
требования к одежде, помещению и оборудованию
Правила техники безопасности при выполнении работ по ручной дуговой сварке обязательны для изучения всеми задействованными лицами. По ним все рабочие проходят предварительный инструктаж, без которого ни одному специалисту не будет доступна работа со сварочным аппаратом.
Общие требования
При выполнении работ ручной дуговой сварки рабочий может столкнуться со следующими опасностями:
- Поражение током.
- Ожоги от капель металла.
- Поражение глаз дугой.
- Поражение кожи электродугой.
- Порезы и ушибы в процессе подготовки металла к свариванию.
- Отравление опасными газами.
- Пожар из-за плавки металла.
- Взрывы при расположении рядом взрывоопасных предметов.
Работа в рамках техники безопасности начинается с очистки рабочего места, затем проверяется работоспособность оборудования, заземление и пр.
Таким образом, электросварщик в ходе своей работы подвергается различным опасностям. Знание основ техники безопасности, охраны труда и пожарной безопасности позволит ему избежать проблем. При этом необходимо учитывать специфику процесса: при дуговой сварке действуют иные факторы риска, которое отличаются от газовой. Разница связана с применением электричества для питания дуги, а, точнее, ее ультрафиолетовым и тепловым излучением и образуемыми газами.
Одежда и средства спецзащиты
Сварочная дуга является источником излучения с разной длиной волн. Здесь присутствуют и ультрафиолетовые, и инфракрасные волны. Яркость этих волн является достаточно высокой. Помимо указанных факторов риска, стоит учесть, что дуга горит с перерывами, что обуславливает контрастность освещения.
Световое излучение при сварке может ослеплять, ультрафиолетовое – приводит к ожогу роговицы, инфракрасное – может вызвать помутнение и катаракту. Для избегания негативного влияния излучения сварщик должен наблюдать за работами через специальное защитное стекло.
Оно защищает сетчатку глаза от светового излучения и УФ-лучей, которые могут привести к ожогам. Такое стекло должно полностью удерживать ультрафиолет и стать преградой для ИК-лучей.
 Оно защищает сетчатку глаза от светового излучения и УФ-лучей, которые могут привести к ожогам. Такое стекло должно полностью удерживать ультрафиолет и стать преградой для ИК-лучей.
Оно защищает сетчатку глаза от светового излучения и УФ-лучей, которые могут привести к ожогам. Такое стекло должно полностью удерживать ультрафиолет и стать преградой для ИК-лучей.Остальные части тела также должны быть защищены: для этого используются маска, рукавицы и спецодежда. Наиболее популярной защитной сварочной маской считается «Хамелеон». Она может адаптироваться под любую разновидность сварки и обеспечивает оптимальную видимость и надежную защиту. Отдельные модели масок оснащаются специальным турбоблоком, который закачивает воздух под маску, что обеспечивает длительную непрерывную работу сварщика.
По требованиям безопасности защищать следует не только самого сварщика, но и лиц, которые работают по соседству с ним.
К одежде сварщика также предъявляются следующие требования:
- Она должна находиться в идеальном защитном состоянии и быть сухой.
- Работы нужно проводить в специальных рукавицах.
- При попадании капель металла спецодежда не должна тлеть и прогорать.
- Без защитного головного убора проведение работ запрещено.
- Желательно использование респираторов для дополнительной защиты от выделяемых газов.

Таким образом, во время работы методом ручной дуговой сварки сварщик обязательно должен пользоваться индивидуальными средствами защиты: рукавицами, маской и пр.
Помещение и рабочее место
Недопустимо наличие обгоревших электродов на площадке. Если рабочий материал заканчивается, то остаток перемещается в специальную емкость.
Требования к помещению во многом основаны на рисках возникновения пожара и направлены на их максимальное уменьшение. Работы по сварке проводятся на первом этаже, а пожаробезопасность должна соответствовать категории «Г».
Все строительные и отделочные материалы обладают уровнем огнестойкости не менее 2 степени.
 Запрещено делать полы, которые обладают теплопроводностью. Они должны иметь несгораемую поверхность, легко очищаемую от мусора и грязи.
Запрещено делать полы, которые обладают теплопроводностью. Они должны иметь несгораемую поверхность, легко очищаемую от мусора и грязи.При наличии в помещении каких-либо деревянных конструкций их нужно обшить асбестовыми листами. Поверхности, которые относят к легковоспламеняемым, защищаются при помощи щитков.
Вся проводка в помещении подлежит защите резиново-тканевыми шлангами. Горючие жидкости не допускается хранить в том помещении, где проводятся работы, так как траектория полета искры может быть непредсказуемой.
Помещение для проведения сварочных работ не должно быть стесненным и сырым. Если шланги аппарата отсыреют, то это может привести к взрыву и возгоранию в процессе сварки газами и огнем. В частности, идеальные показатели микроклимата в помещении – это температура в помещении порядка 15 градусов и влажность около 40%. Нужно также следить, чтобы в помещении отсутствовали вредители и грызуны.
Желательно, чтобы стены были окрашены в темные матовые цвета для избегания отражения лучей при сварочных работах.
Если работы производятся на улице, то недопустимо проведение работ во время снега и дождя.
Сварочное место должно быть оснащено средствами пожаротушения. С учетом ведения работ с электроприборами в качества таких средств не должна выступать вода: это может быть песок, углекислотный или порошковый огнетушитель. Поэтому все работники должны уметь обращаться с противопожарным оборудованием и пройти соответствующий инструктаж.
На рабочем месте не должно быть посторонних людей и предметов (в особенности горючих материалов). В закрытых помещениях нужно пользоваться резиновым ковриком во время сваривания.
Требования к помещению должны неукоснительно соблюдаться. Это является залогом безопасной работы.
Требования к оборудованию
Немаловажным для снижения риска возникновения проблем при проведении сварки является предварительная проверка сварочного оборудования. Сварочный трансформатор, провода, заземление, клеммы, прочие элементы должны быть исправны и не иметь дефектов. При наличии каких-либо неисправностей использование оборудования строго недопустимо.
При наличии каких-либо неисправностей использование оборудования строго недопустимо.
Все элементы должны быть подключены и находиться на местах. Необходимо заземлить корпус у источника питания дуги и свариваемого изделия, а также изолировать рукоятку держателя электрода.
Перед началом работ необходимо проверить все системы безопасности оборудования: прерывание напряжения во время холостого хода, защиту от перегрева.
Электроды для выполнения работ рекомендовано хранить в сухом прохладном месте. При отсыревании они могут напитаться влагой, из-за чего невозможно будет создать рабочую дугу. Если же они отсырели, то перед работой стоит дополнительно просушить их в духовке.
Генераторы в процессе работы рекомендовано устанавливать таким образом, чтобы не допустить их падения или неустойчивого положения. Недопустимо использование генераторов без водяного затвора. Генератор должен располагаться вертикально и быть в рабочем состоянии.
При использовании генератора при отрицательной температуре важно контролировать состояние воды. При ее замерзании шланг и затор отогревают и только затем приступают к работам.
Шланги для выполнения работ должны быть как минимум 20 м в длину. Базовые требования к шлангам: их целостность и исправность. Когда шланги складываются, нельзя забывать о нормах хранения сварочных материалов: шланги складываются кольцами для того, чтобы избегать их переламывания и придавливания.
Особую осторожность нужно соблюдать при работе с баллонами. При снятии металлического колпака следует проверить вентиль и штуцер на отсутствие повреждений. Запрещается резко выбивать колпак с применением ударных инструментов. При откручивании вентиля следует отслеживать, чтобы газ не попадал на людей.
При выполнении самих работ с использованием сварочного оборудования необходимо придерживаться таких правил:
- При соединении металла между баллоном и газом должно быть расстояние не менее 5 метров.
- При длительной металлообработке шланги подвешиваются для того, чтобы не допустить их повреждения.
- Сварочные кабели должны располагаться на расстоянии минимум 0,5 м от баллонов.
- Недопустимо резкое снижение давления кислорода.
- Не допускается перегрев мундштука, его требуется периодически прочищать для избегания засорения.
- При проведении работ необходимо периодически охлаждать горелку.
- Не допускается обработка трубопроводов, которые находятся под давлением. Предварительно их следует опустошить, а затем приступать к работе.
- Работник не должен контактировать с защитой электросети (зажимами и клеммами).

Требования к вентиляции
Очень важным аспектом в безопасности сварщика выступает вентиляция.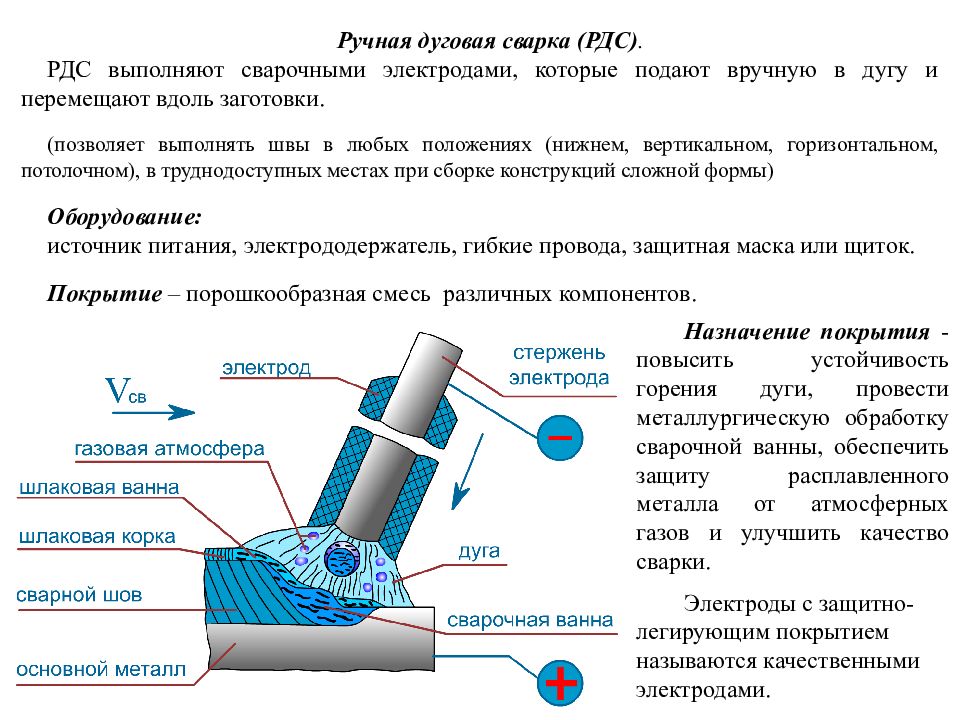 Испаряемые газы в процессе работ могут привести к тошноте, головной боли, общей слабости. Газы при дуговой сварке применяются как в самом процессе, так и для создания инертной среды для защиты сварочной ванны от окисления. Для недопущения отравления газами и парами, которые выделяются при сваривании, кабины для работы сварщиков делают так, чтобы они располагались как минимум на 25 см от пола.
Испаряемые газы в процессе работ могут привести к тошноте, головной боли, общей слабости. Газы при дуговой сварке применяются как в самом процессе, так и для создания инертной среды для защиты сварочной ванны от окисления. Для недопущения отравления газами и парами, которые выделяются при сваривании, кабины для работы сварщиков делают так, чтобы они располагались как минимум на 25 см от пола.
Кроме вредных газов и паров, опасность для человека представляет пыль, которая образуется при окислении металла.
Для обеспечения нормальных условий труда в помещении, в котором производят сварочные работы, должна быть оборудована хорошая вентиляция. При этом содержание вредных веществ в воздухе не должны превышать норм. В ходе сварки могут образовываться окислы азота, магния, алюминия, которые в больших количествах вредны для человека. Поэтому обычно оборудуют дополнительно к общей и местную вентиляцию в виде вытяжных шкафов, зонтов, откосов и пр.
При выполнении аргонодуговой сварки следует обеспечить полноценное проветривание места работ.
Уменьшить содержание вредных примесей можно и путем использования специальных электродов с рутиловым покрытием в месте сварки. Они менее токсичны, а качество шва при этом не страдает.
Таким образом, при отсутствии качественной системы вентиляции существенно возрастают риски отравления газами.
Иные требования к выполнению сварочных работ
Когда сварка окончена, нужно отключить все электроприборы и убраться на рабочем месте. В случае поломки сварочного аппарата сварщику не стоит приступать к его ремонту при отсутствии специальных знаний и навыков.
Также во время продолжительных перерывов в работе сварщику стоит отсоединять сварочное оборудование от сети. В процессе переноса аппарата нужно отслеживать положение проводов, чтобы избежать их запутывания и соприкосновения с маслом или водой.

Приведем еще ряд правил, которые обязательно следует учитывать сварщикам:
- Базовые правила техники безопасности всегда должны быть перед глазами сварщика.
- При выполнении работ ручным способом стоит избегать использования слишком длинных проводов (оптимально – до 5-10 м).
- Новичкам в сварке нужно избегать проведения работ в сыром помещении.
- Нужно исключить оголенные части тела.
- При работе на высоте следует применять страховочный пояс.
Таким образом, меры безопасности при проведении работ методом ручной дуговой сварки предельно простые. Сварщику нужно учитывать определенные требования к одежде, помещению и его вентиляции, используемому оборудованию. Преимущественно сварщику предстоит позаботиться о личной безопасности: избегать поражения током и защищать глаза. Если подготовительные работы провести правильно, то проблем при выполнении работ ручной дуговой сваркой возникнуть не должно.
Основные положения техники безопасности при проведении сварочных работ
Нарушение техники безопасности при проведении сварочных работ нередко приводит к самым печальным последствиям – пожарам, взрывам и, как следствие, травмам, а то и гибели людей.
Также при сварке возможны следующие травмы: поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать следующие меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, наличие геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 циклов зажима электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых сварочных установках необходимо максимально полная защита от воздействий жесткого рентгеновского излучения, связанного с горением дуги. Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, однако лишь при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, однако лишь при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла — фибры, фанеры и т.д. По форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака.
Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 градусов Цельсия, при которой одежда из обычной ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке.
Высокая температура дуги (6000-8000 °С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков. Эти аэрозоли представляют одну из главных профессиональных опасностей труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков. Эти аэрозоли представляют одну из главных профессиональных опасностей труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования и к обеспечению вентиляции и очистке воздуха при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах (а там, где это возможно, и на нестационарных) необходимо устанавливать местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания для стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
Меры взрыво- и пожарной безопасности
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не допускать совместного хранения баллонов с кислородом и горючими газами. Газовые баллоны следует хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 необходимо отогревать его только посредством специального электроподогревателя, либо обкладывая ветошью, пропитанной горячей водой. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение органов пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Профилактика травматизма при сборке и транспортировке сварных узлов
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке:
- отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств;
- неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п.;
- отсутствие защитных очков при очистке швов от шлака;
- отсутствие спецодежды и других защитных средств.
 п.;
п.;
Меры безопасности в этом случае:
- все указанные средства и инструменты следует периодически проверять;
- такелажные работы должны производить лица, прошедшие специальный инструктаж;
- от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах;
- использование средств индивидуальной вентиляции (где это необходимо) и т. д.
Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
← Влияние рода тока на дугу. Статическая вольт-амперная характеристика дуги | Пути легирования металла шва при сварке покрытыми электродами → |
|---|
Поделиться ссылкой:
Техника безопасности при проведении сварочных работ
При проведении сварочных работ имеют место физические и химические процессы, оказывающие негативное воздействие на организм человека. К примеру, ультрафиолетовое излучение обжигает сетчатку глаз, кожу лица и рук. Всего несколько минут такого сварочного ультрафиолета по уровню облучения равны нескольким десяткам часов нахождения под палящим тропическим солнцем.
К примеру, ультрафиолетовое излучение обжигает сетчатку глаз, кожу лица и рук. Всего несколько минут такого сварочного ультрафиолета по уровню облучения равны нескольким десяткам часов нахождения под палящим тропическим солнцем.
Но это не все. В испарениях присутствуют микрочастицы расплава металлов, которые могут вызвать отравление, поражая органы дыхания сварщика. Всегда существует вероятность получить ожоги от брызг расплавленного металла. Поэтому очень важно соблюдать правила техники безопасности, которые специально разработаны и учитывают все нюансы выполнения сварочных работ.
На производственных предприятиях к выполнению своих обязанностей сварщики допускаются исключительно после инструктажа. Все они информированы о грозящей опасности и отлично знают, как от нее нужно защищаться. Точно таких же мер предосторожности следует придерживаться и любителям, работающим дома.
Опасные факторы
Вне зависимости от того, где эксплуатируется сварочное оборудование – в помещении или под открытым небом – всегда есть опасные факторы, которые воздействуют и на сварщика, и на стоящих рядом людей. Средства защиты нужны не только специалистам, но и помощникам. Стоит учитывать, к примеру, что искры от электродов могут рассыпаться в радиусе до пяти метров. Поймать отблеск сварки (так называемый «зайчик») можно с расстояния в три метра.
Средства защиты нужны не только специалистам, но и помощникам. Стоит учитывать, к примеру, что искры от электродов могут рассыпаться в радиусе до пяти метров. Поймать отблеск сварки (так называемый «зайчик») можно с расстояния в три метра.
Существует множество причин, вызывающих несчастные случаи и травмы:
- искры легко прожигают все виды ткани, кроме специальной, и могут стать причиной ожога;
- расплав легко прожигает современную обувь, изготовленную из искусственных материалов;
- в зоне разлета искр могут воспламеняться горючие материалы;
- от раскаленного металла подымаются горячие пары, которые могут травмировать кожу лица или глаза;
- искры могут попадать на открытые участки кожи и вызывать легкие ожоги;
- плохая изоляция кабеля может привести к поражению электрическим током;
- при взрыве оборудования или дополнительной оснастки возможно возникновения пожаров;
- плохо закрепленные элементы конструкций падают на землю, травмирую людей;
- при выполнении сварочных работ на высоте не исключается падение сварщика.

Химические и физические факторы:
- работающее сварочное оборудование генерирует шумы высокого уровня;
- инфракрасное и ультрафиолетовое излучение;
- при работе электродуговой сварки излучается слепящий глаза свет;
- при работе с металлическими сплавами в воздух испаряются свинец, цинк, хром, кадмий и прочие опасные для дыхательных путей вещества;
- над ванночкой присутствует взвесь высокой температуры с микровключениями;
- высока вероятность теплового воздействия горелки или электрической дуги.
Правила безопасности при выполнении сварочных работ
Сегодня действуют правила техники безопасности, разработанные в мае 2015 года. Их требования должны неукоснительно соблюдать все без исключения работодатели и специалисты, выполняющие сварочные работы. Как минимум, их обязаны знать все любители, имеющие в своем распоряжении сварочные аппараты.
