
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
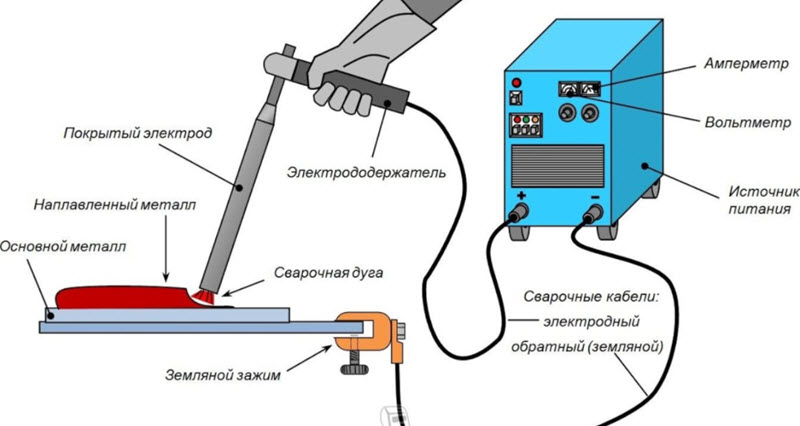
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
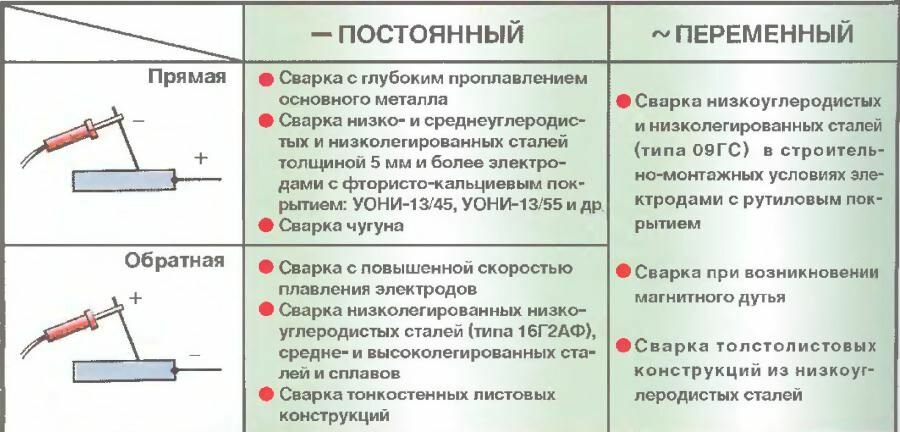
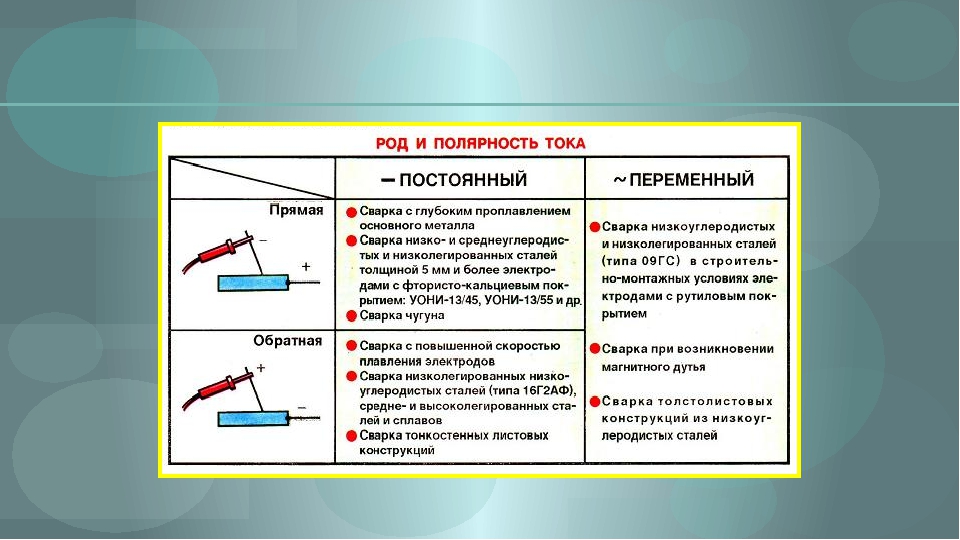
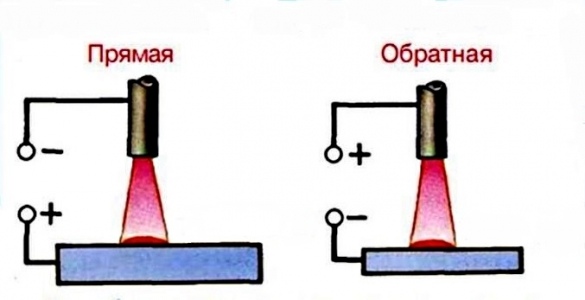
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
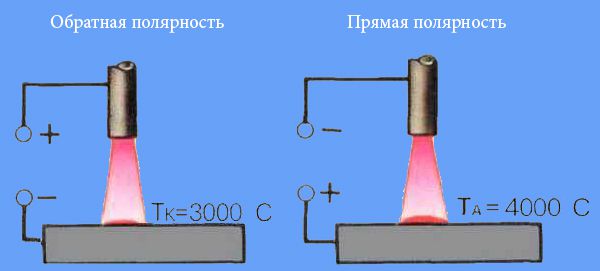
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с «минусом» на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка инвертором ММА проводится на прямой полярности «классическим» способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды
Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды.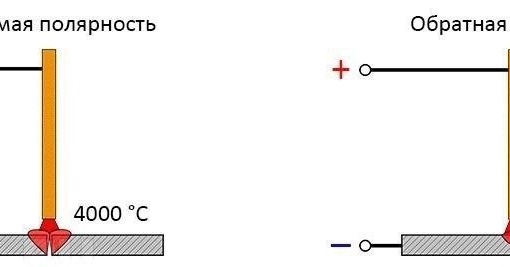 Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Прямая и обратная полярность при сварке инвертором, режимы сварки
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.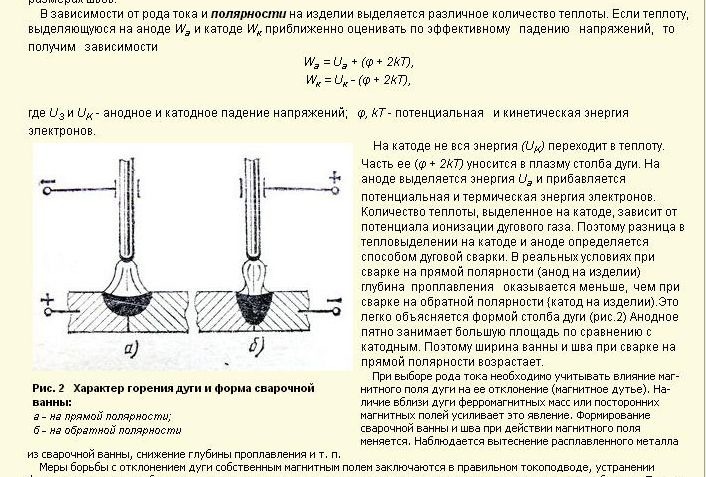
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.


