Осваиваем полуавтоматический сварочный аппарат: полезная информация для новичков. Особенности сварки полуавтоматом
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.
Соединение металлов при помощи полуавтомата
Начало работы
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
 При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Оцените статью: Поделитесь с друзьями!stanok.guru
Автоматическая и полуавтоматическая сварка: скорость и нюансы (видео)
Полуавтоматическая сварка и автоматическая позволяют получить высокую точность шва. Такая сварка имеет много преимуществ, нежели обычная ручная, поскольку процесс не зависит от уровня квалификации рабочего. Исходя из этого, можно проследить значительную экономию финансов, так как если работать с мастером высокой квалификации, то можно получить хорошее качество, но при этом высокую стоимость. Если же экономить на уровне квалификации, в данном случае будет страдать качество сварки.

Схема устройства сварочного полуавтомата.
Сущность автоматизированного процесса состоит в механическом перемещении электрода вдоль шва и подачи электрода в дугу. Автоматически поддерживается длина дуги. Особенности полуавтоматической сварки состоят в том, что происходит механизированная подача электрода непосредственно в зону сварки, однако электрод вдоль шва перемещается вручную. Полуавтоматом работать несложно: это некая альтернатива между ручной и автоматизированной работой.
Принципы, которые вложены в работу полуавтоматической дуговой сварки, и ее особенности
Дуговая сварка встречается двух видов: это автоматическая и полуавтоматическая дуговая сварка. Автомат прекрасно подойдет для массового производства или серийного. Для мелкосерийного лучше всего использовать полуавтомат. В индивидуальном случае применяют ручную дуговую сварку. Не всегда для предметов, на которых нужно осуществить сваривание, хорошо подходит автоматический процесс. Например, сварные швы могут быть короткими или иметь достаточно сложную конфигурацию, а также могут быть неудобно расположены. Существует несколько вариантов полуавтоматической дуговой сварки:
- Сварка, которая производится с помощью лежачего электрода или наклонного.
- Шланговая сварка.
Классификация дуговой сварки.
В первом случае используется электрод, который имеет толстую смазку, ложится на предмет, который прикрыт писчей бумагой. После этого на него ложится большой прижимной брусок, который обязательно должен быть из меди. В этом бруске необходимо наличие канавки, которая позволит передвигаться электроду. К электроду подводится сварочный ток. Он крепится на свободный от смазки конец, который для удобства имеет согнутую форму.
Зажигание дуги происходит специальным зажигательным стержнем, который подносят к концу электрода, что примыкает к изделию.После загорания дуга временно становится невидимой, поскольку она ползет под брусок по электроду, расплавляя его. Таким образом, вдоль него формируется наплавленный валик. Длина самого электрода и определяет длину шва, который необходимо наплавить. Чтобы изменить ее, следует просто взять электрод необходимой длины. Он может иметь до 12 см вдоль и до 0,8 см в диаметре.
Если воспользоваться вторым вариантом, то можно изменять сечение наплавленного металла в зависимости от изменения угла. Для этого существуют определенные пределы. Что в первом, что во втором вариантах электрод опирается на изделие, при этом стержень в обоих случаях изолируется от предмета благодаря обмазке, которая выступает так называемым козырьком.
Вернуться к оглавлению
Шланговая полуавтоматическая дуговая сварка
Схема полуавтоматической шланговой сварки.
Вместе с другими видами, данный вариант сварки получил достаточно широкое распространение. Изначально в шланговых полуавтоматах использовалась уникальная система сварки: она производилась за счет электродной тонкой проволоки, которая имела диаметр 4-5 мм.
Вся работа осуществлялась на маленьких сварочных токах. Из-за того, что проволока имела большой диаметр сечения, сам шланг был тяжелым и неудобным, поскольку не мог обеспечить необходимую гибкость при работе. К тому же из-за маленькой производительности не достигался необходимый результат, поэтому предпочтение отдавали применению ручной сварки.
Созданию более удобного шланга для сварки послужило уменьшение толщины проволоки до 0,2 — 0,25 см, а также ее покрытие флюсом — это дало возможность увеличить сварочный ток. Теперь шланг стал более гибким, не таким тяжелым и удобным для работы.
Вернуться к оглавлению
Сварка под флюсом, ее основные возможности и принцип работы
Автоматическая и полуавтоматическая сварка под флюсом — это высокопроизводительный процесс, поскольку она позволяет хорошо обеспечить технологичность в производстве. Чаще всего используется для изготовления и соединения технологических трубопроводов.
Схема сварки под слоем флюса.
Принцип ее действия состоит в том, что сварочная дуга находится между предметом, который непосредственно сваривается и электродной голой проволокой. При этом она плотно прикрыта слоем сыпучего вещества, которое и называется флюсом. Он практически выполняет ту же самую роль, что и прикрытие сварочной дуги при ручной сварке. К тому же можно не прикрывать глаза защитными приспособлениями, поскольку флюс полностью закрывает источник горения, поэтому опасность их повредить сильно уменьшается.
Такой процесс осуществляется благодаря сварочной головке. В автоматическом процессе она перемещается, соответственно, автоматически, а вот при использовании полуавтомата головка вдоль шва перемещается вручную.
Подготовке кромок сварных труб для автомата и полуавтоматической сварки уделяют больше внимания, чем ручной. Это объясняется тем, что обеспечивается большая жидкотекучесть и точность в процессе, поэтому необходимо при сборке установить одинаковые зазоры и разделки фасок.
Только при таком условии можно получить идеально точный размер и толщину шва, а также отличное качество и отлаженную производительность процесса.
Благодаря тому, что повышается коэффициент наплавки, увеличивается плотность тока и растет скорость самой сварки. Полуавтоматы могут увеличивать производительность под слоем флюса практически от 2 до 5 раз больше, чем ручная сварка.
Вернуться к оглавлению
Варианты использования флюса в зависимости от характеристик стали
По характеристикам стали определяют, какую именно марку флюса нужно применить, например:
- низкоуглеродистая или малоуглеродистая сталь — применяются флюсы ФЦ-9, АН-348А, ОСЦ-45;
- высоколегированные стали — используется флюс ФЦЛ-2;
- углеродистые и легированные стали — необходим флюс неплавленный керамический КВС-19 или К-2;
Что касается всех остальных труб, то для сварки обычно используется холоднотянутая калиброванная проволока.
Диаметр такой сварочной проволоки от 0,3 до 12 мм. Однако наиболее часто используется сечение от 0,8 мм до 5 мм. Ее химический состав может быть различным.
Вернуться к оглавлению
Сварочный пост и его конструкция
Схема соединения сварочного поста.
Сварочный пост — это рабочее место мастера. Оно оснащено различными инструментами и еще целым комплектом технологического приспособления, которое необходимо для работы сварщику. Они могут быть двух видов: передвижные и стационарные.
Передвижной пост обычно применяется в том случае, если необходимо осуществить сварку на большом изделии. Обычно он расположен на свободном пространстве, при этом закрыт навесом во избежание попадания светового излучения. Еще могут использоваться защитные щиты.
Стационарный пост — это кабинка, которая имеет размер 2000х2500х2000, она не имеет крыши. Стенки ее изготавливают из нескольких материалов: брезента, тонкой стали или фанеры. Однако перед установкой нужно обязательно обработать огнеустойчивой смесью или раствором квасцов. Это позволит обезопасить работу сварщика. Пол обязан состоять из огнестойкого материала. Освещенность кабинки не может быть меньше 80 лк. Обеспечивается хорошая вентиляционная система. Отсос воздуха должен быть расположен таким образом, чтобы при сварке полученные газы были отведены от работника.
Сам процесс выполняется на столе высотой 500-700 мм при наличии чугунной крышки, которая должна быть 20-25 мм толщиной. Нельзя пренебрегать техникой безопасности, поскольку сварка может быть очень опасна, если не соблюдаются все положенные правила.
В кабине сварщика имеется магнитный пускатель или рубильник, который непосредственно обеспечит доступ тока при сварке.
expertsvarki.ru
Учебник частного сварщика: Глава 7. ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
Полуавтоматическая сварка пользуется огромной популярностью у сварщиков. По сравнению со сваркой плавящимися электродами, у нее целый ряд преимуществ:1) сварка производится при малом напряжении холостого хода трансформатора, что позволяет использовать обычную электрическую проводку;
2) отсутствует шлак, что дает возможность хорошо контролировать процесс образования шва;
3) не надо делать остановки на смену электрода;
4) возможность сварки как толстого, так и тонкого металла;
5) высокая скорость сварки и связанные с этим малые деформации металла.
Чаще всего такую сварку приобретают те, кто занимается кузовным ремонтом автомобилей.
Принцип работы полуавтомата
Полуавтоматом можно сваривать как тонкую автомобильную сталь, так и пластины толщиной до 10 мм. Этого вполне достаточно для выполнения всех заказов частного сварщика. Такая универсальность полуавтоматов обусловлена способом формирования сварочного шва. Этот способ можно охарактеризовать как контактно-дуговой (для тонкого металла).