Основные требования положений по технике безопасности:
- при выполнении работ нельзя отвлекаться. Нужно постоянно контролировать процесс формирования шва;
- чтобы случайным прохожим электрическая дуга не могла навредить, нужно оградить место сварки защитой высотой 1,8 метра;
- в зоне проведения сварочных работ следует соблюдать чистоту. На расстоянии до пяти метров не должно находиться легковоспламеняющихся предметов или огнеопасных веществ;
- сварщик в обязательном порядке должен использовать специальную маску для защиты глаз и лица;
- на рабочем месте сварщика внутри помещения должна быть оборудована эффективная система вентиляции. В исключительных случаях допускается работа в респираторе непродолжительное время;
- при работе на высоте специалист обязан использовать страховочные пояса. Важно надежно крепить свариваемые элементы, чтобы исключить их падение с высоты;
- переносить или передвигать сварочное оборудование допускается только после прекращения подачи электропитания;
- в процессе сварочных работ необходимо следить за кабелями. Очень важно, чтобы они не скручивались;
- при выполнении кузовных работ на автотранспорте, обязательно нужно отключить аккумулятор;
- сварщик должен носить специальную одежду, выполненную из плотной ткани и пропитанную огнеупорным составом.
 Нужно постоянно контролировать процесс формирования шва;
Нужно постоянно контролировать процесс формирования шва;
 Очень важно, чтобы они не скручивались;
Очень важно, чтобы они не скручивались;
Читайте также: Инструкция по охране труда для сварщика
Электробезопасность
В Правилах по технике безопасности есть специальный раздел, который регламентирует работу с электрическими схемами. Они созданы с учетом поражающих факторов, которые могут быть сгенерированы системами энергоснабжения. Согласно принятым нормам электрический ток напряжением свыше 110 Вольт опасен для жизни, а сила тока больше 0,05А травмоопасна.
Чтобы не навредить своему здоровью, специалист должен придерживаться несложных правил безопасности:
- для освещения желательно использовать источники с напряжением в 12В;
- максимально допустимое напряжение холостого хода не должно превышать 90В;
- перед включением оборудования в обязательном порядке проверяется его заземление;
- всегда контролировать состоянии изоляции питающих и рабочих кабелей. Не должно быть порывов, трещин или других повреждений;
- подача энергопитания должна идти через распределительный щит с установленными предохранителями;
- нельзя использовать кабель длиной более 10 метров;
- не допускаются скрутки или другие соединения силового кабеля. Как исключение – контакт через муфтовое соединение.
 Не должно быть порывов, трещин или других повреждений;
Не должно быть порывов, трещин или других повреждений;
Категорически запрещено
В Правилах по технике безопасности отдельно выделены важные ограничения. Эти моменты часто игнорируют начинающие сварщики:
- во время осадков работать на открытой площадке нельзя. И не важен вид осадков: одинаково опасен и дождь, и снег;
- с электродуговой сваркой нельзя работать, если поврежден фильтр или экран защитной маски;
- нельзя работать в закрытых помещениях без приточной вентиляции. Ее можно быть заменить специальным шлемом с независимой подачей воздуха;
- запрещается держать деталь свободной рукой на весу. Заготовки должны быть закреплены механически;
- не допускается соседство с горючими или легковоспламеняющимися веществами;
- запрещено работать в промасленной или со следами смазки одежде;
- не следует допускать длительный электрический контакт со свариваемыми заготовками. Вырастает вероятность поражения электрическим током или выхода оборудования из строя.
 Вырастает вероятность поражения электрическим током или выхода оборудования из строя.
Вырастает вероятность поражения электрическим током или выхода оборудования из строя.
Газовая сварка и резка
При работе с газосварочным оборудованием Правила техники безопасности предусматривают:
- Внимательно относиться к транспортировке баллонов. Они должны быть только в вертикальном положении. Вентили обязательно закрываются защитными колпаками.
- В случаях, когда в процессе работы слышны хлопки обратного удара, то нужно быстро перекрыть подачу газа. Прежде всего, закрывается ацетилен и только после – кислород. В целях безопасности отключать газовые магистрали следует строго по инструкции. Резервуары с газом от рабочей зоны должны располагаться на расстоянии не меньше пяти метров. Шланги желательно навесить.
- Перед началом работ следует внимательно проверить горелку. Особенно опасно наличие масла – это может привести к детонации горючей смеси.
- Во время работы важно сохранять оптимальный зазор между заготовкой и соплом. Давление газа должно быть постоянным.
 Давление газа должно быть постоянным.
Давление газа должно быть постоянным.
Средства защиты
Строгие требования предъявляются к защитной экипировке сварщика. Она должна надежность защищать от электрической дуги и окалины металла. Защитная одежда изготавливается из специальной негорючей ткани:
- плотной кожи;
- брезента;
- специального сукна;
- спилка;
- парусины, пропитанной огнеупорным составом.
Комплект защиты включает костюм, спецобувь, шлем и маску, краги.
Перед началом рабочего дня одежду следует проверить на загрязнение маслом или другими производственными смазками. Обувь должна иметь толстую подошву, чтобы предотвратить прохождение тока. Нельзя, чтобы на ней были металлические накладки или гвозди. Внутри носка должна быть плотная вставка, защищающая пальцы от тяжелых предметов.
Краги бывают разными и подбираются в зависимости от вида сварочных работ. Есть модели двух-, трех- и пятипалые; без обшлагов или, наоборот, с высокими бортами, защищающими руки до локтей. При некоторых видах работ (например, газосварке) допустимо использование нарукавников и фартуков вместо специальных костюмов.
При некоторых видах работ (например, газосварке) допустимо использование нарукавников и фартуков вместо специальных костюмов.
Не допускаются дефекты в маске. Она должна быть не только полностью исправной, но и подобрана по размеру, плотно крепиться к голове. На потребительском рынке представлен большой ассортимент масок, в том числе с искусственным наддувом, регулируемым фильтром и т.д. Светофильтр должен хорошо защищать глаза и в то же время обеспечивать достаточно хороший обзор для контроля над рабочим процессом.
Требования к материалам, оборудования и помещениям
Выполнение сварочных работ допускается в закрытых помещениях при условии, что они оборудованы эффективной системой приточно-вытяжной вентиляции. Если приходится работать в условиях ограниченного пространства или закрытых емкостях, применяются специальные средства защиты органов дыхания. При работе с газосварочными установками следует выделить специальное место для хранения баллонов с газом. Каждое рабочее место на сварочном участке производства должно ограждается ширмой.
Максимум внимания следует уделить освещенности рабочей зоны. Важно обеспечить беспрепятственный приток дневного света. Если его недостаточно, то дополнительно устанавливаются источники искусственного освещения. Оборудование нужно вовремя диагностировать. Лучше всего отдавать его на проверку и ремонт в специализированные мастерские. По требованиям ТБ при сварке заготовки укладываются на рабочем столе и крепятся между собой струбцинами или же при помощи магнитных угольников. Вспомогательное оборудование и оснастка должны содержаться чистыми. Все они изготавливаются только из невоспламеняющихся материалов.
Читайте также: Сварка инвертором для начинающих
Сварочные работы. Все виды сварочных работ. Любые металлы
Помимо высококачественной лазерной резки, наша компания предлагает своим клиентам широкий спектр дополнительных услуг. По Вашему желанию специалисты нашей компании осуществят гибку, сварку, вальцовку, зиговку и другие виды работ, связанные с обработкой металла.
По Вашему желанию специалисты нашей компании осуществят гибку, сварку, вальцовку, зиговку и другие виды работ, связанные с обработкой металла.
СВАРКА — одна из самых необходимых технологий в процессе металлообработки. Наши производственные мощности позволяют нам выполнять следующие виды сварочных работ:
- Электродуговая сварка. Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
- Контактная сварка. При сварке происходят два последовательных процесса: нагрев свариваемых изделий до пластического состояния и их совместное пластическое деформирование. Основными разновидностями контактной сварки являются: точечная электросварка, стыковая сварка, рельефная сварка, шовная сварка.
- Аргонно-дуговая сварка. Выполняется горелками, позволяющими окружать электрическую дугу завесой из инертного газа аргона, подводимого к горелке из баллона. Газовая завеса препятствует окислению сварочной ванны, поэтому аргонно-дуговую сварку целесообразно применять при сварке легко окисляемых металлов и сплавов. Этот способ сварки позволяет сваривать детали малой толщины, дает минимальное коробление и позволяет получить соединение с высокими механическими и противокоррозионными свойствами. Аргонно-дуговой сваркой можно сваривать нержавеющую, жаропрочную и кислотоупорную стали, алюминий, магний и их сплавы.
- Газовая сварка. Процесс заключается в расплавлении кромок свариваемых деталей и вводимого в жидкую ванну присадочного материала теплом сварочного пламени. Газовая сварка применяется при изготовлении листовых и трубчатых конструкций из простых, углеродистых и специальных сталей небольших толщин.

Специалисты нашей компании имеют большой опыт в области проведения сварочных работ, используют только лучшие материалы и современное оборудование. Стоимость сварочных работ оговаривается индивидуально.
Стоимость сварочных работ оговаривается индивидуально.
Мы гарантируем качество и своевременность выполнения заказанных у нас сварочных работ!
Больше фото здесь.
.
Техника безопасности при сварке и средства защиты
Подготовку к сварочным работам нужно проводить с оборудованием рабочего места в целях безопасности.
Работа со сваркой относится к особо опасным видам работ. Также опасны и предварительные работы перед сваркой.
Это и подготовка поверхности металла под сварку, резка металла, фиксация материала перед сваркой.
Различают несколько факторов, подвергающих риску жизни и здоровья человека:
- Поражения электрическим током
- Воздействие излучения электрической дуги на органы зрения
- Попадания инородных предметов в глаза
- Поражение органов дыхания вредными и ядовитыми газами
- Ожоги открытых участков тела расплавленным металлом
- Травмирование при сварочных работах в закрытых помещениях или на высоте
- Поражение при взрыве газобаллонного оборудования
Подготовка k сварке
Перед началом проведения работ необходимо:
- убедится в том, что электросеть «выдержит» нагрузку сварочным аппаратом
- проверить исправности изоляции силового кабеля и кабелей подключаемых к электрододержателю и клемме заземления
- Проверить исправность используемого вспомогательного оборудования (в частности «болгарки»).

Средства защиты глаз при сварке
маска сварщика с асф
Воздействие излучения электрической дуги на органы зрения – один из самых опасных факторов, с которым встречается производитель сварочных работ.
При выполнении особо сложных работ требуется помощник, который также может получить повреждение сетчатки глаза. Поэтому, как сварщику, так и помощнику необходимо обеспечить надежную защиту от ожогов глаз от электронной дуги.
Самым надежным способом защиты глаз являются маски сварщика, защитные щитки и очки сварщика.
Маски являются одни из самых надежных и распространенных средств защиты.
Или это будет маска-хамелеон (которую удобно подстроить «под себя»), или это будет простая маска– выбор за вами, но защитное устройство для глаз – эта та необходимость, с которой вы столкнетесь еще до начала работ.
Ваш помощник также будет подвержен воздействию сварочной дуги на глаза. В большинстве случаев его помощь необходима в подготовке свариваемого материала и его «фиксации» в месте сварки.
Для этих работ достаточно использование защитных очков.
Защита органов дыхания
фильтрующие средства защиты органов дыхания
Поражение органов дыхания вредными и ядовитыми газами – фактор, возникающий при работах в закрытых помещениях и при работах с материалами, покрытыми ядовитыми или приводящими к затрудненному дыханию веществами (в основном при ремонте и газовой резке использованных емкостей).
Хорошо себя зарекомендовали маски-хамелеоны — маски с асф с возможностью подвода отфильтрованного воздуха.
Фильтрация воздуха, благодаря применению в сменных картриджах блоков фильтрации полиэфирсульфона, достигнута почти 100%-ная.
Эти маски полезно использовать также и при работах в условиях повышенных температур.
Принудительная циркуляция воздуха способствует охлаждению лица и препятствует запотеванию стекла.
Читайте статью:
Как выбрать маску для сварки: ХАМЕЛЕОН или сварочный светофильтр ( отзыв сварщика )
Защита защита от брызг сварки
Ожоги при работе со сварочным оборудованием можно получить не только при газопламенной резке или сварке, но и при работах с простой электродуговой сваркой.
комбинезон сварщика
Зачастую, начинающие неопытные сварщики, мало уделяют внимание специальной одежде. А ведь немало случаев прожига и даже возгорания от капли расплавленного металла, образующейся во время сварки.
Для защиты рук используют краги.
Для защиты тела – огнезащитные куртки, брюки, костюмы. Наиболее эффективен – комбинезон.
Для ног используют специальные ботинки сварщика.
Одежда и обувь должна быть подогнана по размеру. Вы должны себя чувствовать в ней комфортно – от этого зависит производительность и эффективность вашей работы.
Читайте статью:
Выбор средств защиты сварщика: спецодежда, краги и обувь. Требования, ГОСТ
Техника безопасности при сварке на высоте
Работы в помещениях, где происходит сборка масштабных конструкций, и работы на высоте имеют повышенный риск травмирования.
маска-каска
При их проведении необходимо использовать специальную маску, используемую вместе с защитной каской.
Для безопасной работы на высоте необходимо использовать защитный пояс, который предусматривает возможность надежного страховочного крепления к конструкции, ботинки не должны иметь металлических деталей.
Техника безопасности при газовой сварке
Опасность работ с помощью газобаллонного оборудования очень высока. Новичкам необходимо, до приобретения необходимой квалификации и стажа, все работы проводить под присмотром опытного работника.
- Все оборудование должно быть промышленного производства и проходить периодическую проверку.
- Перед началом проведения работ, убедитесь в исправности газобаллонного оборудования, исключите попадание на газовые баллоны попадание прямых солнечных лучей.
- Не допускать попадание машинного масла на кислородные баллоны.
- Определить место для хранения газосварочного оборудования и недопущения до него посторонних лиц.
- Газовые баллоны удобней всего хранить в специальных шкафах.

металлический шкаф для газового баллона
В заключении хотелось бы отметить, что все вышеперечисленные в 5-ти частях мероприятия, не освещены полностью, но дают представление новичкам об опасности проведения сварочных работ и проведения необходимых защитных мер.
Прежде, чем приступать к работам, изучите необходимую литературу по мерам безопасности, советуйтесь со специалистами.
Стенды по технике безопасности при сварке
Техника безопасности при сварке
Стенд: Защитные средства при сварочных работах
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ «ПОЛОЖЕНИЕ. РАБОТЫ С ПОВЫШЕННОЙ ОПАСНОСТЬЮ. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ. ПОТ РО 14000-005-98» (утв. Минэкономики РФ 19.02.98)
действует
Редакция от 19.02.1998
Подробная информация
| Наименование документ | «ПОЛОЖЕНИЕ. РАБОТЫ С ПОВЫШЕННОЙ ОПАСНОСТЬЮ. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ. ПОТ РО 14000-005-98» (утв. Минэкономики РФ 19.02.98) |
| Вид документа | перечень, порядок, правила |
| Принявший орган | минэкономики рф |
| Номер документа | ПОТ РО 14000-005-98 |
| Дата принятия | 01. 01.1970 01.1970 |
| Дата редакции | 19.02.1998 |
| Дата регистрации в Минюсте | 01.01.1970 |
| Статус | действует |
| Публикация |
|
| Навигатор | Примечания |
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ
11.1. Общие требования
11.1.1. При электросварочных работах сварщик подвергается опасности поражения электрическим током, воздействия высоких температур и выбросов капель расплавленного металла и искр из сварочной ванны, радиационного воздействия и мягкого рентгеновского излучения при специальных видах сварки, сильных электромагнитных полей, значительных концентраций сварочных аэрозолей и газов, шума, вибрации, опасности ушибов и порезов рук о кромки свариваемых деталей, которые могут стать причиной травм и профессиональных заболеваний. Применяемое сварочное оборудование должно быть оснащено предохранительными и ограждающими устройствами.
11.1.2. При ручной дуговой сварке ультрафиолетовые лучи могут вызвать профессиональное заболевание глаз (электроофтальмию), инфракрасная радиация может привести к помутнению хрусталика глаза, длительное воздействие сварочного аэрозоля, содержащего окислы марганца, хрома, ванадия, цинка, свинца, фтористые соединения и др., может привести к пневмокониозу.
Особенно неблагоприятное состояние производственной среды для сварщика создает сварка в замкнутых объемах. Сварка подогретых изделий может вызвать напряжение терморегуляции у сварщика.
11.1.3. Сварка в вынужденной позе, сидя, на корточках, лежа на боку или спине сопровождается повышенным статическим напряжением мышц рук и тела, стесненные и затемненные условия сварки вызывают повышенное напряжение внимания и зрения сварщика.
11.1.4. При сварке порошковой проволокой загрязнение производственной атмосферы сварочными аэрозолями с содержанием окислов марганца, железа, фтористых соединений, шестивалентных соединений хрома большой токсичности аналогично как при сварке электродами с рутиловым покрытием.
11.1.5. При сварке в среде защитных газов (углекислый газ, аргон, гелий, азот) наиболее благоприятной с гигиенической точки зрения является сварка неплавящимися электродами в среде аргона и при применении торпрованных и лантанированных электродов. При автоматической сварке плавящимся электродом в среде углекислого газа выделения пыли, окислов марганца, хрома, никеля, азота превышают их выделение при автоматической сварке под слоем флюса, а ультрафиолетовое излучение при сварке неплавящимися электродами — в 2 раза, а плавящимся электродом — в 5 — 30 раз больше, чем при электродуговой сварке покрытым электродом.
11.1.6. При полуавтоматической сварке содержание сварочных аэрозолей в зоне дыхания сварщика значительно выше, чем при автоматической.
11.1.7. При сварке алюминия и сплавов на его основе в среде аргона плавящимся электродом наблюдается повышенное образование озона за счет большой ультрафиолетовой радиации.
На машинах автоматической сварки сварочная головка со стороны оператора должна быть укрыта щитком с защитным стеклом.
11.1.8. При сварке под слоем флюса (как автоматической, так и полуавтоматической) каждый сварочный аппарат должен быть оснащен отдельным заземляющим проводом непосредственно с заземляющей магистралью, все части автоматов и полуавтоматов должны быть надежно заземлены, плавкие предохранители должны соответствовать паспортным данным, шкафы, пульты должны иметь дверцы с блокировкой, отключающей первичное напряжение при их открытии. При этом виде сварки выделение пыли во много раз меньше, чем при ручной дуговой сварке, при этом при сварке внутренних швов в полузамкнутых пространствах — в 2 — 2,5 раза выше, чем при сварке наружных швов.
11.1.9. Концентрация аэрозоля, окислов марганца и других токсичных веществ в зоне дыхания сварщика — автоматчика зависит от состава и степени измельчения флюса, конфигурации свариваемого изделия, направления воздушных потоков в производственном пространстве.
Основными вредными веществами в составе сварочного аэрозоля при автоматической сварке являются фтористые соединения и их выделение резко возрастает с увеличением содержания фтористого кальция во флюсе.
11.1.10. Концентрации аэрозоля, окислов марганца и фтористых соединений в зоне дыхания сварщика — полуавтоматчика выше, чем в зоне дыхания сварщика — автоматчика при обслуживании автоматических сварочных установок.
11.1.11. Стационарные автоматические установки для сварки под слоем флюса должны быть оборудованы пылегазоотсасывающими и флюсоуборочными устройствами.
