
уроки сварки инвертором для начинающих + видео
В данной статье мы хотели бы раскрыть все нюансы сварки электродом для начинающих. Если вы не собираетесь стать профессионалом в сфере сварки, но научиться работать со сварочным аппаратом хочется, мы проведем пару уроков по сварке для начинающих. Конечно, сразу вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять, как правильно варить сварочным аппаратом и электродами если вы новичок, а также постичь основные приемы работы.
В этом уроке сварки для чайников мы ответим на следующие вопросы: “как правильно варить сваркой начинающим”, “как правильно варить шов сваркой” и обязательно расскажем “как правильно варить инверторной сваркой”.
Рис.1 — Сварочный инвертор FUBAG IR 160
Ручная дуговая сварка покрытыми плавящимися электродами (ручная дуговая сварка MMA) – это один из самых доступных для обучения методов сварки.
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Шаг 1. С чего начать. Определяемся с целями
Предположим, ваша жена решила стать садоводом и вам предстоит возвести каркас теплицы или Вы строите бокс для гаража.
Материалом для таких работ обычно служит мелкий фасонный прокат (уголок, профильные трубы) и листовая сталь толщиной 2-3 мм. Проводят такие работы как правило электродами на 3 мм при токе 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10-160 А мы покажем с чего начать.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
Hot Start
Функция Hot Start ХОТСТАРТ (Горячий старт) обеспечивает уверенное зажигание дуги. В момент поджига аппарат на доли секунды автоматически увеличивает силу тока дополнительно к заданной сварщиком. Благодаря этому электрод моментально разогревается и легко зажигает дугу . Если в аппарате такой функции нет, то могут возникнуть сложности с розжигом дуги.
Arc – force
Arc – force АРК ФОРС (форсаж дуги) . Если в процессе сварки сварочная дуга по каким-то причинам «рвется» и гаснет, функция аркфорс автоматически даёт дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
Аnti Stick
АNTI STICK (АНТИСТИК) – легкое отделение залипшего электрода без повреждения обмазки.
Иногда электрод прилипает к металлу и происходит короткое замыкание. Отделить электрод от заготовки в этот момент практически невозможно. Функция АNTI STICK срабатывает при таком коротком замыкании и сбрасывает значения тока до минимума. Электрод можно легко отделить от заготовки. После этого ток автоматически возвращается к установленным значениям и Вы можете продолжать работу этим же электродом.
— Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т. к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете пользоваться вот такой таблицей для подбора электродов для сварки ММА:
Рис.3 — Электроды fubag FB46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По мере приобретения собственного опыта и предпочтений, Вы сможете подбирать удобные для вас диаметры и виды электродов.
— Защищаем глаза
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 — Сварочная маска FUBAG ULTIMA Panoramic 5-13
— Готовим рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения — ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 — Зачистка зоны шва
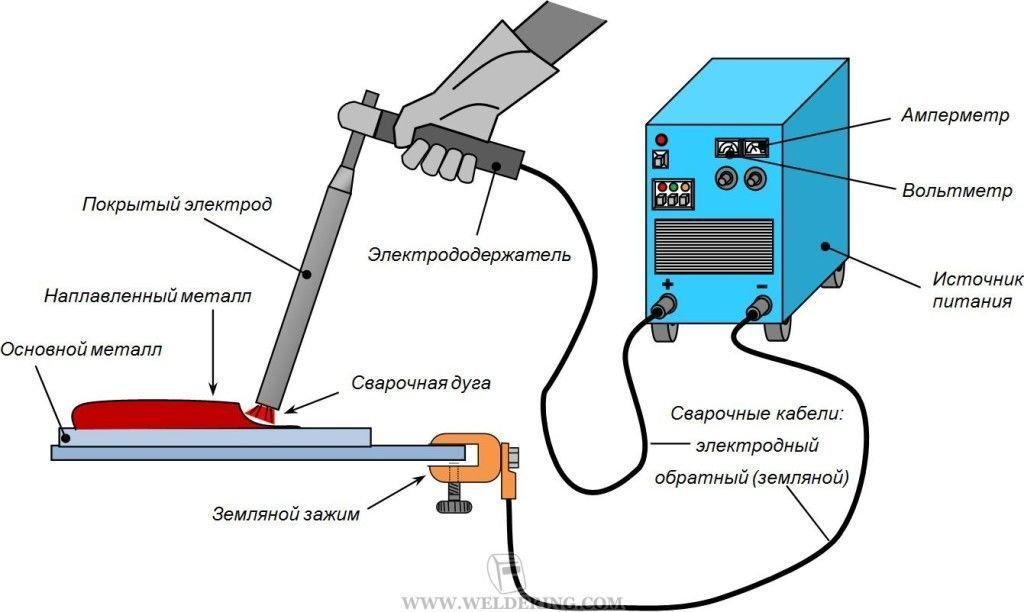
— Подключаем аппарат
Аппарат нужно установить в горизонтальном положении. Теперь подключаем сварочные кабели к силовым разъемам аппарата.
Возможны два варианта подключения массы и электрододержателя:
Прямая полярность – когда заготовка подключается к плюсу, а электрод к минусу.
Обратная полярность – электрод к плюсу, заготовка к минусу.
Рис.6 — Подключение сварочных кабелей
На пачке с электродами указывается полярность, на которой рекомендовано ими работать. Например, эти электроды – для работы на обратной полярности, т.е. они подключаются к плюсу.
Мы работаем электродами для сварки как на обратной, так и на прямой полярности.
Рис.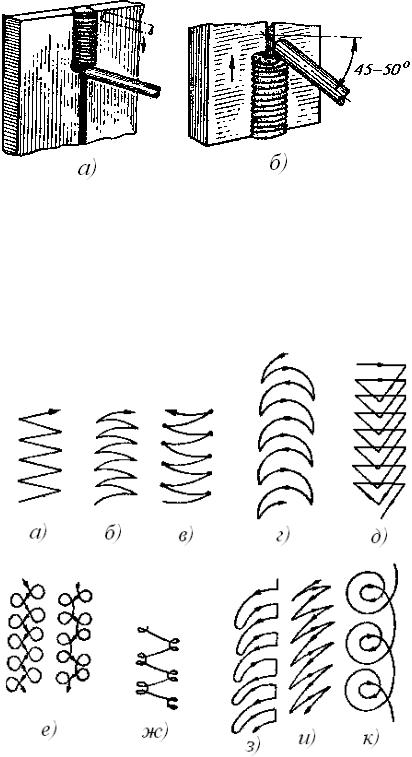 7 — Электроды FB 46 D3.0 мм
7 — Электроды FB 46 D3.0 мм
И мы будем варить на обратной полярности.
Более подробно о прямой и обратной полярности – смотрите в ролике «как подобрать электроды для сварки».
— Выставляем силу тока
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 — Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
— Зажигаем сварочную дугу
Потренируемся в зажигании сварочной дуги. Зажечь сварочную дугу можно двумя способами — касанием и чирканьем.
- Чиркая электродом как спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 — Способ зажигания сварочной дуги — чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.

Рис.10 — Способ зажигания сварочной дуги — касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
— Пробуем варить
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 — Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 — Красивый шов
Когда Вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу – пробовать варить различными видами швов. А вот какие бывают виды швов, как передвигать электрод чтоб добиться красивого и надежного шва мы расскажем в следующей статье!
