
Основные неисправности инверторов и методы их устранения
Сварочный аппарат часто встречается в домашних мастерских — для личного использования его приобретают даже новички: этот вид техники удобнее, чем трансформатор или выпрямитель.
Пользователи сварочного оборудования отмечают следующие преимущества:
- доступность — приобрести инвертор можно в каждом магазине строительной техники;
- мобильность — самый тяжелый агрегат весит не более 10 килограммов, что упрощает транспортировку инвертора;
- универсальность — подходит для обработки любых металлов;
- малотребовательность — для сварки электродом 3 мм достаточно напряжения 170 В;
- простота эксплуатации — новички предпочитают работать с инвертором благодаря устойчивой рабочей дуге: сварочный шов получается ровным и аккуратным.
Причины поломок
Инверторы, как и любое оборудование, могут выйти из строя. Большинство поломок происходят из-за неправильно выбранного сварочного режима, выхода из строя некоторых электронных элементов или попадания пыли и посторонних частиц в корпус блока питания.
Большинство поломок происходят из-за неправильно выбранного сварочного режима, выхода из строя некоторых электронных элементов или попадания пыли и посторонних частиц в корпус блока питания.
Зная типовые поломки, вы легко определите и устраните неисправность — чаще всего диагностика и домашний ремонт сварочного оборудования не вызывают трудностей.
Основные неисправности и пути их решения:
- Дуга горит нестабильно, материал электрода неконтролируемо разбрызгивается. Скорее всего вы выбрали неподходящую силу тока: на каждый миллиметр электрода должно приходиться от 20 до 40 ампер.
- Сварка прилипает к металлу — недостаточно напряжения. Замерьте напряжение в сети и не забудьте очистить клеммы инвертора.
- Нет дуги при включенной аппаратуре — силовые кабели повреждены или перегреты.
- Аварийное отключение — скорее всего сработала защита от короткого замыкания. Проверьте элементы силовой цепи сварочного оборудования — скорее всего, какой-то из них вышел из строя и требует замены.

- Большое энергопотребление при холостом ходе — возникает из-за замыкания витков на токопроводящих катушках. Проблема устраняется полной перемоткой катушек и наложением дополнительных слоев изоляции.
- Отключение аппарата через одинаковые промежутки времени характерно для чрезмерно перегревающихся моделей. Если инвертор внезапно выключился, дайте ему остыть в течение 30–40 минут, прежде чем продолжать работу.
- Блок питания при работе издает посторонние звуки. Необходимо проверить и затянуть в случае ослабления болты, которые стягивают элементы магнитопровода. Если проблема заключается не в этом — проверьте крепеж сердечника или замыкание между кабелями.

Важно! Если из корпуса инвертора идет густой белый дым — не пытайтесь выполнить самостоятельный ремонт, сразу несите оборудование в сервисный центр.
Ремонт в домашних условиях
Чтобы установить причину поломки, проведите визуальный осмотр всех узлов сварочного аппарата, тщательно зачистите окислившиеся контакты с помощью щетки и растворителя. Внимательно изучите инструкцию: возможно, там уже указана типовая неисправность этой модели.
Внимательно изучите инструкцию: возможно, там уже указана типовая неисправность этой модели.
В первую очередь, выходят из строя:
- транзисторы;
- диодный мост;
- система охлаждения.
Их неисправность устанавливается по существенному изменению геометрии.
В таком случае весь ремонт сводится к замене элементов с помощью паяльника. В работе вам также пригодится дополнительное оборудование — мультиметр, вольтметр и осциллограф.
Если по окончании первичных ремонтных работ сварочный инвертор не включается, переходите к более глубокой диагностике — проверьте блоки питания, управления а также силовой блок.
- При возникновении неисправности необходимо немедленно отключить прибор от электросети, дать ему остыть и только после этого снимать кожух.
- Диагностику начинайте с малого — нередки случаи, когда ремонт инвертора заключается в простейшей замене деталей или пропайке контактов.
- Для проверки транзисторов используйте мультиметры, вольтметры и осциллографы.
- Заменив электротехнические элементы, проверьте печатные проводники.
- Не забудьте об обслуживании разъемов после работы с дорожками.
- Проверяйте диодные мосты: они нечасто выходят из строя, но это лишним не будет.
- Если в процессе поиска неисправностей вы дошли до проверки плат и пультов управления, обязательно используйте высокоразрешающий осциллограф.

Если вы провели все диагностики и проверки, но обнаружить поломку так и не удалось — рекомендуем прекратить поиски проблемы и обратиться специализированные мастерские по ремонту сварочного оборудования.
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.
Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.
При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.
В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
2 Неисправности сварочных инверторов – основные виды и причины
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.
В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.
 com/embed/tXGMFWKRtGY?rel=0″ frameborder=»0″ allowfullscreen=»»/>
com/embed/tXGMFWKRtGY?rel=0″ frameborder=»0″ allowfullscreen=»»/>
3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.
- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.
 Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом). Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).4 Самостоятельный ремонт инверторных сварочных аппаратов
О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.
Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов «раскачивающего» их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов «раскачивающего» их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.
Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
Ремонт сварочного инвертора своими руками
Благодаря своей компактности и широкому диапазону настроек, инверторы активно используются частными сварщиками и мобильными бригадами. Шов, получаемый от подобных аппаратов, отличается хорошей степенью проплавки и чешуйчатости. Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы. Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы. Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Понимание особенностей оборудования
Чтобы ремонт сварочного инвертора своими руками принес результаты, необходимо понимать строение и принцип действия данного устройства. Без этого можно долго смотреть на разобранный аппарат и не замечать причину поломки, находящуюся «на поверхности».
Сварочный инвертор позволяет эффективно работать с металлами разной толщины и производить качественные соединения благодаря преобразованию тока в несколько этапов. В его схему входит четыре ключевых узла:
В его схему входит четыре ключевых узла:
- выпрямляющий блок;
- инверторный модуль;
- понижающий трансформатор;
- электронный регулятор.
Знание принципа действия аппарата поможет понять на каком этапе возникает несоответствие в работе и выявить причину поломки. Суть процесса заключается в следующем:
- Напряжение из бытовой сети поступает на выпрямитель, который преобразовывает переменный ток в постоянный. Это достигается за счет специально рассчитанного диодного моста.
- Инверторный модуль состоит из ряда транзисторов, способных преобразовывать постоянное напряжение обратно в переменное, но со значительным повышением частотности. Эта величина может достигать значения 100 кГц.
- Понижающий трансформатор снижает поступающее напряжение до безопасных значений, одновременно увеличивая силу тока для сварки. Так, из бытовой сети в 6-25 А, можно получить 200 А, способных варить металл 5-7 мм толщиной.
Это основные элементы, ремонтируемые в сварочных инверторах.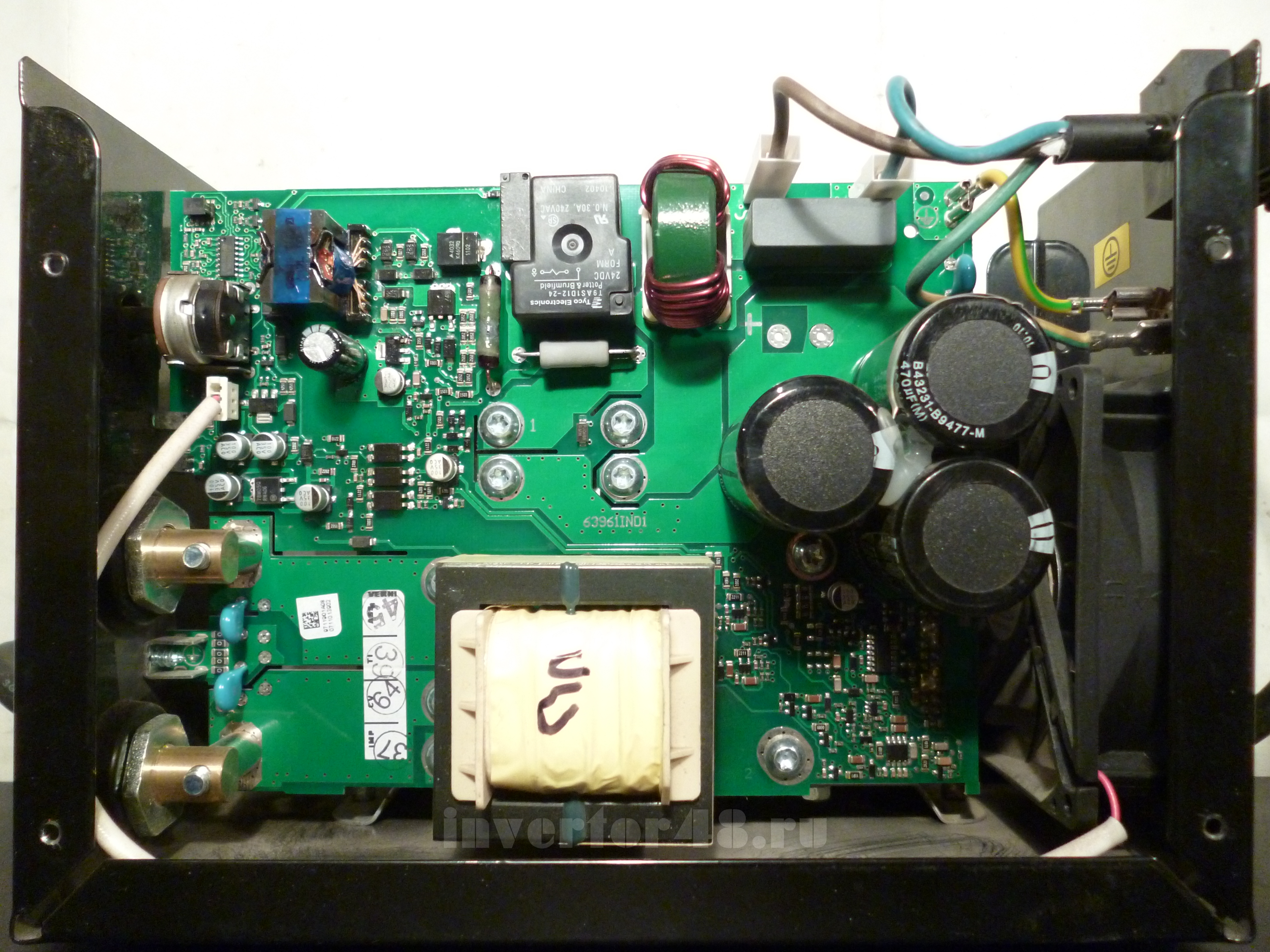 Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
С чего начинается ремонт
Ремонт инверторных сварочных аппаратов начинается с анализа причинно-следственной связи в функционировании оборудования. Суть в том, чтобы распознать проблемные «симптомы» устройства и понять какие факторы могут на это влиять.
