
Конвейерная система — Conveyor system
Оборудование для транспортировки материалов
Конвейерная система является общей частью механического оборудования обработки , которая перемещает материалы из одного места в другое. Конвейеры особенно полезны в приложениях, связанных с транспортировкой тяжелых или громоздких материалов. Конвейерные системы позволяют быстро и эффективно транспортировать широкий спектр материалов, что делает их очень популярными в сфере обработки материалов и упаковки . У них также есть популярные потребительские приложения, поскольку они часто встречаются в супермаркетах и аэропортах, составляя последний этап доставки предметов / сумок покупателям. Доступны многие виды транспортных систем, которые используются в соответствии с различными потребностями различных отраслей промышленности. Также есть цепные конвейеры (напольные и подвесные). Цепные конвейеры состоят из закрытых гусениц, двутавровой балки, буксирного троса, механических и свободных тележек и тележек с ручным приводом.
Отрасли, в которых используется
Конвейерные системы широко используются в различных отраслях промышленности благодаря многочисленным преимуществам, которые они предоставляют.
- Конвейеры могут безопасно транспортировать материалы с одного уровня на другой, что, если бы это выполнялось человеческим трудом, было бы трудоемким и дорогостоящим.
- Их можно установить практически в любом месте, и они намного безопаснее, чем использование вилочного погрузчика или другой машины для перемещения материалов.
- Они могут перемещать грузы любых форм, размеров и веса. Кроме того, многие из них оснащены расширенными функциями безопасности, которые помогают предотвратить несчастные случаи.
- Существуют различные варианты работы транспортных систем, включая гидравлические , механические и полностью автоматизированные системы, которые оборудованы в соответствии с индивидуальными потребностями.
Конвейерные системы обычно используются во многих отраслях промышленности, включая горнодобывающую, автомобильную , сельскохозяйственную , компьютерную , электронную, пищевую , аэрокосмическую , фармацевтическую , химическую , розлив и консервирование, отделку печати и упаковку .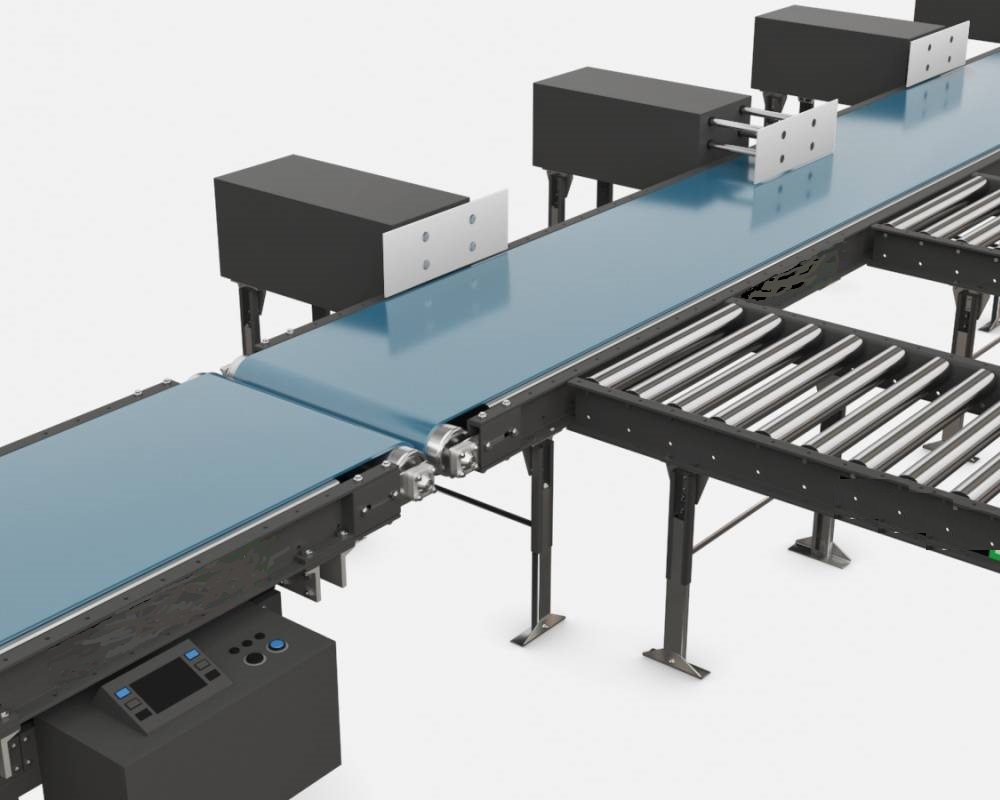 Хотя можно транспортировать самые разные материалы, некоторые из наиболее распространенных включают пищевые продукты, такие как бобы и орехи, бутылки и банки, автомобильные компоненты, металлолом, пилюли и порошки, древесину и мебель, зерно и корм для животных. При правильном выборе конвейерной системы важны многие факторы. Важно заранее знать, как будет использоваться конвейерная система. Некоторые отдельные области, которые полезно учитывать, — это требуемые конвейерные операции, такие как транспортировка, накопление и сортировка, размеры, вес и форма материала, а также места, где должны быть точки загрузки и приема.
Хотя можно транспортировать самые разные материалы, некоторые из наиболее распространенных включают пищевые продукты, такие как бобы и орехи, бутылки и банки, автомобильные компоненты, металлолом, пилюли и порошки, древесину и мебель, зерно и корм для животных. При правильном выборе конвейерной системы важны многие факторы. Важно заранее знать, как будет использоваться конвейерная система. Некоторые отдельные области, которые полезно учитывать, — это требуемые конвейерные операции, такие как транспортировка, накопление и сортировка, размеры, вес и форма материала, а также места, где должны быть точки загрузки и приема.
Уход и обслуживание
Конвейерная система часто является залогом способности компании своевременно и эффективно перемещать свой продукт. Шаги, которые компания может предпринять для обеспечения максимальной производительности, включают регулярные проверки и системные аудиты, тщательный мониторинг двигателей и редукторов, хранение основных деталей на складе и надлежащее обучение персонала.
Увеличение срока службы конвейерной системы включает в себя: выбор правильного типа конвейера, правильную конструкцию системы и уделение внимания методам регулярного технического обслуживания.
Правильно спроектированная конвейерная система прослужит долгое время при правильном уходе. Вот шесть самых больших проблем, на которые следует обратить внимание в системах подвесных конвейеров, включая монорельсовые пути с двутавровыми балками, закрытые конвейеры, а также силовые и свободные конвейеры. Подвесные конвейерные системы используются во многих сферах — от торговых стендов, сборочных линий до окрасочных заводов и т. Д.
Ударные и износостойкие материалы, используемые в производстве
Для конвейерных систем требуются материалы, способные выдерживать большие нагрузки, а также износостойкость, позволяющая выдерживать длительное время без заедания из-за деформации. Там, где важен статический контроль, используются специальные материалы, предназначенные для рассеивания или проведения электрических зарядов. Примеры материалов для транспортировки на конвейере включают UHMW , нейлон, Nylatron NSM, HDPE , Tivar, Tivar ESd и полиуретан.
Примеры материалов для транспортировки на конвейере включают UHMW , нейлон, Nylatron NSM, HDPE , Tivar, Tivar ESd и полиуретан.
Рост в различных отраслях
Что касается роста, производители погрузочно-разгрузочных работ и конвейерных систем получают максимальную известность в таких отраслях, как автомобилестроение, фармацевтика, упаковка и различные производственные предприятия. Портативные конвейеры также быстро растут в строительном секторе, и к 2014 году объем закупок конвейерных систем в Северной Америке, Европе и Азии, вероятно, вырастет еще больше. Наиболее часто покупаемые типы конвейеров — это роликовые конвейеры с линейным валом, цепные конвейеры и конвейерные ленты на упаковочных фабриках и промышленных предприятиях, где обычно осуществляется обработка и контроль продукции. В коммерческом и гражданском секторах все чаще используются конвейеры в аэропортах, торговых центрах и т. Д.
Типы
Роликовый конвейер с ременным приводом для коробок и тотализаторов.
Гибкий конвейер
Пневматический
Каждая пневматическая система использует трубы или воздуховоды, называемые транспортными линиями, по которым проходит смесь материалов и поток воздуха. Эти материалы представляют собой сыпучие порошкообразные материалы, такие как цемент и летучая зола . Продукты перемещаются по трубкам под действием давления воздуха . Пневматические конвейеры представляют собой системы-носители или системы с разреженной фазой; Системы-носители просто перемещают предметы из одной точки входа в одну точку выхода, например, через пневматические трубки обмена денег, используемые в окне проезда через банк . В системах с разреженной фазой используется двухтактное давление для направления материалов через различные точки входа и выхода. Для создания воздушного потока могут использоваться воздушные компрессоры или воздуходувки. Для создания высокоскоростного воздушного потока используются три системы:
- Системы всасывания или вакуума, использующие вакуум, создаваемый в трубопроводе, для втягивания материала с окружающим воздухом.
 Система работает при низком давлении, которое практически на 0,4–0,5 атм ниже атмосферного, и используется в основном для транспортировки легких сыпучих материалов.
Система работает при низком давлении, которое практически на 0,4–0,5 атм ниже атмосферного, и используется в основном для транспортировки легких сыпучих материалов. - Системы под давлением типа, в которой положительное давление используется , чтобы подтолкнуть материал из одной точки в другую. Система идеально подходит для транспортировки материала от одной точки загрузки к нескольким точкам разгрузки. Работает при давлении 6 атм и выше.
- Комбинированные системы, в которых система всасывания используется для транспортировки материала из нескольких точек загрузки, а система давления используется для доставки материала в несколько точек разгрузки.
 Система работает при низком давлении, которое практически на 0,4–0,5 атм ниже атмосферного, и используется в основном для транспортировки легких сыпучих материалов.
Система работает при низком давлении, которое практически на 0,4–0,5 атм ниже атмосферного, и используется в основном для транспортировки легких сыпучих материалов.Вибрирующий
Вибрационный конвейер — это машина с твердой конвейерной поверхностью, которая повернута на бок и образует желоб. Они широко используются в пищевой промышленности для транспортировки сухих сыпучих материалов, где необходимы санитария, промывка и низкие эксплуатационные расходы. Вибрационные конвейеры также подходят для суровых, очень горячих, грязных или агрессивных сред. Они могут использоваться для транспортировки недавно отлитых металлических деталей, температура которых может достигать 1500 ° F (820 ° C). Из-за фиксированной природы транспортирующих поддонов вибрационные конвейеры также могут выполнять такие задачи, как сортировка, просеивание, классификация и ориентация деталей. Вибрационные конвейеры созданы для транспортировки материала под углами, превышающими 45 ° от горизонтали, с использованием поддонов специальной формы. Плоские противни транспортируют большинство материалов под углом 5 ° от горизонтали.
Они могут использоваться для транспортировки недавно отлитых металлических деталей, температура которых может достигать 1500 ° F (820 ° C). Из-за фиксированной природы транспортирующих поддонов вибрационные конвейеры также могут выполнять такие задачи, как сортировка, просеивание, классификация и ориентация деталей. Вибрационные конвейеры созданы для транспортировки материала под углами, превышающими 45 ° от горизонтали, с использованием поддонов специальной формы. Плоские противни транспортируют большинство материалов под углом 5 ° от горизонтали.
Гибкий
Гибкий конвейер основан на конвейерной балке из алюминия или нержавеющей стали с рельсами скольжения с низким коэффициентом трения, направляющими пластиковую гибкую цепь. Транспортируемые продукты перемещаются непосредственно на конвейере или на поддонах / тележках. Эти конвейеры можно обойти препятствия и обеспечить непрерывность производственных линий. Они сделаны на разных уровнях и могут работать в разных средах. Они используются в пищевой, упаковочной и фармацевтической промышленности, а также в крупных розничных магазинах, таких как Wal-Mart и Kmart .
Спираль
Как и вертикальные конвейеры , спиральные конвейеры поднимают и опускают материалы на разные уровни помещения. Напротив, спиральные конвейеры могут транспортировать грузы материала в непрерывном потоке. Винтовая спираль или винт вращаются внутри герметичной трубки, и скорость вращения продукта на конвейере вращается вместе с винтом. Эффект переворачивания обеспечивает однородную смесь частиц на конвейере, что важно при подаче предварительно смешанных ингредиентов и поддержании целостности смешивания. Отрасли, в которых требуется более высокая производительность материалов — продукты питания и напитки, упаковка для розничной торговли, фармацевтика — обычно включают эти конвейеры в свои системы вместо стандартных вертикальных конвейеров из-за их способности обеспечивать высокую производительность. Большинство спиральных конвейеров также имеют меньший угол наклона или падения (11 градусов или меньше) для предотвращения скольжения и опрокидывания во время работы.
Вертикальный
Вертикальные конвейеры, также обычно называемые грузовыми подъемниками и подъемниками для материалов, представляют собой конвейерные системы, используемые для подъема или опускания материалов на разные уровни объекта во время процесса обработки. Примеры этих конвейеров, применяемых в процессе промышленной сборки, включают транспортировку материалов на разные этажи. Вертикальные конвейеры, похожие на грузовые лифты, не оборудованы для перевозки людей, а только материалов.
Примеры этих конвейеров, применяемых в процессе промышленной сборки, включают транспортировку материалов на разные этажи. Вертикальные конвейеры, похожие на грузовые лифты, не оборудованы для перевозки людей, а только материалов.
Вертикальные подъемные конвейеры содержат два соседних параллельных конвейера для одновременного движения вверх смежных поверхностей параллельных конвейеров. Один из конвейеров обычно имеет разнесенные лопасти (поддоны) для транспортировки сыпучих продуктов питания. Двойные конвейеры вращаются в противоположных направлениях, но работают от одной коробки передач, чтобы обеспечить одинаковую скорость ленты. Один из конвейеров шарнирно шарнирно соединен с другим конвейером для поворота прикрепленного конвейера от оставшегося конвейера для доступа к лицевым поверхностям параллельных конвейеров. Вертикальные подъемные конвейеры могут загружаться и управляться вручную или автоматически. Почти все вертикальные конвейеры можно систематически интегрировать с горизонтальными конвейерами, поскольку обе эти конвейерные системы работают в тандеме, создавая сборочную линию для обработки связного материала.
Вертикальный конвейер с вилками
Как и спиральные конвейеры , вертикальные конвейеры, в которых используются вилы, могут транспортировать грузы материала в непрерывном потоке. С помощью этих вил груз можно брать с одного горизонтального конвейера и опускать на другой горизонтальный конвейер на другом уровне. Добавив больше вил, можно одновременно поднять больше продуктов. Обычные вертикальные конвейеры должны иметь вход и выход материалов, движущихся в одном направлении. Используя вилки, возможно множество комбинаций различных входных и выходных уровней в разных направлениях. Вертикальный конвейер с вилами можно использовать даже как вертикальный сортировщик. По сравнению со спиральным конвейером вертикальный конвейер — с вилками или без них — занимает меньше места.
Вертикальные возвратно-поступательные конвейеры (или VRC) — это еще один тип системы обработки единиц. Типичные применения включают перемещение единичных грузов между уровнями пола, работу с несколькими накопительными конвейерами и стыковку подвесных конвейеров. Обычно транспортируемый материал включает поддоны, мешки, специальные приспособления или стеллажи для продуктов и многое другое.
Обычно транспортируемый материал включает поддоны, мешки, специальные приспособления или стеллажи для продуктов и многое другое.
Моторизованный приводной ролик (MDR)
В конвейере с приводными роликами с электроприводом (MDR) используются приводные ролики, которые имеют бесщеточный двигатель постоянного тока (BLDC), встроенный в трубку роликов конвейера. Затем одиночная моторизованная роликовая труба механически соединяется с небольшим количеством не приводных роликов для создания управляемой зоны приводного конвейера. Линейный набор этих зон с индивидуальным питанием расположен встык, образуя линию непрерывного конвейера. Механические характеристики (крутящий момент, скорость, эффективность и т. Д.) Приводных роликов, оснащенных двигателями BLDC, находятся в диапазоне, необходимом для зон роликового конвейера, когда им необходимо транспортировать картонные коробки общего назначения такого размера и веса, которые наблюдаются в типичных современных складские и распределительные приложения. Типичная зона моторизованного роликового конвейера может обрабатывать картонные коробки весом примерно до 35 кг (75 фунтов). Поскольку каждой зоной можно управлять индивидуально, этот тип конвейера подходит для сетевых распределенных систем управления, и поэтому эта технология очень часто используется в качестве конвейера с накоплением нулевого давления (ZPA). Та же технология двигателей была применена к более высоким передаточным числам, так что конвейеры для обработки поддонов могут быть оснащены моторизованными приводными роликами 24 В постоянного тока, которые могут передавать грузы в диапазоне от 500 кг до 1000 кг (от 1000 до 2000 фунтов).
Типичная зона моторизованного роликового конвейера может обрабатывать картонные коробки весом примерно до 35 кг (75 фунтов). Поскольку каждой зоной можно управлять индивидуально, этот тип конвейера подходит для сетевых распределенных систем управления, и поэтому эта технология очень часто используется в качестве конвейера с накоплением нулевого давления (ZPA). Та же технология двигателей была применена к более высоким передаточным числам, так что конвейеры для обработки поддонов могут быть оснащены моторизованными приводными роликами 24 В постоянного тока, которые могут передавать грузы в диапазоне от 500 кг до 1000 кг (от 1000 до 2000 фунтов).
Во всем мире существует множество типов конвейерных систем и производителей оборудования для роликовых конвейеров, и каждый может предложить варианты этой базовой концепции, которые либо увеличивают производительность (и стоимость), либо даже снижают производительность (и стоимость). Поскольку роликовое конвейерное оборудование может экономично обрабатывать картонные коробки, которые соответствуют физическим размерам почтовых отправлений и отправлений онлайн-заказов; Оборудование и системы с роликовыми конвейерами, в которых используется эта технология, неуклонно росли в количестве за последние 20 лет из-за популярности покупок через Интернет. Технология выросла до уровня, на котором Ассоциация производителей конвейерного оборудования (CEMA) разработала отдельные и четкие рекомендации по ее применению.
Технология выросла до уровня, на котором Ассоциация производителей конвейерного оборудования (CEMA) разработала отдельные и четкие рекомендации по ее применению.
Вот некоторые преимущества конвейера MDR по сравнению с обычным конвейером (с приводом от электродвигателя переменного тока)
- Меньше шума, чем у конвейера с приводом от обычного мотор-редуктора переменного тока
- Меньшее энергопотребление с течением времени по сравнению с конвейером с приводом от мотор-редуктора переменного тока и пневматическими устройствами
- Безопаснее для обслуживающего и обслуживающего персонала по сравнению с мотор-редуктором переменного тока
Эти преимущества часто делают конвейер MDR популярным выбором для конвейеров в распределительных центрах , на объектах обработки заказов, а также на общих производственных операциях, где важны эргономика и безопасность оператора.
Ролик для тяжелых условий эксплуатации
Роликовые конвейеры повышенной прочности используются для перемещения предметов весом не менее 500 фунтов (230 кг). Этот тип конвейера упрощает обращение с таким тяжелым оборудованием / продуктами и делает его более эффективным по времени. Многие из тяжелых роликовых конвейеров могут двигаться со скоростью 75 футов в минуту (23 м / мин).
Этот тип конвейера упрощает обращение с таким тяжелым оборудованием / продуктами и делает его более эффективным по времени. Многие из тяжелых роликовых конвейеров могут двигаться со скоростью 75 футов в минуту (23 м / мин).
Другие типы роликового конвейера для тяжелых условий эксплуатации — это гравитационные роликовые конвейеры, приводные роликовые конвейеры с цепным приводом, конвейеры для накопления поддонов, многорядные цепные конвейеры, а также цепные и роликовые конвейеры.
Гравитационные роликовые конвейеры просты в использовании и используются во многих отраслях промышленности, таких как автомобилестроение и розничная торговля.
Роликовые конвейеры с цепным приводом используются для одно- или двусторонней транспортировки материалов. Большие и тяжелые грузы перемещаются с помощью приводных роликовых конвейеров с цепным приводом.
Накопительные конвейеры поддонов приводятся в движение механической муфтой. Он используется вместо секций конвейеров с индивидуальным приводом и управлением.
Многорядные цепные конвейеры используются для двухшаговых роликовых цепей. Продукты, которые нельзя перемещать на традиционных роликовых конвейерах, можно перемещать с помощью многорядного цепного конвейера.
Цепные и роликовые конвейеры — это короткие участки из двух или более нитей двухшаговых цепных конвейеров, встроенных в роликовый конвейер с цепным приводом. Они всплывают под грузом и снимают груз с конвейера.
Смотрите также
Ссылки
М. Марку-Трубопроводные конвейеры (теория, фотографии, современное состояние 1990-Пневматические конвейеры с колесными контейнерами) на стр. 45 в: «Обработка материалов в пирометаллургии: материалы Международного симпозиума по транспортировке материалов в пирометаллургии, Гамильтон, Онтарио, 26–30 августа 1990 г. — Пергамская пресса »
внешние ссылки
Конвейерное оборудование: задачи и решения
10.07.2019
Самый длинный ленточный конвейер в мире имеет протяжённость 98 км. Прямо-таки образ из постапокалиптического фильма. Представьте: пустыня — наш герой расположен в Западной Сахаре. Людей и зданий вокруг нет, из примет цивилизации — линии электропередач.
Представьте: пустыня — наш герой расположен в Западной Сахаре. Людей и зданий вокруг нет, из примет цивилизации — линии электропередач.
По карьерной ленте перемещаются фосфаты. Конечная точка — город Эль-Аюн. Это порт: отсюда грузовые суда увезут добытое полезное ископаемое, чтобы на различных предприятиях мира оно превратилось в минеральные удобрения.
А реализация проекта строительства самого протяжённого конвейера в России началась в этом году — на острове Сахалин.
Транспортировать на нём будут более привычное для нас полезное ископаемое — уголь. Конвейер длиной 26 км соединит ключевой добывающий актив компании «Солнцевский угольный разрез» («Восточная горнорудная компания») с «Угольным морским портом «Шахтёрск». Проектирование оборудования уже идёт полным ходом.
Поставщиком оборудования выбрана французская компания RBL REI SA, строительные работы должны стартовать в конце года.
Магистральный угольный конвейер в Углегорском районе станет одним из самых современных не только в России, но и в мире. Запуск объекта существенно снизит нагрузку на автомобильные дороги района. Ожидается, что реализация проекта положительно повлияет на экологию, поскольку конвейер на всём протяжении будет укрытым.