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат.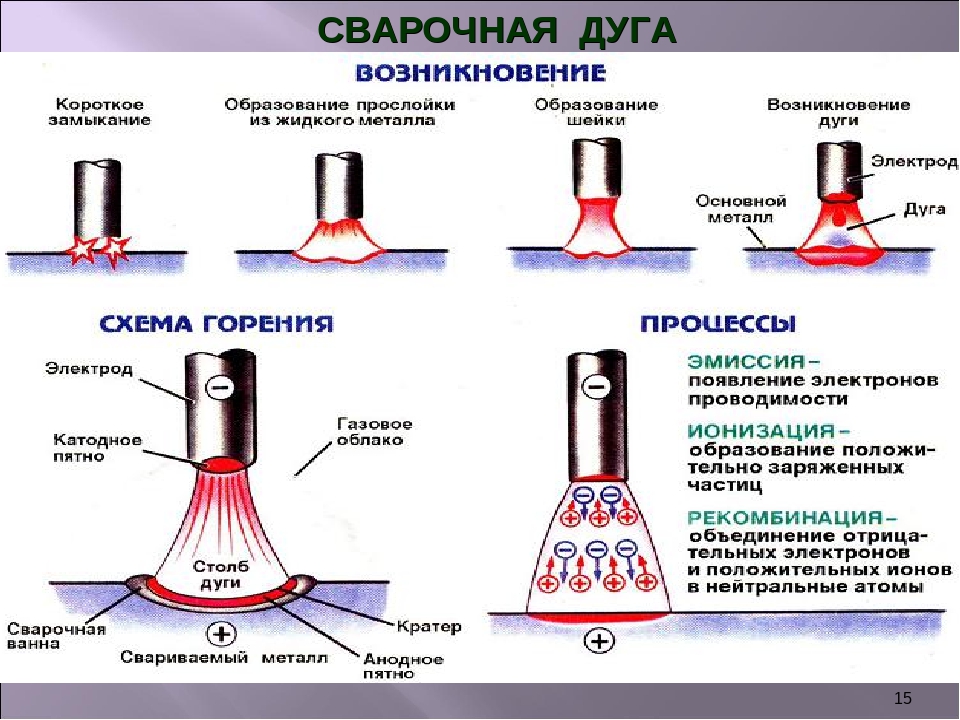 Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
 В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Сварка для начинающих: как научиться самостоятельно
С началом весенне-летнего сезона вопрос о том, как освоить сварку инвертором для начинающих, становиться чуть ли не самым популярным. Разобраться во всех премудростях этого процесса вам поможет наша статья. Мы расскажем о работе со штучным электродом предельно простым языком, приоткроем некоторые секреты и дадим четкий алгоритм, который приведет вас к успеху.
Как варить новичку сваркой
Вы полны энтузиазма и готовы постигать азы сварки? А может быть в планах у вас создание масштабных конструкций? Остудите свой пыл и не торопитесь. Любой опытный специалист скажет, что первые шаги стоит делать, не спеша. Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
В прошлой нашей статье мы уже рассказали о том, как подготовить свое рабочее место и какие средства защиты вам понадобятся. Если все готово, то можно переходить к активным действиям.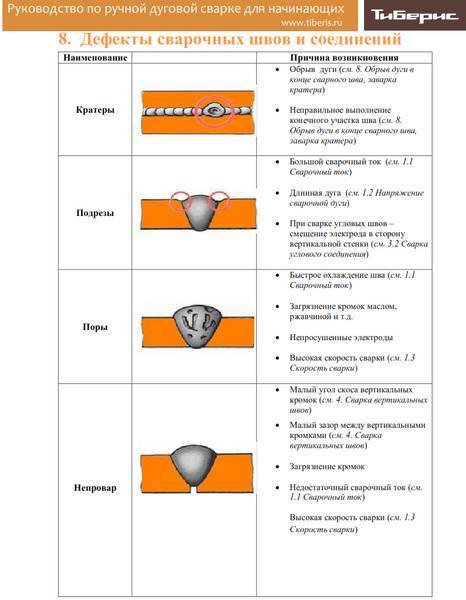 Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине. Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине. Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Как вести электрод во время сварки
Скорее всего вы уже представляете, что такое ручная дуговая сварка. Но одного понимания процесса мало. Необходимо владеть еще и техникой работы. Давайте разберемся, как необходимо передвигать электрод новичку во время сварки.
Траектория ведения электрода
Когда смотришь на работу специалиста со стороны, то кажется, что стержень просто движется по прямой. Но на самом деле это не совсем так. Как минимум мастер совершает легкие колебательные движения с небольшой амплитудой. Он как бы раскачивает электрод по дуге, перемещаясь от одной кромки к другой и обратно. Эта техника используется при работе с заготовками, толщина которых не превышает 6 мм. С ее помощью удается хорошенько равномерно прогреть сварочную ванну.
Но обо все по порядку. Давайте познакомимся со всеми распространенными способами ведения электрода:
Давайте познакомимся со всеми распространенными способами ведения электрода:
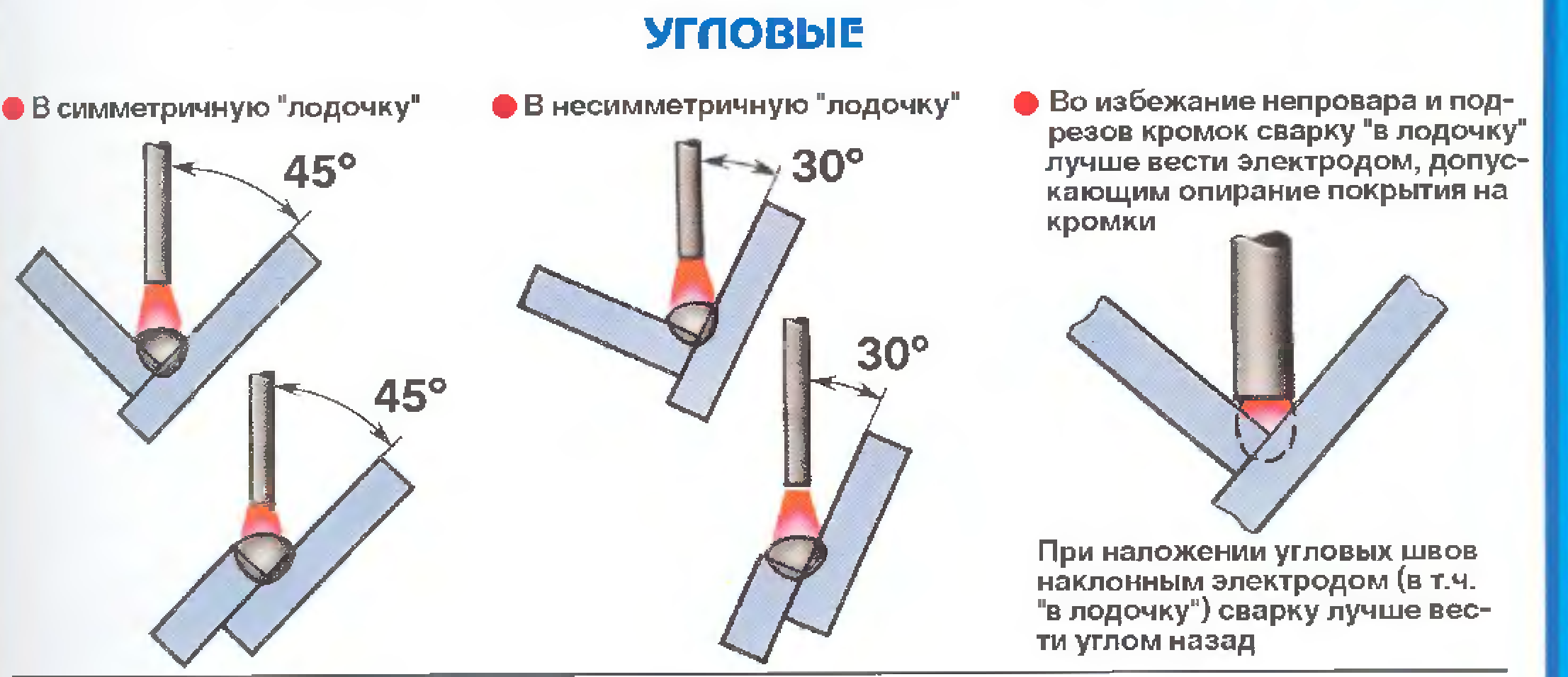
- Ломаная зигзагообразная линия. Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
- Круговые движения или в форме эллипсоида. Этот вариант идеален для тех ситуаций, когда необходимо хорошо прогреть кромки. Его используют при работе с легированными сталями при сварке вертикальных швов.
