Соединение и оконцевание алюминиевых проводов. Оконцевание проводов. Оконцевание проводов
Соединение проводов в электропроводке. Как соединить медный и алюминиевый провод. Опрессовка, оконцевание, пайка,сварка кабелей и проводов.
Какие провода и кабели чаще всего используются для изготовления электропроводки?
Для того чтобы изготовить электропроводку, применяют провода и кабели, произведенные на базе алюминиевых и медных жил. Исходя из того, что алюминий имеет меньшую стоимость, проводку, как правило, делают из проводов с алюминиевыми жилами. Тем не менее алюминий имеет ряд характеристик, которые не очень благоприятствуют тому, чтобы соединение было надежным. Главный недостаток такого материала заключается в том, что по сравнению с медью алюминий имеет повышенную степень текучести и окисляемости. В ходе этих процессов на его поверхности образуется пленка, которая не проводит электрический ток.
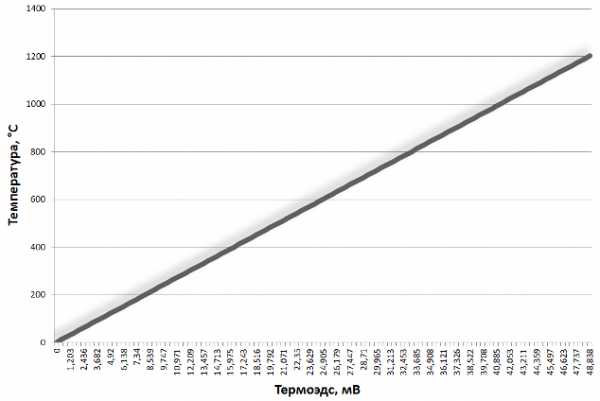
Окись алюминия приводит к тому, что возникает значительное переходное сопротивление. В итоге это приводит к значительному ухудшению электрического контакта. Кроме того, из-за этого же дефекта происходит достаточно сильное нагревание проводника. Окисная пленка также значительно затрудняет процесс пайки и сварки проводов. Это происходит из-за того, что она плавится при очень высокой температуре — около 2050 °С, несмотря на то, что температура плавления самого алюминия составляет всего лишь 660 °С.
Нужно ли удалять пленку с контактной поверхности?
Пленку с поверхности алюминиевого проводника нужно удалять в обязательном порядке и принимать меры, касающиеся невозможности ее последующего образования. Для этого и необходим технический вазелин.
Конечно, медные проводники также с течением времени окислятся, однако это не приводит к значительному ухудшению качества контактного соединения, а также к нагреванию участка соединения. Следует также отметить, что удалить окись меди с поверхности проводника не так уж и проблематично.
Что еще может привести к нарушению контакта?
Алюминий имеет достаточно большой линейный коэффициент теплового расширения, если сравнивать его с другими
металлами. По этой причине не следует спрессовывать алюминиевые провода в медных наконечниках. Кроме того, также не стоит присоединять алюминиевые провода к медным контактам.
Даже в случае нормального использования алюминиевых проводов время от времени их нужно подтягивать, так как соединение с течением времени будет постепенно ослабевать из- за сильного нагревания.
В процессе эксплуатации алюминиевый провод может перетекать из области с большим давлением туда, где давление не настолько высокое. По этой причине нужно затягивать алюминиевые провода достаточно сильно, но не перетягивать их, так как из-за этого соединение тоже может очень быстро ослабеть.
Где алюминиевые провода хуже всего контактируют с другими металлами?
В наиболее плохих условиях алюминиевые жилы будут контактировать с другими проводящими электрический ток металлами в наружных электропроводах. Из-за того что в атмосферном воздухе всегда содержится определенный процент влаги, на контактных поверхностях образуется водяная пленка. При этом она обладает основными свойствами электролита. В местах соединения возникает гальваническая пара. Алюминий здесь играет роль отрицательного полюса, поэтому он с течением времени понемногу разрушается. В этом случае наиболее плохим вариантом будет соединение алюминиевого провода с медным или латунным.
Допустимо защитить данное соединение с помощью технологического вазелина. Однако лучше всего в этом случае покрыть их еще одним металлом. Для этой цели следует использовать олово или же припой типа ПОС.
Где соединение разных проводов подходяще?
В процессе использования, как уже говорилось выше, болтовые соединения алюминиевых проводов с медными ослабевают, поэтому их необходимо время от времени подтягивать. Тем не менее такую технологию продолжают использовать, допустим, в дачных домиках. Здесь данная технология наиболее успешна, так как она достаточно простая и не потребует применения какого-нибудь специального инструмента для того, чтобы обеспечить данное соединение.
Какими свойствами должна обладать конструкция зажима для соединения проводов?
Устройство зажима для того, чтобы соединить алюминиевые жилы с медными или иными проводами, должна обеспечивать выполнение следующих пунктов:
— давление на провода в случае образования текучести должно быть постоянным;
— должно быть изготовлено устройство, которое будет защищать провода от растекания из-под контактного винта;
— все элементы конструкции должны быть обеспечены гальваническим покрытием.
Все эти требования выполняет зажим, который был специально создан для алюминиевых проводов. Пружинная шайба позволяет создать в месте соединения постоянное давление на провода. Кроме того, в конструкции оборудован специальный упор, с помощью которого не допускается выдавливание провода из контактного зажима.
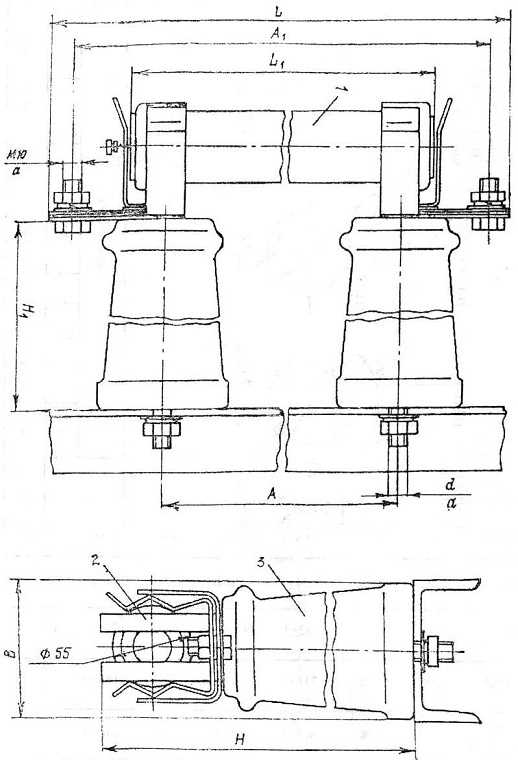
В некоторых вариантах подобного устройства пружинная шайба и упор, который предотвращает растекание, изготавливают в виде одной лишь шайбы-звездочки (рис. 1).