Запуск объекта существенно снизит нагрузку на автомобильные дороги района. Ожидается, что реализация проекта положительно повлияет на экологию, поскольку конвейер на всём протяжении будет укрытым.
Впрочем, протяжённость конвейера далеко не единственная сложность, с которой сталкиваются производители этого оборудования. Мы попросили специалистов компаний поделиться опытом работы с нестандартными проектами.
На километры
О работе протяжённых конвейеров подробно рассказал руководитель технического департамента АО «НПО «Аконит» Сергей Кузнецов на одном из мероприятий деловой программы Mining World Russia: компания реализовала несколько успешных проектов по созданию систем различной протяжённости.
«Тема протяжённых конвейеров в России в последнее время обсуждается всё чаще, ибо месторождения находятся в удалённых и труднодоступных регионах.
Мы уже неоднократно сталкивались с запросами о технико-экономическом обосновании замены автотранспорта на конвейерное оборудование.
И проводимые расчёты с привлечением специалистов из профильных институтов показывают, что выгода очевидна.
Так, потенциал экономии при сравнении себестоимости транспортирования пород автомобильным и конвейерным транспортом составляет до 70–80%.

Но быть «пионером» всегда сложно. И по-прежнему бытует мнение, что зарубежные компании более компетентны в данном вопросе.
Уверенно заявляем, что это не так. Уровень российского машиностроения и наш опыт позволяют делать качественное и менее дорогостоящее оборудование. При этом мы успешно работаем в связке с мировыми лидерами по поставке необходимого приводного оборудования и конвейерных лент для наших транспортных решений», — комментирует Сергей Кузнецов.
Эксперт рассказал о возможных сложностях эксплуатации протяжённого карьера и предложил готовые решения. Скажем, конвейерная лента большой протяжённости в процессе эксплуатации может порваться.
Чтобы не допустить этого, используется система диагностики состояния ленты.![]() Также организована постоянная диагностика основных узлов конвейерного оборудования, чтобы минимизировать или даже вовсе исключить простои вследствие поломки. А чтобы уйти от «человеческого фактора», используется система «Умный конвейер».
Также организована постоянная диагностика основных узлов конвейерного оборудования, чтобы минимизировать или даже вовсе исключить простои вследствие поломки. А чтобы уйти от «человеческого фактора», используется система «Умный конвейер».
Уживаются вместе
Представители «Рязанского конвейерного завода» привели несколько более экзотический пример. Одним из созданных ими конвейеров стало оборудование для мусоросортировочной станции.
«Казалось бы, что тут трудного: груз лёгкий, конвейер не слишком габаритный. Но на практике всё было не так просто. Мало кто задумывается о том, что мусор — это очень агрессивная среда.
Стандартные ленты выходят из строя не потому, что прокалываются и истираются, а потому что деградирует сам полимер.
Кроме того, нагрузка на ленту неравномерная. Ведь этот параметр считается в килограммах в минуту, а тут в один момент может быть 1 кг, а в другой — 100.
К тому же на этапе обкатки крутонаклонного конвейера мы столкнулись с тем, что мусор налипает на ленту.

Фото: sps62.ru
Проблему с неравномерным грузом мы решили следующим путём: облегчили раму, поставили роликоопоры чаще, установили демпферные станции, которые гасят удары. Также мы изменили конструкцию приводных барабанов, чтобы они не боялись тяжёлых резко падающих грузов.
Чтобы защитить ленту, мы применили покрытие с нанокомпозитами. Выглядит состав как жидкость, которая из краскопульта наносится на ленту.
Таким образом удалось снизить адгезию в 6–8 раз», — комментирует технический директор «Рязанского конвейерного завода» Игорь Карасёв.
Что мне снег, что мне зной
Ещё одна возможная трудность — это климатические условия. Ни для кого не секрет, что сегодня добывающие мощности активно перебираются на Север, и в условиях низких температур или — что ещё более опасно для механизмов — перепада температур оборудованию также приходится работать.
Заказчики компании ООО «СТАКЕР» работают в том числе и на Крайнем Севере. Это, пожалуй, одни из самых сложных условий для любой техники. Оборудование должно работать при температуре воздуха от -70 до +30 градусов.
Это, пожалуй, одни из самых сложных условий для любой техники. Оборудование должно работать при температуре воздуха от -70 до +30 градусов.
«Дело не только в перепадах температуры. Конвейерные системы очень сложно обслуживать в подобных экстремальных условиях — это и полярная ночь, которая там длится почти 9 месяцев, осадки от 250 до 400+ мм в год, преимущественно в виде снега, а это и обледенение конструкций, и дополнительно рассчитываемая снеговая и ветровая нагрузки, скорость ветра там в среднем 28+ км/ч.
К тому же на несколько месяцев судоходство здесь вообще прекращается, остаётся только вертолётное сообщение с материком. Доставка любой запчасти оборудования вертолётом — это очень дорогостоящее удовольствие.
По той же причине мы работаем в очень сжатые сроки: монтаж необходимо осуществить, пока есть возможность добраться до объекта и транспортировать необходимое оборудование», — объясняет руководитель отдела логистики ООО «СТАКЕР» Алексей Игнатов.
Фото: sps62.![]() ru
ru
В дополнение к этому — агрессивная среда, о которой мы говорили выше. Конвейеры работают на берегу Карского моря — отгрузка ведётся непосредственно на грузовые суда, а это и солёная морская вода, и сильные осадки с ветром.
«Для облегчения и ускорения загрузки судов мы установили телескопический конвейер — он выдвигается на десятки метров в море. Чтобы металлические элементы прослужили как можно дольше, используем низколегированную низкоуглеродистую сталь, а также антикоррозионное покрытие — мы применяем холодное цинкование.
Добыча не останавливается даже при неблагоприятных погодных условиях, и наша задача — сделать оборудование, которое будет бесперебойно работать с минимальным участием человека.
Все необходимые работы стараемся проводить силами собственных специалистов — в те периоды, когда это возможно.
Также проводим обучение работников предприятия-заказчика», — рассказывает Алексей Игнатов.
Три года телескопические конвейеры, установленные специалистами компании, уже отработали на Крайнем Севере. Производитель «ООО СТАКЕР» даёт 5-летнюю гарантию на свои металлоконструкции, далее предусмотрена ревизия, модернизация или технические работы по обслуживанию.
Производитель «ООО СТАКЕР» даёт 5-летнюю гарантию на свои металлоконструкции, далее предусмотрена ревизия, модернизация или технические работы по обслуживанию.
Во глубине турецких руд
Работа шахтных конвейеров сама по себе сопряжена с рядом сложностей, особенно в шахтах, опасных по газу и пыли. Поскольку эксплуатация шахтного ленточного конвейера будет производиться в очень тяжёлых и сложных условиях, вся конструкция транспортёрного оборудования должна иметь повышенные характеристики износостойкости, чтобы обеспечивать бесперебойную работу в течение долгих лет. Шахтная конвейерная лента должна быть трудносгораемой.
И вот турецкая шахта Поляк Эйнез, расположенная в Кыныке, угольный бассейн Сома, сделала ставку на строительство самой глубокой в Турции подземной угольной шахты. Строится наклонная галерея длиной 3500 метров с уклоном 15 градусов и две вертикальные скважины длиной по 800 метров и диаметром 8 метров.
Таким образом, горнодобывающая компания планирует добывать 5 млн тонн угля в год.
Систему ленточных конвейеров, состоящую из двух конвейеров спуска в шахту, разрабатывает уже упоминавшаяся компания RBL REI SA.
По замыслу проектировщиков, это будут конвейеры производительностью 3000 т/час, они получат жёсткий став и будут крепиться к полу галереи.
Общая длина конвейера составит 3200 м (1700 +1500) с перепадом высот 665 м (наклон 15°), устанавливается девять двигателей по 1000 кВт.
Фото: telestacker.ruФото: telestacker.ru
«Объект является взрывоопасным, поэтому всё оборудование поставляется во взрывозащищённом исполнении и отвечает локальным нормам и правилам строительства в сейсмических районах. Эта конвейерная система одна из самых сложных, когда-либо созданных в Турции», — комментируют специалисты компании-производителя.
Как сталь
При работе с металлами особое значение приобретают прочностные характеристики стали. Так, специалисты «КМЗ конвейерного оборудования» недавно произвели конвейер на проект по добыче золота и меди в Казахстане.
Фото: telestacker.ru
«Это ленточный радикальный стакер, система имеет выдвижную «стрелу» 11 м длиной. Особенность решения — в использовании более плотной стали 4 мм.
Очень часто приходится прибегать к нестандартным решениям, о сложностях в разработках говорить не приходится, однако необходимо учитывать условия транспортирования и свойства транспортируемого груза.
Возможно использование специального покрытия, полимерной облицовки, футеровки, в зависимости от условий транспортирования грузов.
В некоторых случаях изготавливаем оборудование также из стали Hardox, которая имеет высокие показатели износостойкости, что резко повышает долговечность работы конвейера при работе с агрессивным продуктом, есть возможность установки укрытия конвейеров от осадков», — рассказал коммерческий директор АО «КМЗ конвейерного оборудования» Александр Соснин.
В ТЕМУ
На выставке MiningWorld Russia помимо производителей самих конвейеров выставлялись и компании, создающие сопутствующие системы. Одно из интересных и развивающихся направлений — скобы для стыковки лент.
Одно из интересных и развивающихся направлений — скобы для стыковки лент.
Такое решение может заменить вулканизационные работы, ускорив процесс ремонта или монтажа конвейера. Директор представительства компании MLT в СНГ и стран Прибалтики Фабиен Терра продемонстрировал образцы скоб Super Screw и объяснил, как работать с ними.
«Выбор типа соединения зависит от материала, из которого изготовлена лента, от её толщины и от ряда других нюансов производства.
Работать с ним очень просто: немного зачищаем поверхность резины ленты с помощью Pack Fein на месте стыковки, устанавливаем и закрепляем с помощью саморезов.
Процесс занимает порядка 30–40 минут. Конечно, сам по себе процесс кажется дороже работ по вулканизации, но здесь необходимо учитывать комплекс затрат и упущенной выгоды.
Для вулканизационных работ придётся остановить конвейер не менее чем на 8–10 часов, высушить и очистить ленту, чтобы не было никакой пыли, помещение для стыковки нужно чуть ли не стерильное.
В данном случае нужно только остановить конвейер и немного ослабить ленту. Времени процесс занимает существенно меньше, то есть сокращаются простои оборудования.
У нас есть опыт монтажа систем стыковки и на протяжённые конвейеры (в Африке работает система длиной 3 км), и на конвейеры, работающие в сложных климатических условиях (допустимый диапазон температур — от -35 до +60 градусов)», — рассказал Фабиан Терра.

Конвейерозамещение | Добывающая промышленность
08.02.2016
Объявленный курс импортозамещения в нашей стране должен был дать «зеленый свет» производителям отечественных ленточных конвейеров. Сейчас на рынке конкурируют около 30 крупных российских предприятий. Казалось бы, выбирай — не хочу. Но, как говорят эксперты, поток желающих поддержать нашего производителя почему-то не увеличился…
Роман Лабурцев, генеральный директор АО «ПромТяжМаш»
«На сегодняшний день с уверенностью можно сказать, что импортозамещение в России не приносит тех результатов, которые ожидали увидеть отечественные производители конвейерного оборудования.
продукты, не уступающие по качеству, а иногда даже превосходящие продукцию импортных производителей. Но тенденции рынка не способствуют дальнейшему развитию данных компаний, так как они вынуждены конкурировать с «дешёвыми отечественными» либо с «дорогими импортными» производителями конвейерного оборудования», — говорит генеральный директор АО «ПромТяжМаш» Роман Лабурцев.
 Это связанно в первую очередь с самими потребителями. Дело в том, что большинство компаний, проводя закупки конвейеров или комплектующих, воспринимают как аксиому, что отечественное оборудование должно быть дешёвым и качество у всех одинаковое. Такие потребители, как правило, руководствуются только первоначальной стоимостью товара и не учитывают всю совокупность издержек. Руководствуясь желанием сэкономить, они приобретают продукцию, которая заведомо не может конкурировать по качеству с импортными товарами. В результате, сложилось устоявшееся мнение, что российские компании априори не могут выпускать качественную продукцию и потребители уходят в сторону импортного оборудования. Однако на отечественном рынке существуют компании, которые инвестировали значительные средства в НИОКР, провели полное перевооружение производственных мощностей и разработали свои
Это связанно в первую очередь с самими потребителями. Дело в том, что большинство компаний, проводя закупки конвейеров или комплектующих, воспринимают как аксиому, что отечественное оборудование должно быть дешёвым и качество у всех одинаковое. Такие потребители, как правило, руководствуются только первоначальной стоимостью товара и не учитывают всю совокупность издержек. Руководствуясь желанием сэкономить, они приобретают продукцию, которая заведомо не может конкурировать по качеству с импортными товарами. В результате, сложилось устоявшееся мнение, что российские компании априори не могут выпускать качественную продукцию и потребители уходят в сторону импортного оборудования. Однако на отечественном рынке существуют компании, которые инвестировали значительные средства в НИОКР, провели полное перевооружение производственных мощностей и разработали свои
Надежды российского правительства на подъём отечественного производства рискуют так и не оправдаться. Причем не из-за отсутствия продукции, а потому что нет доверия к качеству.
«Мне очень интересно наблюдать за этим явлением, одновременно являясь и гражданином России, и представителем европейского производителя конвейеров. В России давно сложилась ситуация, в которой позиция и решения руководства страны сильно оторваны от действительности. Эффективность функционирования предприятий во всем мире зачастую прямо пропорционально связана с уровнем применяемых технологий на этом предприятии. Дальше — замкнутый круг: если собственники бизнеса заинтересованы в эффективности функционирования своих активов, они будут использовать в нём высокотехнологичное оборудование. Кто-то скажет — какие же технологии в конвейерах? А в них каждая деталь — это предмет многолетнего технологического соперничества производителей всего мира: приводы, ролики, лента, датчики и т.
Скорее можно говорить о традиционной конкуренции — «российский производитель — иностранный производитель того же уровня». На мой взгляд, индикатором создания устойчивых конкурентных преимуществ являются инвестиции в НИОКР, разработки. К сожалению, сегодня российские производители не могут этим похвастаться, а некоторые и вовсе считают лишним. Между тем, иностранные производители считают это одним из главных источников создания конкурентного преимущества», — объясняет глава представительства компании «TTS (Transportation Technology Systems)» в РФ Владимир Пухальский.
 п. Поэтому говорить о конкуренции среди российских производителей достаточно рано, «железного занавеса» пока нет.
п. Поэтому говорить о конкуренции среди российских производителей достаточно рано, «железного занавеса» пока нет.Тем и ценны…
Впрочем, говорить о полном игнорировании российских ленточных конвейеров не стоит. Цена до сих пор остаётся главным козырем в предложениях на рынке.
Михаил Савочкин, генеральный директор ООО «Золотопромснаб»
«Современная горнодобывающая отрасль предъявляет высокие требования к технологическим процессам добычи и переработки материалов.
В то же время на рынке российского оборудования активно представлены китайские предприятия, предлагающие функционально схожее оборудование по ценам на порядок ниже, чем европейские и американские производители.
При этом к основному недостатку любого импортного оборудования можно прежде всего отнести человеческий фактор, низкую грамотность структур, обеспечивающих закупки, фанатичное cтремление «cэкономить на всём», когда, например, есть финансы, берём «самое лучшее» — предположим дробильное оборудование и «в арктическом исполнении», но при этом решаем сэкономить на узлах и агрегатах, обеспечивающих прогрев установки;
Итого имеем вложенные деньги, поломки, ремонт и убытки.
К достоинствам отечественного оборудования в конвейеростроении я бы отнёс доступность, соотношение цена-качество, сроки поставок, ремонтопригодность, лояльность к заказчику.
 Безусловно, оборудование ведущих иностранных производителей, разработанное с учётом мельчайших нюансов технологических процессов, климатических условий и особенностей транспортируемого материала, заслуживает высочайшей оценки в плане надёжности и срока службы, но, к сожалению, политико-экономическая ситуация — прежде всего валютный курс, отсутствие нормальных условий кредитования для основной массы предприятий — cтавит под вопрос возможность закупки высококачественного импортного конвейерного оборудования и комплектующих.
Безусловно, оборудование ведущих иностранных производителей, разработанное с учётом мельчайших нюансов технологических процессов, климатических условий и особенностей транспортируемого материала, заслуживает высочайшей оценки в плане надёжности и срока службы, но, к сожалению, политико-экономическая ситуация — прежде всего валютный курс, отсутствие нормальных условий кредитования для основной массы предприятий — cтавит под вопрос возможность закупки высококачественного импортного конвейерного оборудования и комплектующих. Российское оборудование позволяет минимизировать валютные издержки, но 100% импортозамещение невозможно в принципе: например, лента конвейерная и приводное оборудование на высокотехнологичных конвейерах в большинстве случаев применяется импортного производства. Российским проектировщикам и производителям порой не хватает опыта добиться надёжного симбиоза собственной разработки, знания импортных комплектующих и особенностей технологического процесса. Также имеем и замечательные примеры: когда конвейер ленточный, эксплуатирующийся в условиях вечной мерзлоты, нуждается в замене транспортерной ленты, при этом служба снабжения закупает шевронные ленты турецкого производства в срочном порядке, производит поставку авиатранспортом, не придавая значения тому, что турецкие ленты в принципе не могут быть морозостойкими. И как результат имеем простой, убытки и деньги «на ветер.
Российское оборудование позволяет минимизировать валютные издержки, но 100% импортозамещение невозможно в принципе: например, лента конвейерная и приводное оборудование на высокотехнологичных конвейерах в большинстве случаев применяется импортного производства. Российским проектировщикам и производителям порой не хватает опыта добиться надёжного симбиоза собственной разработки, знания импортных комплектующих и особенностей технологического процесса. Также имеем и замечательные примеры: когда конвейер ленточный, эксплуатирующийся в условиях вечной мерзлоты, нуждается в замене транспортерной ленты, при этом служба снабжения закупает шевронные ленты турецкого производства в срочном порядке, производит поставку авиатранспортом, не придавая значения тому, что турецкие ленты в принципе не могут быть морозостойкими. И как результат имеем простой, убытки и деньги «на ветер. Недостатки очевидны, и они вытекают из достоинств: качество, короткие сроки — отсутствие испытаний», — раскладывает по полочкам ситуацию генеральный директор ООО «Золотопромснаб» Михаил Савочкин.
Недостатки очевидны, и они вытекают из достоинств: качество, короткие сроки — отсутствие испытаний», — раскладывает по полочкам ситуацию генеральный директор ООО «Золотопромснаб» Михаил Савочкин.«Нельзя однозначно сказать, что курс импортозамещения каким-либо образом влияет на конкуренцию среди российских производителей. Дело в том, что большинство потребителей конвейерного оборудования проводят закупки на различных электронных площадках и, как правило, выигрывают те поставщики, которые могут предложить низкую цену за свой товар. а более дешёвый продукт не может конкурировать по качеству с импортными аналогами. Поэтому потребители, которые хотят приобрести качественную продукцию, отдают предпочтение импортным товарам, в принципе, не рассматривая российских производителей конвейерного оборудования. хотя, если подходить к процедуре закупок с умом и учесть все издержки, связанные с приобретением конвейерного оборудования, а именно курс валюты, логистические затраты, сервисное обслуживание, сроки доставки товара, то качественные российские производители, даже самые дорогие, обойдутся намного дешевле импортных аналогов.
 И это только первоначальная стоимость покупки. А если прибавить к этой сумме приобретение вышедших из строя комплектующих, их доставку и замену, то сумма увеличивается ещё в несколько раз. Поэтому конкуренции среди отечественных производителей, которые вкладывают средства в развитие производства, НИОКР, разработку новых решений и ставят в приоритет качество, как таковой нет. на рынке сейчас господстуют производители, которые используют некачественные материалы, китайские комплектующие, экономят на всём, чтобы снизить конечную цену своей продукции. Именно потребители создали такую неблагоприятную атмосферу для производителей России. Руководствуясь только низкой стоимостью покупки, потребители несознательно «гасят» потенциал отечественных производителей», — добавляет Роман Лабурцев.
И это только первоначальная стоимость покупки. А если прибавить к этой сумме приобретение вышедших из строя комплектующих, их доставку и замену, то сумма увеличивается ещё в несколько раз. Поэтому конкуренции среди отечественных производителей, которые вкладывают средства в развитие производства, НИОКР, разработку новых решений и ставят в приоритет качество, как таковой нет. на рынке сейчас господстуют производители, которые используют некачественные материалы, китайские комплектующие, экономят на всём, чтобы снизить конечную цену своей продукции. Именно потребители создали такую неблагоприятную атмосферу для производителей России. Руководствуясь только низкой стоимостью покупки, потребители несознательно «гасят» потенциал отечественных производителей», — добавляет Роман Лабурцев.Владимир Пухальский, глава представительства компании «TTS (Transportation Technology Systems)» в РФ
«Ценовая политика, как правило, связана с уровнем себестоимости производства составных частей конвейера.
Во-первых, в России это понятие трактуют по-разному. Кто-то вкладывает в это понятие свою безопасность в течение всего периода эксплуатации приобретенного конвейера, кто-то только в гарантийный период. Во-вторых, большинство российских предприятий, закупающих конвейеры, обладает собственными ремонтными и обслуживающими подразделениями.
 Сегодня многие российские компании используют для своих конвейеров импортные комплектующие. По разным оценкам, в себестоимости конвейера от 30 до 70% заложена цена импортных комплектующих, на стоимость которых российский производитель не может повлиять. Поэтому конкуренция происходит между российскими и зарубежными производителями конвейеров в том, кто дешевле и качественнее произведет металлоконструкции конвейера. И если с Западной Европой российские производители могут по цене конкурировать, то с производителями из стран бывшего СССР и стран Восточной Европы, дело обстоит сложнее. Дело в том, что в этих странах стоимость труда невысока, а развитая логистика позволяет нивелировать транспортные издержки. В отношении сервисного обслуживания — не все так однозначно.