- Треугольником. Эта техника подходит для сварки труб, имеющих неповоротный стык. При этом их толщина должна составлять не более 6 мм. Используя этот способ, вы сможете хорошо проварить корень шва и обеспечить прогрев его средней части.
Угол наклона электрода
Скорее всего вы уже обращали внимание, что в процессе сварки штучным электродом, стержень не только раскачивают по определенной траектории, но и ведут под углом.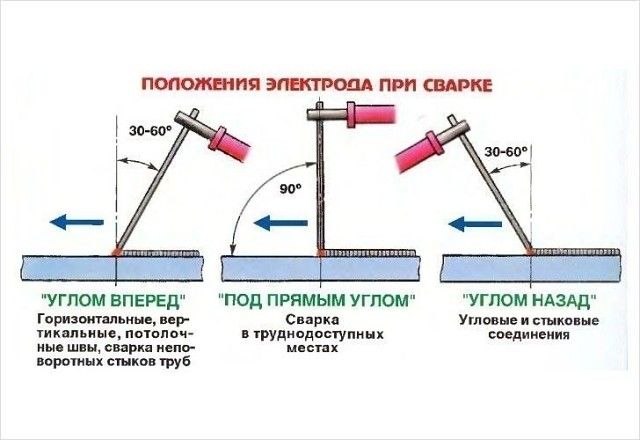 На самом деле положения всего три, и каждое из них имеет свое значение:
На самом деле положения всего три, и каждое из них имеет свое значение:
- Углом вперед. Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
- Углом назад. В данном случае электрод наклоняют в другую сторону. Шлак, который образуется во время сварки, выталкивается из ванны назад. Он накрывает собой металл, позволяя ему остывать максимально равномерно. Этот вариант идеален для использования в процессе сварки угловых соединений труб, а также при необходимости провара корневого шва достаточно массивных заготовок.
- Прямой угол. Данный способ считается самым сложным в реализации, и поэтому используется достаточно редко. Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
Длина дуги: сварка для начинающих
Угол наклона электрода и способ его движения — это крайне важно. Но еще большего внимания заслуживает такой показатель, как длина дуги. Именно он характеризует расстояние от металлического стержня до поверхности детали. Во многом эта величина оказывает влияние на качество получаемого соединения, а в частности на глубину проплавления, ширину шва, его форму и даже шероховатость.
Сразу же стоит отметить, что идеальная длина дуги — это примерно 2–3 мм. А вообще всего выделяют 4 разновидности:
- Очень короткая. Подходит для корневых швов, выполняемых на чрезвычайно толстых заготовках. При этом совсем не обязательно совершать колебательные движения. Сила тока устанавливается на среднем или даже максимальном уровне.
- Короткая. Такая дуга будет составлять примерно половину диаметра используемого в процессе работы электрода. Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.
- Средняя. Таким считается то расстояние, которое примерно равно диаметру стержня. Средняя величина способствует росту напряжения и расширению шва.
- Длинная. Обычно равна 1,5 диаметра используемого электрода. Работать с такой дугой очень нежелательно. Во-первых, это не удобно. Во-вторых, значительно падает качество шва. Зона проплавления расширяется, глубина уменьшается, металл растекается и разбрызгивается.

Сварка электродом для начинающих: практика
Подробно изучив теоретическую часть вы вполне можете приступить к практике. Для того, чтобы начать сварочный процесс, прежде всего нужно разжечь дугу (главное, не забудьте про маску).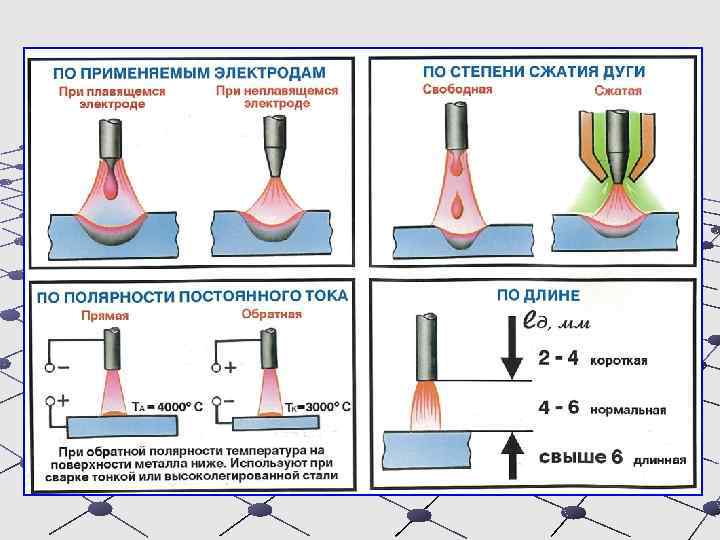 Сделать это можно двумя способами:
Сделать это можно двумя способами:
- Постукиванием. Здесь главное не переусердствовать. Особенно этот вариант хорош для тех ситуаций, когда необходимо разжечь дугу при помощи электрода, который уже использовали. Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
- Чирканьем по металлу. Процесс очень схож с розжигом спички. Этот способ считается более предпочтительным. Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
Как только дуга появилась, необходимо приподнять стержень над металлом на необходимое расстояние. Теперь начинайте движение. Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Не меньше внимания, чем самой сварке, стоит уделить и завершению шва. Сделать это можно сразу несколькими способами, главное помнить, что просто обрывать дугу категорически нельзя. На рисунке ниже представлены схемы окончания сварки, по которым можно действовать.
Хорошенько натренировавшись наплавлять металл на пластину, вы вполне можете переходить к следующему этапу обучения — соединению двух заготовок. Процесс этот схож с простой наплавкой, но есть и свои нюансы. Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Пять советов для новичков
Если вы вновь и вновь задаетесь вопросом, как научиться варить сваркой ММА новичку, то уже давно пора переходить к действиям. Изучать теорию, конечно, полезно, но без практики пользы не будет. Мы же в свою очередь хотим дать вам 5 простых, но важных советов:
- Не забывайте про защиту. Это одна из главных проблем всех начинающих специалистов. Даже оббивая шлак специальным молотком, не пренебрегайте очками или маской, а также перчатками. Они помогут избежать травм.
- Как только вы слишком ускоряетесь или делаете слишком длинную дугу, металл будет растекаться. Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.
- Следите за целостностью обмазки стержней и не используйте в работе отсыревшие материалы. Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.
- Чем больше наклон стержня электрода, тем лучше выходит шлак. Зато если его расположить вертикально, дуга будет интенсивнее.
- Все колебательные движения должны быть легкими и с небольшой амплитудой. Не стоит хвататься за электрододержатель мертвой хваткой и сильно им размахивать. Расслабьте руку и наслаждайтесь процессом. Успех придет с опытом, а его нужно нарабатывать.
Научиться ручной дуговой сварке даже самостоятельно вполне реально, особенно если вы планируете использовать ее на бытовом уровне. Вам помогут наши рекомендации, качественное оборудование, аксессуары и расходные материалы. Заходите в каталог и выбирайте лучшую продукцию по адекватным ценам.
инструкция, подготовка и советы – Всё для сварки
Содержание
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
- Небольшой вес аппарата.
- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;
Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».

В комплекте имеются кабели:
- Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
 Такой костюм не загорится при попадании на него искр.
Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки.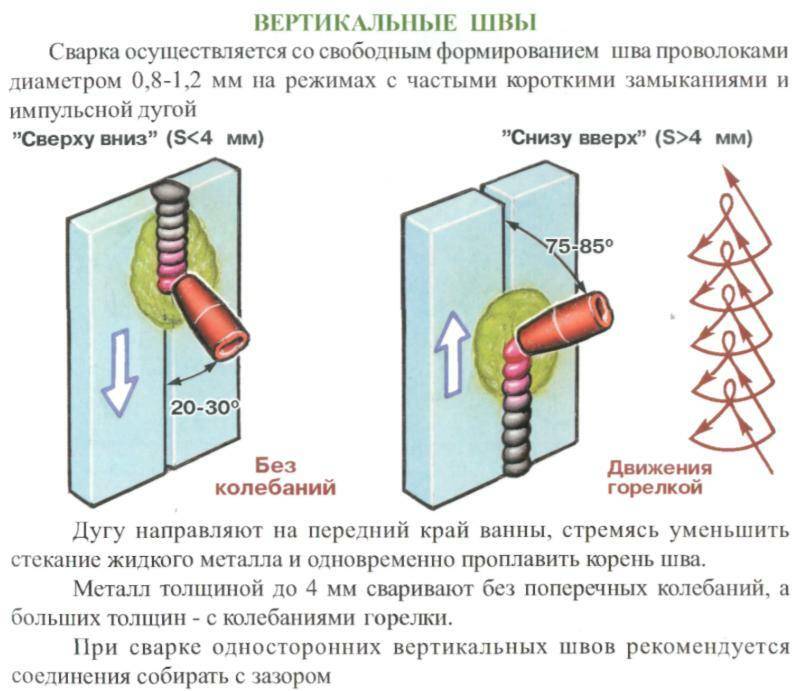 Для этого:
Для этого:
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- постукивать по поверхности металла.
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.

Как правильно варить инвертором для получения ровного шва
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве. Это может привести к коррозии.
- Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.
 Это может привести к коррозии.
Это может привести к коррозии.
Выбор подходящего аппарата для дуговой сварки
Сварочный аппарат GYS MMA
Сварщик MMA, также называемый аппаратом для ручной дуговой сварки, представляет собой электрический трансформатор, который обеспечивает высокий уровень электрического тока на выходе. Выход сварочного аппарата состоит из заземляющего кабеля, подключаемого к свариваемой детали, и кабеля, снабженного электрододержателем.
Когда вы подносите электрод, обычно называемый «стержнем», близко к свариваемой детали, возникает короткое замыкание и высокотемпературная электрическая дуга, которая локально плавит металл свариваемых деталей, а также сам электрод.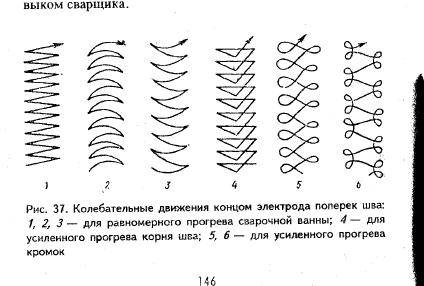 Он состоит из металлического сердечника, который будет составлять присадочный металл для сварки, и покрытия, которое образует защитный слой от окисления. Этот защитный слой называется «шлаком», и его необходимо удалить, когда сварной шов остынет. Таким образом, электроды являются расходными материалами, состав и диаметр которых должны соответствовать выполняемой работе.
Он состоит из металлического сердечника, который будет составлять присадочный металл для сварки, и покрытия, которое образует защитный слой от окисления. Этот защитный слой называется «шлаком», и его необходимо удалить, когда сварной шов остынет. Таким образом, электроды являются расходными материалами, состав и диаметр которых должны соответствовать выполняемой работе.
Основными трудностями дуговой сварки являются:
• Сложность заправки: если электрод находится слишком близко к свариваемым деталям, когда вы начинаете сварку, электрическая дуга не образуется, и электрод будет прилипать к свариваемым деталям. , вызывая прямое короткое замыкание.
• Трудность в поддержании правильного расстояния между стержнем и свариваемыми деталями: из-за износа стержня сварщик должен постоянно корректировать свое положение.
Сварщики трансформатора
называются «шунтами ». Инверторные сварочные аппараты MMA являются развитием этой технологии, в них используется электронный трансформатор, который непрерывно регулирует выходную мощность. Инверторные сварочные аппараты MMA более компактны и легки, они обеспечивают лучшее качество сварки благодаря точному регулированию мощности и, как правило, оснащены предохранительным устройством, которое отключает ток в случае прилипания электрода.
Инверторные сварочные аппараты MMA более компактны и легки, они обеспечивают лучшее качество сварки благодаря точному регулированию мощности и, как правило, оснащены предохранительным устройством, которое отключает ток в случае прилипания электрода.
Сварщик MMA больше подходит для небольших работ (ремонт и т. Д.), Чем для производства:
— его легче транспортировать, потому что он не требует газового баллона
— его меньше беспокоят сквозняки при использовании на открытом воздухе — он может быть используется для сварки большинства металлов путем простой замены стержня
— обеспечивает труднодоступную сварку благодаря длине стержней
— это самая недорогая технология
Изготовитель — инвертор против трансформаторных машин
Технический директор Forney Industries Джейсон Махью, представленный в журнале «Практическая сварка сегодня», прочитайте отрывок ниже:
Если вы хотите начать гражданскую войну в сварке, просто спросите группу сварщиков, что лучше: инвертор или трансформатор. Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой в среде защитного металла ( SMAW) или дуговой сваркой.
Во время Первой мировой войны сварка подверглась серьезным исследованиям и разработкам из-за того, что она широко использовалась в стальном судостроении и танкостроении. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой.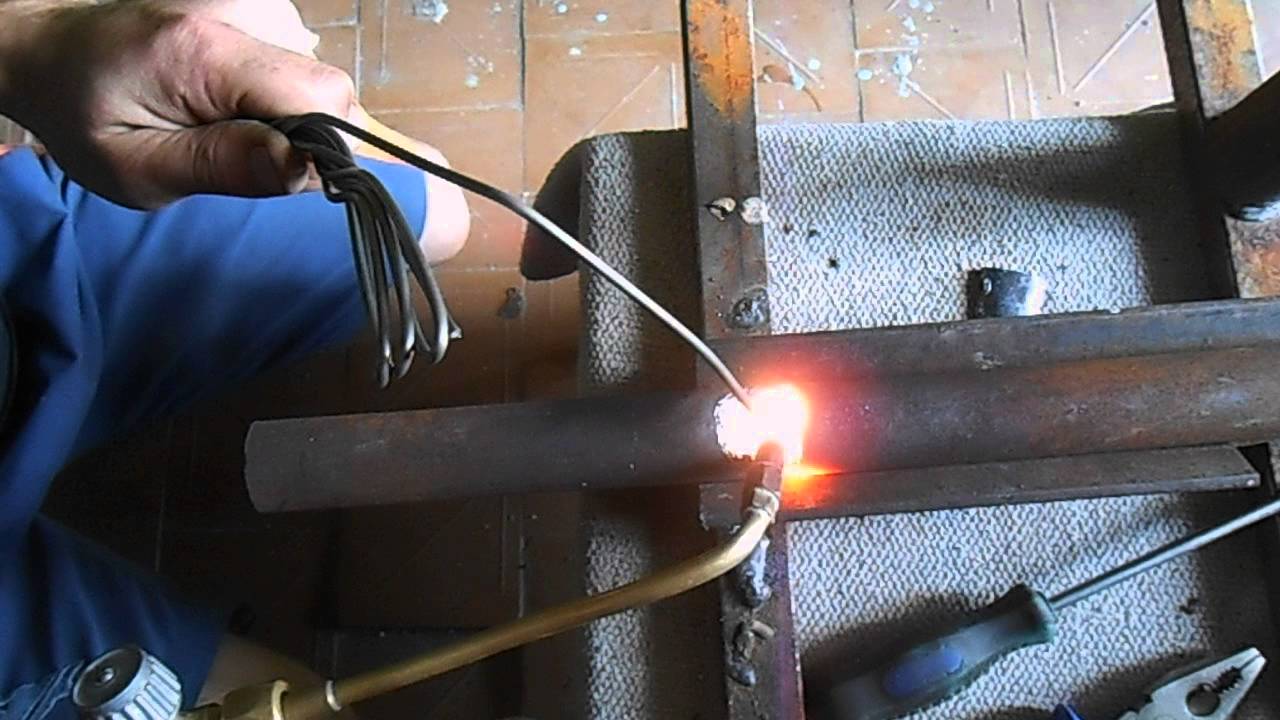 В течение 1920-х и 1930-х годов источники питания для дуговой сварки и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварочного и производственного производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
В течение 1920-х и 1930-х годов источники питания для дуговой сварки и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварочного и производственного производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
1980-е годы ознаменовали собой новую эру технологий, в центре которой была электроника, что совпало с ростом популярности персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, что открыло новый мир возможностей. Как и в случае с большинством новых технологий, инверторные источники сварочного тока в 1990-е годы стали вызывать проблемы. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и влажности. Эти вопросы до сих пор находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Эти вопросы до сих пор находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Там, где резина встречается с дорогой
Итак, как именно трансформаторы и инверторы сочетаются друг с другом? Конечно, в настоящее время инверторы, безусловно, считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо обсуждаемый вопрос для тех, кто участвует в спорах между трансформатором и инвертором.В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам, чтобы создать надежные и прочные машины. Для сравнения, у инверторных машин есть лишь небольшая часть этого времени — около 30 лет плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился. Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новую задачу в мире сварки. Если вы сомневаетесь в этом, подумайте о своем первом компьютере или мобильном телефоне и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов.Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, какую только можно вообразить, с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество инверторов в универсальности.