Например, если дуга горит не естественно, то нет смыла искать проблему в электрической плате, а стоит перенастроить режим сварки. И наоборот, когда аппарат вообще не включается, не стоит крутить переключатели управления в надежде на чудо, а необходимо искать обрыв контакта. У каждой поломки (следствие) существует явление (причина), предшествовавшее ей. Тонкое понимание характера поломки поможет точнее идентифицировать причину.
Поиск причины начинается с визуального осмотра оборудования. Необходимо обнаружить оборванные провода или подгоревшие контакты. Если это не дало результатов, то для ремонта сварочного аппарата своими руками необходимо задействовать тестеры, помогающие найти обрыв в цепи. Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Конечно, для этих действий требуются простейшие навыки в электрике. Возможно, изучение нескольких видео, на которых показан ремонт сварочных инверторов своими руками, и процесс поэтапного осмотра узлов аппарата, поможет обрести уверенность и приступить к делу.
Простейшие причины поломки и их устранение
Не всегда поломка инвертора — это полная неисправность аппарата. Порой, это может быть что-то несерьезное. Поэтому, если оборудование работает, но не корректно, то стоит проверить следующие причины:
| Вид неисправности | Причина | Способ устранения |
| Сварочный металл разлетается в разные стороны. | Выставлена слишком большая сила тока, не соответствующая параметрам электрода. | На пачке электродов указаны оптимальные значения настроек аппарата, которые необходимо переустановить в согласии с этими рекомендациями. |
Сила тока выставлена правильно, но электрод постоянно прилипает к изделию. | 1. Во входящей сети упало напряжение (менее 220 V). 2. Используется слишком длинный удлинитель. 3. В гнездах кабелей нет плотного контакта. 4. Плохой контакт в розетке сети. 5. Шнур от розетки до аппарата имеет сечение меньше 2.5 мм. | 1. Подождать возобновления уровня напряжения или установить стабилизатор. 2. Если необходим удлинитель, то его сечение должно быть более 4 мм квадратных. 3. Проверить плотность фиксации кабелей в гнездах путем поворота по часовой стрелке до упора. 4. Устранить причину плохого контакта. 5. Заменить провод на аналог с большим сечением. |
| Не зажигается дуга, хотя аппарат работает. | Плохой контакт на массе. | Переподключить контакт массы. |
| Обрыв напряжения при сварке. | Поломан автомат сети или его параметры не соответствуют используемой силе тока. | Заменить автомат. |
| Горит индикатор перегрева. | Это срабатывает при достижении температуры 80 градусов. Сварка велась слишком долго. Сварка велась слишком долго. | Дать остыть аппарату, не ведя работы. |
Проблемы в электронике и их устранение
Ремонт инверторного сварочного аппарата может подразумевать поиск более серьезных поломок и их устранение. Это касается электронной платы и других узлов. Причина может крыться в:
- попадании влаги во внутрь инвертора и замыкании;
- запыление внутренних элементов оборудования, приводящее к перегреву;
- нарушение режимов сварки, повлекшее к перегреву и уменьшению срока работы отдельных деталей.
Поиск перегретых и сгоревших элементов начинается с визуального осмотра. Определить вышедшую из строя деталь можно по нескольким факторам:
- цвет электронного элемента явно потемнел;
- на ножках или клеммах устройства виден черный нагар;
- деталь, впаянная в электронную плату, треснула;
- наблюдается визуальное вздутие предмета в схеме.
В этом случае необходимо выпаять неработающую деталь при помощи паяльника, и заменить на аналогичную. При подборе нового элемента важно, чтобы он имел и соответствующую маркировку, полностью совпадающую с предыдущей. Она часто указывается на корпусе. Если надпись затерлась, то в специальных справочниках можно получить расчеты электронной схемы по задаваемым величинам входящего и выходящего тока.
Еще одной причиной поломки инвертора может быть обрыв кабеля. Стоит проверить каждый провод вручную, слегка подергав за него. Выполнять это следует даже с маленькими проводами от тумблеров и переключателей.
Узлы устройства «прозваниваются» тестером. Начать следует с транзисторного блока, поскольку чаще всего контакт обрывается в нем. Важно проверить не только сами транзисторы, но и их общий контур. После этого, подобной проверке подвергают диодный мост.
Если предыдущие попытки отремонтировать инвертор не принесли успеха, то следует проверить плату управления ключами, влияющую на функционирование всего оборудования. Для этого потребуется раздобыть осциллограф. Проверяется изменение напряжения и частота управляющих сигналов. Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Выполнить ремонт сварочного аппарата своими руками возможно в большинстве случаев. Для этого необходимы элементарные знания электротехники, соответствующее оборудование, и следование изложенным выше рекомендациям. Но если проблема осталась, то необходимо воспользоваться помощью специалистов.
Поделись с друзьями
1
0
0
0
Основные неисправности сварочного инвертора
Неисправности сварочного инвертора
Сварочные инверторы являются неотъемлемым атрибутом соответствующего вида работ. Они обеспечивают питание для дуги, с помощью которой и производят спайку металлических элементов. Важно, чтобы ремонт сварочного оборудования выполняли сертифицированные специалисты. Они обязательно должны предоставлять гарантию на свои работы.
Основные виды поломок
Классифицируют неполадки сварочных инверторов по виду причин, которые к ним привели:
- связанные с неправильным режимом эксплуатации;
- обусловленные естественным износом компонентов.
При этом выход из строя может быть полным или частичным. Для выявления конкретной неполадки проводят последовательную проверку: от простого к сложному. Электросхема модуля — один из самых уязвимых и трудновосстановимых элементов. Наиболее часто встречаемые неисправности данной комплектующей следующие:
- Короткое замыкание вследствие попадания влаги в корпус инвертора.
- Перегрев. Его причина обычно — несоблюдение требований по регулярной очистке от пыли. Также возможен выход электросхемы из строя из-за игнорирования режима работы, рекомендованного производителем.
Среди прочих неполадок:
- Нестабильность функционирования сварочной дуги. В таком случае следует оценить правильность выбора силы тока.
- Прилипание электрода к обрабатываемой заготовке. Здесь придется проверить контакт модулей в панельных гнездах. Если он плохой, то место соединения зачищают и обрабатывают специальным составом.
- Низкое напряжение на входе сварочного аппарата, которое обычно связано с нарушением изоляции проводов в цепи питания. В таком случае следует тщательно проверить их на целостность и при необходимости восстановить ее.
- Сварка не осуществляется. Проверьте инвертор: если индикация включения есть, а аппарат не работает, то произошел перегрев. Его последствия может исправить только сертифицированный мастер.
- Инвертор не работает. В первую очередь измерьте напряжение в сети: если оно достаточное, то, скорее всего, причиной выхода из строя является тоже перегрев.