Этот порядок сварочных работ не учитывает форму соединения, ориентацию электрода. Подобные тонкости понадобятся для формирования особых видов сварочных швов.
Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
 При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях.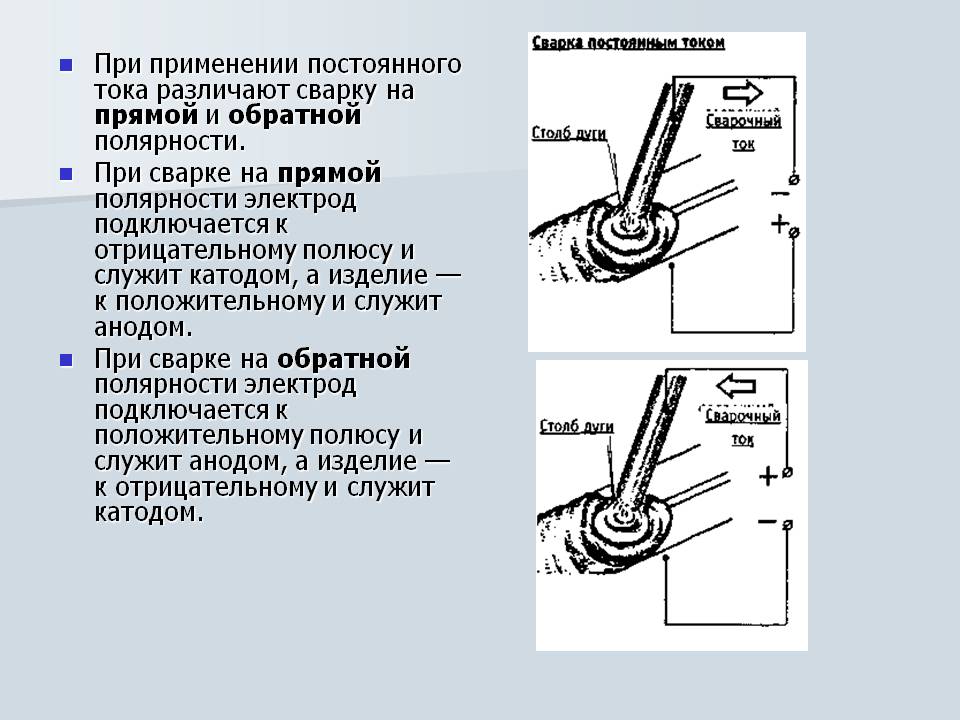 Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Что даёт прямая и обратная полярность при сварке инвертором | ММА сварка для начинающих
- Что даёт прямая и обратная полярность при сварке инвертором
- Что даёт смена полярности на инверторе
Прямая и обратная полярность при сварке инвертором
Прямая и обратная полярность при сварке инвертором
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.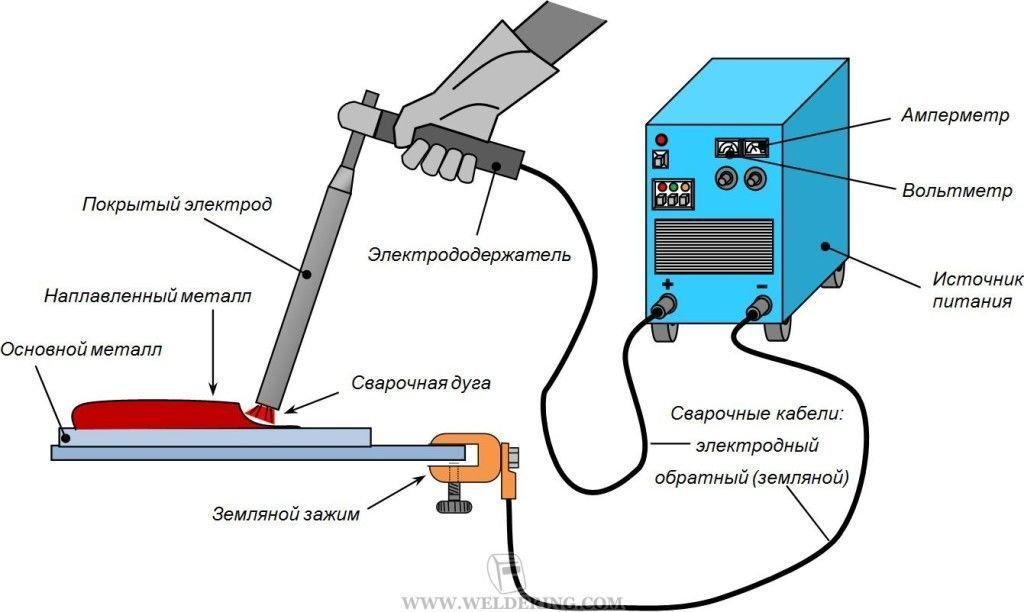 ru про ручную дуговую сварку (ММА).
ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
 В таком случае, большая температурная нагрузка будет приходиться на металл.
В таком случае, большая температурная нагрузка будет приходиться на металл.Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Прямая и обратная полярность при сварке
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.
Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.
