
Как варить тонкий металл полуавтоматом. Полезная информация
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание статьи
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т. д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.

- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.

С охраной труда при сварке можно ознакомиться здесь.

точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Сделать это можно на верстаке, сборочном столе или плите из стали.
[Всего: 0 Средний: 0/5]
СВАРКА ПОЛУАВТОМАТОМ для начинающих: [оборудование, советы]
[Сварка полуавтоматом для начинающих] — это отличная возможность для домашних мастеров освоить азы рабочего процесса и научиться выполнять все возможные операции.
Вообще, полуавтомат можно отнести к наиболее удобному и доступному оборудованию, которое может быть успешно использовано в быту.
Одним из главных его достоинством является то, что он дает возможность работать как с цветными, так и с черными типами металлов.
Основной особенностью работы полуавтомата считается его способность производить быстрое соединение металлов без необходимости дополнительного усиления, при этом к процессу могут привлекаться некоторые другие элементы.
Принцип работы полуавтомата заключается в том, что используемая в качестве электрода проволока подается непосредственно в рабочую зону исключительно механическим методом.
В качестве материала для такой проволоки выступает сплав, который имеет специфический состав.
Все используемое для сварки полуавтоматическим аппаратом оборудование при желании и правильном подходе к делу с легкостью и за короткое время сможет без проблем освоить каждый домашний мастер.
Используемое оборудование
Для полуавтоматов существует своя определенная классификация применяемого оборудования, которая условно подразделяет все устройства на три основных типа.
Так, разные агрегаты могут работать на разных типах проволоки, кроме этого, существуют и разные способы, обеспечивающие защиты сварному шву.
Следует отметить и то, что горелки полуавтоматов имеют и разный характер перемещения.
Если рассматривать полуавтоматы со стороны используемой проволоки, то она может быть изготовлена из стали и поставляться в цельном виде, намотанной на бухту.
Также в некоторых случаях полуавтоматы используют алюминиевую проволоку, а также проволоку, которая имеет универсальный состав.
Следует отметить и то, что есть несколько раздельных принципов, обеспечивающих защиту шва в момент выполнения сварки.
Здесь защита может быть обеспечена за счет определенной реакции флюса, при помощи образующейся среды газа, а также путем использования порошковой проволоки.
Сами полуавтоматы для сварки могут быть в стационарном исполнении и использоваться для выполнения серийной работы, а также передвижного типа.
Для домашнего использования, как правило, используют компактные переносные полуавтоматы.
Используя для сварки различных видов металлов полуавтоматическое оборудование, домашний мастер получает ряд очень важных преимуществ.
В первую очередь, появляется возможность в домашних условиях работать с металлами, которые имеют небольшую толщину, что практически невозможно при использовании других типов сварки.
Видео:
Следует отметить и то, что при работе с полуавтоматом свариваемая поверхность может содержать как ржавчину, так и всевозможные окислы, нет необходимости проводить предварительную обработку от жировых скоплений.
За счет большого выбора используемых в полуавтоматах расходников, уменьшаются финансовые затраты.
Полуавтомат можно использовать и при необходимости выполнить соединение оцинкованных материалов без повреждения поверхности.
Для этих целей применяется медная проволока. Ознакомиться с процессом выполнения сварного соединения полуавтоматом можно на видео, которое размещено выше.
Особенности работы
Обязательным условием работы на полуавтомате является наличие специального инертного газа, который выполняет своеобразную функцию защиты.
Без газа при выполнении работ раскаленный металл будет достаточно сильно разбрызгиваться, что не только снизит качество соединения, но и может нанести травму мастеру.
Следует отметить тот факт, что образующаяся дуга при работе с полуавтоматом имеет более высокие показатели яркости, чем у других типов сварок.
Полуавтомат имеет свои особенности работы и это делает данный аппарат незаменимым при выполнении определенных технологических работ.
Наиболее часто данный вид сварки используется в различных автомастерских, где она успешно используется при выполнении кузовных работ.
Одним из главных достоинств полуавтоматической сварки является то, что у домашнего мастера появляется возможность производить качественное соединение, как обыкновенной стали, так и всевозможных нержавеющих сплавов и даже алюминия.
Конечно, использование газа несколько усложняет процесс, однако простота использования и качество выполнения соответствующих работ с лихвой перекрывают этот недостаток.
Необходимая инертная среда при работе с полуавтоматом создается за счет использования определенного газа. В качестве рабочего газа может выступать углекислый, гелий, а также аргон.
При необходимости можно использовать смеси, и в этом случае для каждого газа определяются свои пропорции.
Так, например, для инверторного способа сварки рекомендуется использовать либо аргон, либо углекислый газ.
Основным питающим источником в полуавтомате выступает постоянный ток обратного типа и в этом случае отрицательный заряд следует подавать исключительно на изделие.
Любой полуавтоматический аппарат состоит из некоторых обязательных элементов.
Видео:
Так, его работу обеспечивают преобразующий электрическое напряжение блок, горелка для выполнения сварки, механизм механического типа, использующийся для подачи проволоки.
Кроме этого, в состав полуавтомата входит специальная система, отвечающая за обязательную подачу инертного газа. Как правильно работать с полуавтоматом, подробно показано на видео уроках в нашей статье.
Основные режимы
Любой начинающий домашний мастер перед началом самостоятельной работы на полуавтомате должен для себя уяснить все возможные режимы сварки, которые ему будут доступны.
Следует помнить, что режим, главным образом, подбирается исходя из толщины рабочего металла.
Так, для выполнения тонких сварных соединений рекомендуется использовать проволоку, которая выступает в качестве электрода, с толщиной в пределах шести миллиметров.
В свою очередь, при необходимости выполнить сварное соединение материала, толщина которого превышает пять миллиметров, проводить работу придется в два отдельных этапа.
В этом случае каждый следующий накладываемый шов должен идти строго по поверхности предыдущего.
Расход газа при выполнении сварки тонкого металла составляет в среднем до семи литров в минуту.
Такой объем газа позволяет выполнить необходимую работу без деформации рабочего материала, за счет того, что зона теплового воздействия значительно сужается.
Любой начинающий мастер должен иметь представление о каждом доступном ему режиме при работе на полуавтомате.
Сварка при помощи полуавтомата дает возможность проводить необходимые работы, как с тонким материалом, так и с тем, который имеет большую толщину.
Исходя из этого предусмотрено несколько различных вариантов выполнения данного вида работы.
Так, сварка полуавтоматом может быть стыковой, и в этом случае практически полностью исключаются зазоры между соединяемыми деталями.
Такой тип сварки особенно популярен у автолюбителей. Также полуавтомат позволяет выполнить качественное соединение внахлест.
Данный способ считается наиболее простым, и освоить его не составит труда. Более сложный и при этом более прочный тип сварки полуавтоматом носит название — по готовым отверстиям.
Следует отметить, что скорость работы, а также высоту шва мастер выбирает самостоятельно.
Видео:
Кроме этого, домашний мастер обязательно должен научиться правильно выбирать режимы работы и настраивать все используемое оборудование.
При выполнении сварки следует контролировать поступление газа. Он должен негромко шипеть и обдувать рабочую поверхность, а не дуть на нее.
На видео выше подробно показано, как правильно работать полуавтоматом.
Советы и рекомендации
При выполнении данного вида сварки главным условием является правильная настройка аппарата.
Если все выполнено правильно, то рабочий процесс будет происходить без каких-либо разрывов, а дуга всегда будет ровно гореть.
Проволоку, которая выступает в качестве электрода, следует выставлять направлением вперед. В этом случае дуга не оборвется, даже если движение будет не плавным.
Следует отметить, что при данном типе сварки поджиг дуги происходит практически мгновенно.
Выполняя необходимую работу на полуавтомате, отпадает необходимость постоянно менять электроды, а готовый шов не нужно будет обрабатывать и затирать от скопившегося шлака.
Начинающие мастера ознакомиться с процессом сварки на полуавтомате могут с помощью видео, которое размещено ниже.
Видео:
Тот домашний мастер, который освоит данный вид сварки, сможет самостоятельно выполнять самые разные виды работ.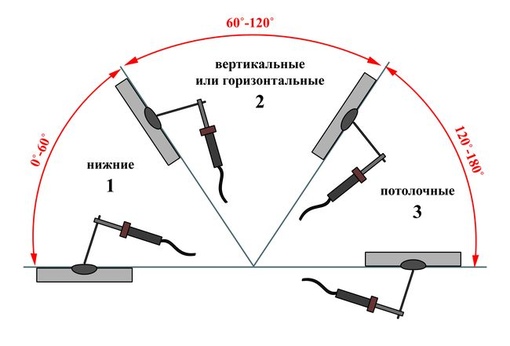
Конечно, данная работа имеет свои тонкости и нюансы, однако разобраться в них при желании не составит большого труда.
Подробно о выполнении сварки полуавтоматом, рассказывает видео в нашей статье.
Как варить полуавтоматом с углекислотой
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.

Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Важно отметить, что состав и диаметр сварочной проволоки завит от толщины и состава заготовок и подбирается индивидуально для каждого процесса.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.

Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.
Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
При толщине деталей от 3 до 8 мм, диаметр проволоки равен от 1,2 до 1,6 мм, а сварочный ток колеблется от 90 А до 250 А. Напряжение сварочной дуги меняется от 18 до 30 В, а скорость подачи проволоки зависит от качественного процесса сварки и колеблется от 150 м/час до 500 м/час.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Очень важно, особенно в труднодоступных условиях соблюдать правила техники безопасности и пользоваться защитными средствами и сварочной маской, а также соблюдать осторожность при использовании углекислого газа.