 В таком случае следует оценить правильность выбора силы тока.
В таком случае следует оценить правильность выбора силы тока.
Стоимость и сроки ремонта сварочных аппаратов напрямую зависят от типа неисправности, то есть сложности ее устранения.
Неисправности сварочных инверторов и способы их устранения | ММА сварка для начинающих
Сварочный инвертор состоит из нескольких модулей и платы управления, поэтому в нем есть чему ломаться в отличие от простого трансформатора. Основные элемента инвертора, это первичный выпрямительный блок, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор и плата управления.
К слову, все данные элементы способны сильно нагреваться. Поэтому в инверторах имеется вентилятор для охлаждения и радиаторы, к которым крепятся сильно нагреваемые детали. И, тем не менее, данных мер по охлаждению инвертора порой недостаточно, особенно в дешевых моделях. Вот почему так важно строго придерживаться правил эксплуатации инвертора, которые рекомендовал производитель.
Какие неисправности сварочных инверторов самые распространённые? Можно ли их устранить самостоятельным путём? Что делать, если инвертор не регулирует сварочный ток — читайте в этой статье.
Основные неисправности сварочных инверторов
К основным неисправностям сварочных инверторов относятся:
- Инвертор не включается, при подаче напряжения ничего не происходит: вентилятор не крутится, индикация не горит;
- Сварочная дуга нестабильная, металл все время разбрызгивается при сварке;
- Не регулируется сварочный ток;
- Инвертор потребляет слишком много электроэнергии;
- На инверторе часто загорается индикатор перегрева.

Итак, рассмотрим, можно ли как то осуществить ремонт сварочного инвертора при всех вышеперечисленных проблемах в работе.
Инвертор не включается
Наиболее частой причиной тому, что сварочный инвертор не включается, является повреждение сетевого кабеля. Поэтому прежде чем нести инвертор в ремонт, убедитесь в том, что сетевой шнур в порядке. Сделать это можно обычный тестером, установив прибор на прозвон кабелей.
Сварочная дуга нестабильная (разбрызгивание металла)
Чаще всего данная проблема кроется не в том, что инвертор неисправен, а в неправильно подобранной силе тока для сварки. Если вы не нашли на упаковке с электродами рекомендуемую силу тока, то сварочный ток можно рассчитать по следующей схеме: на 1 мм, диаметра электрода должно приходиться порядка 20-40 ампер сварочного тока.
Не регулируется ток на инверторе
Причиной этому может стать вышедший из строя регулятор тока или провода, которые к нему подведены. Также причиной нередко является замыкание в дросселе, поломка вторичного трансформатора.
В любом случае, прежде чем нести сварочный инвертор на ремонт, снимите с него кожух и проверьте целостность проводов внутри, а также надёжность их соединения.
Большое потребление электроэнергии
Часто причина большого энергопотребления кроется в межвитковом замыкании трансформатора.
Ремонт сварочного инвертора в данном случае должен осуществляться только квалифицированным специалистом.
На инверторе горит перегрев
Если на инверторе загорается индикатор перегрева, то, значит, сработала термозащита. Это означает одно — внутренние элементы инвертора сильно перегреваются и им нужно охлаждение. Нельзя ничем закрывать вентиляционные отверстия в корпусе инвертора. Также нужно обязательно соблюдать продолжительность работы сварочным аппаратом, для каждой модели «ПВ» рассчитывается отдельно.
Так, например, если в характеристиках инвертора указан режим продолжительности работы 70%, то инвертором можно варить без остановки 7 минут. Далее, чтобы индикатор перегрева не загорался, нужно дать остыть инвертору не менее 3 минут.
Также причиной частого перегрева инвертора может стать засорившийся вентилятор. Необходимо осуществить чистку инвертора, чтобы улучшить систему охлаждения.
Еще статьи про сварку:
Электрические Схемы Сварочных Инверторов — tokzamer.ru
Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком.
Схемы сварочных инверторов самодельных и заводских.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А.
Вот схема.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента.
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1
Читайте также: Подключить электричество на участок
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения.
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
Неисправности сварочных аппаратов — Построй свой дом
Как и любой электрический прибор, сварочные аппараты имеют свойство ломаться. Есть поломки, которые без специализированной мастерской не устранить. Но в некоторых случаях восстановить работоспособность сварочного аппарата можно своими руками. Вот о том, какие бывают неисправности сварочных аппаратов, мы и поговорим в этой статье.
Неисправности сварочных аппаратов
Сварочный аппарат не включается
Еще 10 минут назад все работало, а сейчас аппарат не хочет стартовать. Почему такое происходит? Причин может быть три:
- Перегорание из-за неправильной подачи электричества либо замыкания в цепи высокого напряжения. Хотя на скачки напряжения рассчитано большинство моделей сварочных аппаратов, существуют предельно допустимые нормы, при превышении которых инвертор, полуавтомат или трансформатор перестают включаться.
- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоя конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока.
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые владельцы сварочных аппаратов экспериментируют с установкой дополнительных вентиляторов для дополнительного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств со стороны производителя. Альтернативный вариант предотвращения подобных неприятностей – использование стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установка сварочного тока выше допустимого значения – все это может стать причиной перегрева. А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки и как итог задымление.
Как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. Если в инструкции сказано, что максимальный диаметр электрода должен быть 4 мм, не экспериментируйте с 6-мм стержнями. Если все же неисправность произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке трансформатора.
Сильно гудит трансформатор сварочного аппарата
Сильное гудение трансформатора, часто сопровождающееся перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода.
Как ремонтировать? Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Низкое значение сварочного тока
Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока. Как проверить регулятор тока?
Прежде всего это плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п.
Как ремонтировать? Необходимо снять кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова
Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Как ремонтировать? Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Потребление большого тока из сети при отсутствии нагрузки сварочного аппарата
К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Как ремонтировать сварочный инвертор
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции, и что бы там ни говорили производители инверторов, меньшей надежностью в сравнении с предшественниками: трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика неисправности сварочных аппаратов и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоит их электронная схема. Придется научиться работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей измерительной технике.
Неисправности инверторного сварочного аппарата
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и опыт работы с электрическими схемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как мы уже говорили, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором.
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом, что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Как проверить транзисторы инвертора
Самым слабым местом инверторов являются транзисторы. Эта деталь греется при работе и если у нее будет недостаточный отвод тепла, может просто перегореть. Поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра.
Неисправный транзистор обычно виден сразу — оплавленный или треснувший корпус, прогоревшие выводы. Если таковой обнаружен, можно начинать ремонт инвертора с его замены.
Иногда внешних признаков неисправности нет, все транзисторы выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, с помощью которого можно их прозвонить.
Определить неисправные элементы — это далеко не все. Ремонт инверторных сварочных аппаратов предполагает также поиски деталей взамен сгоревших. Для этого определяется характеристика вышедших из строя элемента и, исходя из нее, подбирается аналог на замену.
Как проверить драйвер инвертора
Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов драйвера. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Как проверить выпрямитель инвертора
Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. Диодный мост удобнее всего проверять, отпаяв от него контакты и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Как проверить плату управления инвертора
Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шины затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Ремонт сварочных полуавтоматов
В полуавтомате, независимо от того, на какой базе он собран — инверторов или выпрямителей, к неисправностям электронной и электрической части могут добавляться механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового, соединив конец старого канала с началом нового.
Часто очень сложно найти объяснение неисправности сварочных аппаратов, особенно в инверторных моделях. Ведь инверторный аппарат представляют собой сложный комплекс электронных модулей, входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т.д. И разобраться со всем этим под силу не каждому. Поэтому лучше приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйтесь в сервисный центр.
В следующей статье я расскажу о сварочных электродах для инвертора.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Советы по поиску и устранению неисправностей сварочного аппарата
— Сварочные инструменты
Сварочные аппараты необходимы для различных видов работ, включая строительство, машиностроение, механику, работу с деревом и множество других применений.
Однако они также более сложные и иногда более хрупкие, чем инструменты различных типов, что обычно приводит к ряду проблем, которые могут привести к их неправильной работе, потере вашего времени, денег и усилий.
Чтобы этого избежать, здесь мы рассмотрим почти каждую из этих проблем и в то же время поможем вам исправить и предотвратить их.Приходите и прочтите эту статью, чтобы узнать больше!
Общие проблемы и советы по устранению неисправностей сварочного аппарата
Прежде чем приступить к предотвращению проблем со сварочным аппаратом, необходимо знать, что, как и почему может возникнуть при его использовании. Вам необходимо знать следующие:
Машина не запускается
Сварочный аппарат иногда может не запускаться, и это может быть либо очевидная проблема, например, перегрузка или неправильное входное напряжение, либо ужасная проблема, например, короткое замыкание, повышенное напряжение. поставка, а то и хуже.