Вы, наверное, замечали, как опытный сварщик варит тонкий металл электродом диаметром 3 мм. Он периодически гасит дугу, удлиняя ее. Такой способ позволяет варить тонкий металл на большом токе, не прожигая металл. В полуавтомате функции гашения дуги выполняются автоматически со скоростью гораздо большей, чем это может позволить себе сварщик. Такая возможность обеспечивает высокое качество сварки тонкого металла. На практике это выглядит так (Рис. 7. 1.):
при соприкосновении конца проволоки (1) с металлом в месте контакта выделяется тепло, проволока разогревается.
Разогрев проволоки приводит к началу ее плавления (2). Расплавляясь, проволока становится тоньше.
Утоньшение разрывается, и возникает дуга (3). Дуга оплавляет оторвавшуюся каплю и, удлинившись, гаснет. Автомат подает проволоку вниз, процесс повторяется вновь. Весь цикл возникновения-гашения дуги повторяется со скоростью примерно 90 раз в секунду, из-за этого дуга при сварке издает характерный шипящий звук.
Устройство полуавтомата
Полуавтомат состоит из следующих элементов:
- выпрямитель переменного тока;
- механизм подачи проволоки;
- баллон с защитным газом;
- подогреватель и осушитель газа;
- шланг для подачи проволоки, электроэнергии и защитного газа к пистолету;
- сварочный пистолет с кнопкой включения сварочного тока, подачи проволоки, защитного газа;
- провод «массы» для включения свариваемой детали в электрическую цепь.
Выпрямитель переменного тока
Выпрямитель переменного тока полуавтомата отличается от аналогичного выпрямителя для дуговой сварки покрытым электродом.
Прежде всего, для полуавтомата требуется выпрямитель с жесткой выходной характеристикой, то есть выдаваемое им напряжение не должно изменяться под воздействием изменения сварочного тока. Это необходимо для быстрого расплавления конца проволоки при соприкосновении ее с металлом.
Жесткая выходная характеристика трансформатора получается при непосредственной намотке вторичной обмотки поверх первичной. Регулировка тока должна осуществляться отводами от витков вторичной обмотки.
Напряжение трансформатора полуавтомата также отличается. Оно должно быть от 18 до 30 вольт. Регулируется отводами от вторичной обмотки трансформатора с таким расчетом, чтобы ступенчато изменять напряжение на величину 3 - 4 вольта.
Включать сопротивление между выпрямителем и сварочной проволокой запрещается.
Конденсаторы фильтра и дроссель также не требуются. Дроссель с небольшой индуктивностью может быть использован для уменьшения разбрызгивания металла.
Механизм подачи проволоки

