
Как варить полуавтоматом, уроки — смотреть видео онлайн
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.

Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
 youtube.com/embed/i8YH-P0oac4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/i8YH-P0oac4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
 youtube.com/embed/iMvuvvgJdew?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/iMvuvvgJdew?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
.jpg) Это возможно, когда проволоку держат прямо или под маленьким углом.
Это возможно, когда проволоку держат прямо или под маленьким углом.Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Как правильно вести сварку полуавтоматом с углекислотой
Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.
Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.
Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Сварка полуавтоматом видео
Ниже приведена подборка сварки полуавтоматом видео роликов. Приятного просмотра.
Видео сварки полуавтоматом MIGATRONIC Sigma Galaxy. Качественная съемка, неплохой материал.
Демонстрация инновационного сварочного процесса DeedARC от Merkle. Полуавтоматическая сварка 15мм стали в один проход без предварительной подготовки материала с формированием валика с обратной стороны.
Сварка полуавтоматом MobiMIG в режиме MIG-MAG — в сети 110В. При помощи лабораторного автотрансформатора (ЛАТР) инверторный полуавтомат MobiMIG подключаем к питающей сети, и пошагово меняем напряжение: 220В — 200В — 180В — 160В — 140В — 120В — до 110В!
При помощи лабораторного автотрансформатора (ЛАТР) инверторный полуавтомат MobiMIG подключаем к питающей сети, и пошагово меняем напряжение: 220В — 200В — 180В — 160В — 140В — 120В — до 110В!
На видео представлен прототип ВДС-205 Шмель. Работа прототипа показана на видео в режиме полуавтоматической сварки алюминия в среде аргона.
Сварка Merkle HighUP — современный сварочный процесс. Технология HighUP от Merkle позволяет организовать в одном сварочном процессе практически любое количество чередующихся импульсов с различной длительностью, силой тока, напряжением, технологией (DeepARC, ColdMIG, HLC, Mig/Mag, Pulse, Interpulse), длиной дуги, индуктивностью, формой импульса (от -10 до +10), частотой и т. д. и т.п.. Это позволяет добиваться необходимой глубины проплавления там, где это нужно, контролировать величину обратного валика, заполнять разделку, класть облицовочный валик желаемого размера за один проход.
д. и т.п.. Это позволяет добиваться необходимой глубины проплавления там, где это нужно, контролировать величину обратного валика, заполнять разделку, класть облицовочный валик желаемого размера за один проход.
Сварка полуавтоматом видео
не очень качественное к сожалению.
Видео сварки полуавтоматом с формированием обратного валика.
Кроме статьи «Сварка полуавтоматом видео» смотрите также:
Создаем сварочный полуавтомат своими руками
Зачем создавать сварочный полуавтомат руками? Дело в том, что эта полезная вещь в хозяйстве будет стоить порядка 200 долларов. Если говорить о агрегатах промышленного типа, то уже задействовано более 1000 долларов США. Соответственно, позволить себе данное устройство может далеко не каждый. Если хорошенько покопаться в интернете, можно найти, что самый дешевый сварочный инверторный полуавтомат стоит около 13 тысяч рублей.
Соответственно, позволить себе данное устройство может далеко не каждый. Если хорошенько покопаться в интернете, можно найти, что самый дешевый сварочный инверторный полуавтомат стоит около 13 тысяч рублей.
Тоже не впечатляет, не правда ли? Так что это минимум минимум! Любой 350-й Jasic MIG — это минус 60 тысяч рублей из вашего бюджета.Словом, в пользу самостоятельной сборки указанного устройства говорит многое.
Понятно, что мы не собираемся подробно останавливаться на круге задач, позволяющих выполнить описываемое устройство, потому что если вы решили сделать сварочный полуавтомат своими руками, то наверняка поймете, почему он необходим. Давайте лучше сосредоточимся на основных узлах, входящих в его состав.
Самым сложным элементом является механизм, дающий проволоку. От того, насколько качественно он будет сделан, зависит поставка проволоки.Это, в свою очередь, влияет на качество сварных швов. Многие, кому удалось сделать сварочный полуавтомат своими руками, использовали для создания этого механизма редуктор из автомобильных дворников. Кроме того, вам также понадобится электродвигатель.
Кроме того, вам также понадобится электродвигатель.
Второй по значимости конструктивный элемент — силовой трансформатор. В идеале, конечно, лучше использовать готовый, но если по каким-то причинам это невозможно, можно перемотать самостоятельно. На какие параметры этого устройства следует обратить внимание в первую очередь? Это номинальный выходной ток (50 А) и выходное напряжение, которое должно быть от 9 до 15 В.Крайне желательно, чтобы его можно было регулировать, изменяя коэффициент трансформации. Для этого в обмотке (первичной) создаются изгибы. Смещения фаз во время применения устройства можно избежать, используя трехфазный трансформатор и сеть.
Известно, что сварочный самодельный полуавтомат работает на постоянном токе. После трансформера нам нужно его расправить. Для этого вам понадобится выпрямитель, состоящий из достаточно мощных диодов.Кстати, если трансформатор однофазный (отличается наличием двух входов) — потребуется четыре диода. Если будет три розетки, то вдвое меньше. Использование трехфазного трансформатора подразумевает использование шести диодов.
Использование трехфазного трансформатора подразумевает использование шести диодов.
Из остальных узлов можно отметить дроссель, который нужен для повышения устойчивости горения дуги, запорный газовый клапан, втулку, через которую подается проволока, выключатель стартера.