Первое и самое главное здесь — проверить, включен ли выключатель машины. Затем, если это так, убедитесь, что он подключен напрямую к входу, который соответствует его электрическим потребностям.
Если все в порядке, подождите несколько минут, прежде чем снова включить его, не менее 30 минут, чтобы проверить, не перегружается ли он. Если не работает, значит, еще хуже.
Теперь пора проверить таблицу цепей, если она закорочена, пора менять. Если блок питания взорвался, его также необходимо заменить, чтобы избежать проблем в будущем.
И если ничего из этого не работает, возможно, шнур питания или что-то более электронное, чем электрическое или физическое. В этом случае вызовите специалиста.
Начинает перегорать предохранитель
Это обычное явление, когда машина запускается правильно, и вы почти готовы начать владеть, но предохранитель перегорает.
Здесь у вас, несомненно, есть проблема с электричеством, и это может быть как из-за того, что предохранитель слишком мал для машины, так и из-за короткого замыкания.
Чтобы проверить, предохранитель ли это, замените его и посмотрите, сохраняется ли проблема.Если это так, пора убедиться, что машина не закорочена внутри.
Проверьте все, от кабелей и изоляции до таблицы цепей, убедитесь, что все в порядке — чего, вероятно, не будет. Если все в порядке, возможно, вам понадобится новый блок питания, так как он перегорает ваши предохранители.
Сварка останавливается во время работы
Иногда бывает, что во время сварки аппарат внезапно останавливается без видимой причины. Здесь может быть плохая вентиляция, перегрузка или неисправный охлаждающий вентилятор, не выполняющий свою работу.
Для проверки убедитесь, что все вентиляторы и вентиляционные отверстия устройства очищены и работают при включении. При необходимости замените вентиляторы или очистите оборудование.
Если все в порядке, проверьте, не перегружен ли он, подождите не менее 30 минут после повторного включения и использования.
Если проблема не устраняется, скорее всего, это проблема короткого замыкания — поэтому вы должны проверить цепи и кабели внутри, и вы обязательно найдете причину.
Переключатель полярности не работает
Переключатель полярности необходим для определенных сварочных работ, а некоторые используют его практически для всего. Когда это не работает, это может стать настоящей головной болью. Причина может быть в том, что кабель изношен или используется во время работы.
Чтобы исправить это, убедитесь, что все кабели правильные и в хорошем состоянии, в противном случае просто замените их. Также помните, что никогда не используйте выключатель, когда сварщик находится под нагрузкой, это важное правило для использования этих устройств.
Держатель горячего электрода
Причина в том, что держатель ослаблен или неправильный рабочий цикл, это может стать проблемой, которая делает сварку практически невозможной.
Просто убедитесь, что держатель правильно затянут на устройстве. Если это не так, просто затяните его правильно. В противном случае замените держатель на правильный, так как он может уже сломаться.
Поражение электрическим током
Чаще всего поражается электрическим током при прямом прикосновении к сварщику.Это не обычная проблема, но это может случиться и быть опасным. В основном возникает, когда устройство не заземлено должным образом.
Лучший способ устранить поражение электрическим током — это ознакомиться с руководством по эксплуатации продукта и узнать, как заземлить его в зависимости от его размера и элементов управления. Если нет, попробуйте укоренить его самостоятельно, если знаете, как это сделать, или поговорите со специалистом. Затем убедитесь, что он больше не сотрясает.
Кабель для горячей сварки
Некоторые сварочные кабели при использовании имеют тенденцию к нагреванию, но это не должно быть чем-то, что заставляет их плавиться или становится неприкасаемым.
Когда это происходит, нет другой причины, кроме неподходящего размера кабеля для устройства. Это означает, что вам необходимо заменить сварочный кабель на соответствующий размер, обычно на размер, указанный в руководстве, или, естественно, на более толстый, чем нынешний.
Машина не выключается
Если аппарат не хочет выключаться, это означает, что шнур питания работает неправильно или выключатель перегорел. И, конечно же, это может повредить устройство или, что еще хуже, навредить вам во время его использования.
Чтобы исправить это, вам нужно будет проверить переключатель в следующий раз, когда вы подключите его, убедитесь, что он выключен, а затем включите его, чтобы увидеть, работает ли он. Если на этот раз он выключается и включается без проблем, это означает, что вам придется заменить шнур питания или внутренние соединения.
Недостаточная сварка
Иногда случается, что аппарат плохо сваривает, с малой искрой сварщика, что не подходит для ваших нужд. Здесь наиболее вероятная причина в том, что наконечник, касающийся предохранителя, или предохранитель изношен.
Единственный способ исправить это — заменить наконечник внутри пистолета, обычно бронзовую деталь, которая будет выглядеть изношенной и может вызвать еще больше проблем. Как только вы почувствуете слабую сварочную искру, замените эту деталь, пока не стало слишком поздно.
Пористость
Когда вы что-то свариваете и чувствуете, что поверхность припаянного металла слишком пористая, это означает, что у вас могут быть проблемы с проводкой или несоответствующий поток газа в машине.
Убедитесь, что шнур питания и внутренние соединения работают правильно и не имеют физических признаков неисправности.Затем, если устройство работает на газе, убедитесь, что источник газа подает постоянное и равномерное топливо. Если этого не происходит, скорее всего, это засоренный клапан или трубка, проверьте соответствующим образом и отремонтируйте.
Трещины при сварке
Если вы видите сварной шов с трещинами, это означает, что сварка работает неправильно. Опять же, это означает, что в устройстве могут быть проблемы с электричеством, либо вы используете изношенный предохранитель или припой.
Убедитесь, что вы используете правильный предохранитель и припой, и все устройство не имеет электрических проблем.Проверьте все, от шнура питания до внутренних соединений.
Слишком много искр
Когда устройство выполняет сварку, и припой создает слишком много искр при соприкосновении с металлом, это означает, что оно перегружено или вы используете слишком большой импеданс.
Для решения обеих этих проблем просто убедитесь, что напряжение соответствует устройству. Кроме того, убедитесь, что каждый элемент управления находится на нужном уровне, чтобы уменьшить проблемы с импедансом. Это обязательно поможет.
Советы по обслуживанию сварочного аппарата
Теперь, когда вы ознакомились с наиболее распространенными проблемами, с которыми вы можете столкнуться со сварочным аппаратом, пора посмотреть, как вы можете предотвратить все эти проблемы еще до того, как они возникнут.Следуйте этим советам и никогда не терпите их!
- Всегда соблюдайте технические характеристики устройства, чтобы избежать его неправильного использования. Сварочный аппарат сложнее и хрупче, чем думает большинство людей.
- Рабочие циклы всегда рекомендуются во избежание перегрузки или чрезмерного использования устройства.
- Никогда не толкайте сварочный аппарат для выполнения каких-либо действий, для которых он не предназначен. Используйте маленькие устройства для небольших проектов, а большие — для больших.
- Очищайте свои устройства не реже одного раза в месяц, чтобы убедиться, что внутри не остается мусор или пыль.Они могут повредить ваш сварочный аппарат без вашего ведома.
- Правильно накройте все сварочные аппараты, убедитесь, что никакие частицы любого типа не могут попасть внутрь них.
- Никогда не выполняйте столярные или подобные работы рядом с такими машинами, как сварочные. По возможности перенесите устройство в другое место, прежде чем начинать какие-либо действия, при которых в воздухе остается пыль, мусор или другие частицы (включая искры и воду).
- Смазывайте сварочный аппарат время от времени, смазывайте то, что необходимо для смазывания, и выполняйте техническое обслуживание в соответствии с потребностями аппарата.
- Запланируйте ежемесячный или двухмесячный процесс обслуживания сварочного аппарата. Включите его, очистите, смажьте и смазайте маслом, сделайте все необходимое, чтобы оно продолжало работать правильно. В зависимости от того, как вы его используете, вам может потребоваться проводить техническое обслуживание даже каждые две недели.
- Замените детали, которые труднее исправить. Некоторые детали, например электрические цепи, шнуры питания и другие внутренние кабели, не подлежат ремонту. Всегда приятно заменить их новыми и избежать дальнейших проблем.
- Всегда выбирайте правильные предохранители и припои для использования с устройством.Неправильный размер или тип могут в конечном итоге повредить сварочный аппарат.
- Примите правильные меры предосторожности. Даже если вы хотите позаботиться о своей машине, если вы не соблюдаете надлежащие меры предосторожности, вы можете навредить себе.
Начните ухаживать за своим сварочным аппаратом прямо сейчас!
Когда дело доходит до ухода и устранения неисправностей сварочного аппарата, когда это необходимо, почти нет ничего сложного.