Данную конструкцию нужно собирать сразу со всеми элементами, так как если будет отсутствовать даже малейшая деталь, то это приведет к значительному ослаблению контакта.
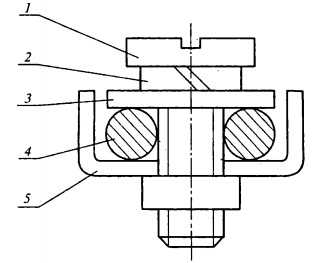
Рис. 1. Зажим для присоединения алюминиевых проводов: 1 – винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 — упор, ограничивающий растекание алюминиевого проводника
Каков порядок работ для присоединения алюминиевых жил?
Работы по присоединения алюминиевых проводов имеют свой порядок, который нужно соблюдать для того, чтобы получилось прочное и достаточно долговечное соединение.
1. С конца жилы нужно удалить изоляцию на таком участке, чтобы его хватило для изготовления кольца. Нож для удаления изоляционного слоя нужно направлять к поверхности провода под незначительным углом - 10—15°. Так поступают для того, чтобы при срезании изоляции он направлялся параллельно жиле. Устанавливать нож перпендикулярно жиле не следует, так как при слишком сильном надавливании вы рискуете переломить жилу. Для того чтобы удалить слой изоляции с алюминиевого провода, поперечное сечение которого не превышает 4 мм2, можно использовать специальные клещи.
2. Жилу необходимо тщательно зачистить с помощью наждачной бумаги. Этот процесс производят до тех пор, пока жила не приобретет металлический блеск, затем его нужно смазать тонким слоем технологического вазелина.
3. Подготовленную жилу нужно загнуть с помощью круглогубцев так, чтобы образовалось кольцо. При этом провода загибают по часовой стрелке, то есть так, чтобы они находились по направлению вращения винта. Внутренний диаметр кольца делают чуть больше по сравнению с диаметром контактного винта.
4. Провод нужно зажать на пластине контактного вывода, осторожно вкручивая его в нарезанное отверстие либо затягивая его с помощью гайки.
Как следует оконцовывать медные жилы?
Если жила изготовлена из меди, причем ее сечение составляет 1—2,5 мм2, то ее нужно оконцевать в виде кольца с соблюдением следующей последовательности действий. С конца провода удаляют около 30 мм изоляционного слоя. Далее жилу нужно зачистить с помощью наждачной бумаги до тех пор, пока жила не станет блестеть. Затем проволоку скручивают в стержень и загибают в кольцо, которое покрывают слоем канифоли. Затем на несколько секунд его помещают в расплавленный припой. После того как припой застынет, провод нужно закодировать до кольца.
Как нужно выполнить соединение медных и алюминиевых проводов?
Для соединения медных или алюминиевых проводов, относящихся к электропроводке, с проводами, которые направлены к осветительной аппаратуре, используют специальную зажимную колодку. Провода нужно зажать между пластинами. Причем в этих пластинах должны быть насечки и специальные отверстия с резьбой для зажимных винтов. На винтах должны иметься пружинящие разрезные шайбы.
По какой технологии производят соединение и оконцевание алюминиевых проводов?
В последнее время достаточно часто стал использоваться способ соединения медных и алюминиевых проводов по технологии опрессовки.
С помощью такого метода можно получить достаточно качественный контакт, а также хорошую механическую прочность. Данную технологию соблюсти весьма просто.
Опрессовку выполняют с помощью обыкновенных ручных клещей, вместо них могут использоваться механические и гидравлические прессы. Для того чтобы соединить жилы проводов и кабелей, используют гильзы, а для оконцевания подойдут наконечники (рис. 2 и 3).
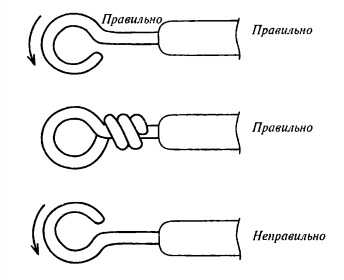
Рис. 2. Оконцевание проводов

Рис. 3. Опрессовка алюминиевых проводов гильзами ГАО: а — односторонняя опрессовка; б — двухсторонняя опрессовка
Как правильно произвести опрессовку?
Для проведения опрессовки существует специальная технология, соблюдая которую можно получить весьма качественное соединение. Она включает в себя несколько основных и несложных пунктов.
1. В зависимости от того, какое сечение жил проводов и кабелей, проводящих ток, выбирают тип и размер соединительных гильз и наконечников для кабелей. Для того чтобы произвести опрессовку жил, сечение которых находится в промежутке от 2,5 до 10 мм2, применяют соединительные алюминиевые гильзы ГАО. Если же сечение больше 10 мм2, то здесь больше подойдут гильзы ГА. Оконцевание в этом случае делают путем установки трубчатых наконечников, изготовленных из алюминия типа А, или же с помощью медноалюминиевых наконечников типа ТАМ.
2. Выбирают матрицы и пуансоны в соответствии с размерами гильзы и наконечников.
3. В гильзах и наконечниках должна обязательно находиться заводская смазка. Если ее нет, то гильзу следует зачистить с помощью металлического ершика, а затем смазать ее технологическим вазелином. Вместо него можно использовать кварцевазелиновую или цинковазелиновую пасту.
4. С концов жил удаляют изоляционный слой. Если вы собираетесь производить оконцевание, то длина провода, с которого нужно снять изоляцию, должна равняться длине трубчатой части наконечника. Для соединения длина зачищенного провода должна быть равна половине длине гильзы.
5. Затем необходимо как следует отшлифовать зачищенные концы с помощью шлифовальной бумаги. Потом их протирают тканью, предварительно смоченной в бензине, а в конце покрывают слоем технологического вазелина.
6. На готовую жилу нужно надеть наконечник или гильзу. Если вы собираетесь произвести оконцевание, то жилу нужно ввести в наконечник до упора. Если же вы изготавливаете соединение, то вам нужно вводить провода таким образом, чтобы их торцевые части соприкасались друг с другом примерно в середине гильзы.
7. После этого приступают к установке трубчатой части наконечника или гильзы в матрицу и затем производят опрессовку.