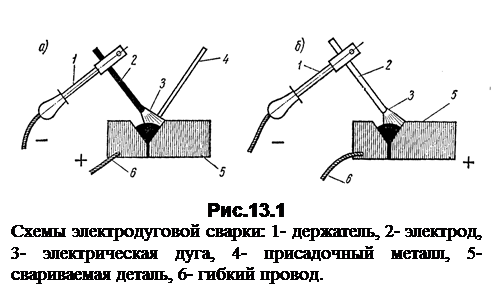
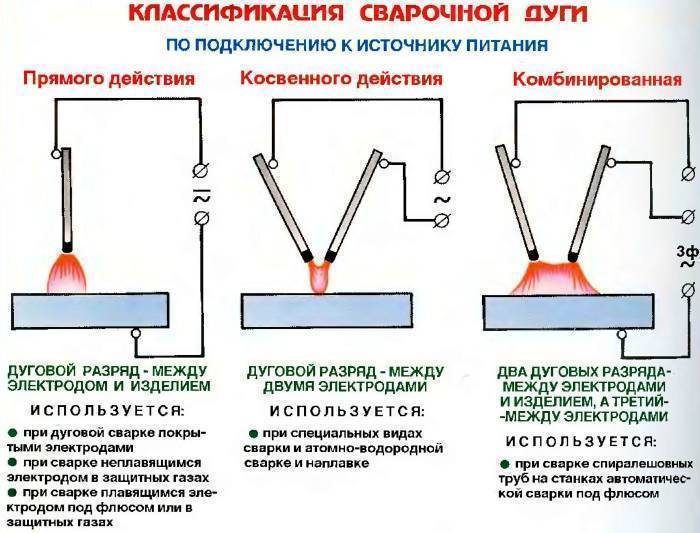
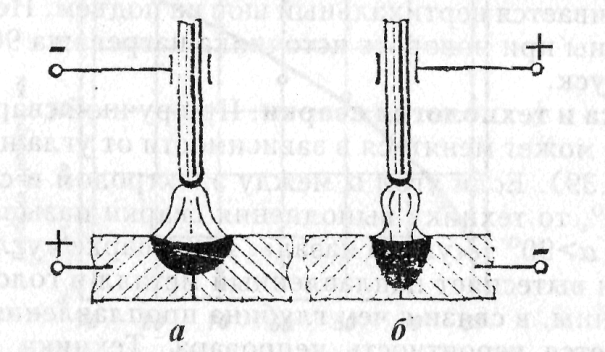
Классификация сварочной дуги по полярности постоянного тока:
а — прямая полярность; б — обратная полярность
При работе полуавтоматом необходимо обязательно соблюдать полярность подключения. Так, сварка обычной обмедненной проволокой в среде защитного газа производится током прямой полярности. То есть на изделие подается плюс, а на держак минус (прямая полярность при сварке). При таком подключении ток протекает от проволоки на изделие, в связи с чем нагрев изделия получается выше, нежели сварочной проволоки. И это закономерно. Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны.
Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны.
Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с тем, в каком все таки направлении течет ток в цепи. Давайте попытаемся внести ясность в этот вопрос!
Необходимо понимать, что «направление тока» в электротехнике — это больше условность, принятая для рисования схем. Традиционно, на схемах, принято рисовать от плюса к минусу, как будто движение тока происходит от плюса к минусу, хотя реальное движение носителей заряда в большинстве случаев происходит в обратном направлении! В случае, если проводником выступает металл (провод, электрод и т.п.), реальные носители заряда — электроны, летят от минуса к плюсу (т.к. электроны — отрицательно заряженные частицы). Если проводником выступает ионизированый газ или жидкость с ионами, в таком случае ионы летят в обе стороны.
При работе полуавтоматом без защитной среды газа, используется специальная порошковая (флюсовая) проволока. В этом случае обязательно меняется полярность подключения держака и «массы». То есть на массе «минус», а на держаке плюс (обратная полярность при сварке). Обусловлено это тем, что температура плавления флюса примерно одинакова с температурой плавления металла, однако для получения качественного шва необходимо чтобы флюс сгорел и образовал небольшое газообразное облако в среде которого и будет происходить сварочный процесс. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому и падение расплавленной капли металла будет несколько более низким, что обеспечит меньший прогрев свариваемого металла, поскольку охлаждение последнего не осуществляется средой защитного газа и формирование сварочной ванны будет примерно таким же, как и при сварке в среде газа.
Сварка цветных металлов, в частности алюминия, производится, как правило, специальным вольфрамовым электродом. В этом случае обычно используют прямую полярность при сварке — минус на электроде. Такой тип подключения позволяет получить большую температуру в зоне нагрева, что особенно критично для того же алюминия, поскольку первоначально необходимо «пробить» оксидную пленку, тем более, что температура плавления у последней гораздо выше, нежели самого металла.
Прямая полярность помимо всего прочего позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла, а, соответственно, более качественный шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также снизить расход не менее дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держаке — шов получается менее глубоким. Такой способ хорош при сваривании тонких пластин — в этом случае отсутствует опасность прожечь свариваемый материал. Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным.
Кроме статьи «Прямая и обратная полярность при сварке» смотрите также:
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры.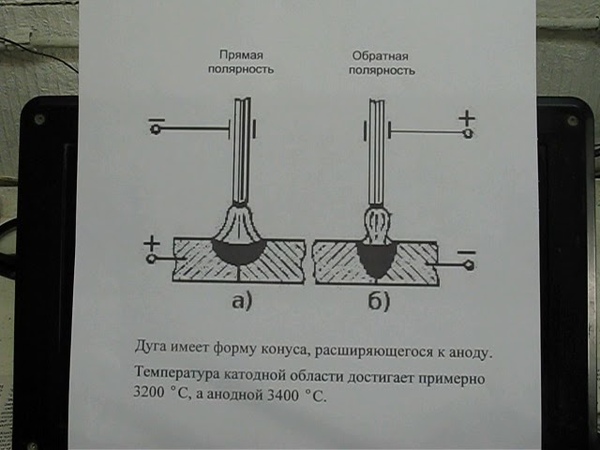 Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. |

 Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.


