губками захватываем обе полумуфты и фиксируем показания. Далее меряем по кругу, при необходимости производим центровку. Этот способ наиболее точен, но если края полумуфт разбиты, то лучше использовать изогнутые проволочки.
АНОНС: Первый электросамолет уже в небе читаем и обсуждаем.
Лазерная центровка валов — Инжиниринговый центр Техносистемы в Смоленске
Лазерная центровка валов.
Услуги по выездной лазерной центровке (выверке соосности) валов.
Мы выполняем лазерную центровку валов с применением специализированного профессионального измерительного оборудования от ведущих мировых производителей — PRUFTECHNIK , SKF.
Вы получаете не только саму центровку, но документальное подтверждение правильности установки оборудования.
Наша услуга по выверке соосности нужна для введения в эксплуатацию нового оборудования, а также после обслуживания или ремонта.
Вам нужна услуга по центровке оборудования?
Наш специалист приедет с приборами и калиброванными пластинами.
Оборудование, которое мы центруем
Наши специалисты с применением лазерного измерительного оборудования могут выполнить центровку (выверку соосности) практически любых валов. Нужна лишь возможность закрепить датчики и провернуть валы на 60-180°.
Нужна лишь возможность закрепить датчики и провернуть валы на 60-180°.
Лазерной выверке соосности может подвергаться самое разное оборудование, ниже представлены наиболее распространенные привода.
ЛАЗЕРНАЯ ЦЕНТРОВКА НАСОСОВ
Центровка необходима любым насосам, у которых двигатель и насос смонтированы на отдельных основаниях (без применения «колокола»)
ЛАЗЕРНАЯ ЦЕНТРОВКА ВЕНТИЛЯТОРОВ
Вентиляторы, в которых есть приводной вал, и он соединяется с двигателем с помощью муфты, требуют центровки.
ЛАЗЕРНАЯ ЦЕНТРОВКА КОМПРЕССОРОВ
Компрессоры почти всегда в своей конструкции имеют приводную муфту, соединяющую валы, она требует центровки.
ЛАЗЕРНАЯ ЦЕНТРОВКА РЕДУКТОРОВ
В приводах с редуктором часто требуется сразу две выверки соосности — центровка быстроходного вала и вала мотора
Что такое лазерная центровка?
Нарушения соосности валов является причиной возникновения нагрузок, которые снижают ресурс оборудования и несет целый ряд негативных эффектов. Это и снижение КПД привода, и повышенный износ подшипников, и увеличенный расход электроэнергии, и быстрый выход из строя муфт.
Это и снижение КПД привода, и повышенный износ подшипников, и увеличенный расход электроэнергии, и быстрый выход из строя муфт.
Несоосность — это совокупность отклонения расположения осей в вертикальной и горизонтальной плоскости. В каждой плоскости она характеризуется радиальным и угловым смещением. Таким образом любую несоосность можно оценить четырьмя отклонениями. Выполнить центровку валов, т.е. устранить несоосность можно самыми разными способами: с помощью линейки, с помощью индикаторов часового типа, с помощью лазерных приборов. Только лазерное измерительное оборудование удовлетворяет важнейшим требованиям:
-
Позволяет получить достоверный отчет о результатах центровки -
Позволяет выполнить центровку в разы быстрее, чем традиционными методами -
Защита от ошибок при центровке
Гарантия качества
Высокотехнологичный сервис «ТЕХНОСИСТЕМЫ» выполняет необходимые работы непосредственно на месте эксплуатации оборудования. Услуга центровки валов от нашей компании не требует от вас больших временных затрат на подготовку и выполнение работы.
Услуга центровки валов от нашей компании не требует от вас больших временных затрат на подготовку и выполнение работы.
Обращаем ваше внимание на то, что центровка возможна при выполнении определенных требований. Нужно обеспечить доступ к муфте, иметь возможность провернуть валы и перемещать один из элементов привода.
Если вас интересует цена на центровку валов насосов, вентиляторов и других промышленных механизмов, вы можете связаться с нами по телефону в разделе Контакты.
Что мы предлагаем?
Центровка валов оборудования с сервисом «ТЕХНОСИСТЕМЫ» возможна на самых различных механизмах:
-
Насосы -
Промышленные вентиляторы, дымососы, котлов, сушилок и других агрегатов -
Редукторы
Лазерная центровка валов с помощью нашего сервиса – это минимальный простой вашего оборудования, ведь среднее время нашей работы составляет 1-2 часа. Для наших клиентов доступна услуга центровка валов насосов и других механизмов, которые вы можете заказать на нашем сайте.
Для наших клиентов доступна услуга центровка валов насосов и других механизмов, которые вы можете заказать на нашем сайте.
Точность до 0,01 мм. Как мы это делаем?
Лазерная центровка — выверка соосновсти валов
Для центровки (выверки соосности) мы используем прецизионное профессиональное оборудование, позволяющее определить значения расцентровки и рассчитать необходимые коррекции. Важными элементами процедуры является устранение неплотного прилегания одной из опор – «мягкой лапы».
Под лапы мы устанавливаем только специальные калиброванные нержавеющие пластины широкого ряда размеров и толщины. Это обеспечивает долговечность результата и высокую жесткость опор.
Выполнение центровки значительно снижает нагрузку на подшипники, увеличивает ресурс муфты, снижает потребление электроэнергии.
Выверка соосности выполняется опытными специалистами с применением топовых приборов, инструмента и расходных материалов.
Объекты для работы
Лазерная центровка подходит для широкой номенклатуры роторного оборудования, в конструкцию которого входят муфты:
-
Насосы -
Вентиляторы -
Привода мельниц -
Привода конвейеров и транспортеров
Ваша выгода
-
Минимальное время простоя оборудования. Средняя продолжительность центровки 1-2 часа -
Оплата только за выполненную работу. Гарантия возврата 100% предоплаты -
Официальный отчет, полный пакет документов.
Возможности нашей прецизионной центровки
Центровка цепочки до 3-х машин
OPTALIGN® smart позволяет измерять и полностью отображать параметры центровки цепочки из 3-х машин, обеспечивают пользователю возможность установки машин оптимальным образом.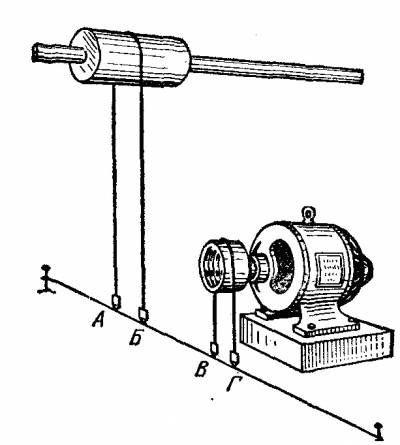
Контроль допусков (функция TolChek)
Автоматическая оценка состояния центровки машин с помощью активной таблицы допусков, «смайликов» и системных светодиодов. Эта функция также активизируется во время коррекции положения машин.
Режим многоточечных измерений
Измерения выполняются в любых выбранных позициях. Результаты могут быть получены при снятии показаний в любых 3-х или более точках и при повороте вала на 60° или больше.
Функция InfiniRange
Расширение области измерения детектора, обеспечивая при этом возможность выполнения центровки машин с большой несоосностью. Это удобный инструмент для больших диапазонов измерения. Она позволяет исключить необходимость грубой настройки, обеспечивая при этом возможность регистрации первоначального состояния центровки.
Переопределение опор
Проблемы, возникающие с перемещением опор, решаются путём переопределения фиксированных опор.
Выбор типа муфты
Для обеспечения точности результатов нужно правильно задать тип муфты. Истинные смещения рассчитываются в реальных плоскостях муфты в соответствии с характеристиками производителя.
Мягкая опора
Для хорошей центровки мягкая опора должна быть исключена. Опоры машины должны быть правильно установлены на фундаменте. Измерение, коррекция и документирование параметров мягких опор.
Тепловое расширение и допуски
Тепловое расширение и требуемые допуски в сочленениях можно учесть, введя соответствующие коррекции по опорам и муфтам.
