
Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.
- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла
Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
 Процесс длится до тех пор, пока плоскость кузова авто не будет выровнена. Споттером можно приваривать не только обратный молоток для одноточечного воздействия, но и гребенку, ряд колец, чтобы вытягивать крупные участки одновременно.
Процесс длится до тех пор, пока плоскость кузова авто не будет выровнена. Споттером можно приваривать не только обратный молоток для одноточечного воздействия, но и гребенку, ряд колец, чтобы вытягивать крупные участки одновременно.
Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
 Подходит для соединения листов с общим сечением до 1.5 мм.
Подходит для соединения листов с общим сечением до 1.5 мм.
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Непровар
Сварная точка уменьшенного диаметра
Перегрев материала
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты. Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 5 мм используют машины контактной сварки с воздушным охлаждением. Чтобы непрерывно варить толстые металлы, требуется аппарат с водяным охлаждением. В нем предусмотрены трубки, подводящие жидкость к каналам в медных электродах. За счет этого тепло быстрее удаляется от оснастки, продлевается срок службы электродов, увеличивается производительность.
5 мм используют машины контактной сварки с воздушным охлаждением. Чтобы непрерывно варить толстые металлы, требуется аппарат с водяным охлаждением. В нем предусмотрены трубки, подводящие жидкость к каналам в медных электродах. За счет этого тепло быстрее удаляется от оснастки, продлевается срок службы электродов, увеличивается производительность.
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
СкрытьПодробнее
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
СкрытьПодробнее
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
СкрытьПодробнее
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Контактная электрическая сварка
Сеть профессиональных контактов специалистов сварки
Контактная сварка -это один из наиболее эффективных, экономичных, высокомеханизированных и автоматизированных способов сварки, обеспечивающих высокую прочность, качество и надежность сварного соединения и широко используемых в строительстве для сварки арматуры, трубопроводов, рельсов и т.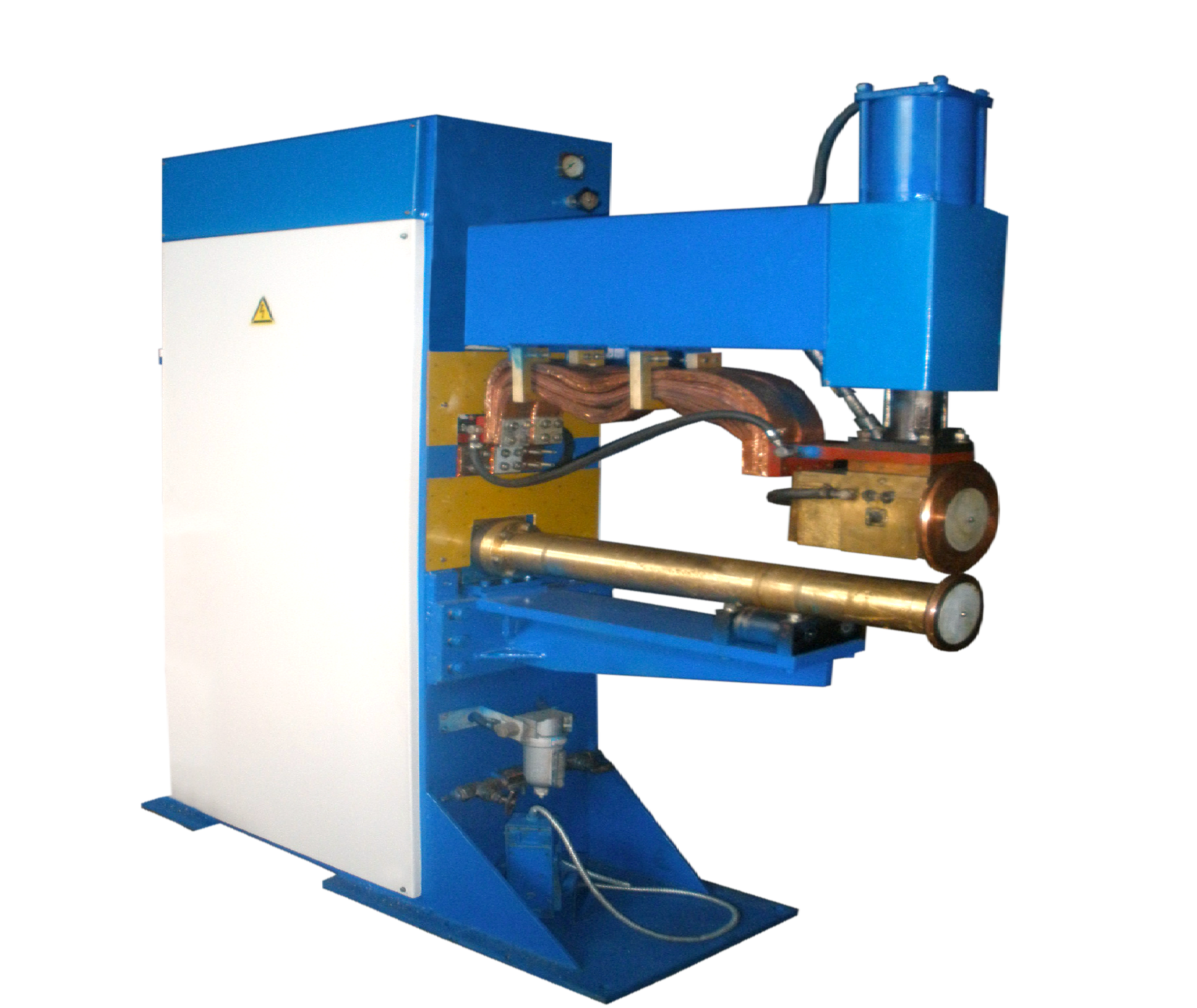 д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей — кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей — кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
Способы электроконтактной сварки подразделяются на три группы: стыковая сварка, точечная сварка и шовная сварка.
Электроконтактная сварка деталей выполняется следующим образом: детали сжимают усилием Р , через стык их пропускается электрический ток J в течении времени t , происходит нагрев металла в зоне контакта до температуры плавления, выключается электрический ток, деталь охлаждается и кристаллизуется сварной шов, снимается нагрузка.
Количество тепла, выделившегося при прохождении электрического тока находится по формуле:
Q= J 2 R t, Дж.
Напряжение сварки U по сравнению с электродуговой сваркой очень низкое (всего 1-6 В), а токи измеряются сотнями и тысячами А. Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Стыковой сваркой (рис. 1) свариваются арматурные стержни, полосы, трубы, фланцы, швеллера, рельсы. Применяются три разновидности стыковой сварки: сопротивлением, непрерывным и периодическим оплавлением.
Рис.1. Схема электроконтактной стыковой сварки
При сварке сопротивлением торцы свариваемых деталей тщательно обрабатывают, детали сводят до соприкосновения и включают электрический ток. После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм2, например, трубы — диаметром до 40 мм.
После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм2, например, трубы — диаметром до 40 мм.
При сварке непрерывным оплавлением после сжатия деталей производят нагрев стыка до его оплавления электрическим током. С торца выдавливается жидкий металл, а с ним окислы и загрязнения с поверхности контакта, поэтому особой подготовки детали перед сваркой не надо. После выключения электрического тока кристаллизуется расплавленный металл и образуется сварной шов. Этим способом можно сварить детали значительно большего сечения (до 3000 мм2 ) чем при сварке сопротивлением.
Сварка прерывистым оплавлением выполняется периодическими короткими замыканиями и размыканиями электрического тока за счет перемещения детали . При этом появляются искры и разбрызгивание металла. Этот способ сварки эффективен для легированных сталей (30ХГСА,…).