 Нюансами сварки обратным током являются:
Нюансами сварки обратным током являются:
 Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
 Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
 Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.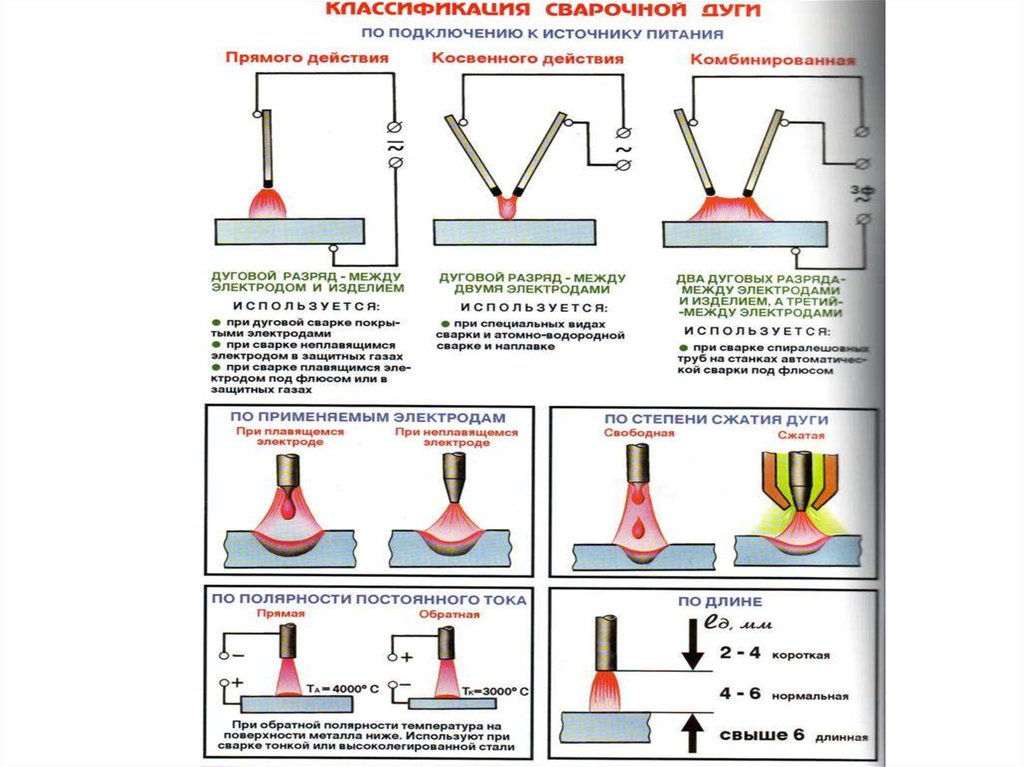 Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.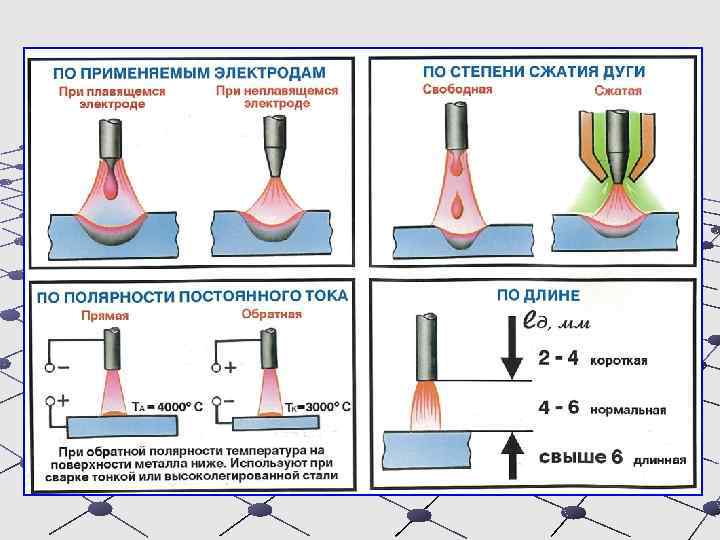 Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.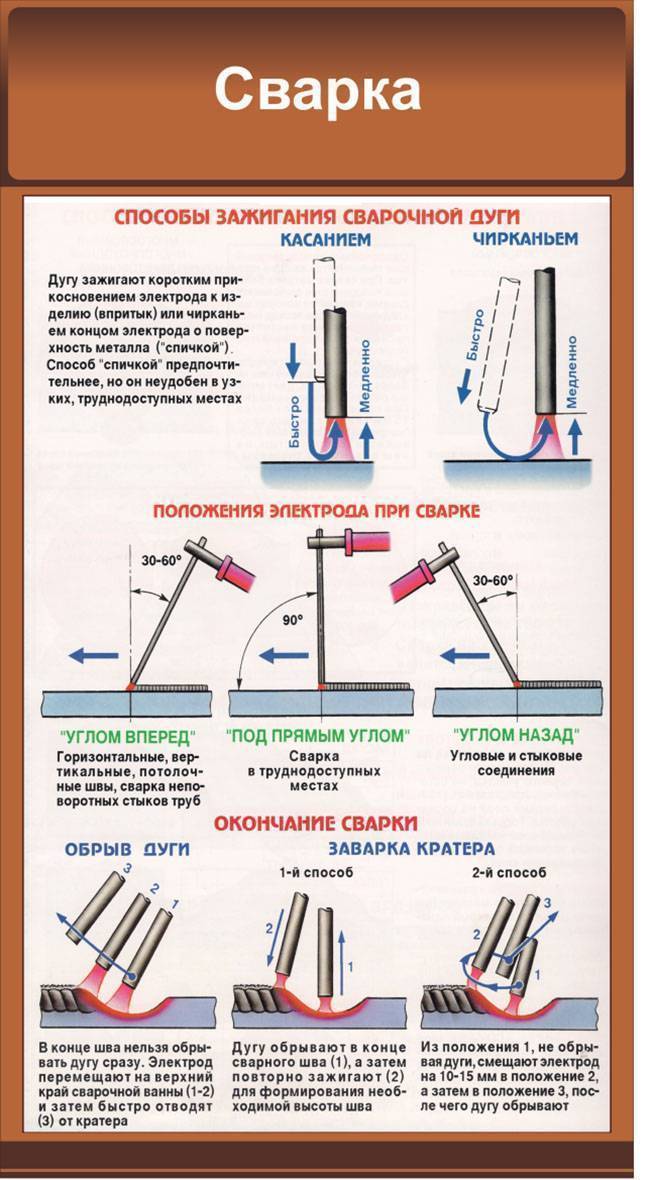

Обратная и прямая полярность при сварке инвертором
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 103403
[~ID] => 103403
[NAME] => Обратная и прямая полярность при сварке инвертором - особенности, плюсы и минусы
[~NAME] => Обратная и прямая полярность при сварке инвертором - особенности, плюсы и минусы
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда "+" и "-". В зависимости от того, к какому гнезду будет подключаться масса, а к какому - электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому - электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду - массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, - это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
 Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.

 Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник:
fb.ru
[~DETAIL_TEXT] =>
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах.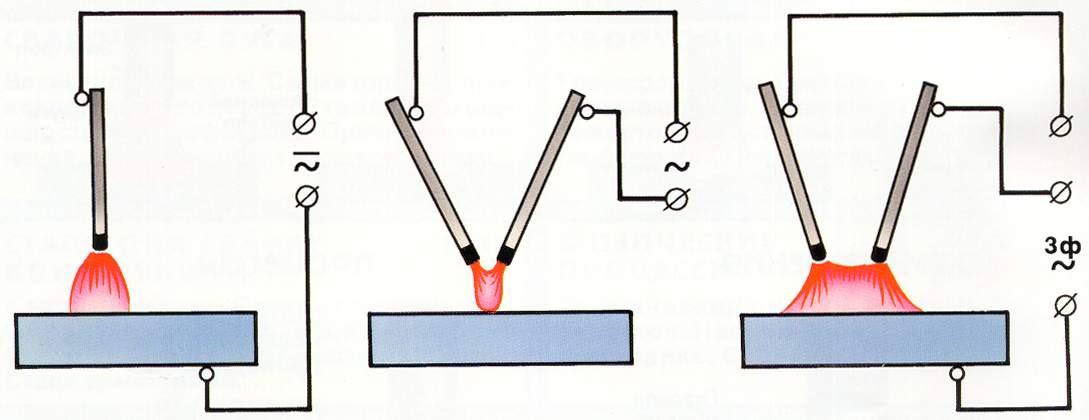 Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[~PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 23.08.2019 15:08:44
[~TIMESTAMP_X] => 23.08.2019 15:08:44
[ACTIVE_FROM] => 23.08.2019
[~ACTIVE_FROM] => 23.08.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103403/
[~DETAIL_PAGE_URL] => /news/115/103403/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy
[~CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy
[EXTERNAL_ID] => 103403
[~EXTERNAL_ID] => 103403
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23. 08.2019
08.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[SECTION_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата.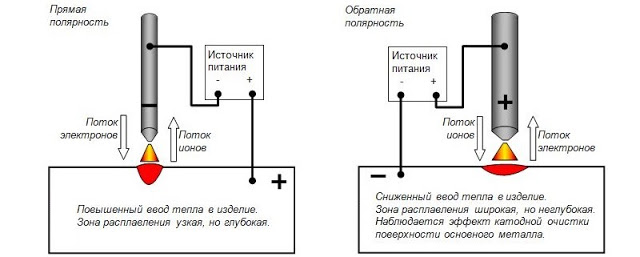 Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[ELEMENT_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.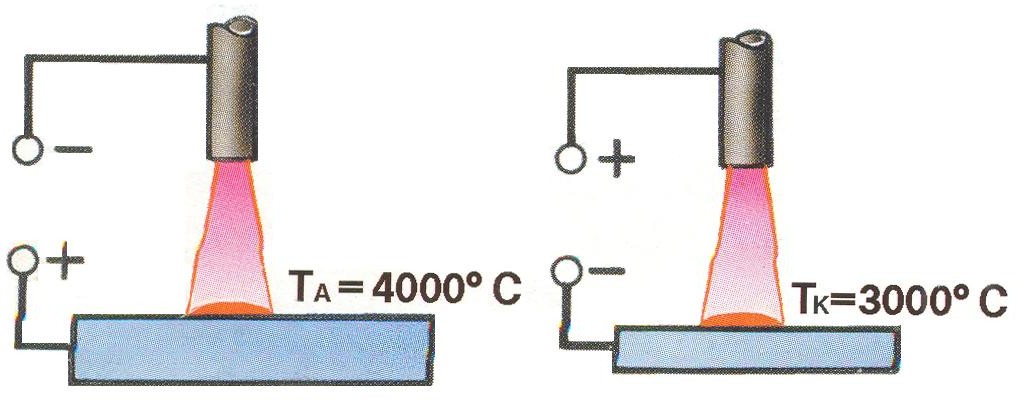 02.2016 17:09:48
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
23. 08.2019
08.2019
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна.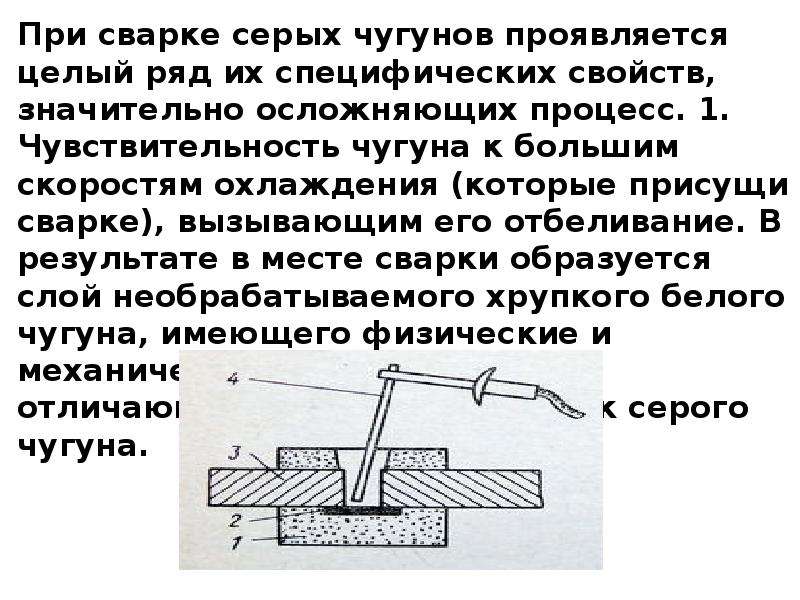 Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник:
fb.ru
Просмотров: 670
Зачем менять Полярность при сварке Электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Что такое обратная полярность при сварке? — Полное руководство
0
Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа — отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие пластины. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Понимание полярности
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах.По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности.Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности.Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения.Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью. Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока.Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.
Многие машины имеют четко обозначенные концы.Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности. На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста. Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использовать анод Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
- Анод присоединяется к положительному концу, а основные металлы присоединяются к отрицательному концу источника питания.
- Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
- На кончике анода выделяется ⅔ всего тепла дуги.Остальное производится рядом с родительской пластиной.
- Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
- Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
- Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
- Очистка дуги отличная.
- Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
- При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
- DCRP подходит для сварки тонких пластин.
- Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.

ПРЯМАЯ ПОЛЯРНОСТЬ
- Основные металлы соединены с положительным полюсом, а анод прикреплен к отрицательному полюсу источника питания
- Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода.Затем они ударяются о поверхность материнской пластины.
- ⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
- Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
- Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
- Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
- Плохая очистка от оксидов (дуговая очистка).