Полуавтомат потому и называется полуавтоматом, что проволока здесь подается автоматически, а сварка производится вручную.
Катушка для проволоки крепится на специальный штырь, имеющий тормозную пружину. Пружина не дает раскручиваться катушке по инерции в случае остановки подающего механизма.
Подающий механизм (Рис. 7. 3.) состоит из электромотора, редуктора, подающего и прижимного ролика.
Электромотор имеет плавный регулятор оборотов. Ручка регулятора оборотов вынесена на внешнюю панель. Ею сварщик устанавливает скорость подачи проволоки.
Редуктор должен понижать скорость вращения электромотора таким образом, чтобы скорость подачи проволоки находилась в пределах 100 – 300 м/час.
Подающий ролик имеет кольцевую канавку, удерживающую проволоку. Прижимной ролик с помощью пружины создает необходимое толкающее усилие. Сжатие пружины можно регулировать вручную.
Защитные газы
Если вы планируете использовать полуавтомат только для сварки кузовов автомобилей, в качестве защитного газа вам вполне подойдет сварочный углекислый газ. При отсутствии такового можете использовать углекислый газ, предназначенный для газирования воды.
Некоторая пористость шва, получающаяся при использовании пищевого углекислого газа, в кузовных работах вполне допустима.
Если вы рассчитываете заниматься не только кузовами, но и более ответственными работами, например, сваркой емкостей, работающих под давлением, то необходимо подумать о более надежной защите.
Самый лучший вариант – использовать для защиты места сварки смесь аргона и углекислого газа. Аргона в смеси должно быть 75 – 85%, углекислого газа 15 - 25%. Такая смесь дает высокое качество шва. Чистый аргон использовать нельзя, так как дуга будет удлиняться до токоподводящего мундштука, и равномерная сварка не получится.
При невозможности приобрести такую смесь, используйте осушенный сварочный или пищевой углекислый газ.
Осушитель углекислого газа
Схема осушителя углекислого газа приведена на Рис. 7. 4.
Влага, содержащаяся в углекислом газе, вызывает пористость шва. Удалить ее можно, используя простейший осушитель.
Влагопоглотитель засыпается в корпус и с двух сторон уплотняется фильтрами твердых частиц и решетками. Решетка на выходе для надежности поджимается пружиной.
В качестве влагопоглотителя можно использовать силикагель, алюмогликоль, медный купорос, хлористый кальций.
Силикагель и медный купорос можно восстанавливать, прокаливая при температуре 250 - 500°С в течение 1 – 2 часов.
Подогреватель
При сварке металла более толстого, чем автомобильный кузов, приходится устанавливать повышенный расход защитного газа.
Углекислый газ в баллоне получается путем испарения жидкой углекислоты. При повышенном испарении углекислота сильно охлаждается, и углекислый газ, проходящий через редуктор и осушитель, может превращаться в лед, забивающий проходные каналы.
Сильно охлажденный газ предварительно подогревается специальным подогревателем. Схема подачи защитного газа с использованием подогревателя и осушителя приведена на Рис. 7. 5.
Сильно охлажденный газ выходит из баллона, подогревается в подогревателе, отдает излишнюю влагу в осушителе и выходит на манометр.
Манометр можно использовать обычный кислородный, или же приобрести специальный углекислотный. Разница между ними несущественна.
Схема подогревателя изображена на Рис. 7. 6.

Нагревательный элемент питается напряжением 20 – 36 вольт. Газ, проходя по змеевику, нагревается до температуры 10 - 15°С.
Шланг подвода газа, проволоки, электроэнергии
Разрез такого шланга изображен на Рис. 7. 7.

Резиновая оболочка является направляющей для подвода защитного газа.
Ток к токосъемнику подводится по многожильной токоподводящей оплетке.
Спираль облегчает скольжение сварочной проволоки.
Ток к сварочной проволоке подводится с помощью токосъемника.
Соотношение между диаметром сварочной проволоки и внутренним диаметром спирали и токосъемника смотрите по Таблице 7. 1.
Сварочный пистолет
То, что держит сварщик в руке при сварке полуавтоматом, действительно напоминает пистолет: рукоятка, курок, ствол.
Курок, он же выключатель сварочного пистолета, выполняет три функции. Одним нажатием курка мы включаем подачу сварочного тока, защитного газа, сварочной проволоки.
Если вы приобретаете готовый сварочный пистолет, обратите внимание на Рис. 7. 8.; возможно, это то, что вам как раз нужно.

Пистолеты заводского изготовления, как правило, поставляются вместе со шлангами.
Полуавтоматом можно производить сварку алюминия. Для этого требуется защитный газ аргон и пистолет, изображенный на Рис. 7. 9.
Во время работы пистолет нуждается в постоянном уходе. Брызги металла, в изобилии образующиеся при газовой сварке, попадают в полость между газовым соплом и контактным наконечником. Их необходимо регулярно удалять маленькой отверткой.
Второе приспособление, что должно быть всегда под рукой, – кусачки-бокорезы. Ими удаляется излишек сварочной проволоки.
В процессе сварки необходимо контролировать такой параметр, как вылет сварочной проволоки (Рис. 7. 10.). Его величина часто указывается в специальных таблицах.