Итог
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Технология сварки полуавтоматом с газом и без газа + видео урок
технология сварки полуавтоматом без газа обычной проволокой – Видео уроки
3 лет назад
Приветствую, Вас! Для начала рекомендую хорошие интернет магазины – товары и услуги по доступной цене: Полезные товары – интернет магазин ” Gearbest “: https://goo. gl/riFbzo Нужное и полезное – интернет магазин – ” Алиэкспресс “: https://goo.
gl/riFbzo Нужное и полезное – интернет магазин – ” Алиэкспресс “: https://goo.
gl/242qIr Множество нужных товаров – интернет магазин – ” Banggood “: https://goo.gl/U7l3Kp Магазин ножей – “Ножиков”: http://goo.gl/pPjgRj Заработок на своем видео с партнерскими программами: Заработай на своем видео с – ” AIR “: http://goo.gl/R7C0pK Заработай на рекламе в видео с – ” Аdmitad “: http://goo.
gl/1qvZqN И теперь по теме видео: Ну вот мы подучились малярному делу, настало время немного освоить жестянку, дабы мы могли делать более комплексный круг работ.. Начнем пожалуй с легкой сварки, залатаем арку крыла. Для начала вырезаем пораженное коррозией место, выбираем подходящий кусок метала, подгоняем..
Ну в общем смотрите видео! Приятного просмотра! Ссылка на это видео: https://youtu.be/odMTj8BocBA
2 лет назад
В данном видеоролике мы решили показать, как в домашних условиях можно сделать генератор углекислого газа и с его помощью накладывать довольно не плохие сварочные швы полуавтоматической сваркой
3 меc назад
Сварка и горячая клепка деталей
1 лет назад
Вк https://vk. com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 MastakSvarka канал для начинающих сварщиков и для тех сварщиков которые хотят обмениваться своим опытом в сварке. MastakSvarka показывает видео уроки по сварке, а также не забывает про теорию по сварке.
com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 MastakSvarka канал для начинающих сварщиков и для тех сварщиков которые хотят обмениваться своим опытом в сварке. MastakSvarka показывает видео уроки по сварке, а также не забывает про теорию по сварке.
Также провожу эксперименты в области сварки. #сварка #сварщик #сварочныетехнологии #электрод #урокисварки #образование #какваритьэлектродом #MastakSvarka #mastak_svarka #мастаксварка #МастакСварка MastakSvarka https://www.youtube.com/c/MastakSvarka ВНИМАНИЕ.
Видео создано для начинающих сварщиков.
Возможные ошибки ,недочёты созданы и сохранены в учебных целях.
10 меc назад
20 видов и способов сварки, от ручной дуговой сварки до роботизированной.
Сварка, сварочные электроды и всё что с этим связано,имеет прямое отношение к тому миру в котором мы живём, так как благодаря в первую очередь сварщикам, электродам, сварочной проволоке, сварочным аппаратам и всему сварочному процессу в целом, мы имеем возможность пользоваться теми удобствами, которые нас окружают.
Ссылка на видео: https://youtu.be/AoRkP_DqEKs Миссия нашего канала – более детально раскрыть секреты сварки и секреты всего что с нею связано, раскрыть так, чтобы даже самому обычному человеку (не сварщику), было интересно и даже где-то весело, просмотреть то или иное видео.
9 меc назад
В этом видео вы узнаете о редком способе сварки, который называется лежачий электрод в пучке. Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.
com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 MastakSvarka канал для начинающих сварщиков и для тех сварщиков которые хотят обмениваться своим опытом в сварке. MastakSvarka показывает видео уроки по сварке, а также не забывает про теорию по сварке.
Также провожу эксперименты в области сварки. #сварка #сварщик #сварочныетехнологии #электрод #урокисварки #образование #какваритьэлектродом #MastakSvarka #mastak_svarka #мастаксварка #МастакСварка MastakSvarka https://www.youtube.com/c/MastakSvarka ВНИМАНИЕ.
Видео создано для начинающих сварщиков.
Возможные ошибки ,недочёты созданы и сохранены в учебных целях.
5 меc назад
Привет друзья,в этом видео я хочу рассмотреть проблемы связанные с работой сварочного полуавтомата и как с ними бороться.
3 меc назад
e-katalog Россия http://www.e-katalog.ru/k227.htm?cgi_idsr_=86862&utm_source=youtube_channels&utm_campaign=ognennoetv18 e-katalog Украина http://ek.ua/k227.htm?cgi_idsr_=86862&utm_source=youtube_channels&utm_campaign=ognennoetv18 Сегодня мы попробуем сварить алюминий с помощью болгарки! И проведем испытания образцов до разрушения. Все самоделки Огненного ТВ https://www.youtube.com/watch?v=MC-Y6iYNt-E&list=PLz9lVL5ficvozB6aKhGqX3IS-FJgtBdrp Все эксперименты Огненного ТВ https://www.youtube.com/watch?v=Vt8rJ7JDB7M&list=PLz9lVL5ficvrx_QUyQIgXt3hCPlZzTO_A ТОП самых интересных приборов от канала Огненное ТВ:
Источник: https://videouroki.su/watch/tekhnologiya-svarki-poluavtomatom-bez-gaza-obichnoy-provolokoy/1rLOQW662eM
Сварка полуавтоматом для начинающих – видео уроки и техника безопасности
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Преимущества и недостатки
Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.
К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве, в большинстве случаев достаточно и инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.

Технология и виды
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).

Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Необходимые материалы и инструменты
Устройство сварочного аппарата
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Пошаговая инструкция по выполнению
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.

Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.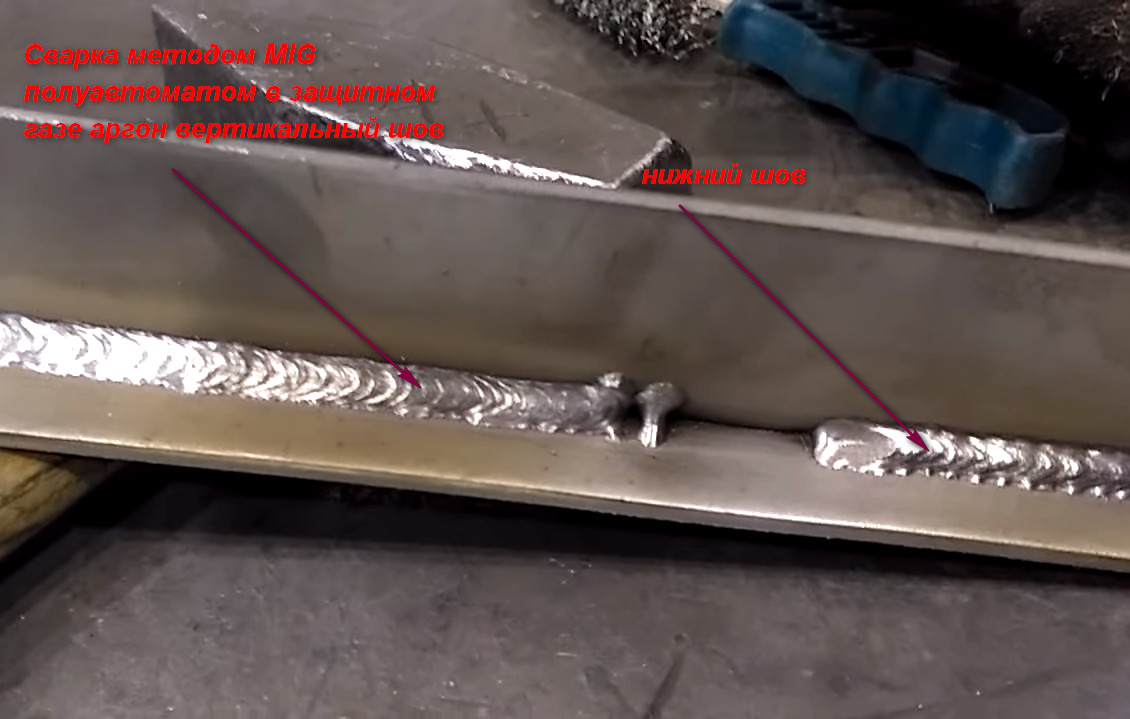
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без.
При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию.
Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части рекомендуется предварительно очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- При соединении тонкого металла следует использовать специальные зажимные приспособления, поскольку полуавтомат создает локальные точки нагрева, то соединение может получиться не совсем плотным.
- При больших объемах швов рекомендуется сначала прихватить металл в нескольких местах, а уже потом проводить сваривание по всей длине.
Советы и возможные ошибки
Не стоит преувеличивать свои силы имея опыт работы с другими видами сварки.
Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении.
Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций.
Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации. Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
Источник: http://househill.ru/fundament/pod-dom/vintovoj/svarka-poluavtomatom.html
Сварка полуавтоматом без газа обычной проволокой
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки.
Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода.
Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.
На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный.
Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки.
Изнутри её стержень заполнен специальным флюсованным порошком.
Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.

Рекомендуем! Как научиться варить электросваркой самостоятельно
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента — дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
Источник: https://svarkagid. ru/tehnologii/kak-varit-poluavtomatom-bez-gaza.html
ru/tehnologii/kak-varit-poluavtomatom-bez-gaza.html
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом.
Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения.
Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка полуавтоматом без газа – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока.
Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом.
Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Полуавтоматический сварочный аппарат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтоматическое сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов.
В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам.
На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение полуавтомата без газа
Возможен такой вариант соединения деталей, как сварка полуавтоматом порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.

Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сергей Одинцов
Источник: http://electrod.biz/oborudovanie/poluavtomat/kak-varit-bez-gaza.html
Сварка полуавтоматом без газа — отличный выбор для начинающих
Сварка — это процесс, который до сих пор не имеет аналогов, он позволяет качественно и надёжно производить неразъемное соединение каких-либо частей или деталей, из различных видов металла.
Сегодня существует множество различных видов и методов сваривания плавлением, которые внедрены в производство. Каждый способ имеет свои недостатки и преимущества.
В наши дни сварка полуавтоматом без газа — наиболее востребованная сварочная технология, которая используется в различных защитных газовых средах.
Сварка полуавтоматом: преимущества
Она не требует высокой квалификации мастера для её осуществления. Её смогут выполнить любой специалист, у которого квалификация ниже чем, та, что требуется для исполнения ручной сварки дугой.
И при этом, процесс занимает гораздо меньше времени.