Точечная сварка используется в основном для сварки листовых конструкций, соединения пересекающих стержней (арматура железобетонных конструкций). Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.
Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.
Рис.2. Способы получения точечных сварных швов
Сварные соединения могут реализовываться по разному ( рис. 2) : одноточечная 2-х сторонняя; 2-х точечная односторонняя и многоточечная односторонняя. Последний способ обеспечивается аналогично как и 2-х точечная односторонняя, только в этом случае для каждой пары точек сварки необходима своя вторичная обмотка, так, например, для 40 -точечной контактной сварки необходимо 20 вторичных обмоток трансформатора.
При двухсторонней одноточечной сварке нижний электрод неподвижен, а верхний перемещается с помощью механизма сжатия (механический, пневматический или электрический привод).
После установки и сжатия (рис.3) деталей включается трансформатор, металл нагревается в зоне контакта до образования ядра из расплавленного металла, увеличивается нагрузка сжатия и выключается ток, кристаллизуется расплавленный металл и детали свариваются. Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Для сварки углеродистых и низколегированных сталей применяются мягкие режимы (большое время выдержки ( t=0,2-3 с и небольшая плотность тока J=80-160 А/ мм2), а для сварки низкоуглеродистых и высоколегированных сталей, не склонных к закалке, – жесткие режимы (t=0,001-0,1 с , J=150-350 А/ мм2).
Рис.3. Изменение силы тока J и усилия сжатия P деталей по времени Τ выполнения электроконтактной сварки.
Разновидность точечной сварки — рельефная (рис.4). Сначала создаются холодной пластической деформацией выступы на свариваемых поверхностях, а затем детали сжимаются и через них пропускается электрический ток, т.е. производится электроконтактная сварка.
Рис.4. Рельефная сварка
Рис. 5. Шовная сварка
Шовная контактная сварка ( рис.5) применяется для получения прочных и герметичных швов (тонкостенные сосуды, тонкостенные сварные трубы ,..) Листы толщиной 0,3-3 мм собирают внахлестку, сжимают двумя медными роликами, пропускают через них электрический ток, ролики вращаются, листы или ролики перемещаются, происходит контактная сварка.
Есть два способа шовной сварки :
- При непрерывной контактной сварке изделий из малоуглеродистой стали толщиной менее 1мм выполняется непрерывная подача электрического тока.
- Для более толстых изделий используется прерывистая сварка : ролики вращаются непрерывно, а ток подается периодическими импульсами ; образуется ряд непрерывных точек, которые перекрывая друг друга в итоге образуют сплошной сварной шов.
Конденсаторная сварка. Энергия накапливается в конденсаторах, которые разряжаются или непосредственно через изделие или через дополнительный трансформатор на изделие. Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005 … 2 мм., но можно приварить тонкий металл (толщиной 0,2…0,3 мм ) к металлическим деталям большой толщины (до 10…15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005 … 2 мм., но можно приварить тонкий металл (толщиной 0,2…0,3 мм ) к металлическим деталям большой толщины (до 10…15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Для повышения твердости и износостойкости рабочих поверхностей деталей и при ремонте посадочных мест под подшипники качения валов, отверстий редукторов, коробок перемены передачи, шеек коленчатых валов двигателей широко используется электроконтактная приварка ленты, проволоки или порошка. Технология приварки ленты включает в себя : подготовку детали (шлифование до размера : dн -0,3мм), нарезку заготовок ленты по ширине и длине (периметру) и очистку ленты, предварительную приварку ленты в середине. Далее выполняется приварка ленты (порошка, проволоки) с помощью роликов установки электроконтактной сварки.
Тепловые деформации при этом малы, материал подбирается высокой износостойкости, обеспечивается долговечность не ниже новых деталей, исключается термическая деформация деталей.
Другие материалы относящиеся к теме «
Контактная электрическая сварка
«:
Машины ( аппараты ) для контактной сварки
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Как производиться контактная сварка, основа и технология
Контактная сварка применяется для соединения металлических элементов при помощи давления и электрического импульса. Основная область использования такого вида сварочных работ это промышленное производство разного рода механизмов, автомобилей, самолётов, судов, агрегатов для сельскохозяйственного использования.
Благодаря высокому качеству и возможности быстрого создания множества сварочных точек, такие устройства набирают широкого спроса. В промышленных масштабах такая установка неоспоримо лучше инвертора, так как скорость и качество сварки зачастую намного лучше.
Немного о принципе сварки
Принцип работы сварки довольно простой, но это только на первый взгляд. Под действием давления, сварочные электроды сжимают две детали в необходимой точке с установленным усилием, после чего подаётся импульс тока. Ток разогревает место сваривания и плавит его до жидкого состояния. Так как время сварки достаточно мало, то точка сразу начинает кристаллизоваться и образовывать сварочное ядро в месте разогрева.
Для увеличения прочности соединения, давление должно продолжаться после выключения электрического импульса ещё определённый промежуток времени. После чего ядро обретает максимально мелку структуру, и прочность стаёт приближённой к основному металлу. В идеале, после выключения тока, давление должно увеличиваться.
В этой статье мы разберём рабочий процесс контактной сварки, узнаем какие виды, и особенности сварки бывают. Опишем разновидности электродов и для чего они нужны. Разобравшись с этими вопросами, вы сможете четко понимать, что такое электрическая контактная сварка и для чего она предназначена.
Опишем разновидности электродов и для чего они нужны. Разобравшись с этими вопросами, вы сможете четко понимать, что такое электрическая контактная сварка и для чего она предназначена.
Процесс работы
Электрическая контактная сварка разделяется на этапы, пойдя которые получается качественная конструкция. Весь процесс можно разделить на следующие пункты:
- Подбор материалов, которые будут использоваться для создания детали.
- Определение наиболее подходящего по характеристикам и особенностям строения устройства.
- Подготовка поверхности металла.
- Начало сваривания, установка заготовки, подача импульса, охлаждение.
- Финишный контроль качества, проверка на наличие дефектов и брака.
Пройдя все этапы, получается полностью готовая качественно сваренная деталь, которую уже можно подвергать дальнейшей обработке. Сам процесс нагревания и охлаждения проходит очень быстро, некоторые машины способны создавать до шести сотен точек за одну минуту.
Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов.
Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Самый качественный шов получается на металлах толщиной 0.2-3 миллиметра. Применяются для создания герметичных швов в алюминиевых бочках, канистрах и прочих ёмкостях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.

- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.

Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.
| Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. Преимущества контактной сварки перед другими способами: Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка. Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1). Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки. Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки. Теперь о стоимости: самые дешёвые электроды – медные, их стоимость самая низкая, следующие в ценовом ряду электроды из дисперсно-упрочнённой меди (ДУКМ) и самые дорогие – бронзовые. Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца: Q= Iсв2Rсвt, где за Rсв принимают сопротивление столбика металла между электродами. Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра. Точечная сварка Основной тип соединения свариваемых деталей при точечной сварке — нахлёсточное (рис. 1). Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В). Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом. Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Рис. 2. Схема точечной сварки а — без увеличения давления; б — с увеличением давления при проковке; 1 — сжатие деталей; 2 — включение тока; 3 — проковка; 4 — снятие давления с электродов Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек. 1 — сварочный трансформатор; 2 — электроды; 3 — верхняя заготовка; 4 — нижняя заготовка; 5 — медная подкладка Рис. 4. Схема односторонней точечной сварки Режим точечной сварки может быть мягким и жестким. Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б) Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей. На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость. Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Шовная сварка Рис. 1. Схема процесса (а) и машина шовной сварки (б) Шовная сварка, выполняемая при непрерывном движении деталей и непрерывном протекании сварочного тока, называется непрерывной. Такую сварку редко применяют из-за сильного перегрева поверхности деталей, контактирующей с роликами. Наибольшее распространение имеет прерывистая шовная сварка, при которой детали перемещаются непрерывно, а ток включается и выключается на определенные промежутки времени и при каждом включении (импульсе) тока образуется единичная литая зона. Рис. 2. Способы шовной сварки Нижняя деталь контактирует с электродом, имеющим форму чашки. Иногда свариваемые детали устанавливают на медную шину; при этом подвод тока может быть двусторонним или односторонним. При сварке на шине возможны варианты подвижной (рис. 2, ж) и неподвижной (рис. 2, з) шин, когда два ролика, к которым подведен ток, вращаются вокруг своих осей и катятся по деталям. При односторонней шовной сварке, как и при точечной, наблюдается шунтирование тока в деталь, контактирующую с роликами. |
 .. 1,0 с)
.. 1,0 с) 
 Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.  Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 ºС, в следствие чего электроды из ДУКМ имеют очень высокий ресурс,что является определяющим показателем на производстве.
Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 ºС, в следствие чего электроды из ДУКМ имеют очень высокий ресурс,что является определяющим показателем на производстве. Немаловажным фактором является также то, что стоимость электродов из ДУКМа будет существенна ниже, чем на аналогичные из бронз из-за разной себястоимости материалов. Материалы БрХ, БрХЦр,БрНБТ стоят неоправданно дорого.
Немаловажным фактором является также то, что стоимость электродов из ДУКМа будет существенна ниже, чем на аналогичные из бронз из-за разной себястоимости материалов. Материалы БрХ, БрХЦр,БрНБТ стоят неоправданно дорого. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.  Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %. Сваренные на них соединения обладают более стабильным качеством.
Сваренные на них соединения обладают более стабильным качеством. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки. 
 Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.Предпочтение отдается высокоресурсным дисперсно-упрочненным композиционным материалам ( ДУКМ ) на основе порошковой меди.
Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.Предпочтение отдается высокоресурсным дисперсно-упрочненным композиционным материалам ( ДУКМ ) на основе порошковой меди.
 Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
 Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его. 
 Перекрытие литых зон, необходимое для герметичности шва, достигается при определенном соотношении скорости вращения роликов и частоты импульсов тока.
Перекрытие литых зон, необходимое для герметичности шва, достигается при определенном соотношении скорости вращения роликов и частоты импульсов тока. 2, д).
2, д).Основные виды сварки | Блог компании Кувалда.ру
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
КОНТАКТНАЯ СВАРКА ( СПОТТЕРЫ )
Споттеры
Используя возможности точечной сварки, споттер позволяет заметно сократить время ремонта таких повреждений, как, например, вмятины или вздутие кузовных панелей, глубокие царапины. Полезность такого аппарата в кузовном цехе переоценить трудно.
Что это такое?
Споттер – это устройство для контактной сварки. По сути споттер является сварочным аппаратом, принцип действия которого основан на испускании значительного количества тепловой энергии в месте контакта свариваемых материалов при прохождении тока.
Споттер (от англ. spot – «точка») – аппарат односторонней точечной сварки, который нашел свое применение именно при ремонте кузовных панелей автомобиля. В Западной Европе споттеры применяются уже более полувека. Позже они стали появляться в США, Японии и других странах. В России эти устройства известны достаточно давно, но их активное распространение на отечественном рынке началось только в последние несколько лет.
Наиболее актуально применение споттера при ремонте объемных деталей кузова, к которым трудно подобраться с обратной стороны (двери, пороги и т. п.). Споттер позволяет приварить к поврежденной поверхности крепежный элемент, за который реально вытянуть вмятину, не тратя времени на разборку-сборку. Также с помощью ряда споттеров можно нагревать металл, что при некоторых небольших повреждениях позволяет вообще обойтись без вытягивания – металл сам принимает прежнюю форму (осаживается).
Как работает?
Режим 1:В этом режиме используется обратный молоток или пуллер. Пуллер — специальное устройство, подключаемое к разъему пистолета. Этот режим используется для исправления небольших, неглубоких вмятин. Это наиболее часто встречающиеся повреждения, они легко выправляются и составляют большую часть работ, принося «быстрыe» деньги. Особенно позволяют насладиться качеством работы, машины последнего поколения, т.к. применяемые новые упругие металлы прекрасно вспоминают свои первоначальные формы.
Пуллер — специальное устройство, подключаемое к разъему пистолета. Этот режим используется для исправления небольших, неглубоких вмятин. Это наиболее часто встречающиеся повреждения, они легко выправляются и составляют большую часть работ, принося «быстрыe» деньги. Особенно позволяют насладиться качеством работы, машины последнего поколения, т.к. применяемые новые упругие металлы прекрасно вспоминают свои первоначальные формы.
Режим 2: Используется для приварки тянущих элементов с помощью специальных электродов. К тянущим элементам, волнистая проволока, прямые или крученые кольца (сережки), можно приложить значительное усилие, которое и позволяет исправить сильные повреждения, вплоть до восстановления порогов с замятыми ребрами.
Режим 3: Используется со специальным коротким омедненным электродом для осаживания выпуклостей от обратного молотка, пуллера, клеммы массы или от следов отвертки, которой случайно выдавили, метал при арматурных работах.
У разных моделей споттеров предусмотрен разный набор приспособлений и аксессуаров для работы, но в целом все они действуют схожим образом. С помощью споттера к поврежденной поверхности приваривают специальный крепежный элемент, за который затем необходимо вытянуть деформированную поверхность.
Некоторые споттеры позволяют нагревать металл угольными стержнями. В случае небольших повреждений можно при нагревании восстановить форму металлической детали.
Режим 4: В этом режиме используется угольный электрод, с помощью которого разогревается значительная поверхность листа. Нагрев позволяет осадить метал, и избавиться от «хлопуна» получаемого при вытягивании большой поврежденной поверхности.
Режим 5: На этом режиме с помощью специальных омедненных электродов приваривают элементы крепления молдингов и шумоизоляции, которые могли быть удалены в процессе ремонта или как правило, отсутствуют на новых деталях
Режим 6: Режим используется для приварки шайбы с помощью, которой крепится клемма массы аппарата. Правда этот режим используют и для вытягивания с помощь тех же колец и крюка с 2,5 килограммовым обратным молотком.
Правда этот режим используют и для вытягивания с помощь тех же колец и крюка с 2,5 килограммовым обратным молотком.
Режим 7: На этом режиме с помощью специального омедненного электрода (с магнитом для удержания привариваемого болта) вы сможете приварить болты под резьбу или саморезы под пластик. С их помощью устанавливаются плашки тормозных трубок, жгутов электрики или клемм массы, которые отсутствуют на новых деталях или были срезаны при проведении восстановительных работ.
Также в комплект могут входить и сварные клещи, позволяющие сваривать листовой металл друг с другом по принципу контактной сварки. Принцип контактной сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток подается через медные электроды, причем свариваемые листы сильно прижимаются друг к другу с помощью рычажных сварочных клещей или ручной системы сжатия с усилением зажима. В течение около ¼ секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.
Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами: они нагревали два элемента докрасна, а потом ковали их молотом, чтобы прочно соединить. Сегодня электричество заменяет кузнечный горн, а усилие рычажных сварочных клещей пришло на смену молоту.
Многие устройства обладают готовыми программами: необходимо лишь выбрать тип сварки (с помощью сварочного пистолета – односторонняя точечная сварка), тип крепежного элемента, толщину свариваемого металла и продолжительность сварки. Интерфейсы современных аппаратов приближены к человеку, оттого выполнить вышеперечисленные операции очень просто.