Качество дуги. Говоря о сварочных машинах, нельзя не учитывать характеристики дуги и полученные сварные швы. Если вы относитесь к тому типу сварщиков, которые сваривают только низкоуглеродистую сталь в течение всего дня, каждый день, вам не нужно смотреть мимо трансформаторной машины.Однако мы живем в мире сварки, который требует совершенства сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы можно запрограммировать на выполнение чего угодно, теперь мы видим, как усовершенствованная импульсная газовая дуговая сварка (GMAW), а также высококвалифицированная газовая дуговая сварка вольфрамовым электродом (GTAW). Перед нами открывается мир программного обеспечения и передовой электроники, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо.Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Стоимость. Последняя обычно обсуждаемая переменная — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, поскольку инверторы вошли в мир массового производства электроники. Инверторы начинают становиться дешевле, чем машины на основе трансформаторов, хотя они значительно сложнее.
При рассмотрении стоимости машины обязательно учитывайте следующее:
- Первоначальная закупочная стоимость. В настоящее время первоначальные вложения, вероятно, примерно равны.
- Power (потребление электроэнергии). В целом инверторы потребляют меньше электроэнергии, чем трансформаторы.
- Расходы на содержание. По истечении гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Затраты на простой. Это предмет обсуждения, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу оборудования или необходимости ремонта. Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора.Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений.
- Качество сварных швов себестоимость. Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам. Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к недостатку плавления. Обе стороны дискуссии правдивы.Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.
 Это предмет обсуждения, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу оборудования или необходимости ремонта. Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора.Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений.
Это предмет обсуждения, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу оборудования или необходимости ремонта. Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора.Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений. Обе стороны дискуссии правдивы.Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.
Обе стороны дискуссии правдивы.Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.Все сводится к тому, трансформаторные машины или инверторные машины больше подходят для конкретного применения.Следующая таблица представляет собой обобщенное мнение, основанное на опыте и многочисленных обсуждениях.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Их производительность и стоимость продолжают улучшаться, но это не означает, что нам нужно копать могилу для сварочных машин для трансформаторов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.
В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.
Полярность в сварке: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, недоступные
для работы по причине продолжения образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях.
которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, в качестве специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП
ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых
Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и специалисты по дизельным двигателям — 28 300 человек; Ремонтники кузовов автомобилей и сопутствующие товары, 17 200. Вакансии включают вакансии в связи с ростом
и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен для всех правомочных ветеранов во всех местах на территории кампуса. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов. 59. Бюро статистики труда не публикует данные начального уровня.
59. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
и механики, просмотрено 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г.UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Начальный уровень
зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков.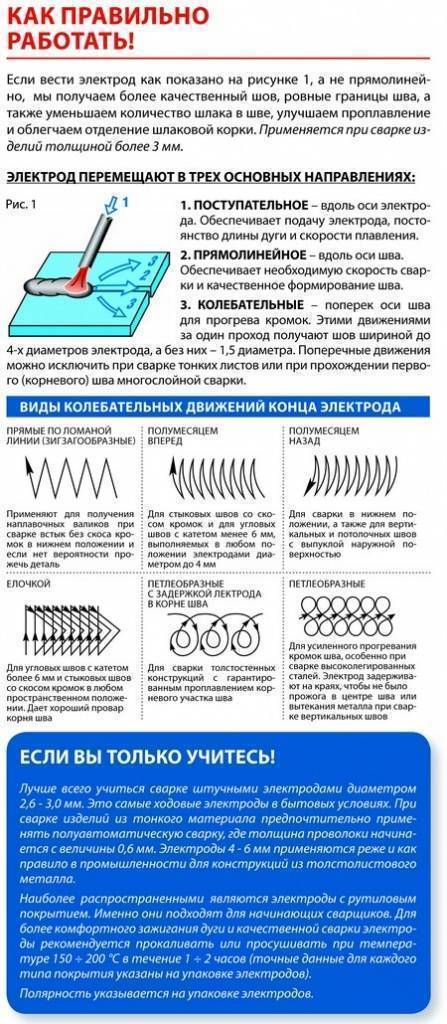 Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует заработную плату начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Сварщики, резаки, паяльщики,
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Сварщики, резаки, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные начального уровня.
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Автомобильный кузов и сопутствующие товары
Ремонтники, осмотрено 2 июня 2021 г.)
29) Ориентировочная средняя годовая зарплата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Бюро трудовой статистики США по занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать занятость или
оплата труда. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и Специалисты по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23,20 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
30) Расчетная средняя годовая зарплата механиков мотоциклов в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс)
Рабочая сила и развитие трудовых ресурсов, данные за май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по мотоциклетным технологиям в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара. Бюро статистики труда не публикует данные начального уровня.
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Мотоциклетная механика,
просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Моторная механика и
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Моторная механика и
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут быть разными.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей.Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Стоимость пластика (51-4011) в Содружестве Массачусетса составляет 37 638 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Операторы инструментов, просмотр 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 161 800; и операторы инструментов с ЧПУ, 154 500.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www. bls.gov, просмотрено 18 ноября 2021 г.
bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
42) Для сварщиков, резаков, паяльщиков и паяльщиков U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 49 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу
В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 28 100 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением.
См. Таблицу 1.10. Разделения и вакансии по профессиям, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных и связанных с ним ремонтников:По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 15 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
45) Для операторов инструментов с ЧПУ: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 16 500 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. Видеть
Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2030 году составит 705 900 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
48) По прогнозам Бюро статистики труда США, общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2030 году составит 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что общая занятость в сфере автомобильного кузова и связанных с ним ремонтов составит 161800 человек к 2030 г. См. Таблицу 1.2.
Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2030 году составит 452 400 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 год и прогноз к 2030 году.
Бюро статистики труда США, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре
18, 2021.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2030 году составит 154 500 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
Обновлено 18 ноября 2021 года.
52) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год среднегодовое количество вакансий по стране в каждой из следующих профессий будет: Техники и механики автомобильного сервиса — 69 000; Механика автобусов и грузовиков и дизельный двигатель
Специалисты — 28 100 человек; и сварщики, резаки, паяльщики и паяльщики, 49 200.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
53) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла. Ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов», — говорит Карл Хоуз из Lincoln Electric.
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания.Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому наплавляется много металла и получается бусинка великолепного вида.Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011.Кроме того, снизьте скорость движения. Это дает время, чтобы пузырьки газа выкипали из расплавленного сварного шва, прежде чем эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг №1
Водород — это наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric.«Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3. Правила угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Однако Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое.«Если при этом образуется шлак, вы тянете за собой», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма. При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл).По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на ⅜ дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла. С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²).Это экономично и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоких значениях силы тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов. Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG — 0,035 (самый распространенный) или.045 дюймов. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер. «Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз.Если вы свариваете металл с покрытием или оцинкованный металл (например, ветвь с зернистостью), используйте проволоку E71T-14, потому что у нее есть сердцевина, которая взрывается в дуге. Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Прутковый электрод: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов. По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, переходите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла. Хорошей новостью является то, что любой сварщик может работать с алюминием, и этому процессу относительно легко научиться.Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма. Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник приблизительно.На 0115 дюймов больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла. Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F.Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы свести к минимуму растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад над сварным швом примерно на 1 дюйм.
7. Секретарь ремонта высокопрочной стали
.
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу до голого металла. Затем перед сваркой предварительно нагрейте место ремонта.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию посередине валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильно усиленный ремонт сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Он сопротивляется растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности на противоположную для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте снизу вверх, используя технику из стороны в сторону, перемещая дугу справа к центру, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взбивание, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда армировать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите края под углом 30 ° в месте соединения нового металла со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать в несколько проходов», — говорит Лейснер.
Руководство по горячему запуску, дуге и антипригарной сварке
Технологии сварки развиваются, и все больше инверторных сварочных аппаратов оснащены функциями горячего пуска, дуги и защиты от прилипания. Эти функции полезны как для начинающих, так и для более опытных сварщиков.
В этой статье объясняется каждый из них и то, как они помогают сделать сварку стержнем (SMAW) более удобной и производительной.
Оглавление
Контроль силы дуги и горячего старта на аппарате для ручной сварки
Что такое горячий старт при сварке?
Горячий старт — это функция, которая на короткое время увеличивает силу тока при зажигании дуги.Более высокая сила тока помогает легче зажигать дугу, не прилипая к основному металлу. Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальную точку валика.
При зажигании дуги возникают затруднения при зажигании дуги, заедание стержня и слабое проплавление. Это происходит потому, что электрод и основной металл имеют низкие температуры.
Эти проблемы «холодного пуска» более заметны при первом зажигании дуги, поскольку все происходит при комнатной температуре.
Без горячего старта для достижения тех же результатов необходимо использовать специальные манипуляции с электродом (или стержнем).
Некоторые другие случаи, когда помогает горячий старт.
Горячий старт помогает при сварке стержнями, которые трудно заводить, например стержнем E7018 с низким содержанием водорода.
Когда стержни остаются незащищенными и на флюс влияет влажность воздуха. Когда флюс имеет избыток влаги, зажигать дугу немного труднее. Загрязнение влаги более критично для стержней с низким содержанием водорода, особенно если они не хранились в печи для сварочных электродов.
Горячий старт также помогает, когда основной металл не очень чистый. Поверхности будут измельчать окалину или ржавчину, устойчивы к электричеству, а также сделают лужу менее жидкой.
Как использовать горячий старт?
Горячий старт для большинства сварочных аппаратов с ЖК-дисплеями задается в процентах от силы тока, которую вы хотите сваривать.
- Изначально установите этот процент на 120% или предложите сварщиком по умолчанию, если он есть. Некоторые сварочные аппараты могут иметь диапазон от 0 до 10. Если да, то установите это значение 2.
- Некоторые, но не все сварочные аппараты, имеют время горячего старта, устанавливают его на 0.5 секунд.
- Проверьте эти настройки на аналогичном металлоломе и при необходимости измените их.
Когда настройки удовлетворительны и вы можете запустить дугу с небольшим усилием, сваривайте свой проект.
Что такое сила дуги при сварке?
Сила дуги или копание — это функция, которая определяет падение напряжения дуги, вызванное сокращением длины дуги. Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется неизменным и электрод не будет прилипать к основному металлу.
При сварке штучной сваркой очень важно постоянно поддерживать постоянную длину дуги. Длина дуги не должна быть больше диаметра стержня.
Однако поддерживать постоянную длину дуги непросто. Новому сварщику может не хватить опыта для поддержания короткой длины дуги или у него могут не быть устойчивые руки.
Если длина дуги по какой-либо причине сокращается, напряжение дуги также уменьшается, но сила тока остается почти такой же. По этой характеристике источник питания для сварки штангой называется постоянным током (CC).
Несмотря на это, сила тока остается примерно такой же, как и нагрев лужи (вольт * ампер).
В результате дуга гаснет, и электрод прилипает к основному металлу, что приводит к поломке.
Приклеивание прутка — одна из наиболее распространенных проблем при сварке стержнем, и, по мнению многих, именно отсюда и произошло ее название.
Сила дуги определяет сокращение длины дуги и увеличивает силу тока, чтобы поддерживать тепло, достаточное для поддержания дуги и предотвращения заедания стержня.
Некоторые сварщики стержневой сваркой могут использовать силу дуги как контроль копания или дуги.
Некоторые другие случаи, когда сила дуги помогает
Сила дуги особенно полезна при сварке в вертикальном положении и над головой, когда сохранение короткой дуги еще более важно.
Электроды с избыточной влажностью или небольшими трещинами на флюсе будут иметь тенденцию к прилипанию. Arc Force обеспечивает более сильную дугу и помогает при сварке этими стержнями.
Как использовать силу дуги?
В зависимости от устройства для ручной сварки вы устанавливаете силу дуги в процентах или в диапазоне от 0 до 10.Чем выше вы его установите, тем интенсивнее будет эффект.
Стержни из целлюлозы, такие как E6010, работают лучше при более высоком значении силы дуги 60% или более. Высокое значение силы дуги создает агрессивную дугу, также называемую четкой дугой.
Стержни с низким содержанием водорода, такие как E7018, работают лучше при более низком значении силы дуги 30%. Более низкое значение силы дуги создает более плавную дугу, также называемую мягкой или маслянистой дугой.
В дорогих аппаратах для стержневой сварки с ЖК-экраном рекомендуются предварительно заданные настройки силы дуги для каждого типа стержня.Эти настройки — хорошая отправная точка.
Проверьте настройки силы дуги на аналогичном металлоломе, пока они не станут удовлетворительными.
Когда не использовать силу дуги?
Одним из возможных побочных эффектов сварки с применением силы дуги является то, что временное повышение силы тока может прожечь тонкие металлы.
Еще один недостаток силы дуги — это когда сварщики хотят контролировать нагрев лужи традиционным способом.
Для многих сварочных ситуаций сварщики хотят уменьшить нагрев ванны при укорачивании дуги или увеличить нагрев за счет удлинения дуги.Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Что такое функция копания?
Копание — это то же самое, что сила дуги. Иногда сварщики используют этот термин для описания преднамеренного использования силы дуги от начала валика до конца валика. Это сделано для того, чтобы «вникнуть» глубже в заготовку, а n — не просто для автоматического исправления случайного сокращения длины дуги .
Для более сложных работ, например, при сварке в верхнем положении, вы хотите, чтобы дуга была очень короткой по всей длине валика.
В то же время должна присутствовать сила тока, достаточная для поддержания дуги и достижения глубокого проплавления.