Сегодня многие российские компании используют для своих конвейеров импортные комплектующие. По разным оценкам, в себестоимости конвейера от 30 до 70% заложена цена импортных комплектующих, на стоимость которых российский производитель не может повлиять. Поэтому конкуренция происходит между российскими и зарубежными производителями конвейеров в том, кто дешевле и качественнее произведет металлоконструкции конвейера. И если с Западной Европой российские производители могут по цене конкурировать, то с производителями из стран бывшего СССР и стран Восточной Европы, дело обстоит сложнее. Дело в том, что в этих странах стоимость труда невысока, а развитая логистика позволяет нивелировать транспортные издержки. В отношении сервисного обслуживания — не все так однозначно. Поэтому для них сервис сводится скорее к скорости реакции и качеству этих работ в гарантийный период. если по скорости реакции российские компании-производители конвейеров, очевидно, должны выигрывать у иностранных сервисников, то по качеству выполняемой работы они показывают самый разный уровень. Существует мнение, что предпочтение импортным конвейерам отдается в России именно из-за того, что конвейеры многих российских производителей часто выходят из строя, а сервис оставляет желать лучшего», — говорит Владимир Пухальский.
Поэтому для них сервис сводится скорее к скорости реакции и качеству этих работ в гарантийный период. если по скорости реакции российские компании-производители конвейеров, очевидно, должны выигрывать у иностранных сервисников, то по качеству выполняемой работы они показывают самый разный уровень. Существует мнение, что предпочтение импортным конвейерам отдается в России именно из-за того, что конвейеры многих российских производителей часто выходят из строя, а сервис оставляет желать лучшего», — говорит Владимир Пухальский.Голь на выдумки…
Как бы не говорилось в разных кругах об ухудшении уровня российской системы образования и отсутствии научных разработок, модернизация существующих моделей ленточных конвейеров в стране идёт. Да, не семимильными шагами, но вода камень точит.
«Представители машиностроительных предприятий также объективно относятся к сравнению конвейерной техники импортного и российского производства. Давайте будем честными, импортное оборудование ведущих зарубежных производителей на несколько шагов впереди отечественных разработок.
Но, и это важно, в России по-прежнему сильна «школа инженеров», людей умственного труда. «наши» специалисты умеют решать многие интересные задачи, подкидываемые заказчиками. Таким примером может служить т. н. став Долгова для шахтных ленточных конвейеров («Шахтный ленточный конвейер. Свидетельство №7981 на полезную модель. 16.10.1998»), погонная масса которого относительно ставов, ранее выпускавшихся ОАО «Александровский машзавод», на 33-40% меньше при увеличенной боковой и продольной устойчивости. Большой заслугой авторов этого става является создание конструкции мирового технического уровня, причём для выпуска этого става не потребовалось закупка нового оборудования или дефицитных комплектующих.
Вкупе с импортом получается этакий симбиоз умной российской мысли и импортного оборудования, что позволяет решить все задачи горнодобывающей промышленности.
 Уровень оборудования, технологий, возможностей за рубежом в машиностроении — эта та планка, к которой должны стремиться отечественные производители.
Уровень оборудования, технологий, возможностей за рубежом в машиностроении — эта та планка, к которой должны стремиться отечественные производители.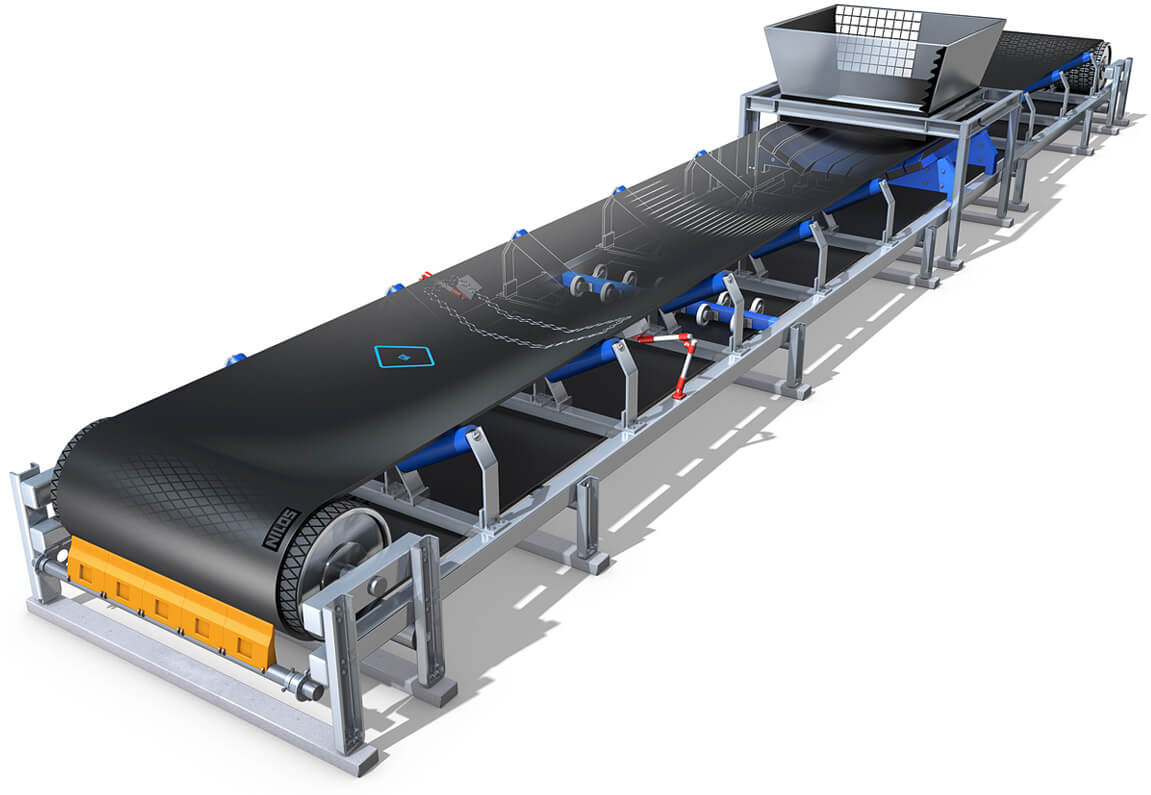 Российские машиностроители считают, что курс импортозамещения сподвиг отечественные предприятия открывать для себя интересные ниши, ранее занятые импортом. Производители конвейерного транспорта стараются предложить интересные новинки: как свои ноу-хау, так и подмеченные у импортных разработчиков. Например, последнее на что мы обратили внимание, линейный став (секции конвейера) — транспортировка базальтовых материалов для районов крайнего севера; центрирующий ролик, призванный исключить смещение транспортерной ленты от центра конвейера и обеспечить её (ленты) прямолинейное движение; 100% керамической футеровки барабанов; плужкового сбрасывателя с поворотными плужками с возможностью разгрузки как одновременно, так и попеременно в разные стороны и т. д.», — утверждает Михаил Савочкин.
Российские машиностроители считают, что курс импортозамещения сподвиг отечественные предприятия открывать для себя интересные ниши, ранее занятые импортом. Производители конвейерного транспорта стараются предложить интересные новинки: как свои ноу-хау, так и подмеченные у импортных разработчиков. Например, последнее на что мы обратили внимание, линейный став (секции конвейера) — транспортировка базальтовых материалов для районов крайнего севера; центрирующий ролик, призванный исключить смещение транспортерной ленты от центра конвейера и обеспечить её (ленты) прямолинейное движение; 100% керамической футеровки барабанов; плужкового сбрасывателя с поворотными плужками с возможностью разгрузки как одновременно, так и попеременно в разные стороны и т. д.», — утверждает Михаил Савочкин.«Немногие российские производители сейчас могут похвастаться тем, что вкладывают средства в модернизацию производства, научные разработки и исследования, но тем не менее нельзя сказать, что производители стоят на месте.
У нашей компании есть готовые наработки по дальнейшему совершенствованию конструкции барабанов, роликов, конвейерных ставов и других составляющих конвейерного оборудования, но для их внедрения необходим спрос со стороны потребителя на высокотехнологичные энергосберегающие товары. К сожалению, со стороны отечественных потребителей такого спроса практически нет, и мы вынуждены концентрировать свои усилия на продвижении товаров в других странах», — приводит примеры Роман Лабурцев.
 Компании, которые стремятся делать продукцию, не уступающую по качеству импортным производителям, а иногда даже более высокого качества, все же присутствуют на рынке. Но подобным компаниям приходится «выживать» на рынке, так как потребители не создают необходимого спроса на продукцию и в результате все инвестиции, вложенные в модернизацию и совершенствование производства, очень долго окупаются. За примером подобной ситуации далеко ходить не придётся. Наша компания несколько лет назад вложила крупную сумму денег в разработку и запуск в серийное производство горячеформованного ролика, который имеет лучшие характеристики и увеличенный ресурс работы, значительно превосходящий по качеству большинство известных импортных аналогов. Но данный продукт не пользуется тем спросом, который мы ожидали увидеть. Потребители хотят хороший товар по цене аналогичной продукции намного низшего качества. В итоге инвестиции, вложенные в разработку, не получают должного внимания со стороны российских потребителей.
Компании, которые стремятся делать продукцию, не уступающую по качеству импортным производителям, а иногда даже более высокого качества, все же присутствуют на рынке. Но подобным компаниям приходится «выживать» на рынке, так как потребители не создают необходимого спроса на продукцию и в результате все инвестиции, вложенные в модернизацию и совершенствование производства, очень долго окупаются. За примером подобной ситуации далеко ходить не придётся. Наша компания несколько лет назад вложила крупную сумму денег в разработку и запуск в серийное производство горячеформованного ролика, который имеет лучшие характеристики и увеличенный ресурс работы, значительно превосходящий по качеству большинство известных импортных аналогов. Но данный продукт не пользуется тем спросом, который мы ожидали увидеть. Потребители хотят хороший товар по цене аналогичной продукции намного низшего качества. В итоге инвестиции, вложенные в разработку, не получают должного внимания со стороны российских потребителей.
Голь на выдумки хитра оказывается и в попытке сэкономить на запчастях для конвейеров импортного производства. Чтобы не покупать дорогостоящие запчасти, русские инженеры приспосабливают отечественные детали.
«Сегодня во многих предприятиях России можно встретить возрастной импортный конвейер, оснащённый отечественными аналогами комплектующих. Причин этому много — во-первых, сегодня может вообще уже не существовать фирмы производителя этих комплектующих, или он перестал выпускать данный вид комплектующих.
 Во-вторых, многие предприятия ещё в советское время имели курс на эксперименты и рационализаторство. В-третьих, хозбытовым способом можно было быстрее и дешевле изготовить ту или иную запасную часть, чем ожидать из-за рубежа. Поэтому, можно признать, что это широкая практика, и она себя зарекомендовала хорошо, ведь главное, чтобы оборудование не простаивало и не требовало высоких издержек», — считает Владимир Пухальский.
Во-вторых, многие предприятия ещё в советское время имели курс на эксперименты и рационализаторство. В-третьих, хозбытовым способом можно было быстрее и дешевле изготовить ту или иную запасную часть, чем ожидать из-за рубежа. Поэтому, можно признать, что это широкая практика, и она себя зарекомендовала хорошо, ведь главное, чтобы оборудование не простаивало и не требовало высоких издержек», — считает Владимир Пухальский.А с канатами нема…
На российском рынке ленточных конвейеров сегодня представлено множество моделей. но вот чего нет, так это ленточно-канатных модификаций. а меж тем, в нашей стране они должны были найти применение.
«В России с её размерами и принципами территориального размещения в советское время зависимых друг от друга предприятий ленточно-канатные конвейеры — безусловно, один из оптимальных видов. Насколько этот тренд будет иметь место в будущем сказать сложно, ведь новые промышленные предприятия практически не строятся», — рассуждает Владимир Пухальский.

«Среди наиболее интересных конструкций конвейерного транспорта несомненно можно выделить ленточно-канатные и трубчатые конвейеры, но они не пользуются спросом в России из-за высокой стоимости. К тому же малое количество производителей конвейерной ленты освоили её производство для таких типов конвейеров. Стоимость ленты существенно дороже традиционной, поэтому и внедрение к примеру ленточно-канатного конвейера имеет смысл преимущественно на длинах свыше 7-10 км, а использование трубчатого конвейера имеет смысл при больших углах подъёма, а также высоких требованиях к экологии и сохранности транспортируемого груза от воздействия атмосферных осадков. Существенное ограничение в распространении новых типов продукции связано с отсутствием спроса со стороны заказчиков и проектировщиков новых объектов», — добавляет Роман Лабурцев.
«Регулярно, раз в несколько лет, возникает вопрос о ленточно-канатных конвейерах. В своё время я видел чертежи ещё 1970-х годов на данное оборудование.
 но, исколесив Россию вдоль и поперек, я ни разу не встречал ленточно-канатный конвейер. Были ещё пару заказчиков, которые настаивали, чтобы мы проработали им именно такие конвейеры. но, столкнувшись с ценовым диапазоном, заказчики меняли своё мнение в пользу обычных ленточных конвейеров. нам, отделу конструкторов, спроектировать данный конвейер было бы очень интересно», — делится заместитель гендиректора АО «Кыштымское машиностроительное объединение» Александр Красных.
но, исколесив Россию вдоль и поперек, я ни разу не встречал ленточно-канатный конвейер. Были ещё пару заказчиков, которые настаивали, чтобы мы проработали им именно такие конвейеры. но, столкнувшись с ценовым диапазоном, заказчики меняли своё мнение в пользу обычных ленточных конвейеров. нам, отделу конструкторов, спроектировать данный конвейер было бы очень интересно», — делится заместитель гендиректора АО «Кыштымское машиностроительное объединение» Александр Красных.ЭКСПЕРТЫ
Роман Лабурцев, генеральный директор АО «ПромТяжМаш»:
«К преимуществам российских конвейеров можно отнести распространённые на сегодняшний день типовые конструкции. Почти все производители выпускают взаимозаменяемые узлы конвейеров, в обслуживании они неприхотливы, запчасти общедоступны. Но есть и недостатки — в первую очередь, низкое качество. большинство заводов использует старый конструктив (очень металлоёмкие и громоздкие). Отдельные узлы, в частности ролики, обладают крайне малым ресурсом эксплуатации.
Также не стоит забывать о низкой энергоэффективности (большом моменте страгивания), приводящей к необходимости применения более мощных электродвигателей и, как результат, повышенному потреблению электроэнергии. Срок службы конвейера напрямую зависит от условий эксплуатации и ухода за ним. Также правильный подбор оборудования и комплектующих играет важную роль в стабильной работе оборудования и оказывает воздействие на срок эксплуатации конвейерного транспорта. многие потребители «укорачивают» срок работы конвейеров ещё на стадии проекта. Пытаясь минимизировать стоимость покупки, они вносят поправки в проект, который им предлагает компания производитель, отказываются от предложенных комплектующих и ставят более дешёвые аналоги или же вовсе приобретают продукцию, пролоббированую коррупционными схемами. В результате эти аналоги выходят из строя значительно быстрее, по сравнению с рекомендованными комплектующими, работа конвейера не сбалансирована, а иногда под угрозу ставится и общая безопасность работы конвейерного транспорта. Это накладывает, пожалуй, самый большой отпечаток на срок службы конвейера. Также «наплевательское» отношение к плановым ТО конвейера значительно сокращает эксплуатационный срок службы оборудования. зачастую обслуживающий персонал безответственно относится к возложенным на него обязанностям и не осуществляет своевременного осмотра технического состояния оборудования, не ведет или «от фонаря» заполняет инспекционные журналы. Например, если вовремя не доложить смазку в подшипниковый узел барабана, срок службы сокращается в разы, и от заявленных производителем 10 лет эксплуатации может остаться 3-5 лет, отсутствие контроля за состоянием роликов может привести к повреждениям дорогостоящей ленты, не анализируя журнал замены роликов, некоторые потребители вынуждены каждый год приобретать до 70% новых, не задумываясь, что в прошлом году они уже это делали, и вышедшие из строя ролики ещё находились на гарантии. Конвейерный транспорт — это самый дешёвый вид транспортировки грузов, он зачастую значительно выгоднее дорогостоящих самосвалов и железной дороги, более ремонтопригоден, экологичен, его обслуживание обходится значительно дешевле, но так же как и автомобили, конвейер требует регулярного планового ухода за собой, а об этом многие не задумываются, в результате затрачивая значительные ресурсы для поддержания работоспособного состояния».
Это накладывает, пожалуй, самый большой отпечаток на срок службы конвейера. Также «наплевательское» отношение к плановым ТО конвейера значительно сокращает эксплуатационный срок службы оборудования. зачастую обслуживающий персонал безответственно относится к возложенным на него обязанностям и не осуществляет своевременного осмотра технического состояния оборудования, не ведет или «от фонаря» заполняет инспекционные журналы. Например, если вовремя не доложить смазку в подшипниковый узел барабана, срок службы сокращается в разы, и от заявленных производителем 10 лет эксплуатации может остаться 3-5 лет, отсутствие контроля за состоянием роликов может привести к повреждениям дорогостоящей ленты, не анализируя журнал замены роликов, некоторые потребители вынуждены каждый год приобретать до 70% новых, не задумываясь, что в прошлом году они уже это делали, и вышедшие из строя ролики ещё находились на гарантии. Конвейерный транспорт — это самый дешёвый вид транспортировки грузов, он зачастую значительно выгоднее дорогостоящих самосвалов и железной дороги, более ремонтопригоден, экологичен, его обслуживание обходится значительно дешевле, но так же как и автомобили, конвейер требует регулярного планового ухода за собой, а об этом многие не задумываются, в результате затрачивая значительные ресурсы для поддержания работоспособного состояния».
Владимир Пухальский, глава представительства компании «TTS (Transportation Technology Systems)» в РФ:
«Я думаю, что и за рубежом, и в России можно встретить примеры качественного и некачественного производства конвейеров. Иногда конвейер, будь то отечественный или иностранный, начинает давать сбои из-за того, что задание на производство не учитывало все условия его будущей эксплуатации.
Но, в целом, ситуация с достоинствами и недостатками конвейеров российского и иностранного производства сродни ситуации с автопромом. И достоинства те же — отечественный конвейер можно купить в России и за рубли, и недостатки те же — невысокая надёжность, низкое качество комплектующих, что явственно заметно при тяжёлых условиях эксплуатации. Следовательно, и обслуживание конвейера должно быть направлено на его защиту в большей мере от выхода из строя. Способы и методы практически всем известны. а вот правило одно — это чёткое и своевременное следование этим способам и методам. Однако на практике часто встречаются случаи, когда к конвейеру подходят только тогда, когда он остановился. на мой взгляд, низкая техническая культура связана с все более ухудшающейся ситуацией по подготовке среднего технического персонала в стране».
Однако на практике часто встречаются случаи, когда к конвейеру подходят только тогда, когда он остановился. на мой взгляд, низкая техническая культура связана с все более ухудшающейся ситуацией по подготовке среднего технического персонала в стране».
Михаил Савочкин, директор ООО «Золотопромснаб»:
«Наверняка многие заказчики, имеющие шахты, разрезы, карьеры, хотели бы обладать новыми конвейерами с неимоверным сроком эксплуатации. Но зачастую работники заказчика нового вожделенного конвейера очень слабо представляют себе, в каком уходе он нуждается и что в нём необходимо регулярно проверять. В итоге такая безграмотность значительно сокращает время эксплуатации конвейера, приводит к необязательным поломкам и соответствующим затратам на их устранение. А ведь грамотный подход позволяет продлить срок службы оборудования практически в два раза! Именно «наплевательское» отношение, казалось бы, не к своему оборудованию, ставит крест на качественном конвейере.
В случаях же, если предприятие заинтересовано в продлении службы своего оборудования, достаточно следовать нашим советам, которых будет немного.
— допускать к эксплуатации оборудования только квалифицированный аттестованный поставщиком персонал;
— использовать запасные части и РТИ только заявленные производителем техники в паспорте используемого оборудования;
— закупку вести только у поставщиков, рекомендуемых производителем оборудования;
— забыть о стремлении заменить что-либо из узлов и компонентов на более дешёвое, неизвестного происхождения;
— целесообразно заранее планировать приобретение расходных материалов и ЗИП для ответственных узлов.
При условии нахождения техники на сервисном и гарантийном обслуживании у поставщика у потребителя нет необходимости в самостоятельном поиске альтернативы оригинальным запасным частям, применение которых приведёт к снятию гарантийных обязательств продавцом. В то же время всем известна мастеровитость и смекалка русского человека, для которого нет ничего невозможного в критической ситуации. Но в сочетании с прессингом закупочных служб по поводу постоянной экономии данные действия мало того что приведут технику к выходу из строя, но и вынудят предприятия организовывать повторно закупки запасных частей нужного производителя. Кроме этого, придётся приобретать дополнительные комплектующие, вышедшие из строя по принципу «домино», что с учётом суммарных итогов ставит под большой вопрос эффективность подобного рода экономии и уровень квалификации ответственных специалистов».
Конвейер — это… Что такое Конвейер?
Ленточный конвейер
Конвейер (от англ. convey — передавать) — машина непрерывного транспорта[1], предназначенная для перемещения сыпучих, кусковых или штучных грузов.
Характеристика
Важной характеристикой работы конвейера является её непрерывность. Это верно и когда конвейером называют средство для транспортировки грузов на небольшие расстояния, и когда конвейер — система поточного производства на базе двигающегося объекта для сборки. Эта система превратила процесс сборки сложных изделий, ранее требующий высокой квалификации от сборщика, в рутинный, монотонный, низкоквалифицированный труд, значительно повысив его производительность. Расстановка рабочих или автоматов на линии конвейерной сборки осуществляется с учётом технологии и последовательности сборки или обработки деталей, чтобы добиться эффективного разделения труда.
История
Конвейер как механизм не является новейшим изобретением, в прошлом конвейеры использовались людьми.
- Древний Египет и Месопотамия: многоковшовые и винтовые непрерывные водоподъемные устройства — нории.[2]
- Древний Китай и Индия: цепные насосы для непрерывной подачи воды в оросительные системы.
- XVI—XVII века: первые попытки применения скребковых и винтовых конвейеров (напр. в мукомольном производстве).
- Конец XVIII века: систематическое использование конвейера для перемещения лёгких сыпучих материалов на небольшие расстояния.
- 1930-е годы: применение для тех же целей конвейеров с лентами из прочной ткани.
- 2-я половина XIX века: промышленное использование конвейеров для доставки тяжёлых массовых и штучных грузов.
- 1868 год, Великобритания: конвейер с тканевыми прорезиненными лентами.
- 1870 год, Россия: пластинчатый (стационарный или передвижной) конвейер.
- 1882 год, США: первое использование в поточно-массовом производстве.
- 1887 год, США: винтовой конвейер со спиральными винтами для крупнокусковых материалов.
- 1890 год, США: напольный литейный конвейер.
- 1894 год, Великобритания: подвесной конвейер.
- 1896 год, США: ковшовый конвейер с шарнирно закрепленными ковшами для доставки грузов по сложным трассам.