Это сложнее, чем другие инструменты, но по сравнению с самыми твердыми инструментами — это несложный кусок пирога.
Итак, начните выполнять это критическое обслуживание вашего устройства, оно может уже работать со сбоями, и один из этих советов может быть решением для этого! Попробуйте эти рекомендации сегодня и забудьте о паршивых сварочных аппаратах!
Как решить 8 распространенных проблем при сварке с помощью этих простых шагов
Сварка определяется как процесс, при котором два или более куска металла или термопласта скрепляются вместе с помощью тепла и давления. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен.Некоторые из наиболее распространенных сегодня типов сварки — это сварка металла в инертном газе (MIG) или газовая дуговая сварка металла (GMAW), дуговая сварка или дуговая сварка в среде защитного металла (SMAW), вольфрамовая сварка в инертном газе (TIG) или дуговая сварка вольфрамовым электродом (GTAW ) и порошковой дуговой сваркой (FCAW).
С годами эти методы сварки были упрощены за счет использования превосходного сварочного оборудования. С таким оборудованием многие операторы могут забыть о важных этапах выполнения сварки. Однако, когда эти же операторы сталкиваются с проблемами, они не могут диагностировать и устранять проблемы.Вот несколько распространенных проблем со сваркой и способы их устранения.
1. Брызги
При газовой дуговой сварке (GMAW) частым нежелательным побочным эффектом является образование того, что сварщики называют разбрызгиванием. Это капли расплавленного материала, образующиеся возле сварочной дуги. Брызги возникают при слишком высоком сварочном токе, неправильной полярности или недостаточной газовой защите. Во избежание разбрызгивания рекомендуется уменьшить сварочный ток и длину дуги. Кроме того, сварщик может проверить правильность полярности расходных материалов.Наконец, рекомендуется проверить тип и расход защитного газа, а также очистить газовое сопло и увеличить угол между резаком и пластиной.
2. Пористость
Пористость вызывается абсорбцией азота, кислорода и водорода в расплавленной сварочной ванне, которая затем выделяется при затвердевании и захватывается металлом сварного шва. Причины пористости включают наличие влаги, ржавчины, смазки или краски на краях пластины, недостаточную защиту от газа или сварку небольших зазоров, между которыми находится воздух.Чтобы избежать образования пористости в сварном шве, сварщик должен повторно запечь или использовать свежие сварочные материалы и проверить сварочную горелку на герметичность. Также помогает наличие сухих и чистых краев тарелок. Также было бы неплохо проверить тип и расход защитного газа, очистить газовое сопло сварочного устройства и убедиться, что угол между горелкой и пластиной не слишком велик или мал.
3. Выточка
Подрезы возникают, когда напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле наклона, или если электрод слишком велик для толщины пластины.Кроме того, при слишком высокой скорости движения обычно возникают подрезы. Помимо наблюдения за скоростью, важно проверить правильность обращения с используемым электродом. Сварщикам не рекомендуется использовать электрод больше, чем необходимо, потому что, если количество расплавленного металла станет слишком большим, произойдет подрезание. Затем важно следить за тем, сколько переплетения используется. Наконец, не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва.
4.Деформация
Деформация происходит при сжатии свариваемых металлов, когда он остывает и затвердевает. Это происходит, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков, плохая подгонка пластины (недостаточный зажим) перед сваркой. Некоторые хорошие решения для предотвращения деформации — это сварка с обеих сторон соединения, сварка от центра кнаружи (в противоположных направлениях), с использованием электрода большего размера и надежного зажима. Изменение последовательности сварных швов или расположения стыка, или выполнение меньшего количества проходов также может помочь
снизить риск.
5. Трещины
В любой конструкции каждая трещина (независимо от размера) считается дефектом. Это может быть опасно, потому что небольшие трещины могут со временем стать больше. Это не так просто, как заполнить зазор материалом, потому что трещины необходимо зашлифовать, а затем выполнить новую сварку, чтобы исправить ошибку. Поскольку это утомительно, профилактика предпочтительнее лечения. Чтобы избежать трещин, необходимо потратить время на шлифовку, очистку, опиливание или удаление заусенцев с краев пластин, чтобы они легко стыковались.Было бы неплохо повторно нагреть обе стороны стыка, так как правильная температура имеет значение и скрепляет пластины вместе. И перед тем, как приступить к сварке, проверьте, набрано ли у вас необходимое количество тепла, проверив настройки машины.
6. Неполное проникновение и слияние
Неполное сращивание корня — это когда сварной шов не сваривается на одной стороне стыка в корне. Неполное проникновение корня происходит, когда корневая область сустава с обеих сторон не спаяна.Эти проблемы чаще возникают в процессах с плавящимися электродами (MIG, MAG, FCAW, MMA и SAW), когда сварочный металл «автоматически» осаждается, когда дуга поглощает электродную проволоку или стержень. Решения включают использование более широкого корневого зазора, электродов, диаметр которых приблизительно равен ширине зазора между корнем. При сварке было бы хорошо использовать меньшую скорость движения и переплетение между краями пластин.
7. Включения шлака
Включение шлака — это мелкие частицы флюса, которые застревают в металле сварного шва, что препятствует полному проплавлению шва.Способ предотвратить это — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Правильный ток, напряжение и хорошие характеристики дуги необходимы для обеспечения качественных сварных швов с полным сплавлением при прохождении через них.
8. Неправильная доставка телеграммы
Когда сварщики начинают слышать дребезжащий звук внутри кабеля горелки, возможно, проблема связана с системой подачи проволоки. В этом случае это всегда связано с обеспечением правильной настройки оборудования и технического обслуживания.Иногда сварщики делают ошибку, используя наконечники, которые слишком велики для применения, что может привести к некоторым другим проблемам сварки, перечисленным выше. Некоторые советы включают обеспечение правильного функционирования контактного наконечника пистолета и двойную проверку размера провода, который будет использоваться. Рекомендуется проверить кончик провода, чтобы убедиться, что он не изношен и не нуждается в замене. Что касается приводных роликов, то их стоит проверить, так как они изнашиваются. Всегда следите за тем, чтобы ведущие ролики и направляющая труба находились в непосредственной близости.
Важность лучшего оборудования
В конце концов, наличие надлежащих знаний о том, как избежать сварочных ошибок и наличие лучшего и новейшего сварочного оборудования с самыми современными технологиями, действительно имеет значение, когда дело доходит до уменьшения шансов возникновения дефектов. Таким образом, наличие надежных поставщиков, известных своим превосходным качеством продукции, таких как Welding Industries Australia (WIA), имеет важное значение для предприятий, которые зависят от сварки как части своей основной структуры бизнеса.
Дата: 31 августа 2017 г.
Инверторные источники сварочного тока
помогают решать проблемы технического обслуживания и сокращают время простоя
(по данным Plant Engineering, июнь 2005 г.)
Краткое содержание:
- Трудности с перемещением тяжелых сварщиков на место работы, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана, чтобы переместить сварщика.
- Невозможность поднести сварщика большего размера к месту работы во время работы в ограниченном пространстве.
- Проблемы с поиском основного источника питания, который можно использовать (например, только розетка 115 В, а у вас машина 230 В).
- Трудности с первичным питанием, такие как колебания напряжения, необходимость добавления дополнительных сварщиков, но превышающая мощность цепи, или столкновение с дополнительными начисленными расходами со стороны коммунальной компании за низкий коэффициент мощности (этот пункт относится к внутреннему персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессорной сварки, например, использование одного сварочного аппарата для сварки Stick / TIG, а другого для сварки MIG / порошковой проволокой.
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Инверторные сварочные аппараты и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности первичного управления мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденные характеристики дуги. Кроме того, современная инверторная технология упрощает эксплуатацию машин.Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Обычная сварочная технология, хотя и не является предметом рассмотрения в данной статье, остается хорошим выбором для многих операций по техническому обслуживанию и ремонту. Эти сварщики могут выдерживать серьезные злоупотребления, работать в тяжелых условиях и продолжать исправно работать в течение десятилетий. Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях. Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов.Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Обычный сварочный аппарат | Инвертор | |
Масса | · 350 + фунтов.для индивидуальной единицы · 2,000 — 4,000 фунтов. для многодуговых установок | · 10 — 120 фунтов. для индивидуальной единицы · 180 — 760 фунтов. для многодуговых аппаратов |
Диапазон входного напряжения | 208/230/460 и т. Д. Требуется ручное перенаправление | 115 — 230 или 230 — 575.Повторное соединение вручную не требуется |
Одно- или трехфазное | Фиксированная способность | Принимает оба |
Допуск колебаний напряжения | ± 10% от первичной | Более толерантный¾ См. Информацию об Auto-Line |
Коэффициент мощности | Плохо — Хорошо, в зависимости от модели | Отлично (до.95; 1.0 идеально). PFC присущие конструкции |
Энергоэффективность | Плохо — Хорошо, в зависимости от возраста объекта | Отлично |
Потребление первичного тока | Традиционно выше | Традиционно ниже |
Качество многократной технологической дуги | Удовлетворительно — Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо — Отлично |
Прочность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно — Отлично (зависит от производителя) |
Закупочная цена (стоимость усилителя) | Обычно ниже | Обычно выше |
Как работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки.Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Ключевая переменная — адрес одного инвертора — это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии заключается в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 — 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются и выключаются всего за одну миллионную долю секунды. Действие включения / выключения имитирует формирование и схлопывание магнитного поля, которое имеет такое же влияние, как и мощность переменного тока, но с гораздо более высокой частотой (см. Фиг.2, блок-схему инвертора, для более подробной информации).