8. На последнем этапе острые края гильзы зачищают, а все соединение заматывают изоляционной лентой.
Категорически запрещено на алюминиевую жилу надевать медный наконечник. Это связано с тем, что у этих материалов различный коэффициент линейного теплового расширения. Это может привести к негативным последствиям — наконечник из-за чересчур сильного расширения алюминия может попросту потрескаться.
Как правильно произвести опрессовку медных кабелей и проводов?
В этом случае с провода нужно удалить изоляцию с 20—25 мм по длине провода (не важно, какой провод, — одножильный или многопроволочный). Соединяемые жилы следует положить параллельно друг другу таким образом, чтобы они небыли скручены между собой. После этого их нужно обернуть двумя слоями фольги, изготовленной из латуни или меди, при этом толщина фольги должна составлять 0,2 мм, а ширина — 18—20 мм. Участок соединения после этого обжимают с помощью прессовочных ключей.
Если жила имеет сечение 4 мм2 или немного больше, то опрессовку можно выполнить в специальных трубчатых наконечниках типа Т. Вместо них могут быть использованы медные гильзы вида ГМ. При этом все операции производятся в той же последовательности, что и для алюминиевых проводов. В этом случае накладывать слой технологического вазелина не нужно.
Категорически запрещается производить опрессовку с использованием молотка и зубила.
Где используют пайку и сварку?
Пайкой и сваркой соединяют провода только в том случае, если никакой другой способ для этой цели не подходит. Требования к такому способу соединения примерно такие же — они должны быть надежными и достаточно прочными.
Для того чтобы получить качественную пайку, нужно выполнить следующие действия:
— ответственно подойти к выбору припоя, так как при неправильном припое соединение получится не очень прочным;
— с контактных поверхностей необходимо тщательно удалить все следы окиси.
Если требуется соединить медные жилы, то окись снимают с жилы непосредственно перед самой пайкой. Если же соединяют алюминиевые провода, то окись снимают в процессе пайки.
Каковы преимущества пайки?
Данная технология соединения позволяет образовать весьма качественный электрический контакт, однако такое соединение является крайне непрочным, по этой причине провода перед пайкой нужно тщательно скрутить между собой.
Каким инструментом выполняют пайку?
Если провод изготовлен из меди и его сечение находится в промежутке от 1 до 10 мм2, то пайку нужно выполнять с помощью паяльника. Для данного случая больше всего подойдет припой, изготовленный из олова и свинца. Марка такого припоя - ПОС.
Перед началом пайки окись с поверхности медного провода нужно удалить с помощью наждачной бумаги или напильника. В роли флюса будет выступать канифоль или же ее раствор, кроме того, можно использовать паяльный жир.
В процессе пайки медных жил нельзя использовать травленую соляную кислоту или нашатырный спирт. Дело в том, что они будут крайне негативно воздействовать не только на пленку окиси, но и на саму жилу.
Как правильно выполнять пайку?
Участок, который вы собираетесь припаивать, нужно хорошенько разогреть. Его температура должна быть примерно на 30—50 °С выше по сравнению с температурой плавления припоя и флюса.
Если температура будет ниже, то получится так называемая холодная пайка. Ее уровень прочности не слишком высокий, к тому же она не дает требуемого электрического контакта надлежащего качества.
Чем отличается использование скрутки для соединения проводов?
Соединять провода с помощью скрутки проще всего, однако данная технология потребует последующей пропайки соединения, так как даже в хорошо изготовленной скрутке существует достаточно большое переходное сопротивление — в несколько раз большее по сравнению с другими методами соединения, например с опрессовкой, пайкой, сваркой, даже по сравнению с болтовым и винтовым соединением (рис. 4).
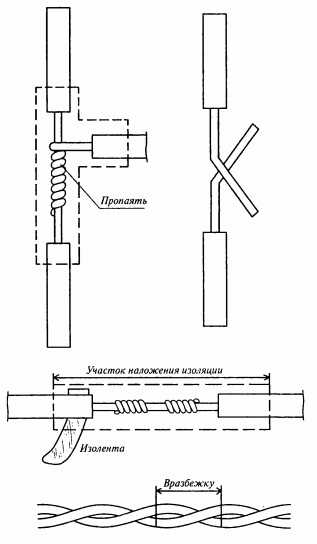
Рис. 4. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
При изготовлении скрутки провода не имеют слишком большого количества точек соприкосновения. Поэтому провода, соединенные по такой технологии, могут перегреваться. В некоторых случаях такой метод соединения может даже стать причиной пожара. Из-за этого использовать скрутку без дополнительной пропайки не следует.
В чем заключается метод соединения и ответвления проводов?
Данная технология состоит в следующем: для того, чтобы соединить два отрезка провода, необходимо плотно скрутить между собой проволочки жил, по которым проходит электрический ток. Это делают, чтобы они не раскрутились впоследствии. Провода потом скрещивают. Данное соединение обжимают плоскогубцами, после чего производят пропаивание с помощью припоя ПОС-ЗО или Г10С-40.
Скрутку нужно дополнительно изолировать по всей длине, чтобы изолента заходила на незащищенную изоляцию.
Как производят пайку однопроволочных алюминиевых жил?
Для того чтобы выполнить подобную пайку проводов, сечение которых составляет от 2,5 до 10 мм2, производят двойную скрутку с желобком (рис. 5).
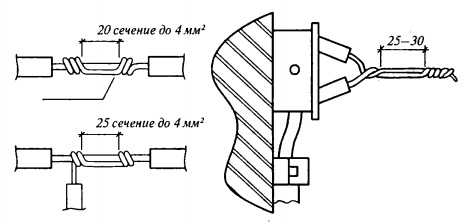
Рис. 5. Соединение однопроволочных алюминиевых проводов пайкой двойной скруткой с желобком
С жил в этом случае нужно удалить изоляционный слой, саму жилу тщательно зачистить с помощью наждачной бумаги, а потом с использованием двойной скрутки соединить таким образом, чтобы в месте касания жил образовался желобок.
Далее это соединение нагревают с помощью обычного паяльника или же паяльной лампы до тех пор, пока его температура не станет выше по сравнению с температурой плавления припоя.
Постепенно пропаивают оба соединения. После того как припой полностью застынет, участок соединения нужно дополнительно изолировать с помощью изоляционной ленты.
Где используется сварка?