Достоинства прецизионной центровки
Вращающиеся машины и механизмы склонны к появлению несоосности. Эффективность работы машин и затраты на их обслуживание будут постепенно снижаться по мере их эксплуатации, если эти машины были хорошо отцентрированы на стадии запуска и регулярно обслуживались в процессе работы. Прецизионная лазерная центровка увеличивает работоспособность машин, так как снижается частота появления неисправностей.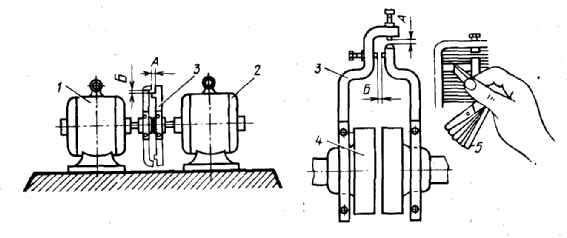 Это позволяет сохранить оборудование и увеличить качество изделий, так как вибрация при этом сводится к минимуму.
Это позволяет сохранить оборудование и увеличить качество изделий, так как вибрация при этом сводится к минимуму.
В случае несоосности значительно увеличивается нагрузка на валы из-за реактивных сил, возникающих в соединении машин. Прецизионная лазерная центровка обеспечивает:
-
Снижение повреждений подшипников, уплотнений, валов и муфт. -
Снижение температуры подшипников и муфт. -
Снижение вибрации. -
Снижение потребления энергии. -
Исключение поломки (или растрескивания) валов. -
Сохранение фундаментных болтов.
Системы центровки компании Pruftechnik широко применяется на ведущих промышленных компаниях мира в следующих отраслях:
-
Нефтегазовая и угольная -
Нефтехимическая -
Энергетика -
Сервис -
Цементная -
Целлюлозно-бумажная -
Химическая -
Пищевая -
Водоочистка и канализация -
Сталелитейная -
Фармацевтическая -
Обрабатывающая
В своей работе мы применяем лучшие приборы, лучшие пластины и лучшие расходные материалы. В совокупности это гарантирует идеальный результат.
В совокупности это гарантирует идеальный результат.
Состав услуги
01
Грубая центровка при больших начальных значениях несоосности, пластины большой толщины подготавливаются на месте
02
Устранение «мягкой лапы» (неплотного прилегания одной из опор)
03
Лазерная центровка до уровней, требуемых производителем оборудования или рекомендуемых. Вертикальная центровка осуществляется с применением высокоточных калиброванных пластин SKF TMAS
04
Затяжка крепежа с применением динамометрического инструмента
05
Проверка центровки после затяжки, сохранение протокола, подготовка отчета
ДЛЯ ЧЕГО
-
Для получения гарантии у производителя Вашего оборудования. Например, если насос выйдет из строя, вы сможете доказать, что правильно ввели его в эксплуатацию. -
Для увеличение ресурса оборудования, снижения энергопотребления. -
Для предотвращения аварии
 Например, если насос выйдет из строя, вы сможете доказать, что правильно ввели его в эксплуатацию.
Например, если насос выйдет из строя, вы сможете доказать, что правильно ввели его в эксплуатацию.
КОМУ НЕОБХОДИМО
-
Компетентному собственнику оборудования -
Ответственному механику -
Внимательному оператору
КОГДА НУЖНО ДЕЛАТЬ
-
При запуске в эксплуатацию нового оборудования -
После ремонта механизма -
Просто регулярная проверка
ИНФОРМАЦИЯ
Если вы заполните наш очень короткий опросный лист, мы сможем быстро и точно оценить стоимость услуг по лазерной центровке вашего оборудования.
Возникли вопросы?
Напишите нам — мы оперативно проконсультируем вас.
Центровка валов и выверка шкивов
Центровка валов — одно из важнейших мероприятий при наладке оборудования.
Центровка валов является неотъемлемой частью процесса виброналадки сочлененных агрегатов, в первую очередь, таких как насосы. Расцентровка валов – это вторая, после дисбаланса, причина повышенной вибрации агрегата, она вызывает преждевременный износ уплотнений и значительно снижает ресурс опорных подшипников, расположенных с обоих сторон муфтового соединения.
Процесс центровки валов (или как его часто называют механики и слесари – центровки муфты) обязательно должен проводится при монтаже нового оборудования на фундамент, а также после ремонта одного из соединенных муфтой агрегатов, связанного с его перемещением на месте эксплуатации.
Следует отметить распространенное заблуждение персонала некоторых монтажных организаций, основанное на утверждении, что если насос получен с завода в собранном виде на единой раме, то центровку его после монтажа на фундамент делать не надо. Наш опыт проведения контроля параметров расцентровки насосов в таких ситуациях говорит о следующем: около 80% агрегатов имели параметры расцентровки превышающие в несколько раз допустимые значения, около 15% имели превышения в пределах 40-50% допуска и лишь единицы оборудования не требовали вмешательства (в основном, это насосы небольшой мощности – с приводом не более 15 кВт). Крупногабаритные тяжелые насосы после монтажа на фундамент в обязательном порядке подвергались процедуре коррекции параметров остаточной расцентровки, так как при транспортировке насоса на раме, погрузке-разгрузке его на транспортную платформу, при установке на фундамент и при креплении рамы к фундаменту (на анкерные болты или заливка бетоном) происходит деформация рамы, что в свою очередь приводит к нарушению соосности валов насоса и электродвигателя. Что касается агрегатов типа рафинер или мощная дробилка с комбинированным приводом, то здесь ситуация однозначная: все элементы агрегата перевозятся и устанавливаются на фундамент самостоятельно, и процедура центровки – очевидна и необходима.
Наш опыт проведения контроля параметров расцентровки насосов в таких ситуациях говорит о следующем: около 80% агрегатов имели параметры расцентровки превышающие в несколько раз допустимые значения, около 15% имели превышения в пределах 40-50% допуска и лишь единицы оборудования не требовали вмешательства (в основном, это насосы небольшой мощности – с приводом не более 15 кВт). Крупногабаритные тяжелые насосы после монтажа на фундамент в обязательном порядке подвергались процедуре коррекции параметров остаточной расцентровки, так как при транспортировке насоса на раме, погрузке-разгрузке его на транспортную платформу, при установке на фундамент и при креплении рамы к фундаменту (на анкерные болты или заливка бетоном) происходит деформация рамы, что в свою очередь приводит к нарушению соосности валов насоса и электродвигателя. Что касается агрегатов типа рафинер или мощная дробилка с комбинированным приводом, то здесь ситуация однозначная: все элементы агрегата перевозятся и устанавливаются на фундамент самостоятельно, и процедура центровки – очевидна и необходима.
Сотрудники ООО «ИнТехСА» имеют богатый опыт в оказании предприятиям Республики Беларусь услуги по центровке валов с применением самых современных систем лазерной и индукционной центровки валов. Мы используем системы Pruftechnik, SKF, TCT, Easy-Laser, производства Германия, Швеция, Россия, каждая из которых обладает как общим, так и индивидуальным набором характеристик. По сравнению с архаичными методами центровки при помощи индикаторов часового типа или щупов, лазерные системы обладают более высокой точностью (до 0,001 мм), простотой и наглядностью процесса центровки (3D-графика), а также оперативностью и возможностью протоколировать результаты выполненных работ.
Специалисты ООО «ИнТехСА» выполняли работы по центровке агрегатов на таких предприятиях как: РУП «Завод газетной бумаги» (г. Шклов), ИООО «Кроноспан» (г. Сморгонь), ОАО «Речицадрев» (г. Речица), ИООО «Белстеклопром» (г. Гомель) и др.
Как видно из данного перечня, основными заказчиками являются предприятия с иностранным капиталом, что вполне объяснимо. Частный капитал считает свои затраты на ремонт и обслуживание оборудование и точно знает, что простой оборудования в результате аварийной остановки, например, насоса для замены уплотнения или подшипника стоит значительно дороже, чем стоимость услуг по центровке перед началом эксплуатации. Вовремя и качественно выполненная центровка обеспечивает выработку планового ресурса элементов агрегата (уплотнения, подшипники).