При желании сварочный пистолет можно изготовить самостоятельно. Один из вариантов такого изготовления показан на Рис. 7. 11. Шланг для подвода газа здесь выполнен отдельно. Сварочный ток и проволока подаются по общему шлангу. Токоподводящий наконечник сделан из мундштука газовой горелки.

Сварочная проволока
В полуавтомате лучше всего использовать два вида сварочной проволоки.
Первый – проволока, легированная марганцем и кремнием. Ее марка СВ – 08 ГС или СВ ‑08 Г2С. При сварке выгорающие марганец и кремний замещаются поступающими из проволоки. Углекислый газ является активным, при высокой температуре дуги он разлагается на углерод и кислород. Кислород активно окисляет плавящийся металл, что вызывает поры. Марганец и кремний удаляют кислород из сварочной ванны. Такую проволоку рекомендуется использовать в помещении, где нет ветра, сдувающего защитный углекислый газ.
Вторую разновидность проволоки можно использовать при сварке вне помещений. Она является самозащитной, углекислый газ для ее защиты не требуется. Марки такой проволоки: ЭП 245; ЭП 439; СВ 20ГСТЮА; СВ 15ГСТЮЦА. Кроме кремния и марганца проволока содержит алюминий, титан, церий, цирконий. Такая проволока дороже газозащитной, поэтому ее лучше использовать только для работы вне помещений. Качество шва, сваренного такой проволокой, ниже, чем газозащитной.
Проволока с флюсовой сердцевиной, она же порошковая, внутри наполнена флюсом, улучшающим качество сварки. Некоторые ее марки также являются самозащитными, и ими можно варить вне помещения: ПП-1ДСК; ПП-АНМ-1; ПП-АН7; ПП-АН11.
При покупке проволоки обращайте внимание на ее внешний вид. Загрязнения, ржавчина, следы масла очень быстро засорят спираль шланга вашего полуавтомата. Лучше всего, если катушка с проволокой будет упакована в герметичную полиэтиленовую пленку.
Выбор полуавтомата

При покупке полуавтомата вначале определитесь, для чего он вам нужен. Полуавтомат незаменим только при сварке тонкого листового металла, для чего его чаще всего и приобретают. Такой аппарат стоит недорого и способен работать от сети 220 В. Примерный образец такого полуавтомата смотрите на Рис. 7. 12.
Если вы планируете организовать стационарное мелкосерийное производство толстых металлических конструкций, стоит задуматься о приобретении полуавтомата профессионального типа (Рис. 7. 13.).
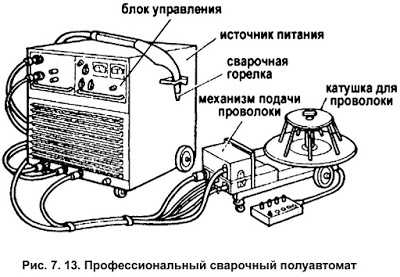
Между этими двумя крайними полюсами находится масса аппаратов бытового и полупрофессионального типов. Делая выбор, посмотрите в паспорте аппарата, на какую толщину металла и продолжительность сварки он рассчитан. Что такое продолжительность сварки, посмотрите еще раз Главу 3. При приобретении аппарата для кузовных работ выбирайте тот, что реализует дополнительную услугу в виде точечной сварки.
Выбор режимов сварки
При сварке полуавтоматом большое значение имеет полярность тока, напряжение на дуге, диаметр и вылет электродной проволоки, а также скорость подачи проволоки.
Чаще всего применяется постоянный ток обратной полярности. Величину тока установите по Таблице 7. 2. В некоторых аппаратах вместо шкалы сварочного тока имеется шкала установки напряжения на дуге. Регулировку можно производить любым из этих параметров.

Второй устанавливаемый параметр – скорость подачи сварочной проволоки. Скорость подачи сварочной проволоки имеет большое значение для нагрева и качества шва. При правильно выбранной скорости аппарат издает равномерный шипящий звук. Практически все современные аппараты обеспечивают плавную регулировку скорости подачи проволоки. Ручка регулировки устанавливается на передней панели аппарата.
Третья регулировка – расход защитного газа. При наличии редуктора с расходомером расход установите редуктором, нажав курок пистолета. Подачу проволоки при этом необходимо остановить, повернув влево до упора ручку регулировки подачи проволоки. Если это не помогает, поднимите нажимной рычаг прижимного валика (Рис. 7.14.). При отсутствии расходомера расход газа определите опытным путем, устанавливая давление на редукторе в пределах 0,3 – 0,8 кгс/см².
Два следующих параметра (скорость сварки и вылет электрода) поддерживайте в процессе сварки.