Данная технология соединения используется для того, чтобы оконцовывать и соединять между собой жилы, проводящие ток, причем всех сечений. Этот метод также подходит для того, чтобы соединять алюминиевые жилы с медными, в случае если сечение жил не превышает 10 мм2. Этот способ потребует использования специальных флюсов, сварочных аппаратов, а также иного технологического оборудования.
www.eti.su
ОКОНЦЕВАНИЕ ПРОВОДОВ - это... Что такое ОКОНЦЕВАНИЕ ПРОВОДОВ?
ОКОНЦЕВАНИЕ ПРОВОДОВ опрессовка, сварка, пайка концов проводов или крепление их болтовыми и трубчатыми сжимами, в результате которых обеспечивается надёжный электрический контакт и механическая прочность(Болгарский язык; Български) — оформяне краищата на проводници
(Чешский язык; Čeština) — spojování vodičů
(Немецкий язык; Deutsch) — Herstellen der Kabelenden
(Венгерский язык; Magyar) — vezetékegyesítés
(Монгольский язык) — кабель утаены үзүүр гаргах
(Польский язык; Polska) — zarabianie końców przewodów
(Румынский язык; Român) — formare a capului conductoarelor
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — obrada krajeva provodnika
(Испанский язык; Español) — empalme de cables eléctricos
(Английский язык; English) — termination of wires or cables
(Французский язык; Français) — traitement des abouts de fils ou câbles électriques par pression, brasage, soudage etc.
Источник: Терминологический словарь по строительству на 12 языкахСтроительный словарь.
- ОКНО СДВОЕННОЕ
- ОКРАСКА
Смотреть что такое "ОКОНЦЕВАНИЕ ПРОВОДОВ" в других словарях:
оконцевание проводов — Опрессовка, сварка, пайка концов проводов или крепление их болтовыми и трубчатыми сжимами, в результате которых обеспечивается надёжный электрический контакт и механическая прочность [Терминологический словарь по строительству на 12 языках… … Справочник технического переводчика
РМ 4-239-91: Системы автоматизации. Словарь-справочник по терминам. Пособие к СНиП 3.05.07-85 — Терминология РМ 4 239 91: Системы автоматизации. Словарь справочник по терминам. Пособие к СНиП 3.05.07 85: 4.2. АВТОМАТИЗАЦИЯ 1. Внедрение автоматических средств для реализации процессов СТИСО 2382/1 Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем (рис. 1).
Сваривают алюминиевые провода в специальной формочке при помощи угольных электродов, получающих питание от сварочного трансформатора.
Для пайки алюминиевые провода скручивают (рис. 1 в), а затем место скрутки нагревают в пламени паяльной лампы и пропаивают припоями, составы которых приведены в табл. 1.
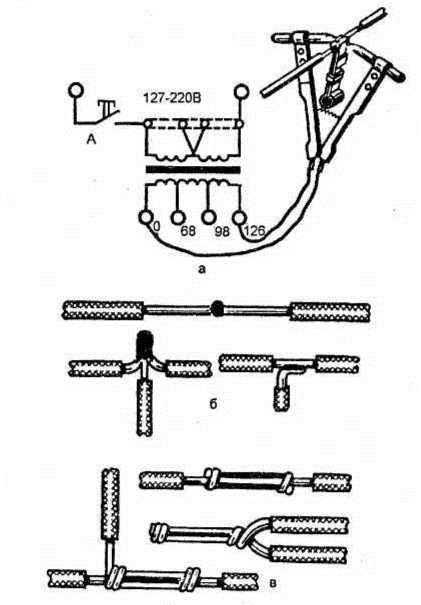
Рис. 1. Соединение проводов сваркой и пайкой: а — соединение однопроволочных алюминиевых проводов сваркой в гильзе; б — образцы сварок; в — соединение пайкой
Таблица 1. Состав и температура плавления припоев
| Название или обозначение припоя | Температура плавления, С | Состав припоев, % | |||
| цинк | олово | медь | алюминий | ||
| Припой А | 400-425 | 58-58,5 | 40 | 1,5-2 | - |
| ЦО-12 Мосэнерго | 500-550 | 73 | 12 | - | 15 |
Технология пайки алюминиевых проводов следующая:
- с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлестку двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 2;
- соединенные скруткой провода нагреть пламенем газовой горелки и паяльной лампой до температуры, близкой к температуре плавления припоя. После этого желобок протереть (с нажимом) с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает облуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем облуживают и опаивают желобок с другой стороны соединения. Одновременно протереть и облудить припоем внешние поверхности и места скрутки жил соединяемого участка;
- места пайки соединяемых проводов подчистить, протереть тканью, смоченной бензином, покрыть влагонепроницаемым лаком и заизолировать изоляционной лентой.
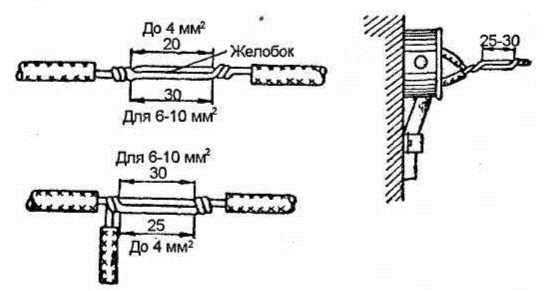
Рис. 2. Пайка однопроволочных жил
Оконцевание проводов выполняют после их прокладки.Однопроволочные провода с площадью сечения до 10 мм2 и многопроволочные с площадью сечения до 2,5 мм2 присоединяют к токоприемникам непосредственно. Оголенную жилу при этом вводят под зажимной контактный винт. Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода может быть придан вид пестика (рис. 3 а) или колечка (рис. 3 б).
Концы однопроволочных проводов сечением более 10 мм2 или многопроволочных сечением более 2,5 мм2 снабжают наконечниками (рис. 3 в), которые припаивают или приваривают к жиле, а в некоторых случаях опрессовывают.
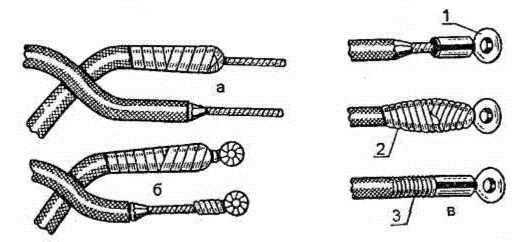
Рис. 3. Оконцевание проводов: а — пестиком; б — колечком; в — припайкой наконечника:
- наконечник;
- изоляционная лента или бандажная пить;
- изоляционная лента или бандажная пить.
Во всех случаях соединения, ответвления и оконцевания проводов, места соединения их между собой и наконечником обматывают изоляционной лентой в несколько слоев. В соответствии с правилами электрическая прочность изоляции в месте соединения или ответвления должна быть не ниже, чем прочность изоляции в целом.