Любой кузовщик может освоить работу споттером. Хотя, справедливости ради, стоит сказать: описание работы некоторых приборов будет представлять собой целый двухтомник. Однако на практике все не так страшно.
Виды аппаратов
Принцип действия споттеров – сварка сопротивлением. Это один из самых быстрых и простых видов сварки. Он не требует высокой квалификации оператора и дает надежное соединение.
Самые дешевые аппараты – это споттеры с отдельно стоящим трансформатором однофазного переменного тока. Они позволяют удалять вмятины, но малоэффективны при необходимости точечной сварки на оцинкованной стали и непригодны для стали с высокой ударной прочностью. Производители автомобилей такое оборудование не используют.
Более мощные – споттеры с трансформатором трехфазного постоянного тока. Но наиболее современная технология – это споттеры, где вместо обычного трансформатора используется инвертор. Эта технология позволяет получить ток высокой частоты 2000 Гц, что, в свою очередь, заметно снижает вес и размеры трансформатора. Но главное отличие инвертора – не мощность и компактность, а высокое качество сварного соединения, соответствующего заводским стандартам (нет падения силы тока в процессе сварки). Такие аппараты могут работать практически с любыми металлами, используемыми в автомобилестроении.
Но главное отличие инвертора – не мощность и компактность, а высокое качество сварного соединения, соответствующего заводским стандартам (нет падения силы тока в процессе сварки). Такие аппараты могут работать практически с любыми металлами, используемыми в автомобилестроении.
Впервые инверторную технологию в сварочных аппаратах применила в 1999 г. французская фирма Saitek. С тех пор многие производители сварочного оборудования применяют инверторы, которые обеспечивают большую мощность и силу тока на выходе при меньшем размере аппарата.
Процесс сваривания скоротечен, вручную осуществить дозирование сварочного импульса очень трудно. В большинстве случаев эта задача решается с помощью цифровой электроники, управляющей режимами сварки. Споттеры с электронным управлением режимами сварки принято называть цифровыми.
Что бы работа, не подкинула сюрпризов, необходимо помнить следующее:
1. При подключении к электрической сети необходимо учитывать следующее. Сечение проводов подведенных к электрической розетке должно быть сечением не менее 2,5мм² (для аппаратов с 32А мощности сечение должно быть не менее 4мм²), если используется удлинитель, то сечение кабеля должно быть увеличено в зависимости от длины. Автоматические предохранители на распределительном щите должны быть с индексом кривой отсечки «D» т.е. с задержкой по срабатыванию, для модели на 230В 25А, для модели на 400В 16А. Все эти рекомендации возникают из-за самого метода сварки – метод короткого замыкания, иначе потери по сопротивлению на кабелях не позволят получить желаемый результат.
Сечение проводов подведенных к электрической розетке должно быть сечением не менее 2,5мм² (для аппаратов с 32А мощности сечение должно быть не менее 4мм²), если используется удлинитель, то сечение кабеля должно быть увеличено в зависимости от длины. Автоматические предохранители на распределительном щите должны быть с индексом кривой отсечки «D» т.е. с задержкой по срабатыванию, для модели на 230В 25А, для модели на 400В 16А. Все эти рекомендации возникают из-за самого метода сварки – метод короткого замыкания, иначе потери по сопротивлению на кабелях не позволят получить желаемый результат.
2. Зачищенные места необходимо очистить от пыли после подготовки поверхности, иначе происходит сильное искрение, больший расход наконечников, меньше комфорта в работе.
3. Клемму массы «земля» необходимо устанавливать как можно ближе к месту работ и не в коем случае на ставить на соседнею деталь.
4. Следить за прочностью контактов в местах крепления инструмента и массы. Плохой контакт провоцирует пробои и выход из строя мест крепления инструмента.
Плохой контакт провоцирует пробои и выход из строя мест крепления инструмента.
5. Приварка – например, при приварке волнистой проволоки необходимо, начинать с дальней точки и двигаться к массе, иначе будет шунтирование, ток будет идти по наименьшему сопротивлению и каждая последующая точка буде слабей предыдущей. При этом необходимо следить за тем, чтобы проволока не касалась детали всеми точками, а только той которую привариваем в данный момент.
6. Сила нажатия инструментом на деталь при сварке – просто дотроньтесь уверенно. Контактную сварку также называют сваркой сопротивлением. Если нажатие будет очень сильным, то и сварки может не произойти, сопротивление в месте контакта может быть близка к нулю, будет легкое прилипание.
7. При значительной площади повреждения детали, начинать вытяжку необходимо с краю двигаясь к середине по спирали. Это позволит избежать провала вокруг центра, за который обычно начинают вытягивать. Металл растягивается и как следствие хлопун обеспечен. Постепенное вытягивание по спирали позволяет избежать чрезмерной растяжки металла и как следствие сэкономленное время.
Постепенное вытягивание по спирали позволяет избежать чрезмерной растяжки металла и как следствие сэкономленное время.
Контактная сварка — презентация онлайн
1. КОНТАКТНАЯ СВАРКА
Контактная сварка — это процесс образования
соединения в результате нагрева металла
проходящим через него электрическим током и
пластической деформации зоны соединения под
действием сжимающего усилия.
КОНТАКТНАЯ СВАРКА
ПО ФОРМЕ
СВАРНОГО
СОЕДИНЕНИЯ
ПО РОДУ
СВАРОЧНОГО ТОКА
ПО ХАРАКТЕРУ
ПРОТЕКАНИЯ
ПРОЦЕССА
Точечная
• Постоянным током
• Оплавлением
Шовная
• Переменным током • Сопротивлением
Стыковая
• Пульсирующим током
Рельефная
Шовно-стыковая
Преимущества контактной сварки перед другими
способами
— Высокая производительность (время сварки одной точки или
стыка составляет 0,02… 1,0 с)
— Малый расход вспомогательных материалов (воды, воздуха)
— Высокое качество и надежность сварных соединений при
небольшом числе управляемых параметров режима, что снижает
требования к квалификации сварщика
— Экологическая чистота процесса, легко поддающегося
механизации и автоматизации
СПОСОБЫ КОНТАКТНОЙ СВАРКИ
точечная
шовная
стыковая
При точечной сварке детали соединяются на отдельных участках их
соприкосновения — точках. Детали собирают внахлестку, сжимают между
Детали собирают внахлестку, сжимают между
электродами из медных сплавов, подключенными ко вторичной обмотке
сварочного трансформатора, и пропускают через место сварки короткий
импульс тока. В контакте между деталями металл расплавляется, образуется
ядро сварной точки. Под действием сжимающего усилия происходит
пластическая деформация металла, по периметру ядра образуется
уплотняющий поясок, предохраняющий ядро от окисления и от выплеска.
Шовная сварка происходит так же, как и точечная. Разница между
ними в том, что при шовной сварке детали зажимаются между
электродами-роликами которые в процессе сварки вращаются,
перемещая свариваемые детали. Импульсы сварочного тока .
следуют один за другим с установленной паузой между ними.
Совокупность многих точек, взаимно перекрывающих друг друга,
образует сплошной сварной шов.
При стыковой сварке соединяют прутки, профильный
прокат, трубы по всей площади их торцов. Детали
зажимают в электродах-губках, затем прижимают друг к
другу соединяемыми поверхностями и пропускают
сварочный ток.
8. Машины для контактной сварки
• Бывают стационарными, передвижными и подвесными (сварочные
клещи).
• По роду тока в сварочном контуре могут быть машины переменного
или постоянного тока от импульса тока, выпрямленного в первичной
цепи сварочного трансформатора или от разряда конденсатора.
• По способу сварки различают машины для точечной, рельефной,
шовной и стыковой сварки.