Контролируя мощность на первичной обмотке (или на стороне линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG весом менее 50 фунтов. . и многопроцессорные инверторы (Stick / TIG / MIG / порошковая сварка / строжка), которые весят около 80 фунтов. и производят 425-амперный выход. См. Рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций без потери времени
В среднем 85% затрат на сварку приходится на рабочую силу (см.рис.4, график стоимости сварки). Измерение стоимости ремонта включает время, затраченное на то, чтобы сварщик и работа работали вместе, время на настройку сварочного оборудования, время подготовки материала, время горения дуги, время очистки при сварке (разбрызгивание при шлифовании и шлак или, что еще хуже, дорогостоящие переделка), время, затрачиваемое на перемещение сварщика между работами, и время, затрачиваемое на его возвращение в стойку для инструментов, рабочий ящик или место для хранения.
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, рассчитал сэкономленное время для обоснования перехода на инверторную технологию.Ранее в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стоечную» систему, которая удерживает и питает шесть дуг от одного основного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с местом работы, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 180 фунтов (включая стойку) — всего 50 дюймов.высокие, подходят для лифта и оснащены колесами для максимальной мобильности. Системы стеллажей также позволяют снимать отдельных сварщиков со стеллажа. Индивидуальные инверторы немного больше чемодана или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и перенести его в ограниченное пространство.
Гибкость первичной мощности
Экономия времени за счет использования легких инверторов в работе бесполезна, если вы не можете найти место для подключения.Инвертор обеспечивает гибкость местоположения за счет двух типов технологии управления первичным питанием: технологии автоматического подключения и технологии Auto-Line ™, которая доступна на некоторых инверторах Miller Electric Mfg. Co.
.
Благодаря технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически (но механически) подключается к нужному источнику питания: 230 или 460 В, одно- или трехфазное, 50 или 60 Гц.
Схема Auto-Line исключает механическое соединение и вместо этого использует электрическое соединение.Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной выходной мощности):
- Универсальный сварочный аппарат MIG на 180 А, работающий от 115 до 230 В, только однофазный, 50 или 60 Гц
- Аппараты Stick / DC TIG на 150 А, которые принимают напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- Агрегаты Stick / DC TIG на 200 А и TIG / Stick на переменном / постоянном токе, которые принимают от 120 до 460 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты CC / CV на 425 А, которые принимают напряжение от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», которые принимают напряжение от 208 В до 575 В, одно- или трехфазное, 50 или 60 Гц (эти аппараты специально предназначены для сварки в больших объемах, а не для обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
Обратите внимание на акцент на сквозной.Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые заставят другие машины отключиться для самозащиты или отключат автоматический выключатель. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют его мощность для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, производящий сварочный ремонт, может перемещаться не только в любое место внутри завода, но и в любую точку мира, не беспокоясь о наличии доступной мощности.
Больше мощности на фунт, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую сварочную мощность. Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточно мощности для сварки с помощью 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма при токе 600 ампер весит всего около 120 фунтов.
Инверторы
также обеспечивают выдающуюся энергоэффективность, которая может снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом считал, что не может добавить к своему парку более 40 дуг, не внося изменений во входящие услуги — изменения, которые могли стоить до 50 000 долларов.
Вместо того, чтобы добавить больше традиционных сварочных аппаратов TIG переменного / постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичной 230 В, компания приобрела инверторы TIG переменного / постоянного тока на 200 А, которые потребляют менее 16 амперы при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Механические подрядчики, работающие на перерабатывающих предприятиях (нефтехимия, бумага, пищевая промышленность) и электростанциях, также получают выгоду от низкого потребления первичной энергии и управления первичной мощностью.Эти рабочие места часто испытывают нехватку электроэнергии и могут иметь колеблющуюся мощность генератора. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и всплески напряжения.
Превосходный сварочный аппарат
Переключая первичное питание с частотой в тысячи Гц и используя усовершенствованное микропроцессорное управление, инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки. Таким образом, операторы могут сваривать наилучшим образом, не борясь с дугой, или могут выбрать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при обслуживании / ремонте включает следующее:
- Несколько выходов для технологической сварки. Доступны модели для TIG-сварки Stick / DC (для стали и нержавеющей стали), TIG / Stick на постоянном токе (эти сварочные аппараты имеют больше функций для управления дугой TIG, таких как импульсная и высокочастотная дуга), AC / DC TIG / Stick (AC выход необходим для сварки алюминия) или выход CC / CV. Выход CC, или выход постоянного тока, используется для сварки Stick, TIG на постоянном токе и строжки, в то время как выход CV используется для сварки MIG и порошковой сваркой.Когда работа требует как процессов CC, так и CV, инвертор CC / CV означает, что нужно купить или перевезти на место работы на одну машину меньше.
- Отличное зажигание дуги. Во время зажигания дуги часто возникают дефекты сварки, потому что дуга не может быстро образоваться. Инверторы обычно обеспечивают более положительное зажигание дуги, что может помочь обеспечить качественный сварной шов с первого раза и исключить необходимость доработки в дальнейшем. Один ремонт сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
- Блок управления копанием для сварки штангой. Контроль копания предотвращает прилипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или при плотной подгонке и помогает в зажигании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «жесткую» дугу. Увеличьте индуктивность для лучшего смачивания (особенно для нержавеющей стали) или уменьшения разбрызгивания, что может сэкономить часы на шлифовку после сварки.
- Улучшенный выход импульсной MIG или импульсной TIG (возможность настройки формы импульса). В зависимости от области применения, пульсирование может снизить тепловложение для уменьшения деформации или прожога, улучшить эстетику борта, уменьшить разбрызгивание, обеспечить контроль образования лужи вне положения и увеличить скорость движения.
- Регулировка выходной частоты и расширенный контроль баланса для сварки TIG на переменном токе. Эти функции позволяют адаптировать профиль сварного шва в соответствии с областью применения, чтобы улучшить качество сварки, свести к минимуму шлифовку после сварки и существенно увеличить скорость перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или дистанционное управление. Чтобы учесть предпочтения оператора и уберечь его от проблем из-за неправильной регулировки, некоторые инверторы имеют четырехпозиционные регуляторы, просто помеченные как «жесткая» или «мягкая» дуга с помощью стержневых электродов E6010 и E7018. Панели управления также имеют цветовую маркировку в зависимости от процесса, например, зеленый для TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить единообразие своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления сварочного генератора с приводом от двигателя, который оператор использовал на предыдущей работе.
Помимо удобных для пользователя средств управления, производители также обращают внимание на потребность в удобных для пользователя процессах. В мире сварки в целом признается, что сварка проволокой (MIG или порошковая сварка) — это самый простой процесс для освоения, причем Stick — более жесткий, а TIG — самый сложный (что не означает, что сварка Stick — это просто!).
Практически любой человек с хорошей зрительно-моторной координацией и правильным отношением к работе может научиться сварке проволокой в обычных условиях за несколько часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от источника питания 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сварщик.
Миллер решил эту проблему, создав первый в мире полностью автономный универсальный сварочный аппарат MIG, Millermatic® Passport ™.Этот 45-фунтовый. инвертор (см. рис. 7) имеет 12 унций. внутренний баллон с защитным газом CO2 (на самом деле баллон с красящим шариком), обеспечивающий достаточно газа для 25 минут сварки. Ни один другой сварщик проволокой не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Если ваша работа требует доставки сварщика на место работы, требует нескольких процессов сварки или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, обратите внимание на инверторную технологию.Реалистичная цель экономии 10 или 20 часов для одной большой работы означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно выделяемых на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Фиг.7
9 Общие проблемы при сварке и способы их устранения
Сварка — важная часть процесса изготовления металла. Однако сварка может вызвать множество различных проблем.Без надлежащей техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1. Брызги
Брызги возникают при образовании капель расплавленного материала вблизи сварочной дуги. Эта проблема обычно возникает во время газовой дуговой сварки (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Сварщики могут помочь избежать разбрызгивания несколькими способами.Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол между горелкой и пластиной. Вы также должны дважды проверить правильность полярности, типа защитного газа и расхода. Очистка газового сопла также может помочь избежать разбрызгивания.