В результате получится сварной шов, который будет высококачественным и не будет необходимости зачищать его от шлака, конечно, при соблюдении всех правил технологии.
Дальнейшая грунтовка, покраска и прочая обработка сварных изделий будет производиться абсолютно без лишних задержек. Полуавтоматическая сварка плавлением позволяет совершать соединение очень тонких металлических частей: 0.1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
Штрих код – это графическое изображение, состоящее из вертикальных черных и белых полос разной ширины, следующих друг за другом, а также цифрового кода. Цифровой код предназначен для людей, графика – для считывающих устройств. Зарегистрировать свой штрих-код можно на сайте компании rossertcentr.ru.
Этот сварочный процесс можно назвать идеальным, он бывает для серийного и мелкосерийного производства. Своё название «полуавтоматическая сварка», эта технология получила благодаря своей особенной подачи проволоки. Грубо говоря, это практически та же дуговая сварка, только выполняется специальным проволочным электродом, и обязательно в среде защитного газа.
Принцип работы сварочным полуавтоматом
Принцип, на котором построена вся технология сварки, достаточно простой. Все происходит с помощью подающего механизма, который производит подачу сварочной проволоки к принимающему устройству, а после этого, подаёт её в зону сварки. Для того,чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
При нажатии на клавишу рабочего органа, включается одновременное поступление к нему проволоки и газа.
Перед тем как началось поступление проволоки, место где будет сварной шов, засыпается специальным флюсом из бункера.
Когда скользящий электрод передвигается вдоль поверхности кромок, которые свариваются, когда происходит включение подачи электрода происходит возбуждение дуги, или когда подача уже подключена и флюс засыпан.
В последующих действиях придется очищать застывший шлак с конца электрода, в случае если дуга потушится и снова зажжется. Чаще всего процесс происходит на переменном токе, можно использовать постоянный, в случае, если нет возможности настроить переменный.
Сварка полуавтоматом без газа — это полуавтоматизированная технология. Вручную происходит только перемещение держателя в длину шва, обычно на весу, а иногда с упором на костыль, который специально помещен в изделие.
В зависимости от сложности и специфики сварки, бывают переносные и стационарные механизмы. Электроды необходимо подбирать так, чтобы они соответствовали свойствами металлам, которые свариваются, от этого будет зависеть качество сварного шва.
Как и электроды, защитный газ тоже надо выбирать в соответствии со свойствами свариваемых металлов. Если сталь низко углеродистая, тогда газовую среду должен создавать углекислый газ, в некоторых случаях возможно применения аргона. Когда газ подается из сопла, то он вытесняет воздух из зоны сваривания, этим защищая, сварной шов.
Многие покупатели, приобретают подобный инструмент для сварки алюминия, тем более, что электросварка для начинающих, видео уроки которой можно посмотреть в сети, вовсе не сложна!
Полуавтоматическая сварка алюминия в технологическом аспекте сложнее, чем с любым другим металлом. Защитная плёнка на его поверхности плавится при температуре 2200 градусов по Цельсию, а сам алюминий плавится при 660 градусах. Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Видео: Сварка полуавтоматом без газа
21 Март 2014
Источник: http://al-shop.ru/stati/svarka-poluavtomatom-bez-gaza
Как работать полуавтоматическим сварочным аппаратом: техника, режимы, этапы
Во время строительства здания либо капремонта авто не обойтись без сварочного аппарата. Он используется, чтобы качественно соединять детали из металла, входящие в состав определенной конструкции. Сегодня весьма часто применяется полуавтомат сварочный. Он позволяет качественно и надежно соединять детали как из черного, так и из цветного металла.
Как работает полуавтомат для сварки
Чтобы понять, как варить полуавтоматом, нужно разобраться в принципе его работы. При сваривании подобным устройством электроды не применяются. Используется особая проволока для сварки, плавящаяся в газовой среде. Инертный газ (или углекислота) должен беспрерывно подаваться из газового баллона.
При выполнении сварки полуавтоматом тепловая энергия плавит деталь. Благодаря этому создается сварное соединение, формируется надежный шов. Полуавтомат состоит из:
- управляющего блока;
- блока питания;
- резервуара с газом;
- узла, подающего проволоку;
- емкости с проволокой;
- шланга для подачи газа;
- газовой горелки;
- газового оборудования.
Эксплуатационные показатели полуавтоматического сварочного аппарата должны быть такими:
- сила электротока – 40-600 ампер;
- напряжение сварной дуги – 16-40 вольт;
- скорость сваривания – 20 миллиметров в секунду;
- расход проволоки в секунду – 3-25 сантиметров;
- затраты инертного газа в минуту – 3-60 литров;
- объем баллона – до 100 литров.
Режимы сваривания
Выбор режима сваривания рабочий производит, учитывая толщину металла. Если металл имеет толщину больше 5 мм, сваривать его нужно в 2 стадии. Каждый слой необходимо класть точно друг на друга. В таком случае вы получите высококачественный шов.
Технология сварки полуавтоматом может быть следующей:
- Стыковая. Обычно осуществляется при ремонте транспортного средства. Нужно следить за тем, чтобы между свариваемыми запчастями не было промежутков. Шов получается точечным и беспрерывным.
- Внахлест. Самый легкий метод. На приготовленную поверхность укладывается кусок металла. Его сваривают с ней точечным методом.
- По отверстиям. Заплатку с высверленными отверстиями сваривают с необходимой деталью. Шов создается по имеющимся отверстиям.
Подготовка проволоки, газа, настройка аппарата
В полуавтоматических аппаратах электродным элементом служит особая сварная проволока. Ее радиус равняется 0,03-0,06 см. Обычно сварщики пользуются проволокой радиусом 0,04 см. Перед тем как начать работать аппаратом, необходимо поместить в него катушку, дотянуть проволоку до выхода из горелки, настроить степень ее прижатия посредством специального ролика.
Техника сварки полуавтоматом предполагает обязательное использование газа. Газ можно не применять в устройствах, оборудованный флюсовой проволокой. Как работает подобное оборудование? При сгорании флюс, который входит в состав проволоки, образует газовое облако. Оно защищает сварную ванну от воздуха, предотвращает окисление.
Обычно для сварки полуавтоматом применяется углекислота либо ее смесь с аргоном. Первый вариант дешев, распространен, подойдет для сваривания стали. Второй вариант обеспечивает высокую стабильность дуги и снижает количество брызг при обработке детали.
Перед тем как начать работу сварочным полуавтоматом, подключите баллон к наконечнику прибора, задайте рабочую компрессию. У большей части аппаратов возможно установить только 2 параметра: напряжение и скорость подачи проволоки.
Современные устройства оснащены переключателем индуктивности. Изменяя данный показатель, возможно влиять на тип дуги. Если дуга «холодная», формируется неширокое соединение, сталь проплавляется глубоко. При «горячей» дуге все наоборот.
Для того чтобы правильно отрегулировать показатели устройства, соответственно с толщиной и характеристиками материала, радиусом применяемой проволоки, иными показателями, необходимо использовать таблицу. Она присутствует в сопроводительных документах к сварному аппарату.
Правила сваривания
Существуют определенные правила, соблюдение которых, вкупе со знанием принципа работы сварочного полуавтомата, позволит вам создать качественное сварное соединение.
- Правильно настраивайте прибор. В таком случае вы избежите возникновения разрывов, обеспечите ровное горение дуги.
- Электродную проволоку необходимо устанавливать направлением вперед. В таком случае дуга не порвется даже при резких перемещениях. Кроме того, она будет поджигаться почти моментально.
- Не нужно выполнять замену электродных элементов, очистку швов от накопившегося шлака.
Как выполняется сваривание в углекислотной среде
Углекислота, защищающая свариваемый металл от воздуха, провоцирует начало окислительных процессов. Чтобы свести влияние окисления к минимуму, применяют проволоку, содержащую медные, кремниевые, марганцевые элементы.
Один из популярных сегодня способов обработки металла – это заваривание заплатками. Оно выполняется по такому алгоритму:
- Тщательная зачистка ржавчины.
- Обработка металла средством, преобразующим ржавчину.
- Нанесение противокоррозийного спрея либо грунта.
- Выкраивание завариваемого отверстия из плотного картона.
- Вырезание отверстия.
- Создание дырок по периметру заплатки из металла. Промежутки между отверстиями должны составлять примерно 20 миллиметров.
- Наложение заплаток на отверстия, выполнение сварки полуавтоматом.
Как выполняется сваривание без газа
Сегодня большое распространение получила сварка труб полуавтоматом без газа. Подобная процедура осуществляется по следующему алгоритму:
- Установите нужную силу электрического тока и скорость сварки (быстроту подачи проволоки). Учитывайте толщину материала, который обрабатываете. Можете использовать таблицу, находящуюся в руководстве к прибору.
- Выберите и установите сменные шестеренки. Это даст вам возможность отрегулировать быстроту подачи электродного элемента, то есть проволоки. Если есть коробка скоростей, используйте ее.
- Настройте блок питания так, чтобы нормализовать напряжение и силу тока. Благодаря этому дуга будет стабильной. Кроме того, валик правильно сформируется, вы получите нужное вам количество флюса, который расплавился.
- Для того чтобы проволока начала подаваться, переключите селектор в режим «Вперед». Если установить режим «Назад», проволока станет наматываться на катушку.
- Заполните воронку флюсом. Держатель должен быть направлен так, чтобы конец мундштука располагался над областью сваривания. Подвинув заслонку воронки с флюсом, щелкните «Пуск». Параллельно с этим перемещайте держатель продольно будущему сварному соединению.
Сваривание металла небольшой толщины
Сваривание сделанных из тонколистового металла труб полуавтоматом дает возможность быстро и качественно создать сварное соединение. Тонким считается лист металла не толще 5 миллиметров.
Такой материал нередко используют при изготовлении автомобильных запчастей, трубных изделий.
Главная проблема при сварке тонколистового материала заключается в том, что он может повредиться, следовательно, появятся прожиги.