• Любая машина для контактной сварки состоит из электрической и
механической частей, пневмо- или гидросистемы и системы водяного
охлаждения (рис. 1).
9. Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного
контура через свариваемые детали. Кроме этого при шовной сварке
электроды-ролики перемещают свариваемые детали и удерживают их в
процессе нагрева и осадки.
Схемы электродов для точечной сварки:
а – электрод с наружным посадочным
конусом;
б – колпачковый электрод
10.
 Качество сварных соединений
Качество сварных соединений
• Это качество определяется подготовкой поверхностей к сварке, а также
правильным выбором параметров режима (сила сварочного тока,
длительность его импульса и усилие сжатия деталей) и их стабильностью.
• Основной показатель качества точечной и шовной сварки — это размеры
ядра сварной точки. Для всех материалов диаметр ядра должен быть
равен трем толщинам S более тонкого свариваемого листа. Допускается
разброс значений глубины проплавления в пределах 20…80 % S. За
меньшим из этих пределов следует непровар, за большим — выплеск.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер
нахлестки в точечных и шовных соединениях должен выбираться в
пределах 2,5…5,0 диаметров ядра.
11. Контроль качества
• Контролируют качество контактной сварки чаще всего
внешним осмотром, а также любыми методами
неразрушающего контроля.
• Сложность контроля состоит в том, что этими методами
непровар не выявляется, так как поверхности деталей
плотно прижаты друг к другу, в их контакте образуется
«склейка», проникающие излучения, магнитное поле и
ультразвук не отражаются и не ослабляются.
• Наиболее оперативный метод контроля — разрушение
контрольных образцов в тисках молотком и зубилом. Если
непровара нет, разрушение происходит по целому
металлу одной из деталей, можно измерить диаметр
литого ядра при точечной и шовной сварке.
12. Дефекты стыковой сварки
13. Дефекты точечной сварки
Что такое точечная сварка? (Полное руководство по сварке)
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока. Это тепло может быть выражено уравнением:
Q = I 2 Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Материалы, подходящие для точечной сварки
Из-за более низкой теплопроводности и более высокого электрического сопротивления сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (с цинковым покрытием) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва. При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к медным, температура плавления алюминия ниже, а значит, возможна сварка. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильно высокого качества сварки очень сложно. По этой причине в настоящее время в промышленности встречаются только специальные применения точечной сварки алюминия. Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, поскольку тепловыделение в электродах и обрабатываемом изделии очень похоже.
Решение проблемы сварки меди заключается в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где используется точечная сварка?
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая простоту автоматизации точечной сварки в сочетании с роботами и системами манипулирования, это наиболее распространенный процесс соединения на производственных линиях с большими объемами и, в частности, является основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет. .
Сварка кузова автомобиля на линии по производству автомобилей.
Часто задаваемые вопросы по теме
Basic Switch: Причины контактной сварки | Часто задаваемые вопросы | Австралия
Основное содержание
Вопрос
Что вызывает контактную сварку и что с этим делать?
Причины:
Перегрузка, не соответствующая коммутационной способности контактов
Пусковой ток выше номинального
Ток отключения выше номинального
Частота коммутации превышает допустимую рабочую частоту
Использование в местах, подверженных постоянной вибрации
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Для правильного использования таких нагрузок, как реле, двигатели, лампы накаливания и соленоиды, требуется защитная цепь.
Причина:
Перегрузка, не соответствующая коммутационной способности контактов
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Вставьте схему защиты контактов.
Типичные примеры цепей защиты от перенапряжения (ограничители перенапряжения)
Не применяйте схему защиты контактов, как показано ниже.
Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако емкость будет заряжена, когда контакты разомкнуты. Следовательно, когда контакты снова замкнуты, ток короткого замыкания от емкости может привести к сварке контактов. | |
| Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов. |
Что такое точечная сварка? Тщательное понимание
0
Последнее обновление
Точечная сварка, также известная как сварка электрическим сопротивлением, относится к старейшим видам сварки.Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Этот метод включает применение огромного давления, тепла и электрического тока через металлические листы. Делая это, вы устраните сопротивление металлических листов, что приведет к плавлению.
На протяжении многих лет точечная сварка нашла применение в различных отраслях народного хозяйства. Такие предприятия, как разработка автомобилей в обрабатывающей промышленности, используют точечную сварку листового металла. По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
Как работает точечная сварка?
Во-первых, давайте разберемся с этапами процесса точечной сварки. Вот обзор.
1. Выравнивание заготовок и металлических листов
Перед началом сварки все заготовки и металлические листы выравниваются соответствующим образом. Это действие имеет решающее значение, поскольку после того, как листы будут сварены вместе, их отсоединение будет невозможно.Если вы не выровняете свои заготовки правильно, вам может потребоваться повторить процедуру заново, используя новые металлические листы.
2. Прижимные электроды
Процесс прохождения электродов включает в себя выбор подходящих электродов для сварки ваших заготовок. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности сопротивляться окислению и удерживать тепло. Эти электроды также идеальны, так как они содержат части молибдена (Mo). Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
3. Обеспечение протекания тока через электроды
В этом процессе вам необходимо расположить электроды в правильно отведенных для них местах. Наступите на правую кнопку на вашем сварочном аппарате, чтобы произвести необходимый электрический ток. Ступенька будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло для расплавления металлического листа и образования сварного шва.
Вырабатываемое тепло будет ограничено только площадью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На этапе выдержки выключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип деталей, с которыми вы будете работать во время точечной сварки, будет определять тип и величину используемого тока. Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки.Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки.Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой стали, потому что она не трескается.
Точечная сварка также может быть затруднена из-за различных факторов. Самые распространенные из них включают использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от сварки стали.
Другим фактором является неподходящая толщина сварочных материалов. Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Кредит: Fusionstudio, Shutterstock
Параметры точечной сварки
1. Сила электродов
Сила электродов относится к количеству энергии, необходимой для слияния или сплавления ваших металлических листов. Чем выше количество энергии, тем больше тепла будет выработано. В этом случае инженеры должны быть предельно осторожны, чтобы не поставить под угрозу качество сварного шва.
Иногда требуется увеличить сварочный ток, чтобы увеличить усилие сварки.Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный шов.