Частный капитал считает свои затраты на ремонт и обслуживание оборудование и точно знает, что простой оборудования в результате аварийной остановки, например, насоса для замены уплотнения или подшипника стоит значительно дороже, чем стоимость услуг по центровке перед началом эксплуатации. Вовремя и качественно выполненная центровка обеспечивает выработку планового ресурса элементов агрегата (уплотнения, подшипники).
Выверка шкивов.
Наряду с агрегатами, в которых вращение от электродвигателя передается на исполнительный механизм через муфтовое соединение, большую часть технологического оборудования предприятия составляют машины с клиноременной передачей крутящего момента (вентиляторы, смесители, сепараторы, центрифуги, металлорежущие станки). В отличие от муфтового соединения, в этих агрегатах ось вращения вала электропривода и ось вращения исполнительного устройства должны быть строго параллельны, а плоскости передачи крутящего момента клиноременной передачи (плоскости шкивов) должны совпадать. Корректное взаимное пространственное расположение элементов таких машин также определяет ее вибрационные характеристики и обеспечивает требуемый срок службы приводных ремней.
Корректное взаимное пространственное расположение элементов таких машин также определяет ее вибрационные характеристики и обеспечивает требуемый срок службы приводных ремней.
Процесс правильной взаимной ориентации элементов, участвующих в передаче вращения посредством ременной передачи называется выверкой шкивов. К сожалению, процедуре правильной выверки шкивов на производстве уделяют очень мало внимания. В лучшем случае выверяют «на глаз» или с помощью нити или длинной ровной доски.
Предприятия, производящие системы центровки валов разработали в помощь механикам лазерные устройства, позволяющие оперативно и, главное, объективно провести выверку шкивов любых клиноременных передач с межосевым расстоянием шкивов до нескольких метров. Компании производият целую линейку таких устройств: самые простейшие с контролем положения выверяемого шкива при помощи мишеней, системы с жидкокристаллическим дисплеем и системы с передачей информации в дисплей любой системы центровки валов по каналам беспроводной связи Bluetooth.
Оставьте свой отзыв (комментарий) или задайте вопрос:
3 способа юстировки центробежного насоса
Оператор по очистке сточных вод обратился в компанию Crane Engineering с проблемой. Он снова и снова заменял подшипники одного и того же центробежного насоса на своей подъемной станции. Когда к нам пришел персональный менеджер оператора, было очевидно, что что-то не так. Еще до того, как он увидел насос, он услышал звук скрежета подшипников от за пределами подъемной станции.
Быстрая проверка выявила несоосность насоса и двигателя, вызывающую чрезмерный шум и преждевременный износ подшипников.
До 50% повреждений вращающегося оборудования напрямую связано с перекосом. Вибрация машины, повреждение подшипников, преждевременный износ уплотнения и повреждение муфты — все это примеры проблем, с которыми сталкиваются насосы при неправильной центровке при установке. Смещенные насосы также могут потреблять на 15% больше энергии, чем выровненные насосы.
Для центровки насосов используются 3 распространенных инструмента и метода. Вот плюсы и минусы каждого:
Straight Edge — Этот метод требует размещения линейки на муфте насоса и двигателя, а затем визуальной проверки выравнивания компонентов.
- Плюсы
- Быстрое и простое выполнение
- Минусы
- Очень неточно. Современное высокопроизводительное оборудование и ожидаемое время безотказной работы требуют более точных измерений.
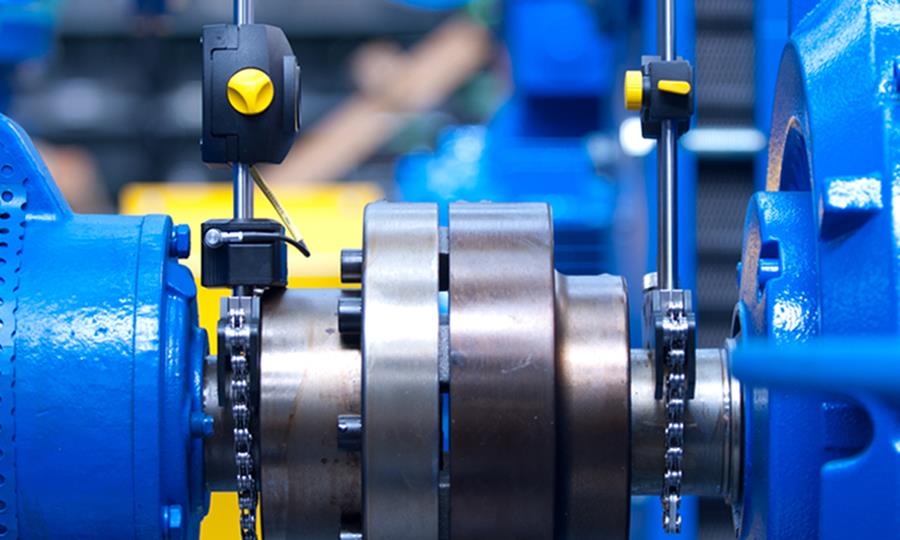
Индикатор обратного циферблата — В этом методе используются два индикатора, которые проверяют радиальное биение и угловатость. Затем показания подставляются в математические формулы для расчета требований к регулировочным шайбам для правильного выравнивания.
- Плюсы
- Очень точный, намного более точный, чем метод прямой кромки.
- Минусы
- Трудоемкий, громоздкий
- Требуется высокий уровень технических навыков
- Ошибки чтения
Лазерная центровка — В этом методе используются лазеры для определения относительного положения валов.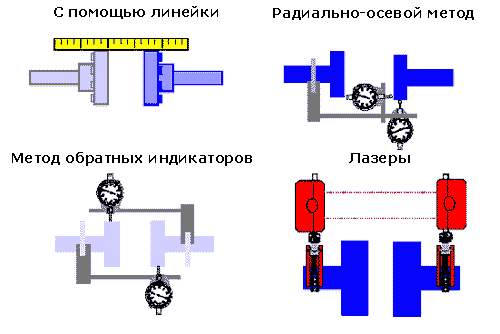 Затем компьютер дает рекомендации по регулировке.
Затем компьютер дает рекомендации по регулировке.
- Плюсы
- Самый точный доступный метод (до .0001)
- После ознакомления с ним оператор может быстро выровнять насос / двигатель
- Минусы
- Стоимость — безусловно, самый дорогой из доступных методов
- Сначала несколько сложнее настроить
Оператор по очистке сточных вод решил, что эта помпа лазерная юстировка выполнена командой Crane Engineering Service, и шум от подшипников быстро утих.Теперь они обеспечивают правильную центровку всех своих насосов перед запуском.
Ваш насос шумит? Спросите нас об этом! Мы с радостью предоставляем техническую помощь предприятиям и муниципалитетам Висконсина и Верхнего Мичигана.
Центровка насосов
KSB (и большинство других производителей) поставляют насосные агрегаты (насос плюс двигатель), установленные на опорной плите и предварительно выровненные на заводе. Однако небольшие перемещения этих компонентов могут происходить во время транспортировки и пока насосный агрегат устанавливается на свое окончательное место.Перед вводом насоса в эксплуатацию настоятельно рекомендуется проверить и, при необходимости, исправить соосность насос-двигатель в процессе ввода в эксплуатацию. Заказчик несет ответственность за то, чтобы опорная плита была надежно закреплена на правильно построенном фундаменте. В частности, необходимо тщательно подготовить верхнюю поверхность фундамента, чтобы опорная плита могла быть закреплена без чрезмерного напряжения или деформации.
Однако небольшие перемещения этих компонентов могут происходить во время транспортировки и пока насосный агрегат устанавливается на свое окончательное место.Перед вводом насоса в эксплуатацию настоятельно рекомендуется проверить и, при необходимости, исправить соосность насос-двигатель в процессе ввода в эксплуатацию. Заказчик несет ответственность за то, чтобы опорная плита была надежно закреплена на правильно построенном фундаменте. В частности, необходимо тщательно подготовить верхнюю поверхность фундамента, чтобы опорная плита могла быть закреплена без чрезмерного напряжения или деформации.