11.1.12. При электрошлаковой сварке основными производственными факторами, оказывающими вредное воздействие на оператора — сварщика, являются: повышенная интенсивность лучистой энергии, аэрозоль и фтористые соединения, опасность ожогов выплескивающимся из ванны металлом и опасные производственные факторы, связанные с подготовкой к сварке крупных и тяжелых конструкций с применением грузоподъемных механизмов.
11.1.13. При лазерной сварке наибольшей опасности подвержены глаза и кожные покровы сварщика вследствие излучения, характеризующегося высокой энергией и оказывающего тепловое, электрическое, фотохимическое, ультразвуковое воздействия.
11.1.14. Поражающее действие лазера зависит от потока его энергии, длительности излучения, характера отражающих поверхностей (опасны зеркальные и светлые поверхности).
11.1.15. Обязательно применение защитных очков против общего яркого освещения. Пучок излучения при сварке должен быть направлен на неотражающие и невоспламеняющиеся поверхности, траектория пучка излучения должна быть недоступна для сварщика. Для сварщика обязателен офтальмологический контроль.
11.1.16. Масляные баки выпрямителей должны иметь клапаны для сброса газов. Смотровое окно для наблюдения за процессом сварки должно быть оборудовано свинцовыми стеклами для защиты от рентгеновского излучения и закрыто светофильтром. Блоки электронно — лучевых установок должны быть в закрытом исполнении или иметь сплошные прочные ограждения.
11.1.17. При сварке токами высокой частоты изделий из синтетических материалов основными неблагоприятными факторами являются высокочастотные электромагнитные поля значительной интенсивности, выделение летучих токсичных веществ (фенола, окиси этилена, формальдегида, паров ацетона и органических растворителей).
11.1.18. Необходимо сплошное экранирование источников энергии (электродов, конденсаторов, фидерных линий) с хорошими электрическими контактами в местах соединения для обеспечения безопасного ведения процесса сварки, обеспечения температурного режима в производственном помещении, санитарно — гигиенических параметров воздушной среды.
11.1.19. При плазменной обработке металлов происходит интенсивное и значительное выделение окислов азота и озона, аэрозоля, состав которого зависит от напыляемых материалов и обрабатываемого металла, высокочастотных звуковых и ультразвуковых колебаний, повышенной ультрафиолетовой, видимой, инфракрасной и ионизирующей радиации, что требует проведения комплекса защитных мероприятий: укрытия установок, применения шумозаглушающих насадок на горелке, использования средств индивидуальной защиты лица, органов зрения и слуха.
11.1.20. Установки для плазменного напыления должны быть оснащены безопасным экраном со светофильтром. Управление процессом напыления должно быть дистанционным. При прекращении подачи воды для охлаждения должно автоматически отключаться электропитание.
При прекращении подачи воды для охлаждения должно автоматически отключаться электропитание.
11.1.21. При контактной — стыковой, точечной, шовной сварке (наиболее неблагоприятная стыковая сварка оплавлением) образуются искры и брызги расплавленного металла, пыль, газы, генерируется низко- и высокочастотный шум, наблюдается ионизация воздуха.
Рекомендуется экранирование, устройство местной вытяжной вентиляции и др.
11.1.22. При диффузионной сварке в вакууме высокочастотный генератор должен быть экранирован и оснащен блокировочным устройством отключения генератора при открытии дверцы.
11.1.23. При сварке трением должно быть обеспечено надежное закрепление свариваемых деталей. Машины для сварки трением должны быть оборудованы предохранительным щитком мест искрообразования, блокировкой, исключающей возможность попадания руки в зажимное устройство при установке деталей, и блокировкой, снимающей напряжение при открытии дверцы, или устройством, исключающим доступ оператора к токоведущим частям установки. Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и оборудованы манометрами, установленными в удобных для обозрения местах.
Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и оборудованы манометрами, установленными в удобных для обозрения местах.
11.1.24. При сварке ультразвуком пульт управления и контрольные приборы должны размещаться в удобном для оператора месте. Акустический узел установки должен быть закрыт кожухом, смотровые окна в камере должны быть снабжены экранами — светофильтрами.
11.1.25. Сварщики, не сдавшие испытания по сварочным работам и не прошедшие проверку знаний по охране труда, пожарной безопасности, к выполнению сварочных работ не допускаются.
11.1.26. Электросварщики должны подвергаться предварительному и периодическим медицинским осмотрам (один раз в год при работе в закрытых пространствах и один раз в 2 года при работе на открытых площадках и участках цеха).
11.1.27. Электросварщики с пневмокониозом первой стадии не должны допускаться к сварочным работам внутри емкостей.
11.1. 28. Электросварщики с интоксикацией марганца, хрома, свинца и др. должны быть переведены на другие работы, не связанные с воздействием пыли и токсичных веществ.
28. Электросварщики с интоксикацией марганца, хрома, свинца и др. должны быть переведены на другие работы, не связанные с воздействием пыли и токсичных веществ.
11.1.29. К электросварочным работам в закрытых пространствах и к плазменным способам обработки металлов женщины не должны допускаться.
11.2. Опасность поражения электрическим током при сварке
11.2.1. Большая опасность поражения электрическим током обуславливается тем, что часто эта опасность не воспринимается человеком как источник непосредственной опасности.
11.2.2. При протекании электрического тока через тело человека возникает опасность поражения его отдельных органов или организма в целом.
11.2.3. Основными видами поражения электрическим током являются: ожоги электрической дугой, удар при прикосновении к токоведущим частям, разрыв тканей и др.
11.2.4. Наиболее опасным является электрический удар, сопровождаемый у пострадавшего судорогами, потерей сознания, сильным ослаблением или прекращением деятельности органов дыхания и кровообращения.
11.2.5. Тяжесть электрической травмы зависит от величины сопротивления тела человека электрическому току, от величины электрического тока (табл. 3) и продолжительности контакта, от величины соприкасаемой поверхности и плотности контакта, от влажности, чистоты кожи и наличия царапин. Эта опасность резко возрастает, если, например, руки работника покрыты машинным маслом или мелкими металлическими частицами от стружки.
Таблица 3
ПОРАЖАЮЩЕЕ ДЕЙСТВИЕ ТОКА НА РАЗЛИЧНЫЕ ОРГАНЫ ЧЕЛОВЕКА
| Сила тока, мА | Поражающее действие тока | |
| переменный ток с частотой 50 — 60 Гц | постоянный ток | |
| 2 — 3 | Сильное дрожание пальцев рук | Не ощущается |
| 5 — 10 | Судороги рук | Зуд, ощущение нагрева |
| 12 — 15 | Сильные боли в руках, руки трудно оторвать от электропроводов. Состояние терпимо 5 — 10 с Состояние терпимо 5 — 10 с | Усиление ощущения нагрева |
| 20 — 25 | Руки парализуются, оторвать их от электропроводов невозможно. Сильные боли. Дыхание затрудняется. Состояние терпимо не более 5 с | Усиление нагрева. Незначительное сокращение мышц рук |
| 50 — 80 | Паралич дыхания | Сильный нагрев. Сокращение мышц рук. Судороги. Затруднение дыхания |
| 90 — 110 | Паралич дыхания. При контакте более 3 с — паралич сердца | Паралич дыхания |
| 300 и более | Паралич дыхания и сердца при контакте более 1 с | Поражение дыхания и сердца при контакте более 0,1 с |
Примечания. 1. Сила тока, проходящего через тело пострадавшего, зависит от площади контакта: чем больше его площадь, тем меньше сопротивление прохождению тока оказывает кожный покров.
2. С увеличением времени контакта по мере прохождения тока в результате нарастающего нагревания и поражения рогового слоя кожи уменьшается сопротивление тела пострадавшего.
3. Степень опасности поражения электрическим током зависит от того, каким образом произошло включение пострадавшего в электрическую сеть. Наибольшую опасность представляет двухполюсное прикосновение.
4. При кратковременном контакте степень поражения электрическим током зависит от фазы работы сердца пострадавшего: особую опасность представляет совпадение прохождения тока с периодом между сокращениями и расширениями предсердий и желудочков сердца, длящихся около 0,1 с.
5. Допустимое безопасное напряжение для нормальных условий работы, при исправной сухой спецодежде и обуви принимается: для сухих помещений — 36 В и ниже, для сырых помещений — 12 В и ниже.
11.2.6. Токоведущая сеть сварочных установок (к сварочным постам, трансформаторам и особенно к передвижным сварочным установкам) не должна иметь изношенных, оголенных или голых проводов, могущих стать причиной поражения током не только сварщиков, но и посторонних лиц.
11.2.7. Прокладка проводов к трансформатору по полу, по земле или другим способом, при котором изоляция провода не защищена, а сам провод доступен для прикосновения, запрещается.
11.2.8. Не допускается прокладка к свариваемой детали в качестве заземления провода без изоляции. Запрещается подача напряжения к свариваемому изделию через систему последовательно соединенных металлических листов, рельсов и т.п.
11.2.9. Применять провода длиной более 30 м не рекомендуется. Соединение проводов должно производиться болтовым креплением при помощи медных кабельных наконечников.
11.2.10. Сварочные агрегаты, машины и трансформаторы должны быть оборудованы защитными кожухами и защитой токоведущих частей первичной цепи. Вторичная обмотка трансформатора должна быть заземлена.
11.2.11. При работе в особо опасных условиях (внутри металлических цистерн, котлов, в колодцах, тоннелях, в понтонах, отсеках судов, на металлоконструкциях) электросварочные установки должны иметь блокировку, автоматически включающую сварочную цепь при соприкосновении электрода со свариваемым изделием и автоматически отключающую сварочную цепь при холостом ходе.
11.2.12. Схема безопасной блокировки должна применяться при ручной сварке с трансформаторами, у которых напряжение холостого хода превышает 70 В, при автоматической сварке — 80 В.
11.2.13. Стены сварочных кабин, переносные ширмы, стены сварочных цехов должны окрашиваться в светлые матовые тона цинковыми белилами, желтого крона или титановыми белилами.
11.2.14. Для защиты окружающих лиц место сварки должно ограждаться переносными щитами, ширмами, экранами из несгораемого материала. Допускается применение ширм из брезентовой ткани.
11.2.15. На участке производства сварочных работ должны вывешиваться таблички с предупреждающей надписью и не должны находиться посторонние лица.
11.2.16. При сварке могут иметь место случаи засорения или ранения глаз, ожоги тела, ушибы, ранения.
Опасность ожогов возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхности при использовании загрязненного флюса. Ожоги могут быть при прогреве деталей перед сваркой, при случайных касаниях к разогретому электроду или проволоке, при удалении электродного огарка и др.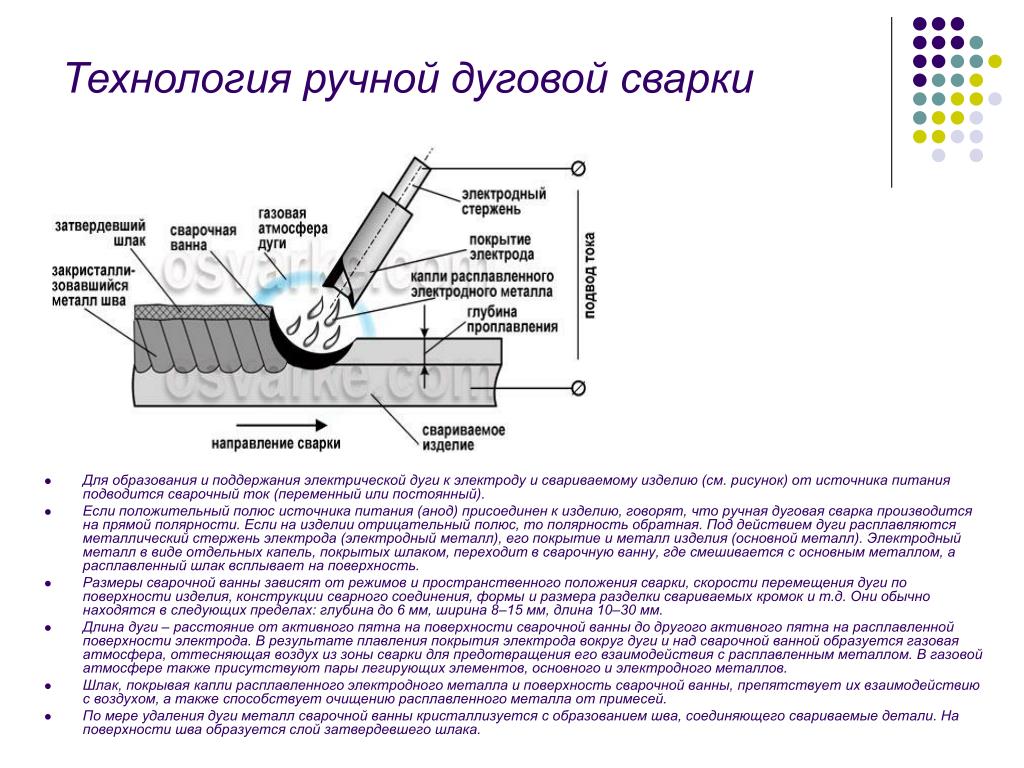
Порезы рук острыми кромками деталей, ушибы ног падающими деталями, опасность засорения глаз окалиной или частицами горячего шлака могут быть во время зачистки и подготовки деталей к сварке.
11.2.17. Сварщик должен быть защищен от воздействия лучей сварочной дуги, аэрозоля и газов, от поражения электрическим током, выплесков расплавленного металла, брызг, искр, от ожогов рук, тела при соприкосновении с расплавленным металлом в зоне сварного шва и др. как средствами коллективной, так и индивидуальной защиты.
11.2.17.1. Спецодежда. Защитный костюм должен быть прочным, огнестойким, легким, воздухопроницаемым, неэлектропроводным с малой усадкой. Костюмы из брезентовой парусины с огнестойкой пропиткой с накладками из кожевенного сплика и тентового материала удовлетворяют этим требованиям.
11.2.17.2. Рукавицы из брезента не пригодны как по срокам носки, так и по качеству. Рукавицы должны быть прочными и достаточно эластичными, не должны прожигаться при попадании искр, не изменять своих свойств при температуре до -25 °C. Рукавицы из кожевенного сплика удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или длинными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием.
Рукавицы из кожевенного сплика удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или длинными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием.
11.2.17.3. Спецобувь должна обеспечивать защиту ног сварщика от ожогов и травм. Ботинки с носками, облицованными металлическими пластинками, и с боковой застежкой исключают попадание искр и капель расплавленного металла и обеспечивают необходимую защиту ног от механических травм.
11.2.17.4. При повышенной опасности поражения электрическим током сварщики должны обеспечиваться диэлектрическими перчатками, галошами, резиновыми ковриками.
При плазменной обработке, потолочной сварке, работе в холодных условиях сварщики должны обеспечиваться нарукавниками, наколенниками, подлокотниками, передниками из огнестойких, влагонепроницаемых или теплозащитных материалов.
При сварке предварительно нагретых деталей сварщики должны обеспечиваться теплоизолирующей спецодеждой.
11.2.17.5. Для защиты органов дыхания сварщика при незначительных концентрациях газов и аэрозоля могут применяться противопылевые респираторы ШБ-1, «Лепесток», «Астра-2»; при высоких концентрациях газов и аэрозоля должны использоваться шланговые противогазы с принудительной подачей воздуха, системы принудительной подачи воздуха под маску электросварщика.
11.2.17.6. Для защиты глаз и лица сварщика должны применяться специальные щитки и маски со смотровым окном, размер которого не должен уменьшать угол зрения сварщика, оборудованным светофильтром, соответствующим конкретным условиям излучения сварочной дуги (табл. 4).
Таблица 4
ЗАЩИТНЫЕ СВЕТОФИЛЬТРЫ
| N п/п | Назначение | Марка светофильтра | Визуальный коэффициент пропускания, % |
| 1 | Для работы на открытых площадках при ярком освещении и для вспомогательных рабочих при электросварке | В-1 | 22,1 |
| 2 | Для вспомогательных рабочих при электросварке в цехах | В-2 | 10,4 |
| 3 | Для газосварщиков и для вспомогательных рабочих при электросварке на открытых площадках | Г-1, В-3 | 3,2 |
| 4 | Для газосварщиков (газовая сварка и резка средней мощности) | Г-2 | 0,984 |
| 5 | Для газосварщиков (мощная газовая сварка и резка) | Г-3 | 0,303 |
| 6 | Для электросварщиков при сварочном токе от 30 до 75 А | Э-1 | 0,0088 |
| 7 | То же, при токе от 75 до 200 А | Э-2 | 0,0027 |
| 8 | То же, при токе от 200 до 400 А | Э-3 | 0,00087 |
| 9 | То же, при токе выше 400 А | Э-4 | 0,00027 |
11. 2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон».
2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон».
11.2.17.8. Для защиты головы электросварщики должны обеспечиваться защитными касками из токонепроводящих материалов.
11.2.17.9. Для защиты органов слуха от шума должны использоваться вкладыши типа «Беруши» или наушники.
11.2.17.10. Средства индивидуальной защиты следует периодически проверять на соответствие нормативно — техническим параметрам.
11.3. Требования безопасности при эксплуатации баллонов со сжатыми и сжиженными газами
11.3.1. При получении баллонов на складе их необходимо осмотреть и убедиться в том, что:
на корпусе баллона нет вмятин, повреждений;
срок годности баллона, указанный на клейме, не истек;
защитный колпак на вентиле имеется;
вентиль исправен и газ в баллоне имеется (для чего вставить скобу от вентиля и плавным поворотом специального ключа приоткрыть вентиль. Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допускается).
Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допускается).
11.3.2. Для транспортирования баллонов необходимо применять специальные тележки. Переноска баллонов на плечах даже на короткое расстояние запрещается, т.к. при случайном падении баллона возможна травма, а при ударе его о твердый предмет возможен взрыв.
11.3.3. Отогревание замерзшего баллона (редуктора) с углекислым газом необходимо производить путем размещения баллона в теплом помещении с температурой 20 — 25 °C до полного отогревания. Может быть допущено отогревание редуктора водой с температурой не более 25 °C.
Отогревание баллона (редуктора) пламенем горелки, струей пара запрещается, т.к. при резком нагреве может произойти взрыв.
11.3.4. Размещение баллонов следует производить не ближе 5 метров от нагревательных приборов, т.к. давление сжиженной углекислоты в баллоне при изменении температуры окружающего воздуха от 0 до 20 °C повышается от 35 до 50 атм.
11.3.5. Баллоны на рабочем месте должны храниться в вертикальном положении в специальных стойках или шкафах или в горизонтальном положении. Во всех случаях баллоны должны быть закреплены.
11.3.6. При сварке на открытых площадках в зимнее время баллоны с углекислым газом во избежание замерзания должны размещаться в утепленных помещениях.
Для предотвращения замерзания углекислого газа в редукторе перед ним должен быть установлен подогреватель напряжением не выше 36 В и мощностью не более 70 Вт с исключением контакта спиралей нагрева с баллоном и его нагрева.
11.3.7. При централизованном питании сварочных постов углекислым газом контейнеры — накопители должны быть огорожены с шириной прохода между контейнером и металлическим ограждением не менее 1 м. Вблизи контейнера не должно быть источников нагрева.
При использовании в качестве сосудов — накопителей транспортных автоцистерн площадка должна быть оборудована грузоподъемными средствами для погрузки и разгрузки автоцистерн.