- Могут быть ошибки включения, если вы не протерли поверхность основной пластины перед сваркой.
- Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
- DCSP не подходит для сварки узких листов.
- Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
 Следовательно, это исключает непровары и непровары.
Следовательно, это исключает непровары и непровары.Понимание обратной полярности при сварке
В источнике питания это место, где основной металл соединяется с отрицательным концом.Анод соединен с плюсовой клеммой.
Ознакомьтесь с некоторыми из наших самых популярных постов:
Избранное изображение предоставлено: N_Sakarin, Shutterstock
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания).Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания).Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
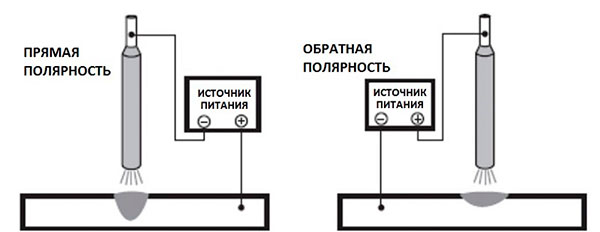
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Можно легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Недостаточное действие дуговой очистки (очистка от окислов). | Очистка дуги хорошая. |
| Дефекты включения могут возникнуть, если поверхности опорной плиты не были должным образом очищены перед сваркой. | Благодаря хорошей дуговой очистке снижается тенденция к включению дефектов. |
| DCSP может вызвать сильное искажение и более широкую ЗТВ в сварном компоненте. | Искажение меньше с DCRP, а также узкая зона HAZ. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут быть соединены с помощью DCSP. | Металлы с низкой температурой плавления (такие как медь, алюминий) можно соединять с помощью DCSP. |
AC/DC Полярность
Знаете ли вы, что означают переменный ток (переменный ток) и постоянный ток (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
В магазине используются термины «прямая» и «обратная» полярность. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние.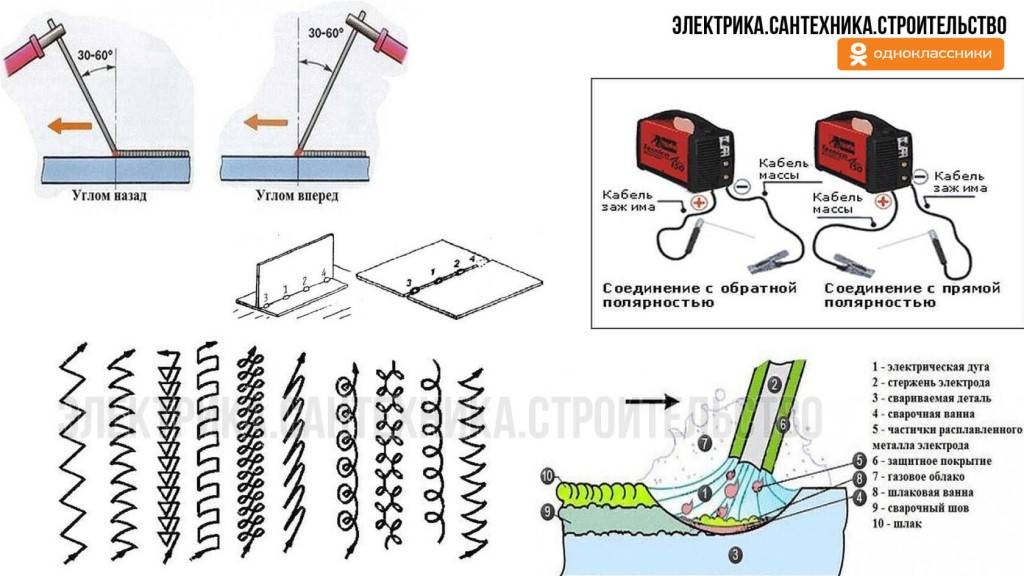 Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определение полярности с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они совпадали с постепенным конусом, отходящим на 2 или 3 дюйма от наконечника дуги
3. Зажмите один электрод в электроде держатель близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте экран) и удерживайте ее в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги.Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный нагар
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за дугой, как и раньше
9. Осмотрите концы двух электродов и сравните. Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму.Электрод, используемый на положительной полярности, быстро сгорит тупым
Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму.Электрод, используемый на положительной полярности, быстро сгорит тупым
B. Определение полярности по металлическому электроду (E6010)
1. Очистите основной металл и расположите горизонтально
2. Установите силу тока от 130 до 145 для электрода 5/32 дюйма
3. Отрегулируйте любую полярность
4. Зажгите дугу. Удерживайте нормальную длину дуги и стандартный угол наклона электрода и запустите валик
5. Прислушайтесь к звуку дуги.Правильная полярность при нормальной длине дуги и силе тока приведет к нормальному потрескиванию.Неправильная полярность при нормальной
длине и силе тока приведет к неравномерному «потрескиванию» и «хлопкам» при нестабильной дуге
6. См. выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью
7. Отрегулируйте другой полярности и пропустите еще одну бусину
8. Очистите бусины и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
Очистите бусины и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
При ручной дуговой сварке металлическим электродом какую полярность следует использовать?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями.Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки.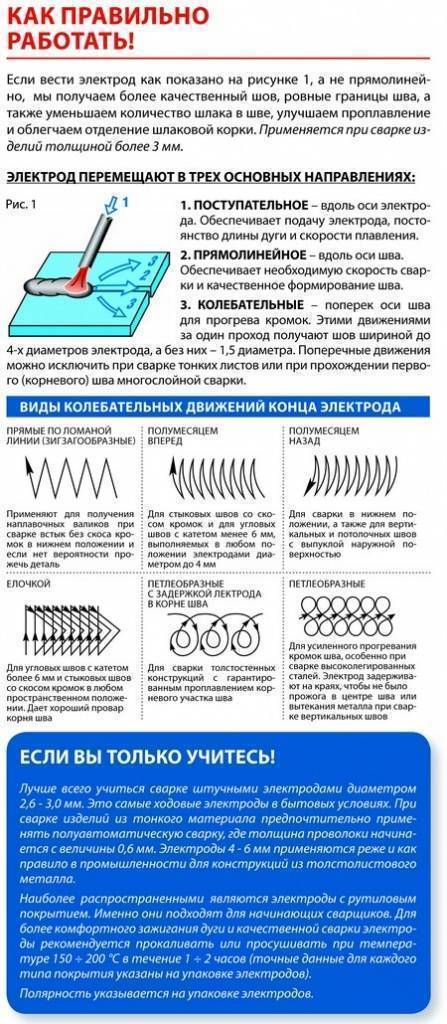 Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG/MAG/флюсовая или металлопорошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN).DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке TIG существенное значение имеет разделение тепла между анодом и катодом. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала.Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала.Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности.В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током).Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, присущее сварочному электроду, что приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе в режиме шаровидного переноса, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов.Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов.Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Каталожные номера
Справочник по сварке AWS — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Роберт В. Месслер-младший
Месслер-младший
Справочник по процедурам дуговой сварки — Lincoln Electric
Сварочная металлургия, 2-е издание — Sindo Kou
ANSI/AWS A5.1-2012 Спецификация на электроды из углеродистой стали для дуговой сварки защищенным металлом
BS EN ISO 2560:2009 Сварочные материалы.Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Простое переключение полярности при сварке с помощью новой технологии
Сварщики могут изменять процессы сварки и полярность нажатием кнопки на сварном шве, что значительно экономит время.