После правильной установки насосного агрегата можно проверить окончательную центровку и, при необходимости, исправить.Очевидно, что повторная центровка необходима всякий раз, когда насос или двигатель перемещаются или заменяются.
Что мы подразумеваем под «согласованием»?
Насосы с удлиненной муфтой имеют отдельные валы насоса и двигателя, которые соединяются через муфту..png) В идеале эти два вала должны быть точно параллельны и иметь одинаковую центральную линию. Гибкие муфты допускают небольшие ошибки центровки, но для плавной и безотказной работы важно обеспечить, чтобы эти два вала были выровнены с допусками, указанными производителями насоса, двигателя и муфты.
В идеале эти два вала должны быть точно параллельны и иметь одинаковую центральную линию. Гибкие муфты допускают небольшие ошибки центровки, но для плавной и безотказной работы важно обеспечить, чтобы эти два вала были выровнены с допусками, указанными производителями насоса, двигателя и муфты.
Существует два типа несоосности, которые могут привести к проблемам при работе. Угловое смещение возникает, когда осевые линии вала двигателя и вала насоса находятся под углом друг к другу.
Параллельное смещение происходит, когда валы параллельны, но осевые линии смещены вертикально или горизонтально друг относительно друга.
Неправильно выровненные станки обычно страдают от сочетания углового и параллельного смещения.
Измерение несоосности
Первым шагом к правильной настройке двигателей и насосов является измерение степени несоосности.Процедуры для этого концептуально просты, но их сложно выполнить точно в полевых условиях.
Для угловых смещений простой подход выглядит следующим образом:
- С фланцами вала двигателя и насоса близко друг к другу, но отсоединенными, отметьте точку на каждом валу, затем измерьте расстояние между ними с помощью щупа или конусного калибра. .
- Поверните оба вала примерно на 90 градусов, удерживая метки близко друг к другу. Снова измерьте безопасное расстояние.Повторите для 180 и 270 градусов.
- Если измеренное расстояние остается неизменным при вращении валов, их можно считать параллельными. Однако различия в измеренном расстоянии между фланцами указывают на то, что валы не выровнены идеально.
Аналогичную процедуру можно использовать для измерения параллельного смещения. В данном случае линейка должна быть уложена поперек одного из фланцев и измерено расстояние до другого фланца.
Опять же, оба вала должны быть повернуты на одинаковую величину и отмечены изменения измеренных расстояний.
Циферблатные индикаторы или лазерные измерительные устройства часто используются для более точного измерения степени несовпадения валов двигателя и насоса.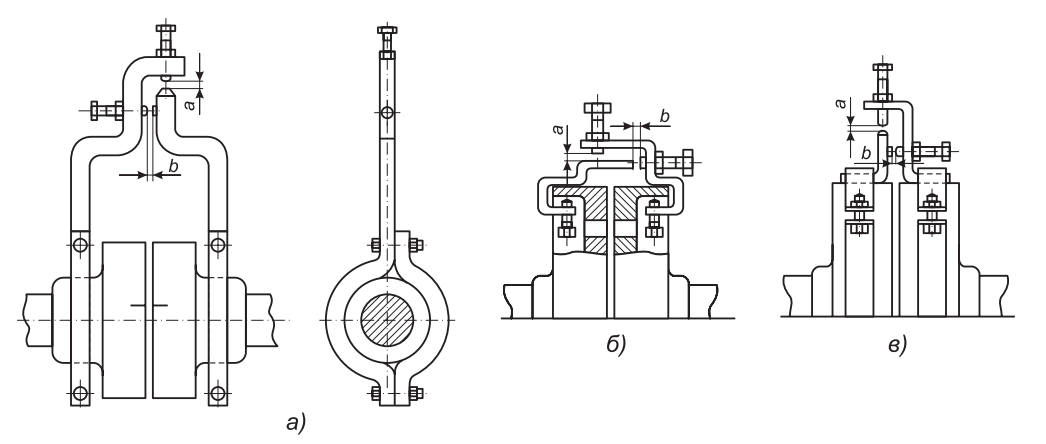 Лазерные устройства обеспечивают более высокий уровень точности, а также имеют автоматизированные функции, которые упрощают и ускоряют работу по измерению центровки.
Лазерные устройства обеспечивают более высокий уровень точности, а также имеют автоматизированные функции, которые упрощают и ускоряют работу по измерению центровки.
Проверка центровки с помощью лазерного измерительного оборудования
Исправление несоосности
Для исправления несоосности необходимо переставить насос или двигатель так, чтобы осевые линии их валов были выровнены должным образом.Поскольку насосы обычно присоединяются к трубопроводным системам, обычно легче перемещать двигатель. Небольшие корректировки положения двигателя в горизонтальной плоскости обычно выполняются путем ослабления анкерных болтов двигателя, смещения двигателя в сторону, а затем повторной затяжки болтов. Вертикальная регулировка обычно выполняется регулировкой регулировочных винтов или добавлением или удалением прокладок под ножками двигателя. Следует проявлять осторожность при выборе регулировочных шайб. Несколько относительно толстых прокладок предпочтительнее стопки тонких прокладок, поскольку более толстые прокладки обычно обеспечивают более жесткие и надежные опоры для двигателя.![]()
Естественно, всякий раз, когда насос или двигатель меняли положение, необходимо повторно проверять центровку.
Проблемы с опорами
Деформированные, поврежденные или плохо смонтированные опорные плиты, плохо выбранные прокладки или ослабленные анкерные болты — все это может способствовать возникновению состояния, известного как мягкие или пористые опоры. Когда это произойдет, будет очень сложно — даже невозможно — правильно выровнять вращающиеся машины. Даже если все выглядит хорошо, когда оборудование остановлено, рабочие нагрузки, включая крутящий момент двигателя и термические напряжения, могут испортить ситуацию, когда насос начнет работать.По этой причине важно проверить состояние опорной плиты, анкерных болтов, а также корпусов насоса и двигателя, прежде чем пытаться выровнять вращающееся оборудование. Современные лазерные измерительные устройства могут помочь обнаружить проблемы со стопами, измеряя небольшие изменения положения помпы и двигателя, когда они начинают работать.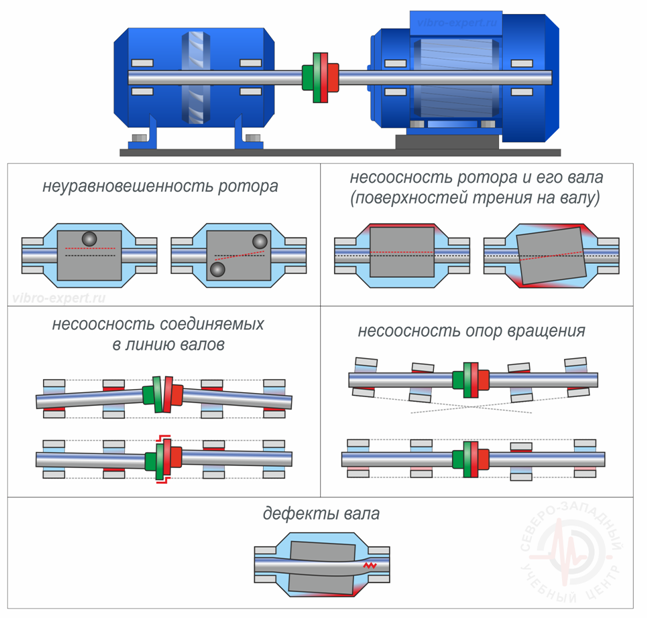
Полезная информация по центровке насосов
Что такое центровка насоса?
Передача мощности от двигателя к насосу достигается путем соединения вала двигателя с валом насоса либо напрямую, либо через муфту определенного типа.Несоосность может происходить тремя способами:
- Радиальное (смещенное или параллельное) смещение
Осевые линии двух валов параллельны, но смещены. - Осевое (или концевое смещение) несоосность
Два вала выровнены, но одна (или обе) оси подвержены движению внутрь / наружу вдоль осевой линии. - Угловое смещение
Осевые линии двух валов не параллельны.