- 1905 год, Швеция: ленточный конвейер со стальными лентами.
- 1906 год, Великобритания, Германия: инерционный конвейер.
- 1908 год, США: Генри Форд создал успешное поточное производство на основе конвейера, что было знаковым событием для промышленной революции.
- 1912—14 годы, США: специальные сборочные конвейеры.
Классификация
Машиносборочная линия.
В зависимости от направления перемещения объектов конвейеры делят на:
- горизонтальные
- вертикальные
- наклонные.
В зависимости от типа груза:
- насыпные
- штучные.
В зависимости от выполняемых функций:
- транспортировочные
- сборочные
- сортировочные.
В зависимости от размещения самого конвейера или деталей:
- напольные
- подвесные.
В зависимости от тягового органа:
- ленточные
- цепные
- канатные
- без тягового органа:
- гравитационные
- инерционные
- винтовые.
В зависимости от грузонесущей конструкции (с тяговым органом):
- ленточный
- гладкий
- профилированный
- карманый
- пластинчатый,
- люлечный,
- скребковый,
- ковшовый.
В зависимости от расположения рабочего места работника:
- рабочий (рабочее место работника находится на конвейере — движется вместе с конвейером),
- распределительный (фиксированное место работы работника).
Типы
Наиболее распространены следующие виды конвейеров:
- состоит из жёлоба и расположенного в нём архимедова винта; применяется для сыпучих веществ.
- Канатный конвейер
- Качающийся конвейер
- применяется для мелких объектов, катящихся или скользящих по наклонной качающейся поверхности.
- Ковшовый конвейер
- грузонесущим органом конвейера являются ковши, ось подвеса которых проходит по средней точке, что позволяет им качаться; для транспортировки сыпучих материалов (угля, щебня, шлака, клинкера) ковши устанавливаются с перекрытием без зазоров, в отличие от механизмов для перегрузки самотёком, по типу нории.
- состоит из кольцевой ленты, натяжного и приводного барабанов и опорных роликов; применяется обычно для транспортировки сыпучих веществ, возможны модификации (трубчатый[3], z-образный, поворотный на 90 и 180 градусов), связанные с деформацией ленты.
- Конвейер с модульной лентой
- состоит из пластиковой (полиуретан, полипропилен, полиацетал) ленты, натяжного и приводного узла со звездочками; применяется для транспортировки сыпучих веществ, штучных грузов, открытых продуктов. Конвейеры с модульной лентой могут иметь различную трассу движения: поворотную, зигзагообразную, спиральную.
- грузонесущим органом конвейера являются пластины;
- цепной пластинчатый конвейер
- состоит из двух параллельных цепей, соединённых между собой пластинами.
- специальные пластиковые или нержавеющие цепи
- конвейер, тяга которого обеспечивается потоком воздуха
- состоит из трубки и перемещаемых по ней закрытых контейнеров, плотно прилегающих к стенкам;
- сыпучий материал перемещается в потоке воздуха как взвесь (аэрожёлоб).
- Подвесной конвейер
- отличаются тем, что перемещаемые тела не лежат, а висят на грузонесущих креплениях и сами механизмы конвейера также подвешены.
- Роликовый конвейер
- состоит из закреплённых на каркасе роликов, отдельные ролики могут приводиться в движение, или весь каркас расположен с наклоном, как в случае с гравитационным роликовым конвейером; применяется для крупных твёрдых объектов.
- состоит из жёлоба и перемещающих по нему сыпучий материал скребков, крепящихся обычно на кольцевой цепи; разгрузка может осуществляться как в конце конвейера, так и через отверстия в желобе.
- Спиральный конвейер (гибкий)
- состоит из жёлоба и расположенной в нём спирали; применяется для сыпучих веществ, большая производительность, по сравнению с винтовым конвейером.
- состоит из жёлоба и (проволочного, кольцевого) каната, на котором закреплены металлические диски, движущие неабразивный материал (например каменный уголь) внутри жёлоба.
- применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
- Шагающий конвейер[4] (шаговый конвейер)
- применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
Порядок выбора
В зависимости от вида груза применяют следующие разновидности конвейеров:
- Крупно- и среднекусковые грузы — пластинчатый, ленточный
- Мелкокусковые грузы — ленточный, элеватор, скребковый, ковшовый
- Сыпучие грузы — шнековый транспортер, элеватор, скребковый.
Интересные факты
Одной из крупнейших сортировочных линий штучных грузов, является «Worldport» (370000 м², 19000 лент, 150 км).
См. также
Примечания
Конвейерные системы для комплектации заказов
Высокое качество механических компонентов, оригинальная система управления собственной разработки, собственное программное обеспечение — все это позволяет нам предлагать клиентам высококачественные системы для комплектации заказов с мировым уровнем качества и конкурентными ценами.
При установке автоматизированных систем производительность комплектовщика достигает 180-200 строк в час, а с использованием системы Pick to Light или мобильных терминалов — до 250 строк в час и более.
Принцип работы
Системы строятся как комбинация конвейерного, гравитационного и полочного стеллажного оборудования.
Линия комплектации заказов, как правило, состоит из следующих компонентов:
1. Конвейер для коробок.
По конвейеру перемещается комплектовочная тара для заказов — картонные коробки или пластиковые ящики (оборотная складская или транспортная тара). Современные конвейеры позволяют перемещать грузы со скоростью 1-2 м/с.
Применяются конвейеры двух видов: роликовые и ленточные. Для перестановки комплектовочной тары между ветками используются передаточные элементы (стрелки).
2. Гравитационные стеллажи.
Гравитационные стеллажи существенно увеличивают производительность комплектовщика. Поэтому их использование особенно выгодно для комплектации быстрооборотных товаров. Для товаров со средней и низкой скоростью оборота чаще применяются полочные стеллажи.
3. Система управления конвейером.
Высокопроизводительная система управления конвейером WCS, связанная с WMS склада, обеспечивает высокоэффективную работу конвейера при больших объемах заказов. Собственная система управления «ФАБС Логистик» разработана на базе новейших компонентов и позволяет добиться максимальных показателей производительности и надежности.
4. Информационные системы.
Pick to Light — современная информационная технология, которая увеличивает производительность работы комплектовщика. Представляет собой информационные табло, установленные на каждом складском месте, которые позволяют собирать заказы без бумажного листа комплектации.
Мобильные терминалы — инновационное решение «ФАБС Логистик», позволяющее получить мощный синергетический эффект от использования конвейера, гравитационных стеллажей и безбумажной системы комплектации на базе различных информационных систем.
5. Интегрированные машины.
Весы для контроля, обвязочные машины, заклейщики коробов, формирователи коробов и т.д. — все эти машины позволяют добиться высокой производительности всей линии комплектации заказов в целом.
Немного о ленточных конвейерах
Из чего состоит ленточный конвейер:
Обычно ленточные конвейеры имеют: тяговый элемент 7 (рис.1) в виде бесконечной ленты (являющейся и несущим элементом конвейера), привод 13, приводящий в движение барабан 14, натяжное устройство 2 с барабаном 3, груз 1, роликовые опоры 6 на рабочей ветви ленты и 5 на холостой ветви ленты, отклоняющий барабан 8, загрузочное устройство 4 и разгрузочные устройства 9 и 10, разгрузочный желоб 11 и устройство 12 для очистки ленты. Все элементы конвейера смонтированы на раме.
Рис.1 Схема стационарного наклонно-горизонтального конвейера.
Ленточные конвейеры с резинотканевой лентой
1.1.1 Описание наиболее распространенных видов лент
Наиболее широко распространены резинотканевые ленты (рис. 2; ГОСТ 20—76),состоящие из резинотканевого послойного тягового каркаса 1 и наружных резиновых обкладок 2, предохраняющих каркас от механических повреждений и от воздействия на него влаги, газов, агрессивных сред. В зависимости от условий эксплуатации и назначения изготовляют ленты общего назначения, морозостойкие, теплостойкие, пищевые и негорючие. В зависимости от типа ленты установлены диапазоны температур окружающей среды.
Рис.2 Резинотканевая и резинотросовая конвейерная ленты
Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др.
1.1.2 Барабаны
В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем меньше напряжение от изгиба ленты и тем больше срок ее службы. При эксплуатации лент установлено, что резинотканевую ленту обычно приходится заменять из-за ее расслаивания, которое происходит от многократных изгибов ленты на барабанах. Барабаны ленточных конвейеров унифицированы. В качестве основной характеристики, используемой при выборе барабанов из установленного ряда типоразмеров, принята нагрузочная способность барабана. Для неприводных барабанов нагрузочная способность определяется как нагрузка от натяжения ветвей ленты, огибающей барабан, а для приводных барабанов, кроме того, следует учесть еще и максимальный передаваемый крутящий момент.
Рис.3 Барабаны: а-приводной; б-хвостовой и откланяющий; в, г- с футеровкой.
1.1.3 Поддерживающие роликоопоры
Чтобы лента под влиянием собственной силы тяжести и веса груза не провисала, на раме конвейера устанавливают поддерживающие роликоопоры. Ролики являются самыми многочисленными элементами конвейеров. Их ежегодно выпускают миллионы штук. От надежной и долговечной работы роликоопор зависят в большой степени надежность и долговечность всей машины, а также потребляемая ею энергия, эксплуатационные затраты и т. п.
Различают: легкого, тяжелого типа; обрезиненные; амортизирующие; дисковые; гирляндные и другие роликоопоры.
1.1.4 Приводы
Назначение привода — обеспечить движение тягового элемента конвейера с грузом. Создание необходимой тяговой силы конвейера обеспечивается силой трения, возникающей между лентой и поверхностью приводного барабана.
Привод (рис.4) состоит из двигателя 1, редуктора 3, барабана 5, а также муфт 2 к 4, соединяющих двигатель с редуктором и редуктор с валом барабана.
Рис.4 Схема привода конвейера . Ленточные конвейеры с различными типами приводов
Ленточные конвейеры могут иметь следующие виды приводов: единичный головной однобарабанный (рис.4, а) или двухбарабанный (рис.4,6), раздельный (на головном и хвостовом барабанах (рис.4, в) и комбинированный — двухбарабанный в головной части и однобарабанный в хвостовой части (рис.4, г). На1 длинных и тяжелонагруженных конвейерах для преодоления местных и линейно распределенных сопротивлений необходимо очень большое натяжение S ленты (рис.4,д), что ведет к увеличению мощности привода и массы движущихся элементов конвейера и требует дальнейшего увеличения натяжения.
1.1.5 Натяжные устройства (Рис. 5)
Эти устройства предназначены для создания необходимого натяжения ленты, обеспечивающего сцепление ее с приводным барабаном без проскальзывания, а также для ограничения провисания ленты между опорами и компенсации вытяжки ленты в процессе эксплуатации. Натяжные устройства подразделяются на устройства, создающие нерегулируемое натяжение в ленте, и устройства, регулирующие натяжение ленты в зависимости от значения крутящего момента на приводном барабане.
Рис.5 Натяжные устройства.
1.1.6 Загрузка конвейеров
Загрузочное устройство должно обеспечить плавную подачу груза на движущуюся ленту, при этом для предупреждения повреждения и изнашивания ленты скорость подачи груза и направление его движения должны быть близки к скорости и направлению движения загружаемой ленты. Конвейер можно загрузить в любой точке его трассы. Однако обычно загрузку производят около хвостового барабана. Насыпные грузы обычно загружают с помощью воронки и лотка, устанавливаемого под воронкой (рис.6). Ширина лотка в начальной части В1 = 0,5В и в конечной части В2= (0,6-0,7) В, где В — ширина конвейерной ленты. После выхода из лотка груз рассыпается по ленте и занимает ширину, примерно равную 0,8В.
При транспортировке грузов (кроме угля) с кусками размером свыше 80 мм загрузочные пункты необходимо оборудовать амортизационными устройствами.
Рис.6 Лоток для сыпучих грузов.
1.1.7 Разгрузка конвейера
Наиболее простым и удобным способом разгрузки конвейеров, не требующим специальных устройств, является сброс груза с концевого барабана, (рис.7, а). Однако в ряде случаев возникает необходимость осуществлять разгрузку в различных точках по длине конвейера. Например, в литейном производстве одним конвейером подают формовочную землю к бункерам нескольких формовочных машин, расположенным вдоль линии конвейера. В этом случае применяют специальные разгрузочные устройства, наиболее простыми из которых являются плужковые разгружатели, т. е. щиты, устанавливаемые на ленте под углом к потоку груза (рис.7,6). При этом груз, двигаясь вдоль щита» сбрасывается с ленты на одну или на обе стороны (рис.7,в). Недостатком плужковых разгружателей, является повышенный износ ленты, поэтому их нецелесообразно применять при больших скоростях движения ленты (свыше 1,6—2,0 м/с) и при транспортировании абразивных и крупнокусковых грузов.
Рис.7 Разгрузка конвейера.
Конвейерные системы
| DAIFUKU
Когда дело доходит до проектирования, производства и установки промышленных конвейеров — ни одна компания не имеет большего опыта, чем Daifuku North America. В 1919 году компания Jervis B. Webb, дочерняя компания Daifuku North America, адаптировала кованый цепной конвейер без заклепок для автомобильной промышленности. Этот единственный продукт произвел революцию в массовом производстве и изменил способ производства автомобилей.
Сегодня мы имеем репутацию поставщика самых прочных и надежных конвейеров для погрузочно-разгрузочной промышленности.Мы работаем с клиентами над созданием инновационных конвейерных систем, отвечающих их уникальным потребностям. Будь то перемещение музыкальных инструментов на место для упаковки или транспортировка мебели через систему отделки, наши конвейеры могут помочь повысить производительность и улучшить вашу прибыль.
Daifuku North America предоставляет широчайший выбор промышленных конвейеров, включая наши знаменитые цепные конвейеры (закрытые гусеницы Unibilt, двутавровая балка Unibeam, power & free и буксирный трос), единицы обработки (обработка багажа, каток, сортировка), платформы (салазки, сковороды). и планка), Электрифицированные монорельсовые системы (EMS) и трение.
Погрузочно-разгрузочный конвейер
Гравитационный конвейер
Гравитационные конвейеры спроектированы и изготовлены Wynright Corporation, дочерней компанией Daifuku North America Holding Company. Стили гравитационных конвейеров включают роликовые, коньковые, желоба, спирали, шариковые транспортеры и направляющую потока. Типичные применения включают транспортировку, накопление и постановку в очередь, буфер, рабочую станцию, изменение направления и высоты.
Высокоскоростной струйный сортировочный транспортер
Сортировщик Daifuku North America с раздвижным башмаком, названный Jet Surfing Sorter ® , представляет собой высокоскоростную автоматизированную систему сортировки для направления и сортировки предметов среднего размера, сумок и картонных коробок. Работает со скоростью до 165 м / мин. (541 фут / мин).Сортировщик Jet Surfing Sorter компании Daifuku North America может обрабатывать до 13 500 штук в час при длине загрузки 450 мм (17,7 дюйма). Башмаки с двусторонним движением позволяют выгружать предметы по обе стороны сортировщика, повышая эффективность использования пространства и обеспечивая большую гибкость конструкции. Грузы отслеживаются на сортировщике с помощью отслеживания в импульсном режиме, а затем отводятся с помощью механических или магнитных приводов. В нашем сортировщике Jet Surfing Sorter для ввода используются высокоскоростной конвейер слияния, сортировочные башмаки для распределения грузов и различные конвейеры с сортировочными полосами для максимальной эффективности сортировки.Этот продукт можно установить на полу или антресолях — чтобы сэкономить место на полу для работы. Серфинговые сортировщики рекомендуются для сортировки ящиков и лотков в распределительных центрах, сортировки внутри конвейерной системы на другие конвейеры или устройства хранения, сортировки до дверей дока и простой или сложной сортировки в автоматизированной системе.
Клиновой конвейер
Конвейеры с клиновыми ремнями производятся и проектируются корпорацией Wynright. Линия конвейеров с клиновыми ремнями содержит уникальные модульные компоненты, которые удовлетворяют множеству системных требований.Типичные применения включают изменение направления, слияние, отклонение, выравнивание продукта и смещения соединений.
Ленточный конвейер
Ленточные конвейеры спроектированы и изготовлены Wynright Corporation. Ленточные конвейеры Slider Bed и Roller Bed — это универсальные многоцелевые конвейеры, которые идеально подходят для наклонных и наклонных работ, сортировки и тормозов.Конвейеры с скользящей опорой скользят над стальной рамой, а конвейеры с роликовой опорой перемещаются над несущими роликами.
Роликовый конвейер с приводом
Роликовые конвейеры с приводом разработаны и изготовлены Wynright Corporation. Используя настраиваемый датчик фотодатчика, который может быть установлен сбоку или снизу, накопительный конвейер Photoeye обеспечивает минимальное накопление давления.Конвейер накопления Photoeye без ограничений по минимальному весу картонных коробок идеально подходит для работы с пустыми картонными коробками. Роликовый конвейер с приводным роликом имеет четыре основных метода работы: заполнение единичных пробок, высвобождение единичных пробок, заполнение полуборок и высвобождение пробок.
Транспортеры, предназначенные только для транспортировки, в которых используются подъемники привода пневматической камеры для поддержания контакта ленты с несущими роликами, являются транспортными воздушными конвейерами (TA). Конвейеры TA, а также приводные роликовые конвейеры с регулируемым давлением оснащены встроенными ручными и пневматическими ограничителями корпуса, а также высокоскоростными подшипниками и токопроводящим уретановым изолятором оси, снижающим шум и трение.
AutoRoll + Конвейер MDR
AutoRoll + TM Конвейеры MDR разработаны и произведены Wynright Corporation. AutoRoll + TM (AR +) Моторизованный роликовый конвейер имеет зоны работы по требованию. Поскольку он работает только тогда, когда это необходимо для продвижения продукта, потребление энергии и общий уровень шума снижаются, а срок службы конвейера увеличивается.Он тихий, безопасный, практически не требует обслуживания и обеспечивает высокую скорость и бесконтактное накопление нулевого давления.
AutoRoll + TM использует сетевые технологии через соединение Ethernet. Использование подключений Ethernet дает несколько преимуществ, включая упрощенную установку, большую гибкость в отношении управления конвейером, расширенную диагностику и удаленный обзор всей системы.
Выравнивающий конвейер, уклоны, спуски, повороты и развороты могут накапливать продукт без ударов, сближения, перекоса или заклинивания.Смешанные продукты, такие как корзины, поддоны и картонные коробки, могут обрабатываться одновременно, даже при очень большой разнице веса между продуктами.
AutoRoll + имеет чрезвычайно тихий уровень шума, одобренный OSHA. Поскольку AutoRoll + запускается по запросу, звук не воспроизводится, когда зоны находятся в режиме накопления или когда нет продукта.
К началу
Системы углеродных растений
Системы алюминиевого завода
Через дочернюю компанию Daifuku Group, Джервис Б.Компания Webb и компания-партнер Custom Automation Australia Pty Ltd, Daifuku North America имеет более чем 50-летний опыт предоставления решений «под ключ» для установок по производству алюминия и угля. Решения включают в себя продукты и услуги — от технологического оборудования, систем обработки алюминия и интегрированных средств управления до послепродажного обслуживания и ремонта — для цеха по производству пасты, печи для выпечки и цеха по производству стержней. Имея персонал по всему миру и самые передовые технологии на рынке, мы являемся ведущим поставщиком таких компаний, как Alcoa, BHP Billiton, Norsk Hydro и Rio Tinto.
Вернуться к началу
Система привода трения (FDS)
Подвесной конвейер с фрикционным приводом
В отличие от традиционных конвейеров, использующих цепи, в конвейере с фрикционным приводом FDS ® используется ведущее колесо, которое контактирует с грузовой балкой для перемещения грузов на носителе.Наши конвейеры с фрикционным приводом тише, чище и экономичнее цепных конвейеров. Подвесной фрикционный конвейер Daifuku North America увеличивает гибкость и исключает необходимость использования пола.
Подвесной фрикционный конвейер монтируется на подвесной стальной конструкции, подвешенной к зданию, чтобы исключить использование пола. Позволяет рабочим обходить продукт и работать под агрегатом.
Наша система фрикционного привода более экономична, гибка и проста в обслуживании, чем традиционные цепные конвейеры.В нем используется меньше деталей, которые легче заменить. Он также может перемещаться по склонам и спускам.
Конвейер с обратным фрикционным приводом
Обратное трение Daifuku North America простое в обслуживании и устанавливается на пол. Конвейер с обратным трением исключает необходимость в опоре и использовании пространства.Это также позволяет рабочим работать сбоку и сверху агрегата.
Наша система фрикционного привода тише и чище, чем традиционные цепные конвейеры, которые необходимо смазывать чаще. Он также может путешествовать по склонам и спускам.
К началу
Электрифицированная монорельсовая дорога (EMS)
Накладной Ramrun
Подвесной конвейер Ramrun ® установлен на подвесной стальной конструкции, подвешенной к зданию, чтобы исключить использование пола.Позволяет рабочим обходить продукт и работать под агрегатом. Преимущества включают в себя отсутствие цепи, масла, бесшумность, максимальную скорость 120 м / мин, точность остановки = / — 1 мм и работу с массой от 10 до 3000 кг.
Перевернутый Ramrun
Перевернутый Ramrun ® — это конвейер, установленный на полу, что исключает необходимость в опоре и использовании пространства.Это также позволяет рабочим работать сбоку и сверху агрегата.
Плоский дисплей
Для работы с хрупкими (0,7 мм) и гибкими стеклянными подложками требуются глубокие знания, особенно по мере того, как размер экрана FPD продолжает увеличиваться, требуя соответствующего увеличения размера стеклянной подложки (размер 8-го поколения составляет 2200 x 2500 мм).Компания Daifuku возглавила разработку этой новой технологии транспортировки и хранения.
При производстве плоских дисплеев размер подложки продолжает увеличиваться по мере увеличения размера экрана конечного пользователя. Начиная с поколения 1, Daifuku удовлетворяет потребности отрасли в надежных системах транспортировки и обработки этих очень хрупких материалов. Как и в случае с другими нашими системами, наша цель — не просто транспортировать и хранить, а, скорее, помочь найти оптимальное решение для производства.
CLW-250
Надземная транспортная система CLEANWAY CLW-250, разработанная для безопасной и эффективной транспортировки 200-миллиметровых пластин, поддерживает высокопроизводительные операции с помощью замкнутой системы.
CLW-07/0711
Системы подвесного транспорта CLEANWAY CLW-07 и 07II обеспечивают максимальную гибкость, комбинируя транспортировку внутри и между отсеками в одной системе.