11.3.8. При установке на открытом воздухе контейнер со сжиженным углекислым газом должен быть укрыт навесом, защищающим его от прямых солнечных лучей и атмосферных осадков.
11.3.9. Рабочее давление в контейнере должно поддерживаться автоматически в пределах 8 — 12 атм.
11.3.10. На площадке подачи защитного газа к сварочным постам должно находиться не более 20 баллонов и не должно находиться посторонних предметов и особенно горючих веществ.
11.3.11. Питание подогревателя снабжения сварочных постов углекислым газом от контейнеров или рамповой системы должно осуществляться горячей водой или паром.
11.3.12. При эксплуатации контейнеров со сжиженным аргоном освобождение контейнеров должно производиться с помощью испарителя. Открытие и закрытие вентилей должно производиться плавно, без толчков и ударов. Подтяжку болтов и сальников на вентилях и трубопроводах нельзя производить под давлением. Во избежание обморожения необходимо избегать попадания жидкого аргона на кожный покров.
11.3.13. За эксплуатацией контейнеров и рамп должен быть установлен постоянный контроль. Предохранительные клапаны должны быть отрегулированы, опломбированы и содержаться в чистоте. Все оборудование, работающее под давлением, должно быть зарегистрировано в органах госгортехнадзора.
11.3.14. К обслуживанию контейнеров и рамп допускаются работники, сдавшие экзамены но устройству и безопасной эксплуатации сосудов, работающих под давлением.
11.3.15. Хранение в одном помещении баллонов с кислородом и баллонов с горючими газами запрещается.
11.3.16. Перед присоединением редуктора к кислородному баллону запорный вентиль баллона должен быть продут путем его открытия на 1/4 оборота на 1 — 2 с. При этой операции работник должен находиться сбоку от штуцера вентиля.
11.3.17. Остаточное давление газа в баллоне должно быть 1 — 2 атм (для проверки на наполнительной станции находящегося в баллоне газа). Расходование газа из баллона полностью не допускается.
11. 4. Требования к организации рабочего места сварщика
4. Требования к организации рабочего места сварщика
11.4.1. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть организовано в специальной сварочной кабине без потолка, на площадях сборочно — сварочного или другого цеха, их открытых площадях или непосредственно на сборочном объекте.
11.4.2. Размеры сварочной кабины должны быть в плане не менее 2 x 2 м, высотой 1,8 — 2 м с просветом между полом и нижним обрезом стенки кабины 150 — 200 мм для обеспечения вентиляции.
Каркас кабины выполняется из металлических труб или уголка, стены — из листовой стали, дверной проем — брезентовая занавеска на кольцах.
Окраску стен кабины рекомендуется производить цинковыми, титановыми белилами, желтым кроном, обеспечивающими хорошее поглощение ультрафиолетовых лучей.
11.4.3. При выполнении сварочных работ на открытых участках цеха место сварщика должно ограждаться со всех сторон щитами или ширмами.
С наружной стороны такие ограждения должны окрашиваться в яркие цвета в виде «зебры» и надписями крупными буквами «Осторожно, идет сварка!».
Окраска сварочных цехов, внутренних сторон ограждений мест сварки в темные цвета не рекомендуется, т.к. при этом ухудшается общая освещенность мест сварки.
11.4.4. Многопостовые агрегаты и сварочные установки должны располагаться в отдельном помещении или должны быть ограждены.
11.4.5. Сварочные преобразователи из-за их шума при работе должны быть вынесены за пределы производственного помещения.
11.4.6. Проходы между многопостовыми сварочными агрегатами, установками автоматической сварки должны быть не менее 1,5 м, между однопостовыми сварочными трансформаторами или сварочными генераторами, с каждой стороны стеллажа или стола для ручной сварки — не менее 1 м, между стационарным сварочным агрегатом и стеной, колонной — не менее 0,5 м, между сварочным автоматом и стеной, колонной — не менее 1 м, между машинами точечной, роликовой (шовной) сварки с расположением рабочих мест напротив друг друга — не менее 2 м, между машинами стыковой сварки — не менее 3 м, при их расположении тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
11.4.7. Электрододержатели должны быть легкими, удобными, не утомлять руку и не стеснять движений сварщика, должны выдерживать не менее 8 тыс. зажимов электродов и обеспечивать смену электрода не более чем за 4 с.
Электрододержатели для тока 500 А и выше должны быть снабжены щитком защиты руки от тепла сварочной дуги и брызг металла.
Электрододержатели могут снабжаться устройством выключения сварочного тока во время смены электрода.
Рукоятка электрододержателя должна быть выполнена из теплостойкого, плохо проводящего тепло изоляционного материала, и температура ее поверхности при работе не должна превышать 32 — 33 °C.
11.4.8. Для отсоса газов и пыли от сварочной дуги над столом сварщика в сварочной кабине несколько выше плоскости сварки должен быть установлен односторонний щелевой отсос в виде полузонта, или применены фильтры различных конструкций для очистки сварочных газов.
11.4.9. При сварке крупногабаритных изделий удаление вредных выделений при сварке должно производиться отсосом через панель равномерного всасывания, через стационарно устанавливаемые или передвижные фильтры для очистки сварочных дымовых газов типа установок производства фирм «Совплим», «Эласт» и других фирм.
11.4.10. При применении сварочных роботов в целях защиты их шарниров, электроники от пагубного действия металлической пыли, приводящей к повышенному износу и ошибочным включениям в электронной системе, вытяжка вредных веществ должна быть организована непосредственно на месте их возникновения применением вытяжных установок для сварочных роботизированных производств.
11.4.11. При выполнении электросварочных работ в монтажной зоне или на площадях в цехе необходимо:
обращать внимание на сигналы, подаваемые с грузоподъемных кранов и движущегося транспорта;
не стоять и не проходить под поднятым грузом, а также между станками, колоннами, ограждением и стенами зданий, близко расположенными к передвигаемому грузу;
при передвижении по цеху пользоваться только установленными проходами;
содержать рабочее место в чистоте и порядке;
не допускать загромождения рабочего места, проходов и проездов посторонними предметами;
не иметь на рабочем месте ничего лишнего, мешающего в работе;
детали и заготовки держать в устойчивом положении на подкладках и стеллажах;
не прикасаться к находящимся в движении частям механизмов;
не прикасаться к токоведущим частям, электрическим приводам (даже изолированным), кабелям, шинам и пр. ;
;
не наступать на лежащие на полу детали, изделия, провода, обрезки металлов, доски и пр.;
следить, чтобы руки, обувь и одежда были всегда сухими.
11.4.12. Перед началом работы в монтажной зоне мастер обязан подробно ознакомить электросварщика с характером предстоящей работы, а также с приемами безопасного выполнения данного задания.
11.4.13. Перед началом работы в действующих электроустановках, с мостовых кранов, на высоте, в условиях других опасностей (газ, температура, сырость и т.п.) мастер обязан оформить наряд — допуск и провести производственный инструктаж на рабочем месте, в котором требуется разъяснить:
место установки электросварочного аппарата или агрегата;
способ заземления;
характер работы по выполнению электродуговой сварки и безопасные приемы ее исполнения;
ограждение мест сварки;
обязанность и место нахождения подсобного рабочего;
номер телефона и место нахождения дежурного электромонтера.
11.4. 14. Перед началом электросварочных работ необходимо проверить исправность электрододержателя, надежность изоляции его рукоятки, исправность предохранительной маски с защитным стеклом и светофильтром, а также состояние изоляции проводов, плотность соединения контактов сварочного провода и наличие заземления сварочного аппарата или агрегата.
14. Перед началом электросварочных работ необходимо проверить исправность электрододержателя, надежность изоляции его рукоятки, исправность предохранительной маски с защитным стеклом и светофильтром, а также состояние изоляции проводов, плотность соединения контактов сварочного провода и наличие заземления сварочного аппарата или агрегата.
11.4.15. Металлические части электросварочных установок, вывод вторичной обмотки сварочного трансформатора, а также свариваемые конструкции и изделия до включения сварочной электроустановки в сеть должны быть надежно заземлены. Наименьшее сечение неизолированных проводов для заземления следующее:
медных — 4 кв. мм;
алюминиевых — 6 кв. мм;
диаметр стальной проволоки — 5 мм.
11.4.16. Сварочные аппараты и агрегаты, установленные на открытой площадке, должны быть защищены от атмосферных осадков навесами и оградой от механических повреждений. Исправность электросварочных аппаратов и агрегатов необходимо проверять через каждые 6 мес. , обращая особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию.
, обращая особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию.
11.4.17. Сварка должна производиться с применением двух проводов. В качестве обратного провода (заземления) допускается применять:
стальные шины любого профиля с минимальным сечением 40 x 4 мм;
сварочную плиту и свариваемую конструкцию;
металлоконструкции зданий и сооружений.
11.4.18. Запрещается использовать в качестве второго провода или элементов заземления трубы сантехнических сетей (водопровода, газопровода и др.) и технологического оборудования.
Перемещать электросварочный аппарат или агрегат на другое место без отключения от сети строго запрещается. Во избежание ошибочного включения сварочного трансформатора в сеть необходимо на выводах его иметь яркую маркировку сторон высшего и низшего напряжений.
11.4.19. Место установки сварочного трансформатора или агрегата в помещении или на улице должно быть ограждено и находиться в стороне от проходов и проездов, но близко к месту производства электросварочных работ. Максимальная длина сварочного провода (первого) не должна превышать 50 м.
Максимальная длина сварочного провода (первого) не должна превышать 50 м.
11.4.20. Выводы электросварочной установки должны быть прикрыты откидными козырьками.
11.5. Требования пожарной безопасности
11.5.1. Все виды сварки пожароопасны не только вследствие разлетающихся раскаленных металлических частиц, но и по причине неисправности сварочного оборудования.
11.5.2. Наибольшую пожарную опасность представляет электросварка открытой дугой, сварка в среде углекислого газа плавящимся электродом. Особенно пожароопасна сварка в среде углекислого газа при малой плотности тока сильным разбрызгиванием металла из сварочной ванны, что свойственно также контактной, электрошлаковой и другим видам сварки.
11.5.3. В случаях, когда сопротивление обратного провода оказывается выше сопротивления других обходных путей, протекающие по ним токи могут приводить к искрению и нагреву мест со значительным переходным сопротивлением, что может вызвать воспламенение горючих материалов.
11.5.4. Возгорание может происходить при электросварочных работах в плохо защищенных от пожара помещениях, вблизи легковоспламеняющихся материалов и веществ. При сварке емкостей из-под жидкого топлива (бензобаки, цистерны, бочки, канистры и т.п.) без надлежащей их перед сваркой промывки, пропаривания, проветривания, продувки и при нарушении требований обеспечения безопасности при сварке таких емкостей может произойти взрыв.
11.5.5. Перед проведением сварочных работ должны быть приняты меры обеспечения пожарной безопасности: легковоспламеняющиеся материалы должны быть удалены из опасной зоны, легковоспламеняющиеся конструкции зданий, сооружений, объектов сварки должны быть защищены от возгорания.
11.5.6. К проведению сварочных работ работники в спецодежде и рукавицах со следами масел, жиров, бензина, керосина и др. горючих жидкостей допускаться не должны.
11.5.7. Запрещается сварка свежеокрашенных конструкций до полного высыхания краски, аппаратов и коммуникаций, находящихся под напряжением, заполненных горючими, токсичными материалами, негорючими жидкостями, газами, парами, находящимися под давлением.
11.5.8. Перед производством сварочных работ сварщик обязан проверить исправность сварочной аппаратуры, подготовленность рабочего места в противопожарном отношении: наличие средств пожаротушения, внутренних пожарных кранов, песка, огнетушителей и др., отсутствие в опасной зоне легковоспламеняющихся материалов и др.
11.5.9. В пожаро- и взрывоопасных местах сварочные работы разрешается проводить лишь после уборки взрыво- и пожароопасных материалов, очистки аппаратуры и помещения, полного удаления взрывоопасных пылей и веществ, легковоспламеняющихся и горючих жидкостей и их паров. Помещение должно непрерывно вентилироваться и осуществляться контроль за состоянием воздушной среды.
11.5.10. Сварочные работы вне сварочного цеха могут проводиться только по согласованию с пожарной охраной с определением и выполнением мер пожарной безопасности.
11.5.11. По завершению сварочных работ сварщик обязан тщательно осмотреть рабочее место на предмет возможных возгораний.
11. 6. Требования к сварочным материалам
6. Требования к сварочным материалам
11.6.1. Применяемые при сварке материалы (электроды, флюсы, проволока и др.) должны содержать и выделять при сварке минимальное количество вредных веществ.
11.6.2. Для ручной сварки предпочтение должно отдаваться электродам с рутиловым покрытием, выделяющим в 1,5 — 2 раза меньше аэрозоля и в 4 раза меньше высокотоксичных окислов марганца по сравнению с электродами с руднокислым покрытием.
11.6.3. При сварке алюминиевых сплавов рекомендуется аргонодуговая сварка неплавящимся вольфрамовым электродом.
11.6.4. Не рекомендуется во избежании повышенного образования вредных веществ повышать режимы сварки, особенно при сварке цветных металлов, сплавов, легированных сталей, изделий с антикоррозионным покрытием.
11.6.5. Флюс должен быть сухим, не загрязненным посторонними веществами, иметь определенный гранулометрический состав.
Для уменьшения образования фтористого водорода целесообразно применение флюса с меньшим содержанием плавикового шпата.
11.6.6. Системы пневмотранспорта флюса должны иметь герметичные соединения трубопроводов и фильтры для очистки воздуха, выбрасываемого в атмосферу.
11.6.7. Уборка флюса должна производиться с помощью флюсоотсосов. Загрузка флюса в бункер и зачистка шва должны быть механизированы.
11.6.8. Сварка и наплавка с применением хромоникелевых сварочных материалов, плазменная обработка металлов должны производиться в изолированных от основных производств помещениях или на изолированных участках.
11.6.9. В одном производственном помещении со сварочным производством не допускается размещение гальванических, малярных и других более опасных и вредных производств.
Расположение в одном пролете сварочных и несварочных участков может быть допущено только в исключительных случаях.
11.7. Требования к состоянию воздушной среды
11.7.1. Состояние воздушной среды в открытых сборочно — сварочных производствах (температура, относительная влажность, скорость движения воздушной струи, содержание вредных веществ в воздухе рабочей зоны) должно обеспечиваться системами вентиляции, устройствами местных отсосов, применением стационарных или передвижных фильтров.
11.7.2. Обеспечение приемлемого состояния воздушной среды при сварке внутри емкостей, замкнутых пространств, сопровождающейся быстрым образованием высоких концентраций газов и аэрозоля в зоне дыхания сварщика и неблагоприятными метеорологическими условиями, требует применения специальных санитарно — технических и организационных мероприятий, т.к. в этих условиях резко повышается интенсивность теплового облучения и для его нейтрализации требуется применение воздушного душирования места производства работ, обеспечение подвижности подаваемого воздуха от 0,7 до 2 м/с для создания необходимого теплоотвода, отвода образующихся при сварке вредных веществ из зоны дыхания сварщика и исключения, при этом, опасности простудного заболевания сварщика.
11.7.3. Производство сварочных работ внутри замкнутых пространств без вентиляции не допускается.
11.7.4. Перед сваркой емкость должна быть очищена, промыта, провентилирована.
Для обезжиривания недопустимо применение трихлорэтилена и дихлорэтана, т. к. при взаимодействии их с озоном образуется фосген — токсическое вещество удушающего действия.
к. при взаимодействии их с озоном образуется фосген — токсическое вещество удушающего действия.
11.7.5. При сварке внутри емкостей (баков, цистерн, котлов, резервуаров, колонн и т.д.) наряду с общеобменной должна применяться местная вентиляция и индивидуальные средства защиты органов дыхания.
11.7.6. Вентилирование емкостей в большинстве случаев требует применения вентиляторов высокого давления и гибких шлангов и может осуществляться:
как с созданием организованного воздухообмена в емкости подачей чистого наружного воздуха в емкость и вытяжки из нее, так и с удалением загрязненного воздуха непосредственно вблизи электросварочной дуги или вентилированием только зоны дыхания сварщика путем, например, подачи чистого воздуха под маску или под щиток сварщика.
11.7.7. При организованном воздухообмене в емкости подаваемый в емкость чистый воздух в холодное время может быть подогрет до нужной температуры.
Подаваемая струя чистого воздуха должна иметь направление от сварщика к дуге с тем, чтобы вредные выделения не попадали в зону дыхания сварщика.
Удаляемый из емкости воздух должен отводиться в вытяжной воздуховод общеобменной вентиляции.
11.8. Доврачебная помощь при поражении электрическим током
11.8.1. Исход поражения электрическим током зависит от того, как быстро освободили пострадавшего от действия электрического тока, и от того, оказали ли ему своевременно и правильно первую доврачебную помощь.
11.8.2. При освобождении пострадавшего от действия электрического тока необходимо применять резиновые перчатки, использовать сухие доски, резиновые коврики.
Освобождение пострадавшего на высоте от действия электрического тока необходимо производить, кроме того, с применением мер, предотвращающих падение пострадавшего при снятии напряжения.
11.8.3. Освобождение пострадавшего от действия электрического тока должно производиться отключением напряжения в сети, снятия токоведущего провода с пострадавшего, перерезания (перерубания) токоведущего провода и другими способами.
11.8.4. Если пострадавший после освобождения от действия электрического тока находится в сознании, необходимо расстегнуть или снять стесняющую одежду, обеспечить полный покой и доступ свежего воздуха до прибытия медицинского персонала.
11.8.5. Если пострадавший не дышит или дышит судорожно, после освобождения его от стесняющей одежды необходимо сделать искусственное дыхание одним из известных методов.
При способе «изо рта в рот» — производят 10 — 12 вдуваний в рот (или в нос) пострадавшему в 1 мин. В гигиенических целях воздух должен вдуваться пострадавшему через смоченную марлю или специальную трубку.
Одновременно с вдуванием должен производиться наружный массаж сердца ритмичными сжатиями передней стенки грудной клетки крест — накрест сложенными ладонями.
11.8.6. Обязательным требованием для работ с повышенной опасностью поражения электрическим током является наличие в каждой смене, на каждом участке или объекте производства таких работ персонала, обученного практическим приемам освобождения от действия тока и методам оказания первой доврачебной помощи.
Краткий курс обучения сварке MMA.
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) — ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием.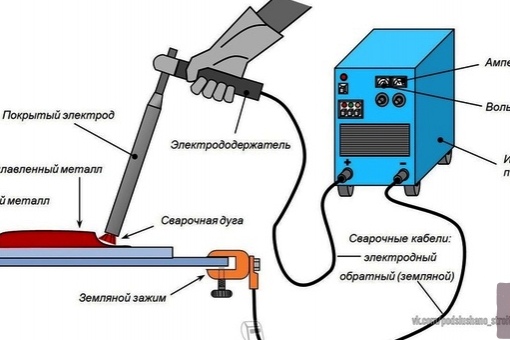 Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно.