Для питания двигателя используются различные источники тока (постоянного).Наиболее доступный вариант — реостат, трансформатор и диодный мост. Кстати, если вы создаете завод полуавтоматических сварочных деталей
в видеоматериалах (100% без лицензионных отчислений) 8513080
В настоящее время вы используете старый браузер, и ваш опыт может быть не оптимальным. Пожалуйста, подумайте об обновлении. Учить больше. ImagesImages homeCurated collectionsPhotosVectorsOffset ImagesCategoriesAbstractAnimals / WildlifeThe ArtsBackgrounds / TexturesBeauty / FashionBuildings / LandmarksBusiness / FinanceCelebritiesEditorialEducationFood и DrinkHealthcare / MedicalHolidaysIllustrations / Clip-ArtIndustrialInteriorsMiscellaneousNatureObjectsParks / OutdoorPeopleReligionScienceSigns / SymbolsSports / RecreationTechnologyTransportationVectorsVintageAll categoriesFootageFootage homeCurated collectionsShutterstock SelectShutterstock ElementsCategoriesAnimals / WildlifeBuildings / LandmarksBackgrounds / TexturesBusiness / FinanceEducationFood и DrinkHealth CareHolidaysObjectsIndustrialArtNaturePeopleReligionScienceTechnologySigns / SymbolsSports / RecreationTransportationEditorialAll categoriesEditorialEditorial главнаяРазвлеченияНовостиРоялтиСпортМузыкаМузыка домойПремиумBeatИнструментыShutterstock EditorМобильные приложенияПлагиныИзменение размера изображенияКонвертер файловКонвертер коллажейЦветовые схемыБлогГлавная страница блогаДизайнВидеоКонтроллерНовости
PremiumBeat blogПредприятие ing
Войти
Зарегистрироваться
Меню
Кадры
- Все изображения
- Фото
- Векторы
- Иллюстрации
Как улучшить ваши сварные швы: полезные советы по GMAW
Дуговая сварка в газовой среде (GMAW) это полуавтоматический процесс сварки, в котором используется проволока-электрод, подаваемая через сварочный пистолет.
Эта непрерывная подача проволоки во время сварки освобождает сварщика и позволяет ему или ей полностью сосредоточиться на положении горелки, чтобы поддерживать необходимую длину дуги. Типичный резак GMAW показан на рис. 1 .
| Рис. 1 |
К преимуществам процесса относятся высокая скорость осаждения, эффективное использование присадочного металла, устранение шлака и удаления флюса, а также уменьшение дыма и дыма.Недостатком является то, что для GMAW требуется больше оборудования, что делает его менее портативным, чем дуговая сварка в среде защитного металла (SMAW). Кроме того, защитный газ, необходимый для GMAW, может усложнить применение вне помещений.
Параметры сварки
Следующие советы помогут вам подготовиться к следующему заданию GMAW.
1. Выберите правильный защитный газ, чтобы добиться наилучшего результата от присадочного металла. Для сплошных проволочных электродов, используемых в GMAW, требуется защитный газ для защиты расплавленной сварочной ванны от атмосферных примесей, в частности кислорода и азота.Идеальный конечный результат — отсутствие шлака, что значительно сокращает время очистки.
Для сплошных проволочных электродов, используемых в GMAW, требуется защитный газ для защиты расплавленной сварочной ванны от атмосферных примесей, в частности кислорода и азота.Идеальный конечный результат — отсутствие шлака, что значительно сокращает время очистки.
Наиболее типичными защитными газами, используемыми для большинства сплошных проволок из мягкой стали, являются 100-процентный диоксид углерода и 75 процентов аргона / 25 процентов диоксида углерода. Они наиболее широко используются для шарового и короткозамкнутого режимов передачи.
Преимущества обоих показаны на Рисунок 2 . При выборе присадочной металлической проволоки для GMAW всегда читайте рекомендации производителя по выбору защитного газа.
| Рисунок 2 |
2. Перед началом любого сварочного проекта убедитесь, что заготовка как можно более чистая. Используйте чистую ткань, проволочную щетку или наждачную бумагу для удаления ржавчины, грязи, краски, жира, масла или любых других загрязнений. Избегайте чистящих растворителей из-за риска взрыва, пожара или болезни из-за токсичных паров.
Используйте чистую ткань, проволочную щетку или наждачную бумагу для удаления ржавчины, грязи, краски, жира, масла или любых других загрязнений. Избегайте чистящих растворителей из-за риска взрыва, пожара или болезни из-за токсичных паров.
3. Установите источник питания в соответствии с инструкциями производителя относительно полярности проводов. Источник питания с неправильной полярностью может привести к некачественной сварке.
4. Следуйте спецификациям проволочного электрода, чтобы установить правильную скорость подачи проволоки (силу тока) и напряжение. Любой источник питания может потребовать тонкой настройки. Проверьте несколько сварных швов на металлоломе, чтобы убедиться, что скорость подачи проволоки и напряжение настроены на правильные.
Слишком высокая скорость подачи проволоки приведет к осаждению излишков металла, расходу присадочного металла или возможному прожогу.Установка слишком низкой скорости подачи проволоки приведет к тому, что сварной шов не пройдет и не заполнит соединение должным образом, а также может привести к «возгоранию» проволоки или ее расплавлению на кончике.
Слишком высокое напряжение вызовет чрезмерное разбрызгивание и приведет к более плоскому и широкому пористому валику. Кроме того, высокое напряжение может вызвать подрезы, то есть канавка, проплавленная в заготовке, которая неправильно заполнена металлом сварного шва. При установке слишком низкого напряжения образуется узкий сварной шов, которому не хватает надлежащего проплавления и плавления.
5. Совместите вылет электрода с диаметром используемой проволоки. Вылет — это длина нерасплавленной проволоки, выходящей из контактного наконечника сварочной горелки. Это влияет на силу тока, протекающую по проволоке, и на результат сварки. Определение того, какой вылет использовать, зависит от диаметра проволоки.