2. Пористость
Пористость возникает из-за поглощения азота, кислорода и водорода в расплавленной сварочной ванне, которые затем выделяются при затвердевании и остаются в металле сварного шва. Пористость сварного шва может быть вызвана наличием влаги, ржавчины, жира или краски на краях пластины.Это также может быть вызвано недостаточной защитой газа и сваркой небольших зазоров с воздухом между ними. Существует несколько способов избежать образования пористости в сварном шве, например повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок листа. Вы также должны проверить сварочную горелку на герметичность и убедиться, что угол между горелкой и пластиной имеет правильный размер. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Выточка
Поднутрение может возникнуть, если напряжение дуги слишком высокое или дуга слишком длинная.Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, слишком большого для толщины пластины. Использование слишком высокой скорости движения также может привести к поднутрению. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за количеством переплетений и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, поскольку при слишком большом количестве расплавленного металла может возникнуть подрез.
4. Деформация
Деформация может возникать при сжатии свариваемых металлов при охлаждении и закалке. Это может произойти, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой. Чтобы избежать деформации, приваривайте с обеих сторон стыка и обязательно выполняйте сварку от центра к краям в противоположных направлениях. Используйте большой электрод и надежно зажмите. Измените последовательность сварных швов и расположение стыка, если начинает происходить деформация.Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины возникают при сварке, так как со временем они могут увеличиваться. Устранить трещину не так просто, как заполнить щель материалом. Необходимо зашлифовать трещины и выполнить новый сварной шов, чтобы исправить ошибку. По этой причине предотвратить трещины проще, чем исправить их. Чтобы предотвратить появление трещин, вы должны потратить надлежащее количество времени на шлифовку, очистку, опиливание и удаление заусенцев с краев пластин, чтобы они легко стыковались друг с другом.Вы должны повторно нагреть обе стороны шва, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проникновение и слияние
Неполное оплавление корня происходит, когда сварной шов не расплавляется на одной стороне стыка в корне. Неполное проникновение корней происходит, когда стыки с обеих сторон кровли не соединены. Эти проблемы, как правило, возникают во время процессов с использованием расходуемых электродов, когда сварной шов автоматически осаждается по мере того, как дуга поглощает электродную проволоку или стержень.Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решение этих проблем включает использование более широкого корневого зазора и использование электродов, диаметр которых примерно равен ширине зазора между корнем. При сварке следует использовать меньшую скорость движения и переплетение кромок пластин.
7. Включения шлака
Включения шлака возникают, когда мелкие частицы флюса застревают внутри металла шва, что препятствует полному проплавлению шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием.Также важно убедиться, что ток, напряжение и дуга правильные.
8. Неправильная доставка телеграммы
Эта проблема обычно приводит к дребезжанию кабеля пистолета. Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или использованием сварщиками наконечников, слишком больших для применения. Чтобы предотвратить неправильную подачу проволоки, проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не требуют замены, а также убедитесь, что ведущие ролики и направляющие трубки находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является создание хрупких сварных швов, которые не выдерживают нагрузки. Оголенные электроды или электроды неправильного размера могут привести к хрупкости сварных швов. Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте использования чрезмерного тока и проходите через сварной шов несколько раз.
CAMM Metals | CT Сварочные услуги
Для обеспечения минимальных искажений при сварке обращайтесь к профессионалам! Как подрядчик по КТ-сварке, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы контролировать нагрев детали, минимизировать деформацию и улучшать качество производимых нами деталей.
После завершения сварки мы предлагаем множество собственных услуг. Эти услуги включают в себя проверку сварных швов с применением красителя, кислотную очистку и полировку сварных швов из нержавеющей стали. Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы по AWS D1.1 и AWS D1.6.
Популярные проблемы электронных сварочных аппаратов и их решения
По сути, электронный сварочный аппарат представляет собой электрическую жесть и имеет свои принципы работы.Если пользователь не разбирается, то запустить
будет сложно.
Если вы не знаете, как справиться с последствиями для работы, это усложняет гарантийный процесс.
Сначала вы должны понять функцию каждого блочного узла сварочного аппарата.
Кнопка основного питания: основная функция — выпрямитель и преобразование переменного напряжения в постоянное.
Преобразователь напряжения постоянного тока в высокое напряжение переменного тока: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припой для выпрямительных блоков: возьмите высокочастотный переменный ток, выпрямитель, фильтр и дайте сварной стопке.
Блок обратной связи: сварочный ток / напряжение припоя на выходе обратной связи к импульсному блоку для стабилизации сварочного тока / сварочного напряжения.
Блок настройки сварочного тока: установка сварочного тока / сварочного напряжения.
Генератор управляющих импульсов: генерирует импульсы переменной длительности, которые изменяют среднюю мощность нагрузки.
Некоторые популярные проблемы и решения:
Утечка в электричестве:
Приводит к нему при прикосновении к крышке электрошок
Причины: Сварочный аппарат долгое время работает в пыльной среде, которая прилипает к аппарату, или аппарат намокает.Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Удалите металлическую пыль с помощью воздушного компрессора или машинной сушилки. Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина громко работает:
В случае поломки машины из-за незакрепленных пузырей. Вы можете снова затянуть
Если машина разбилась при движении, возьмите гарантию.
Сварочный аппарат слабый:
Есть много причин и решений
Неправильно отрегулирован сварочный электрический ток: поверните рулевое колесо, чтобы увеличить сварочный ток.
Размер входного провода небольшой: замените его на больший.
Неконтролируемый электрический контакт: Проверить, подтянуть лампочки от источника питания к машине.
Низкая мощность (ниже 180 В): поверните рулевое колесо, чтобы увеличить напряжение, чтобы компенсировать низкую мощность. Если этого недостаточно, купите машину, стабильно работающую при слабой мощности.
Слишком большое отведение сварочного аппарата от источника питания вызывает падение давления: следует использовать проволоку большого диаметра.
сверхмощный сварочный аппарат:
Регулировать выходную мощность неразумно: поворотный руль и замедление тока против часовой стрелки.
Входная мощность слишком велика: отрегулируйте напряжение источника или замените источник питания.
Примечание:
Соблюдение техники безопасности при электричестве, электросварке, пожаре и взрыве. Рабочие должны проверять машины, оборудование, инструменты, инструменты и оборудование для охраны труда перед работой и устранением неисправностей
выключите машину и оборудование и поместите их в безопасное положение, очистите и утилизируйте инструменты, оборудование
Решение проблем сварочного аппарата
Как и другие электроприборы, сварочные аппараты также решают неизбежные проблемы и неисправность.В случае простых неисправностей вы можете исправить их немедленно, не отправляясь в магазин для ремонта или гарантии, которые могут прервать вашу работу. Ниже приведены некоторые популярные проблемы, причины и решения, касающиеся процесса сварки:
1. Слабый сварочный аппарат:
— Неправильная регулировка сварочного тока. »» »» Поверните рулевое колесо, чтобы увеличить мощность сварки по часовой стрелке.
— Входной провод слишком мал. »» »Замените другой провод на провод большего диаметра в соответствии с инструкциями (на 1 мм² медного провода при нагрузке 5 А).
— Плохое электрическое соединение. »Затягивайте лампы от источника к машине, чтобы обеспечить герметичность.
— Электропитание до 220 В »» »» Максимальное вращение колеса для увеличения тока для компенсации потерь. Если вам недостаточно того, что вам часто приходится работать в условиях низкого напряжения, вам следует выбрать тип аппарата для сварки вторичных свай, который будет использоваться при низком напряжении.
— Отвод сварочного аппарата слишком далеко от выключателя для снижения напряжения.»» »Если необходимо отвести машину от источника питания на расстояние более 15 м, используйте провод большего диаметра, чем обычно, чтобы избежать падения напряжения.
— Напряжение тока в норме, но еще не сварено. — Мощности генератора не хватает на сварку. »» »» Изменение мощности сварки.
2. Слишком сильная электросварка:
— Неправильная регулировка выходной линии »» »» Поверните рулевое колесо против часовой стрелки, чтобы уменьшить сварочный ток.
— Входное напряжение выше установленного »» »» Отрегулируйте напряжение источника (если возможно) или замените другим подходящим источником
— Сварочный аппарат имеет слишком большую мощность, настроен на самый низкий уровень, но все еще не сваривается (особенно с тонким чугуном) »» »Сменный сварочный аппарат меньшей мощности.
3. Сварочный аппарат издает громкое кваканье:
— Не открывайте корпус.»Проверьте затяжку корпуса.
— Машина пролилась при транспортировке. »» »» Доберитесь до СТО, потому что вы не можете точно проверить повреждения внутри машины.