Если эти проблемы не устранить, в системе может возникнуть ряд проблем, включая преждевременный отказ насоса или двигателя.Несоосность вала может вызвать преждевременный износ уплотнения, набивки, вала и подшипников насоса. Это может затем привести к чрезмерной утечке, и система в целом может демонстрировать чрезмерную вибрацию и шум, снижение эффективности и увеличение затрат на электроэнергию и техническое обслуживание.
Центробежные насосы, используемые в нефтехимической, химической и нефтеперерабатывающей промышленности, регулярно проверяются на центровку во время установки, через частые интервалы во время работы, а также после обслуживания и ремонта.
Как защищены насосы и двигатели?
Для обеспечения хорошего выравнивания важно минимизировать вибрации, закрепив насосную систему на прочном основании.Промышленные насосы обычно привинчиваются непосредственно к обработанной опорной плите, а другое оборудование выравнивается и крепится к ней. Вся сборка устанавливается на бетонный фундамент и закрепляется эпоксидным или цементным раствором. При правильной конструкции общие вибрации могут быть существенно уменьшены из-за демпфирующего эффекта массы фундамента. Как правило, фундамент должен быть как минимум в три раза больше массы насосной системы для центробежных насосов и в пять раз для поршневых насосов.
Когда следует проверять соосность?
Производители обычно проводят предварительное испытание центровки перед установкой. Размещение системы на фундаменте, а затем заливка цементным раствором и соединение трубопроводов могут вызвать нежелательные напряжения, которые повлияют на выравнивание. Кроме того, в первые дни эксплуатации тепловое расширение и сжатие также могут вызывать движение подшипников, которое влияет на центровку.
Размещение системы на фундаменте, а затем заливка цементным раствором и соединение трубопроводов могут вызвать нежелательные напряжения, которые повлияют на выравнивание. Кроме того, в первые дни эксплуатации тепловое расширение и сжатие также могут вызывать движение подшипников, которое влияет на центровку.
Поэтому центровку
следует тщательно и многократно проверять на протяжении всей установки, в первые дни эксплуатации, после технического обслуживания или ремонта, а также периодически планировать.Соосность валов также следует контролировать при подсоединении любых трубопроводов. Все компоненты должны иметь опоры и не создавать напряжения или деформации в других частях системы.
Если система работает при температуре, выравнивание следует проверять с системой, заполненной жидкостью, и, если необходимо, при температуре из-за вероятности теплового расширения.
Что такое термический рост?
Во время работы при температуре расширение приводного вала и других компонентов насоса может повлиять на центровку насоса. Этот эффект называется тепловым ростом и должен учитываться при выборе и установке муфты вала, а также при корректировке соосности вала.
Этот эффект называется тепловым ростом и должен учитываться при выборе и установке муфты вала, а также при корректировке соосности вала.
Как измеряется выравнивание?
Для горизонтальных насосных систем требуется выравнивание двух основных компонентов:
- Параллельное смещение
Перпендикулярное горизонтальное смещение между осевыми линиями двух валов - Угловое смещение
Угол между осями двух валов
Центровка в основном основана на точном измерении положения валов двигателя и насоса в двух или более точках.Доступны различные устройства для измерения смещений центровки: щупы, штангенциркули, циферблатные индикаторы и лазерные инструменты для центровки.
Циферблатные индикаторы измеряют относительное положение с помощью подпружиненного поршня, который перемещает стрелку шкалы при ее нажатии или отпускании. Плунжер полностью выдвигается, если к нему не прикладывается давление, и его общий ход составляет несколько миллиметров. Инструмент удерживается на валу насоса системой зажима и зажима.
Инструмент удерживается на валу насоса системой зажима и зажима.
Лазерный инструмент для центровки валов выполняет измерения с помощью двух датчиков, установленных на двух соединенных валах.Датчики срабатывают и получают лазерные лучи друг от друга одновременно, чтобы показать, выровнены ли валы в пределах определенного допуска.
Хотя инструменты для лазерной юстировки проще в использовании и интерпретации, в некоторых средах предпочтение отдается полностью механическим циферблатным индикаторам.
Для вертикальных насосных систем соосность измеряется в двух плоскостях под углом 90 ° друг к другу.
Как выравниваются валы?
Для горизонтальных систем процесс осуществляется в два этапа:
- Вертикальное позиционирование
- Горизонтальное позиционирование
Обычно насос крепится к основанию, которое крепится к жесткому фундаменту.Затем вал приводного двигателя совмещается с валом насоса. Для вертикального позиционирования двигатель необходимо безопасно и контролируемым образом поднять, чтобы можно было разместить прокладки под ножками.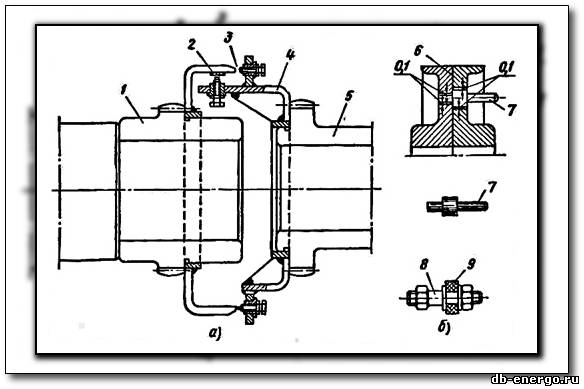 Этого можно добиться разными способами. Часто двигатели имеют встроенные винтовые домкраты с вертикальной резьбой на всех ножках. Они позволяют точно регулировать высоту, но могут ржаветь или заедать. Домкраты или гидравлические клинья доступны в различных типах и значениях грузоподъемности. Также можно использовать краны и подъемники, но они неудобны.
Этого можно добиться разными способами. Часто двигатели имеют встроенные винтовые домкраты с вертикальной резьбой на всех ножках. Они позволяют точно регулировать высоту, но могут ржаветь или заедать. Домкраты или гидравлические клинья доступны в различных типах и значениях грузоподъемности. Также можно использовать краны и подъемники, но они неудобны.
Для горизонтальной регулировки обычно используют молотки (с мягким торцом, без отскока или полые), чтобы подтолкнуть двигатели в положение на их креплениях. Это требует разумного доступа, не обеспечивает большого контроля и может привести к повреждению. Некоторые двигатели оснащены горизонтальными домкратами, которые позволяют выполнять точную регулировку, но могут ржаветь и заедать. Они также могут мешать установке регулировочных шайб.
Переносные позиционеры
упрощают весь процесс, включая вертикальные, горизонтальные, поперечные и горизонтальные осевые перемещения, но они экономически эффективны только для более крупных систем.
Что такое прокладка?
Прокладки — это маленькие диски или пластины, используемые для корректировки вертикального положения. Опорные плиты обычно подвергаются механической обработке, поэтому под двигатель требуется несколько регулировочных шайб. После измерения несоосности валов насоса и двигателя к опорам двигателя добавляются прокладки (или снимаются с них) для корректировки вертикального смещения и углов. Прокладки можно купить в магазинах различных размеров и толщины или, при необходимости, они могут быть изготовлены самостоятельно. Для установки встроенных домкратов или стопорных болтов могут потребоваться прорези.
Что такое Soft Foot?
Если опора больше не соприкасается с опорной пластиной, результатом может быть раскачивающее движение, называемое «мягкой опорой», и это повлияет на измерения центровки. Мягкая опора может возникнуть из-за неровного основания или опорной плиты, а также из-за скрученных или поврежденных опор двигателя или насоса. Это также может произойти, если несколько прокладок помещены под одну или несколько ножек для исправления вертикального выравнивания.
Это также может произойти, если несколько прокладок помещены под одну или несколько ножек для исправления вертикального выравнивания.
Мягкая опора влияет на измерения центровки валов и может быть причиной шума и вибрации.Перед тем, как решать проблемы центровки валов, важно устранить проблемы с мягкой опорой.
Как соединяются валы?