Например, рекомендуется следовать следующим рекомендациям: для проволоки 0,024 и 0,030 дюйма используйте вылет от 1/4 до 3/8 дюйма; для проволоки 0,035 и 0,045 дюйма используйте вылет от 3/8 до 1/2 дюйма.
Внесите небольшие изменения в вылет, чтобы точно настроить силу тока для достижения желаемого результата. Увеличение вылета немного снижает силу тока, а уменьшение вылета вызывает небольшое увеличение силы тока.
Увеличение вылета немного снижает силу тока, а уменьшение вылета вызывает небольшое увеличение силы тока.
Слушайте дугу во время сварки. Хорошая дуга звучит стабильно, как жареный бекон. Если слышны сильные хлопки и треск, возможно, электрод слишком сильно выступает из пистолета или скорость подачи проволоки слишком высокая.
Методы манипуляции сварщиком
Даже опытному сварщику необходимо непрерывное техническое образование.Следующие советы помогут вам в будущих сварочных работах.
1. Определите правильные углы наклона электродов. Убедитесь, что проволочный электрод правильно расположен над сварным швом для максимального охвата, обращая особое внимание на рабочий угол и угол хода.
Рабочий угол — это угол, под которым проволока направлена на сварное соединение. Для сварных швов внахлест и тройника требуется рабочий угол 45 градусов, а для стыковых швов — рабочий угол 90 градусов.
Угол перемещения — это угол, под которым проволока проходит по пути сварки. Для большинства сварочных работ этот угол составляет от 15 до 30 градусов. Наиболее распространенный угол перемещения называется углом сопротивления, при котором электрод указывает в направлении, противоположном направлению движения дуги.
Для большинства сварочных работ этот угол составляет от 15 до 30 градусов. Наиболее распространенный угол перемещения называется углом сопротивления, при котором электрод указывает в направлении, противоположном направлению движения дуги.
2. Научитесь эффективно управлять сварочным пистолетом. Для швов внахлест и Т-образных сварных швов манипулируйте пистолетом, чтобы создать серию небольших овалов для обеспечения хорошего покрытия сваркой. Старайтесь не заходить слишком далеко в сварочную ванну, иначе могут возникнуть проблемы со сваркой.
Для стыковых соединений манипулируйте пистолетом так, чтобы электрод двигался по Z-образной схеме, перемещаясь вдоль заготовки (см. , рис. 3 ).Этот рисунок наиболее эффективен, поскольку он обеспечивает более плоский сварной шов, равномерно распределяя сварочную лужу по стыку.
Рис. 3: 3: Z-образный профиль наиболее эффективен для стыковых соединений, поскольку он обеспечивает более плоский сварной шов. |
3. Контролируйте скорость движения во время сварки. Наблюдайте за расплавленной сварочной лужей и прислушивайтесь к дуге, чтобы убедиться в слишком быстром или слишком медленном движении.
Движение с высокой скоростью или слишком быстрое движение приводит к недостаточному проникновению, и будут слышны хлопающие звуки, когда проволока входит в контакт с холодным металлом прямо перед лужей.Сварка на малых скоростях движения или слишком медленное движение приведет к скоплению металла шва, что приведет к плохому сплавлению.
При возникновении одной из следующих проблем во время GMAW попробуйте эти решения (по одному):
Неполное слияние. Неполное сплавление — это разрыв, который возникает, когда металл сварного шва не полностью сплавлен с основным металлом. Это может происходить между металлом сварного шва и основным металлом или между проходами в многопроходном сварном шве. Решения:
Решения:
- Уменьшите скорость движения.
- Увеличьте сварочный ток.
- Очистите стык перед сваркой.
- Проверить углы электродов. Когда сварочный металл опережает дугу или когда сварной слой слишком толстый, дуга не может достигнуть основного металла.
Пористость. Пористость — это газовая полость в металле сварного шва, которая может рассеиваться небольшими группами или по всей длине сварного шва. Эти пустоты, которые могут быть внутренними и / или на поверхности сварного шва, ослабляют сварной шов. Возможные решения:
- Увеличьте расход защитного газа.
- Используйте ветрозащитные экраны, потому что сквозняки могут отклонять покрытие защитного газа.
- Очистите сопло сварочной горелки. При скоплении брызг на сопле поток защитного газа блокируется.
- Замените защитный цилиндр, если он намокнет или загрязнится.
- Понизьте сварочный ток, что снизит скорость подачи проволоки.
- Уменьшите сварочное напряжение.
- Уменьшите вылет электрода.
- Уменьшите скорость движения.
- Очистите поверхность основного металла или присадочного металла от ржавчины, жира, масла, влаги или грязи.
- Используйте другой основной металл с другим составом, если в используемом основном металле есть примеси, такие как сера и фосфор в стали.

Другие методы манипуляции
Подрезка. Поднутрение — это состояние, которое возникает при плавлении канавки в основном металле рядом с носком или корнем сварного шва, который не заполнен металлом сварного шва. Особая проблема угловых сварных швов заключается в том, что подрезание приводит к более слабому стыку на носке сварного шва, что может привести к растрескиванию.Чтобы устранить эту проблему:
- Уменьшите сварочный ток.
- Уменьшите напряжение сварочной дуги.
- Уменьшите скорость перемещения, чтобы металл шва мог полностью заполнить все расплавленные области основного металла.
- Очистите сопло пистолета внутри контактной трубки или удалите застрявшую электродную проволоку, если подача проволоки неустойчива.
- Пауза с каждой стороны сварного шва при плетении.