Основные движения:
1.Поступательное — вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное — горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные — горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л— в «лодочку»; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм.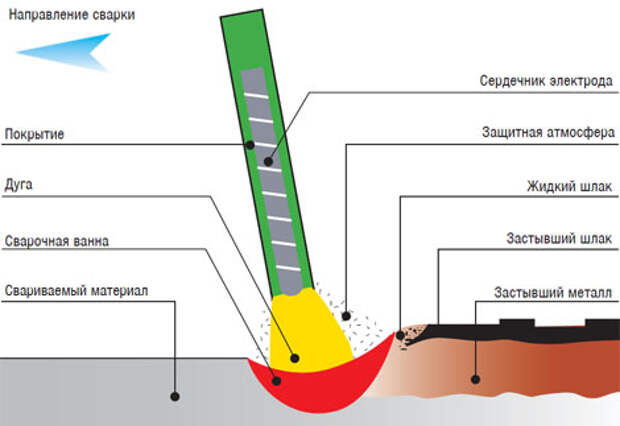 Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
NASD — Безопасность дуговой сварки
Электродуговая сварка остается одним из наших самых полезных и экономящих время
единицы торгового оборудования. Почти каждая ферма, ранчо и профессионально-техническое училище
Сельскохозяйственный цех оборудован одним или несколькими сварщиками, которые
используются для изготовления, ремонта и / или образовательных программ.
Большинство этих сварочных аппаратов обычно используют трансформаторы переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии.Портативные сварочные аппараты
относятся к типу с дизельным / бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс. Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски можно значительно минимизировать.
Когда
приобретая аппарат для дуговой сварки, вы можете быть уверены в надежности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для сварщиков дуговой сварки как
определяется Underwriters Laboratories (UL). Будь уверен, что
Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Перед установкой аппарата для дуговой сварки необходимо определить,
нынешняя электрическая система способна справиться с повышенной
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно установить сварочный аппарат в
соответствие требованиям штата Аризона по охране труда и технике безопасности
Регламенты администрации (AOSHA) и Национальное
Код (NEC) квалифицированным электриком.Неспособность сделать это может
вызвать пожар, замыкание на землю или отказ оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварщика должны быть должным образом заземлены.
- А
предохранительный выключатель или контроллер должны быть
расположен рядом с машиной (см. рисунок 1). - сварщик или сварщики должны быть защищены
предохранитель или автоматический выключатель на независимой цепи.

сварщик должен находиться в помещении с достаточной вентиляцией.
В общем, при сварке металлов не считается
опасна, вентиляционная система, которая перемещает минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика — это удовлетворительно.Однако многие материалы считаются очень опасными и должны
выполнять сварку только в хорошо вентилируемых помещениях, чтобы предотвратить
накопление токсичных материалов или удаление возможного кислорода
недостаток не только для оператора, но и для других в непосредственной
окрестности. Такая вентиляция должна обеспечиваться вытяжной
Такая вентиляция должна обеспечиваться вытяжной
система расположена как можно ближе к работе (см. рис.
2).При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в очень опасные
категория: флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
Аппарат для дуговой сварки способен создавать температуры, превышающие
10000 градусов по Фаренгейту, поэтому важно, чтобы на рабочем месте
быть пожаробезопасным. Этого можно добиться с помощью металлических листов.
Этого можно добиться с помощью металлических листов.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол следует залить, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
оборудование для пожаротушения, такое как ведра с песком или
сухой химический огнетушитель типа ABC должен быть легко
имеется в наличии. Огнетушитель должен быть достаточно большим, чтобы
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
Очень важно, чтобы оператор и помощники были правильно одеты.
и защищен от тепла, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рисунок 3). Для защиты тела
пара огнестойких комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды со слезами, заедами, разрывами,
или потертости, так как они легко воспламеняются от искры.Рукава
воротники должны быть застегнуты. Руки следует беречь
с кожаными перчатками. Пара высоких кожаных туфель,
желательно защитная обувь, это хорошая защита для ног. Если
надеты полуботинки, щиколотки должны быть защищены огнестойкой
леггинсы. Глаза следует защищать прозрачными очками, если
в противном случае человек носит очки по рецепту или защитные очки.Сварочный шлем или щиток для рук с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Пластина фильтра должна иметь оттенок не менее 10 для
Пластина фильтра должна иметь оттенок не менее 10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как углеродно-дуговая сварка и сварочные работы на высоких токах
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластик
одноразовые зажигалки очень опасны при нагревании
и пламя. Очень важно, чтобы их не пронесли
карманы при сварке. Всегда обеспечивайте защиту посторонним
или другим рабочим путем сварки внутри должным образом экранированной области,
если возможно.Если вы не можете работать в закрытом помещении, тогда
защиту окружающих должен обеспечивать переносной экран
или щитом, или их защитными очками.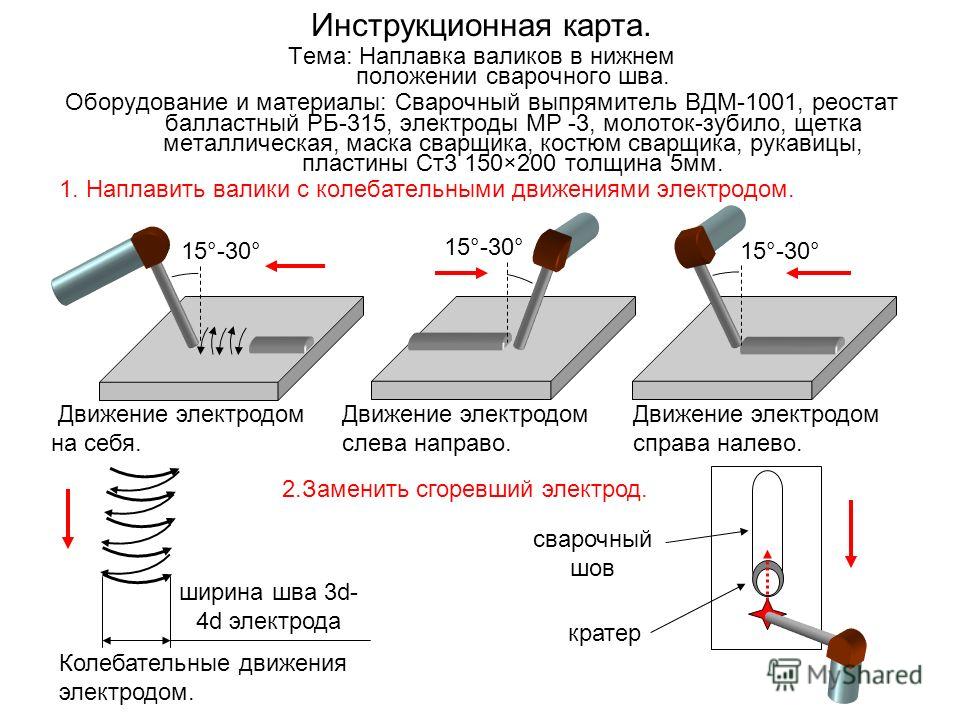
Это
Важно проинструктировать всех, кто работает со сварочным аппаратом.
о безопасном использовании квалифицированным преподавателем или сварщиком.
Потому что
их потенциально взрывоопасной природы, мы настоятельно рекомендуем
запрещается выполнять сварку, резку или горячие работы с использованными
бочки, бочки, цистерны или другие емкости при любых обстоятельствах.
Если возможно,
работа для сварки должна быть размещена на поверхность огнеупорной
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может вызвать выделение пара.
скопление на полу, которое может вызвать взрыв. В
кабели сварочного аппарата следует располагать так, чтобы искры и
на них не упадет металл. Их также следует держать свободными
Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Электрический
сварщики могут убить электрическим током. Если сварочная операция
должен выполняться на стали или другом проводящем материале изолирующим
мат должен использоваться под оператором. Если зона сварки
мокрый или влажный, или оператор сильно потеет, тогда он / она
следует надевать резиновые перчатки под сварочные перчатки.
Это
проще и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда нужно тщательно
очистить проволочной щеткой или другим способом перед сваркой.
При скалывании шлака или чистке проволочной щеткой готового валика
оператор всегда должен защищать свои глаза и тело
от летучих шлаков и стружки. Неиспользуемые электроды и электрод
Неиспользуемые электроды и электрод
окурки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить «HOT» с помощью мыльного камня.
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
- Всегда
работать на открытом, хорошо проветриваемом месте или вентилировать двигатель
вытяжка прямо на улице. - Никогда
заправляйте двигатель во время работы или при наличии открытого
пламя. - Протрите
немедленно залейте пролитое топливо и дождитесь, пока пары разойдутся
перед запуском двигателя. * Никогда не снимайте давление в радиаторе.
крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить
ошпарить себя. - Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба.Систему зажигания следует отключить во избежание
случайный запуск двигателя. - Сохранить
все ограждения и щиты на месте. - Сохранить
руки, волосы и одежду подальше от движущихся частей.

зона сварки всегда должна быть оборудована противопожарным покрытием и
хорошо укомплектованная аптечка.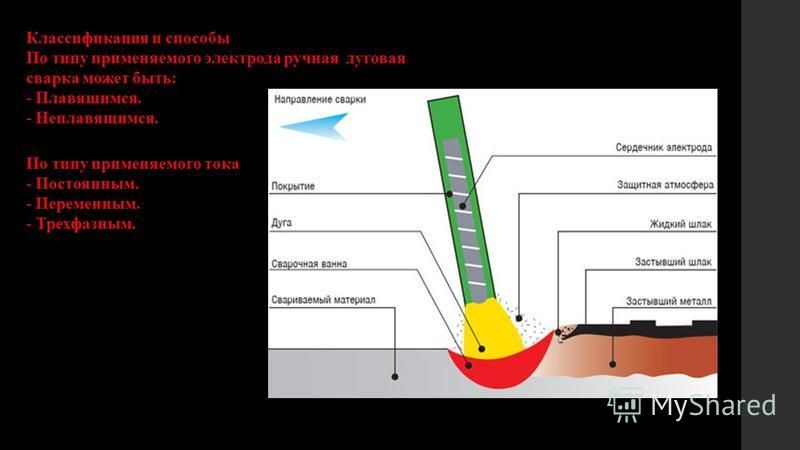 Желательно, чтобы один человек
Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезно, если не лечить должным образом обученным медицинским персоналом.
- Be
убедитесь, что сварочный аппарат правильно установлен и заземлен. - Никогда
сваривайте без соответствующей вентиляции. - Взять
надлежащие меры предосторожности для предотвращения возгорания. - Защитить
все ваше тело в огнезащитной одежде, обуви и
перчатки. - Износ
постоянная защита глаз. - Сварка
только в пожаробезопасной зоне. - Никогда
выполнять сварочные работы, резку или горячие работы с бывшими в употреблении барабанами, бочками,
цистерны или другие емкости. - Марка
металл «ГОРЯЧЕЕ» с мыльным камнем. - Сохранить
под рукой хорошо укомплектованная аптечка.

Публикация №: 8818
Этот документ
является частью
серия от Cooperative Extension, Университета
Аризона, Тусон, Аризона 85719.Дата публикации: май 1989 г.
Копье
Fluegel, координатор по безопасности, и Брэдли Рейн, инженерно-технический отдел
Специалист сельскохозяйственного колледжа Университета
Аризона, Тусон, Аризона, 85719.
Информация об ограничении ответственности и воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация включена в
NASD появляется с разрешения автора и / или правообладателя.Более
Основные меры безопасности и меры предосторожности
Безопасность судов в море зависит от знаний, навыков и самостоятельности экипажа при выполнении работ по техническому обслуживанию и ремонту во время рейса и между постановкой в сухой док. Для их владельцев суда также зависят от здорового и компетентного экипажа, чтобы свести к минимуму производственные травмы, непредвиденные расходы и время нахождения судна вне дома.
Техническое обслуживание во время рейса является неотъемлемой частью работы члена экипажа, а такие задачи, как сварка на борту, являются обычным делом.Тем не менее, важно, чтобы бригада, выполняющая сварочные работы на борту, выполняла это в соответствии со строгими принципами безопасности. Последствия несоблюдения правильных процедур безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными. Для экипажа существует риск получения травм и долгосрочной опасности для здоровья.
Последствия несоблюдения правильных процедур безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными. Для экипажа существует риск получения травм и долгосрочной опасности для здоровья.
Для судна риски для безопасности и целостности оборудования столь же серьезны, и в конечном итоге, если судно будет повреждено или перенаправлено из-за проблем со здоровьем или оборудованием, последствия могут быть также финансовыми.Крайне важно, чтобы сварочное оборудование и газы использовались безопасным и надежным способом — безопасность при эксплуатации всегда должна быть приоритетом. Вот правила техники безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Переменный ток
Переменный ток (AC) всегда будет доступен на борту судна от электросети, но экипаж должен принять во внимание оборудование, которое им предлагается использовать, и принять соответствующие решения.
Доступны два типа сварочных аппаратов; трансформатор, который принимает переменный ток и подает переменный ток, но с более низким напряжением, и выпрямительные / инверторные машины, которые преобразуют переменный ток в постоянный ток (DC) на выходе с более низким напряжением.
Мы советуем экипажу избегать использования переменного тока при сварке на борту судна. Это связано с тем, что в случае случайного поражения электрическим током через тело человека передается переменный ток, что может вызвать судороги, которые могут привести к остановке сердца. Напротив, постоянный ток будет течь по поверхности сварщика, если он случайно окажется частью электрической цепи.
Напряжение и частота
Основная цель всех сварочных аппаратов — снизить высокое напряжение до подходящего безопасного рабочего напряжения.Рабочее напряжение сварочного аппарата называется напряжением холостого хода (OCV) или иногда называется напряжением без нагрузки. Определение OCV — это напряжение между выводами сварочного аппарата, который включен, но не используется.
В Кодексе правил безопасной работы для моряков торговых судов Управления морского судоходства и береговой охраны Великобритании указано, что максимальное напряжение должно быть следующим:
Для выпрямителей и инверторов постоянного тока: макс. 70 В постоянного тока
70 В постоянного тока
Для трансформаторов переменного тока макс. 25 В переменного тока
Поэтому первое, что должен проверить любой член экипажа перед началом работы, это соответствие сварочного аппарата на борту этим значениям.На большинстве сварочных аппаратов это указано на табличке оборудования.
WSS также рекомендует избегать использования сварочных аппаратов, использующих высокие частоты (HF) для запуска процесса вольфрамового инертного газа (TIG). ВЧ могут создавать помехи для оборудования радиосвязи, а также могут мешать управлению пуском / остановом оборудования с электронным управлением, такого как насосы. Доступны низковольтные системы запуска TIG, использующие процесс «подъемной дуги», и поэтому нет необходимости использовать ВЧ для запуска процесса сварки.
Соответствие
В Европейском Союзе и на судах, плавающих под флагами стран-членов ЕС, экипаж также должен проверить, соответствует ли машина европейскому знаку соответствия (CE). Это форма «паспорта», которая позволяет товарам беспрепятственно ввозить в Европу и по всей Европе, а также гарантирует, что машина соответствует директивам и стандартам ЕС по электричеству.
Это форма «паспорта», которая позволяет товарам беспрепятственно ввозить в Европу и по всей Европе, а также гарантирует, что машина соответствует директивам и стандартам ЕС по электричеству.
Стандарты, которым должно соответствовать сварочное оборудование в странах-членах ЕС, следующие:
EN 60974-10 Европейские нормы электромагнитной совместимости.
EN 60974-1 / 5 Европейские нормы для аппаратов для дуговой сварки: источники тока для сварки.
Операторы также должны искать знак «S», указывающий на то, что оборудование подходит для использования в областях с повышенной опасностью поражения электрическим током. Это особенно важно при работе в потенциально влажных, влажных и стесненных местах, таких как двойное дно или балластные цистерны.
Обратный кабель
Еще одна область, требующая определенности, — это использование таких терминов, как «земля» и «земля».Обратный кабель сварочного аппарата часто называют землей или заземлением, но это не так.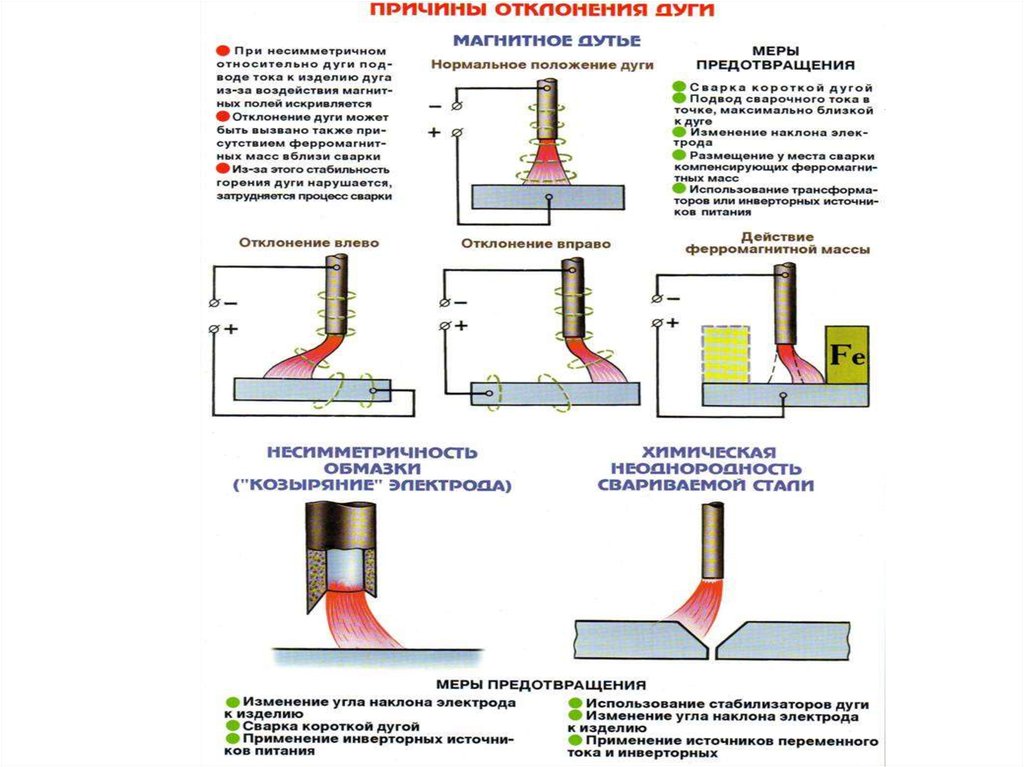
Термины «земля» и «заземление» используются в электротехнике США для обозначения электрического оборудования, которое надежно соединено с землей по соображениям безопасности. В Великобритании эквивалентными терминами являются «земля» и «заземление».
Обратный кабель аппарата дуговой сварки пропускает столько же тока, сколько и сам сварочный кабель. Сварочный и обратный кабели являются частью электрической цепи.В результате для безопасной сварки бригадир должен использовать возвратный зажим и кабель, которые должны быть размещены как можно ближе к месту сварки.
Размещение возвратного зажима на ближайшем утюге с лампочкой приведет к тому, что корпус корабля окажется в этой области, что создаст риск поражения электрическим током. Фактически сварщик будет стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, во влажных условиях, возможно, в соленой воде (отличный проводник электричества).
Если он лежит на животе или на спине в вспотевшем комбинезоне, он подвергает большие части тела живой палубе. Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратного кабеля также может вызвать короткое замыкание, создавая искры и риск взрыва. Этот вид операции в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальным для сварщика.
Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратного кабеля также может вызвать короткое замыкание, создавая искры и риск взрыва. Этот вид операции в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальным для сварщика.
Также следует помнить, что подключение обратного кабеля непосредственно к корпусу судна может также вызвать прохождение тока через шарикоподшипники и поршни, что приведет к повреждению. При сварке оборудования двигателя бригадир всегда должен протягивать обратный кабель и зажим к месту сварки и закреплять его как можно ближе к зоне сварки.
Будьте в безопасности при сварке
Во избежание поражения электрическим током и риска поражения электрическим током, а также для обеспечения безопасной работы судовой персонал должен принимать следующие меры предосторожности:
- Используйте только источники питания постоянного тока с OCV ниже 70 вольт;
- Поместите возвратный зажим и кабель как можно ближе к месту сварки;
- Помните, что через обратный кабель проходит столько же тока, сколько через сварочный кабель;
- Использование корпуса в качестве возвратного кондуктора противоречит правилам государства флага;
- Носите сухую изолированную защитную одежду и перчатки в хорошем состоянии, меняя их по мере необходимости, чтобы они оставались сухими;
- Изолируйте себя от обрабатываемой детали и обратного кабеля, надев обувь на резиновой подошве или встаньте на сухой изолированный коврик. Не прикасайтесь к возвратной плате другими частями тела;
- Используйте полностью изолированные держатели электродов;
- Не используйте изношенные, поврежденные кабели, кабели недостаточного размера или плохо сращенные;
- Не обматывайте тело проводом с током;
- Не прикасайтесь к электроду под напряжением голыми руками;
- Выключайте все оборудование, когда оно не используется;
- Используйте только исправное оборудование. Отремонтировать или заменить поврежденные детали перед дальнейшим использованием;
- Следует избегать влажных условий труда.Даже потоотделение снижает сопротивляемость организма поражению электрическим током.
 Не прикасайтесь к возвратной плате другими частями тела;
Не прикасайтесь к возвратной плате другими частями тела;Эти моменты могут показаться очевидными, но, по нашему опыту, часто бывают случаи, когда бригада работает небезопасно. Результаты могут быть серьезными — и наиболее серьезными для задействованной команды.
Пример 1
Судовой слесарь настраивал свое сварочное оборудование и, когда он устанавливал хлыст на питатель, одна рука коснулась металлического сопла хлыста, а другая рука касалась проволоки из питателя. Это замкнуло электрическую цепь, которая позволила электричеству 80 вольт пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для лечения.
Это замкнуло электрическую цепь, которая позволила электричеству 80 вольт пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для лечения.
Пример 2
Судовой слесарь прибыл на борт корабля в начале смены и обнаружил на палубе воду после ночного ливня. Он знал о риске поражения электрическим током, поэтому встал на комингсе вокруг дверного проема, прежде чем потянуться за сварочным аппаратом. К сожалению, его ботинки и рабочие перчатки были уже мокрыми.Когда сотрудник прикоснулся к сварочному аппарату, он замкнул цепь, и через него прошел ток, получив травмы, которые потребовали лечения в больнице.
Пример 3
Член экипажа вернулся на палубу корабля после ливня. Он торопился перевезти сварочный аппарат и закончить работу до обеда. Слесарь знал, что нельзя стоять в воде при работе с электрооборудованием, но он не заметил, что тонкая фанера, на которой он стоял, погрузилась в воду в тот момент, когда он наступил на нее.Его одежда и ботинки были уже мокрыми от бури. Когда он коснулся оборудования, цепь замкнулась, и по его телу прошел ток. Его тоже пришлось доставить в больницу на лечение.
Когда он коснулся оборудования, цепь замкнулась, и по его телу прошел ток. Его тоже пришлось доставить в больницу на лечение.
Посетите наш каталог сварочной продукции
Безопасность и резка дуговой сварки
При работе с оборудованием для дуговой сварки меры безопасности включают планирование защиты от следующего:
- Поражение электрическим током : Удар и воздействие технологического процесса требует мер предосторожности.Поражение электрическим током может привести к взрывам, пожару и даже смерти. При работе с электропроводными материалами стойте на изоляционном коврике.
- Средства индивидуальной защиты : Безопасность включает защиту кожи от ожогов и поражения электрическим током, техническое обслуживание оборудования и подготовку к несчастным случаям и травмам.
- Взрывы и пожар : из-за воздействия искр и расплавленных металлов.
- Вентиляция и дымы : относится к соединениям в таких материалах, как нержавеющая сталь, которые опасны на уровнях, превышающих рекомендованные OSHA.
- Шум
- Опасность ожога : от горячих предметов и брызг металла

Каждый сварочный инструмент и все материалы имеют маркировку с указаниями по технике безопасности при дуговой сварке. Они доступны на так называемом листе MSDS (проверьте веб-сайт производителя). Каждый паспорт безопасности материала будет содержать информацию о:
- Опасности
- Безопасное использование
- Инструкции по обращению
- Как связаться с производителем
- Состав и идентичность
Все оборудование должно соответствовать стандартам NEMA (Национальная ассоциация производителей электроники) или Underwriters Laboratories (UL).
Средства индивидуальной защиты
Это основные части защитного снаряжения для дуговой сварки:
- Сварочный кожух : Сварочный кожух, не распространяющий горение, защищает от ожогов и других травм, связанных с вспышкой электрической дуги и огнем.
- Перчатки : выбранные перчатки должны быть устойчивыми к оправе и должны быть сухими, чтобы защитить от поражения электрическим током.
- Обувь : всходы должны обеспечивать покрытие щиколотки от 6 до 8 дюймов.Для работы с тяжелыми материалами приобретите ботинки с защитой мыска. Защита шнурков также защищает от искр и травм.
- Каска : Как показано ниже, сварочная каска защищает от травм глаз, связанных с инфракрасными и ультрафиолетовыми лучами, испускаемыми во время процесса дуговой сварки. Фильтровальная пластина должна иметь минимальный оттенок # 10 для сварки до 200 ампер. Тюбетейка может защитить волосы под шлемом. Осторожно : Не используйте шлем с треснувшей фильтрующей пластиной или линзой.
- Очки : вместе со шлемом следует носить защитные очки. Прозрачные очки используются вместе с очками по рецепту.

Шлем с автозатемнением от солнца, подобный этому, обладает богатым набором функций и может защитить от большинства приложений.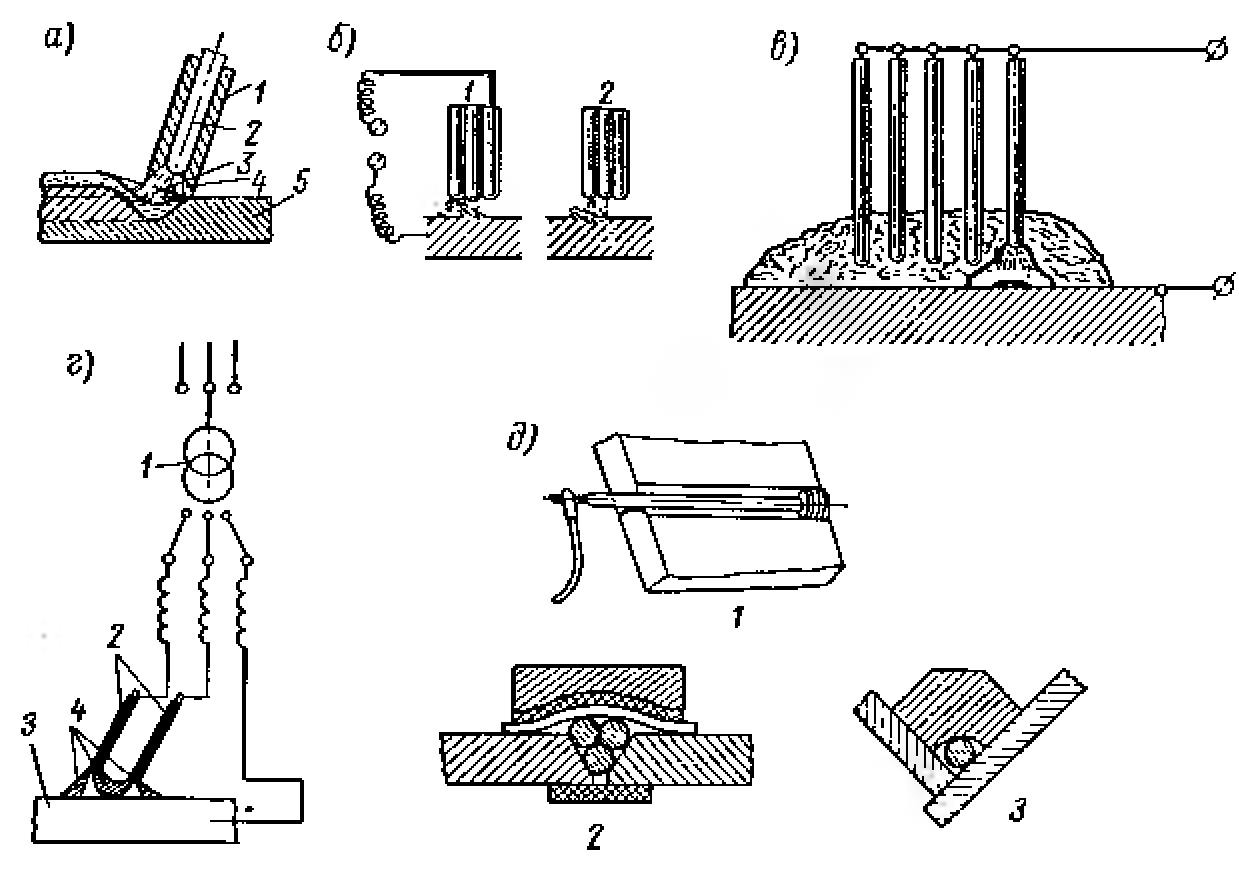 Хороший выбор, если вы ищете качество, стиль и удобство. На изображении: Сварочная маска для мотора Lincoln Electric серии «Viking»
Хороший выбор, если вы ищете качество, стиль и удобство. На изображении: Сварочная маска для мотора Lincoln Electric серии «Viking»
Очки или защитные очки с боковыми щитками защитят глаза во время сварочного производства. Очки должны соответствовать требованиям CSA (Z94.3) и ANSI (287.1) для защиты как внутри, так и снаружи.
При сварке также следует надевать каску для защиты от излучения.
Таблица номеров оттенков сварки
* Как правило, начинайте с оттенка, который слишком темный, чтобы увидеть зону сварного шва.
Затем перейдите к более светлому оттенку, который дает достаточный обзор зоны сварного шва, но не ниже минимума.
Таблица толщины сварочного листа
| Толщина листа | Предлагаемый оттенок No. | ||
|---|---|---|---|
| дюйм | мм. | ||
| Газовая сварка кислородным топливом (OFW) | |||
| Свет | Меньше 1/8 | Меньше 3 | 4 или 5 |
| Средний | от 1/8 до 1/2 | 3–13 | 5 или 6 |
| тяжелый | Более 1/2 | Более 13 | 6 или 8 |
| Кислородная резка (OC) | |||
| Свет | Менее 1 | До 25 лет | 3 или 4 |
| Средний | 1–6 | от 25 до 150 | 4 или 5 |
| тяжелый | Более 6 | Более 150 | 5 или 6 |
Электрические схемы
Опасность поражения электрическим током связана со всем электрическим оборудованием, включая дополнительные фонари, электрические ручные инструменты и все типы машин с электрическим приводом.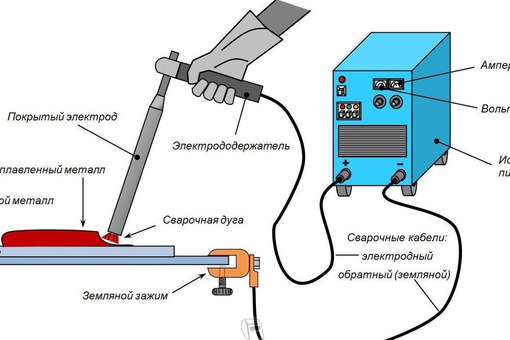
Обычное бытовое напряжение (115 В) выше, чем выходное напряжение обычного аппарата для дуговой сварки.
Хотя напряжения холостого хода переменного и постоянного тока низкие по сравнению с напряжениями, используемыми для цепей освещения и моторных инструментов, эти напряжения могут вызвать серьезный шок, особенно в жаркую погоду, когда сварщик потеет.
Следовательно, необходимо всегда соблюдать меры безопасности при дуговой сварке, перечисленные ниже.
- Проверьте сварочное оборудование, чтобы убедиться, что соединения электродов и изоляция держателей и кабелей в хорошем состоянии.
- Держите руки и тело изолированными как от работы, так и от металлического электрододержателя. Не стойте на мокром полу и не контактируйте с заземленными поверхностями.
- Выполняйте все сварочные работы в пределах номинальной мощности сварочных кабелей.
Чрезмерный нагрев приведет к ухудшению изоляции и повреждению выводов кабеля.
Периодически проверяйте кабели на наличие ослабленных соединений, дефектов из-за износа или других повреждений.
Неисправные или ослабленные кабели могут стать причиной пожара.Дефектные держатели электродов следует заменить, а соединения с держателем затянуть.
Сварочные генераторы следует располагать или экранировать таким образом, чтобы пыль, вода или другие посторонние предметы не попадали на электрические обмотки или подшипники.
Выключатели-разъединители
следует использовать со всеми источниками питания, чтобы их можно было отключить от основных линий для обслуживания.
Безопасность сварочного аппарата
Когда электрические генераторы, приводимые в действие двигателями внутреннего сгорания, используются внутри зданий или в закрытых помещениях, выхлопные газы двигателя должны выводиться во внешнюю атмосферу.
Проверьте сварочное оборудование, чтобы убедиться, что соединения электродов и изоляция держателей и кабелей в хорошем состоянии.
Все проверки должны выполняться при выключенном устройстве или отключенном от сети. Все серьезные проблемы должен расследовать квалифицированный электрик.
Сварочные аппараты «Мотор-генератор»
отличаются полным разделением первичной мощности и сварочного контура, поскольку генератор механически соединен с электрическим ротором.
Аппарат для дуговой сварки роторно-генераторного типа должен иметь заземление на аппарате.
Металлические корпуса и корпуса двигателей-генераторов должны быть заземлены, так как высокое напряжение от магистрали попадает в корпус.
Блуждающий ток может вызвать сильное поражение оператора электрическим током, если он коснется машины и хорошего заземления.
В сварочных аппаратах трансформаторного и выпрямительного типа металлический корпус и корпуса должны быть заземлены.
Заземление и напряжение
Рабочий терминал сварочного аппарата не должен быть заземлен.
Фазы трехфазной линии питания должны быть точно идентифицированы при параллельном подключении трансформаторных сварочных аппаратов, чтобы гарантировать, что аппараты находятся на одной и той же фазе и синфазны друг с другом.
Для проверки соедините рабочие провода вместе и измерьте напряжение между держателями электродов двух машин.
Это напряжение должно быть практически нулевым. Если оно вдвое превышает нормальное напряжение холостого хода, это означает, что перепутаны первичные или вторичные соединения.
Если напряжение примерно в 1-1 / 2 раза выше нормального напряжения холостого хода, это означает, что машины подключены к разным фазам трехфазной линии электропередачи. Перед началом сварки необходимо внести исправления.
Когда речь идет о крупных сварных конструкциях, таких как корабли, здания или конструктивные элементы, обычно к ним подсоединяют рабочий терминал многих сварочных аппаратов.
Для обеспечения безопасности дуговой сварки важно, чтобы аппараты были подключены к соответствующей фазе и имели одинаковую полярность.
Проверьте, измерив напряжение между держателями электродов различных машин, как указано выше.
Ситуация также может возникнуть в отношении источников питания постоянного тока, когда они подключены к общей сварной конструкции.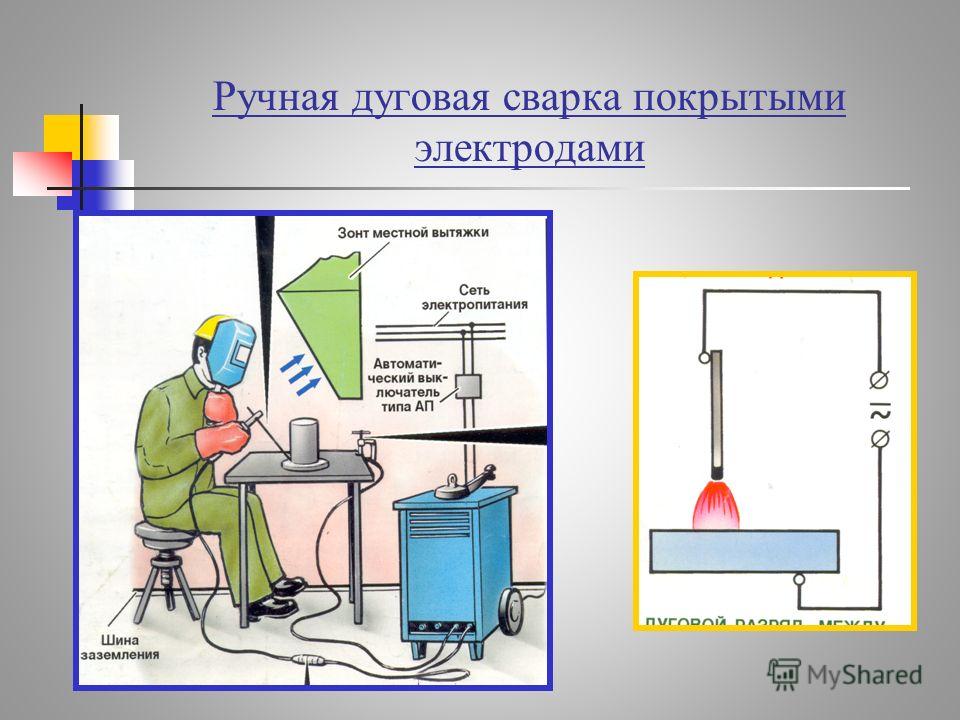
Если одна машина подключена для прямой полярности, а другая — для обратной полярности, напряжение между держателями электродов будет вдвое выше нормального напряжения холостого хода.
Следует соблюдать меры безопасности при дуговой сварке, чтобы все аппараты имели одинаковую полярность при подключении к общей сварной конструкции.
Отключите сварочные аппараты от источника питания, если они оставлены без присмотра.
Держатели сварочных электродов должны подключаться к машинам с помощью гибких кабелей для сварки.
Используйте только изолированные держатели электродов и кабели. Кабель электрода не должен иметь стыков на расстоянии менее 10 футов (3 метров) от электрододержателя.
Соединения, если они используются в работе или выводы электродов, должны быть изолированы. На руки и тело надеть сухой защитный чехол.
Частично использованные электроды следует вынимать из держателей, когда они не используются.
Будет предоставлено место для подвешивания или складывания держателя, в котором он не будет контактировать с людьми или проводящими предметами.
Рабочий зажим должен быть надежно прикреплен к изделию перед началом сварочной операции.