Точечная сварка также требует приложения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами.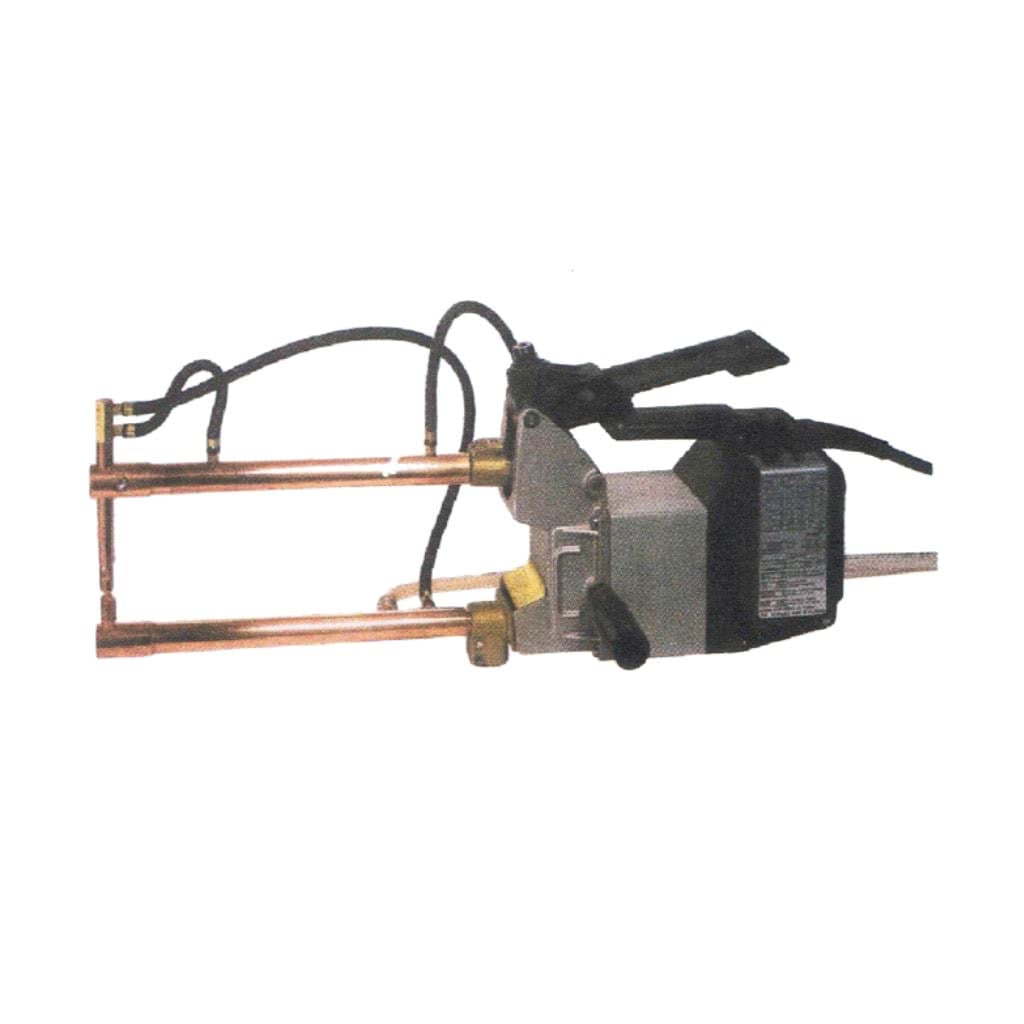 Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
2.Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между приложением начального усилия электрода и начальным током на заготовке. Этот параметр действует путем стабилизации сварочного наконечника перед подачей на него электрического тока. Пропуск этого шага может привести к искривлению, преждевременному износу электрода или межфазному выталкиванию.
Увеличение продолжительности обжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение также может привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс.Ограничение времени обжатия может привести к выбросу металла или получению некачественных сварных швов. Убедитесь, что вы заранее запрограммировали время сжатия перед началом сварки. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки – это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно.Он в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки необходимо учитывать следующие факторы:
- Тип и сила тока должны обеспечивать качественный сварной шов
- Убедитесь, что время сварки очень короткое
- При сварке толстых листов время сварки необходимо для получения крупки большого диаметра
- Выберите параметры, снижающие вероятность износа электродов
- Изменить продолжительность сварки во время автоматической зачистки наконечника и сохранить постоянное значение контактной поверхности электрода
4.Время удержания
Время выдержки — это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу для постепенного охлаждения зоны сварки. После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
В это время электроды остаются прикрепленными к металлическому листу для постепенного охлаждения зоны сварки. После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
Превышение времени выдержки приведет к ненужному распространению тепла по сварному шву. Это распространение тепла может привести к нагреву электродов и их износу. Высокоуглеродистые материалы требуют небольшого времени выдержки.Такие материалы начинают трескаться и становятся хрупкими при длительных сеансах выдержки. Удаление электродов до затвердевания зерен может привести к разрыву сварных швов или к получению непрочных сварных швов.
Авторы и права: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка
широко используется для изготовления таких изделий, как газовые датчики, солнечные панели, переключатели, высоковольтные кабели и печатные платы.Известно, что этот метод обладает высоким электрическим сопротивлением, что делает его идеальным для изготовления сложных и чувствительных электронных изделий.
2. Сплавление гвоздей
Значительная часть населения не осведомлена о том, что точечная сварка является одним из способов соединения рулонов гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием пневматических магазинов для гвоздезабивных пистолетов. Чтобы увеличить количество производимых гвоздей, сварщики могут использовать круги для шовной сварки. Использование этих колес гарантирует производительность около 1200 гвоздей в минуту.
Перед тем, как начать процесс сплавления гвоздей, убедитесь, что подается точный электрический ток. Фокус вашего электрического тока должен быть в основном в точке, где гвоздь находится под сварочным кругом. Пристальное внимание к электрическому току приведет к точной фиксации гвоздей в готовности к сплавлению.
3. Автомобильная промышленность
Точечная сварка широко известна в автомобилестроительной отрасли, так как ее стоимость является доступной и доступной. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей.Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей.Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Точечная сварка не требует особых навыков. Этот метод может эффективно использоваться даже обученным персоналом или запрограммированными роботами, что обеспечивает бесперебойную работу производственного процесса.
4. Лечение зубов
Точечная сварка применяется в зуботехнических лабораториях для нескольких процедур. Этот метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки.Ортодонт может использовать аппарат для точечной сварки для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление
используется для точечной сварки полос с никель-металлогидридными, литий-ионными батареями или никель-кадмиевыми элементами при производстве батарей. Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
Известно, что точечная сварка
обеспечивает быстрое получение результатов.При точечной сварке выделяемого тепла достаточно для равномерного и быстрого последовательного соединения двух металлических листов. Несмотря на быстроту метода, заготовки никогда не деформируются.
Точечная сварка является одним из старейших и известных видов сварки. Этот метод хорошо определен и легко применим для сварки различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство и строительство.
Точечная сварка
обладает высокой совместимостью, эффективностью и однородностью. По сей день все заинтересованные стороны в области точечной сварки проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
По сей день все заинтересованные стороны в области точечной сварки проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
Сварка методом электрического сопротивления требует минимального количества энергии и электричества. Этот метод обеспечивает гораздо более эффективное использование электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
Точечная сварка
снижает производственные затраты инженеров, поскольку она относительно дешева в эксплуатации.Этот процесс также позволяет вам включать роботов, которые увеличивают производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов. Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
Сварочные пистолеты, используемые для точечной сварки, тяжелые и требуют большой силы при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемое во время сварки, может вызвать серьезные ожоги при попадании на кожу сварщика.
Сварщики также всегда находятся рядом с опасными газами и искрами, которые представляют значительный риск для их здоровья. К другим рискам для сварщиков относятся аварии и травмы, особенно рук и пальцев.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный сварной шов не проварится должным образом. Из-за этой слабости проекты, выполненные с использованием точечной сварки, легко ломаются, что требует регулярного ремонта.
Часто задаваемые вопросы
1. Возможна ли точечная сварка толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров.При сварке компонентов разных размеров следите за тем, чтобы соотношение толщин не превышало 3:1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли точечной сваркой алюминия?
С годами сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как производство автомобилей, где вес является важным компонентом.Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и изготовления легких алюминиевых изделий.
Большое количество электроэнергии, необходимой для такой сварки, делает точечную сварку наиболее подходящим методом. Время оборота, в течение которого точечная сварка подает электрический ток, составляет 0,1 секунды или менее.
Время оборота, в течение которого точечная сварка подает электрический ток, составляет 0,1 секунды или менее.
3. Как работает аппарат для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется путем сочетания давления, времени и тепла.Сопротивление материала приведет к образованию локализованного тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением, оказываемым наконечниками электродов и щипцами.