Промеж обрабатываемого изделия и электрода не должно быть даже маленького разрыва, иначе дуга оборвется. Ввиду этого прежде чем начинать сваривать тонколистовой металл, нужно научиться сварке толстых металлов.
Как выполнить сварку полуавтоматом для начинающих, если речь идет о тонком металле? Процедура сваривания состоит из трех стадий:
- Настройте скорость подачи проволоки. Выберите подходящую проволоку. Электрический ток должен иметь силу, соответствующую показателям обрабатываемого материала. Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро.
- Зажгите дугу. Прикоснитесь электродным элементом к сварному шву под маленьким углом. Так вы осуществите активацию электрода. Между электродом и деталью должен быть промежуток, соответствующий диаметру проволоки.
- Если вы все сделали грамотно, должен получиться высококачественный сварной шов. Устраните накипь и окалины посредством молотка.
Как сваривать толстый металл
При сваривании деталей, толщина которых превышает 4 миллиметра, необходимо, кроме очищения кромок от загрязнений, лакокрасочных материалов, ржавчины, осуществлять снятие фаски. Процедура снятия фаски подробно описана в соответствующем ГОСТе.
Для того чтобы надежно соединить толстые детали, необходимо не просто перемещать дугу продольно соединяемым кромкам, а еще и осуществлять колебательные движения горелкой. Обыкновенно горелку перемещают зигзагообразно либо возвратно-поступательно. Ширина захода расплавленного металла соединения на поверхность заготовки должна равняться толщине детали.
Прежде чем начать сваривание, необходимо установить промежуток между соединяемыми заготовками. Без промежутка материал не проварится, шов будет поверхностным и непрочным.
Техника безопасности
Необходимо не только соблюдать нормы ГОСТа и учитывать характеристики сварочного аппарата (полярность при сварке, скорость подачи проволоки), но и следовать правилам техники безопасности. Они таковы:
- При включении аппарата удостоверьтесь, что рубильник и кнопочный выключатель исправны.
- В первую очередь, запускайте рубильник. Лишь после этого выполняйте включение блока питания.
- Выполняйте проверку шлангов, по которым идет защитный газ, чтобы выявить все имеющиеся дефекты.
- Чтобы защитить себя и окружающих, очистите рабочую зону от мусора, оградите е, используйте специальные очки.
- По окончании сваривания выключайте питание, останавливайте поступление газа.
Если у вас есть какие-либо вопросы касательно режимов сваривания, используемых газов, загляните в ГОСТ. В ГОСТе можно найти информацию, которая поможет вам выбрать оптимальный режим сварки и подходящий для конкретного случая газ.
Кроме того, можете ознакомиться с видео уроками. Приведем некоторые обучающие видеоролики, позволяющие быстро понять, как осуществляется сваривание полуавтоматическим прибором.
Скачать ГОСТ
Источник: https://oxmetall.ru/svarka/tehnologiya-raboti-poluavtomatom
Как быстро варить полуавтоматом — Морской флот
/
/
Как быстро варить полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
- Под слоем флюса.
- В защитных газах.
- Порошковой проволокой.
По характеру перемещения
- Стационарные. Используются в серийном и крупносерийном производстве
- Переносные
- Передвижные
Сварочная проволока
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне. Сварочный полуавтомат
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Плазменная сварка – один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье.
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по https://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем
Как правильно научиться варить полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
- Под слоем флюса.
- В защитных газах.
- Порошковой проволокой.
По характеру перемещения
- Стационарные. Используются в серийном и крупносерийном производстве
- Переносные
- Передвижные
Сварочная проволока
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне. Сварочный полуавтомат
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Плазменная сварка – один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье.
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по https://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом видео можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее это обособленная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика. Обо всём этом — в нашем обзоре по полуавтоматической сварке.
Обзор технологии сварки
MIG/MAG это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа. Проволока подаётся автоматически, при этом скорость подачи корректируется в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:
Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением. Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область. При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок. Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.
Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома. Здесь необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.
Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов. Из-за этого при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.
Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе
Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.
Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки. Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.
Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.
Режимы сварки
Даже профессионалы перед свариванием какой-либо конструкции или детали выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума. Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Видео по теме:
Начинающим следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата. Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но при этом сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов. При этом обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали. Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности. Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла. Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка. Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием. В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.
Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
Как работает автоматическая эспрессо-машина
Последнее обновление
Автор: Know Your Grinder
Привет, ребята! Сегодня мы поговорим о том, как работает автоматическая эспрессо-машина.
Для тех, кто так или иначе не связан с профессией приготовления кофе, кофемашины эспрессо могут вызывать затруднения. И все же стоит знать, как они работают, потому что это позволяет приготовить чашку лучшего кофе (эспрессо).
Например, знаете ли вы, что существует три типа кофемашин эспрессо? Это полуавтоматический, полностью автоматический и суперавтоматический.
Что касается качества напитка, то у каждого типа кофемашины есть потенциал для получения одинаково хорошего порции эспрессо, но чем более «супер» они становятся, тем меньше шагов потребуется выполнить человеку, управляющему машиной.
Например, полностью автоматические кофемашины эспрессо — это, по сути, система приготовления кофе в одно касание, поэтому большинство задач возлагается на машину, что, конечно, очень удобно.
Разница между различными типами эспрессо-машин — полуавтоматическая и автоматическая
Мы связались с нашим другом Лиамом Илсом, известным как Autistic Barista, экспертом по кофе из Монреаля, Канада, чтобы узнать его мнение о разнице между ручной или полуавтоматической кофемашиной эспрессо иавтомат, и несколько кратких плюсов и минусов.
Лиам говорит: «Ручные кофемашины дают бариста больший контроль над продуктом, давая им возможность манипулировать почти очень разнообразно, в то же время позволяя манипулировать эспрессо и изменять его по-разному, в зависимости от предпочтений набранного бариста.
Тем не менее, в очень загруженной спешке невозможно сохранить 100% постоянство при каждой порции, поэтому ручные кофемашины для эспрессо нереальны для очень загруженных кафе, поскольку они оставляют все эти переменные открытыми для изменения от бариста к бариста, то есть если вы пытаетесь открыть кафе, ваш продукт будет совершенно непоследовательным.
Автоматический (правильный термин — объемный) измеряет объем воды и автоматически регулирует давление, подаваемое в ваш кофе, делая человеческие ошибки менее распространенными и обеспечивая большую последовательность от бариста к бариста.
Это также позволяет значительно ускорить установку шкалы эспрессо за счет устранения некоторых факторов ».
Как работают автоматические эспрессо-машины?
В целом, хотя автоматические кофемашины обычно не так уж сложны в использовании, все же полезно знать, как они работают.
В этой статье мы исследуем внутренние процессы этих машин и то, как они работают, чтобы лучше познакомить вас с более тонкими процессами этих машин.
Прежде чем мы начнем, вы можете перейти к концу этой статьи, если вы просто хотите посмотреть видео на ту же тему, поскольку мы приложили одно, которое очень полезно, хотя мы, конечно, рекомендуем прочитать то, что мы написали как хорошо, чтобы получить полную картину того, что происходит, по нашему мнению.
Внутреннее устройство кофемашины эспрессо
Прежде чем мы начнем говорить об эспрессо-машинах, взгляните на это — вот! «Карпучино».
Ах, в каком чудесном мире мы живем, правда? Это то, на чем Марти МакФлай мог бы разъезжать, потягивая тройной эспрессо, путешествуя по Хилл-Вэлли.
Картинка выше предназначена для того, чтобы у всех нас возникло настроение внимательно изучить устройства, представляющие собой кофемашины для приготовления эспрессо, которые также достаточно сложны для полного понимания, но при этом выполняют удивительную задачу доставки такого восхитительного напитка нам ежедневно, ежечасно , а иногда _постоянно_ для тех из нас, у кого есть легкая зависимость.
Эспрессо-машина — это, конечно же, машина, которая в основном начинается с добавления чистой воды с прекрасным вкусом и смешивает ее с размолотым эспрессо, чтобы в итоге получился напиток.
Итак, мы должны начать с разговора о воде и о том, как она начинает свой путь…
Резервуар для воды
Резервуар для воды — это место, где вода будет стоять и ждать, пока ее вызовут для следующей чашки кофе.
Вот схема эспрессо-кофемашины а-ля Pavoni со всеми ее частями.
Это обычное дело для небольших машин, которым не нужно делать сотни чашек в день. Воду можно кондиционировать, пока она находится в резервуаре. Лучший эспрессо начинается с правильной воды.
Вода, как вы увидите, — ключ к формуле отличного эспрессо!
В разговоре с Мэттом Айришем из Conundrum Coffee, семейной обжарочной фабрики в Форт-Коллинзе, штат Колорадо, мы затронули тему качества воды, когда речь идет о кофе.
Мэтт сказал следующее о тесной связи между кофе и водой:
«Качество воды очень важно, и в некоторых местах трудно получить качественную воду. Мы используем OPTIPURE Scale x2 Filter Trak для большинства наших кофейных применений, хотя в Лавленде, штат Колорадо, у нас относительно хорошая вода.
Для нас, когда мы думаем о воде, мы думаем о трех основных вещах.
Прежде всего, это холин. Это первое, что мы удаляем из воды фильтрацией.Запах может вызывать неприятный запах и может сделать чашку вяжущей.
Вторая — общая твердость. Это в первую очередь для долговечности кофейного оборудования. Жесткая вода может вызвать образование накипи, а мягкая вода может вызвать коррозию.
Последняя часть — щелочность. Это относится к способности буферизовать кислоты ».
Еще раз спасибо Мэтту Айришу за цитату!
Это полезная информация, которую следует учитывать при наполнении резервуара для воды кофемашины.Помните, что кофемашины эспрессо не предназначены для очистки вашей воды за вас или для улучшения вкуса самой воды, чем она есть на входе.
Резервуар любой машины только настолько велик. Если он требует наполнения в коммерческих помещениях, часто бывает лучше приобрести машину, которую можно подключить непосредственно к водопроводу.