Подготовка полуавтомата к работе
Вначале положите пистолет с подсоединенным кабелем на пол, максимально выпрямив кабель.
Катушку с проволокой освободите от полиэтиленовой упаковки, кусачками откусите загнутый конец проволоки. С торца откушенной проволоки напильником удалите заусеницы. Придерживайте проволоку свободной рукой, иначе она размотается.
Катушку с проволокой вставьте в аппарат и заведите свободный конец проволоки в направляющие.
Регулятор подачи проволоки поставьте на минимальные обороты и включите механизм подачи.
Дождитесь выхода проволоки из пистолета и откусите ее по размеру вылета (Таблица 7. 2.).
Дальше установите силу прижимного усилия. В разных конструкциях она может устанавливаться по-разному, но принцип везде один: сила нажима прижимного ролика регулируется сжатием (растяжением) пружины. В процессе работы проволока может привариваться к токосъемному наконечнику, и, если давление прижимного ролика велико, она начинает скручиваться. Прижмите пистолет к полу, имитируя залипание проволоки. Включите подачу проволоки и понаблюдайте за подающим механизмом. Ролики должны вращаться, но проскальзывать. Поднимите пистолет и убедитесь, что проволока свободно подается. Регулировку можно считать завершенной.
Тренировочные упражнения
Особенностью сварки полуавтоматом является быстрое обучение такой сварке. Возьмите металлическую пластину толщиной 1 мм, установите режимы сварки по Таблице 7. 2. Поднесите пистолет на расстояние 10 мм от пластины и нажмите курок. В направлении наложения валика наклоните пистолет под углом 35° к пластине и равномерно перемещайте пистолет.
При формировании валика учитывайте три параметра: скорость ведения пистолета вдоль места сварки, скорость подачи сварочной проволоки, напряжение на дуге.
Пистолет ведите с такой скоростью, чтобы шов формировался равномерно без прожигания пластины и значительных наплывов на ее поверхности.
Скорость подачи сварочной проволоки является ключевой для получения качественного шва. Если скорость подачи слишком велика, то выступающая из пистолета ее часть будет раскаляться докрасна, издавая громкий треск. Проволока должна расплавляться прямо у шва. Потренируйтесь устанавливать эту скорость для различной толщины металла.
Напряжение на дуге установите, ориентируясь на форму шва, так, как это показано на Рис. 7. 15.
Практические работы
Полуавтомат наиболее удобен для ремонтной сварки автомобилей или изготовления тонких металлических конструкций.
При сварке автомобилей наиболее трудоемка не сама сварка, а подготовительные работы. От качества подготовки сильно зависит и качество сварки.
Если у вас нет опыта ремонта кузовов автомобилей, поработайте вначале в паре с опытным слесарем-жестянщиком.
Подготовительные работы начинаются с удаления смятой или проржавевшей детали кузова.
Внешняя деталь (крыло, порог) удаляется с использованием остро заточенного зубила. Для удаления сварных точек лучше всего использовать зубило, показанное на Рис. 7. 16.

Сварные точки автомобиля – довольно прочная конструкция, и при их удалении зубилом возможно смятие основы кузова, к которой в дальнейшем будет привариваться новая деталь. Более аккуратно деталь можно удалить, срезав ее угольным электродом или отрезным диском. При этом остается только узкая полоска, непосредственно контактирующая с оставляемой основой. Эта полоска удаляется так, как показано на Рис. 7. 17.
Вырезание проржавевшей части кузова осуществляется отрезным диском, угольным электродом или плазменным резаком. Удаляйте все части кузова, тронутые ржавчиной.
После удаления ржавой детали изготовьте по форме выреза заплатку: положите на вырезанное пространство ватман и обозначьте контур выреза (Рис. 7.18.).

Готовый шаблон положите на металлическую пластину, обведите белым или желтым карандашом. Вырежьте металлическую заплату. Толщина заплаты должна быть равна толщине ремонтируемого металла.
Следующей операцией будет очистка места сварки до металлического блеска. Наиболее подходит для такой цели обычный отрезной диск. За счет большой скорости вращения он разогревает старую краску, что способствует ее быстрому удалению.

Наиболее простой является сварка заплатки, закрываемой в дальнейшем ковриком, панелью и так далее.
В этом случае прихватываем заплатку в четырех-шести местах, затем делаем частые прихватки с расстоянием между ними 2 – 3 сантиметра. Плотно подгоняем нахлестку, удаляем выступающие части прихваток и привариваем в такой последовательности, как нам удобно.
Иногда случается, что из-за нагрева или некачественной подгонки между пластинами возникает увеличенный зазор. Его можно устранить, освоив метод прерывистой сварки. Сварку ведите, периодически выключая курок пистолета. Таким способом можно заполнять и отверстия в металле диаметром до 10 мм.
С заплаткой, размещаемой на внешней поверхности автомобиля, следует обращаться более осторожно. Она будет маскироваться только тонким слоем шпаклевки, поэтому здесь нельзя допускать небрежной подгонки и деформации в процессе сварки.

Такую заплатку следует сваривать короткими швами вразброс. Это уменьшает деформации в процессе сварки. После установки прихваток и удаления их выступающих частей производим сварку короткими швами. Каждый последующий шов располагаем как можно дальше от предыдущего. Длина шва – 0,5 – 2 см. Последними свариваем замыкающие участки между этими швами.
Внешняя облицовка автомобиля приваривается точечной сваркой. Полуавтомат, оборудованный приспособлением для точечной сварки, может выполнять сварку сплошных листов металла, однако более надежным является способ точечной сварки по отверстиям.
Отверстия просверливаем в той сопрягаемой детали, куда при сварке будет удобно ставить пистолет. Противоположную деталь зачищаем до металлического блеска. Диаметр отверстий 5 мм. Расстояние между ними выбираем соответственно заводской точечной сварке.
Деталь ставим на быстродействующие зажимы. Как показывает практика, таких зажимов должно быть не менее 6. Четыре ставятся по краям детали, а два стягивают листы в непосредственной близости от места сварки.
Плотно прижав пистолет к детали, нажимаем на курок. Время сварки устанавливаем 0,3 – 3 сек. Точки, полученные таким способом, по прочности не уступают заводским, выполненным электроконтактным способом.
При изготовлении металлических конструкций из листового материала также необходимо учитывать возможность деформаций. Примеры правильной последовательности сварки изображены на Рис. 7. 22 и 7. 23.