Благодаря возможности непрерывного слияния и расхождения, CLW-07 и 07II поддерживают унифицированную модель производства с прямой доставкой, сокращая объем незавершенного производства для систем диаметром 200 и 300 мм.
CLL-40/50 Подъемник
CLEAN LIFTER CLL-40 или 50 представляет собой универсальное решение для транспортировки материала между этажами.Его компактная площадь требует минимальной площади, а короткое время цикла поддерживает высокопроизводительные операции.
CLL-40/50 может напрямую взаимодействовать со складами или транспортными системами для полной автоматизации. Противопожарные панели и противопожарные двери соответствуют всем применимым классам пожарной безопасности чистых помещений.
К началу
Конвейер платформы
Конвейер для сковороды
Конвейер монтируется на полу или в приямке, в основном используется в производственных помещениях, позволяя людям и продукту перемещаться по непрерывной цепочке платформ, поскольку конвейер плавно движется вниз по сборочной линии.Эти «сковороды», которые иногда называют платформенным конвейером, расположены в положительном контакте, накапливаются, создавая эффект движущегося пола.
Этот тип конвейерной системы обеспечивает синергию между людьми, процессами и технологиями. Эргономичный дизайн помогает снизить утомляемость и повысить качество производства, позволяя регулировать высоту транспортного средства в процессе сборки.
Конвейеры
Skillet предлагают передовые альтернативы конвейерам, но при этом остаются надежными, гибкими и экономичными.Они хорошо интегрируются с другими системами обработки материалов, автоматизацией сборки и манипуляторами, такими как ножничные подъемники и вращатели.
Подвесной конвейер
Конвейеры на салазках — это простой и легкий в установке способ транспортировки материалов, который является одновременно тихим и надежным. Напольные конвейеры представляют собой систему модульной конструкции, которая использует стандартные компоненты и предлагает множество вариантов для удовлетворения ваших требований.Двухпутная конструкция обеспечивает стабильную работу с грузами, позволяет накапливать груз в линию и отличается модульной конструкцией для легкой установки.
Мы предлагаем традиционные стальные цепные приводы или ременные приводы из вулканизированного стального корда для наших систем скольжения. Если стальная цепь не требуется, наша система ременного привода представляет собой более тихую альтернативу приводу с меньшими затратами на техническое обслуживание.
Система как с цепным, так и с ременным приводом может использоваться в производственных и накопительных буферных приложениях.
Пластинчатый конвейер
Планчатый конвейер Daifuku North America — это подвижный рабочий стол, который идеально подходит для работы с тяжелыми предметами или предметами сложной формы, а также предметами различных размеров. Рейки (столы), сделанные из дерева или металла, переносятся на двух нитях конвейера с роликовой цепью.
Рейки можно настроить в соответствии с вашими потребностями, в том числе оборудовать планками для уклонов и перфорированными для дренажа.Пластинчатые конвейеры могут быть установлены с движущейся поверхностью вдоль пола или выше, образуя сборочный стенд. Пластинчатые конвейеры часто используются для сборки или транспортировки деталей.
К началу
Системы обработки сыпучих материалов
Конвейеры
Daifuku North America разрабатывает и производит самые прочные и надежные конвейеры в индустрии обработки сыпучих материалов.На протяжении десятилетий Daifuku North America играла важную роль в индустрии погрузочно-разгрузочных работ, включая разработку, производство и установку самых прочных ленточных конвейеров и опорных конструкций, а также интеграцию с другими ведущими отраслевыми технологиями.
Погрузочно-разгрузочные конвейеры Daifuku в Северной Америке известны во всей отрасли своей прочностью и надежностью. Мы специализируемся на разработке и производстве ленточных конвейеров, которые работают в экстремальных условиях и перемещают сложные грузы, например, на электростанциях.Мы успешно установили несколько конвейерных систем, которые перемещают лигнит, который без предупреждения может превращаться из сухого и порошкообразного в влажный и липкий. Наши конвейеры рассчитаны на долгие годы безотказной службы и поддерживаются сплоченной командой профессионалов. Наши квалифицированные инженеры могут спроектировать экономичную конвейерную систему, которая может буквально двигать горы.
К началу
Конвейеры — Conveyor22 — Of Sweden
Конвейеры запатентованы и разработаны Conveyor 22.Электрические фрикционные питатели — это самые компактные, чистые и не требующие обслуживания линейные конвейеры на рынке. Конвейер поставляется в виде укомплектованного блока, включая блок управления, ручное управление и крепежные болты для крепления транспортера, блок управления и подающий лоток.
Компактный размер Компактный размер конвейеров делает их уникальными в мире.Их можно легко встроить в штамповочные прессы и установить на различное производственное оборудование.
Низкое трение Электрический конвейер работает очень тихо, всего 60 дБ (A). Благодаря электрическому питанию и низкому внутреннему трению, электрический транспортер конвейера 22 потребляет только 5% энергии, которую использует пневматический транспортер.
Регулировка скорости Механическая регулировка скорости позволяет легко настроить податчик для различных нужд. Сделайте акцент на силе или скорости, в зависимости от того, что нужно переместить, организовать, отсортировать или отделить.
Датчик движения Встроенные датчики движения контролируют производство и обеспечивают 100-процентную производительность, исключают дорогостоящие простои.
Механизм на шарикоподшипниках Механизм на шарикоподшипниках транспортера работает в масляной ванне и полностью герметичен.Есть только одна подвижная внешняя часть.
Удобная установка Транспортер очень легко и быстро установить с помощью всего четырех болтов. Лоток подачи монтируется сверху с помощью прилагаемых креплений.
Промышленные конвейерные системы | Производители качественных конвейеров и запчастей
Multi-Conveyor — это производитель оборудования для стандартных пластиковых цепных или пластиковых ленточных конвейеров, а также специализированная конвейерная компания. Несмотря на то, что мы известны своими конвейерными решениями по индивидуальному заказу, наши стандартные конвейеры, вероятно, являются наиболее экономичными системами быстрой доставки на рынке сегодня. Мы специализируемся на разработке продуктов с интеграцией, под ключ, электрическими и сервисными возможностями.Мы являемся лидером в своей отрасли в том, что мы делаем. Это не мнение или споры — просто скромный факт.
У нас есть опыт производства тысяч качественных конвейерных систем и промышленных конвейерных систем. Их ценность доказана во многих отраслях , включая автомобилестроение, производство напитков / разливов в бутылки, молочную промышленность, продукты питания, товары для дома, средства личной гигиены, фармацевтику / нутрицевтики, промышленность и другие.
Multi-Conveyor отлично подходит для конвейерных систем из нержавеющей стали, соответствующих санитарным требованиям, системам мойки, пищевых продуктов и соответствующих агентствам.Многие из них разработаны специально для работы с системами обнаружения металлов, замороженными или выпеченными продуктами, а также сырыми или упакованными товарами.
Мы создаем машины, которые будут перемещать, вращать, поднимать, захватывать, накапливать, переворачивать, индексировать, выравнивать, объединять, отклонять, сортировать и многое другое. Наши инженеры, дизайнеры и технические специалисты предлагают концепции и решения, позволяющие добиться результатов и повысить эффективность, от самых современных средств управления до сертифицированных UL панелей и программирования ПЛК. Фактически, вполне вероятно, что мы уже разработали, спроектировали и построили конвейер или устройство, подобное тому, которое вам нужно для того проекта, над которым вы сейчас работаете… или, чертовски близко.
Как производитель конвейеров, мы предоставляем полный спектр услуг, от проектирования до установки, включая помощь при запуске, при сохранении сроков и запросов на поставку. Для руководителей предприятий это означает «проблемы, решаемые с первого раза». От комплексных систем до проектов под ключ — у нас есть ответы.
Цель проста и понятна: ваше лучшее, переданное лучше.
Звоните сегодня. Давайте поговорим о вашем следующем проекте: 1-800-236-7960
Или отправьте запрос сейчас!
«Горечь низкого качества сохраняется еще долго после того, как забыта сладость низкой цены.”~ Бенджамин Франклин
ООО «КонвейорТехнологии»
ЕГО
ВСЕ О НАШИХ КЛИЕНТАХ
Conveyor Technologies Ltd. модульно-интегрированная линия
Низкопрофильные конвейеры включают плоские ленточные конвейеры, L.E.D. Back Lit
Инспекционные конвейеры, Конвейеры с перегородками, Регулируемые
Формовочные конвейеры, Вакуумные конвейеры, Магнитные конвейеры, Высокая скорость
конвейеры, синхронные конвейеры, прецизионные индексирующие конвейеры, Dual Track
Круглые ленточные конвейеры и конвейеры с проволочной сеткой из нержавеющей стали, обеспечивающие
самый широкий выбор среди низкопрофильных конвейеров.
Conveyor Technologies Ltd. значительно превосходит
конкуренция, когда стоимость владения, надежность и производительность являются ключевыми
соображения.Новый Двухлетняя гарантия
с неограниченным количеством часов (без пояса) демонстрирует нашу приверженность предоставлению
наши клиенты с The Ultimate In Low
Конвейеры профильные. Гарантия на этот конвейер превосходит наиболее конкурентные.
ед., а не исключает подшипники . Увидеть
каких функций и преимуществ вам может не хватать, мы предлагаем ознакомиться с нашими
Форма оценки конвейера. Эти формы обеспечивают практическое и честное
подход к оценке производительности и стоимости.
Хотя высота поперечного сечения наших конвейеров всего на 0,36 больше, чем у наших конкурентов, диаметр нашего шкива на 50% больше. Это дает нам возможность
предложить более разнообразный выбор ремней в соответствии с вашими требованиями. Ремень
Срок службы шипа и подшипника также значительно увеличен за счет отказа от шкивов меньшего размера.
используется соревнованием.
Все больше клиентов обращаются к Conveyor
Technologies Ltd. за их конвейерные решения и повышение их надежности
и снизить их стоимость владения.
Свяжитесь с нами
- Телефон
- 513-248-0663
- ФАКС
- 513-248-0685
- Почтовый адрес
- 501 TechneCenter Dr., Suite B, Milford, OH 45150-2772
- Электронная почта
- Общая информация: Info @ ConveyorTechLtd.com
Продажи: [email protected]
Служба поддержки клиентов: [email protected]
Веб-мастер:
[email protected]
Домашняя страница
«Настоящим удостоверяется, что Conveyor Logistics Ltd., 57, Kemal Ataturk Avenue, Banani Commercial Area, Banana Bazar, Dhaka-1213, Бангладеш, была нанята Китайской национальной корпорацией водных ресурсов и гидроэнергетики (CWHEC) в качестве компании C&F and Transportation Агент в Бангладеш по таможенному оформлению и транспортировке материалов и оборудования для проекта строительства электростанции комбинированного цикла Мегнагат для Совета по развитию энергетики Бангладеш, четвертого проекта водоснабжения Дакки (контракт 6), реализуемого в Сайдабаде, Дакка, Бангладеш, для Дакка WASA и проект строительства моста Пакси для дорог и автомагистралей Министерства связи.«
Шен Да Чжоу, Китай
«Это означает, что мы, Intelligent Card Limited, пользуемся услугами таможенного брокера Conveyor Logistics Ltd для Монгла, Читтагонга и Бенаполе, включая аэропорт Дакки. Conveyor Logistics Ltd. обрабатывает значительный объем грузов в качестве нашего надежного и утвержденного поставщика.Мы были бы рады продолжить наше сотрудничество и сотрудничество с Conveyor Logistics Ltd. для внутреннего порта Пангао, если они получат «Таможенную лицензию» для внутреннего порта Пангао в Дакке ».
Мухаммад Голам Азам, Бангладеш
«Это означает, что мы, TSK ELEC y ELEC, S.A.e, INE INT, A.B. UTE LEY 18-1982 пользуется услугами таможенного брокера Conveyor Logistics Ud в портах Монгла, Читтагонг и Бенаполе, включая аэропорт Дакки. Conveyor Logistics Ltd. успешно обрабатывает значительные объемы грузов в качестве нашего проверенного и утвержденного поставщика. Мы были бы счастливы продолжить наш бизнес и сотрудничество с Conveyor Logistics Ltd., если «Таможенная лицензия» для порта Пангао на внутренней территории в Дакке будет выдана их благосклонность по мере необходимости ».
Сантьяго Паласиос
Введение в конвейеры
ВВЕДЕНИЕ В КОНВЕЙЕРЫ
ИНДЕКС
Нападающий
Раздел первый: гравитационные конвейеры
Раздел второй: приводные ленточные конвейеры
Раздел третий: Роликовые конвейеры с приводом
Раздел четвертый: цепные конвейеры
Раздел пятый: поддерживает
Раздел шестой: Муфты
Раздел седьмой: Принадлежности
Раздел восьмой: Полезные формулы
Раздел девятый: Требуется основная информация
Раздел десятый: Краткая история конвейера
ПЕРЕДНИЙ
Бизнес по производству упаковочных конвейеров существует уже почти сто лет.Упрощенная инженерия по транспортировке материалов состоит из определения, «как продукт следует перемещать из одного места в другое в кратчайшие допустимые сроки, с наименьшими затратами и минимальными ручными усилиями».
Мы надеемся, что эта публикация поможет вам найти наилучшее решение многих проблем, связанных с транспортировкой материалов, с которыми вы можете столкнуться.
Чрезвычайно сложно описать многолетний опыт решения проблем, с которым столкнулись «старожилы» в этой отрасли, нет двух одинаковых решений.Эта публикация просто даст вам представление об использовании множества различных типов доступных конвейеров, и вам придется проанализировать, чтобы определить лучший конвейер для вашего конкретного приложения.
РАЗДЕЛ ПЕРВЫЙ
Плотность
Приложение
Вероятно, ни один другой тип конвейера не применяется для такого количества применений гравитационной обработки материалов, как роликовый и колесный конвейер, эффективно обрабатывающий различные упакованные материалы на расстояниях всего 2 фута.или до 100 футов или более. Любой предмет — от лампочек до цемента в мешках и тяжелых отливок — можно перемещать под действием силы тяжести.
Большинство предметов лучше всего перемещать на роликовом конвейере, однако колесный конвейер может быть заменен там, где требуется переносной гравитационный конвейер, где используются легкие контейнеры (38 фунтов на фут в стали, 18 фунтов на фут в алюминии). должны обрабатываться и там, где должны обрабатываться полужесткие наполненные многослойные бумажные пакеты или тюки. В общем, роликовый конвейер не следует использовать для транспортировки мешков из мешковины с кофейными зернами, бумажных или хлопчатобумажных мешков с рисом, хлопковых мешков с мукой или свежезаполненных бумажных мешков с цементом, поскольку упомянутый тип материала имеет тенденцию опускаться на ролики.
Конвейеры
при правильном применении ограничивают поток материалов, тем самым сохраняя ценные производственные и складские площади. Часто, как в стеллажах для хранения и производственных сборочных линиях, для хранения используются роликовые или колесные конвейеры, обеспечивающие доступность и легкость перемещения для обработки или производства. Поломка или повреждение обычно сводятся к минимуму, когда продукты поддерживаются и ограничиваются во время движения по конвейеру.
Опоры должны иметь некоторую регулировку по высоте и выбираться по высоте, удобной для персонала.
Выбор конвейера
Конвейер
Skatewheel, как правило, обычно используется для обработки контейнеров с гладким дном, дерева, волокна или пластика. Полужесткие мешки с гладким дном или тюки также могут транспортироваться на некоторых колесных конвейерах. В случае сомнений продукт и контейнер следует протестировать на соответствующем колесном конвейере. Такое тестирование может помочь определить подходящую оценку.
Конвейер Skatewheel
не рекомендуется для работы с банками с колокольчиками, ящиками с открытым дном, контейнерами с перегородками или влажными, мягкими, сырыми картонными коробками.Кроме того, не рекомендуется транспортировать гибкие наполненные мешки или предметы, слишком маленькие, чтобы охватить по крайней мере три ряда колес. Картонные коробки с очень тяжелым или мягким дном могут складываться вокруг колес, поэтому их также не рекомендуется использовать на колесных конвейерах.
Из каталога Hytrol вы заметите, что конвейеры с роликовыми колесами доступны различной ширины и с различными типами колес на фут. Выбор колесного конвейера зависит от жесткости, размера и веса транспортируемой упаковки.Чем плотнее рисунок колес, тем больший диапазон картонных коробок можно обрабатывать на таком колесном конвейере.
Роликовый конвейер
также используется для обработки контейнеров с гладким дном, дерева, волокна или пластика, ящиков (без обвязки проволокой), бочек и банок с колокольчиками, бочонков и длинных узких упаковок.
Гравитационные конвейеры используются в качестве выталкивающей линии уровня или нисходящего уклона за счет использования естественной силы тяжести. Использование силы тяжести для перемещения упаковок выбранного класса для перемещения под их собственным весом на роликах или колесах, возможно, является наиболее широко используемым средством транспортировки в промышленности.Транспортируемый вес может варьироваться от нескольких унций до нескольких тонн. Например, в универмагах конвейеры используются для обработки легких ящиков с чулочно-носочными изделиями, а те же конвейеры — для более тяжелых ящиков с посудой и бытовой техникой. Выбор роликов зависит от области применения.
Роликовый конвейер не рекомендуется для транспортировки картонных коробок или пакетов с мягким дном, которые изгибаются и складываются или оборачиваются вокруг верхней несущей части ролика и, таким образом, препятствуют свободному перемещению таких контейнеров.
Требуемая степень снижения будет зависеть от того, являются ли подшипники сухими или заполненными консистентной смазкой, от температуры окружающей среды (на открытом воздухе) и, в некоторых местах, от влажности. Степень снижения также зависит от конкретного приложения. Первый пакет начнет вращение роликов. Второй пакет, если он последует в ближайшее время, выиграет от этой ротации и будет перемещаться немного быстрее, чем первый пакет, а третий пакет даже быстрее. В ходе дневного производства поезда с упаковками могут двигаться очень быстро со степенью снижения, изначально заданной для начала движения посылок из состояния покоя.Имеются тормозные устройства, помогающие контролировать эту ситуацию.
Предлагается несколько элементарных правил выбора роликового конвейера:
- Обрабатываемые упаковки, как правило, должны иметь гладкую твердую нижнюю поверхность.
- Для нормальной транспортировки не менее трех (3) роликов должны постоянно находиться под транспортируемой упаковкой.
- Чтобы выбрать подходящий ролик, разделите вес упаковки на количество роликов, поддерживающих упаковку.Таблицы грузоподъемности в Общем каталоге Hytrol помогут в выборе.
Другими важными областями, которые следует учитывать, являются фактические предметы, которые необходимо транспортировать, а также их размер. В то время как диаграмма грузоподъемности показывает, что пустые масляные бочки емкостью 50 фунтов могут транспортироваться на роликах диаметром 1,9 дюйма x 16 галлонов, мы рекомендуем использовать диаметр 2 дюйма. x 12 Ga. ролики из-за большей толщины стенок при работе со стальным барабаном.
Допуски различных компонентов, из которых состоит роликовый конвейер, могут быть такими, что не обеспечивают идеальной поверхности конвейера.Равномерно загруженные упаковки с некоторой гибкостью распределяют вес приблизительно на каждый ролик, поддерживающий упаковку, тогда как жесткие упаковки могут переносить всю свою нагрузку на меньшее количество роликов. Деревянные или стальные поддоны могут фактически поддерживаться только 50% роликов под ними. Выберите из общего каталога Hytrol ролик, соответствующий требуемой грузоподъемности, с учетом типа обрабатываемого продукта, чтобы в случае, если нагрузка фактически поддерживалась половиной роликов под продуктом.Выбранные ролики действительно выдерживают этот тип нагрузки. Когда длина роликов превышает длину, указанную в каталоге, прогиб оси может быть ограничивающим фактором вместо несущей способности шарика. Роликовые конвейеры для пакетов обычно не считаются прецизионным оборудованием, и прошлый опыт показывает, что верхние части всех роликов конвейера могут быть не на одинаковой высоте. Если в зоне загрузки конвейера может произойти чрезмерный удар, рекомендуется предусмотреть в два раза больше роликов, обычно требуемых для транспортировки упаковки только в этой зоне загрузки.
Номинальная длина ролика определяется максимальной шириной транспортируемого товара. Обычно ролики на два-три дюйма длиннее, чем самый широкий пакет в соответствии со стандартами, перечисленными в общем каталоге Hytrol. Однако в определенных ситуациях с упаковкой допустимо, чтобы упаковка выходила за концы роликов, если ролики установлены в высоком положении в боковых рамах и при условии, что дно упаковки не изгибается и не соприкасается. с боковыми рамками.
Классы
Хотя трудно рекомендовать конкретные марки для различных материалов, транспортируемых на колесных или роликовых конвейерах, мы предлагаем следующие предлагаемые марки, основанные на средних условиях. Фактическая оценка по конкретному требованию должна определяться тестом. Марки, необходимые для роликовых конвейеров, могут различаться, поскольку для легких картонных коробок с мягким дном может потребоваться более высокое качество, чем для тяжелых упаковок с твердым дном.
Уклоны на кривых основаны на длине внешнего рельса, а уклоны на прямых роликовых кривых следует увеличить на 25–50 процентов.
Средняя линия роликового конвейера, обрабатывающая упаковки и оборудование весом от 40 до 45 фунтов с роликами на шарикоподшипниках, требует шага около 1/2 дюйма на линейный фут хода, а для колесного конвейера шаг составляет около 3/8 дюйма на линейный фут хода. путешествовать. Шаг будет увеличиваться или уменьшаться в зависимости от поверхности катания и веса перевозимого груза. Кроме того, использование подшипников скольжения (санитарных) повлияет на шаг конвейера.
Кривые
Изгибы роликового и колесного конвейеров соответствуют прямому конвейеру.Радиусы любой кривой зависят от длины и ширины транспортируемой упаковки. Длина и ширина упаковки также определяют ширину (между рельсами) изгиба, и, как правило, ширина изгиба определяет ширину соседнего соединительного прямого конвейера. Если упаковка исключительно длинная, как для люминесцентных ламп или срезанных цветов, соседний прямой конвейер обычно может быть чрезмерно широким для такой упаковки, что, конечно, создает дорогостоящий конвейер.Дисбаланс такого типа ситуации можно исправить, используя более узкую кривую ширины и смещенные защитные ограждения, что позволяет пачке выступать за ролики на изгибе, но при этом поддерживать прилегающий прямой конвейер на приемлемой ширине и помогает сохранить требуемую цену. конвейер в рамках конкурентных ограничений.