Для машин, которые подключаются непосредственно к водопроводу, вам потребуется смягчитель воды, а также система фильтрации.
Это лучший вариант для коммерческих предприятий, которые будут делать несколько десятков эспрессо в день.
Как вода движется через машину?
Мы знаем, как вода попадает в машину — через резервуар, независимо от того, наливается ли она вручную или по водопроводу.
Как только вода попадает в кофемашину, она должна пройти через различные участки, прежде чем будет извлечена, как насыщенный нектар, в чашку, превращаясь в вкусный напиток.
Насос жизненно важен для работы кофемашины эспрессо, поэтому лучше подумать об этой части больше, чем минутку.
Есть два типа насосов. Каждый должен производить не менее 130 фунтов на квадратный дюйм, чтобы вода прошла через машину, через помол и попала в чашку.
В какой-то момент коммерческой и домашней кофемашине требовалось, чтобы оператор потянул за рычаги, чтобы вода правильно прошла через машину.
Термин «приготовление эспрессо» возник из-за способа приготовления эспрессо.С помпой все происходит автоматически.
На вопрос: « Как работает автоматическая эспрессо-машина? »Оперативный термин там« работа », а ответ: насос.
Что касается самих насосов, есть два варианта; вибрационный насос и роторный насос. Оба они используются для приготовления отличного эспрессо, но у обоих есть свои плюсы и минусы.
Вибрационный насос
В этом типе насоса вы получаете электрические токи, которые перемещают поршень.Внутри катушки находится магнит, который движется вверх и вниз, обеспечивая давление, необходимое для протекания воды.
Электрический ток воздействует на магнит. Магнит вибрирует и перемещает поршень. Поршень движется очень быстро. Фактически, он может нажимать приблизительно 60 нажатий в секунду.
Роторный венозный насос
Роторный насос не работает так же, как вибрирующий. Роторный насос имеет двигатель, который вращает небольшой диск. Этот вращающийся диск сегментирован так называемыми венами.
По мере вращения диска жилки перемещаются во внешнюю часть. Это создает давление, которое используется для перемещения воды.
Куда уходит вода, когда она нагревается?
Вода в бойлере
Давление воды — это еще не все, что нужно, чтобы протолкнуть ее через помол и приготовить кофе. Чтобы получить отличный эспрессо, воду необходимо нагреть до нужной температуры.
В бойлере содержится нагретая вода под давлением. Насос нагнетает воду в бойлер, где она нагревается нагревательным элементом.
Но есть еще одна деталь, необходимая для нагрева воды. В бойлере вода не нагревается до той же температуры без возможности контролировать температуру заваривания. Цифровой контроль температуры необходим для обеспечения нужной температуры всей воды.
Управление может быть ПИД-регулятором, что означает пропорционально-интегрально-производная. Зонд находится внутри воды в бойлере и последовательно считывает и нагревает воду по мере необходимости.
Цифровой контроль температуры делает то же самое, постоянно регулируя температуру воды.Однако есть небольшие отличия. Владелец может настроить ПИД-регулятор, а цифровой контроль температуры — нет.
Направлен к паровой палочке
Здесь все может немного усложниться. Паровой трубке необходим пар для производства молока. Независимо от того, производится ли капучино или кофейный латте, приготовление пропаренного молока необходимо с помощью пара.
Температура воды отличается от температуры воды в бойлере, поскольку жидкость выполняет две разные функции.
Вода для варки молока должна быть паровой. Это имеет смысл. Температура воды для приготовления эспрессо должна быть намного ниже точки кипения, примерно от 195 до 205 градусов F.
Есть несколько способов кипячения без их смешивания.
Однокотел — Этот котел имеет один нагревательный элемент в котле, но два термостата. Один термостат настроен на заваривание, а другой — на производство пара. Единственная проблема с этим типом машины заключается в том, что вы не можете одновременно делать выстрелы и производить пар.
Dual Boiler — Машина с парным бойлером — это именно то, на что это похоже. Вода перекачивается в два котла. Один будет нагревать воду для кофе, а другой делать пар.
Теплообменник — Вместо одного котла стоит котел и теплообменник. От водопровода до теплообменника идет отдельная линия. Две температуры воды никогда не будут соприкасаться.
Термоблок — Этот тип машины имеет кусок металла с нагревательной спиралью.Весь кусок металла нагревается и на него направляется вода. Это струя воды, которая мгновенно превращается в пар.
Как только вода нагреется, переходите к следующему шагу.
Из группы, не входящей в группу — E61, насыщенные и полунасыщенные
Заголовок группы — это место, где происходит вся кофейная магия. Нагретая вода встретит помол в головке. Здесь будет вытягиваться эспрессо. Следуя за тем, как вода проходит через кофемашину, она выходит из бойлера именно сюда.
E61
Это популярные типы групповых головок, которые были запатентованы в 1961 году. Вся часть сделана из латуни и сама по себе весит невероятные 9 фунтов. Для приготовления кофе E61 требуется около 15 минут, но это простой процесс.
Есть клапан, который пропускает нагретую воду в головку. Вода переместится в портафильтр. Есть еще один клапан, который выпускает воду обратно в бойлер.
Вся латунная головка доведена до температуры воды в котле.Вот почему руководителю группы требуется 15 минут, чтобы приготовить кофе.
Насыщенный руководитель группы
Головки группы открыты для воды из котла. По сути, это продолжение котла. Заголовки пропитаны водой, отсюда и название.
Есть линии, идущие к головке группы, от головки группы обратно к котлу, и линия для отходов, которая идет в поддон для сбора капель.
Линия котла активируется, когда машина работает.По завершении эта линия закрывается, а линия для отходов открывается. Это должно уменьшить обратное давление.
Для ремонта и обслуживания этих групп требуются обученные техники. Они обычны для крупных коммерческих сайтов.
Полунасыщенный групповой заголовок
С этими типами групповых головок все устройство закрыто для котла. Есть те же три общие линии, что и у других головок групп, но единственная часть, не открытая для котла, — это блок диспергирования.
Групповой заголовок такого типа намного проще ремонтировать и обслуживать, чем насыщенный групповой заголовок.
Портафильтр — вторая последняя остановка
Переносной фильтр представляет собой корзину с металлической ручкой. Помол помещается в корзину и утрамбовывается. Это то, что вставлено в заголовок группы для вашего эспрессо.
Размеры портафильтра различаются в зависимости от машины. Причина, по которой вам нужна эта информация, заключается в том, что темпер, который вы покупаете, должен быть подходящего размера. В противном случае помол будет неравномерно сжат.
Портафильтр заблокирован в головке группы, и вода проходит через измельчение.
Наконец-то в чашку
Идеально нагретая вода проходила через машину в головку группы, через портафильтр и измельчалась, прежде чем, наконец, попала в чашку.
Хотя это кажется невероятно длинным путешествием, оно происходит очень быстро. Если бы мы объяснили, как газ проходит через вашу машину, вы бы удивились, почему колеса так быстро вращаются.
Вам не нужно знать весь путь или как работают машины, чтобы подать такой вкусный напиток, но интересно узнать, что именно происходит за кулисами.
Это также поможет, если вы принимаете решение о покупке дома или бизнеса. Вы захотите узнать, какой тип бойлера доступен, и что он делает, что может повлиять на производство кофе.
Рекомендуемые видео
Fox News дает зрителям урок о том, как превратить полуавтоматический пистолет в пулемет
Fox News ‘Дана Перино показала, как легко полуавтоматическая винтовка Стивена Паддока была преобразована в полноценный «пулеметный» автомат для убийства, который использовался в резне в Лас-Вегасе.
В своем новом шоу «Ежедневный брифинг с Даной Перино» репортер Джонатан Хант показал первые фотографии оружия Пэддока, которое он использовал во время резни в Лас-Вегасе.
Две винтовки были превращены в мощные, полностью автоматические машины для убийства, и без этих модификаций Паддок не смог бы причинить вред такому количеству людей, как он.
Хант сказал: «Сейчас мы слышим от источника ATF, подтверждающего, что некоторые из используемых им вооружений действительно были модифицированы, чтобы перевести их из полуавтоматического в полностью автоматическое.»
Он продолжил: «Наш источник в ATF сообщает, что информация для этого и необходимые для этого компоненты легко доступны в Интернете. Взгляните на одно видео».
Затем
Hunt показал видео о том, как винтовку превратили в пулемет, и о безумном количестве пуль, которое она может стрелять так быстро.
Хант сказал: «Это видео, которое объясняет всем, кто хочет модифицировать оружие, как это сделать».
Он рассказывает, и видео показывает нам, как легко это сделать.
«С точки зрения непрофессионала, он превращает полуавтомат в автомат. Пулемет. Это дает вам очень четкое представление о том, насколько легко Стивену Пэддоку было обрушить столько смертей на этих невинных посетителей концертов».
Мы видели бесчисленное количество видеороликов в новостях по кабельному телевидению, показывающих нам, сколько выстрелов было выпущено по этим невинным людям. Это было ужасно.
Так как насчет того, чтобы мы приняли закон, обязывающий производителей оружия сделать невозможным превращение своего оружия в (WMM) правильное оружие для массового убийства людей, вместо того, чтобы учить зрителей, как это делать?
Это слишком много, чтобы спросить?
Зачем этим «энтузиастам оружия» пулеметы, чтобы убить ебанного оленя?
Как водить полуавтоматический автомобиль — советы экспертов по обслуживанию и покупке
Как владелец автомобиля, вы можете легко разрываться между простотой использования, предлагаемой автоматической коробкой передач, и контролем и скоростью, которые позволяет механическая коробка передач.К счастью, в полуавтоматическом автомобиле вы можете получить лучшее из обоих. С полуавтоматическим автомобилем у вас может быть подрулевой переключатель, который позволяет переключать передачи, не осваивая сложный процесс использования сцепления.
Преимущества полуавтоматического автомобиля
- Вы можете ощутить плавность хода при переключении передач.
- Если вы почувствуете проскальзывание гидротрансформаторов, вы не будете беспокоиться о потере энергии.
- При ручном переключении также не будет потерь энергии.