Постоянно поддерживать очень короткую дугу очень сложно, и здесь нет права на ошибку. Сила дуги или «копания» обеспечивает адекватную силу тока по всей длине борта.
Что такое антипригарное покрытие при сварке?
Защита от прилипания — это функция, которая срабатывает, когда электрод прилипает к основному металлу. Anti Stick обнаружит короткое замыкание и автоматически отключит ток.Это предохраняет электрод от докрасна и предотвращает перегрузку сварочного аппарата. Функция предотвращения прилипания встроена в сварочный аппарат. Нет элемента управления для его установки.
Если ваш сварочный аппарат не поддерживает муравейник, вам нужно действовать быстро и открутить стержень движением влево и вправо, чтобы освободить его.
Если стержень застрял надолго, вы можете нажать на фиксирующий рычаг на держателе электрода и освободить его. Имейте в виду, что будут искры. Оставьте стержень на металле немного остыть, а затем снимите его.
Наконец, вы можете выключить сварочный аппарат, но не тянуть за вилку. Вентилятор сварщика должен поработать, пока не остынет.
Имейте в виду, что многие доступные по цене сварщики штангой упоминают, что они поддерживают горячий старт и силу дуги, но что они делают, так это встраивают их с предварительно установленными значениями. У этих сварщиков нет специальных средств управления, чтобы самостоятельно устанавливать значения.
Заключение
Горячий старт, сила дуги и защита от прилипания — современные особенности инверторных сварочных аппаратов.Все они помогают избавиться от одного из недостатков сварки штангой — налипания электрода.
- Горячий старт увеличивает силу тока при зажигании дуги.
- Сила дуги увеличивает силу тока при сокращении длины дуги.
- Антипригарное устройство отключает ток, когда стержень прилипает к основному металлу.
Другие статьи Weldpundit
Электроды для электродной сварки (SMAW). Технические характеристики и категории.
Выбор электродов для стержневой сварки для начинающих: тип, размер и сила тока.
Сварка палкой — легко или сложно научиться? И сколько времени это займет.
Вы тянете или толкаете сварочным аппаратом? Руководство для начинающих.
Какой самый простой в использовании стержень для стержневой сварки?
Разница между сваркой штангой и сваркой MIG
Если вы начинающий сварщик, вам может быть интересно, в чем разница между сваркой штангой и сваркой MIG, и какой тип сварки может быть более полезным или более универсальным.
В этом блоге Vern Lewis Welding Supply мы обсудим основы каждого метода сварки, а также некоторые плюсы и минусы, а также убедимся, что вы знаете различия между сваркой штучной сваркой и сваркой MIG.
Что такое ручная сварка? Понимание основ
Сварка палкой
, которую также иногда называют дуговой сваркой защищенного металла (SMAW), является старейшим, простейшим и наиболее экономичным видом сварки, который используется уже более века, и на этот процесс были выданы первые патенты. в конце 1880-х гг.
Сварка палкой — это очень часто используемый метод сварки среди начинающих сварщиков и сварщиков-любителей, потому что это довольно просто и очень универсально.
В этом методе сварки для создания сварного шва используется расходная «палка» или стержень, покрытый флюсом («электрод»).При контакте с металлом электрод начинает плавиться, как и металлическая заготовка. Два металла плавятся вместе, образуя «сварочную ванну», которая остывает и образует прочное и прочное соединение между металлами.
Сварка палкой
имеет ряд уникальных преимуществ. Он очень универсален и может использоваться для сварки металлических сплавов, включая никель, алюминий, медь, а также черных металлов, таких как железо и сталь. Он также не требует использования защитного газа и его легко выполнять на открытом воздухе и в ветреную погоду.Он также может обеспечить относительно прочный сварной шов на ржавой или нечистой поверхности, что иногда может быть выгодно в некоторых ситуациях.
Однако сварка штучной сваркой далеко не такая «чистая», как другие методы сварки. Из-за особенностей сварочного шва разбрызгивание расплава является распространенной проблемой, поэтому это необходимо учитывать в сварочном рабочем пространстве, а после завершения работы обычно требуется шлифовка, очистка и отделка сварного шва, что может привести к к более длительному общему времени сварки и более высокой стоимости.
Кроме того, это не так эффективно по времени, как некоторые другие виды сварки. Очистка сварного шва, замена электродов и другие действия означают, что вы не будете тратить много времени на фактическую укладку сварного шва с помощью сварки штангой.
Что такое сварка MIG (металл в инертном газе)? Понимание основ
Сварку
MIG легко освоить, но для овладения базовой техникой потребуется определенная практика. Его часто называют «клеевым пистолетом» из-за принципа действия. Сварщики MIG используют инструмент, называемый катушкодержателем, который пропускает катушечный электрод с проволокой через устройство.В этом отличие от сварки штучной сваркой, при которой используется съемный стержневой электрод.
Эта проволока проходит через сварочный аппарат с постоянной скоростью, кроме того, горелка испускает поток газа, который защищает сварной шов от азота и кислорода. Электродная проволока плавится при высокой температуре при контакте с металлической заготовкой, образуя сварочную ванну, которая остывает, чтобы соединить их вместе.
У этого процесса есть несколько явных преимуществ. Сварка MIG создает высокопрочные сварные швы и имеет гораздо более «чистый» вид с меньшими затратами на шлифовку и очистку, а также очень экономична по времени, поскольку электрод и защитный газ автоматически подаются через сварочный аппарат.Его можно использовать для сварки материалов толщиной до 26 мм и использовать на любой металлической поверхности.
Однако использовать оборудование MIG на открытом воздухе труднее из-за наличия защитного газа, который может унести сильный ветер. Для разных металлов также нужны разные типы металлов и газов. Сварку MIG также всегда следует выполнять на чистой, свободной от ржавчины поверхности, поэтому она требует более тщательной подготовки. Это также может оказаться непрактичным для очень толстых металлов, таких как чугун.
Что лучше? Сварка палкой или сварка MIG?
Нет «лучшего» варианта.Различия между сваркой штучной сваркой и сваркой MIG означают, что у обеих есть свои места и цели.
Сварка
палкой отлично подходит для начинающих, потому что ей легко научиться, и она очень доступна. Результаты могут не выглядеть чистыми, но они будут прочными, и если вы не заботитесь о аккуратном валике или хотите потратить время на его чистку и шлифовку, сварка штучной сваркой — хороший вариант.
Напротив, сварка MIG выполняется быстрее, эффективнее и чище, чем сварка штучной сваркой. Однако машины MIG сложнее настроить и изучить, а также, как правило, более дорогие.Аппарат MIG — лучший выбор для более опытных сварщиков-любителей, которые часто занимаются сваркой, или для профессиональных сварщиков, которым, возможно, требуется внештатная работа.
Если вам нужны принадлежности для сварки штангой или MIG, Vern Lewis Welding Supply здесь для вас. У нас есть широкий выбор нового и бывшего в употреблении сварочного оборудования, газов и электродов, а также всех других необходимых вам расходных материалов.
Наборы для сварки TIG Eastwood — лучший аппарат для сварки TIG своими руками
Какой аппарат для сварки TIG лучше всего подходит для вашего магазина или гаража?
Сварка
TIG является важным процессом для автореставраторов и производителей, которые много работают с металлами более тонкой толщины, особенно с алюминием или хромомолибденовой сталью.Если вы планируете приобрести аппарат для сварки TIG, но не знаете, что именно вам нужно, мы здесь, чтобы помочь вам выбрать подходящий аппарат для вашей работы. Eastwood предлагает сварочные аппараты TIG 200 DC, TIG 200 AC / DC и Digital TIG 200 AC / DC для механиков и кузовных рабочих. Каждое устройство будет сваривать сталь толщиной до дюйма, и все они имеют 3-летнюю гарантию от Eastwood от дефектов. Обе машины переменного / постоянного тока также будут сваривать алюминий толщиной до дюйма, что гораздо чаще встречается на современных автомобилях. здесь, чтобы помочь вам выбрать подходящую машину для вашей работы.Eastwood предлагает сварочные аппараты TIG 200 DC, TIG 200 AC / DC и Digital TIG 200 AC / DC для механиков и кузовных рабочих. Каждое устройство будет сваривать сталь толщиной до дюйма, и все они имеют 3-летнюю гарантию от Eastwood от дефектов. Обе машины переменного / постоянного тока также будут сваривать алюминий толщиной до дюйма, что гораздо чаще встречается на современных автомобилях.