Наконечники электродов и щипцы также служат проводниками, по которым протекает электрический ток во время сварочного цикла. Несколько факторов обычно определяют продолжительность сварки. Эти факторы включают:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение: точечная сварка
Точечная сварка лучше всего применяется, когда вам нужны сварные швы с малым поперечным сечением. Сварщики также могут повторять метод столько раз, сколько пожелают. Им нужно только проверить размер заготовки. Повторяющаяся точечная сварка укрепит прочность сварного шва и продлит его срок службы. Армирование гарантировано благодаря высокой степени стабильности метода. Сварщики также могут повысить качество сварки, установив условия разбрызгивания, близкие к параметрам сварки.
Сварщики также могут повторять метод столько раз, сколько пожелают. Им нужно только проверить размер заготовки. Повторяющаяся точечная сварка укрепит прочность сварного шва и продлит его срок службы. Армирование гарантировано благодаря высокой степени стабильности метода. Сварщики также могут повысить качество сварки, установив условия разбрызгивания, близкие к параметрам сварки.
Избранное изображение предоставлено: Nordroden, Shutterstock
Что такое точечная сварка? | Ваше полное руководство по точечной сварке и определения
Точечная сварка — это тип контактной электросварки, в которой используется сопротивление для сварки двух или более металлических листов вместе с использованием давления и тепла на свариваемую деталь.
В процессе точечной сварки используются два электрода из медного сплава, чтобы сосредоточить сварочный ток на небольшой площади и скрепить листы. Этот процесс включает в себя давление и электрический ток, который создает тепло через канал тока через резистивные материалы, такие как низкоуглеродистые стали.
Как работает точечная сварка?
Точечная сварка представляет собой тип сварки сопротивлением и является одним из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без каких-либо присадочных материалов.
Точечная сварка с приложением давления и тепла к зоне сварки с использованием электродов из медного сплава. Эти электроды проводят электрический ток через сегменты сварки. По мере плавления материала детали сплавляются. В этот момент ток отключают и поддерживают давление от электродов. Это позволяет расплавленному «самородку» затвердеть и создать соединение.
Электрический ток использует электроды из медного сплава для передачи тепла заготовке, создающей сварной шов.Причина, по которой медь используется для электродов, заключается в том, что она может поддерживать высокую теплопроводность и имеет низкое электрическое сопротивление по сравнению с большинством других металлов. Это гарантирует, что тепло создается в заготовках, а не в электродах.
Степень нагрева зависит от трех факторов:
- теплопроводность
- электрическое сопротивление металла
- время подачи тока
Формула, используемая для выражения тепла:
Q=I 2 Rt
Q = тепловая энергия
I = ток
R = электрическое сопротивление
t = время, в течение которого подается ток
Материалы, подходящие для точечной сварки
Точечная сварка имеет более низкую теплопроводность и более высокое электрическое сопротивление.Из-за этого сталь является легким материалом для точечной сварки, а низкоуглеродистая сталь — лучшим материалом для точечной сварки. С другой стороны, высокоуглеродистые стали не являются идеальными материалами для точечной сварки, потому что они часто разрушаются или трескаются в сварных швах, и образуются твердые или хрупкие микроструктуры.
Оцинкованная сталь с цинковым покрытием требует более высоких сварочных токов для сварки, чем сталь без покрытия. К сожалению, в случае цинковых сплавов медные электроды быстро повреждают поверхность, что приводит к ухудшению качества сварки.Точечная сварка оцинкованных сталей требует частой замены электродов или необходимости «зачистки» поверхности электрода. .
К сожалению, в случае цинковых сплавов медные электроды быстро повреждают поверхность, что приводит к ухудшению качества сварки.Точечная сварка оцинкованных сталей требует частой замены электродов или необходимости «зачистки» поверхности электрода. .
Другие материалы, обычно используемые для точечной сварки:
- Нержавеющая сталь (аустенитная и ферритная)
- Никелевые сплавы
- Титан
Температура плавления алюминия низкая, несмотря на то, что алюминий имеет такие же теплопроводность и электрическое сопротивление, как медь.Эта низкая точка сварки делает сварку возможной. Поскольку алюминий имеет низкое сопротивление, для сварки материала требуется очень высокий уровень тока. Например, алюминий потребляет в два-три раза больший ток, чем сталь той же толщины.
Уже после пары сварок алюминий повреждает поверхность медных электродов. Это означает, что стабильно качественной сварки добиться крайне сложно. В результате этой трудности в торговле встречаются только специальные применения алюминия. К счастью, развиваются новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
К счастью, развиваются новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Другим материалом, который можно соединять контактной точечной сваркой, является медь и ее сплавы. Однако точечная сварка меди не может быть просто выполнена с помощью традиционного электрода для точечной сварки из медного сплава, потому что тепло, создаваемое электродами и обрабатываемой деталью, слишком похоже.
Для сварки меди лучше всего использовать электрод из сплава с повышенным электрическим сопротивлением и температурой плавления, намного превышающей температуру плавления меди.Например, намного выше, чем 1976 градусов по Фаренгейту.
Электродные материалы, обычно используемые для точечной сварки меди:
Где используется точечная сварка?
Отрасли, в которых используется точечная сварка:
- Автомобилестроение
- Аэрокосмическая промышленность
- Строительство и строительство
- Медицинские здания и сооружения
- Металлическая мебель
- Рейка
- Бытовая техника
- Электроника
Точечная сварка может быть легко автоматизирована при использовании роботов и манипуляционных систем. Это делает его идеальным для процесса соединения в производственных линиях большого объема. В течение последних 100 лет точечная сварка была основным способом соединения стальных автомобилей.
Это делает его идеальным для процесса соединения в производственных линиях большого объема. В течение последних 100 лет точечная сварка была основным способом соединения стальных автомобилей.
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья расскажет вам об основах процесса точечной сварки, о том, как он работает, о типичных применениях, о подходящих материалах и о типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Медные электроды аппарата для точечной сварки
Точечная сварка — это процесс контактной сварки, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей.Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобиля деталь
Точечная сварка используется для соединения токопроводящих металлических листов и проволочных сеток.Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением
также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других.Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Плюсы
- Точечная сварка сопротивлением позволяет подавать высокую энергию в сосредоточенное место за короткое время
- Сваривает любой проводящий металл
- Относительно легко выполнить — снижает требуемые навыки оператора
- Экономит время и усилия по сравнению с другими процессами сварки
- Наилучший метод для достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Доступно множество типов электродов для точечной сварки для сварки различных металлических сплавов
- Позволяет выполнять быстрые и эффективные сварные швы
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые воспроизводимые сварные швы
- Это проверенный и проверенный временем процесс сварки, для которого доступно множество литературы
- Высокоэффективное использование сварочного тока
Минусы
- Вы не можете выполнять точечную сварку металла, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки. Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
- Выдает крошечные напряжения (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
 Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металловКак работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основные сведения о аппарате для точечной сварки
Сердце всех аппаратов для точечной сварки состоит из блока питания и сварочных электродов. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть размещены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Затем вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После точного размещения наконечников электродов на металле необходимо применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Прохождение тока через электроды
Щелчок переключателя позволяет току течь через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока.Тепло выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, электрическую мощность и продолжительность тока. Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Сила электрода
Усилие электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки.Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и тогда стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде.Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки – это период, в течение которого через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые следует учитывать при определении времени сварки:
- Время сварки должно быть как можно короче. Это предотвращает проплавление, коробление и защищает электроды
- При сварке толстого листа должен получиться самородок большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки
- При сварке листового металла толщиной более 2 мм может потребоваться разделить время сварки на несколько импульсов, чтобы избежать перегрева
.
.
Время выдержки
Время выдержки необходимо для затвердевания сварного шва.Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов.Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с более высоким содержанием углерода (> 0,4%) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии.Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали.Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать сварочный ток в два-три раза больше, чем при сварке стали.Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.