Недостатки полуавтоматического транспортного средства
- Полуавтоматические автомобили более дорогие в обслуживании, чем уход за автомобилем с ручным управлением.
- Ремонт полуавтомата может быть дорогим. В некоторых случаях было бы дешевле приобрести замену.
- Полуавтоматические автомобили часто выходят из строя и выходят из строя. С другой стороны, причины могут не иметь прямого отношения к передаче.
Как водить полуавтоматический автомобиль
Легко научиться водить полуавтоматический автомобиль.Вот шаги, которые вы должны выполнить:
- Запустите двигатель, повернув ключ в замке зажигания. Как правило, вам не нужно выполнять какой-либо специальный процесс, чтобы запустить полуавтоматический режим.
- Вы обнаружите, что стояночный тормоз уже включен, увидев, что рычаг переключения передач установлен в положение «P.»
- Убедитесь, что вы удерживаете педаль тормоза, чтобы гарантировать, что автомобиль не двинется вперед, пока вы включаете передачу.
- Отключите стояночный тормоз вашего автомобиля и включите первую передачу, набросив назад правую лопасть (лопасть «+»).
- Для ускорения снимите ногу с педали тормоза, одновременно нажимая на педаль газа.
- Чтобы переключить передачи, потяните назад правые лопасти. Сдвиньте вниз, набросившись на левую ракетку (ракетку «-»).
- Как правило, следует переключать передачу на более высокую передачу, когда двигатель достигает примерно 3000 об / мин или когда кажется, что двигатель работает слишком интенсивно. При замедлении следует переключаться на более низкую передачу. Когда вы переключаетесь на повышенную передачу, вам не нужно отпускать газ, но при каждом понижении передачи вы должны немного отпускать газ.
- Перед тем, как включить задний ход, убедитесь, что вы поставили ногу на тормоз и поставили автомобиль на нейтраль. Вы можете сделать это, нажав кнопку реверса (часто обозначается буквой «R»).
- Если вы хотите вернуться в нейтральное положение, просто потяните оба переключателя на себя.
- Чтобы замедлить или остановить автомобиль, нажмите на педаль тормоза и полностью переключитесь на первую передачу. Если вы движетесь задним ходом, вы можете просто замедлить автомобиль, чтобы остановить его.
- Как только вы остановили автомобиль и поставили ногу на тормоз, вы можете перевести его в нейтральное положение, повернув оба подрулевых переключателя к себе.
- Прежде чем выключить автомобиль, убедитесь, что вы включили стояночный тормоз. Удерживая рычаг переключения передач, переместите его рядом с буквой «P». Это позволит вам включить тормоз.
- Последний шаг — выключить двигатель. Сделать это можно, повернув ключ в замке зажигания. Как только вы это сделаете, можете безопасно выйти из автомобиля.
Как видите, научиться водить полуавтоматический автомобиль относительно легче. По вопросам полуавтоматических японских подержанных автомобилей обращайтесь в Carused.jp сегодня!
Некоторые полезные статьи по теме
Категории Автомобильная культура, профессиональные знания об автомобилях Навигация по сообщениям
Назад
5 основных автомобильных запчастей, требующих регулярного обслуживания
Что такое ремень вентилятора и его значение для вашего автомобиля?
Next
Полное руководство, чтобы делать больше (делая меньше)
Найдите секунду, чтобы посмотреть на все, что находится перед вами прямо сейчас. Если вы похожи на меня, у вас открыто хотя бы несколько окон браузера (в каждом из них есть вкладки: « нужно »).Ваш почтовый ящик постоянно заполняется в фоновом режиме. В Slack постоянно появляются сообщения от разных товарищей по команде. И, конечно же, ваш телефон … Другими словами, вы многозадачны.
Проблема в том, , что многозадачности не существует.
Как подтвердили многочисленные исследования, настоящая многозадачность — выполнение нескольких задач одновременно — это миф. Люди, которые думают, что могут разделить свое внимание между несколькими задачами одновременно, на самом деле мало делают больше.На самом деле они делают меньше, больше нервничают и работают хуже, чем те, кто выполняет одно задание.
Так почему же многие из нас проводят дни, пытаясь выполнять несколько задач одновременно? И если многозадачность так плоха для нас, как мы можем разорвать порочный круг и защитить свое внимание, концентрацию и время?
В этом руководстве мы рассмотрим, насколько плоха многозадачность, рассмотрим ситуации, когда вы выполняете одновременно несколько задач на работе (даже не осознавая этого), а затем дадим простые упражнения, которые помогут вам научиться сосредотачиваться на чем-то одном. .
1. Что такое многозадачность? 3 типа многозадачности (и почему это не то, что вы думаете)
2. Многозадачность на рабочем месте
3. Как прекратить многозадачность и сделать больше
1. 3 типа многозадачности (и почему это не то, что вы думаете)
Хотя большинство из нас может одновременно выполнять две простые задачи (например, ходить и жевать резинку), этого нельзя сказать о более сложных.
Дэвид Мейер, профессор психологии в Мичиганском университете в Анн-Арборе, говорит, что у нас просто нет мозгов для многозадачности:
«… пока вы выполняете сложные задачи, требующие одних и тех же частей мозга. , и вам нужно выделить всю эту емкость для этих задач, просто не будет доступных ресурсов, чтобы добавить что-то еще.
Но это не единственный пример многозадачности.
Думая о многозадачности как о простом «выполнении двух сложных дел одновременно», еще не до конца. Вместо этого, существует три формы многозадачности , о которых вам необходимо знать:
- Многозадачность (попытка выполнить две или более задач одновременно)
- Переключение контекста (переключение между задачами)
- Остаток внимания (выполнение ряда задач в быстрой последовательности)
Каждая из них серьезно влияет на нашу способность делать хорошую работу.Но они также глубоко укоренились в том, как большинство из нас проводит время на работе. Давайте посмотрим на несколько примеров каждого из них.
Многозадачность: что делает с вашим мозгом две вещи одновременно
Большинство из нас думает о многозадачности как о попытке выполнить две или более задачи одновременно. Это занятый администратор, который принимает звонки, общается с клиентами и собирает файлы. Или руководитель проекта, проводящий весь день в Slack, когда пишет документы и получает обновления от товарищей по команде.
Фактически, большинство из нас выполняет многозадачность именно таким образом.Мы оставляем электронную почту и мгновенные сообщения открытыми, пока пишем, разрабатываем или кодируем, и пытаемся обрабатывать и то, и другое одновременно.
Когда мы просмотрели данные от 50 000+ пользователей RescueTime, мы обнаружили, что средний работник умственного труда тратит 40,1% своего производительного времени в день на многозадачность, используя только средства коммуникации.
Но, по словам доктора Мейера, попытка распределить ваше внимание между задачами, требующими усилий и концентрации, означает, что одна или обе из них пострадают:
«Как только вы начнете усложнять задачу, все становится еще более беспорядочным и беспорядочным. в результате произойдет вмешательство в выполнение одной или нескольких задач.Либо вам придется замедлить выполнение одной из задач, либо вы начнете делать ошибки ».
Доктор Мейерс говорит об этом легко. Многие другие исследования показали, что чрезмерная многозадачность имеет серьезные последствия для нашего психического и физического благополучия. Среди прочего, многозадачность:
Переключение контекста: что происходит каждый раз, когда вы переключаетесь между задачами
Наш мозг не может делать две вещи одновременно. Они просто не настроены на это. Вместо этого то, что мы называем «многозадачностью», на самом деле просто очень быстрое переключение между задачами.
Но все это переключение контекста берет свое. Мы можем очень быстро сместить фокус — иногда это занимает всего десятую долю секунды. Однако время не так важно, как пропускная способность, необходимая для перехода от одной задачи к другой и обратно.
Фактически, исследование показало, что каждая дополнительная задача или инструмент, на которые вы «переключаете», съедает 20% вашей производительности!
Тем не менее, несмотря на все последствия, большинство из нас тратит весь день на переключение между задачами. Одно небольшое исследование показало, что рабочих меняли задачи каждые 3 минуты .
Вместо того, чтобы перечислять дополнительные исследования, давайте попробуем простое упражнение, которое быстро иллюстрирует затраты на переключение.
- Возьмите лист бумаги и нарисуйте на нем две линии
- Теперь рассчитайте время, пока вы пишете «Я отлично умею многозадачность» в первой строке, а затем последовательно напишите числа 1–20 во второй строке (большинство на это уходит около 20 секунд)
- Возьмите новый лист бумаги и нарисуйте еще две линии
- На этот раз переключитесь между двумя задачами.Напишите букву из предложения «Я отлично умею многозадачность» в первой строке, затем напишите цифру «1» во второй строке. Затем чередуйте написание следующей буквы в предложении и следующего числа по порядку.
- Продолжайте, пока не выполните обе задачи
Вам, вероятно, не придется завершать обе задачи, прежде чем вы поймете, что вам нужно намного больше времени, чтобы выполнить их, когда вы переключаетесь туда и обратно.
Это может не иметь большого значения, если вы одновременно смотрите фильм и просматриваете Instagram.Но на рабочем месте это не только замедляет вас, но и добавляет беспокойства и стресса в ваш день.
Остаток внимания: как многозадачность продолжает влиять на нас, даже если мы переключились на другую задачу
Наконец, есть тип многозадачности, о котором мало кто действительно говорит: выполнение нескольких разных задач в быстрой последовательности.
Делать одно дело за раз намного продуктивнее, чем многозадачность. Но то, что вы выполняете свой список дел с молниеносной скоростью, не означает, что вы свободны от многозадачности.
Каждый раз, когда вы переключаете деятельность, вы заставляете исполнительные функции своего мозга (часть, которая управляет тем, как, когда и в каком порядке вы выполняете задачи) проходить два энергоемких этапа:
- Во-первых, есть цель переключение . Здесь вы решаете делать одно вместо другого.
- Далее идет активация роли . Здесь вы переходите от правил или контекста предыдущей задачи к новой.
Это утомительно не только для ума.Но это также не совсем чистый процесс.