В дачных условиях для соединения алюминиевых и медных проводов между собой наиболее приемлем способ соединения винтовыми сжимами, так как не требуется специального инструмента и приспособлений. Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов необходимо со всеми заводскими деталями (винт, прижимная шайба, шайба плоская, контактная пластина), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Для присоединения провода к зажиму с конца провода снимают изоляцию. Нож держат под углом 10-15° к поверхности жилы, этим исключается надрез алюминиевой жилы. Провод зачищают до металлического блеска и смазывают кварцево-вазелиновой пастой, затем загибают конец жилы в виде колечка. Загибать провод следует по часовой стрелке, т. е. по направлению вращения крепящего винта.
Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта (табл. 2).
Таблица 2. Параметры кольца на оконцовываемом проводе
| Диаметр винта, мм | Длина зачищенного провода, мм | Внутренний диаметр кольца, мм |
| 4 | 16-18 | 4,5-5,0 |
| 5 | 20-22 | 5,5-6,0 |
| 6 | 28-30 | 7,0 |
| 8 | 38-40 | 9,0 |
Соединение проводов методом опрессовки широко применяется при монтаже внутренних, внешних электропроводок и воздушных линий электропередач.
Этот способ обеспечивает надежный контакт, необходимую механическую прочность, прост в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов.
Для соединения жил служат гильзы ГАО, ГА, для оконцевания — наконечники ТА, ТАМ и др.
Алюминиевые жилы в соединительных гильзах спрессовывают по следующей технологии:
- подбирают тип и размер гильз, а также матрицы и пуансоны в соответствии с размерами гильз;
- проверяют наличие заводской смазки в гильзах и наконечниках, при отсутствии смазки гильзы и наконечники зачищают металлическим ершиком и смазывают защитной кварцево-вазелиновой или цинково-вазелиновой пастой;
- снимают с концов жил изоляцию: при оконцевании — на длине, равной длине трубчатой части наконечника, а при соединении — на длине, равной половине длины гильзы;
- зачищают концы токоведущих жил наждачной бумагой до металлического блеска, протирают тканью, смоченной в бензине, и покрывают кварцево-вазелиновой пастой;
- надевают на подготовленные жилы наконечник или гильзу;
- при оконцевании жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
- устанавливают трубчатую часть наконечника или гильзу в матрицу и проводят опрессовку;
- изолируют соединение несколькими слоями изоляционной ленты.
Не разрешается на алюминиевую жилу опрессовывать медный наконечник, так как соединение будет непрочным изза большой разности у меди и алюминия коэффициента линейного теплового расширения.
Опрессовку одно- и многопроволочных медных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или соединительных медных гильзах типа ГМ. Технология опрессовки медных проводов аналогична технологии опрессовки алюминиевых проводов за исключением наложения кварцево-вазелиновой или цинково-вазелиновой пасты.
Запрещается проводить опрессовку при помощи молотка и зубила.
Добавить комментарий
spravochnik-stroitelya.ru
Технология оконцевания жил проводов и кабелей
Чтобы оконцевать жилы проводов и кабелей, необходимо использовать специальный инструмент – пресс клещи. Данный инструмент очень прост в использовании, так что, самостоятельно оконцевать провод не составит никакого труда. Важнее и сложнее правильно подобрать кабельный наконечник. Поэтому в этой статье мы решили рассказать, как выполнить оконцевание жил проводов и кабелей разного сплава, большого и маленького сечения.
Зачем делать оконцевание жил проводов
Некоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая. 
Также если не проводить оконцивание жил проводов и кабелей, то может выгореть «ноль». Если это случится, то последствия понятны всем.
Как оконцевать кабеля
На самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше. 
Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом. 
Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
- Надеваем наконечник на провод.

- Зажимаем.

Обратите внимание, что наконечник нужно подбирать соответствующий. Если больше – может случиться замыкание. Меньше – вы просто перекусите провод.
Оконцевание проводов: видео
Какие бывают наконечники
Отдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится.
Сейчас выделяют следующие виды наконечников:
- ТМЛ – медный наконечник, который имеет луженную оболочку.

- ТМ – выполнен из меди, оболочки нет.

- ТМЛ(о) – медный, с луженной оболочкой. Имеет дополнительное отверстие, которое позволяет визуально определить, полностью ли зажата жила.

- ТА – обыкновенный алюминиевый.

- ТАМ – корпус алюминиевый, окончание медное. Она позволяет подключить алюминиевый провод к медной шине.

- ПМ – выполнен из меди, предназначается для пайки.

- НБ – болтовые. С помощью них можно затянуть провод обыкновенным болтом.

Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно
Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
- YY – это диаметр отверстия, в который вы сможет вставить проводник.
- XX – это сечение провода под обжимом.
Технические характеристики кабеля ААШВ.
dekormyhome.ru
Соединение и оконцевание проводов опрессовкой
В отечественной и зарубежной практике значительное распространение получил метод опрессовки.
Опрессовка – это соединение жилы с наконечником (гильзой) за счет их совместной деформации с помощью формообразующего инструмента (пуансонов и матриц).
Опрессовка может быть объемная, местным вдавливанием и объемная с местным вдавливанием. В отечественной практике для опрессовки используют инструменты типов УНИ, УСА, шестигранник, шестигранник с местным вдавливанием, НИОМ и др.
Опрессовкой выполняют КС медных, алюминиевых и сталеалюминиевых проводов. При выполнении соединений алюминиевых и сталеалюминиевых проводов рекомендуется использовать кварцевазелиновую пасту, а при соединении медных проводов – технический вазелин.
При оконцевании однопроволочных алюминиевых жил кабелей до недавнего времени применялись в основном наконечники. В настоящее же время получили развитие два метода безарматурного оконцевания: непосредственное формование с помощью пиротехнического инструмента из концов однопроволочных жил наконечников и изгибание специальным инструментом конца однопроволочной жилы в кольцо. Второй метод – более прогрессивный и безопасный. Он должен найти широкое применение в практике.
Рис. 2.6. Технология соединения проводов в гильзах ГАО опрессовкой:
а – подготовка жил для одностороннего ввода в гильзу, б – подготовка жил для двустороннего ввода в гильзу, в – опрессовка гильз, г – опрессованные соединения, д – готовое соединение после его изоляции
Соединение и оконцевание опрессовкой изолированных проводов сечением 1,5 … 35 мм2 выполняется в гильзах типа ГАО, Т и ГМ одним или двумя вдавливаниями с помощью пресс-клещей типа ПК-1мУ1 или ПК-ЗУ1.