svarnoj.blogspot.com
Сварка полуавтоматом для начинающих: особенности, безопасность, принцип
Полуавтоматическая сварка – это отличный агрегат для домашних мастеров, с помощью которого можно выполнить массу полезных операций. Этот вид рекомендуют для начинающих в сварочном деле, так как им работать проще всего, если сравнивать с ручным или автоматическим газовым аппаратом.
Полуавтомат позволяет работать с черными и цветными типами металлов. Чем же отличается этот вид от ручного агрегата? Во время работы электрод механическим методом подается в рабочую зону. В качестве основного материала используется проволока. Изучив данный материал, вы поймете принцип и особенности работ с полуавтоматическим аппаратом.
Начало работы
Состоит процесс из следующих последовательных этапов:
- Подготовка металла. Сварка начинается только после того, как рабочая зона и место контакта очищены от ржавчины, влаги, пыли и грязи. В противном случае варить вы не сможете.
- Кромки металла разделяются болгаркой. Заготовки необходимо зафиксировать и состыковать между собой.
- Далее идет проверка параметров на сварочном аппарате. Если все в норме, то клемма присоединяется к металлу и начинается сварка полуавтоматом.
Начинающим лучше всего подходит данный вид по той причине, что проволока подается автоматически, мастеру не нужно отвлекаться от работы, чтобы установить новый электрод.
Особенности
Чтобы сварка полуавтоматом получилась удачной, стоит выставить правильные настойки для аппарата. Все зависит от соотношения мощности и типа металла, с которым происходит контакт. Если параметры выставлены правильно, то дуга будет ровно гореть, и в рабочем процессе не будет разрывов.
Проволоку, использующуюся в качестве электрода, необходимо выставить направлением вперед. Это нужно делать для страховки: даже при движении рывками дуга не оборвется. Стоит заранее подготовиться, что сварка полуавтоматом обеспечивает практически мгновенный контакт.
При работе с этим оборудованием нет нужды постоянно выключать аппарат и устанавливать электроды, так как в устройство перед работой помещается большое количество проволоки. Еще один положительный момент заключается в том, что на заготовке скапливается минимальное количество шлака.
Виды сварочных аппаратов
Сварка полуавтоматом имеет два направления:
- С использованием газа. Обычно этот вариант применяют в закрытых помещениях. На открытом воздухе использовать агрегат не рекомендуется. Достоинства аппарата – большие температуры и быстрый процесс, из минусов можно выделить необходимость менять газовые баллоны и отсутствие возможности работать на улице.
- Сварка полуавтоматом без газа. В этом случае процесс выполняется при помощи порошковой (флюсовой) проволоки. Порошок засыпан в стальную трубку аппарата. Во время сгорания образуются облака газа. Основной плюс – это дешевизна материала. Что касается отрицательных моментов, то это шлак от процесса сгорания флюса.
Техника безопасности
Работать с полуавтоматом опасно, поэтому пренебрегать сварочным аппаратом никак нельзя. Необходимо соблюдать следующие правила для сохранения жизни и здоровья:
- Наличие огненепроницаемой обуви и одежды. Для повышения безопасности необходимо подкладывать под ноги резиновый коврик. Подошва обуви тоже должна быть прорезиненной.
- Защитная маска, которая защищает глаза от вредного воздействия сварки. Рекомендуется не экономить на этом элементе защиты и выбрать модель с двойным стеклом.
- Специальные перчатки для работы с электричеством. Они должны быть эластичными и иметь резиновую основу.
Выбор агрегата
Чтобы удачность выбрать оборудование, нужно сразу определиться с целями, в которых он будет применяться. Если не планируется сварка крупных труб, то подойдет недорогой агрегат с минимальной мощностью. С ним всегда можно выполнить работы в гараже и на даче. Варианты с большой мощностью подойдут для мастерских, где нужно работать с габаритными деталями. В любом случае, перед покупкой необходимо обратить внимание на изготовителя и наличие гарантийного срока.
Похожие статьиgoodsvarka.ru
Полуавтоматическая сварка (MIG)
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» - полуавтомат шланговый, «УД» - установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» - газовая, «Ф» - флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» - для эксплуатации в районах с умеренным климатом; «ХЛ» - в районах с холодным климатом; «Т» - тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель - источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие - закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее - ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А | ø электродной проволоки, мм | Длина рукава,м | Габариты горелки, мм | Масса (без рукавов),кг |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x1 13 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫУниверсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей - сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
 | 1. Сварочная проволока2. Газовое сопло3. Токоподводящий мундштук4. Корпус горелки5. Рукоять горелки6. Механизм подачи проволоки7. Атмосфера защитного газа8. Сварочная дуга9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки - на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход - сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки - через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы - от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой

Режимы полуавтоматической сварки


masterweld.ru
Инверторная полуавтоматическая сварка: режимы, технология сварки
На данный момент полуавтоматическая сварка является одной из наиболее востребованных, так как она рассчитана на широкий спектр сварочных работ. Для нее используются самое современное оборудование, которое получило активное развитие за последние годы. Благодаря данной технологии можно получить надежное соединение, при этом, не затрачивая много энергии. Сейчас можно встретить широкий ассортимент различных аппаратов, которые обладают своим набором параметров, дополнительных функций и прочих особенностей. Это позволяет подобрать необходимую технику практически для любых условий работы.