Общие проблемы точечной сварки
Некоторые из наиболее известных проблем точечной сварки:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Вмятина электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение
Точечная сварка — это специализированный процесс, используемый в основном для листового металла, который хорошо подходит для определенных применений.Но в отличие от сварки MIG или TIG, она не подходит для широкого спектра применений.
Шовная сварка представляет собой аналогичный процесс, основанный на тех же принципах, но обеспечивающий линейный сварной шов. Область контактной сварки шире и использует дисковые или «роликовые» электроды. Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Другие методы сварки
Холодная сварка
Что такое сварка сопротивлением : RWMA : Американское общество сварщиков
Что такое сварка сопротивлением
Сварка сопротивлением представляет собой соединение металлов путем приложения давления и пропускания тока в течение определенного периода времени через область металла, которую необходимо соединить.Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например, точечная и шовная, выступающая, оплавлением и сварка с осадкой), которые различаются в первую очередь типами и формами сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди благодаря превосходным токопроводящим свойствам, охлаждаются водой, протекающей через полости внутри электрода и другие токопроводящие инструменты аппарата контактной сварки.
Машины контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений. Благодаря автоматизации действие этих машин строго контролируется и повторяется, что позволяет производителям легко управлять производством.
Типы контактной сварки Применение:
Точечная сварка и сварка швов а также усилие, сжимающее заготовки вместе, прикладываемое в течение определенного периода времени.Точечная сварка сопротивлением использует геометрию лицевых поверхностей самих сварочных электродов для фокусировки сварочного тока в нужном месте сварки, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
- Сварка швов сопротивлением представляет собой разновидность точечной сварки сопротивлением, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Отличие заключается в том, что заготовка катится между электродами в форме колеса во время подачи сварочного тока. В зависимости от конкретных настроек сварочного тока и времени сварки создаваемые сварные швы могут быть внахлест, образуя полный сварной шов, или могут быть просто отдельными точечными швами через определенные промежутки времени.
 В зависимости от конкретных настроек сварочного тока и времени сварки создаваемые сварные швы могут быть внахлест, образуя полный сварной шов, или могут быть просто отдельными точечными швами через определенные промежутки времени.
В зависимости от конкретных настроек сварочного тока и времени сварки создаваемые сварные швы могут быть внахлест, образуя полный сварной шов, или могут быть просто отдельными точечными швами через определенные промежутки времени.Выступающая сварка
- Подобно другим процессам контактной сварки, в рельефной сварке используется тепло, выделяемое сопротивлением потоку сварочного тока, а также сила, прижимающая детали друг к другу, прикладываемая в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, тиснений или пересечений, которые фокусируют выделение тепла в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы разрушаются, образуя сварной шов.
- Сплошные выступы часто используются при приваривании крепежных деталей к деталям. Тиснение часто используется при соединении листового или плитного материала. Примером рельефной сварки с использованием материала Intersections является сварка крестообразной проволокой. В этом случае пересечение самих проводов локализует тепловыделение, а значит и сопротивление. Проволоки укладываются одна в другую, образуя при этом сварной шов.
 В этом случае пересечение самих проводов локализует тепловыделение, а значит и сопротивление. Проволоки укладываются одна в другую, образуя при этом сварной шов.
В этом случае пересечение самих проводов локализует тепловыделение, а значит и сопротивление. Проволоки укладываются одна в другую, образуя при этом сварной шов.Сварка оплавлением
- Как и в других процессах контактной сварки, при сварке оплавлением используется тепло, выделяемое сопротивлением потоку сварочного тока, а также сила, прижимающая детали друг к другу, приложенная в течение определенного периода времени. Сварка оплавлением — это процесс сварки сопротивлением, который создает сопротивление за счет действия оплавлением. Это действие создается с помощью очень высокой плотности тока в очень маленьких точках контакта между заготовками. В заданный момент после начала процесса оплавления к заготовке прикладывается усилие, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка с осадкой
- Как и другие процессы сварки сопротивлением, сварка с осадкой использует тепло, выделяемое сопротивлением потоку сварочного тока, а также усилие, сжимающее заготовки, прикладываемое в течение определенного периода времени. Подобно сварке оплавлением, при сварке с осадкой заготовки уже плотно соприкасаются друг с другом, поэтому оплавление не происходит. Давление прикладывается перед запуском тока и поддерживается до завершения процесса.
 Подобно сварке оплавлением, при сварке с осадкой заготовки уже плотно соприкасаются друг с другом, поэтому оплавление не происходит. Давление прикладывается перед запуском тока и поддерживается до завершения процесса.
Подобно сварке оплавлением, при сварке с осадкой заготовки уже плотно соприкасаются друг с другом, поэтому оплавление не происходит. Давление прикладывается перед запуском тока и поддерживается до завершения процесса.Источник: C1.1M/C1.1:2012 – Рекомендуемые методы контактной сварки
Что такое точечная сварка? — Монро ИнжинирингМонро Инжиниринг
Точечная сварка, также известная как контактная точечная сварка, представляет собой процесс сварки, который включает использование электрического тока для соединения двух или более металлических поверхностей. Обычно используется для соединения листового металла. Когда соответствующие металлические поверхности нагреваются, они сплавляются друг с другом за счет тепла, создаваемого электродами.Чтобы узнать больше о точечной сварке и о том, как она работает, продолжайте читать.
Основы точечной сварки
Точечная сварка требует использования электродов из медного сплава для фокусировки электрического тока на небольшой площади между соединяемыми металлическими поверхностями. Электроды также предназначены для создания давления, отвечающего за удержание заготовок на месте. Поскольку электроды из медного сплава выделяют тепло, металлические заготовки плавятся контролируемым образом.
Электроды также предназначены для создания давления, отвечающего за удержание заготовок на месте. Поскольку электроды из медного сплава выделяют тепло, металлические заготовки плавятся контролируемым образом.
Существует три основных этапа точечной сварки.Первый этап включает в себя нанесение электродов из медного сплава на металлические заготовки. Затем электрический ток прекращается, хотя электроды присутствуют. После отключения тока металлические заготовки охлаждаются с помощью специальных каналов, проходящих через центр электродов из медного сплава.
Преимущества точечной сварки
Точечная сварка имеет несколько преимуществ, одним из которых является возможность упрочнения заготовок. Поскольку он использует тепло для плавления и сплавления поверхностей металлических заготовок, он делает их более твердыми.
Точечная сварка также является быстрым процессом сварки. Согласно Википедии, среднее время точечной сварки составляет всего от 0,01 до 0,63 секунды. Как и при других процессах сварки, время сварки зависит от толщины заготовок. Более толстые заготовки, как правило, имеют более длительное время сварки, чем более тонкие заготовки.
Как и при других процессах сварки, время сварки зависит от толщины заготовок. Более толстые заготовки, как правило, имеют более длительное время сварки, чем более тонкие заготовки.
Недостатки точечной сварки
С другой стороны, у точечной сварки есть некоторые потенциальные недостатки. Хотя точечная сварка увеличивает прочность соединяемых деталей — по крайней мере, в местах их соединения — она также может привести к их деформации.Площадь нагретых деталей существенно сузится, что приведет к короблению.
К сожалению, точечная сварка не особо привлекательна. Легко увидеть, где именно две заготовки были соединены точечной сваркой. Материал швов расплавился, что выглядит неряшливо и непривлекательно. Конечно, не во всех случаях требуется красивый или чистый сварной шов. Тем не менее, это все еще потенциальный недостаток точечной сварки по сравнению с другими процессами сварки.
В заключение
Существует около дюжины различных способов сварки, одним из которых является точечная сварка.