Колесные изгибы из-за наличия нескольких рядов отдельных колес на шарикоподшипниках отлично справляются с транспортировкой прямоугольных упаковок, поскольку отдельные колеса оказывают необходимое дифференциальное действие, чтобы удерживать упаковку в центре при прохождении кривой.Изгибы колес Hytrol доступны в стандартной габаритной ширине для соединения с соседними прямыми участками с изгибом 45 ° и 90 ° в стандартной комплектации.
Hytrol также имеет в наличии конические стальные ролики, которые также обеспечивают необходимое дифференциальное действие для удержания упаковки в центре при движении по кривой.
Прямые роликовые изгибы обычно более подходят для работы с цилиндрическими упаковками, чем с прямоугольными, из-за отсутствия дифференциального действия, необходимого для этого типа роликовых конвейеров.Поскольку упаковка должна перемещаться на большее расстояние рядом с внешней направляющей, упаковка в этом типе изгиба имеет тенденцию соскальзывать к внешней раме.
Двойной ролик (изгибы с центральной рамой на полпути между двумя внешними рамами, разделяющими длину ролика) лучше передает квадратную или прямоугольную упаковку, чем одинарный прямой изгиб ролика, из-за различного действия двух отдельных полос роликов.
Для достижения наилучших результатов гравитационные кривые должны иметь прямолинейные участки гравитационного роликового конвейера на входе и на разгрузочных концах кривой минимальной длины, равной примерно 2/3 длины упаковки.
Кривые силы тяжести не рекомендуются для накопления квадратных или прямоугольных упаковок. Давление в трубопроводе не позволит упаковкам маневрировать по кривым силы тяжести и, как правило, будет прижимать упаковку к внешнему ограждению, тем самым блокируя свободный поток других упаковок.
Шпоры
Гравитационные шпоры роликового или колесного конвейера используются для слияния и расхождения пакетов на главном конвейере или с него. Стандартные углы 30 °, 45 ° и 90 °.Устройство, отклоняющееся на 45 °, обычно не рекомендуется для автоматического отклонения упаковок, но его следует обслуживать вручную. Поворотные колеса следует использовать так, как показано в Общем каталоге Hytrol, где для сужения используются шпоры.
Y-образные и ответвительные переключатели
Эти переключатели с роликовыми роликами обеспечивают простой метод переключения или схождения продуктов с одной линии на другую, как описано в Общем каталоге Hytrol.
Секции ворот
Это навесные секции, которые используются в качестве ворот и доступны для вертикального перемещения секции для обеспечения доступа для персонала, погрузчиков или другого оборудования.Они доступны с пружинами или без них. Пружины помогают поднимать более тяжелые секции ворот. Также доступны горизонтальные секции ворот с шарнирным штифтом на одном конце и опорными роликами на противоположном конце.
Роликовая конструкция
Ролики с тонкими стенками идеально подходят для большинства операций с упаковками, но не должны использоваться для работы с очень тяжелыми упаковками со стальной обвязкой или заполненными стальными барабанами, независимо от указанной мощности роликов.Ролики с тонкими стенками можно легко согнуть, помять или порезать, что ухудшит их пригодность. Более тяжелые ролики, такие как диаметр 2 1/2 дюйма x 11 галлонов, диаметр 2 9/16 дюйма. x 7 Ga. и 3 1/2 «Dia. x 9 Ga. намного лучше подходят для этого последнего применения.
Аксели
Конструкция оси
с пружинной нагрузкой является стандартом Hytrol для:
- Диаметр 1 3/8 дюйма x 18 галлонов. Ролики диаметром 1/4 дюйма Galv. стальные оси
- Диаметр 1,9 дюйма x 16 галлонов. Ролики с шестигранником 7/16 дюйма.стальные оси
- Ролики диаметром 2 дюйма x 12 галлонов с шестигранником 7/16 дюйма. стальные оси
- Диаметр 2 1/2 дюйма x 11 галлонов. Ролики с шестигранником 11/16 дюйма. стальные оси
- 2 ролика диаметром 9/16 дюйма x 7 галлонов с шестигранником 11/16 дюйма. стальные оси
Подпружиненная конструкция, не требующая обжимных колец или шплинтов, позволяет заказчику легко снимать, перемещать или заменять ролики.
Муфты
Кроме колесного конвейера и диаметром 1 3/8 дюйма.роликовые конвейеры, которые имеют соединения стержневого и крюкового типа, все остальные рамы имеют стыковые соединения для соединения секций болтами.
Поддерживает
Стационарные опоры
Hytrol доступны в вариантах для легких, средних и тяжелых условий эксплуатации. Дополнительную информацию см. В общем каталоге Hytrol.
Многоярусные опоры для поддержки многоуровневых конвейерных линий также описаны в Общем каталоге Hytrol.
Потолочные подвески представляют собой окрашенные стальные стержни диаметром 5/8 дюйма с резьбовыми концами.
Штативы полезны при установке временных конвейерных линий с использованием роликового конвейера диаметром 1 3/8 дюйма x 18 галлонов.
Информацию о других типах опор см. В Общем каталоге Hytrol.
Поручни
Обычно требуется, чтобы большинство подвесных конвейеров было снабжено ограждениями с обеих сторон. Кривые, как опция, могут быть также снабжены ограждениями на внешнем рельсе. Информацию о различных типах см. В общем каталоге Hytrol.
Рамки
Некоторые рамы изготовлены из оцинкованной стали, термообработанного алюминия и стали с порошковым покрытием. Наш стандартный цвет — зеленый Hytrol.
Сменные ролики
Время от времени вы будете получать запрос на предложение замены роликов даже для рам, которые могли быть поставлены не Hytrol. Чрезвычайно важно предоставить точную информацию. НЕ УГАДАЙТЕ.
- Определите диаметр ролика и толщину.
- Проверить размер оси; т.е. диаметр 1/4 дюйма, шестигранник 7/16 дюйма, шестигранник 11/16 дюйма и т. д. на диаметре 1 3/8 дюйма. Ролики диаметром 18 галлонов, Hytrol поставляет оси с подпружиненной стальной оцинковкой диаметром 1/4 дюйма. Другие поставщики конвейеров могут использовать шестигранные оси 5/16 дюйма.
- Проверьте, не засохли ли подшипники, не набиты ли консистентной смазкой или не подлежат ли повторной смазке.
- Измерьте точное расстояние между существующими рамами.
- Измерьте толщину рамы, т. Е. 12 галлонов, 10 галлонов, 3/16 дюйма, 1/4 дюйма и т. Д.
- Некоторые клиенты повторно используют свои существующие оси.Определите, нужно ли поставлять оси. Если заказчик использует ролики с подпружиненными осями, лучше всего поставить их в комплекте.
Вопросы
Если у вас есть вопросы, ответы на которые нет в каталогах Hytrol, не стесняйтесь обращаться к своему главному дистрибьютору Hytrol. Он получит информацию для вас. Не звоните своему главному дистрибьютору.
Предлагаемые марки для роликового конвейера
| ТОВАР | МАССА НАГРУЗКИ | КЛАСС: ДЮЙМОВ НА ФУТ | КЛАСС: В ПРОЦЕНТАХ |
| Волокно Картонные коробки | от 5 до 10 фунтов. | 13/16 « | 6-1 / 2 до 7 |
| Волокно Картонные коробки | от 10 до 20 фунтов. | 3/4 « | 5-1 / 2 до 6 |
| Волокно Картонные коробки | от 20 до 50 фунтов. | 5/8 « | 5 |
| Волокно Картонные коробки | от 50 до 100 фунтов. | 1/2 « | 4 |
| Деревянные ящики | от 20 до 50 фунтов. | 1/2 « | 4 |
| Деревянные ящики | от 50 до 100 фунтов. | 7/16 « | 3-1 / 2 |
| Деревянные ящики | от 100 до 250 фунтов. | 3/8 дюйма | 2-1 / 2 до 3 |
| половинной глубины Деревянные гильзы (пустые) | от 3 до 4 фунтов. | 3/4 « | 5-1 / 2 до 6 |
| половинной глубины Деревянные ракушки (пустые бутылки) | От 15 до 20 фунтов. | 5/8 « | 5 |
| половинной глубины Деревянные ракушки (наполненные бутылки) | от 45 до 50 фунтов. | 1/2 « | 4 |
| Ящики | от 20 до 125 фунтов. | 9/16 дюйма до 5/8 дюйма | 4-1 / 2 до 5 |
| Пустые бочки | от 50 до 150 фунтов. | 1/2 « | 4 |
| Полные барабаны | от 150 до 750 фунтов. | 3/8 дюйма | 2-1 / 2 до 3 |
| Молоко Банки | Пустой | 5/8 « | 5 |
| Молоко Банки | Полный | 1/2 « | 4 |
| Сковороды | от 50 до 100 фунтов. | 5/8 « | 5 |
| Сковороды | от 100 до 250 фунтов. | 1/2 « | 4 |
| Сковороды | 250500 фунтов. | 3/8 дюйма | 2-1 / 2 до 3 |
| Пиломатериалы | Стандартные платы | 1/2 « | 4 |
РАЗДЕЛ ВТОРОЙ
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ ТОЛЬКО ДЛЯ ОБРАБОТКИ УСТАНОВКИ
Типы ленточных конвейеров
А.Слайдер или роликовая кровать
B. Горизонтально — реверсивный и нереверсивный
C. Наклон / спуск — реверсирование и не реверсирование
D. Питатель с приводом
E. Тормозные и измерительные ремни
F. Металлические ремни с петлями для фортепиано
G. Портативный
Приложения
Ленточные конвейеры используются для контролируемого перемещения большого количества продуктов как правильной, так и неправильной формы. Они могут перемещать легкие, хрупкие и тяжелые тяжелые единичные грузы по горизонтальному, наклонному или наклонному пути в пределах устойчивости продукта и грузоподъемности компонентов конвейера.Транспортируемые предметы переносятся за верхнюю поверхность ленты.
Общий каталог Hytrol содержит рекомендуемые применения для каждой модели приводного конвейера. В этом общем каталоге также перечислены стандартные спецификации, а также дополнительное оборудование для каждой модели. Внимательно и часто изучайте Общий каталог Hytrol. Из этой практики можно получить массу полезной информации.
Станина слайдера
— это ленточный конвейер, в котором в качестве несущей поверхности ленты используется станина с гладкой поверхностью.В общем каталоге Hytrol это стальная кровать. В других случаях несущей поверхностью ремня может быть мазонит или другая прочная поверхность.
Роликовой кровать является ленточным транспортером, который использует ролики в качестве опорной поверхности ленты. Хорошее практическое правило — иметь под лентой как минимум два ролика, поддерживающих самый короткий транспортируемый предмет. Это придаст предмету достаточно плавный ход. Выбор размера несущих роликов зависит от веса транспортируемого предмета, скорости ленты и способа размещения предметов на ленте.Нормальная загрузка — это просто гравитационный или приводной конвейер, перемещающий пакет. Это плавный переход, такой как передача пакетов от разгрузочного конца гравитационного или механизированного конвейера к входному концу этого ленточного конвейера. Если пакеты загружаются на ленту вручную, существует большая вероятность того, что упаковки могут быть брошены на ленту. Мы могли бы рассмотреть больше роликов (вдвое больше, чем обычно), ролики для тяжелых условий эксплуатации или ползуна только в зоне удара.
Как выбрать, какой конвейер будет предлагать: скользящий или роликовый? Если у нас есть легкие грузы в пределах параметров нагрузки, указанных в общем каталоге Hytrol, тогда, поскольку стоимость обычно является важным фактором, мы бы выбрали конвейер с ползуном. Для более тяжелых грузов, опять же в рамках параметров нагрузки, указанных в Общем каталоге Hytrol, мы рекомендуем выбрать конвейер с роликовыми платформами. 1,9 дюйма или 2 дюйма диаметром. ролики не должны использоваться при скорости ленты выше 150 футов в минуту. Кроме того, очень широкие конвейеры требуют особого внимания из-за возможности отклонения оси в роликах.
Особые условия, такие как условия высокой или низкой температуры, а также грязные или влажные условия, должны быть доведены до сведения вашего главного дистрибьютора Hytrol перед составлением предложения. Относительно тяжелые упаковки не следует переносить на середину ленточного конвейера, например, длиной 20 футов или более. Непрерывная передача относительно тяжелых упаковок будет иметь тенденцию подталкивать ленту к одной стороне конвейера, и если эти упаковки будут поступать на ленточный конвейер непрерывным потоком, то они могут подтолкнуть ленту до такой степени, что край ремня может быть поврежден на ведущем или хвостовом концах.Наилучшим вариантом передачи, описанным выше, будет использование роликовых конвейеров 1ive. Однако, если по какой-либо причине использование приводных роликовых конвейеров нецелесообразно, мы должны рассмотреть возможность использования трехшкивного устройства, обычно поставляемого со встроенным питающим механизмом, на каждой стороне соединения прижимного или нажимного устройства. -в месте. Это обеспечивает прочный пояс в стратегическом месте. Тонкая полоска дерева, пластика или стали вдоль одного края ремня, противоположного толканию или отталкиванию, также может помочь удерживать ремень в правильном положении для отслеживания.Предлагаемые здесь решения не следует истолковывать как одобрение выполнения определенного описанного действия, это просто рекомендации для облегчения нерекомендованного состояния.
Однонаправленный нереверсивный ленточный конвейер разумной длины может использовать стандартный концевой привод с приводным шкивом диаметром 4 дюйма. Реверсивный ленточный конвейер должен использовать центральный привод, как правило, с диаметром более 4 дюймов. приводной шкив, особенно при большей длине конвейера или при больших нагрузках на ленту.См. Общий каталог Hytrol.
Горизонтальные ленточные конвейеры обычно состоят из следующих компонентов:
- Концевой или центральный привод, который будет включать мотор-редуктор и натяжитель.
- Один или два концевых шкива, в зависимости от типа используемого привода, или устройства отбора мощности.
- Секции станины, слайдерные или роликовые.
- Гибкий ремень подходящей длины.
- Возвратные натяжные ролики с центрами примерно 10 футов 0 дюймов для поддержки возвратной нити ремня.
- Напольные или подвесные опоры примерно с шагом 10 футов 0 дюймов.
- Электрическое управление и внешняя проводка (опция).
Наклонные и наклонные конвейеры: состоят из тех же компонентов, которые перечислены выше, за исключением того, что этот блок будет включать одинарный или двойной носовой конвейер, возможно, секцию подачи, один из двух предлагаемых типов и ленту с «шероховатой» поверхностью на уклоне (наклон) вместо ремня с фрикционной поверхностью.
Ремни тормозные и измерительные
Тормозная лента используется в качестве упора в конце накопительного конвейера (приводной ролик), а измерительная лента используется в качестве ускоряющей ленты для разделения гильз.Лента счетчика обычно имеет привод, а ремень тормоза будет ведомым приводом от ленты счетчика через коробку отбора мощности, аналогичную той, которая используется в секции цепного питателя наклонного ленточного конвейера. Ремни счетчика обычно бегут в 1,5–2 раза быстрее, чем тормозной ремень. Как измерительные, так и тормозные ленты обычно снабжены «грубым» верхним ремнем типа «Hilltopper». Как показывает практика, общая длина комбинации тормозных и измерительных ремней должна составлять около 1/7 общей длины накопительного конвейера с тормозными и измерительными ремнями.Длина измерительного ремня, основанная на ширине ремня, будет такой же, как у механизированной питающей секции. В качестве примера: если общая длина накопительного конвейера с ремнями тормоза и счетчика составляла 84 фута, то общая длина комбинированных ремней тормоза и счетчика была бы 12 футов; затем вычитая длину измерительного ремня, мы получим длину тормозного ремня.
Металлический конвейер «Piano Hinge»: это шарнирная стальная лента, идеально подходящая для транспортировки горячих и замасленных деталей из штамповочных прессов, кузнечных машин и т. Д.Этот тип конвейера может иметь горизонтальную, горизонтальную или наклонную S-образную форму. Информация о конструкции и размерах описана в Общем каталоге Hytrol.
Ленточный конвейер с проволочной сеткой: Ленточный конвейер этого типа, благодаря открытой сетке, обеспечивающей свободный поток воздуха, отлично подходит для транспортировки горячих или холодных материалов, слишком горячих или слишком холодных для обработки на стандартных утиных или ПВХ лентах. Ремень из проволочной сетки может перемещаться на роликах или продольных полозьях, покрытых плотным пластиковым материалом.Шкивы обычно отлиты с несколькими зубьями для захвата сетки ремня. В некоторых случаях шкивы могут быть из стандартной резины или неопрена с изоляцией для захвата нижней стороны ремня из проволочной сетки. Поскольку он не несет нагрузки, возвратная прядь также может поддерживаться возвратными натяжными роликами или продольными направляющими.
Переносные конвейеры. В общем каталоге Hytrol перечислено большое количество переносных ленточных конвейеров. Переносной конвейер — это конвейер, который можно перекатывать из одного положения в другое на роликах.Кроме того, Hytrol предлагает большой выбор роликовых конвейеров или роликовых конвейеров диаметром 1 3/8 дюйма со стойками для треног и переносными роликовыми опорами. В каталоге также перечислены различные выдвижные переносные гравитационные конвейеры, описания которых подробно описаны в общем каталоге Hytrol.
Предостережения для ленточных конвейеров: реверсивный ленточный конвейер был и, без сомнения, будет оставаться предметом, рабочие результаты которого будут под сомнением, пока конвейер не будет установлен и испытан без нагрузки и в условиях нагрузки.Теоретически ленточный конвейер не будет работать реверсивно, если все вращающиеся поверхности, контактирующие с лентой, не будут перпендикулярны раме или если устройства слежения за лентой не отрегулированы должным образом. В компании Conveyors & Casters работают квалифицированные монтажники, имеющие большой опыт установки и тестирования реверсивных ленточных конвейеров.
Когда двусторонний ремень начинает давать проблемы со слежением за ремнем, даже после того, как он проработал несколько лет, не следует производить случайные регулировки.Это может легко выйти из-под контроля, если кто-то, кто не знает правильной процедуры, попытается исправить проблему, внося различные корректировки. Если после удовлетворительной эксплуатации в течение нескольких лет следует предположить, что что-то должно было произойти, что привело к смещению ленты в сторону.
Перед тем, как вносить какие-либо настройки, необходимо проверить следующие моменты:
- Если был установлен новый ремень, был ли ремень обрезан идеально под прямым углом или с изгибом?
- Была ли сама рама конвейера вытеснена автопогрузчиком или другими устройствами?
- Регулировка возвратных натяжных роликов или концевых шкивов производилась механиками, не имеющими опыта в решении таких проблем?
- Не ослабли ли болты, удерживающие фланцевые подшипники валов шкивов, и не смещены ли они в исходное положение?
- Изношены ли какие-либо подшипники роликового конвейера или фланцевые подшипники настолько, что их исходное квадратное совмещение нарушается?
- Не ослабли ли какие-либо опорные зажимы или крепления возвратного натяжного ролика, что может повлиять на выравнивание ремня?
Это вполне возможно, если все вышеперечисленные пункты будут тщательно проверены и все исправления будут должным образом сделаны, что ремень будет затем двигаться в своем исходном квадратном положении в обоих направлениях.К условиям слежения за лентой следует подходить, исправляя те вещи, которые могли выйти из строя из-за возраста компонентов конвейера, таким образом, возвращая его как можно ближе к исходному состоянию.
Практика, используемая для отслеживания однонаправленной ленты, не может быть применена к реверсивному ленточному конвейеру. Все движущиеся части, контактирующие с ремнем, должны быть выровнены друг с другом и все с рамой только в одном направлении. Не относите реверсивный ленточный конвейер к той же категории, что и односторонний или односторонний ленточный конвейер, с точки зрения времени установки.Реверсивный ленточный конвейер требует значительно больше времени из-за всех описанных здесь переменных условий для правильной установки.
Ремень: Производители ремней прошли долгий путь в производстве ремней превосходного качества. Например, большинство лент для конвейеров уровня, поставляемых Hytrol, вероятно, будут изготовлены из ПВХ (поливинилхлорида) машины, сотканной почти непроницаемой для большинства жидкостей и температур окружающей среды. Ремень «Hilltopper» имеет шероховатую поверхность, приклеенную к основе из ПВХ.Также доступны другие ремни, некоторые из которых непроницаемы для пищевых масел, а некоторые одобрены Министерством сельского хозяйства США (USDA) для обработки пищевых продуктов. Обратитесь к главному дистрибьютору Hytrol за рекомендациями по ремням для конкретных специальных применений.
Двигатели: Компания Hytrol Conveyor Company производит собственные редукторы для большинства конвейерных систем. Зубчатый редуктор интегральной ширины для приводов с регулируемой скоростью V-образной конструкции и редуктор с торцевой стороной C для установки электродвигателя с любой C-образной поверхностью. Двигатели доступны в открытом и полностью закрытом исполнении, одно- или трехфазные.В западных штатах мы в основном используем полностью закрытые двигатели. Редукторы Hytrol доступны с коммерчески стандартными передаточными числами 10: 1, 20: 1 и т. Д. Компания Hytrol Conveyor Company может предоставить моторные приводы с регулируемой скоростью за дополнительную плату. Один из них имеет соотношение 2,7: 1, а другой — соотношение 6: 1. Например, это означает, что соотношение 2,7: 1 может иметь, скажем, диапазон низких скоростей до 10 футов в минуту. и может быть отрегулирован максимум до 27 футов в минуту. При соотношении 6: 1 мы можем получить низкую скорость при 10 F.ВЕЧЕРА. и максимальная скорость при 60 F.P.M. Мы можем отрегулировать низкую скорость вместо 10 футов в минуту. сказать 15 F.P.M. с диапазоном скоростей, большим, чем указано выше, в пределах допустимой скорости роликов, если конвейер является роликовой платформой.
Электроуправление:
Многие переносные конвейеры Hytrol обычно оснащены однофазными двигателями и реверсивным барабанным переключателем, рассчитанные на 115 вольт. Этот реверсивный барабанный переключатель не имеет защиты от перегрузки. Когда используются 3-фазные двигатели, включаются кнопки управления.Однофазное напряжение 115 В, которое, в свою очередь, приводит в действие трехфазный магнитный пускатель, который имеет защиту от перегрузки в виде катушек нагревателя. Если двигатель по какой-либо причине перегружается и начинает нагреваться сверх своей номинальной мощности, змеевик нагревателя автоматически разрушается, что, в свою очередь, прерывает электрический ток в двигателе. Двигатель останавливается без повреждений, и состояние, которое привело к разрушению змеевика нагревателя, можно исправить, заменить новый змеевик в стартере, и система снова запустится.Чрезвычайно важно использовать катушку правильного размера. Помимо переносных конвейеров, Hytrol обычно не поставляет электрические элементы управления, если это специально не требуется, за дополнительную плату. Концевые выключатели, фотоэлементы и другие элементы управления также могут быть поставлены за дополнительную плату.