В гильзу ГАО вводят жилы с одного или с двух концов (рис. 2.6). Гильзы для ввода проводов с двух сторон имеют удвоенную длину и опрессовываются в двух местах. Алюминиевые жилы сечением 16 … 240 мм2 соединяются гильзами типа ТА. Стык жил должен находиться посередине гильзы.
Оконцевание алюминиевых жил выполняется с помощью алюминиевых и медно-алюминиевых наконечников ТА или ТАМ по технологии, аналогичной соединению жил (рис. 2.7).
Рис. 2.7. Оконцевание алюминиевых жил опрессовкой:
а – жила со снятой изоляцией, б – зачистка жилы от оксидной пленки щеткой, в – надевание наконечника, г – опрессовка наконечника, д – наконечник, закрепленный на жиле опрессовкой, е – готовое оконцевание жилы
Оконцевание и соединение медных жил осуществляется с использованием медных наконечников типа Т и медных гильз типа ГМ. Наряду с указанными способами опрессовки оконцевание однопроволочных жил можно выполнять также путем формования наконечника непосредственно из монолитной жилы или закручиванием ее в кольцо.
Похожие статьи:
poznayka.org
Соединение и оконцевание алюминиевых проводов. Оконцевание проводов
Оконцевание проводов - как самостоятельно соединить и оконцевать провода, кабеля
При самостоятельной работе с электрикой очень важно проводить соединение и оконцевание проводов для того, чтобы избежать:
- Оплавленных корпусов
- Обугленных проводов
- Торчащих жил
Данные действия не только обеспечивают хороший контакт, но и усиливают безопасность и снижают риск воспламенения.
Оконцовка снижает переходное сопротивление, которое выделяет тепло и действует подобно резистору. Повышенное выделение тепла и является причиной негативных последствий.
Для оконцевания проводов используется специальный инструмент, который называется пресс-клещами. После подбора подходящего наконечника можно совершить опрессовку не только одножильного провода, но и произвести соединение множества жил многопроволочного кабеля, независимо от материала и сечения.
Алгоритм оконцевания электрических проводов
Данный процесс не является слишком сложным, поэтому любой желающий может выполнить работу своими руками в домашних условиях. Перечень действий:
- Выбор инструмента (пресс-клещи или стриппер с функцией клещей)
- Подбор требуемых наконечников
- Надевание на жилы с усилием
- Обжатие прессом
Согласно государственным стандартам оконцевание проводится в нескольких местах, так как это позволяет обеспечить лучший контакт и меньшую резистенцию.
Ручная опрессовка с помощью молотка или пассатижей нежелательна, так как этот процесс не позволяет обеспечить надежный контакт. Пресс-клещи могут иметь как гидравлический, так и ручной привод.
Если электропровод является одножильным, следует осуществить правильный подбор обжимной матрицы, так как можно случайно перекусить проводник.
Оконцевание проводов следует проводить в несколько этапов:
- Жилы, прошедшие очистку и обработку припоем, до упора вставляются в наконечники
- Конструкция через специальное отверстие заливается припоем
- Выбор наконечника
Сейчас производится множество видов наконечников для соединения проводов и их опрессовки. В таблице представлены наиболее распространенные наконечники для работы в домашних условиях.
| Тип | Характеристика |
| ТМ | Изготовлен из меди и не имеет покрытия |
| ТМЛ | Произведен из меди, проходит электролитическое лужение |
| ТМЛ (о) | Аналогичен вышеперечисленному варианту, но дополнительно имеет отверстие для визуального определения положения жил |
| ТАМ | Изготовлен из меди и алюминия |
| ТА | Изготовлен из алюминия |
| ПМ | Произведен из меди, предназначен для пайки |
| НШП | Предназначается для подключения выключателей-автоматов с помощью обжатого штыря |
| НБ | Процесс опрессовки производится благодаря затягиванию болта |
Маркировка наконечников позволяет определить диаметр отверстия и сечение проводника.
Медные наконечники, помимо обширного промышленного применения, используются в быту для:
- Подключения кабельных стояков в подъездах
- Заземления щитов
- Подключения электроплит
ТМЛ отличаются особой антикоррозийной стойкостью и позволяют монтировать их с помощью пайки.
Алюмомедные наконечники (ТАМ) нашли свое применение при подключении алюминиевых жил к медным шинам различных устройств.
Алюминиевые наконечники похожи на ТМ, но отличаются материалом.
Стоит отметить, что оконцевание алюминиевых проводов и кабелей производится только с использованием особой вазелино-кварцевой смазки, которая обезвреживает вредную пленку, получающуюся в результате окисления проводника.
Медные наконечники (ПМ), как правило, применяются для бытовых электроприборов. Они могут иметь специальные “уши”, поэтому не всегда требуют наличия паяльника.
Штифтовые кабельные наконечники (НШП) применяют там, где присутствуют небольшие габариты устройств, например, в случае работы с распределительными щитами, коммутаторами или выключателями.
Болтовые или механические наконечники (НБ) применяются для подключения силового кабеля. Жилы следует предварительно удалить паяльником, а по завершении работы использовать термоусадочную трубку.
Помните, что самодельные наконечники, которые зачастую применяются недобросовестными электриками, могут привести к нарушению безопасности и возгоранию.
remont.youdo.com
Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем (рис. 1).
Сваривают алюминиевые провода в специальной формочке при помощи угольных электродов, получающих питание от сварочного трансформатора.
Для пайки алюминиевые провода скручивают (рис. 1 в), а затем место скрутки нагревают в пламени паяльной лампы и пропаивают припоями, составы которых приведены в табл. 1.