Смена полярности для сварки TIG и стержня
Когда при сварке труб требуется переход от корневого прохода TIG (GTAW) к последующим проходам дуговой сварки (SMAW), необходимость изменения полярности сварки может добавить много времени и хлопот в процесс.
При сварке углеродистой стали в полевых условиях, таких как установка трубопровода, при сварке TIG обычно используется отрицательный электрод постоянного тока (DCEN), в то время как в процессах сварки электродом и сварки MIG (GMAW) обычно используется положительный электрод постоянного тока (DCEP). Сварка с неправильной полярностью процесса может привести к ухудшению качества и дефектам сварки, которые могут потребовать доработки.
При сварке в полевых условиях для переключения процесса (для чего также может потребоваться изменение полярности) сварщики должны проследить сварочные провода, чтобы найти точку соединения — обычно на источнике сварочного тока.Необходимость смены процесса при сварке труб часто возникает на многих сварочных площадках, но каковы затраты на эту смену в типичной операции?
часов в день с потерей производительности
На некоторых сварочных площадках такое переключение с ВИГ на приклеивание или ВИГ на МИГ может происходить от шести до восьми раз в день для каждого сварщика. Это может добавить до нескольких часов каждый день в потерянное время. Это особенно отнимает много времени на больших рабочих площадках, где операторы могут работать на большом расстоянии от источника сварочного тока.
Один из подрядчиков электростанций в Пенсильвании, выполняющий крупные ремонтные работы после отключения котлов, оценивает, что каждое изменение процесса сварки занимает 30 минут или более. Внутри большого котла могут работать десятки сварщиков. Это означает путаницу сварочных проводов, из-за чего сварщикам сложнее определить, какой провод и машина принадлежат им, когда они хотят переключиться на другой процесс.
Подрядчики могут даже нанять кого-то, чьей единственной задачей является управление этими кабелями, отслеживание проводов и изменение процессов и полярности на источнике питания для сварщиков внутри котла или других труднодоступных мест.
Угрозы безопасности
Эти частые поездки к источнику питания для изменения сварочных процессов также влияют на безопасность на рабочем месте. Сварщикам, возможно, придется карабкаться по лазам или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность поскользнуться, споткнуться и упасть.
OSHA сообщает, что падения были основной причиной смерти рабочих в строительной отрасли в 2017 году, в результате чего погиб 381 из 971 строителей, или 39 процентов. Когда сварщики могут оставаться в своей рабочей зоне и сокращать количество поездок туда и обратно к источнику питания, это повышает безопасность рабочей площадки.
Влияние на качество сварки
Сварка с соблюдением полярности является важной частью наплавки качественного сварного шва и выполнения определенных требований кода.
На многолюдной рабочей площадке сварщик нередко случайно меняет полярность не на том аппарате. Это приводит к разочарованию сварщиков и потенциальной необходимости доработки сварных швов, если оператор начинает сварку с неправильной полярностью или с неправильными параметрами.
Суть в том, что неправильная полярность может стоить дополнительного времени и денег на переделку.
Упрощенное изменение полярности
Общие проблемы, связанные с частой сменой полярности сварки на строительной площадке, можно решить с помощью правильной технологии. Когда сварщик может легче переключаться между полярностями и процессами, он потенциально может сэкономить несколько часов в день, работая в этих приложениях, что повысит производительность, качество и безопасность.
Инверсия полярности, встроенная в сварочную систему, позволяет сварщикам изменять процессы и полярность одним нажатием кнопки с помощью пульта дистанционного управления TIG или механизма подачи проволоки. Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться у сварного соединения и увеличить время горения дуги.
Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться у сварного соединения и увеличить время горения дуги.
Системы реверсирования полярности
также могут предотвратить любые изменения в источнике питания после подключения дистанционного управления, что исключает вероятность того, что другой сварщик случайно отрегулирует параметры или изменит процессы не на том аппарате. Встроенное в сварочную систему управление изменением полярности, предназначенное для использования в полевых условиях, может улучшить качество сварки и сократить количество переделок, а также устранить разочарование сварщика при попытке сварки с неправильной полярностью.
При использовании системы XMT® 350 FieldPro™ с изменением полярности от Miller Electric Mfg. LLC система отображает ошибку и не позволяет оператору выполнять сварку до тех пор, пока не будет исправлено подключение провода, что исключает использование неправильной полярности.
Специальная дуга рукояти системы также снижает количество доработок, вызванных частыми пусками и остановками. Благодаря меньшему блужданию дуги пуски и остановы приспособлены для сварки со скосом, что дает сварщику больше контроля над замочной скважиной и сварочной ванной, даже если подгонка стыка непостоянна.
Легкая смена полярности
Если переключение между процессами TIG, MIG и сваркой электродом является обычным явлением в ваших сварочных работах, время, затрачиваемое на обратный путь к источнику питания для замены проводов, может составлять до часа и более каждый день на одного сварщика. Это время может составить до тысячи долларов, потраченных впустую, заплатив сварщику за обход рабочей площадки.
Инвестирование в технологию, которая позволяет сварщикам легко менять процессы нажатием кнопки на сварном соединении и обеспечивает использование правильной полярности для каждого процесса, обеспечивает значительную экономию времени в дополнение к преимуществам для качества сварки и безопасности оператора.