Компания
Conveyors & Casters с гордостью сообщает, что у них есть «внутренние» возможности для подготовки сложных схематических чертежей электропроводки за дополнительную плату, и они могут договориться с квалифицированными местными электрическими подрядчиками, чтобы обеспечить установку «под ключ».
РАЗДЕЛ ТРЕТИЙ
ПОДВИЖНЫЕ РОЛИКОВЫЕ КОНВЕЙЕРЫ ТОЛЬКО ДЛЯ ОБРАБОТКИ УСТАНОВОК
Типы приводных роликовых конвейеров:
A. Клиноременный привод
B. Плоский приводной ремень
C. нулевое давление
D. Однониточная роликовая цепь с приводом
E. Привод роликовой цепи
F. Роликовый конвейер
Приложения
Роликовые конвейеры с приводом, из-за относительно низкого коэффициента трения между роликами станины и перемещаемыми предметами, предпочтительнее ленточных конвейеров, где:
- Требуется временное использование транспортируемых предметов.
- Объекты, например пункты управления движением, останавливаются на мгновение.
- Предметы должны быть повернуты, скажем, на 90 ° на конвейере.
- Пневматический или ручной ограничитель вводится в линию, чтобы можно было проверить объект или выполнить какую-либо операцию, пока конвейер остается в движении.
- Боковая загрузка или разгрузка требует скользящего движения по роликам станины.
Приводной ролик с ременным приводом и лентой с резиновым наполнителем с обычной поверхностью трения не рекомендуется использовать при высоких температурах окружающей среды.Резина может стать липкой и мягкой при температурах, превышающих 150 ° F, и эта лента может значительно затвердеть и потрескаться в диапазоне от минус нуля. Ленты из ПВХ или хлопка являются значительным усовершенствованием описанного выше диапазона. Проконсультируйтесь с вашим дистрибьютором Master Hytrol о специальных применениях в холодильных камерах.
Имейте в виду, что лента движется в направлении, противоположном перемещаемым предметам. Это не похоже на ленточный конвейер, где предметы переносятся непосредственно на ленте, поэтому они оба движутся в одном направлении.
Роликовый конвейер с приводом от клинового ремня
— это тот тип, в котором одна нить клинового ремня находится под роликовым полотном, на одной стороне роликов, рядом с боковой рамой, и приводится в движение в направлении, противоположном направлению предметов. передается. Мы рекомендуем этот тип конвейера для легких и средних нагрузок. Этот тип конвейера не рекомендуется использовать в условиях влажности или маслянистости. Очень легкий контакт с нижней стороной роликов станины — это все, что требуется для поддержания движения транспортируемых предметов.Этот тип конвейера также может быть реверсивным.
Конические роликовые изгибы с ременным приводом обычно обеспечивают хорошую транспортировку пакетов. Конический ролик представляет собой истинную конвейерную поверхность на кривой, обеспечивающей правильную радиальную скорость по всей длине каждого ролика. Радиус кривой вместе с конусом на ролике, который достигает общей точки фокуса, заставляет упаковку покидать кривую почти в том же положении, в котором она вошла. Для достижения наилучших результатов должны быть действующие ролики, минимум 2/3 длины упаковки на входе и на выходе изгиба.
Два изгиба рельсов с прямыми роликами обычно не рекомендуются для использования в качестве поворотных роликов, поскольку оба ряда роликов должны приводиться в действие отдельно и с разной скоростью, чтобы получить некоторое подобие дифференциального действия. При некоторых условиях центральный рельс может смещаться от центра, ближе к внешнему рельсу, когда приводятся в действие более длинные ролики.
Роликовый конвейер с приводом от плоской ленты
— это тот тип, в котором лента плоской ширины находится под роликовым полотном, обычно в центре конвейера, но при необходимости может быть смонтирована со смещением от центра рядом с боковой рамой.Из-за большей контактной поверхности на нижней стороне роликовой платформы этот тип конвейера рекомендуется для работы со средними и тяжелыми грузами, где отсутствуют влажность, жаркие, грязные или масляные условия. Опять же, прижимные ролики, которые прижимают приводной ремень к нижней стороне роликов станины, установлены на минимум, достаточный для передачи нагрузки, но позволяют ремню проскальзывать без чрезмерного износа или нагрузки на мотор-редуктор, когда нагрузки мгновенно блокируются.
Вышеописанная конструкция конвейера не может быть включена в кривую с роликовым основанием, и там, где требуется поворот, необходимо использовать другой тип кривой с приводом от роликов.
Пульсационный ленточный конвейер — это конвейер, в котором используется лента, толщина которой изменяется через равные промежутки времени по всей длине ленты. Он установлен таким образом, чтобы более толстые части ленты контактировали с нижней стороной роликов станины. Если рябь находится относительно далеко друг от друга, лишь немногие из них соприкасаются с роликами станины. Это обеспечивает относительно недорогой приводной ролик с пониженным давлением в трубопроводе в условиях заблокированной нагрузки.
Приводной роликовый конвейер с управляемой силой тяжести по конструкции аналогичен приводному роликовому конвейеру с плоским или клиновым ремнем, за исключением того, что конвейер имеет наклон, достаточный для того, чтобы предметы перемещались под действием силы тяжести.На плоском ленточном конвейере промежуточные ролики расположены дальше друг от друга, чем стандартные горизонтальные приводные ролики. Поскольку сила тяжести является движущей силой транспортируемых предметов, демпфирующее давление достаточно мало, чтобы просто предотвратить вращение роликов с чрезмерной скоростью, особенно когда транспортируются составы предметов, идущие один за другим.
Роликовый конвейер нулевого давления Hytrol
подробно описан в Общем каталоге под заголовками 190-ACO и 190-ACOC.Это полноразмерный приводной вал, в котором каждый резьбовой ролик приводится в движение уретановым уплотнительным кольцом от продольного ведущего ролика диаметром 1,9 дюйма. Кривые 190-ACOC, ведомые приводом от соседнего 190-ACO, предназначены для применений которые требуют накопления продуктов без повышения давления в трубопроводе. Кроме того, Hytrol разработала модель 190-ACA, конвейер с нулевым давлением с плоским ременным приводом. Во всех приводных роликах с нулевым давлением длина конвейера разделена на зоны , длина каждого из них больше максимальной длины пакета.Достигается нулевое давление, поскольку упаковки никогда не касаются друг друга.
Приводной ролик с однорядным цепным приводом — это приводной роликовый конвейер средней мощности, идеально подходящий для транспортировки горячих или маслянистых предметов, а также предметов, подлежащих мытью. В этом типе приводного ролика звездочки типа A приварены к одному концу каждого ролика. Необходимо следить за тем, чтобы размер конца каждого ролика был одинаковым, чтобы роликовая цепь оставалась на прямом пути. В конвейере этого типа роликовая цепь, приводящая в движение каждый ролик, контактирует только с одним или буксирным зубом звездочки.Звездочки и цепь полностью закрыты кожухом цепи, который иногда действует как прижим для верхней части цепи. Для этого типа конвейера необходимо использовать звездочки с зубчатыми рейками. Если используемые ролики имеют большой диаметр и для этого потребуется большее расстояние между роликами, чем желательно, то промежуточные ролики (без привода) могут быть расположены между каждым ведомым роликом.
Поскольку кожух цепи на приводном роликовом конвейере с цепным приводом образует ограждение с одной стороны конвейера, предметы могут передаваться только на противоположную сторону конвейера и с нее.Компания Hytrol разработала цепной кроссовер, который просто переключает цепь на противоположную сторону в узле с ведомым приводом, когда элементы должны быть переданы на или с ведомой стороны. Доступ возможен только с одной обесточенной стороны.
Поворотные ролики с приводом от однониточной цепи также могут поставляться с использованием боковой дугообразной цепи, специально разработанной для изгиба кривой.
Приводной ролик с приводом от ролика к ролику — это сверхмощный роликовый конвейер, предназначенный для использования в тех же условиях, что и однониточный приводной ролик.В этом случае две звездочки типа «А» приварены к одному концу каждого ролика. Затем роликовая цепь образует полную петлю вокруг каждой пары соседних роликовых звездочек. Чем больше количество зубьев звездочки контактирует с роликовой цепью, тем больше мощности может передаваться на каждый ролик и через него. На конвейерах этого типа нельзя использовать звездочки с зубчатыми рейками.
Также могут поставляться приводные кривые с приводом от роликов к роликам. Роликовый конвейер с приводом от роликовой цепи для тяжелых условий эксплуатации, использующий две звездочки типа «B», прикрепленные к удлиненному валу на внешней стороне одной боковой рамы, выполняет то же самое, что описано выше, и позволяет использовать ведущие звездочки меньшего размера, что позволяет нам сохранить ролики к разумному более близкому центру.Этот тип приводного ролика также может обеспечивать доступ с любой стороны конвейера при условии, что кожух цепи, который закрывает внешний ряд звездочек, не выступает над верхней частью боковой рамы конвейера.
В конвейере с роликовыми планками
используется роликовая цепь с втулками с увеличенным шагом и большими роликами, которые катятся по дорожкам, прилегающим к внешним рельсам. Использование роликов на шарикоподшипниках с шестигранной осью длиннее, чем обычно; эти концы осей проходят через втулки цепи с протяжкой с шестигранной головкой и обычно фиксируются на обоих концах снаружи цепи.
При заблокированном грузе конвейер продолжает движение, а ролики на шарикоподшипниках просто катятся под заблокированным грузом. Таким образом, давление в трубопроводе поддерживается на разумно низком уровне.
Этот конвейер с роликовыми планками является чрезвычайно тяжелым типом конвейера, и его необходимо собирать на стройплощадке, поскольку собранные конвейерные ролики в цепи слишком тяжелы, чтобы их можно было использовать в собранном виде. Это тоже довольно дорогой вид приводного ролика и используется только в особых условиях; например, для тяжелых бочек с маслом или, возможно, для газетных почтовых отделений, где заблокированный груз газет позволяет роликовой планке проходить под газетами без повреждений.
За исключением конвейера Hytrol 190-ACOC без давления, ни при каких обстоятельствах нельзя использовать кривые для накопления квадратных или прямоугольных предметов. Допускаются только цилиндрические предметы. Сама природа квадратного или прямоугольного конвейера заставляет угол одного контейнера впиваться в угол другого.
Кривые с электроприводом не должны деформироваться из-за трудности передачи мощности отдельным роликам искривленной кривой.
СЕКЦИЯ ЧЕТВЕРТАЯ
ЦЕПНОЙ КОНВЕЙЕР
Существует большое количество цепных конвейеров, разделенных на четыре отдельных типа:
А.Конвейеры цепные раздвижные
Б. Конвейеры роликовые цепные
Цепные конвейеры Pusher Bar
D. Вертикальные цепные конвейеры
Скользящие цепные конвейеры: Это тип конвейера, состоящий, как правило, из двух параллельных нитей цепи. Для легких штучных грузов и для коротких расстояний цепь может быть двухшаговой роликовой цепью со стандартными небольшими роликами, движущимися по гусенице, покрытой пластиковым материалом с высокой плотностью и низким коэффициентом трения.Для более тяжелых нагрузок лучше всего рассмотреть усиленную литой шкворневую цепь, которая также будет работать по желобу, выстланному пластиковым материалом с высокой плотностью и низким коэффициентом трения, которого сегодня много. Скользящие цепные конвейеры несут нагрузки на цепи, и нижняя часть цепей находится в низком трении с рельсом.
Конвейеры с роликовой цепью: это тип конвейера, в котором обычно используются две параллельные нити роликовых цепей с двойным шагом (иногда три нити), при этом ролики движутся по ключевому материалу ширины, чтобы поместиться между боковыми пластинами роликовой цепи. .Опять же, эта конструкция используется для довольно легких грузов и коротких конвейеров. Для более тяжелых нагрузок мы можем использовать цепь с двойным шагом с роликами увеличенного размера, у которых диаметр роликов больше, чем ширина боковых пластин цепи, поэтому ролики выступают ниже боковой пластины цепи. Эта конструкция с трением качения использует меньшую требуемую мощность в лошадиных силах и, следовательно, может использоваться для более длинных пробегов конвейера с цепным приводом. Груз переносится на навесное оборудование, которое поднимает груз над роликами цепи.
Пластинчатый или пластинчатый конвейер с использованием стальных или деревянных пластин или даже конвейерных роликов на шарикоподшипниках между двумя параллельными нитями роликовой цепи фактически соответствует описанию категории для ранее описанного роликового конвейера. При использовании стальных или деревянных реек тяжелые грузы можно переносить в таких условиях, когда, возможно, невозможно использовать поливинилхлоридный или резиновый ремень.
Также другой тип скользящего цепного конвейера, в котором используется одинарная цепочка звеньев, движущаяся по гусенице с пластмассовой футеровкой в центре конвейера.Снаружи от этой центральной направляющей по обе стороны от рельсов внешней рамы находятся гравитационные ролики или колеса, расположенные в подходящих центрах, совместимых с обрабатываемым контейнером. Звено цепи, на которую подается питание, немного выступает над боковыми роликами и является движущей силой, которая несет контейнеры, в то время как боковые ролики или колеса просто уравновешивают нагрузку. Некоторые преимущества этого конвейера:
- Отлично подходит для стирки.
- Одиночный привод можно использовать для перемещения по уровню, вверх по склону, вниз по склону, по кривой и т. Д.
Некоторые недостатки заключаются в том, что его можно удовлетворительно использовать только для довольно легких нагрузок, а уклоны и спуски не могут быть слишком крутыми, вероятно, не более 15 градусов.
Конвейеры с толкающими стержнями
похожи по конструкции на горизонтальные пластинчатые конвейеры в том, что у нас есть две внешние ветви роликовой цепи, прилегающие к боковым рамам. Мы можем использовать насадку на цепи, к которой мы можем прикрепить угол, плоский стержень или круглый стержень. Этот уголок, плоский стержень или стержень является толкателем.Под гусеницей цепи и между боковыми рамами находится ползун. Блоки, которые будут переданы будут скользить на ползунок опорной плите и будут выталкиваться толкателем решетки. Расстояние между стержнями толкателя должно быть таким, чтобы транспортируемые предметы помещались между ними. Некоторые преимущества этого типа конвейера:
- Может транспортировать тяжелые предметы по гораздо более крутым склонам, чем обычная лента Hilltopper.
- Может работать с обвязанными проволокой ящиками или тюками сена.
- Может работать с тяжелыми мешками из мешковины или хлопка с мукой, рисом или зеленым кофе, которые может быть трудно наклонить или опустить под углом более 25 градусов на ремне Hilltopper.
Некоторые недостатки:
- Высота толкателей над основанием ползуна должна быть такой, чтобы контейнеры не падали вперед или назад. Это ограничивает разброс размеров коробки.
- Время доставки контейнеров имеет решающее значение, поэтому два контейнера не могут попытаться одновременно попасть между двумя толкателями.
- Этот тип конвейера определенно нельзя использовать с полиэтиленовыми пакетами из листового материала, так как выделяющееся тепло от трения может создать отверстия в этих пакетах.
Вертикальные цепные конвейеры могут быть спроектированы для использования как для отдельных коробок, так и для полных поддонов. Дизайн может быть похож на стиль немого официанта, где устройство представляет собой возвратно-поступательный лифт, обслуживающий одну единицу за раз, или может быть непрерывным лифтом со скребками, прикрепленными к цепям боковых роликов.Каждый полет может обслуживать один блок, поэтому расстояние между полетами по вертикали зависит от максимальной высоты обрабатываемого блока.
РАЗДЕЛ ПЯТЬ
ОПОРЫ
Типы опор перечислены ниже:
A. Штативы.
B. Переносные опоры на роликах.
C. Стационарные опоры перекрытия.
D. Опоры Polytier.
E. Потолочные вешалки.
F. Под анкеровкой.
Штативы используются для временной установки. Он состоит из верхней части Т-образной формы, которая подходит под поперечную распорку колесного конвейера или роликового конвейера SSR / SAR. Нижняя часть «Т» вставляется в трехногую треногу и удерживается в вертикальном положении с помощью фрикционной ручки.
Портативные литые опоры используют Т-образную часть стойки штатива, которая вставляется в вертикальную трубу с плоской поперечиной внизу, к которой прикреплены ролики для удобства переноски.
Стационарные / напольные опоры состоят из двух шарнирных пластин, прикрепленных к нижней стороне секции конвейера, к которым прикреплены сформированные стальные ножки канала. К низу ножек прикреплены регулируемые ножки. В ножках предусмотрены отверстия для крепления опоры к полу. Стационарные опоры пола также могут быть оснащены литыми опорами.
Опоры Polytier разработаны для обеспечения прочных опор для многоуровневых конвейерных линий с использованием профилированных стальных стоек каналов с поперечными распорками труб диаметром 1 1/2 дюйма, к которым конвейерные линии крепятся U-образными скобами.Коленные распорки, расположенные под углом между вертикальной стойкой и нижней стороной рамы конвейера, обеспечивают повышенную продольную жесткость.
Потолочные подвески состоят из окрашенных стальных стержней диаметром 5/8 дюйма, прикрепленных к креплениям для поперечных труб диаметром 1 1/2 дюйма на нижней стороне секций кровати, а верхняя часть крепится либо к потолочным балкам, либо к металлическим зажимам, которые, в свою очередь, крепятся к потолочным балкам.
РАЗДЕЛ ШЕСТЬ
МУФТЫ
Типы муфт следующие:
А.Крюк и стержень обычно используются на конвейерах при временных установках. Они поставляются только на колесных или роликовых конвейерах SSR / SAR. Крюковые и стержневые муфты можно использовать в стационарных установках со стационарными опорами пола.
B. Стыковые муфты используются в стационарных установках и прикрепляются к каждому углу секции станины для соединения секций болтами.
РАЗДЕЛ СЕДЬМОЙ
ПРИНАДЛЕЖНОСТИ
A. Гаишник — это механическое устройство с подпружиненными рычагами и кулачками, расположенное на стыке двух конвейерных линий с электроприводом и препятствующее тому, чтобы поток картонных коробок на одной линии мешал потоку на соседней линии.Другими словами, это исключает столкновение картонных коробок, одновременно поступающих на стык. По возможности, оба конвейера должны быть роликовыми.
B. Корпусные упоры лезвийного и роликового типа доступны с ручным и ножным управлением. Тип с пневмоцилиндром доступен только как роликовый. Лезвия или ролики расположены между роликами только на роликовом или гравитационном конвейере. Их нельзя использовать в середине ленточного конвейера по очевидным причинам.
C. Поворотные колеса используются на стыке ответвления с основной линией для обеспечения правильной ориентации картонных коробок и предотвращения их падения с конвейера во время передачи.
D. Угловой упор устанавливается на концах боковых рам конвейера, чтобы предотвратить падение непрерывного потока картонных коробок на конвейер с конвейера.
E. Поручни доступны во многих формах и размерах. Их цель — предотвратить падение картонных коробок с конвейера, и они должны использоваться на всех подвесных конвейерах.
F. Шариковые передачи состоят из большого стального шара, движущегося на ложе из меньших шаров, которые все содержатся в стальной штамповке, чтобы удерживать и поддерживать конфигурацию вместе. Мы используем схему передачи шариков на стальной платформе конвейерной линии, чтобы ящики можно было легко перемещать или вращать вручную.
G. «Y» переключатель конструкции с роликовым колесом обеспечивает простой метод сужения или расходящихся коробок. См. Описание и фото в общем каталоге Hytrol.
H.Переключатель прямозубого изгиба конструкции с роликовым колесом также обеспечивает простой метод сужения или расходящихся коробок. Снова обратитесь к Общему каталогу Hytrol.
I. Выталкиватели картонных коробок бывают разных размеров и конструкций. Все выталкиватели просто толкают картонную коробку под прямым углом к первоначальному направлению потока. Верхний выталкиватель представляет собой высокоскоростной блок, приводимый в действие воздушным цилиндром, который может совершать до 40 циклов в минуту и может толкать картонную коробку с максимальным весом до 150 фунтов. Горизонтальный отталкиватель средней мощности может выдерживать нагрузку до 300 фунтов.и сверхмощный более 300 фунтов. При горизонтальном выталкивании цикл будет значительно меньше, чем 40 циклов в минуту, доступных для верхнего блока.
J. Переключатель выдвижного колеса специально разработан для использования в накопительном конвейере 190-ACC. Он обеспечивает высокую скорость автоматического отклонения картонных коробок на ответвление под углом 30 градусов. Он состоит из трех рядов приводных колес диаметром 2 1/2 дюйма, механизм которых поднимается и опускается пневматически. Он может обрабатывать картонные коробки с максимальным весом 150 фунтов, максимум до 40 циклов в минуту.Описание и фото находятся в общем каталоге Hytrol.
K. В высокоскоростном диверторе используется отводной ремень с приводом и он может обрабатывать картонные коробки с максимальным весом 200 фунтов. каждый. Лучше всего использовать для быстрого разделения и отвода. См. Общий каталог Hytrol.
L. Управляемый поворотный стол используется, когда две параллельные линии должны быть близко друг к другу. Минимальный радиус поворота намного меньше, чем у наших стандартных роликовых или даже приводных кривых.
M. Поворотный стол с ручным управлением просто состоит из конвейера заданной длины на вращающемся механизме, который позволяет вручную поворачивать конвейер и устанавливать его для «линейного» потока продуктов.Он используется там, где кривые не могут вписаться в систему. Пневматические и моторные поворотные столы также доступны.
N. Плуги можно использовать только для отвода от основной линии под углом 30 градусов. В дополнение к ручному плугу Hytrol имеет плуг с пневматическим позиционированием, а также моторизованный и пневматический агрегат с клиноременной передачей.
O. Имеются ручные вертикальные ворота для гравитационных линий, максимальная длина которых определяется весом поднимаемого конвейера.Ворота используются для обеспечения доступа по конвейерной линии.
P. Пружинно-сбалансированные ворота позволяют использовать более тяжелые ворота, чем ручные ворота, с использованием пружин растяжения, отрегулированных для обеспечения минимального подъемного веса.
Q. Также могут поставляться горизонтальные распашные ворота с роликовыми опорами. Конвейер в этом случае может работать как под действием силы тяжести.
R. Прыжковые передачи — это устройства, установленные между роликами гравитационного или подвижного роликового конвейера для передачи продукта под прямым углом от конвейера.Они выполняют ту же функцию, что и отталкивания, в более контролируемых условиях. Hytrol предлагает редуктор с роликовым колесом, приводной клиноременный привод и приводной цепной привод. В большинстве случаев для подъема и опускания трансмиссии используются подушки безопасности.