- Проверьте и отрегулируйте угол электрода.

При возникновении нахлеста металл сварного шва выступает за край или носку сварного шва.Вы можете:
- Увеличить скорость движения, так как сварочная лужа опережает электрод.
- Используйте более высокий сварочный ток.
- Правильные углы электродов, потому что неправильный угол позволяет силе дуги проталкивать расплавленный металл сварного шва на незатронутые участки основного металла.
Выбрасываемые во время сварки частицы металла, которые не являются частью сварного шва, представляют собой сварочные брызги. Чрезмерное разбрызгивание создает плохой внешний вид сварного шва, приводит к излишнему расходу электродов, затрудняет удаление шлака и может привести к неполному сплавлению нескольких сварных швов. Решения:
Решения:
- Уменьшите сварочный ток.
- Уменьшите напряжение дуги.
- Уменьшите вылет.
- Перейдите на смесь аргон / диоксид углерода, если используете защитный газ диоксид углерода.
Сквозное плавление происходит, когда дуга проходит через дно сварного шва. Способ устранения:
- Уменьшите сварочный ток.
- Увеличить скорость движения.
- Уменьшите ширину корневого отверстия, используя легкое вращательное движение, или увеличьте вылет электрода.Это работает, когда отверстие в корне слишком велико или поверхность корня слишком мала.
Это недостаточный поток защитного газа в зону сварки или блокирование потока защитного газа, что вызывает множество дефектов GMAW. Чтобы устранить эту проблему:
- Перед сваркой проверьте горелку и шланги, чтобы убедиться, что защитный газ течет свободно и не протекает. Также проверьте регулятор / расходомер на предмет пропускной способности газа.
- Удалите брызги с сопла и контактной трубки.
- Уменьшите скорость движения.
- Настроить экраны при наличии ветра и сквозняков.
- Уменьшите расстояние между соплом и сварочной лужей.

Остановка подачи проволоки. Остановка подачи проволоки — это неисправность системы подачи проволоки, которая гасит дугу и создает неравномерный сварной шов. По сравнению с другими процессами сварки с непрерывной подачей проволоки, GMAW имеет больше всего проблем с остановкой подачи проволоки из-за используемых электродных проволок небольшого диаметра.Возможные решения:
- Очистите контактную трубку.
- Очистите канал сжатым воздухом.
- Выпрямите или замените канал подачи проволоки.
- В случае поломки уменьшите давление на ролики подачи проволоки.
- Увеличьте давление на ролики подачи проволоки, чтобы обеспечить достаточную движущую силу.
- Сократите расстояние от механизма подачи проволоки до горелки или от механизма подачи проволоки до источника электродной проволоки.
- Уменьшите зажимное давление на катушке с проволокой.

| Рис. 4 |
GMAW требует определенного уровня навыков сварщика для получения высококачественных сварных швов. Например, для полуавтоматической GMAW требуется, чтобы сварщик управлял сварочным пистолетом и скоростью движения.
Однако этот процесс обычно требует меньше навыков по сравнению с процессами ручной сварки, такими как SMAW, потому что аппарат контролирует длину дуги и подает присадочную проволоку.
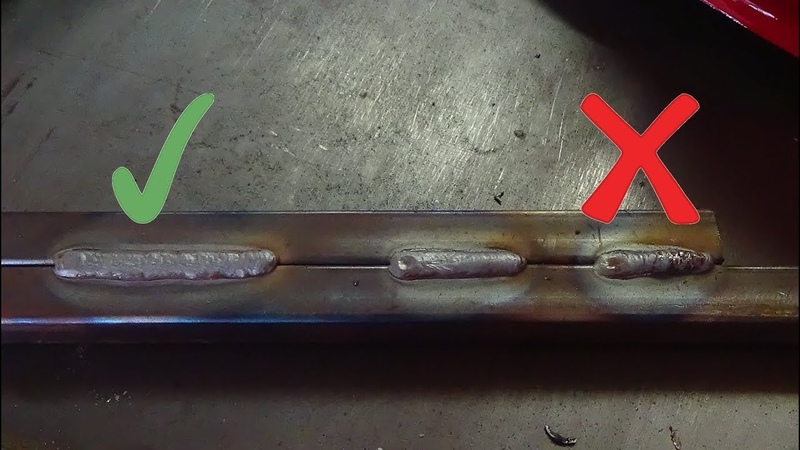
Примеры хороших и плохих сварных швов показаны на Рис. 4 .Качественный сварной шов GMAW является результатом правильной техники сварки и правильного выбора параметров сварки.
Полуавтомат по выгодной цене — Отличные предложения на полуавтомат от мировых продавцов полуавтоматов
Отличные новости !!! Вы попали в нужное место для полуавтомата. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот лучший полуавтомат должен в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели полуавтомат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Но вам, возможно, придется действовать быстро, так как этот лучший полуавтомат должен в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели полуавтомат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в полуавтоматике и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести полуавтоматик по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести полуавтоматик по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
PPT — Методы сварки в среде инертного газа (MIG) Презентация в PowerPoint
Методы сварки в среде инертного газа (MIG)
Подход с интересом Сварка MIG? • Как выполняется сварка MIG?
Цели обучения учащихся • 1. Объясните преимущества процесса сварки в среде инертного газа (MIG). • 2. Опишите оборудование, типы защитных газов и электроды, используемые в процессе сварки MIG. • 3. Опишите типы схем переноса металла, используемых при сварке MIG, и объясните их применение.
Объясните преимущества процесса сварки в среде инертного газа (MIG). • 2. Опишите оборудование, типы защитных газов и электроды, используемые в процессе сварки MIG. • 3. Опишите типы схем переноса металла, используемых при сварке MIG, и объясните их применение.