Механические муфты — это наиболее часто используемые соединители валов. Это могут быть как жесткие, так и гибкие конструкции. Жесткие муфты обычно используются на вертикальных насосах; в большинстве горизонтальных насосов используются гибкие муфты. Последний может быть металлическим или эластомерным. Эластомерные муфты не подходят для использования при высоких температурах или в некоторых химических средах, где они могут разрушаться.Точно так же металлические муфты могут не подходить для использования, если они подвергаются воздействию коррозионных веществ.
Муфты особенно гибкой конструкции допускают некоторую несоосность валов. Обычно они рассчитаны на максимально допустимые угловые и параллельные смещения. Это преимущество не должно служить оправданием пренебрежения центровкой валов. Любая несоосность может привести к повреждению насоса, двигателя и, собственно, муфты. Однако некоторые гибкие муфты полагаются на смазанные скользящие компоненты для компенсации несоосности и фактически работают менее эффективно с правильно выровненными валами.Это связано с тем, что для поддержания смазки необходимо некоторое движение.
Обычно они рассчитаны на максимально допустимые угловые и параллельные смещения. Это преимущество не должно служить оправданием пренебрежения центровкой валов. Любая несоосность может привести к повреждению насоса, двигателя и, собственно, муфты. Однако некоторые гибкие муфты полагаются на смазанные скользящие компоненты для компенсации несоосности и фактически работают менее эффективно с правильно выровненными валами.Это связано с тем, что для поддержания смазки необходимо некоторое движение.
Как можно обнаружить проблемы с несовпадением?
Шум и вибрация могут быть первыми признаками проблем с работающей насосной системой. Анализ вибрации, выполняемый в рамках программы профилактического обслуживания и мониторинга, может определить, становится ли несоосность вала проблемой. Диагностика несоосности вала указывается по аномально высоким уровням вибрации при частоте вращения вала, в один и / или два раза превышающей частоту вращения вала.Таким образом, быстрое выявление несоосности может спасти насосную систему от повреждений.
Сводка
Мощность передается от двигателя к насосу путем соединения вала двигателя с валом насоса напрямую или через муфту. Системы должны проверяться на центрирование валов во время установки, через частые интервалы во время работы, а также после ремонта и технического обслуживания. Несоосность может вызвать преждевременный износ уплотнения, набивки, вала и подшипников насоса (что приводит к чрезмерной утечке), а также вызвать вибрацию, шум, снижение эффективности, а также увеличение мощности и затрат на техническое обслуживание.Муфты, особенно гибкие, допускают некоторую несоосность валов.
Доступен ряд устройств для измерения смещений центровки, включая индикаторы шкалы и лазерные инструменты центровки. Регулировка вертикального позиционирования включает вставку регулировочных шайб под ножки двигателя или насоса, заботясь о том, чтобы поддерживать хороший контакт с основанием. Для больших систем портативные позиционеры выравнивания могут быть рентабельными.
Как отрегулировать насос
Поскольку энергоэффективность и экономическая эффективность стали важными факторами при выборе насоса для работы, минимизация времени простоя оборудования имеет решающее значение.Сильная несоосность может существенно повлиять на эффективность вашего предприятия.
Несоосность может возникнуть, если осевые линии вращения двух или более частей насоса не совпадают друг с другом. Это может остаться незамеченным — в зависимости от серьезности несоосности, поскольку иногда вибрация является нормальным явлением для насосов.
При смещении насоса специалисты по техническому обслуживанию заметят резкое увеличение вибрации вместе с:
- Срок службы подшипников насоса и привода уменьшится, что приведет к повышению температуры или утечке масла;
- Поскольку механические уплотнения не могут справиться с перекосом, они выйдут из строя;
- Возможен отказ или поломка вала;
- Муфты быстро изнашиваются или выходят из строя;
- Чрезмерная вибрация вызовет чрезмерный шум или скрежет деталей насоса;
- Дополнительная потребляемая мощность, как правило, более 15% и;
- Повреждение внутренних муфт.

Если вы хотите отрегулировать помпу, рассмотрите следующие методы и инструменты. У каждого из них есть существенные плюсы и минусы, и их следует обсудить со специалистами по насосам перед выполнением, чтобы избежать дальнейшего простоя…
Straight-Edge: Для этого необходимо поместить линейку на муфту насоса и двигателя, а затем визуально проверить, выровнены ли компоненты.
Хотя это быстро и легко выполнить, это очень неточно. Из-за современного высокопроизводительного оборудования и эксплуатационных ожиданий точное измерение имеет решающее значение, чтобы избежать простоев в будущем.
Индикатор обратного циферблата: В этом методе используются два индикатора, которые выделяют радиальное биение и угловатость. Показания подставляются в математические формулы для расчета требований к регулировочным шайбам для оптимального выравнивания.
Индикатор обратного циферблата
очень точен, намного больше, чем метод прямого измерения, однако он требует много времени, требует технических навыков и может приводить к ошибкам при считывании.
Центровка лазера: Сюда входят лазеры, которые определяют относительное положение вала.Затем компьютер предлагает рекомендуемые регулировки, необходимые для выравнивания.
Лазерная юстировка — самый точный из доступных методов (до 0,0001), и после того, как знакомый персонал сможет быстро выровнять насос и двигатель. Однако это самый дорогой из доступных методов, и его сложно настроить.
Робин, менеджер мастерской
Global Pumps, говорит: «Лазерная центровка более точна и, как правило, быстрее, поскольку мы точно знаем, что нужно перемещать»
«Также есть преимущество распечатать отчет для клиента и показать, что он был выровнен, прежде чем покинуть нашу мастерскую».
Для эффективности и точности Global Pumps предлагает лазерную центровку.
Чтобы определить лучший метод для вашей помпы или поговорить с экспертом, свяжитесь с нашей командой Global Pumps. У нас более 40 лет опыта центровки насосов с помощью муфт.
Центровка вала насоса и зачем это нужно
Центровка вала насоса и вала двигателя является важной частью процесса запуска, который наши специалисты по обслуживанию выполняют ежедневно. Если вал насоса и вал двигателя не выровнены должным образом, это может привести к следующим проблемам:
- Избыточный шум
- Избыточная вибрация
- Укороченный срок службы уплотнения
- Преждевременный отказ подшипников насоса и двигателя
- Распад или плавление соединительной муфты
Два типа несоосности вала насоса
Существует два типа несоосности, и вы можете одновременно использовать оба типа в одном насосе.Это может происходить как в вертикальном, так и в горизонтальном положении.
Первый — угловое смещение, когда валы не параллельны:
Второй — это смещение параллельности, когда валы не параллельны и имеют смещение:
Методы центровки валов
Существует множество методов центровки валов насоса с гибкой муфтой.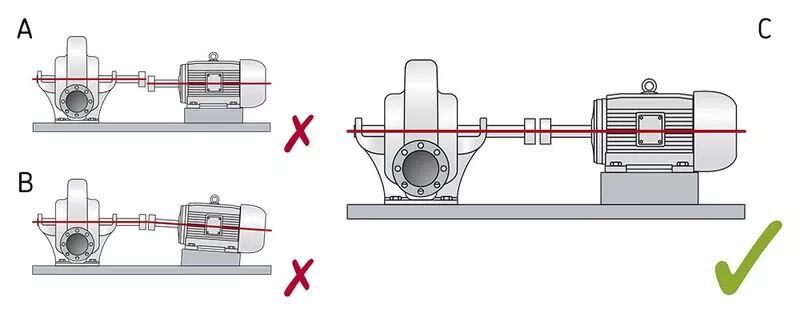 Вот наиболее часто используемые методы:
Вот наиболее часто используемые методы:
- Выравнивание по прямой кромке
- Выравнивание циферблатного индикатора обода
- Выравнивание индикатора обратного циферблата
- Лазерная юстировка
Приведенный выше список составлен в порядке наименьшей стоимости (отсутствие необходимости в специальных инструментах) и более высокой стоимости инструмента для лазерной центровки.