Процесс полуавтоматической сварки
Основой силой, которая расплавляет металл, здесь выступает электрическая дуга. Газ является защитным средством, которое не дает воздуху и прочим посторонним веществам проникать через него и влиять на свойства электрической дуги. Техническая особенность аппаратов состоит в том, что в них есть механизированное устройство подачи проволоки, что позволяет автоматически снабжать сварочную ванну расходным материалом.
Это универсальная технология, которая позволяет работать практически с любыми видами металлов. Благодаря надежной защите и правильному подбору режимов можно получить качественный шов практически с любым металлом и сплавом, чего нельзя достичь при работе с ручной дуговой сваркой. Это касается даже таких разновидностей как алюминий, нержавейка, медь, а также соединения разнородных металлов.
Преимущества и недостатки
Одна из сложностей в данном процессе состоит в том, что нельзя следить за ходом формирования шва. Когда происходит полуавтоматическая сварка угловых соединений, то держатель ставится в угол стыка, что создает условия, при которых направление шва идет к сварщику и инструмент располагается под углом. При создании прерывистых швов данная технология отлично проявляет себя.
Проволока, которая используется для сварки, обладает высокой хрупкостью и во время подачи может сломаться, так что здесь нужен специальный аппарат с малым зажатием. Менять полярность также не рекомендуется, поэтому стандартным вариантом является «плюс» на заготовку, а «минус» на держак электрода. Возникает опасность работы с газом, так как он может привести к удушью или взрыву баллона.
К основным преимуществам можно отнести высокое качество получаемых соединений, так как оно мало зависит от внешних условий. Универсальность метода обеспечивает широкое распространение и богатый выбор вариантов аппаратов для сваривания. Соотношение цены и качества в данном случае находится на высоком уровне.
Благодаря полуавтомату многие сварочные работы стали более легкими и простыми. Стоит также отметить скорость, с которой создается шов, так как это более быстрый процесс, чем при газопламенной сварке.
Разновидности
Полуавтоматическая сварка может производиться несколькими способами, что выделяет ее основные разновидности. Основным методом является соединение в среде защитных газов. Это самый распространенный способ, но далеко не единственный. Распространение он свое получил благодаря высокому качеству. Для данной разновидности требуется горелка, которая ставиться рядом с механизмом подачи, чтобы пламя точно приходилось на сварочную ванну.

Полуавтоматическая сварка в среде защитных газов
Инверторный сварочный аппарат для автоматической сварки может работать и без газа. Альтернативой ему является сварка под флюсом. Здесь также используется автоматическое устройство подачи, но вместо газа в качестве защиты выступает флюс. Это менее надежный способ, но для некоторых видов сварки он отлично подходит. Иногда флюс оказывается слишком дорогим, но для некоторых металлов подходят и более простые и бюджетные разновидности.
Еще одним вариантом является сварка полуавтоматом флюсованной проволокой. В данном случае защитная среда содержится в основном расходном материале. Она выделяется во время сгорания, так что возникает газовая оболочка, когда плавится проволока, а в обыкновенном состоянии флюс никуда не улетучивается.

Флюсованая проволока для полуавтоматической сварки
Принцип работы
Принцип работы полуавтоматической сварки состоит из двух основных частей. Первая часть во многом пересекается с электродуговой сваркой, так как для расплавления металла используется дуга. Она возникает между вольфрамовым электродом и основным металлом. Электрод не плавится, так что поддерживать дугу можно максимально долго, не ожидая, пока останется один огарок. Благодаря изменениям параметров, которые обеспечивает источник питания, можно придать нужное значение дуге. Вторая часть заключается в обеспечении защиты. Здесь уже больше параллелей с газовой сваркой, так как газовая оболочка выступает в роли защиты и всегда поддерживает дугу в защищенном от постороннего воздействия состоянии.
Газ подается через горелку, которая находится рядом с местом подачи проволоки. Там же установлен электрод, который нужен для розжига и поддержания дуги. Когда пламя подожжено, то можно разжигать дугу. Она расплавляет металл и в это время включается автоматическая подача проволоки. Она служит присадочным материалом, из которого формируется шов. Благодаря данному сочетанию и формируется качественный наплавленный валик соединения.

Схема полуавтоматической сварки
Технология сварки
Технология полуавтоматической сварки не является слишком сложной и не имеет много отличий от других методов, так что обладая навыками из других областей сварки можно освоить и данный метод.
«Важно!
Всегда нужно соблюдать технику безопасности работы с газом.»
Сначала зачищается поверхность, с которой будет вестись работа. Затем подключается плюс и минус выводов аппарата. После этого включается горелка, так как может потребоваться предварительно прогреть место сварки. Следующим шагом является зажигание дуги, так как она должна воздействовать на уже подготовленную поверхность. Одновременно с этим включается подача проволоки.
Расплавленная проволока образует сварочную ванну, которая может перемешиваться поступающим материалом. Ванная ведется до конца шва, после чего дуга разрывается. Горелка еще может гореть 10-15 секунд, чтобы шов остывал не так быстро.
Возможные проблемы при полуавтоматической сварке
Существует несколько основных проблем, которые могут возникнуть во время работы:
- Пористость шва. Это самая часто встречающаяся проблема. Она возникает при плохом состоянии основного металла. Также это может случиться из-за плохого проплавления заготовки и неправильного режима. Некачественный газ также может стать причиной пористости.
- Неправильная форма валика. Валик может получиться вогнутой или выпуклой формы. Это говорит о том, что был плохой уровень тепло вложения. Для решения проблемы нужно подобрать правильный режим сварки. Также причиной может стать ошибка сварщика во время формирования шва.
- Плохое оплавление. Бывает такая ситуация, когда наплавленный металл не смог соединиться с основным. Тогда появляются не до конца проваренные места. Это делает шов более слабым и ненадежным при эксплуатации.
- Проблема с подачей проволоки. Если проволока не идет гладко, а также аппарат подачи издает дребезжание. Основной причиной появления проблем является плохое обслуживание и неправильная настройка механизированного устройства. Перед использованием нужно проверить исправность системы.
Оборудование и материалы
В данной сфере используется специальный полуавтомат, который зачастую построен по инверторному типу. Он выступает в виде основного источника питания.