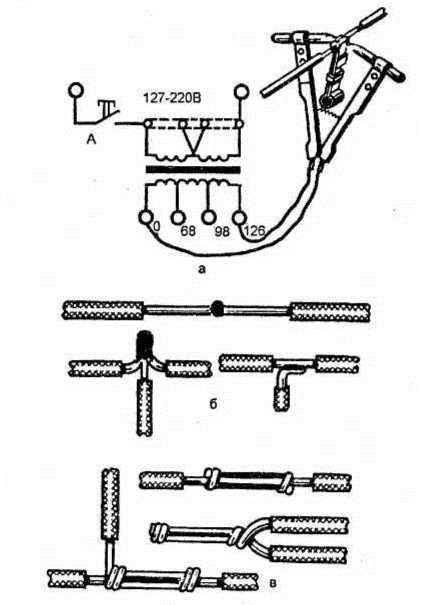
Рис. 1. Соединение проводов сваркой и пайкой: а — соединение однопроволочных алюминиевых проводов сваркой в гильзе; б — образцы сварок; в — соединение пайкой
Таблица 1. Состав и температура плавления припоев
| Название или обозначение припоя | Температура плавления, С | Состав припоев, % | |||
| цинк | олово | медь | алюминий | ||
| Припой А | 400-425 | 58-58,5 | 40 | 1,5-2 | - |
| ЦО-12 Мосэнерго | 500-550 | 73 | 12 | - | 15 |
Технология пайки алюминиевых проводов следующая:
- с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлестку двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 2;
- соединенные скруткой провода нагреть пламенем газовой горелки и паяльной лампой до температуры, близкой к температуре плавления припоя. После этого желобок протереть (с нажимом) с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает облуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем облуживают и опаивают желобок с другой стороны соединения. Одновременно протереть и облудить припоем внешние поверхности и места скрутки жил соединяемого участка;
- места пайки соединяемых проводов подчистить, протереть тканью, смоченной бензином, покрыть влагонепроницаемым лаком и заизолировать изоляционной ленто
szemp.ru
Ведение. Важную роль в развитии отечественной электротехники сыграли труды русских учёных и изобретателей П. Н. Яблочкова, А. Н. Лодыгина, М. О. Доливо- Добровольского и др. Приоритет в создании и применении трёхфазной системы переменного тока принадлежит М. О. Доливо-Добровольскому, который в 1891 году осуществил передачу электрической энергии мощностью около 150 кВт при напряжении 15кВ на расстояние 175 км. Им же были созданы синхронный генератор, трёхфазный трансформатор и асинхронный двигатель. Увеличение электропотребления на душу населения всё более остро ставит задачу необходимости создания принципиально новых эффективных методов потребления огромных количеств электроэнергии. Достижения в физике твёрдого тела, улучшение характеристики магнитных металлов, исследование сверхпроводимости, достижения химии и т.д. позволяет в ближайшие годы существенно изменить конструкции двигателей, преобразователей, высоко и низковольтной аппаратуры, электронного оборудования и информационной техники. Качество ремонта электропроводок в значительной степени зависит от правильного выбора способа соединения, ответвления и оконцевания токопроводящих жил проводов и кабелей, выполнения ремонтных работ. Наибольшее распространение при ремонте электропроводок и кабельных линий получили следующие способы: электросварка переменным током методом контактного разогрева, термитная сварка, опрессовка методом местного вдавливания, пайка, винтовые сжимы и винтовые присоединения к контактным выводам электрооборудования. 4.Основная часть. 4.1 Подготовка жил для соединения и ответвления. Предварительно с токопроводящих жил проводов и кабелей снимают изоляцию с помощью специальных клещей и монтерского ножа и очищают жилу от загрязнения ветошью, смоченной в бензине, ацетоне или уайт-спирите. Оголенные участки алюминиевых и медных жил зачищают наждачной бумагой или металлической щеткой до металлического блеска. Алюминиевые жилы при подготовке их под опрессовку зачищают под слоем нейтральной смазки (технический вазелин, кварцвазелиновая паста). При подготовке алюминиевых жил к сварке или пайке смазку при очистке не применяют. Длина разделки провода или кабеля зависит от выбранного способа соединения, сечения токопроводящей жилы 4.2 Соединение и ответвление алюминиевых жил электросваркой методом контактного разогрева. При ремонте электропроводок соединение и ответвление однопроволочных жил сечением от 2,5 до 10 мм 2 выполняют с помощью аппарата ВКЗ -1 или с применением клещей с угольными электродами и обоймы. ВКЗ -1,которым выполняют сварку скрутки жил общим сечением до 1 мм2 ,состоит из сварочного пистолета с пусковой аппаратурой, сварочного трансформатора, трансформатора цепи управления и угольного электрода (рис.1).Принцип сварки заключается в том, что при движении угольного электрода пленка оксида Al2O3 ломается, а расплавленный алюминий токопроводящих жил перемешивается, чем и обеспечивается при остывании капли жидкого алюминия надежный электрический контакт, имеющий достаточную механическую прочность. Рис.1.Соединение алюминиевых жил электросваркой с помощью аппарата ВКЗ -1 без применения флюса: 1 —губки зажима провода, 2 —угольный электрод, 3, 7 —передняя и задняя стойки с отверстиями, 4, 6 —передний и задний бортики стержня, 5 —полый стержень подачи, 8—пружина подачи, 9 — сварочный пистолет, 10, 11 —контакты отключения и включения, 12— спусковой рычаг,13 —основание сварочного пистолета, 14 —сварочный трансформатор.220/10 В; 15 —реле включения, 16 —трансформатор в цепи управления 220/36 В Сварку осуществляют без применения флюса. Торец скрученных вместе жил на длине 30—40 мм кусачками заостряют с образованием угла 30 ° и зажимают в губках держателя таким образом, чтобы заостренный торец упирался в лунку угольного электрода, предварительно отведенного назад. Процесс сварки происходит автоматически после нажатия спускового рычага. Сварка прекращается после оплавления жил на заданной длине, определяемой величиной хода подвижного электрода. Соединение и ответвление алюминиевых жил в клещах с двумя угольными электродами и с применением обоймы выполняют следующим образом. Приготовляют прямоугольные стальные полоски толщиной 0,3 —0,5 мм и размером 15х150 мм. Снимают изоляцию с соединяемых жил на длине 30 —40 мм. Жилы зачищают до блеска, затем укладывают вместе при соединении две, а при ответвлении — три жилы, обжимают их стальной полоской, образующей обойму, так, чтобы торцы токопроводящих жил выступали из обоймы на 2 мм, и зажимают обойму с проводами плоскогубцами. Верхнюю часть обоймы вместе с введенными в нее свариваемыми проводами сжимают угольными электродами клещей (рис.2). Рис.2.