Задачи учащегося • 4. Опишите правильные методы запуска, управления и остановки бусины MIG. • 5. Объясните, как регулировать и обслуживать сварочный аппарат MIG. • 6. Определите правила техники безопасности, которые следует соблюдать при сварке MIG.
Burnback Пластичность Шаровидный перенос Инертный газ Перенос короткой дугой Перенос распыленной дуги Вылет переходного тока Угол перемещения Усики Условия
Каковы преимущества процесса сварки MIG?
Сварка МИГ • Сварка металла в инертном газе (МИГ) — это процесс, в котором расходуемый проволочный электрод подается в дугу и сварочную ванну с постоянной, но регулируемой скоростью, в то время как непрерывный поток инертного газа истекает вокруг проволоки и защищает сварной шов от загрязнения атмосферой.
Сварка MIG • Сварка MIG имеет несколько преимуществ, которые объясняют его популярность и более широкое использование в сельском хозяйстве и сварочной промышленности.
Преимущества сварки MIG • A. Сварочные работы можно выполнять быстрее с помощью процесса MIG. • Непрерывная подача проволоки исключает необходимость замены электродов.
Преимущества сварки MIG • B. Время очистки и подготовки сварного шва меньше при сварке MIG, чем при сварке стержневым электродом.• Поскольку газовый экран защищает расплавленный металл от атмосферных газов, отсутствует флюс или шлак, а разбрызгивание минимально.
Преимущества сварки MIG • C. На обучение людей методам сварки MIG требуется совсем немного времени.
Преимущества сварки MIG • D. Из-за высокой скорости перемещения, при которой может выполняться сварка MIG, зона термического влияния меньше, чем при дуговой сварке в среде защитного металла. • Меньшая зона термического влияния приводит к меньшему росту зерна, меньшему искажению и меньшему ухудшению состояния основного металла.
Преимущества сварки MIG • E. С помощью процесса MIG можно успешно и экономично сваривать как толстые, так и тонкие металлы. • F. Для подготовки сварных швов требуется меньше времени, поскольку сварка MIG имеет глубокий провар. • Узкие сварные швы можно использовать при сварке MIG и при этом обеспечивать надежную сварку.
Преимущества сварки MIG • G. Процесс сварки MIG можно использовать для соединения как черных, так и цветных металлов. • Благодаря разработке электродной проволоки и использованию катушечных пистолетов процесс MIG стал широко применяться для изготовления алюминия, нержавеющей стали, высокоуглеродистой стали и легированной стали.
Преимущества сварки MIG • H. Видимость сварного шва в целом хорошая. • Меньше дыма и дыма, что улучшает условия труда оператора.
Какое оборудование, типы защитных газов и электроды используются в процессе сварки MIG?
Сварочные аппараты MIG • Чтобы понять процесс сварки MIG, вы должны понимать необходимое оборудование. • Он состоит из сварочного аппарата, системы подачи проволоки, сборки кабеля и сварочной горелки, источника защитного газа и электродной проволоки.
Сварочные аппараты MIG • A. Большинство сварочных аппаратов, используемых для сварки MIG, являются аппаратами постоянного тока и постоянного напряжения. • B. Сварочные аппараты MIG должны быть рассчитаны на постоянное напряжение. • В аппарате MIG с постоянным напряжением выходное напряжение будет очень мало изменяться при больших изменениях тока.
Сварочные аппараты MIG • C. Сварочное напряжение влияет на ширину валика, разбрызгивание, подрезы и проплавление. • D. Сварочные аппараты с постоянным напряжением сконструированы таким образом, что при изменении напряжения дуги ток дуги автоматически регулируется или самокорректируется.
Сварочные аппараты MIG • E. Большинство сварочных аппаратов MIG имеют три регулировки, которые должны быть сбалансированы для получения качественного шва. • Это регулировка напряжения, скорости подачи проволоки и расхода защитного газа.
Механизм подачи проволоки • 1. Механизм подачи проволоки постоянно вытягивает электродную проволоку малого диаметра из катушки и пропускает ее через кабельный узел и горелку с постоянной скоростью.
Устройство подачи проволоки • 2.Постоянная скорость подачи проволоки необходима для обеспечения гладкой ровной дуги. • Он должен быть регулируемым, чтобы обеспечить различные настройки сварочного тока, которые могут потребоваться.
Устройство подачи проволоки • 3. Скорость подачи проволоки зависит от толщины свариваемого металла, типа соединения и положения сварного шва.
Устройство подачи проволоки F. Чтобы переместить электродную проволоку от катушки к сварочной горелке MIG, пропустите проволоку через канал и систему приводных колес.• Эти ведущие колеса, в зависимости от их расположения в устройстве подачи проволоки, могут быть толкающими или тянущими.
Устройство подачи проволоки • F1. Приводные колеса тянущего типа расположены относительно близко к горелке MIG и обеспечивают тянущее действие на проволоку. • Приводные колеса тянущего типа используются на большинстве катушечных пистолетов.
Устройство подачи проволоки • 2. С помощью приводных колес толкаемого типа проволока проходит через колеса и проталкивается через вывод электрода и выходит через горелку MIG.
Устройство подачи проволоки • G. Очень важно правильное натяжение приводных колес механизма подачи проволоки. • 1. Слишком слабое натяжение приводит к проскальзыванию ведущего колеса, что приводит к неравномерной подаче проволоки в ванну, что приводит к некачественной сварке.
Устройство подачи проволоки • 2. Слишком сильное натяжение роликов подачи проволоки приводит к деформации формы проволоки. • Такая измененная форма проволоки может затруднить продвижение электрода через канал и контактный наконечник в горелке MIG.