Если вы соревнуетесь за выполнение срочных работ, экономия даже нескольких минут при каждом переключении может иметь существенное значение и снизить вероятность того, что оператор споткнется и упадет. Если операторы совершают семь обходов строительной площадки в день для внесения изменений в параметры и технологические процессы, в среднем по 15 минут на один обход, что в сумме составляет один час каждый день, система XMT 350 FieldPro с изменением полярности может помочь компаниям сэкономить 19 688 долл. США. в год.
Справочник
— Основы Справочник
— Основы
5 прямых
Текущая сварка
В прямом эфире
сварка током, цепь сварочного тока может быть подключена как «прямой полярности»,
или
”обратная полярность.”
Подключение аппарата для сварки постоянным током с прямой полярностью (DCSP)
электрод
отрицательный
и работать позитивно. Другими словами, электроны текут от электрода к
пластина или заготовка,
как показано
на рисунке л-л.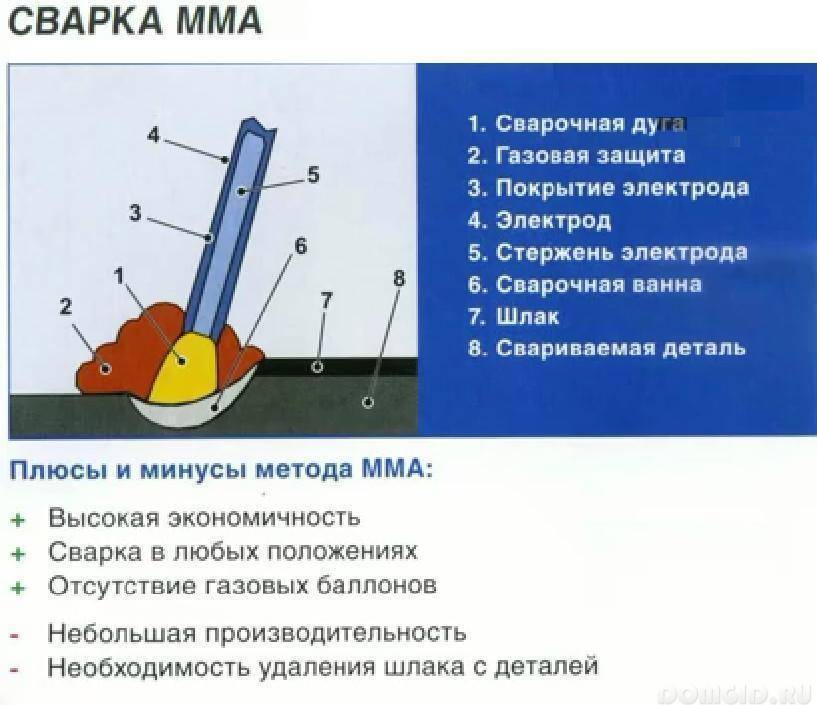 Для сварки постоянным током с обратной полярностью (DCRP) соединения
Для сварки постоянным током с обратной полярностью (DCRP) соединения
просто
напротив;
электроны текут от пластины к электроду, как показано на рисунке 1-2.
DCRP
часто используется на мгновение, чтобы подготовить (закруглить конец) вольфрамовый электрод для
Сварка переменным током. Баллинг
г.
электрод должен быть сделан над отдельным медным блоком, чтобы избежать загрязнения
сварного соединения.
В прямой полярности
при сварке электроны оказывают значительное нагревающее воздействие на пластину. В
обратная полярность
сварка
,
происходит как раз обратное; электрод получает это дополнительное тепло, которое затем
имеет тенденцию таять на конце
г.
электрод.Таким образом, для любого заданного сварочного тока DCRP требует большего диаметра
электрод, чем DCSP
делает.
Например, электрод из чистого вольфрама диаметром 1/16 дюйма может выдерживать ток 125 ампер.
сварочного тока
под
Условия прямой полярности. Однако если бы полярность была изменена на обратную, это количество
Однако если бы полярность была изменена на обратную, это количество
тока расплавится
скидка
электрод и загрязняют металл шва. Следовательно, 1/4 дюйма. диаметр чистый
вольфрамовый электрод
требуется
удовлетворительно и безопасно обрабатывать 125 ампер DCRP.
Как установить параметры полярности сварки MIG
Если вы не знаете, какие настройки полярности сварки MIG следует использовать для проволоки с флюсовым сердечником и для сплошной проволоки…
…то эта статья быстро прояснит для вас ситуацию.
Вот почему так важно правильно установить полярность для сварки MIG…
Если вы используете сварочный аппарат MIG с проволокой с флюсовой сердцевиной и у вас установлена неправильная полярность, вы быстро заметите, что ваши сварные швы будут выглядеть ужасно, вот так…
Вы заметите много брызг.Это изображение было получено при использовании проволоки с флюсовым сердечником с неправильной настройкой полярности.
Если вы хотите избежать этой головной боли, обязательно переключайте настройки полярности сварки MIG каждый раз, когда вы переключаетесь со сплошной проволоки на проволоку с флюсовой сердцевиной.
Если вы не знаете, в чем разница между сплошной сварочной проволокой MIG и безгазовой (или порошковой проволокой), это довольно просто.
Мы используем сплошную проволоку, когда используем защитный газ, обычно это газ C25 (25 % углекислого газа и 75 % аргона) при сварке низкоуглеродистой стали.
Для других процессов, таких как алюминий, вы должны использовать 100% защитный газ аргон.
Причина, по которой мы используем газ, заключается в том, что он защищает сварочную ванну от загрязняющих веществ из атмосферы, которые могут нанести ущерб внешнему виду и прочности сварного шва.
При использовании проволоки с флюсовым сердечником нет необходимости в использовании защитного газа, поскольку защитный агент находится внутри проволоки и при зажигании дуги действует как защитный агент.
Электрод постоянного тока, отрицательный
Таким образом, для полярности сварки MIG без газа (при использовании проволоки с флюсовой сердцевиной) настройки полярности сварки MIG должны быть установлены на отрицательный электрод постоянного тока (или DCEN).
При использовании DCEN отрицательная клемма внутри вашей машины подключается к электроду (вашей горелке MIG), а положительная клемма подключается к заземлению.
Электроны движутся от отрицательного к положительному, поэтому с DCEN электроны перемещаются от аппарата к горелке MIG. Затем они проходят через заготовку и кабель заземления, а затем возвращаются к станку.
Для DCEP наоборот.
Положительный электрод постоянного тока
Для DCEP теперь у вас есть положительная клемма, подключенная к электроду.Теперь электроны движутся в обратном направлении (от машины через заземляющий кабель и обратно через горелку MIG).