Соединение и ответвление алюминиевых жил электросваркой с применением обоймы: 1—обойма из стальной полоски, 2 —угольные электроды, 3 — двухэлектродные клещи После расплавления концов жил (начало плавления определяют по осадке металла в обойме) и остывания металла снимают обойму, очищают место сварки щеткой из кардоленты и покрывают соединение влагостойким изоляционным лаком. При соединении жил открыто прокладываемых проводов и их ответвлений разгибают жилы у места сварки и изолируют липкой лентой, а соединения, выполненные в соединительных и ответвительных коробках, изолируют полиэтиленовыми колпачками. Следует отметить, что электросварка методом контактного разогрева не требует припоя и обеспечивает однородный и стабильный электрический контакт, обладающий необходимой механической прочностью. При всех способах сварки обязательно применение флюса. Исключение составляет только соединение жил сечением 2,5 —10 мм2 электросваркой контактным разогревом с применением обоймы или аппаратом ВКЗ -1,когда применение флюса не требуется, так как пленка оксида алюминия удаляется механическим путем. Соединение алюминиевых жил (сечением 2,5 —10 мм2) между собой и алюминиевых с медными (сечением 1,5 —4 мм2) проводов и кабелей выполняют электросваркой с помощью угольного электрода, установленного в электрододержателе и подключенного ко вторичной обмотке трансформатора напряжением 9 —12 В (рис.3).Мощность трансформатора 0,5 кВА. Процесс электросварки показан на рис.3.Цепь замыкают через держатель, в котором зажаты скрученные жилы. Предварительно с концов жил проводов и кабелей снимают изоляцию: у алюминиевых на длине 30 —40 мм, а при соединении алюминиевой с медной у первой —на длине 50 —65 мм,у второй —на длине 25 —35 мм. Жилы обрабатывают до металлического блеска щеткой из кардоленты или наждачной бумагой. Алюминиевые жилы скручивают, подготавливая их к соединению сваркой. При соединении алюминиевой жилы с медной алюминиевую жилу навивают вокруг медной или вокруг сложенных вместе жил навивают отрезок алюминиевой проволоки сечением, равным сечению соединяемой алюминиевой жилы. Рис.3.Электросварка жил одним угольным электродом: 1– электрододержатель, 2 —угольный электрод, 3 — алюминиевые однопроволочные провода, 4 —токопроводящий зажим, А и М —алюминиевые и медные жилы, подготовленные к соединению, СА —сварное соединение алюминиевых жил, САМ —сварное соединение алюминиевой и медной жил. Место соединения покрывают тонким слоем флюса ВАМИ на длине 5 —6 мм. Подготовленные концы жил располагают вертикально, зажимают в электрододержателе и сваривают путем прикасания угольного электрода к их торцам. В процессе сварки угольный электрод прижимается к торцам жил до расплавления алюминия и образования сварного шарика. При сварке алюминиевых жил с медными электрод прижимают к выступающему концу медной жилы до тех пор, пока выступающая часть медной жилы и один -два витка алюминиевой жилы не расплавятся и не образуют сварной шарик. После сварки электрически контактное соединение очищают от флюса, покрывают влагостойким электроизоляционным лаком и изолируют. Соединение и ответвление многопроволочных жил сечением от 16 до 240 мм2 можно выполнять сваркой по торцам методом контактного разогрева в формах из графитированного угля или из стали. 4.3 Соединение, ответвление и оконцевание алюминиевых и медных жил методом опрессования. В основу метода опрессовки положен принцип местного вдавливаниятрубчатой части соединительной гильзы, а для опрессовки медных жил сечений до 2,5 мм2 —принцип гребенчатого вдавливания. Качество контакта при опрессовке определяется правильным выбором размеров соединительных гильз, рабочего инструмента и зависит от чистой поверхности жилы и внутренней поверхности гильзы. Для разрушения пленки оксида алюминия перед опрессовкой в гильзу вводят пасту, состоящую из механической смеси вазелина и мелких частиц кварцевого песка. В процессе опрессования частицы кварцевого песка разрушают пленку оксида алюминия, а вазелин предотвращает новое образование пленки. При опрессовке алюминиевых и медных жил применяют два вида механизмов: механические и гидравлические пресс - клещи, развивающие усилие на пуансоне от 5,5 до 14 кН, а также механические и гидравлические прессы, развивающие усилия от 70 до 200 кН. Наиболее широкое применение имеют пресс - клещи АК - 2М и ПК -1М, клещи КГМ, прессы РМП -7, ПГЭМ, ПГР -20М1 и др. Пресс -клещи ПК -2 М предназначены для опрессовки алюминиевых жил в гильзах ГАО -4 и ГАО -5, а также для оконцевания медных жил сечением 4 -6 мм2 в наконечниках Т и медных жил сечением 1,5 —2,5 мм2 в кабельных кольцевых наконечниках П. Пресс-клещи ПК -1 рассчитаны для опрессовки алюминиевых соединительных гильз и наконечников на жилах сечением 16 -35 мм2, а также гильз ГАО -5, ГАО -6 и ГАО -8. Гидравлические клещи ГКМ предназначены для опрессовки гильз ГАО-4, ГАО -5, ГАО -6, а также гильз ГА и наконечников ТА и ТАМ для жил сечением 25 мм2 , наконечников Т для жил сечением до 10 мм2 и наконечников кольцевых П. Ручной механический пресс РМП -7 предназначен для опрессовки кабельных соединительных алюминиевых гильз ГА, наконечников ТА и ТАМ, а также медных гильз ГМ и наконечников Т. Опрессовку производят с помощью сменного унифицированного инструмента для двузубого и однозубого вдавливания УНИ -2А,УНИ -1А,УСА,1УСА и УНИ -1М соответственно для сечений: двузубым 16 —120 мм2 и однозубым — 16—240 мм2 . Соединение и ответвление однопроволочных алюминиевых жил сечением 2,5 -10 мм 2 опрессовкой выполняют в алюминиевых гильзах ГАО одним местным вдавливанием с вводом в гильзу проводов с одной стороны или при большем количестве ответвляемых жил применяют гильзы удвоенной длины с двусторонним вводом проводов и двумя вдавливаниями. Рис.4.Гильза алюминиевая ГАО: а — для одностороннего заполнения, б —для двустороннего заполнения, 1 — алюминий, 2—кварцевазелииовая паста. Примечание. Г —гильза, А —алюминиевая, О —закрепляемая опрессовкой, ГАО с индексом 2 —гильза двустороннего заполнения. Выбор гильз ГАО для опрессовки алюминиевых жил сечением 2,5 —10 мм2 с подбором соответствующего инструмента (матриц и пуансонов) и механизмов в зависимости от суммарного сечения соединяемых и ответвляемых жил осуществляют по табл.1. Таблица 1. Выбор гильз ГАО, инструментов и механизмов для опрессовки алюминиевых жил сечением 2,5 —10 мм
| ||||||||
works.tarefer.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