Размещайте сварочные аппараты так, чтобы у них была соответствующая вентиляция, а вентиляционные отверстия не были заблокированы.
Работа переключателя полярности
Не используйте переключатель полярности, когда аппарат работает под нагрузкой сварочного тока.
Последующее искрение на переключателе приведет к повреждению контактных поверхностей, а вспышка может вызвать ожог человека, работающего с переключателем.
Работа поворотного переключателя
Не используйте поворотный переключатель для настройки тока, когда аппарат работает под нагрузкой сварочного тока.
Это приведет к сильному ожогу контактных поверхностей переключателя. Включите поворотный переключатель, когда машина находится на холостом ходу.
Безопасность дуговой сварки включает в себя вентиляцию для удаления любых вредных паров
Контроль дыма и сварочной вентиляции
Для каждого вида сварки требуется уникальное решение для контроля дыма и шлейфа. В качестве директивы по безопасности при дуговой сварке, если свариваются неопасные металлы, достаточно систем вентиляции, которые перемещают не менее 2000 кубических футов воздуха в минуту на каждого сварщика. При сварке опасных материалов или покрытий следует использовать респиратор с фильтром, предназначенным для этой цели.
В качестве директивы по безопасности при дуговой сварке, если свариваются неопасные металлы, достаточно систем вентиляции, которые перемещают не менее 2000 кубических футов воздуха в минуту на каждого сварщика. При сварке опасных материалов или покрытий следует использовать респиратор с фильтром, предназначенным для этой цели.
Для обеспечения безопасности дуговой сварки необходимо оценить следующие факторы:
- Воздушный поток
- Свариваемый материал, гальванический или окрашенный
- Допустимые уровни
- Используемые материалы (сталь и др.)
- Кол-во сварщиков
- станции и конфигурация рабочего места
- объем выполняемых работ (объем)
При сварке не допускайте попадания в шлейф дыма с помощью одного из трех типов вентиляции (естественная, механическая, фиксированная или подвижная вытяжка, местная вытяжка).
- Естественный: воздух перемещается по рабочему месту под действием ветра или других природных сил.
- Механическая вентиляция: воздух перемещается через такое устройство, как вентилятор.
- Местная вытяжка: механическое устройство, улавливающее сварочный дым около или около дуги. Устройство удаляет испарения или загрязнения. Здесь описаны различные варианты безопасной вентиляции для дуговой сварки.
- Естественный: воздух перемещается по рабочему месту под действием ветра или других природных сил.

- Переносные варианты: устройства вакуумного типа, которые часто используются в небольших магазинах или при ограниченном количестве сварочных станций.
- Mobile: Эти системы предназначены для многоцелевых или обычных сварочных цехов.
- Стационарный: Эти настенные системы удаляют дым в фиксированных местах.
- Система с нисходящим потоком: отводит дым в месте проведения сварки.
- : в этих системах используются фильтр и центральный тербин для удаления воздуха из всего предприятия.
- Вытяжные кожухи: Эти кожухи нависают над местом сварки, втягивая пары в установку.
- Роботизированные вытяжные головки: они собирают пары из роботизированных ячеек.
Центральные системы
Если вентиляция не контролирует дым на требуемом уровне OSHA, тогда необходим респиратор.
Дым и материалы
При сварке обычно используются кремний, марганец, железо и низкоуглеродистая сталь.При работе с нержавеющей сталью и наплавкой изделия содержат никель или хром. Пары цинка образуются при сварке оцинкованной стали.
Различные сварочные материалы имеют разные стандарты безопасности дуговой сварки, выпущенные OSHA. Перед использованием проверьте этикетку всех материалов.
См. Сводку стандартов для различных типов соединений фтора, обычно называемых опасными загрязнителями воздуха при производстве металлов (MFHAP).
- Никель и хром: воздействие, связанное с астмой и предполагаемыми случаями рака легких.
- Марганец: может влиять на центральную нервную систему, приводя к необратимым повреждениям (проблемы с речью, проблемы с координацией, тремор).
- Свинец
- Хром
- Кадмий
- Цинк: пары вызывают жар и симптомы гриппа.
- Бериллий
- Меркурий
- Медь и оксид меди

Все предприятия, занимающиеся производством металлических изделий, должны соответствовать стандартам.
К опасным материалам относятся:
- сварочный стержень флюс
- покрытия
Осторожно : симптомы паровой лихорадки металла могут проявиться в течение 12 часов после воздействия.Симптомы, на которые следует обратить внимание, включают озноб, лихорадку, жажду, боль, усталость, тошноту, металлический привкус во рту
Газы
Большинство газов (углекислый газ, гелий, аргон) нетоксичны, но могут вызвать проблемы с безопасностью сварки, если они вытесняют воздух, которым вы дышите.
Все работники, работающие в непосредственной близости от дуговой сварки, должны носить средства защиты глаз
Противопожарные меры
Возгорание всегда необходимо учитывать при работе при высоких температурах (сварка проводится при температуре, которая может превышать 10 000 по Фаренгейту).
- Полы: бетон или огнестойкие материалы. Совет по безопасности при дуговой сварке должен заполнить любые трещины, чтобы предотвратить скопление искр.
- Огнетушители: Песочный и сухой химический огнетушитель ABC на месте.
10 Советы по безопасности при дуговой сварке | Хьюстон, Техас
Дуговая сварка может быть опасной деятельностью даже для самого опытного рабочего. Независимо от того, отвечаете ли вы за безопасность экипажа или являетесь независимым производителем, эти советы помогут вам обезопасить себя и других.
Совет № 1 — Прочтите руководство пользователя, предупреждающие таблички и соответствующие коды
В руководстве будет содержаться важная информация по технике безопасности, а предупреждающие таблички на оборудовании покажут, чего конкретно следует избегать. Знание федеральных, государственных и местных норм и правил гарантирует соблюдение безопасных методов работы.
Совет № 2 — Избегайте поражения электрическим током
Дуговые сварочные аппараты обычно работают в диапазоне от 80 до 120 В.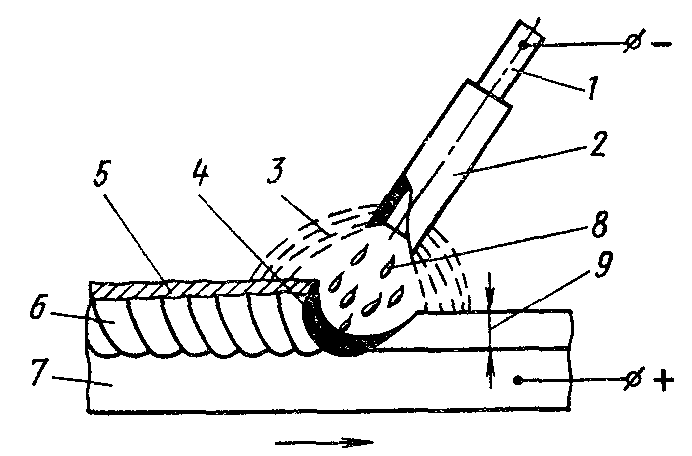 Шок может быть опасным для жизни, особенно при наличии уже существующих заболеваний, и может привести к падению рабочих или их налетам на другое оборудование.Не касайтесь электрода или рабочей цепи, а также не обращайтесь к внутренним цепям, пока устройство находится под напряжением.
Шок может быть опасным для жизни, особенно при наличии уже существующих заболеваний, и может привести к падению рабочих или их налетам на другое оборудование.Не касайтесь электрода или рабочей цепи, а также не обращайтесь к внутренним цепям, пока устройство находится под напряжением.
Совет № 3 — Защитите глаза и кожу от УФ-излучения
Всегда надевайте перчатки без дыр и подходящую сварочную маску. Не надевайте шорты или короткие рукава и не закрывайте открытые участки кожи.
Наконечник № 4 — Избегайте ожогов
Избегайте работы с горячим оборудованием или металлом, который недавно был сварен. Если это необходимо, используйте изолирующие перчатки.Дайте оборудованию остыть, прежде чем использовать его снова.
Совет № 5 — Обслуживание оборудования
Не злоупотребляйте оборудованием, это может привести к его перегреву. Дайте время остыть и уменьшите ток, если это произойдет. Немедленно замените поврежденное оборудование. Не допускайте попадания на кабели масла и грязи и убедитесь, что электрические кабели не изношены.
Не допускайте попадания на кабели масла и грязи и убедитесь, что электрические кабели не изношены.
Совет № 6 — Избегайте вдыхания паров
Проветривайте замкнутые пространства или используйте респиратор. Если помещение не вентилируется естественным образом, используйте вентилятор или другую искусственную вентиляцию.Избегайте сварки материалов с покрытием, таких как гальванизированная или кадмиевая сталь, так как они будут выделять токсичные пары. Не выполняйте сварку рядом с химическими веществами. Тепло и ультрафиолетовые лучи могут вызвать выделение паров.
Совет № 7 — Защитите глаза и уши
После снятия сварочного шлема наденьте защитные очки или защитные очки, чтобы шлак не попал в глаза. Процесс сварки и некоторые виды оборудования могут создавать сильный шум, поэтому важно использовать средства защиты органов слуха.
Совет № 8 — Наденьте правую шестерню
Сварка может выбрасывать горячие частицы мусора. Даже после завершения сварочных работ крошечные кусочки шлака могут отслаиваться от сварного шва. Надевайте кожаную обувь и кожаный фартук, чтобы одежда не загорелась. Не носите одежду из синтетических материалов. Для лучшей защиты надевайте легкую сварочную куртку.
Даже после завершения сварочных работ крошечные кусочки шлака могут отслаиваться от сварного шва. Надевайте кожаную обувь и кожаный фартук, чтобы одежда не загорелась. Не носите одежду из синтетических материалов. Для лучшей защиты надевайте легкую сварочную куртку.
Наконечник № 9 — Защита от взрывов
Искры от сварки могут вызвать воспламенение горючих газов.В замкнутом пространстве, таком как автоцистерна, бочка или труба, это может вызвать взрыв. Газовые баллоны, используемые в процессе сварки, находятся под высоким давлением. Держите подальше, чтобы избежать искр или шлака и защитить их от чрезмерного нагрева.
Совет № 10 — Поддерживайте безопасную рабочую среду
Следите за тем, чтобы на рабочем месте не было беспорядка, чтобы избежать падений или других несчастных случаев. Не работайте во влажных помещениях или в слишком тесных местах. Убедитесь, что все рабочие знают правила техники безопасности и соблюдают их.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки
©
АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК.
II
2.2.2.5
Хотя полярность влияет на проникновение
и скорости выгорания электродное покрытие также имеет
сильное влияние на характеристики дуги. Характеристики индивидуальных электродов
будет обсуждаться
в успешных уроках. 2.2.3
Электрод
Держатель —
Электрододержатель подключается к сварочному кабелю и
направляет сварочный ток к электроду.
Изолированная ручка используется для направления электрода.
над сварным швом и подать электрод
над сварным швом и введите электрод в сварной шов
лужа по мере ее потребления.Держатели электродов доступны в разных размерах.
и имеют рейтинг
их пропускная способность по току. 2.2.4
Земля
Зажим —
Зажим заземления используется для подключения кабеля заземления к работе.
кусок. Может быть подключен напрямую
к работе, или к столу, или к приспособлению, на котором работа
позиционируется. Быть частью
сварочной цепи, зажим заземления должен выдерживать
сварочный ток без перегрева
из-за электрического сопротивления.2.2.5
Сварка
Кабели —
Кабель электрода и кабель заземления являются важными частями
сварочный контур. Они должны
быть очень гибкими и иметь прочную термостойкую изоляцию.
Подключения на держателе электрода,
зажим заземления, а на выводах источника питания должны быть припаяны
или хорошо обжат, чтобы обеспечить низкое электрическое сопротивление. Поперечный
площадь кабеля
должен быть достаточного размера, чтобы выдерживать сварочный ток с минимальным напряжением
уронить.Увеличение
длина кабеля требует увеличения диаметра кабеля для уменьшения сопротивления
и падение напряжения. Таблица в
На рис. 4 показан рекомендуемый кабель американского калибра проводов (AWG).
размер, используемый для различных сварочных токов и длин кабелей.
Общая длина кабеля (провод заземления плюс
Вывод электрода) вверх
до 50 футов. до
100 футов до
250 футов до
500 футов кабеля
Напряжение Кабель
Напряжение Кабель
Напряжение Кабель
Размер напряжения
Размер капли
Размер капли
Размер капли
Падение 20
до 180 # 3
1.8 # 2
2.9 # 1
5.7 # 0
9,1 180
От 30 до 250 ампер
# 2 1.8
# 1 2.5
# 0 5.0
# 0 9.9
200 Ампер 60
на 375 # 0
1.7 # 0
3.0 # 00
5.9 # 000
9,3 300
Ампер 80
до 500 # 00
1.8 # 000
2.5 # 0000
5.0 # 0000
9,9 400
Ампер от 100 до 600
# 00 2.0
# 0000 2.5
… …
… 500
Напряжение тока ампер
Указанные капли не включают капли, вызванные плохим соединением, держателем электрода,
или рабочий металл Сварка
Диапазон услуг
(Амперы) Напряжение
Падение Фигурное
На РИСУНКЕ
4 2.2,6
С покрытием
Электроды —
В экранированных электродах используются различные типы покрытых электродов.
металлическая дуговая сварка. Электроды
используемые для сварки мягких или углеродистых сталей существенно отличаются от
те, которые используются для сварки низколегированных сплавов
и нержавеющие стали. Подробная информация о конкретных типах будет
Подробная информация о конкретных типах будет
рассматривается в последующих уроках.
Электродуговая сварка: значение, порядок действий и оборудование
Прочитав эту статью, вы узнаете: — 1.Значение электродуговой сварки 2. Процедура электродуговой сварки 3. Электрический ток для сварки 4. Значение полярности 5. Оборудование 6. Подготовка кромки стыка 7. Электроды.
Значение электродуговой сварки:
Дуговая сварка — это процесс сварки плавлением, при котором тепло, необходимое для плавления металла, получается от электрической дуги между основным металлом и электродом.
Электрическая дуга возникает, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь через воздух.Температура, создаваемая электрической дугой, составляет от 4000 ° C до 6000 ° C.
Используется металлический электрод для подачи присадочного металла. Электрод может быть покрыт флюсом или без покрытия. В случае неизолированного электрода поставляется дополнительный флюсовый материал. Для дуговой сварки используются как постоянный ток (DC), так и переменный ток (AC).
В случае неизолированного электрода поставляется дополнительный флюсовый материал. Для дуговой сварки используются как постоянный ток (DC), так и переменный ток (AC).
Переменный ток для дуги получается от понижающего трансформатора. Трансформатор получает ток от сети 220 до 440 вольт и понижается до необходимого напряжения i.е., от 80 до 100 вольт. Постоянный ток для дуги обычно получают от генератора, приводимого в действие электродвигателем, патрульным или дизельным двигателем.
Напряжение холостого хода (для зажигания дуги) при сварке на постоянном токе составляет от 60 до 80 вольт, а напряжение замкнутой цепи (для поддержания дуги) составляет от 15 до 25 вольт.
Процедура электродуговой сварки:
В первую очередь свариваемые металлические детали тщательно очищаются от пыли, грязи, жира, масла и т. Д.Затем заготовку следует надежно закрепить в подходящих креплениях. Вставьте подходящий электрод в электрододержатель под углом от 60 до 80 ° к заготовке.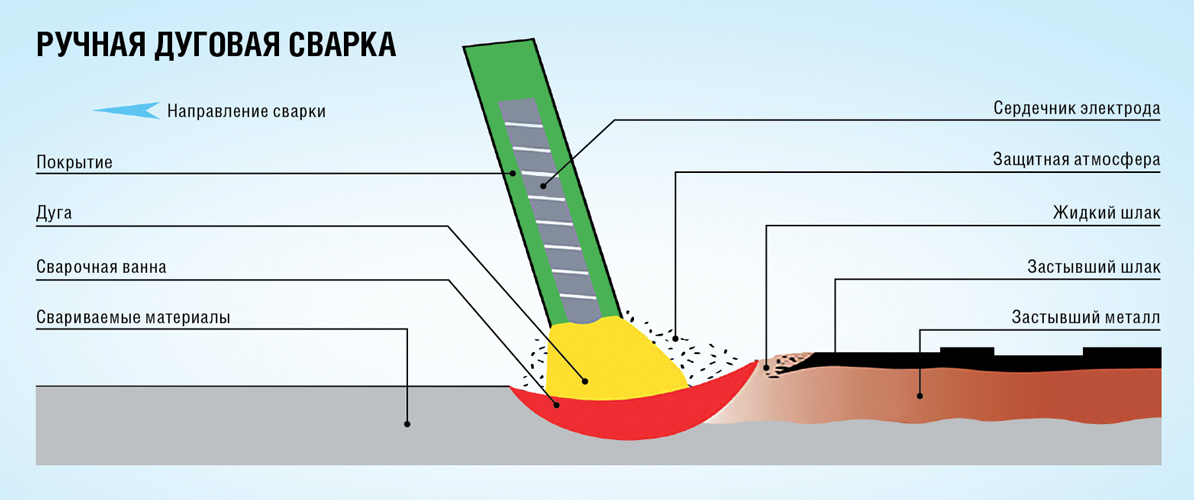
Выберите правильный ток и полярность. Пятна отмечаются дугой в местах проведения сварки. Сварка выполняется путем соприкосновения электрода с изделием и последующего разделения электрода на необходимое расстояние для образования дуги.
Когда возникает дуга, возникающее при этом сильное тепло расплавляет изделие ниже дуги и образует ванну расплавленного металла.В изделии образуется небольшое углубление, и расплавленный металл осаждается по краю этого углубления. Это называется дуговой кратор. После остывания стыка шлак легко удаляется щеткой. По окончании сварки электрододержатель следует быстро вынуть, чтобы разрядить дугу и отключить подачу тока.
Электрический ток для сварки:
И DC (постоянный ток), и AC (переменный ток) используются для получения дуги при электродуговой сварке.У обоих есть свои преимущества и приложения.
Сварочный аппарат постоянного тока получает питание от двигателя переменного тока, дизельного / бензинового генератора или от твердотельного выпрямителя.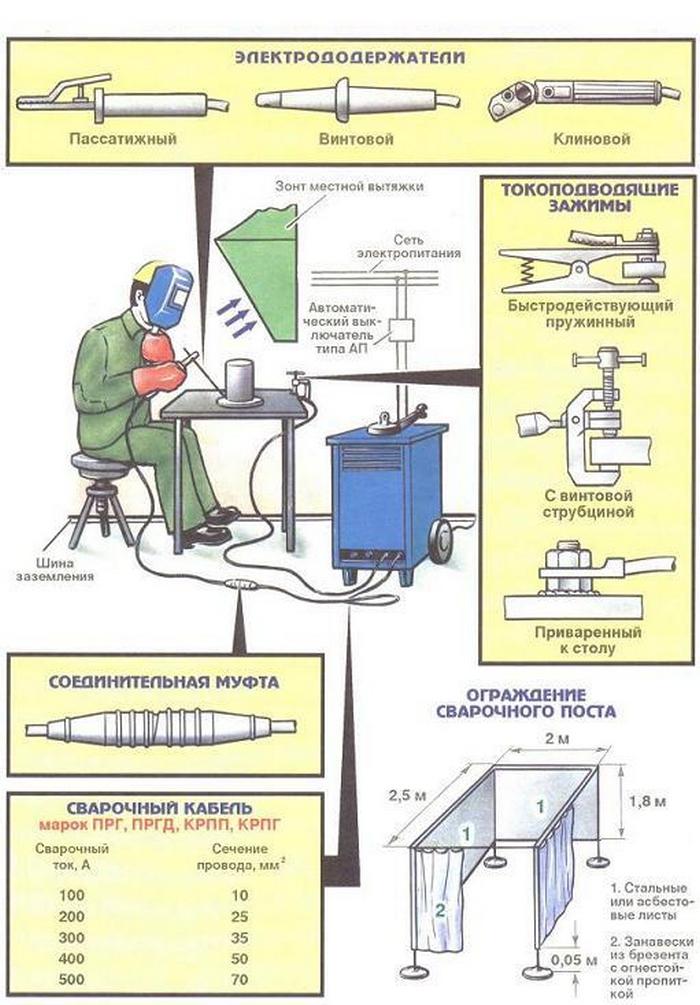
Вместимость машины D.C.:
Текущий:
До 600 ампер.