В исследовании 2010 года психологи из Гарварда Мэтью Киллингсворт и Дэниел Гилберт обнаружили, что человек проводят почти 47% своего бодрствования, думая о чем-то другом, кроме того, чем они сейчас занимаются . И это связано со своими издержками.
Как пишут авторы:
«Способность думать о том, что не происходит, — это когнитивное достижение, за которое приходится платить эмоциональную цену».
В ее статье 2009 г., Почему так сложно выполнять мою работу? Профессор бизнес-школы Софи Лерой называет это «остатком внимания».
Когда мы переходим от одной задачи к другой, нашему вниманию требуется время, чтобы наверстать упущенное. Мы не машины. А кусочки идей и давних мыслей остаются даже после того, как мы вычеркнули какой-то пункт из нашего списка дел.
2. Многозадачность на рабочем месте
Многозадачность влияет на нас во всех аспектах нашей жизни. Но нигде последствия не проявляются яснее, чем на рабочем месте.
Давайте посмотрим, как мы можем выполнять несколько задач одновременно, не осознавая этого, и как мы можем получить больше от интенсивной однозадачной работы.
Почему вы, вероятно, многозадачны на работе больше, чем думаете?
Если мы подумаем о различных способах одновременного выполнения двух задач — одновременном выполнении двух задач, переключении контекста и остаточном внимании — становится довольно ясно, как они находят свой путь в свой рабочий день.
А может и нет.
Может быть, вы думаете, что на самом деле хорошо справляетесь с в многозадачности (как мы объясним дальше, это не так). Или, может быть, вы не думаете, что часто выполняете несколько задач одновременно. Но у многозадачности есть способ проникнуть в наши дни, чего мы не осознаем.
Давайте рассмотрим один из наиболее распространенных примеров многозадачности на рабочем месте, о котором мы уже говорили: электронная почта.
Когда мы изучили почтовые привычки более 50 000 работников умственного труда, мы не только обнаружили, что в среднем они проводят 40,1% своего дня в многозадачном режиме с электронной почтой и мгновенными сообщениями. Мы также обнаружили, что большинство людей не могут работать более 6 минут без проверки этих инструментов . (Хуже того, 35,5% сотрудников проверяют свою электронную почту и мгновенные сообщения каждые 3 минуты или меньше.)
Проблема в том, что такое поведение считается совершенно нормальным.
Даже если это прямо не указано, мы должны проверять электронную почту и сразу же отвечать на сообщение. Фактически, более 70% людей оставляют свой почтовый ящик открытым в течение всего дня, но только 20% имеют план того, как и когда они будут работать с электронной почтой.
Опять же, это многозадачность.
Даже если вы думаете, что отвечаете на электронные письма во время выполнения других задач, это не так. Как пишет об этих «тяжелых многозадачниках» Стэнфордский исследователь Клиффорд Насс:
«Когда они находятся в ситуациях, когда есть несколько источников информации, поступающих из внешнего мира или возникающих из памяти, они не могут отфильтровать то, что не имеет отношения к их текущей цели.
Электронная почта — не единственный инструмент, который привлекает наше внимание. Чем больше устройств, инструментов, собраний и задач мы добавляем в свой рабочий день, тем больше вероятность, что мы будем выполнять несколько задач одновременно.
В одном исследовании профессор Калифорнийского университета в Ирвине Глория Марк обнаружила, что в целом работников в среднем выполняют только 3 минуты на любую задачу перед переключением и примерно 2 минуты используют любой цифровой инструмент перед переключением. Из нашего собственного исследования мы обнаружили, что знания работают в среднем, мы используем 56 различных приложений и веб-сайтов в день и переключаемся между ними более 300 раз.
Сила однозадачности
Современное рабочее место — это минное поле возможностей многозадачности. Но это также означает, что люди, которые могут сосредоточиться на чем-то одном, имеют большое преимущество.
Если вы хотите выполнять задачи с более высоким качеством и за меньшее время, выгодно сосредоточиться на одном за раз. Вот почему:
- Однозадачность = меньше стресса. Когда вы тратите дополнительную энергию на выполнение нескольких задач одновременно, вы в конечном итоге устаете и отстаете от работы.Однако, когда вы сосредотачиваетесь на чем-то одном, у вас больше шансов войти в состояние потока, закончить то, что вы намеревались сделать, и, в свою очередь, снизить уровень стресса на рабочем месте.
- Однозадачность заставляет вас сосредоточиться на том, что вы «должны» делать (а не на том, что вы «могли» сделать). Выбор того, на чем вы сосредоточите все свое внимание в течение определенного периода времени, означает отказ от множества других задач. Это не только поможет вам расставить приоритеты для самой важной работы, но и поможет вам сосредоточиться.
- Выполнение одной задачи за раз может сделать вас более творческими. Может показаться, что однозадачность ограничивает. Но на самом деле ограничения могут повысить творческий потенциал. Как показали исследования, когда мы сталкиваемся с нехваткой ресурсов, мы даем себе «свободу использовать эти ресурсы менее традиционными способами — потому что мы должны».
3. Как прекратить многозадачность и делать больше
Прекратить многозадачность непросто. Даже если вы знаете, как выгодно заниматься одним делом за раз.
Современное рабочее место спроектировано для одновременного выполнения нескольких задач.Нам продали ложь, что мы более эффективны, когда пытаемся делать несколько дел одновременно. Но, как мы видели, это не так.
Вот несколько способов защитить ваше внимание и прекратить многозадачность на работе:
5 способов уменьшить количество ежедневной многозадачности
Самый простой способ уменьшить многозадачность — это настроить свой день и свою работу среда для однозадачности и сосредоточенности. Это означает устранение всех триггеров и отвлекающих факторов, которые отвлекают ваше внимание, когда вы пытаетесь выполнить задание.
Для начала сконцентрируйтесь на этих пяти методах:
1. Создайте ежедневный график с выделением времени для целенаправленной работы
Ваш ежедневный график — это ваша карта на день. Он сообщает вам, каковы ваши намерения, и требует от вас ответственности перед ними. Это также ваша первая линия защиты от многозадачности.
Начните с планирования не подлежащего обсуждению времени для «целенаправленной работы» в начале вашего дня. Это может быть от 15-20 минут до 90 минут. Цель состоит в том, чтобы просто начать восстанавливать вашу способность сосредоточиться на текущей задаче, не отвлекаясь.
2. Ограничьте время электронной почты и работайте «пакетами».
В течение дня электронная почта является одним из самых важных факторов, способствующих многозадачности. Время общения разъедает все, что мы делаем. И поскольку кажется продуктивным, мы не думаем об этом как о многозадачности. Но это.
Начните с ограничения времени на электронную почту (вы можете использовать RescueTime, чтобы отслеживать время электронной почты и сообщать вам, когда вы превысите свою ежедневную цель). Затем займитесь обработкой электронных писем и мгновенных сообщений «пакетами».
Это не только поможет вам сосредоточиться, но и было обнаружено, что активное общение делает команды более продуктивными и творческими.
3. Блокируйте отвлекающие веб-сайты, когда вы хотите сосредоточиться.
Внешние отвлекающие факторы, такие как уведомления, могут заставить нас выполнять несколько задач одновременно, но не менее опасна скука. Когда нам скучно или тревожно, мы с большей вероятностью откладываем на потом или «просто очень быстро проверим этот сайт».
Это худшее переключение контекста.
Чтобы защитить себя, используйте блокировщик веб-сайтов, например FocusTime, во время целенаправленных рабочих сессий или в определенные моменты дня, когда вы знаете, что ваша энергия и мотивация низки (например, после обеда).
4. Чередование периодов внимания и перерывов
Избегать многозадачности не означает избегать перерывов. Фактически, чтобы поддерживать высокий уровень энергии и сосредоточиться на выполнении одной задачи, у вас должны быть моменты для дозаправки и перефокусировки.
Регулярные перерывы также помогают избавиться от остатков внимания от вашей предыдущей задачи.
Как вы работаете, зависит от вас, но некоторые популярные методы включают технику Pomodoro (работа 25 минут, а затем 5-минутный перерыв) или следование правилу 52/17 (52 минуты вперед, 17 минут перерыв).
5. Оптимизируйте свою рабочую среду, чтобы сосредоточиться
Отвлекающие факторы — не единственное, что заставляет нас работать одновременно в многозадачном режиме. Ваша рабочая среда может привлечь ваше внимание не меньше, чем уведомление.
Создать рабочую среду для сосредоточения можно так же просто, как убрать беспорядок (как физический, так и цифровой) и усложнить использование отвлекающих факторов (например, положить телефон в другую комнату).
Выполнение этих действий не гарантирует, что вы не будете выполнять несколько задач одновременно. Но они помогут вам сконцентрироваться и дадут вам наилучшие шансы остаться приверженными довести задачу до финиша.
Начните с малого и постепенно выстраивайте целенаправленные занятия, добавляя больше времени для работы без головы или жестких блокировок отвлекающих факторов.
Кто-то лучше справляется с несколькими задачами, чем другие?
Если вы все еще не уверены, что многозадачность вредна для вас или что вы что-то особняком, у меня для вас новость: это не так.
Во-первых, и мужчины, и женщины одинаково плохо справляются с несколькими задачами . Хотя мужчины и женщины достоверно превосходят друг друга в некоторых когнитивных упражнениях, многозадачность к ним не относится.Как пишут исследователи из Бергенского университета (Норвегия):
«Мы не можем исключить возможность того, что в последовательной многозадачности нет половых различий, но если они действительно существуют, такие различия, вероятно, будут очень небольшими».
А как насчет молодых людей по сравнению со старшими? Неужто «цифровые аборигены», возникающие на нескольких устройствах и уведомлениях, лучше подходят для многозадачности? Опять же, ответ отрицательный. Фактически, детям, которые с большей вероятностью выполняют несколько задач одновременно, требуется больше времени на выполнение своей работы, и им труднее запоминать то, что они узнали.Как пишет д-р Мейер:
«… нет ничего волшебного в мозге так называемых« цифровых аборигенов », что удерживало бы их от неэффективности многозадачности».