И метод обода, и метод обратного набора требуют некоторой сложной математики для достижения правильного выравнивания, тогда как инструмент лазерного выравнивания выполняет математические вычисления внутри пользователя. Независимо от того, какой метод используется, прецизионные регулировочные шайбы насоса являются необходимым материалом для процесса центровки. Насосы меньшего размера можно выровнять по прямой кромке, тогда как насосы большего размера обычно выравниваются с помощью лазера. Допуски центровки также становятся более жесткими по мере увеличения частоты вращения двигателя.
Правильная центровка включает совмещение вала насоса с валом двигателя как в горизонтальной, так и в вертикальной плоскостях.
Всегда следуйте инструкциям производителя о том, как правильно выровнять насос, поскольку он может варьироваться от одного типа муфты к другому.
Не забывайте всегда выравнивать помпу при замене или перемещении двигателя после выполнения технического обслуживания помпы. Это даст вашему оборудованию возможность минимизировать проблемы и продлить срок его службы.
Взгляните на это видео, где Шейн Ломбард, специалист по обслуживанию Deppmann, выполнил выравнивание по прямой кромке на насосе, установленном на основании, в предыдущем совете месяца по обслуживанию.
Следите за новостями в следующем месяце, где мы покажем вам, как выровнять насос с помощью одного из наших инструментов для лазерной центровки.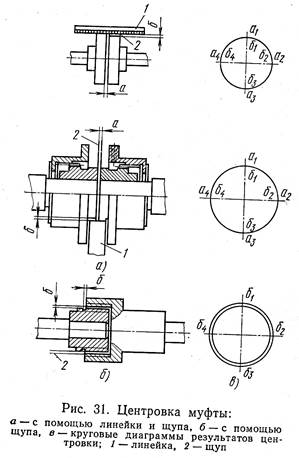
Если у вас есть какие-либо вопросы, обратитесь в отдел запуска и гарантии Deppmann.
Заявление об ограничении ответственности: R. L. Deppmann и его аффилированные лица не несут ответственности за проблемы, вызванные использованием информации на этой странице. Хотя эта информация исходит из многолетнего опыта и может быть ценным инструментом, она может не принимать во внимание особые обстоятельства в вашей системе, и поэтому мы не можем нести ответственность за действия, вытекающие из этой информации.Не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы.
Центробежный насос
ANSI [Видео]
Добро пожаловать в минутку центробежного насоса! Сегодняшняя тема — выравнивание сцепления. Меня зовут Джеймс Фарли, я менеджер по продукту в компании Griswold.
Несоосность муфты — один из основных источников вибрации и центробежных насосов. Тем не менее, мы можем контролировать это правильным выравниванием. Сегодня мы поговорим о том, что это за процесс.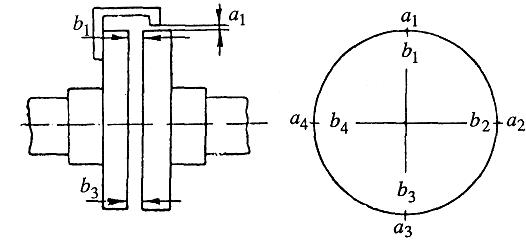 Перед тем, как приступить к выравниванию муфты, нам необходимо проверить всю установку на соответствие некоторым ключевым требованиям.Это будет включать наличие жесткого фундамента или базовой лестницы для установки насоса и двигателя. Кроме того, мы должны убедиться, что трубопровод будет выровнен с насосом, чтобы минимизировать нагрузку на сопло. Если у нас здесь есть проблемы, нам нужно исправить их, прежде чем мы перейдем к выравниванию муфты. Также важно проводить центровку, когда насос находится при нормальной рабочей температуре. Насос и трубопровод будут подвергаться тепловому расширению, и нам нужно настроить выравнивание, когда мы достигнем нормального значения.
Перед тем, как приступить к выравниванию муфты, нам необходимо проверить всю установку на соответствие некоторым ключевым требованиям.Это будет включать наличие жесткого фундамента или базовой лестницы для установки насоса и двигателя. Кроме того, мы должны убедиться, что трубопровод будет выровнен с насосом, чтобы минимизировать нагрузку на сопло. Если у нас здесь есть проблемы, нам нужно исправить их, прежде чем мы перейдем к выравниванию муфты. Также важно проводить центровку, когда насос находится при нормальной рабочей температуре. Насос и трубопровод будут подвергаться тепловому расширению, и нам нужно настроить выравнивание, когда мы достигнем нормального значения.
На первом этапе мы хотим ослабить все болты на насосе в двигателе и выровнять насос по всасывающему и нагнетательному трубопроводу. Затем мы готовы затянуть болты на всасывании и нагнетании, и это установит насос в положение на опорной плите. На втором этапе мы собираемся полностью затянуть болты на насосе и надежно закрепить этот насос на фундаменте. Очень важно не использовать прокладки между насосом и опорной плитой. В противном случае в будущем вы можете получить мягкую ногу.Теперь мы готовы выполнить выравнивание. Мы рекомендуем использовать лазерный инструмент для выравнивания. Эти инструменты очень точно измеряют соосность вала насоса и вала двигателя, потому что есть датчики, которые прикреплены непосредственно к каждому из них. Дополнительным преимуществом является то, что инструмент дает вам указания о том, как перемещать и позиционировать двигатель, заключается в том, что он полностью выровнен.
Очень важно не использовать прокладки между насосом и опорной плитой. В противном случае в будущем вы можете получить мягкую ногу.Теперь мы готовы выполнить выравнивание. Мы рекомендуем использовать лазерный инструмент для выравнивания. Эти инструменты очень точно измеряют соосность вала насоса и вала двигателя, потому что есть датчики, которые прикреплены непосредственно к каждому из них. Дополнительным преимуществом является то, что инструмент дает вам указания о том, как перемещать и позиционировать двигатель, заключается в том, что он полностью выровнен.
Если у вас нет лазерного инструмента для юстировки, юстировку все равно можно выполнить с помощью циферблатного индикатора. Как вы видите, прежде чем мы пройдем через этот процесс, я собираюсь объяснить некоторые термины.Какие шаги необходимо предпринять для регулировки двигателя? Нам нужно проверять как параллельность, так и угловое выравнивание. Угловой означает, что два вала не выровнены, и, например, если двигатель был наклонен под большим углом, два вала явно не выровнены по углу. При параллельном совмещении два вала смещены, но при этом параллельны. Так что это может быть вертикальное или горизонтальное положение. Нам нужно проверить оба из них, чтобы проверить угловое выравнивание. Мы собираемся использовать циферблатный индикатор.Если циферблатный индикатор необходимо подключить к валу насоса, а затем соприкоснуться с лицевой стороной муфты. Также важно сделать отметку на муфте, потому что нам нужно вращать вал насоса и вал двигателя вместе, чтобы получить точные показания.
При параллельном совмещении два вала смещены, но при этом параллельны. Так что это может быть вертикальное или горизонтальное положение. Нам нужно проверить оба из них, чтобы проверить угловое выравнивание. Мы собираемся использовать циферблатный индикатор.Если циферблатный индикатор необходимо подключить к валу насоса, а затем соприкоснуться с лицевой стороной муфты. Также важно сделать отметку на муфте, потому что нам нужно вращать вал насоса и вал двигателя вместе, чтобы получить точные показания.
После того, как у меня установлен циферблатный индикатор, мне нужно обнулить индикатор и повернуть его на 180 градусов, при этом оба вала движутся вместе. Изменение показаний показывает, насколько далеко насос находится от углового выравнивания.Чтобы продемонстрировать, я бы повернул и двигатель, и вал насоса вместе, повернул бы его на 180 градусов и измерил изменение показаний. Если я измеряю в положении на три и девять часов, я измеряю горизонтальное выравнивание насоса. Если я нахожусь в положениях на 12 и 6 часов, я измеряю вертикальный угол совмещения. После корректировки угловых соосностей в пределах допуска. Теперь нам нужно проверить параллельность, чтобы сделать это. Возьмем циферблатный индикатор и поместим его на внешний диаметр муфты.Мы снова должны отметить муфту, чтобы знать, что мы перемещаем оба вала вместе. Мы установим показание на 0 и повернем на 180 градусов. Изменение показаний должно быть проверено на соответствие требованиям допуска, и нам нужно корректировать, пока мы не будем в пределах опубликованных требований. Опять же, если мы проводим тестирование в положениях на 3 и 9 часов, мы проверяем горизонтальное параллельное выравнивание. Проверяем в позиции 12 и 6 часов. Проверяем вертикальную параллельность. Центровка насоса имеет решающее значение для минимизации вибрации насоса и поддержания надежной работы.Спасибо, что присоединились к нам — посмотрите другие наши видеоролики о центробежных насосах!