Для чего используется сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG) включает нагрев металла, который будет свариваться, с помощью неплавящегося вольфрамового электрода.Когда происходит этот процесс дуговой сварки, газ защищает сварочный материал от кислорода воздуха, который может испортить вашу работу.
Первоначально разработанная для сварки магния и алюминия в авиастроении в 1930-х годах, сварка TIG стала альтернативой газовой и ручной дуговой сварке металла и до сих пор используется во многих домашних и промышленных предприятиях для получения чистых, точных и устойчивых к коррозии сварных швов. он производит.
При сварке TIG сварщик создает дугу между вольфрамовым электродом и основным металлом; как только они соприкоснутся, возникает сварочная ванна.Затем сварщик добавляет в ванну тонкую проволоку из присадочного металла, где она плавится. Процесс без флюса относительно прост и помогает сохранить свойства основного или основного металла. Вы можете узнать больше о том, как работает сварка TIG.
Развитие сварки TIG открыло путь для использования алюминия в различных конструкционных приложениях, хотя его можно использовать и с другими типами металла. Сегодня он все еще используется в самолетах и космических кораблях, а также в художественных целях и при ремонте кузовов автомобилей, где он предпочтителен из-за своей коррозионной стойкости.С точки зрения DIY, он идеально подходит для ремонта крыльев, рам велосипедов, мотоциклов и чопперов, такого оборудования, как газонокосилки, и сломанных дверных ручек.
Что вам нужно для сварки TIG?
Для сварки TIG требуется источник постоянного тока, переменного или постоянного тока. Этот процесс предотвращает попадание слишком высокого тока на поверхность металла в случае короткого замыкания. Высокая частота (ВЧ) также необходима для создания дуги: этот процесс генерирует тысячи вольт для создания облака электронов и ионов и обеспечивает плавный и последовательный путь тока источника питания.
Помимо этих факторов, для сварки TIG требуется защитный газ. Аргон является наиболее распространенным, поскольку его можно использовать с несколькими типами стали, титана и алюминия. Для получения более чистого шва некоторые смешивают его с h3 (водородом) или с гелием для получения более горячей дуги и более высокой скорости сварки.
Посмотрите это видео, чтобы узнать, что вам нужно для начала.
Кроме того, вы можете подумать о шлифовальной машине для вольфрама.
для некоторых из ваших сварочных проектов TIG.
Каковы преимущества и недостатки сварки TIG?
Визуальные результаты — чистые и прочные сварные швы — являются основными преимуществами сварки TIG. А также:
Однако следует иметь в виду, что сварка TIG требует значительного количества координации рук и глаз. Прежде чем начинать проект, разберитесь, как пользоваться оборудованием, и посмотрите, насколько близко пламя будет от основного металла.
Какой аппарат для сварки TIG лучше всего подходит для вашего магазина или гаража?
Сварка TIG является важным процессом для автореставраторов и производителей, которые много работают с металлами более тонкой толщины, особенно с алюминием или хромомолибденовой сталью.Если вы планируете приобрести аппарат для сварки TIG, но не знаете, что именно вам нужно, мы здесь, чтобы помочь вам выбрать подходящий аппарат для вашей работы.
Eastwood предлагает сварочные аппараты TIG 200 DC, TIG 200 AC / DC и Digital TIG 200 AC / DC для механиков и кузовных рабочих. Каждое устройство будет сваривать сталь толщиной до дюйма, и все они имеют 3-летнюю гарантию от Eastwood от дефектов. Обе машины переменного / постоянного тока также будут сваривать алюминий толщиной до дюйма, что гораздо чаще встречается на современных автомобилях.
Если сварка MIG похожа на использование малярного валика, то сварка TIG похожа на использование кисти для мелких деталей. Это требует умения и техники. С его помощью вы можете лучше работать с типами более тонких материалов и более широким спектром металлов, которые вы, вероятно, найдете в проекте реставрации. Кроме того, сварка TIG дает машинистам возможность реализовать некоторые из своих более творческих замыслов.
Вот почему комплекты для сварки TIG становятся обычным явлением в гаражах энтузиастов реставрации и кузовных мастерских.В Eastwood наши портативные сварочные аппараты TIG и принадлежности для сварки TIG являются частью более чем 4000 наименований, которые мы предлагаем энтузиастам. Мы обеспечиваем 100-процентную гарантию удовлетворенности клиентов для всех наших сварочных аппаратов TIG и сварочного оборудования, потому что мы знаем, что правильный инструмент для работы имеет важное значение для завершения вашего проекта и защиты ваших инвестиций.
Eastwood Сварочное оборудование TIG
Если вам нужна высококачественная обработка металла, используйте сварочные аппараты TIG, которые справятся с этой задачей.Сварка вольфрамовым электродом в среде защитного газа включает использование неплавящегося вольфрамового электрода и сварочного стержня для практического плавления двух кусков металла вместе. Хотя он требует больше времени и квалифицированной руки, этот процесс даст превосходный результат без необходимости шлифования или шлифования. Обратитесь к сварочному аппарату Eastwood TIG, чтобы получить наилучшие результаты при работе с цветными металлами, такими как алюминий и нержавеющая сталь.
Портативные сварочные аппараты промышленного качества
Линия сварочных аппаратов Eastwood TIG 200 обладает мощностью и универсальностью, необходимой для сложных проектов.Для энтузиастов DIY, которым нужен более дешевый вариант, мы рекомендуем легкий TIG 200DC, который использует питание постоянного тока для прецизионного изготовления стали толщиной до 3/16 дюйма. Сварочный аппарат Eastwood AC / DC TIG имеет инвертор переменного тока, который пригодится более опытным рабочим, работающим с сталью и алюминием. Цифровой сварочный аппарат TIG 200 обладает самыми передовыми профессиональными функциями. Другие варианты включают портативные сварочные аппараты ARC с горелками TIG для работы на ходу и многоцелевые сварочные аппараты, которые могут выполнять все основные типы соединения металлов.
Комплекты и принадлежности для сварки TIG
Наши сварочные аппараты TIG поставляются со всем необходимым, например, регуляторами, горелками, ножными педалями и шнурами адаптеров питания. Если вам нужна полная заводская настройка прямо из коробки, ознакомьтесь с нашим комплектом для сварки TIG 200 Weld Kit. Он содержит комплектный аппарат для сварки TIG на переменном и постоянном токе, плазменный резак Versa-Cut для резки металлов и тележку с несколькими модулями для катания по гаражу. Вы сэкономите деньги и будете организованы, приобретя все необходимое оборудование.Комплект можно заказать и без тележки, если она у вас уже есть.
Простые решения для самостоятельной сварки
Eastwood Auto является специалистом по сварке TIG и имеет все оборудование, аксессуары и ноу-хау, которые помогут вам производить чистые сварные швы. В дополнение к ведущему оборудованию от группы исследований и разработок, у нас есть защитное оборудование, инструменты и обучающие DVD. Мы являемся экспертами по сварке с 1978 года и готовы ответить на вопросы семь дней в неделю.
Свяжитесь с нами сегодня и расскажите о своем проекте. Какие детали или компоненты вам нужно изготовить? Наши специалисты подскажут вам идеальное решение, гарантируя, что у вас есть подходящий инструмент для работы.
Ресурсы:
.