Устройство подачи проволоки • H. В случае блокировки или обратного ожога горелку MIG следует немедленно выключить, чтобы предотвратить запутывание. • Возгорание происходит, когда электродная проволока приваривается к контактному наконечнику.
Устройство подачи проволоки • I. Механизмы подачи проволоки имеют приводные ролики разного размера, поэтому они могут работать с проволокой разных размеров и типов.
MIG Gun J. Электрододержатель обычно называют MIG Gun.• Пистолет MIG оснащен пусковым переключателем для включения режима сварки, газовым соплом для направления потока защитного газа и контактным наконечником.
Пистолет MIG • J1. Сопло пистолета MIG направляет защитный газ на лужу во время сварки. • Слишком большое или слишком маленькое сопло может привести к попаданию воздуха из атмосферы в лужу и загрязнению сварного шва.
Пистолет для сварки MIG • 2. Сопло изготовлено из медного сплава для отвода тепла из зоны сварки.
MIG Gun • K. При сварке на открытом воздухе, где зона сварки подвержена сквознякам и ветровым токам, поток защитного газа должен быть достаточно сильным, чтобы сквозняки не выдували защитный газ из зоны сварки. .
Контактный наконечник • L. Контактный наконечник помогает направлять проволочный электрод в лужу, а также передавать сварочный ток на электродную проволоку. • Электродная проволока фактически касается контактного наконечника, когда она проходит через горелку MIG.• Во время этого контакта сварочный ток передается на электрод.
Защитный газ M. Защитный газ — защитный газ вытесняет атмосферный воздух с оболочкой из защитного газа. • Сварочная дуга зажигается под крышкой защитного газа, и расплавленная лужа не загрязняется атмосферными элементами
Защитный газ • Инертные и неинертные газы используются для защиты при сварке MIG. • Инертный газ — это газ, атомы которого очень стабильны и не будут легко реагировать с атомами других элементов.
1. Аргон • Имеет низкий потенциал ионизации и поэтому создает очень стабильную дугу при использовании в качестве защитного газа. • Дуга тихая, гладкая и имеет очень мало брызг.
Аргон • Аргон является хорошим защитным газом для сварки листового металла и тонких металлических профилей. • Чистый аргон также используется для сварки алюминия, меди, магния и никеля. • Чистый аргон не рекомендуется использовать для углеродистой стали.
2.Газообразный гелий • Хорошо проводит тепло и предпочтительнее для сварки толстых металлических заготовок. • Он подходит для сварки металлов, которые хорошо проводят тепло, например алюминия, меди и магния. • Гелий требует более высокого напряжения дуги, чем аргон. • Сварные швы, экранированные гелием, шире, имеют меньшее проплавление и больше брызг, чем сварные швы, экранированные аргоном.
3. Двуокись углерода • Наиболее часто используемый газ при сварке MIG, потому что он дает хорошее проплавление валика, широкие валики, отсутствие подрезов и хороший контур валика и стоит намного меньше, чем аргон или гелий.
Двуокись углерода • Основное применение защитного газа двуокиси углерода — сварка низко- и среднеуглеродистых сталей. • При использовании защитного газа двуокиси углерода дуга нестабильна, что вызывает много брызг.
3. Двуокись углерода • Углекислый газ имеет тенденцию к диссоциации. • При высоких температурах в зоне дуги углекислый газ частично распадается на кислород и окись углерода. • Хорошая вентиляция необходима для удаления этого смертоносного газа
4.Газовые смеси • При использовании в смеси с аргоном кислород помогает стабилизировать дугу, уменьшить разбрызгивание, устранить подрезы и улучшить контур сварного шва. • Смесь в основном используется для сварки нержавеющей стали, углеродистой стали и низколегированной стали.
Смеси газов • Смесь аргона и гелия используется для сварки толстых цветных металлов. • Эта смесь дает такую же стабильность дуги, как и чистый аргон, с очень небольшим разбрызгиванием и дает валик с глубоким проникновением.
Смеси газов • Смесь аргона и диоксида углерода используется в основном для углеродистых сталей, низколегированных сталей и некоторых видов нержавеющей стали. • Газовая смесь помогает стабилизировать дугу, уменьшить разбрызгивание, устранить подрезы и улучшить перенос металла прямо через дугу.
Смеси газов • Для производства аустенитной нержавеющей стали методом MIG требуется защитная газовая смесь гелия, аргона и диоксида углерода. • Смесь позволяет сформировать сварной шов с очень небольшой высотой валика.
N. Газовый баллон и манометры • Баллон, в который подается защитный газ, будет иметь манометр и газовый расходомер. • Объем газа, направляемого над зоной сварного шва, регулируется расходомером.
O. Электродная проволока • Выбор правильной электродной проволоки является важным решением, и успех операции сварки зависит от правильного выбора.
Загрузить больше …
Удалить водяной знак с видео с помощью 7 проверенных способов
4 декабря 2020 г. • Проверенные решения
Вы можете оказаться в ситуации, когда вам нужно удалить все водяные знаки с видеозаписи, и, к счастью, есть несколько различных программ для удаления водяных знаков, в которых вы можете это сделать.
Мы собрали некоторую информацию, которая может вам понадобиться для удаления отвлекающих водяных знаков, которые снижают визуальную привлекательность ваших видео. В этой статье я поделюсь с вами, как удалить водяной знак с видео с помощью видеоредактора Wondershare Filmora, и подробно расскажу, как использовать онлайн-решение для удаления водяного знака, а также как удалить водяной знак с видео на телефонах Android. и iPhone.