После корректировки угловых соосностей в пределах допуска. Теперь нам нужно проверить параллельность, чтобы сделать это. Возьмем циферблатный индикатор и поместим его на внешний диаметр муфты.Мы снова должны отметить муфту, чтобы знать, что мы перемещаем оба вала вместе. Мы установим показание на 0 и повернем на 180 градусов. Изменение показаний должно быть проверено на соответствие требованиям допуска, и нам нужно корректировать, пока мы не будем в пределах опубликованных требований. Опять же, если мы проводим тестирование в положениях на 3 и 9 часов, мы проверяем горизонтальное параллельное выравнивание. Проверяем в позиции 12 и 6 часов. Проверяем вертикальную параллельность. Центровка насоса имеет решающее значение для минимизации вибрации насоса и поддержания надежной работы.Спасибо, что присоединились к нам — посмотрите другие наши видеоролики о центробежных насосах!
ЦЕНТРОБЕЖНЫЙ НАСОС | Ввод в эксплуатацию и наладка
Завершение правильных работ по вводу в эксплуатацию и регулировке насоса гарантирует, что установленное оборудование работает с оптимальной эффективностью и полностью соответствует проектным параметрам проекта и техническим паспортам производителя; следующие испытания должны быть завершены и, если это указано, засвидетельствованы:
- Проверка центровки
- Проверка вращения
- Электрический аварийный останов
- Проверка закрытой головки
- Электрические измерения
- Проверка полного потока
Приведенная ниже информация будет проходить через каждый этап тестирования и последовательности ввода в эксплуатацию для насоса, расширяющегося в соответствии с требованиями , включая то, какие инструменты следует использовать, допуски и т. д.
д.
Если вы хотите понять, как написать заявление о методе, ознакомьтесь с нашей статьей КАК НАПИСАТЬ ЗАЯВЛЕНИЕ О МЕТОДЕ ТЕСТИРОВАНИЯ И ВВОДА В ЭКСПЛУАТАЦИЮ
Общая информация
Насосы
бывают различных конфигураций и размеров, приведенная ниже информация основана на самом основном типе, с которым мы сталкиваемся, «центробежных насосах», которые используются в коммерческих и промышленных системах охлажденной воды и отопления.
Предполагается, что испытание мегомметром / изоляцией двигателя насоса было завершено до проведения механических испытаний.Если этого не произошло, то это следует сделать до описанных ниже действий.
Заводские испытания насосов
Следует отметить, что, если это не указано и не требуется в заказе поставщику / производителю, насосы обычно не проходят заводские испытания.
Компетентные лица
Все работы должны выполняться опытным и компетентным лицом, разбирающимся в системах и имеющим соответствующую квалификацию.
Контрольный список для ввода насоса в эксплуатацию
Перед функциональными испытаниями насосов их следует осмотреть, чтобы убедиться, что это не повлияет на пусконаладочные работы.
Для этого следует использовать подробный контрольный список для ввода насоса в эксплуатацию в качестве справочного материала для проверки и отметки для записи.
Мы написали статью Загружаемый контрольный список для ввода в эксплуатацию НАСОСА , чтобы охватить эти работы, подробно описывая проверки, которые должны быть выполнены от поставки до пуско-наладки, чтобы гарантировать качество продукции. качество монтажа и начало пусконаладочных работ
Тестирование допусков
Для того, чтобы команда по вводу в эксплуатацию сочла тестирование успешным, мы должны будем придерживаться некоторых допусков, которых необходимо будет придерживаться и сопоставить с представленной и измеренной информацией.
| Сеть [поток от [насосов] | Конструкция +10% / — 0% |
| Центровка насосов | Согласно документации производителя |
Инструменты для тестирования
Обычно требуются следующие инструменты с соответствующим сертификатом калибровки:
| Механический инструмент | Электроинструмент |
| Водяной манометр | Амперметр с зажимом |
| Тахометр | Мультиметр |
| Калибровочный инструмент 9044 Калибровочный инструмент 9044 9044 Калибровочный инструмент 9044 Циферблаты, лазеры] | |
| Кривая насоса для тестируемого насоса |
Получите информацию о насосе / двигателе:
Перед испытанием убедитесь, что снята и задокументирована вся подробная информация о насосе и двигателе:
- Производитель
- Тип
- Модель
- Серийный номер
- Размер рабочего колеса
- Двигатель [кВт]
- Об / мин
- Настройка перегрузки [амперы]
- Ток полной нагрузки [амперы]
Тест 1: юстировка насоса
Регулировка насоса должна быть завершена до того, как оборудование будет работать в течение продолжительного времени и обеспечит следующее:
- Оборудование установлено и соответствует требованиям производителя
- Нет нагрузки на валы
- Снижена вибрация
Центровка должна выполняться компетентным лицом, обычно производителем насоса, с полным отчетом и документацией при условии, что это может быть включено в отчет о вводе в эксплуатацию / окончательную документацию насоса.
Обычно насосы можно укомплектовать и выровнять 3 способами:
- Выравнивание по прямой кромке
- Выравнивание индикатора с круговой шкалой
- Выравнивание по лазеру
Выравнивание по прямой кромке
Это самый простой и наименее точный метод, которого следует избегать, поскольку есть гораздо более точные и более точные методы, которые помогут снизить общий износ насосов / затраты на техническое обслуживание
На насос и муфту будет помещена линейка, при этом компоненты будут проверяться визуально на предмет выравнивания на глаз.Верхний и нижний зазоры муфты измеряются щупом.
С допусками, указанными производителем, человеческий глаз может не заметить разницы.
Выравнивание индикатора часового типа
Метод набора может охватывать такие методы, как:
- Крестовидный циферблат
- Обратный циферблат
- Обод и лицевая сторона
Метод перекрестного набора измеряет вал двигателя и вал насоса путем считывания двух индикаторов, установленных на 180 градусов друг от друга,
Метод с обратным циферблатом снимает измерения с индикаторов в той же плоскости, что и валы.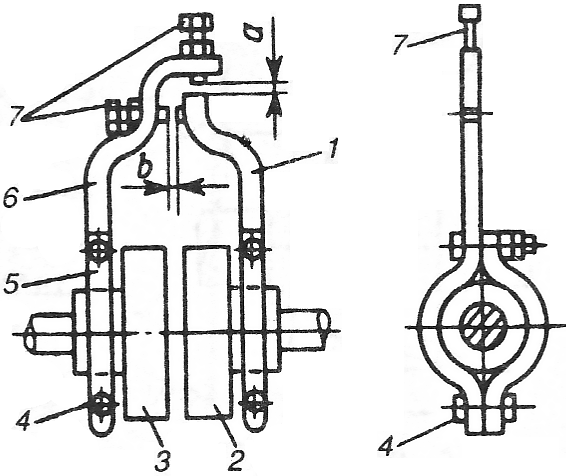
Если есть ситуация, когда может вращаться только 1 вал, то обычно используется метод обода и циферблата .
Лазерная юстировка
Самый точный из трех методов и тот, который можно было бы предложить, поскольку допуски производителей обычно очень жесткие.
Лазеры размещаются на валах двигателя и насоса, а данные и информация передаются обратно в компьютер, который предоставляет инструкции и данные о том, как выравнивать и регулировать валы.
Таблица сравнения методов выравнивания
| Тип | Требуемые навыки | Точность | Время до завершения | Стоимость инструментов |
| Прямая кромка | Низкая 9044 | $ | ||
| Индикатор циферблата | Высокий | Средний | Длинный | $$ |
| Laser | Средний | Высокий | Короткий |