Это не означает, что эффективная многозадачность полностью невозможна. Исследования неизменно показывают, что около 2–2,5% людей относятся к так называемым «сверхзадачам» и могут эффективно решать сразу несколько проблем. Но не думайте, что это вы. Фактически, люди, которые считают себя лучшими в многозадачности, почти всегда делают это хуже всех.
(Если у вас есть 40 свободных минут, вы даже можете пройти тест на сверхзадачу, чтобы узнать, относитесь ли вы к этой группе).
По мере того, как рабочее место становится все более загруженным и отвлекающим, способность сесть и сосредоточиться в течение длительного периода времени станет одним из самых востребованных навыков любого сотрудника.
Проблема в том, что каждый день браузеров, заполненных вкладками, всегда открытых почтовых ящиков и непрерывных уведомлений, медленно разрушает эту способность.
Как мы видели, многозадачность убивает продуктивность всех, кроме самого крошечного населения.Тем не менее, наши действия и ожидания по-прежнему делают нас уязвимыми для попыток делать более одного дела за раз.
Надеюсь, это руководство помогло вам глубже понять, что такое многозадачность, насколько она распространена в ваш рабочий день и способы защиты от нее.
Наши лучшие ресурсы о том, как избавиться от многозадачности:
Прочтите наше полное руководство о возможностях однозадачности (и о том, как делать больше с каждым днем).
Найдите способы сосредоточиться на современном рабочем месте, от управления технологией до использования преднамеренного отдыха для подзарядки.
Вырежьте эти 10 обычных отходов рабочего времени из своего рабочего дня.
Узнайте, как справиться с перегрузкой информации, чтобы не было необходимости выполнять несколько задач одновременно.
Откройте для себя больше способов работать «пакетами» вместо «постоянно включенного».
Возьмите под свой контроль свою технологию, прочитав наши подробные руководства о том, как настроить Slack для работы и как управлять своим почтовым ящиком Gmail.
Узнайте, как цели и предупреждения RescueTime могут помочь вам выполнять одну задачу в течение дня.
Наполните свой график 20+ советами и стратегиями по управлению временем, которые сделают ваши дни более эффективными.
Как приготовить борщ — Русский рецепт борща
Борщ — знаменитый суп во многих российских семьях, а также во многих странах Восточной и Центральной Европы. Рецепты борща разнообразны, но основными ингредиентами всегда являются овощи (в основном свекла) и сметана. Свекла, из которой готовят борщ, придает супу фирменный насыщенный красновато-фиолетовый цвет.
Состав
- 4 кварт. вода
- 14 унций. говяжий бульон
- 1 небольшой кочан
- 5 крупных картофелин
- 1 большая морковь
- 1 мед. свекла
- 1 мед. лук
- 1 лавровый лист
- 2 столовые ложки томатной пасты
- 3-5 зубчиков чеснока
- зелень (петрушка, укроп и др.)
- сметана
Препарат
1.Варите говяжий бульон не менее 1,5 часов, процедите бульон через одежду, отделите мясо от кости и нарежьте его.
2. Сырой корень свеклы очистить, нарезать тонкими двухсантиметровыми полосками и тушить полчаса.
3. В кипящий бульон добавить нарезанный кубиками картофель. Когда бульон снова закипит, добавьте тушеную свеклу. Добавьте лавровый лист.
4. Морковь нарезать так же, как корень свеклы, обжарить и добавить в борщ.
5. Лук нарезать, обжарить с двух сторон, добавить томатную пасту.Все перемешать и жарить еще немного.
6. Снимите обжаренный лук с плиты и добавьте пюре из чеснока.
7. Мелко нашинкуйте капусту и добавьте (но не сильно) в борщ, когда картофель почти готов.
8. Накройте кастрюлю крышкой и варите борщ 5 минут. Затем добавить обжаренный лук с чесноком и приправами. Все перемешать.
9. Накрыть борщ крышкой и варить еще 3 минуты. Затем добавьте срезанную зелень.
10. Снять борщ с плиты и оставить открытым.
Советы по приготовлению и подаче борща
1. Сметана подается в отдельной посуде или добавляется в тарелку с борщом непосредственно перед подачей.
2. Вместо говяжьего бульона можно использовать телятину или курицу.
3. Вы также можете натереть свеклу и морковь на шагах 3 и 5 вместо того, чтобы нарезать их тонкими полосками.
Как правильно писать слова Борщ
Борщ по-русски — борщ . Однако буквы щ не существует в английском языке, и вы можете встретить следующие варианты написания: борщ , борщ , борщ или барщ .
Задайте их в разделе « Русский Вопросы и ответы» — месте, где учащиеся, учителя и носители русского языка могут обсудить грамматику, лексику, произношение и другие аспекты русского языка.
Copyright 2001-2020 MasterRussian.com | Конфиденциальность
Политика | Свяжитесь с нами
Как выучить английский / Хабр
С одной стороны, я не хочу быть последней инстанцией, но с другой стороны, я хотел бы поделиться своей точкой зрения на то, как учить английский.Английский язык — это не секретное знание; это просто тяжелые тренировки. Одно из самых важных направлений — постоянное улучшение английского. Вы должны делать это изо дня в день, если хотите приблизиться к результату. Он не должен ненавидеть пытки для вас. Это означает, что вы должны узнать что-то интересное в этом процессе.
Словарный запас, грамматика, чтение и прослушивание можно тренировать дома без учителя. Это зависит от вашего терпения, решимости и систематичности. Перейдем к инструментам.
- Словарь :
- lingualeo.com. Это отличный сервис с достаточно хорошим пользовательским веб-интерфейсом и мобильными приложениями. Я использую его для улучшения пассивного словарного запаса (из текстов и видео).
- Однако некоторые люди предпочитают Anki или quizlet.
- Словари:
- Audition : (без сабвуферов !!!):
- Series Extr @ English. С одной стороны, это глупо, как дерево, но с другой стороны, это действительно легко понять.
- Youtube каналов
- Подкасты
- На openculture много разных бесплатных аудиокниг.
- Speaking :
- lyricstraining.com Я не уверен, что действительно можно улучшить свой английский, однако вы можете попытаться уловить английский темп и словесные ударения.
- Звучит по-американски — как произносится.
- Чтение : просто прочтите.Я обнаружил, что Гарри Поттера действительно легко читать.
- Грамматика :
- С одной стороны, на lingualeo.com есть несколько курсов грамматики, но с другой стороны, их недостаточно.
- Вам следует вести дневник, это может быть личный дневник.
Этот инструмент вам не поможет, если вы ничего не сделаете с ним. Если вы будете усердно работать, то через несколько месяцев или лет в результате у вас должен быть достаточно большой пассивный словарный запас и вы сможете понимать английский голос.Основная идея этого этапа в том, что вы должны постоянно что-то делать каждый день, и вам это должно быть интересно.
На следующем этапе, я полагаю, вы хотели бы улучшить свою речь. Прежде всего, вам следует перевести мысли в английскую речь ( не переводить !!! ). Как с этим бороться?
- Вы должны читать, читать много, действительно много.
- Надо писать, т.е. личный дневник. Вы можете использовать грамматику для проверки своих текстов.
- Говорите .
Q: Можно ли говорить по-английски, не разговаривая?
A: No.
Ну, вы можете читать и писать дома без посторонней помощи, но чтобы говорить, вы должны говорить. Для этого есть несколько сервисов, например preply, skyeng, italki и т. Д. С моей точки зрения, вначале вам не обязательно говорить с носителем языка, это нормально, просто поговорите с кем-нибудь с уровнем C2.
Как учиться постоянно? Это сложный вопрос.Я использую что-то вроде GTD / S.M.A.R.T.
- Цели должны быть S конкретные M измеримые A ssignable R Elevant T По времени:
- Я прочту книгу о Гарри Поттере до конца текущего месяца.
- Я слушаю подкаст «English made simple» №100 во время сегодняшней поездки.
- У меня нет на это времени. Не будь лжецом.
- Вы едете на метро — выполняйте задания X в lingualeo.
- Вы идете гулять с детьми или на велосипеде — слушаете подкасты.
- Готовишь ужин — смотри extr @ English.
- Не ждите результата через 1 неделю / месяц, не сравнивайте себя с другими, просто учитесь.
Ни боли, ни выгоды.
История изучения английского
Когда я учился в начальной школе, я на год или два посетил частного тренера по английскому языку. Однако серьезных результатов не было.Чуть позже были уроки английского языка, когда я учился в средней школе, я, к сожалению, не очень хорошо учил английский. В результате, когда я окончил школу, я услышал, что грамматика существует, вообще не мог говорить, мог читать со словарем. Когда я учился в университете, я занимался ИТ, поэтому начал читать документы по ИТ на английском языке. Иногда я делал это со словарем.
Незадолго до выпуска я подал заявление в международную ИТ-компанию. Было смешно и страшно.Мне приходилось разговаривать и болтать с товарищами по работе в течение дня, поэтому мой английский улучшался принудительно и резко. т.е.
- Мой напарник остается со мной и моим в течение недели или двух.
- Я приехал в Великобританию на машине.
- Я позвонил в центр данных и поговорил с индийской службой поддержки.
В результате я закончил промежуточный курс английского языка в 2011 году. Однако в 2012 году я решил уволиться и подал заявление на новую работу, не имея достаточной практики английского языка.
В 2017 году я подал документы в международную IT-компанию и снова пошел на промежуточный курс… С одной стороны, это было странно, потому что я закончил его 6 лет назад, но с другой стороны, я закончил его без особых усилий.Однако я сам выполнял задания по английскому. то есть:
- Я читаю книги (с прошлого года я прочитал 10 книг (все книги по Гарри Поттеру, DevOps и т. д.).
- Я пишу статьи / документы (не очень много, но это так).
- Слушаю подкасты, смотрю фильмы без сабов.
- Я учусь онлайн с учителем-носителем языка.
- Раньше я тратил около 20 часов в неделю на изучение английского языка.