РАЗДЕЛ ВОСЬМОЙ
ПОЛЕЗНЫЕ ФОРМУЛЫ
ЛЕНТОЧНЫЙ КОНВЕЙЕР — РАСЧЕТ МОЩНОСТИ
Чтобы определить мощность, необходимую для ленточного конвейера, сначала необходимо определить общее натяжение ленты.Натяжение ремня, в свою очередь, основано на действующей нагрузке плюс вес всех движущихся частей, умноженный на коэффициент трения. Необходимая информация указана ниже:
- Размер и вес каждой упаковки.
- Скорость ленты.
- Количество опорных роликов, умноженное на вес каждого ролика.
- Количество возвратных роликов, умноженное на вес каждого ролика.
- Общий вес всего ремня.
- Общий вес всех шкивов.
- На уклонах (или спусках) дополнительное натяжение ленты требуется для той части веса, которая находится на конвейере на уклоне (или спуске). Это равно весу всех упаковок на уклоне (или уклоне), умноженному на синус угла.
| КОЭФФИЦИЕНТ ТРЕНИЯ | ||
| Тип конвейера | Коэффициент трения | Множитель |
| Роликовая платформа — Ball Brgs. | 5% | 0,05 |
| Роликовая платформа — деревянная втулка Brgs. | 10% | 0,1 |
| Стальная ползунка с Возврат бездельников | 30% | 0,35 |
| Стальная ползунка с Стальной возврат | 35% | 0.35 |
| Приводной ролик с ременным приводом | 7,50% | 0,075 |
A. Живая нагрузка
Временная нагрузка — это фактическая нагрузка на конвейер в данный момент времени. Сначала мы умножаем вес каждой упаковки на количество упаковок в минуту; мы делим эту сумму на скорость ленты в футах в минуту. Это дает нам временную нагрузку на фут, которая при умножении на общую длину конвейера дает общую временную нагрузку.
B. Вес ремня
Это включает в себя фактический вес как TDP, так и нижних участков, другими словами, ремня наверху станины ползуна или несущих роликов и возвратного ремня. См. Прилагаемую формулу длины ремня
.
| ВЕС ОБЫЧНО ИСПОЛЬЗУЕМЫХ РЕМНЕЙ | |
| Описание ремня | Вес на дюйм ширины x 12 дюймов в длину |
| 3-слойный однотонный Хлопок | .040 фунтов |
| ПВХ черный — 90 | 0,040 фунта |
| Балк ПВХ — 120 | .060 фунтов |
| Черный или белый IWP-3 | .047 фунтов |
| Черный Hilltopper | . 100 фунтов |
| Коричневый — 3-слойный неопрен — Наконечник ерша | .120 фунтов |
Как получить приблизительную длину ленты для различных конвейеров
ПРИМЕЧАНИЕ. Эти формулы предназначены только для расчета мощности, а не для определения заменяемой длины ремня. * OAL = Общая длина
| МОДЕЛЬ | ТИП ПРИВОДА | ФОРМУЛА |
| TA | Диаметр 4 или 8 дюймов.Концевой привод Диаметр 4 или 8 дюймов. Центральный привод | 2 x OAL + 1 ‘- 0 « 2 x OAL + 3 ‘- 6 « |
| TR | То же, что и для «TA» | |
| TL | Концевой привод 8 дюймов, диаметр 4 или 6 дюймов. Задний шкив 8-дюймовый центральный привод, диаметр 4 или 6 дюймов.Задний шкив | 2 x OAL + 1 ‘- 0 « 2 x OAL + 3 ‘- 6 « |
| 190 РБ | Концевой привод 8 дюймов, диаметр 4 или 6 дюймов. Задний шкив 8-дюймовый центральный привод, диаметр 4 или 6 дюймов. Задние шкивы | 2 x OAL + 6 « 2 x OAL + 3 ‘- 0 « |
| 25 РБ | Концевой привод 12 дюймов или 16 дюймов 12 «или 16» центральный привод | 2 x OAL + 3 ‘- 0 « 2 x OAL + 6 ‘- 0 « |
| 190 LR | 8-дюймовый центральный привод | 2 x OAL + 3 ‘- 6 « |
| 25 LR | Центральный привод 12 дюймов или 16 дюймов | 2 x OAL + 6 ‘- 0 « |
| Примечания: 1.Добавить 2 ??? ??? 0 ??? для двойного ношения на наклонных ремнях 2. Добавить 2 ??? ??? 6 ??? для нижнего натяжения для всего вышеперечисленного, кроме 25 рб.3. Добавить 6 ??? ??? 6 ??? для натяжения снизу для 25 РБ.4. Добавьте 2 x OAL + 6 ??? для цепного привода кормушки 5. Добавьте 2 x OAL + 2 ??? ??? 6 ??? для интегрального типа силовые питатели. | ||
C. Вес роликов: Включите общий вес всех роликов станины и возвратных направляющих роликов.При использовании конструкции станины ползуна учитывайте только вес возвратных роликов.
| МАССА РОЛИКА (В ФУНТАХ) | ||||||||
| Длина ролика | 6 « | 12 « | 18 « | 24 « | 30 « | 36 « | 42 « | 48 « |
| Ролик Диаметр | ||||||||
| 1 3/89 | 0.7 | 1,2 | 1,8 | 2,6 | – | – | – | – |
| 1,9 x 16 Ga. | 1 | 1,8 | 2,7 | 3,6 | 4.5 | 5,4 | 6,3 | 7,2 |
| 1,9 x 9 галлонов | 2,1 | 3,8 | 5,4 | 7,1 | 8,8 | 10,5 | 12,1 | 13,8 |
| 2 | 1.6 | 2,8 | 4,3 | 5,7 | 7,2 | 8,6 | 10 | 11,5 |
| 2 1/8 | 2 | 3,2 | 4,9 | 6,5 | 8.1 | 9,7 | 11,3 | 12,9 |
| 2,5 | 2,4 | 4,1 | 6,1 | 8,2 | 10,2 | 12,2 | 14,3 | 16,3 |
| 2 5/8 | 3.5 | 5,9 | 8,8 | 11,8 | 14,7 | 17,6 | 20,6 | 23,5 |
D. Коэффициент трения: Используйте коэффициент трения, который соответствует одному из рисунков, изображенных ниже. Указанные проценты относятся ко всем типам лент на роликовых конвейерах.Ленты с резиновым покрытием обычно не рекомендуются для конструкции станины слайдера, за исключением короткой длины и легких нагрузок.
1. Роликовая станина с возвратными роликами Коэф. трения
а. Подшипники шариковые 5%
б. Сжигание древесины 10%
2. Роликовая станина со стальным ползуном возврата Коэф. трения
а. Роликовая платформа с возвратом ползуна и F.S. х Ф.С. ремень 30%
б. С лентой из ПВХ 25%
3. Станина каретки с возвратными роликами Коэф.трения
а. С Ф.С. х Ф.С. ремень 30%
б. С лентой из ПВХ 25%
4. Стальная станина каретки со стальным обратным ходом Коэф. трения
а. С Ф.С. х Ф.С. ремень 35%
б. С лентой ПВХ 30%
E. Вес всех шкивов: Включите общий вес всех приводных и промежуточных шкивов, промежуточных роликов, концевых и приемных шкивов.
| ВЕС ШКИВА (В ФУНТАХ) | |||||||
| Диаметр шкива | 6 « | 12 « | 24 « | 30 « | 36 « | 42 « | 48 « |
| 4 « | 6 | 12 | 24 | 30 | 36 | 42 | 48 |
| 6 дюймов | 9 | 16 | 33 | 42 | 50 | 58 | 67 |
| 8 дюймов | 13 | 27 | 54 | 68 | 81 | 95 | 108 |
| 12 дюймов | – | – | 108 | 135 | 162 | 189 | 216 |
F.Наклоны или отклонения: когда весь конвейер или его часть наклоняется или наклоняется, применяется дополнительное натяжение ленты. Это дополнительное натяжение ремня получается путем умножения общей динамической нагрузки на наклонной (или наклонной) части на синус угла.
| СИНУС УГЛОВ | |||||||
| Уголок | Синус | Уголок | Синус | Уголок | Синус | Уголок | Синус |
| 2 ° | 0.03 | 12 ° | 0,21 | 22 ° | 0,37 | 32 ° | 0,53 |
| 4 ° | 0,07 | 14 ° | 0,24 | 24 ° | 0,41 | 34 ° | 0.56 |
| 6 ° | 0,1 | 16 ° | 0,28 | 26 ° | 0,44 | 36 ° | 0,59 |
| 8 ° | 0,12 | 18 ° | 0,31 | 28 ° | 0.47 | 38 ° | 0,62 |
Натяжение ремня для наклонной части = динамическая нагрузка при наклоне, умноженная на синус угла или наклона.
G. Устройство с двумя и тремя шкивами: добавьте 5% динамической нагрузки перед устройством.
H. Дефлекторы: чтобы точно определить общее натяжение ремня, добавьте 30% веса самого тяжелого отправляемого груза. Обычно мы не рекомендуем отклоняться от ленточных конвейеров, за исключением легких упаковок.
Тяговое усилие ремня равно весу самой тяжелой упаковки, умноженному на коэффициент трения для конкретного используемого ремня. Используйте только гладкую верхнюю ленту.
I. Механический дорожный полицейский: добавьте 30% веса максимального количества пакетов, которое будет удерживаться транспортным полицейским. Максимальный вес всего количества упаковок никогда не должен превышать 250 фунтов.
J. Формула:
Мощность в лошадиных силах = эффективное натяжение ленты x скорость конвейера (футов в минуту)
33000 х.85 х 0,95
1. Одна лошадиная сила определяется как мощность, необходимая для перемещения 33 000 фунтов. Расстояние один
фут за одну минуту.
2. .85 допускает 85% КПД червячной передачи. В редукторах Hytrol используются червячные передачи.
3.,95 позволяет повысить эффективность привода роликовой цепи.
Пример (ленточный конвейер уровня RB)
1. Вес упаковки = 45 фунтов.
2. Количество упаковок в минуту = 20
3. Скорость ленты = 65 футов в минуту
4.Ролики станины = 12 «CTRS. (Шариковые подшипники)
5. Возврат роликов = 10 ‘- 0 «CTRS.
6. Ширина ремня = 12 дюймов ПВХ 120
7. Ширина конвейера = 15 дюймов BR
8. Длина конвейера = 100 футов = 0 дюймов
9. Ведущий шкив 8 дюймов = центральный привод и приемник
Живая нагрузка на фут = 45 x 20 = 14 фунтов. На фут
65
Динамическая нагрузка = 100 футов x 14 фунтов. На фут = 1400 фунтов.
Ролики станины = 100 x 1,5 фунта = 150 фунтов
Возвратные бездельники = 10 x 1.5 фунтов. = 15 фунтов.
Ремень = 206 футов x 0,060 x 12 = 150 фунтов.
Центральный приводной и концевой шкивы = 77 фунтов.
ОБЩАЯ ВЕСА 1792 фунтов
Коэф. трения 5% x 0,05
ЭФФЕКТИВНАЯ ТЯГА РЕМНЯ 90 фунтов.
HP = 90 фунтов. X 65 FPM = 0,20
33000 х 0,85 х 0,95
Резюме: Используйте минимальную мощность, предлагаемую Hytrol: 1/3 л.с. (на 1/3 больше, чем требуется).
ПОДВИЖНОЙ РОЛИК — РАСЧЕТ МОЩНОСТИ
Тот же метод для ленточных конвейеров можно использовать для приводных роликовых конвейеров с ременным приводом.Если приводной ролик должен накапливать заблокированную нагрузку, просто рассчитайте, как если бы это была движущаяся нагрузка, а затем удвойте мощность.
Мощность в лошадиных силах для приводного ролика с однорядной цепью и приводного ролика с роликовой цепью рассчитывается следующим образом:
A. Определите динамическую нагрузку так же, как для ленточного конвейера.
B. Добавьте вес роликов (см. Таблицу под ленточным конвейером).
C. Добавьте вес звездочек и роликовой цепи.
| Конвейер Тип | ВЕС ЗВЕЗДЫ | ||
| 2 ????? Dia. # 50 CH | 2 ????? Dia. # 60 CH | 3 ????? Dia. # 80 CH | |
| Однонитка | .9 # | ||
| Ролик к ролик | 1.8 # | 3,0 # | 6,6 # |
| ВЕС ЦЕПЕЙ | |||
| Однонитка | 1,5 # | ||
| Ролик к ролику | 2,1 # | 3.0 # | 5,7 # |
D. Натяжение цепи определяется таким же образом, как и натяжение ленты под ленточным конвейером.
| Цепь Число | Допустимое натяжение цепи | |||
| Скорость конвейера F.P.M | ||||
| по 65 | от 65 до 80 | от 80 до 100 | от 100 до 150 | |
| RC 50 | 875 # | 800 # | 750 # | 650 # |
| RC 60 | 1200 # | 1075 # | 1000 # | 850 # |
| RC 80 | 2100 # | 1950 # | 1800 # | 1550 # |
СЕРВИСНЫЕ ФАКТОРЫ
Операция до 24 часов
Непрерывная одинарная нить: 1.0
Ролик к ролику: 1,2
Внезапная остановка или движение задним ходом: 1,4
Загрязненные условия: 1,4
КОЭФФИЦИЕНТ ТРЕНИЯ
Однонитевая 6%
Ролик к ролику 5%
Используемая формула:
HP = эффективное тяговое усилие цепи x скорость в FPM
33000 х 0,85 х 0,95
Умножьте коэффициент полезного действия эффективного натяжения цепи, чтобы определить, выше или ниже допустимое натяжение цепи.
Расчет мощности цепных конвейеров сложнее из-за того, что крутящий момент вала и изгибающие моменты находятся дальше общей картины. Рекомендуем проконсультироваться с вашим главным дистрибьютором Hytrol по вопросам применения, в которых требуется цепной конвейер.
Ниже приведена формула для определения передаточного числа звездочки, числа оборотов двигателя или скорости ремня:
Кол-во зубьев (мотор spkt.) X Диаметр шкива. (дюймы) x TT x Обороты вала редуктора = Скорость ленты (фут в минуту)
Кол-во зубьев (шкив спкт.) 12
Подставьте известные значения и решите неизвестные.
ПРИМЕР:
Требуемое количество зубьев на звездочке двигателя:
Известные значения:
1. Диаметр ведущего шкива. = 8 дюймов.
2. Выходной вал редуктора = 48 об / мин
3. Скорость ленты = 65 футов в минуту
4. Количество зубьев (звездочка шкива) = 32
Тогда: 65 x 32 x 12 = 21 зуб 8 P x 48
ДОПОЛНИТЕЛЬНЫЕ ПОЛЕЗНЫЕ ФОРМУЛЫ
Обороты (шкив) = FPM (ремень) x 12
Диаметр шкива.(в дюймах) x P
Об / мин (ролик) = ремень из FPM x 12
Диаметр ролика. (в дюймах) x P
Обороты (шкив) = Звездочка двигателя (количество зубьев)
Обороты (двигатель) Шкив звездочка (количество зубьев)
FPM = RPM (двигатель) x количество зубья (мотор spkt.) x диаметр шкива (или ролика). х P
Число зубьев (звездочка шкива x 12)
HP = крутящий момент (фунт-фут) x об / мин = крутящий момент (фунт-дюйм) x об / мин 2552 63025
Крутящий момент = эффективное натяжение ремня x 1/2 диам.ведущего шкива.
РАЗДЕЛ ДЕВЯТЫЙ
ОСНОВНАЯ ИНФОРМАЦИЯ, НЕОБХОДИМАЯ ДЛЯ РЕШЕНИЯ НАИБОЛЕЕ ПРОБЛЕМ
1. Тип транспортируемой продукции:
A. Картон (гофрированный) (склеенное, скрепленное или склеенное дно).
Б. Сумка (многослойная бумага, хлопок или пластик).
C. Связка или тюк (плотная стальная или пластиковая связка).
D. Деревянный футляр (шипы снизу).
E. Пластиковый лоток (гладкое или с ручкой дно).
2. Размер продукции:
Длина: макс. / Мин.
Ширина: макс. / Мин.
Высота: макс. / Мин.
Вес: Макс. / Мин.
3. Как транспортировать продукт?
A. По длине.
Б. По ширине.
4. Как товар будет помещен на конвейер?
A. Вручную.
Б. Передано с пыльника конвейера.
5. Способ транспортировки?
A. Гравитация.
Б. Мощность.
C. Сочетание силы тяжести и силы.
6. Сколько часов в день будет использоваться конвейер?
А. 8 часов (одна смена).
Б. 16 часов (две смены).
C. 24 часа (три смены).
7. Доступный электрический ток?
A. Вольт Фаза Герц
8. Максимальная (не средняя) производительность?
9. Будут ли конвейеры опираться на пол или подвешиваться над головой?
10. Будут ли конвейеры работать в необычных условиях?
А.Смывать.
Б. Сильная жара.
C. Сильный холод.
11. Потребуются ли инженерные услуги заказчику?
РАЗДЕЛ 10
КРАТКАЯ ИСТОРИЯ КОНВЕЙЕРНОЙ ПРОМЫШЛЕННОСТИ
Конвейерная промышленность фактически началась около 80 лет назад [1900] в Миннеаполис-Стрит. В районе Павла группа мужчин разгружает деревянную черепицу из вагонов. Идея сработала настолько хорошо, что часть группы решила переехать на завод по производству стальных труб и выбрала Эллвуд-Сити, штат Пенсильвания, дом National Tube.Эта перемещенная группа назвала себя Mathews Gravity Conveyer Company с Руфусом П. Мэтьюзом в качестве президента.
Группа, оставшаяся в Миннеаполисе-Ст. Пол также основал конвейерную компанию Standard Conveyor Company.
Мистер Оффатт был суперинтендантом компании National Tube в Элвуд-Сити, штат Пенсильвания. Иногда Мэтьюз попадал в финансовые затруднения, и г-н Оффатт выручал их и получал акции компании. Он также обеспечил работу своего сына Джона в инженерном отделе Мэтьюза.Кроме того, дочь г-на Оффатта была замужем за президентом городского банка Элвуда. После смерти мистера Оффатта Джон, его сын, унаследовал все акции Мэтьюза, которыми владел его отец.
После Руфуса П. Мэтьюза президентом стал Ф. Э. Мур. Затем пришел Билл Дин, затем Одд Маклири.
Ф. Э. Мур основал компанию Mailer-Searles в Сан-Франциско как производителя конвейеров Mathews Conveyors на западном побережье и построил новый завод в Порт-Хоупе, Онтарио, Канада. Мейлер-Сирлз продал район к западу от реки Миссисипи и содержал офисы в Солт-Лейк-Сити, Лос-Анджелесе, Сан-Франциско, Портленде, штат Орегон, и Сиэтле.
Мэтьюз, главный инженер, Нортон Мейер, и главный чертежник, Джон Оффатт взяли Гарри Харлика под свое крыло и научили его всему, как применять конвейеры в промышленности.
Помимо Мэтьюза, Mailer-Searles также приобрела линию упаковочных машин Standard-Knapp.
Билл Дин завидовал Биллу Дженике, президенту Mailer-Searles, потому что Дженике предлагали пост президента Мэтьюза раньше Билла Дина, но Дженике отказался, сказав, что он родился и вырос в Сан-Франциско и не собирался переезжать в Элвуд-Сити. .
Билл Дин решил построить завод Mathews в Сан-Карлосе и вернуть линию Mathews. Он также назначил П.В. (Джои) Браун как президент Мэтьюз-Западное побережье. У нового завода было всего 2 акра, и он быстро перерос территорию Сан-Карлоса. Они купили 80 акров в Чико и построили новый завод. П.В. Браун в конце концов умер от сердечного приступа, и Билл Пеппард был назначен вице-президентом и генеральным директором.
Когда Мэтьюз взял линию от Mailer-Searles, Билл Дженике получил линию Alvey Conveyer от Джека Алви из St.Луи.
Компания Alvey Conveyor Company начала свою деятельность в северном амбаре Анхузер-Буш в Сент-Луисе, оборудовав весь конвейер для пивоварни. Когда Алви попросил больше работы у других пивоварен Сент-Луиса, ему вежливо сказали переехать.
Алви в конце концов скончался, и Джек Алви и Боб Майер купили компанию у вдовы своего дяди. И Джек, и Боб были стандартными продавцами конвейеров в Нью-Йорке и специализировались на конвейерах для пивоварен.
Между тем компания Hartford-Empire, производитель оборудования для автоматического выдувного стекла, приобрела Standard-Knapp.Было предложено, чтобы Мейлер-Сирлз также продал свою продукцию компании Hartford-Empire, позже известной как Emhart.
Биллу Янике позже сказали, что Эмхарт собирается распустить Мейлер-Сирлз. Эмхарт основал отдельный офис Standard-Knapp в Сан-Матео, и Гарри Харлик был нанят, чтобы завершить все выдающиеся дела Алви, после чего он перешел на работу в корпорацию FMC в Риверсайд, Калифорния.
Так вот, Одд Маклири был президентом Мэтьюза и организовал продажу Мэтьюса Рексу-Чейнбелту из Милуоки, Висконсин.Rex также купил Nordberg, производителя дробильного оборудования, и изменил свое название на Rexnord. Стоимость Мэтьюза для Рекса составила 9 миллионов долларов с учетом 25 тысяч долларов в год выхода на пенсию в Odd сроком на 5 лет. У Мэтьюса было 9 миллионов долларов в банке, так что фактические затраты Рекса равны нулю.>
FMC выделила 10 миллионов долларов для подразделения «Риверсайд», чтобы оно занялось конвейерным бизнесом. Поскольку они снабжали практически весь конвейер цитрусовой промышленности, у них был хороший старт. Подразделение Riverside могло купить конвейерную компанию или начать ее с нуля.Подразделение «Риверсайд» также производило около 7 различных производственных линий; грузовики для перевозки сыпучих кормов, доставляющие корма для крупного рогатого скота и кур, яичные машины, которые автоматически сортируют и упаковывают яйца для производителей, а также соковыжималки и другое оборудование для производителей цитрусовых.
Также FMC приобрела несколько патентов на устройство для поддонов у изобретателя из Лос-Анджелеса. Остальные патенты были приобретены Lamson Corporation из Сиракуз, Нью-Йорк. Это вызвало судебную тяжбу между FMC и Lamson, которая чуть не обанкротила Lamson.Обе компании производили Паллетайзеры.