4. Коснуться крышки (сила утечки):
— Машина влажная, металлическая пыль налипает на машину »» »» Выдувание металлической пыли воздушным компрессором, сушильная машина, затем доставка машины на гарантийную станцию для повторного измерения изоляции и лучшего способа устранения.
— Соединение провода не касается должным образом »» »» Проверить соединения, если он ослаблен, затянуть болты, но не касаться корпуса.
— Аппарат для ударной сварки внутри кишечника. »» »Необходимо доставить на станцию ремонта
5. Ожог на электрических соединениях:
— Точки контакта болтов не затянуты. »» »» Очистите черные точки наждачной бумагой, затем затяните их.В случае, если черные точки сильно повреждены, машину следует доставить на СТО для замены контактов.
6. Машины рабочие дымящие:
— Горелка »» »» Отвезти машину на СТО для осмотра и ремонта.
Завод Инжиниринг | Техническое обслуживание позволяет избежать поломок сварочного аппарата
Сварка и техническое обслуживание
Билл Батлер, инженер по продажам и применению, Miller Electric Mfg.Co., Appleton, WI, Марк Джеклин, Interstate Welding Sales Corp., Marinette, WI
Ключевые концепции
Сварочные аппараты в плохом ремонте тратить деньги
Аутсорсинг обеспечивает квалифицированное обслуживание
Из-за своей прочности и длительного срока службы сварочные аппараты иногда не требуют регулярного обслуживания. Для некоторых компаний сломанный сварочный аппарат — незначительное вмешательство. Для тех, кто сильно полагается на сварку, сломанный аппарат может вызвать серьезные головные боли.Обычно это означает потерю дорогостоящего производства. Сварочные аппараты с непостоянной дугой также тратят энергию. Ремонт сварных швов, не прошедших рентгеновские, ультразвуковые или другие испытания, требует больших затрат.
Серьезные отказы, такие как взорванные печатные платы или электрически «поджаренные» компоненты, непредсказуемы. Однако владельцы сварочного оборудования могут напрямую контролировать «мягкие отказы», ремонтируя изношенные детали, такие как кабели, соединения, внутреннюю проводку, системы приводных роликов, пистолеты, горелки и расходные материалы. Предотвращение мягких отказов также включает удаление коррозии и переносимых воздухом загрязнений из машины, которые приводят к перегреву и отказу печатной платы.
Сжатые сроки и другие приоритеты часто приводят к задержкам в обслуживании, пока не станет слишком поздно. В этом случае настоятельно рекомендуется передать обслуживание на аутсорсинг квалифицированному источнику.
Предотвратимая экономическая эффективность
Предпосылка аутсорсинга технического обслуживания заключается в том, что производители могут не иметь внутренних ресурсов для выполнения технического обслуживания или их внутренние ресурсы уже перегружены более насущными проблемами технического обслуживания.
В то время как некоторые люди могут не решаться отдать работу на аутсорсинг, потому что считают, что она стоит дороже, расчет предотвращаемой экономической эффективности (PCE) может решить проблему с помощью реальных цифр.PCE — это фактор стоимости простоя производства в час и стоимости обслуживания в час. Следующий расчет иллюстрирует потенциальную экономию:
PCE = Стоимость обслуживания / час
Если поставщик услуг взимает 75 долларов в час за обслуживание, а время простоя стоит 500 долларов в час, то PCE составляет 15%. Другими словами, потратьте 15 долларов на профилактическое обслуживание сейчас или заплатите 85 долларов, чтобы исправить это позже. Эксперты по обслуживанию считают, что профилактическое обслуживание обычно снижает вероятность серьезных отказов до 50%.
Контрольный список системы
Перед обслуживанием оборудования отключите его от сети; сюда входят все вилки 115 В от фидеров и охладителей воды. Всегда соблюдайте установленные процедуры блокировки / маркировки и следуйте инструкциям по безопасности, приведенным в руководстве оператора. В случае сомнений обратитесь к производителю.
Ниже приводится основной список сервисных мероприятий для большинства сварочных систем. Для получения полного подробного списка обратитесь к руководству пользователя или к авторизованному поставщику услуг.
Рис.1. Сварочные аппараты необходимо регулярно продувать для обеспечения надежной работы.
Источники питания. Примерно каждые шесть месяцев продувайте внутреннюю часть машины чистым сухим воздухом. В тяжелых условиях эксплуатации может потребоваться ежемесячная или еженедельная чистка (рис. 1). Для инверторных машин оставьте крышку и направьте воздушный поток через переднюю часть машины. Если не продуть машину, это может привести к перегреву, нестабильной работе дуги, отказу платы или электричества и преждевременному износу.
Тестирование банка нагрузки. Испытайте каждую машину под нагрузкой, чтобы убедиться, что мощность сварки точна, это необходимо для соответствия ISO.
Кабельные соединения, кабели и держатели электродов. Плохое соединение сварочного контура может вызвать множество проблем. Это включает в себя чрезмерное сопротивление в сварочной цепи, что, в свою очередь, приводит к блужданию дуги, дуге, которая не зажигается, или дуге, которую трудно запустить.
Рис. 2. Осмотрите кабели, чтобы убедиться, что они не повреждены.
Часто проверяйте все части цепи.Затяните ослабленные соединения и осмотрите кабели, держатели электродов и заземляющие провода на предмет износа, трещин и повреждений (рис. 2). Немедленно замените те, которые сильно изношены или повреждены. Обратите внимание, что избыточная длина кабеля и наматывание кабеля вокруг черного металла, такого как ножка стола или труба, также вызывают неустойчивые дуги и дрейф параметров сварного шва. Используйте быстроразъемные соединения, чтобы добавить или убрать кабель по мере необходимости, чтобы избежать этих проблем.
Пистолеты. Пистолет — это не молоток, но операторы часто используют его как один. Стук может ослабить соединения внутри пистолета и привести к возникновению нестабильной дуги.Осматривайте пистолеты каждые шесть месяцев, затягивайте ослабленные соединения и выдувайте все частицы.
Кабели и лайнеры. Очищайте кабельную сборку после обработки катушки с проволокой или примерно два раза в неделю. Отсоедините кабель от устройства подачи и проверьте надежность соединения. Продуть кабель, направляя воздух на конец контактной трубки. Постучите по кабелю через каждые несколько футов, чтобы удалить остатки, застрявшие в лайнере, и снова выдуйте его.
Без регулярной очистки лайнер со временем забьет и заедает проволоку.Это вызывает проблемы с подачей, обычно соскальзывание, что может привести к тому, что проволока снова подожжет контактную трубку. Это может привести к появлению птичьего гнезда на приводных роликах. Если лайнер очищен, но проблемы с подачей проволоки все еще остаются, вероятно, лайнер изношен и нуждается в замене.
Приводные ролики. Осмотрите приводные ролики после очистки кабеля. В случае загрязнения удалите их и очистите металлической щеткой. Если деформированы, замените их. Кроме того, проверьте входные и выходные направляющие и замените их, если они деформированы из-за износа проволоки.Более выраженный износ входной направляющей может указывать на необходимость переустановки узла ступицы катушки с проволокой.
Кулеры для воды. Поддерживайте надлежащий уровень охлаждающей жидкости. Вместо воды используйте смешанную охлаждающую жидкость от производителя. Он решает проблемы, связанные с накоплением шлама и вспениванием.
Шланги газовые. Пористость сварного шва и плохой цвет валика могут быть результатом недостаточного покрытия защитным газом. Регулярно проверяйте шланги на предмет утечек, износа и ослабленных соединений. Погрузите шланг под давлением в воду, чтобы проверить герметичность.Отремонтируйте негерметичный или изношенный шланг, вырезав поврежденный участок и срастив его. Не используйте ленту.
Регуляторы. После закрытия клапана баллона выведите неисправный регулятор из эксплуатации для ремонта. Внешние утечки газа, чрезмерное проскальзывание (когда давление на выходе продолжает расти при закрытом клапане ниже по потоку) и неисправные манометры (стрелка не смещается со стопорного штифта при повышении давления и не возвращается к стопорному штифту после сброса давления) указывают на неисправность регулятора. Не пытайтесь отремонтировать неисправный регулятор; отправьте его в назначенный производителем ремонтный центр.
Двигатели на сварочные генераторы. Базовое обслуживание включает замену масла, масляного фильтра, воздухоочистителя и топливного фильтра. Информацию об интервалах обслуживания см. В руководстве пользователя, поскольку они сильно различаются для бензиновых и дизельных двигателей.
Отредактировал Джозеф Л. Фощ, старший редактор, 630-320-7135
Подробнее
Для получения дополнительной информации по обслуживанию сварочного оборудования посетите веб-сайт компании millerwelds.com.
.