Вам также может понравиться: 6 лучших средств для удаления водяных знаков в 2020 году [Desktop / iPhone / Android]
Часть 1: Как без труда удалить водяные знаки с видео с помощью Filmora на Windows и Mac [3 метода]
Удаление водяных знаков с ваших видео с помощью программного обеспечения для редактирования видео Wondershare Filmora — простой и легкий процесс.Вам не нужно быть опытным редактором, чтобы выполнить эти простые действия по редактированию. Все, что вам нужно сделать, это выбрать метод, который лучше всего соответствует вашим потребностям, и выполнить простое действие, которому очень легко научиться. Давайте рассмотрим некоторые методы редактирования, которые вы можете использовать для удаления водяных знаков с видео с помощью Filmora.
Примечание: перечисленные ниже методы не будут работать должным образом, если водяной знак находится в центре экрана. А чтобы удалить водяной знак с Filmora, вам может потребоваться подписка.Если вы студент, преподаватель или другой сотрудник, вы можете получить специальную скидку на сайте https://effects.wondershare.com/student-discount.
Подсказки
Совместное использование визуального контента через онлайн-каналы может быть выгодным по многим причинам, но как только видео появятся в сети, существует очень мало способов защитить их от нарушений авторских прав. Это причина, по которой все большее количество профессионалов в области видео используют водяные знаки для защиты своих материалов от незаконного использования. В некоторых странах или регионах удаление водяного знака является незаконным.
Метод 1. Размытие водяного знака
Несмотря на то, что этот метод не удаляет водяной знак с видео, его можно использовать, чтобы сделать его менее очевидным. Функция мозаики Filmora позволит вам размыть логотипы и всю другую экранную графику всего несколькими щелчками мыши. Нажмите «Эффекты» вверху и выберите Утилита слева, а затем нажмите «Мозаика» для предварительного просмотра эффекта. Щелкните значок плюса на миниатюре в Mosaic или просто перетащите его на дорожку над видео.
После применения квадрат мозаики появится в окне предварительного просмотра, отрегулируйте его размер или переместите его, просто перетащив его в область окна предварительного просмотра, где расположен водяной знак.Если в видео есть несколько логотипов, которые вам нужно покрыть, нажатие на значок плюса добавит в ваш проект еще один квадрат мозаики. Дважды щелкните эффекты мозаики на шкале времени, вы можете выбрать Blur Amount и Type , чтобы настроить размер и форму мозаики. Нажмите OK , чтобы применить настройку.
Вы также можете использовать эффект мозаики, чтобы размыть лицо или другой объект.
Метод 2. Удаление водяного знака путем обрезки видео
Этот метод позволит вам полностью удалить водяной знак с вашего видео, но метод обрезки также удалит часть кадра, ширина которой равна ширине водяного знака.Обрезать область, где расположен водяной знак, невозможно ни в одном редакторе, поэтому, если вы решите обрезать видео, будьте готовы потерять определенную часть изображения. После того, как отснятый материал, который вы хотите обрезать, будет помещен на видеодорожку на шкале времени Filmora, щелкните правой кнопкой мыши клип, чтобы выбрать Обрезка и масштаб .
Окно кадрирования, которое позволяет кадрировать видео вручную или с помощью автоматического соотношения сторон, появится на экране. Отсюда вы можете просто изменить положение углов прямоугольника обрезки, перетащив его столько, сколько необходимо, чтобы удалить водяной знак с кадра.Вы можете сохранить исходное соотношение сторон или изменить его по своему усмотрению. Нажмите OK , чтобы применить эффект обрезки, и вы успешно удалили водяной знак с вашего видео.
Минусы: Как мы уже говорили, удаление водяного знака путем обрезки видео также обрезает некоторые кадры. И этот способ работает только тогда, когда водяной знак находится в углу видео.
Способ 3. Замена водяного знака
Поскольку обрезка водяного знака без потери части кадра просто невозможна, стоит рассмотреть возможность замены существующего водяного знака на тот, который вам подходит.Для этого сначала необходимо импортировать новый логотип с помощью функции «Импорт мультимедиа» и разместить его на временной шкале. Следующим шагом является установка продолжительности нового файла логотипа равной длине исходного файла, чтобы предыдущий водяной знак оставался покрытым на протяжении всего видео.
Новый файл, который вы добавили в проект, будет отображаться в окне предварительного просмотра. Просто перетащите концы квадрата, чтобы настроить его размер, и перетащите изображение, чтобы поместить его на водяной знак, встроенный в видео.Теперь ваша работа завершена, так как водяной знак в видео заменен на тот, который вы выбрали.
Минусы: Новый файл логотипа должен быть идеального размера, чтобы перекрывать исходный водяной знак.
Вам также может понравиться: Как добавить водяной знак к вашим видео на YouTube >>
Часть 2: Как удалить водяные знаки с видео в Интернете [2 Онлайн-средство для удаления водяных знаков с видео]
1. С помощью средства удаления водяных знаков с видео в Интернете
Есть несколько онлайн-инструментов, которые утверждают, что удаляют водяные знаки с видео в Интернете. Я нашел такой онлайн-инструмент под названием Video Watermark Remover Online.Как видно из названия, скачивать не нужно, что очень удобно. Эта онлайн-платформа призвана максимально упростить процесс удаления водяных знаков с видео. Шаги по удалению водяного знака с видео тоже просты. Все, что вам нужно сделать, это загрузить видеофайл, из которого вы хотите удалить водяной знак, щелкнув значок «Выбрать файл» и дождавшись, пока средство удаления водяных знаков с видео завершит свою работу. Вы можете удалить водяной знак с видео за 3 шага. Вот подробная информация.