Инвертор для полуавтоматической сварки
В качестве оборудования может использоваться техника для передвижения заготовки. Она состоит из подающих роликов, коробки скоростей и электрического мотора.
Проволока передвигается внутри специального шланга. Помимо резиновой оболочки шланг обладает проволочной спиралью в оплетке. Данное устройство позволяет обеспечить раздельную подачу защитного газа, проволоки и электрической дуги на электрод.

Проволока для полуавтоматической сварки
В качестве основных материалов используется газ, чаще всего аргон, проволока или электрод без обмазки, флюс, если нет газа для защиты.

Защитный газ для полуавтоматической сварки
Заключение
Полуавтоматическая сварка относится к одним из наиболее перспективных методов, использующихся в наше время. Она очень активно развивается, и практически ежегодно появляются новые модели аппаратов с уникальными возможностями.
svarkaipayka.ru
Полуавтоматическая сварка в среде углекислого газа
Существует несколько технологий проведения сварочных работ. Использование полуавтомата упрощает этот процесс и позволяет добиться значительного сокращения времени на производство необходимых операций.
Однако имеется и ряд «минусов» такого способа, наиболее существенными из которых являются интенсивное излучение в зоне дуги, разбрызгивание металла и появление в его структуре пор в результате прямого контакта с атмосферой, что снижает прочность полученного шва. Создание защитного «облака» устраняет или минимизирует все эти недостатки.
Для этого применяются различные методики, но все они в той или иной степени являются затратными. Например, аргон используется нечасто ввиду высокой стоимости. Проведение операций в среде углекислого газа получило более широкое распространение. Он оттесняет от металла воздух, тем самым избавляя рабочую зону от кислорода и азота (последний особенно влияет на степень прочности места соединения).
Преимущества
- Простая технология.
- Низкая себестоимость, так как из всех защитных смесей и газов углекислый – самый дешевый.
- Получение однородного, плотного и узкого шва. Это особенно ценно при сваривании тонкостенных деталей.
- Отсутствие шлаков в рабочей зоне, что избавляет от необходимости производить дополнительную механическую обработку участка.
- Возможность визуального контроля процесса.
- Минимальная температурная деформация кромок деталей, так как газ одновременно является и «охладителем».
- Повышается устойчивость шва к коррозии.
- Работы можно вести при любой пространственной ориентации электрода.
- Отличное качество при высокой производительности (превышение до 3-х раз по отношению к ручной сварке).

Технология
Структурная схема организации сварочного процесса в газовой среде понятна из рисунка. Типового 40-литрового баллона (это примерно 12 «кубов») хватает на 16 – 17 часов непрерывной работы. Медный купорос (или силикагель), помещенный в осушителе, поглощает влагу, содержащуюся в газовой среде, тем самым предотвращая разбрызгивание капель металла. Подогрев необходим для того, чтобы обеспечить бесперебойную работу редуктора.
Технология сварки понятна из этого рисунка:

Особенности
«Плюс» источника питания присоединяется к проволоке, «минус» – к заготовке.
Работа ведется короткими, но частыми замыканиями. Это понижает интенсивность разбрызгивания металла.
Использование смеси углекислый газ + аргон в этом плане еще эффективнее. Кроме того, это снижает эн/потребление и повышает производительность примерно в 1,5 раза.
Для сварки по такой методике используется только специальная сварочная проволока Св-08 (или 10)ГС сечением от 0,6 до 1,2 мм. Это связано с тем, что при высокой температуре (в рабочей зоне она может достигать значения +6 000 °С) газ СО2 разлагается. Образующийся кислород приводит к выгоранию легирующих веществ и углерода. Рекомендуемая проволока содержит элементы, которые нейтрализуют негативное воздействие О² (титан, кремний, алюминий, марганец). Их еще называют «раскислителями».
Если производится сварка сталей категории «высокопрочные», то целесообразно использовать порошковую проволоку.
Для малолегированных или углеродистых сталей применяется защитная смесь из углекислого газа и кислорода (примерно 75 на 25).
Работы проводятся обязательно в хорошо вентилируемых помещениях, так как процесс является небезопасным для здоровья. К примеру, при сваривании «оцинковки» происходит образование паров этого металла, использующегося в качестве защитного слоя. А это чревато появлением у работника так называемого «цинкового озноба». Если есть возможность (без ущерба качеству) использовать другой вид сварки, то от методики работы в защитной среде в конкретной ситуации лучше отказаться.
Тем, кто желает более детально изучить технологию и особенности сварки полуавтоматом с использованием газов, можно рекомендовать для ознакомления документ РД № 26 – 17 – 051 от 1985 года. В нем подробно изложены требования к материалам, нюансы работы, типовые неисправности оборудования и много другой полезной для начинающего сварщика информации. Среди множества ГОСТ, регламентирующих особенности сварочных работ, стоит обратить внимание на Стандарт № 14771 от 1976 года. В нем описываются все нюансы процессов в защитных средах.
ismith.ru






Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