Напряжение холостого хода:
От 50 до 90 вольт (для образования дуги).
Напряжение замкнутой цепи:
от 18 до 25 вольт (для поддержания дуги).
Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от основного источника переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 В. Доступный диапазон тока до 400 ампер с шагом 50 ампер.
Вместимость сварочного аппарата переменного тока:
Текущий диапазон:
До 400 ампер с шагом 50 ампер.
Входное напряжение:
220–440 В
Фактическое требуемое напряжение:
80 — 100 вольт.
Частота:
50/60 Гц.
Значение полярности:
Когда для сварки используется постоянный ток, доступны два типа полярности:
(i) Прямая или положительная полярность.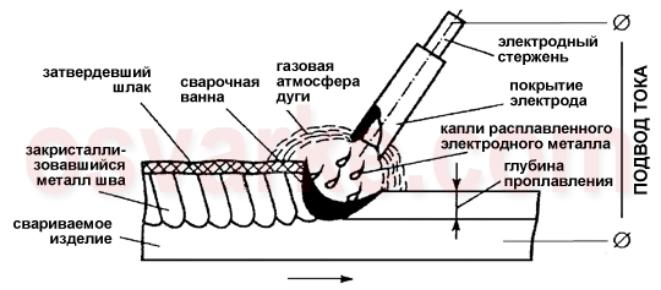
(ii) Обратная или отрицательная полярность.
Когда работа делается положительной, а электрод — отрицательной, тогда полярность называется прямой или положительной полярностью, как показано на Рис. 7.16 (a).
При прямой полярности около 67% тепла распределяется на рабочем месте (положительный полюс) и 33% на электроде (отрицательный полюс).Прямая полярность используется там, где при работе требуется больше тепла. Черный металл, такой как низкоуглеродистая сталь, с более высокой скоростью и надежной сваркой, использует эту полярность.
(a) Прямая полярность.
(б) Обратная полярность
С другой стороны, когда работа выполняется отрицательной, а электрод — положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на Рис. 7.16 (b).
При обратной полярности около 67% тепла выделяется на электроде (положительный полюс) и 33% на работе (отрицательный полюс).
Обратная полярность используется там, где при работе требуется меньше тепла, как в случае сварки тонких листов. Цветные металлы, такие как алюминий, латунь и никель, свариваются с обратной полярностью.
Цветные металлы, такие как алюминий, латунь и никель, свариваются с обратной полярностью.
Оборудование, необходимое для дуговой сварки:
Различное оборудование, необходимое для электродуговой сварки:
1. Сварочный аппарат:
Используемый сварочный аппарат может быть сварочным аппаратом переменного или постоянного тока.Сварочный аппарат переменного тока имеет понижающий трансформатор для снижения входного напряжения с 220-440 В до 80-100 В. Сварочный аппарат постоянного тока состоит из электродвигателя-генератора переменного тока, дизельного / бензинового двигателя-генератора или сварочного агрегата трансформатор-выпрямитель.
Аппарат
переменного тока обычно работает от источника питания 50 или 60 Гц. КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг. наплавленного металла составляет от 3 до 4 кВтч для сварки на переменном токе и от 6 до 10 кВтч для D.C. Сварка. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке на постоянном токе имеет коэффициент мощности от 0,6 до 0,7. В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
2. Держатели электродов:
Функция держателя электрода — удерживать электрод под нужным углом. Они доступны в различных размерах в зависимости от номинального тока от 50 до 500 ампер.
3.Кабели или выводы:
Функция кабелей или проводов заключается в передаче тока от машины к месту работы. Они гибкие и изготовлены из меди или алюминия. Кабели состоят из 900–2000 очень тонких проволок, скрученных вместе для обеспечения гибкости и большей прочности.
Провода изолированы резиновым покрытием, армированным волокном и, кроме того, толстым резиновым покрытием.
4. Кабельные разъемы и наконечники:
Кабельные соединители предназначены для соединения между выключателями машины и держателем сварочного электрода.Используются соединители механического типа; как они могут он собирается и снимается очень легко. Разъемы разработаны в соответствии с допустимой токовой нагрузкой используемых кабелей.
5. Отбойный молоток:
Отбойный молоток предназначен для удаления шлака после затвердевания металла шва. Он имеет форму долота и заострен с одного конца.
6. Проволочная щетка, колесо с силовым проводом:
Функция проволочной щетки заключается в удалении частиц шлака после измельчения отбойным молотком.Иногда, если возможно, вместо ручной проволочной щетки используется силовое колесо.
7. Защитная одежда:
Используемая защитная одежда предназначена для защиты рук и одежды сварщика от тепла, искр, ультрафиолетовых и инфракрасных лучей. Используемая защитная одежда — кожаный фартук, кепка, кожаные перчатки для рук, кожаные рукава и т. Д. Сварщик должен носить кожаные туфли с высокими щиколотками.
9. Экран или лицевой щиток:
Экран и маска предназначены для защиты глаз и лица сварщика от вредного ультрафиолетового и инфракрасного излучения, образующегося во время сварки.Экранирование может быть достигнуто с помощью головного или ручного шлема.
Подготовка кромки стыка:
Эффективность и качество сварного соединения также зависит от правильной подготовки кромок свариваемых листов. Перед сваркой необходимо удалить с поверхности всю окалину, ржавчину, жир, краску и т. Д.
Очистку поверхности следует проводить механически с помощью металлической щетки или проволочной мельницы, а затем химически с помощью четыреххлористого углерода.Необходимо придать правильную форму краям пластины, чтобы обеспечить надлежащий стык.
Форма кромок может быть гладкой, V-образной, U-образной, измененной и т.д. Выбор различных форм кромок зависит от вида и толщины свариваемого металла. Некоторые различные типы канавок для кромок детали показаны на рис. 7.17. BaDD
(i) Квадратный стык:
Применяется при толщине пластины от 3 до 5 мм. Оба свариваемых края должны находиться на расстоянии примерно 2-3 мм друг от друга, как показано на рис.7.17 (а).
(ii) Одинарный клиновидный стык:
Применяется при толщине пластин от 8 до 16 мм. Оба края скошены, образуя угол примерно от 70 ° до 90 °, как показано на Рис. 7.17 (b).
Оба края скошены, образуя угол примерно от 70 ° до 90 °, как показано на Рис. 7.17 (b).
(Iii) Двойной V-образный стык:
Используется, когда толщина листов превышает 16 мм и где сварка может выполняться с обеих сторон листа. Оба края скошены, чтобы образовать двойной V, как показано на Рис. 7.17 (c).
(iv) Одинарный и двойной U-образный приклад:
Используется при толщине пластины более 20 мм. Обработка кромок сложна, но стыки более удовлетворительны. Он требует меньше присадочного металла, как показано на рис. 7.17 (d) и (e).
Электроды для дуговой сварки:
Электроды для дуговой сварки можно разделить на две большие категории:
1. Нерасходуемые электроды.
2. Расходные электроды.
1. Нерасходуемые электроды:
Эти электроды не расходуются в процессе сварки, поэтому они и были названы неплавящимся электродом. Обычно их делают из углерода, графита или вольфрама. Угольные электроды мягче, а вольфрамовые и графитовые — твердые и хрупкие.
Угольные электроды мягче, а вольфрамовые и графитовые — твердые и хрупкие.
Угольные и графитовые электроды можно использовать только для сварки на постоянном токе, в то время как вольфрамовые электроды можно использовать как для сварки на постоянном и переменном токе. При использовании электродов этих типов присадочный материал добавляется отдельно.Поскольку электроды не перегорают, дуга получается стабильной.
2. Расходные электроды:
Эти электроды расплавляются во время сварки и подают присадочный материал. Обычно они изготавливаются из того же состава, что и свариваемый металл.
Длину дуги можно поддерживать, перемещая электрод по направлению к изделию или от него.
Накладные электроды могут быть двух типов:
(i) Электроды без покрытия:
Доступны в форме непрерывной проволоки или стержней.Их следует использовать только с прямой полярностью при сварке на постоянном токе. Открытые электроды не защищают ванну расплавленного металла от кислорода и азота воздуха.
Следовательно, сварные швы, полученные с помощью этих электродов, имеют меньшую прочность, меньшую пластичность и более низкую стойкость к коррозии. Они находят ограниченное применение при мелком ремонте и некачественных работах. Раньше они сваривали кованое железо и низкоуглеродистую сталь. В современной практике они не используются или используются редко. Их также называют простыми электродами.
(ii) Электроды с покрытием:
Иногда их также называют обычными электродами. Покрытие (тонкий слой) флюса наносится по всему сварочному стержню и, следовательно, называется электродом с покрытием. Флюс во время сварки обеспечивает защиту зоны расплавленного металла от атмосферного кислорода и азота. Этот флюс также предотвращает образование оксидов и нитридов. Флюс химически реагирует с оксидами, присутствующими в металле, и образует плавкий шлак с низкой температурой плавления.
Шлак плавает в верхней части сварного шва и может быть легко удален щеткой после затвердевания шва. Качество сварного шва покрытым электродом намного лучше, чем у неизолированного электрода.
Качество сварного шва покрытым электродом намного лучше, чем у неизолированного электрода.
В зависимости от коэффициента покрытия или толщины флюсового покрытия электроды с покрытием делятся на три группы:
(а) Электроды со слабым покрытием.
(б) Электроды со средним покрытием.
(c) Электроды с сильным покрытием.
Сравнение трех типов покрытых электродов приведено в таблице 7.10:
Преимущества электродов с флюсовым покрытием:
Флюсовое покрытие сварочных электродов имеет ряд преимуществ. Вот некоторые из них:
1. Защищает зону сварки от окисления, создавая атмосферу газа вокруг дуги.
2. Он производит шлак с низкой температурой плавления, который растворяет примеси, присутствующие в металле, такие как оксиды и нитриды, и плавает на поверхности сварочной ванны.
3. Уточняет размер зерна свариваемого металла.
4. Добавляет легирующие элементы в свариваемый металл.
5. Он стабилизирует дугу с помощью определенных химикатов, обладающих этой способностью.
6. Уменьшает разбрызгивание металла шва.
7. Концентрирует поток дуги и снижает тепловые потери. Это приводит к повышению температуры дуги.
8. Замедляет скорость охлаждения сварного шва и ускоряет процесс закалки.
9. Увеличивает скорость наплавки металла и получаемое проникновение.
Состав электродных покрытий:
Покрытие электрода может состоять из двух или более ингредиентов. Для разных свариваемых металлов используются разные типы покрытий.
Состав типовых электродных покрытий и их функции приведены в таблице 7 11. Некоторые из них обсуждаются здесь:
1.Шлакообразующие составляющие:
Шлакообразующие ингредиенты: оксид кремния (Sio 2 ), оксид марганца (Mno 2 ), оксид железа (F e O), асбест, слюда и т. Д. В некоторых случаях оксид алюминия (Al 2 o 3 ), но он делает дугу менее стабильной.
2. Составляющие для улучшения характеристик дуги:
Ингредиенты для улучшения характеристик дуги: оксиды натрия (Na 2 O), оксиды кальция (CaO), оксиды магния (MgO) и оксид титана (TIO 2 ).
3. Раскисляющие компоненты:
Раскисляющие ингредиенты: графит, порошок алюминия, древесная мука, карбонат кальция, крахмал, целлюлоза, доломит и т. Д.
4. Связующие компоненты:
В качестве связующего используются силикат натрия, силикат калия и асбест.
5. Легирующие компоненты:
Легирующие элементы, используемые для повышения прочности сварного шва: ванадий, кобальт, молибден, алюминий, хром, никель, цирконий, вольфрам и т. Д.
Спецификация электродов:
Спецификация электродов предоставлена Бюро индийского стандарта IS: 815-1974 (вторая редакция).
В соответствии с этим, электроды с покрытием соответствуют:
(i) Буква префикса.
(ii) Шестизначный кодовый номер.
(iii) Буква суффикса.
(i) Буква префикса:
Буква префикса указывает на способ изготовления электродов.
Эти буквы префикса с указанием способа изготовления электродов приведены в таблице 7.12:
(ii) Шестизначный кодовый номер:
Шестизначный кодовый номер указывает рабочие характеристики и механические свойства наплавленного металла.
Значение каждой отдельной цифры от одного до шести приведено в таблице 7.13:
(iii) Буква суффикса:
Буква суффикса указывает на особые свойства или характеристики электрода.
Они приведены в таблице 7.14:
Первые цифры номера кода по существу объясняют тип покрытия, используемого на электроде, а это покрытие обозначает рабочие характеристики.
В таблице 7.15 представлено семь типов покрытия, представляющих первую цифру числа:
Вторая цифра кода указывает положение сварки согласно таблице 7. 16 дано ниже:
16 дано ниже:
Третья цифра номера кода указывает режим сварочного тока, рекомендованный производителем электрода.
Они приведены в таблице 7.17:
Четвертая, пятая и шестая цифры кодового номера обозначают предел прочности на разрыв, максимальный предел текучести и относительное удлинение со значением удара.
Они приведены в таблице 7.18:
В дополнение к приведенной выше кодировке все электроды должны соответствовать требованиям испытаний IS: 814 (части I и II) — 1974.Каждый пакет электродов должен иметь маркировку с указанием кода и спецификации.
Пример:
IS: 815 кодировка: E 315 — 411K
Спецификация: Ссылка: 814 (Часть-1)
Значение приведенного выше примера таково:
(i) Электрод изготавливается методом сплошной экструзии и подходит для дуговой сварки низкоуглеродистой стали. [E].
(ii) Покрытие электрода содержит значительное количество титана с основными материалами и образует жидкий шлак. [3].
[3].
(iii) Электрод подходит для сварки в плоском, горизонтальном, вертикальном и верхнем положении. [1].
(iv) Электрод пригоден для сварки на постоянном токе с положительным или отрицательным электродом. Также подходит для сварки переменным током с напряжением холостого хода менее 90 вольт. [5].
(v) Электрод имеет диапазон растягивающих напряжений наплавленного металла от 410 до 510 Н / мм 2 . [411].
(vi) Электрод имеет максимальный предел текучести наплавленного металла 330 Н / нм 2 .[411].
(vii) Электрод имеет минимальное удлинение в процентах при испытании на растяжение наплавленного металла, равное 20 процентам на измерительной длине 5,65 √S o , а среднее значение ударной вязкости наплавленного металла составляет 47 Дж при 27 ° C. [411].
(viii) Покрытие электрода покрыто порошком железа, обеспечивающим извлечение металла от 130 до 150 процентов.
(ix) Электрод соответствует IS: 814 (Часть I) -1974.
Что такое дуговая сварка? Определения и процессы дуговой сварки
Определение и типы процессов дуговой сварки
Дуговая сварка — это один из многих процессов сварки плавлением, используемых для соединения металлов.Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом. Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника переменного или постоянного тока для генерирования ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и для создания лужи расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается вдоль линии соединения механически или вручную. Электродом может быть стержень, по которому ток проходит между наконечником и обрабатываемой деталью, или стержень или проволока, которые проводят ток, плавятся и подают присадочный металл в соединение.
Металл имеет тенденцию вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, когда нагревается дугой до экстремальных температур. Это приводит к образованию оксидов и нитридов, которые ухудшают прочность сварного шва.Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Дуговую сварку можно разделить на две разные формы:
Методы расходных электродов
Газовая сварка с металлическими вставками (MIG) и сварка металлов в активном газе (MAG)
Этот вид дуговой сварки также известен как газовая дуговая сварка (GMAW).MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения в результате загрязнения.
Дуговая сварка защищенного металла (SMAW)
Этот вид сварки также известен как сварка штучной сваркой или ручная дуговая сварка металлическим электродом.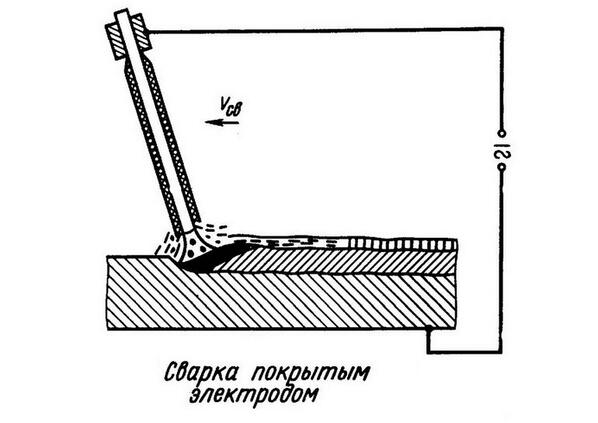 В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха.В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать в любом положении. Черные металлы — это сплавы, состоящие в основном из железа и углерода.
В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха.В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать в любом положении. Черные металлы — это сплавы, состоящие в основном из железа и углерода.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку подходит для более толстых швов.
Дуговая сварка под флюсом (SAW)
SAW включает образование дуги между постоянно подаваемым расходуемым электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны.Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Поток хорош, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
ESW — это процесс сварки, в котором используется тепло, выделяемое электрическим током, проходящим между расходуемым электродом и заготовкой. При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой, нагревая обе части электрической дугой.
Методы использования неизрасходованных электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует неплавящийся вольфрамовый электрод для генерации электрической дуги.Дуга также действует как газовая защита для защиты сварного шва от воздуха, который может вызвать окисление. Это излюбленный метод сварки алюминия.
Плазменная дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Где это используется?
Дуговая сварка широко применяется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для изготовления и ремонта самолетов, стыковки листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и устойчивых соединений внутри зданий, мостов и других объектов инфраструктуры. Дуговая сварка также применяется в нефтегазовой и энергетической отраслях.
Типы штанг
В дуговой сварке используется широкий спектр стержней, которые имеют разные сильные и слабые стороны и возможности использования. Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Обычно используются стержни с покрытием. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги.Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. Эти преимущества включают:
- Низкая стоимость. Это доступная техника, потому что стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Мобильность. Материалы в этой технике легко транспортировать.
- Обработка нечистых металлов . Дуговая сварка может выполняться на загрязненных металлах.
- Работа в любых условиях.