1. : Посетите сайт Video Watermark Remover Online: http://www.videowatermarkremoveronline.com/, а затем загрузите файл со своего компьютера.
2. : После импорта щелкните Удалить водяной знак справа. В зависимости от размера вашего видео преобразование может занять некоторое время.
3. : После завершения просто загрузите его на свое локальное устройство. Теперь откройте свое видео, вы обнаружите, что водяной знак исчез.
Пользователи этой онлайн-платформы могут использовать ее для бесплатного удаления водяных знаков с пяти видео в месяц, но бесплатная версия Video Watermark Remover предлагает ограниченные возможности.Стандартные и безлимитные тарифные планы предоставляют более широкий набор опций и большее количество видео в месяц, но они стоят 49,99 и 79,99 долларов. Эти тарифные планы могут быть отличным вариантом для пользователей, которым необходимо удалять водяные знаки с большого количества видео каждый месяц, потому что покупатели стандартного тарифного плана могут обрабатывать 25 видео в месяц, а пользователи, выбравшие тарифный план Unlimited, могут удалять водяные знаки с целых 95 видео в месяц.
ПРИМЕЧАНИЯ
После нажатия кнопки «Загрузить» этот онлайн-инструмент для удаления водяных знаков с видео попросит вас выполнить некоторые задачи (показанные ниже), чтобы разблокировать ваше видео.Я потратил около 10 минут на заполнение опроса, а потом меня снова попросили пройти еще один опрос, что сводит меня с ума. Единственная причина, по которой я все еще сохраняю его в своем списке, заключается в том, что я хочу, чтобы больше людей знали, что вы можете столкнуться с проблемами при загрузке вашего видео.
Плюсы:
- Простота использования
- Использует программное обеспечение, предназначенное для максимально быстрого удаления водяных знаков
- Поддерживает множество различных форматов файлов
Минусы:
- Стандартные и безлимитные тарифные планы стоят дорого
- Производительность во многом зависит от качества интернет-соединения
- Нет функций редактирования видео
- Обработка загрузки сложная
Поддерживаемый формат видео : H.264, MKV, 3GP, FLV, SWF, HTML5, M4V …
Поддерживаемая ОС : Онлайн-решение
2. Через Apowersoft Online Video Watermark Remover
Недавно я нашел онлайн-средство для удаления водяных знаков с видео от Apowersoft. Поскольку нет необходимости вводить мой адрес электронной почты, чтобы попробовать, а интерфейс кажется простым, я потратил некоторое время на тестирование того, как использовать это средство для удаления водяных знаков онлайн-видео. Подводя итог, я не знаю, в чем проблема, но обработка загрузки занимает так много времени, и мне не удалось загрузить видео.(Я ждал около 30 минут, но в окне процесса все еще отображается снимок экрана ниже).
Если вы успешно удалили водяной знак, поделитесь им в комментарии ниже. Вот как с его помощью я удаляю водяной знак с видео:
- Щелкните Удалить водяной знак с видео , чтобы загрузить видео с компьютера. Как вы можете видеть на снимке экрана, этот онлайн-инструмент для удаления водяных знаков поддерживает mp4, Mkv, Flv, MOV, WMV, WebM, 3gp, Avi, asf, m4v, Mpeg, mpg и другие форматы.
- Предварительно просмотрите видео, нажав кнопку предварительного просмотра, а затем нажмите Добавить поле (я) , чтобы выбрать водяной знак на видео. Вы можете добавить не более 10 полей, что означает, что вы можете удалять несколько водяных знаков одновременно.
- Нажмите кнопку Стереть , и этот онлайн-инструмент обработает автоматически.
Так как я не получил финального видео в ходе этого тестирования, я не могу сказать, находится ли видео в исходном качестве. Но качество предварительного просмотра другое (кажется сжатым).
Часть 3: Как удалить водяные знаки с видео с помощью программного обеспечения для удаления логотипов
Все эти действия по редактированию могут быть слишком сложными для неопытных редакторов, но, к счастью, существует множество программ для удаления логотипов, которые позволят вам легко удалять водяные знаки с видео. Вот некоторые из наиболее эффективных программ, которые вы можете использовать для удаления нежелательных водяных знаков с ваших видео.
1. Video Converter Studio
Video Converter Studio предназначена не только для удаления водяных знаков из видео, рекомендуется удалять водяные знаки (в формате мягких субтитров) из видео.Полная лицензия на использование программного обеспечения стоит около 40 долларов, также доступна бесплатная пробная версия программы. Пользователи Video Converter Studio могут конвертировать свои видеофайлы в файлы AVI, MP4, MKV или WMV без потери качества видео.
Кроме того, Video Converter Studio позволяет вам вносить коррективы в ваши видео, изменяя контрастность, насыщенность и другие значения изображения, изменяя продолжительность видео, кадрировать изображения, захватывать неподвижные кадры или загружать субтитры, среди прочего.Изменение скорости передачи данных, частоты кадров и размеров кадров также является вариантом для пользователей, которые хотели бы полностью контролировать процесс преобразования видео. Программа автоматически распознает все водяные знаки на видеозаписи и делает процесс удаления водяных знаков практически простым. Video Converter Studio — отличный вариант для непрофессиональных видеоредакторов, которым нужен быстрый и простой способ удаления водяных знаков из своих видео.
Плюсы:
- Программа для быстрого и эффективного удаления водяных знаков
- Позволяет пользователям конвертировать видеофайлы
- Обеспечивает основные функции редактирования
Минусы:
- Бесплатная версия программного обеспечения предлагает ограниченные возможности
- Отсутствуют расширенные возможности редактирования
Поддерживаемый формат видео : MP4, MKV, AVI, WMV, HEVC, H.