
Для чего нужна канифоль при пайке: получение, свойства и применение
Выход из строя электроприбора ведет за собой его ремонт.
Основными причинами поломок современной техники являются вышедшие из строя платы, конденсаторы, другие изделия, крепление которых производиться путем пайки.
Обладая определенными навыками, домашний мастер может отремонтировать устройство самостоятельно, но для этого понадобятся сопутствующее сырье. Пайка происходит с использованием припоя, электрического паяльника.
Канифоль
Что такое канифоль
Флюс в твердом состоянии это хрупкое амфорное вещество, состоящие из кусков стекловидного типа. Из чего делают канифоль — производится путем очищения специальными химическими реакциями смол хвойных растений.
Канифоль для пайки используется для противостояния окислительным процессам, которые могут разрушить соединение при эксплуатации, устойчивый к потере химических свойств элемент при воздействии высоких температур.
Состав канифоли позволяет надежно соединить металлы процессом пайки.
Жидкое состояние при нагреве содействует растеканию материала по элементам нужной формой. Перед тем, как узнать, для чего нужен канифоль, важно разобраться с химическими свойствами состава. Сырье, из которого изготовлена смола, имеет свойства диэлектрика, однако на способность соединения передавать электрический ток это не отражается.
Нормируемые параметры канифоли по ГОСТ 19113-84
Скачать ГОСТ 19113-84 «Канифоль сосновая»
В сфере ремонта радиотехники, канифоль является наиболее доступным вариантом флюса. Некоторые новички, не имеющие опыта в паяльном деле, не осознают, что такое канифоль и применяют повсеместно.
При таком подходе возможно совершить ошибку, т. к. продукт применяется не ко всем типам соединений. В основном изделие применяют в домашних условиях, при нечастой работе, т. к.
флюс имеет неограниченный срок годности простым исполнением.
Способы получения
Разновидности канифоли происходят от способа получения, состава и физического состояния. Основные различия способов производства являются вещества, из которых добывается состав.
Основные различия способов производства являются вещества, из которых добывается состав.
Получение канифоли
Делится материал на три категории, живичная, таловая и экстракционная смола для пайки.
- Живичная канифоль производится путем обработки живицы хвойных деревьев, основным растениям является сосна, ввиду доступности и распространенности. Основным отличительным моментом можно заметить отсутствие жирных кислот, применение которых недоступно некоторыми работами.
- Экстракционная основа производится путем экстрагирования бензина и основной составляющей – доли древесины сосновых деревьев. Отличается более низким температурным порогом размягчения, темным цветом. Температура плавления начинается от 52 градусов, кислотное число варьируется от 145 до 175. Наличие жирных кислот в составе – 10%, если произвести химическое осветление вещества, он будет более похож на живичную субстанцию.
- В сульфатцеллюлезном производстве выделяется побочный продукт – таловая канифоль.
 Подразделяется на несколько сортов по качеству и назначению, способ получения из сульфатного мыла. Более дорогие разновидности не уступают по свойствам натуральному продукту.
Подразделяется на несколько сортов по качеству и назначению, способ получения из сульфатного мыла. Более дорогие разновидности не уступают по свойствам натуральному продукту.
 Подразделяется на несколько сортов по качеству и назначению, способ получения из сульфатного мыла. Более дорогие разновидности не уступают по свойствам натуральному продукту.
Подразделяется на несколько сортов по качеству и назначению, способ получения из сульфатного мыла. Более дорогие разновидности не уступают по свойствам натуральному продукту.Подробное знакомство с основой поделки приводит к выводу, что он относиться к категории флюсов. В случае, когда не оказывается под рукой нужного предмета, можно использовать сварочную буру.
Реализация канифоли происходит разбавленным и чистым видом. Очищенное сырье существует в форме палочки или кусков. Более дорогими и сложными по производству являются флюсы жидкого типа.
Наиболее простой вариант спиртосодержащий, состоящий из раствора канифоли и спирта, разведенный практически равными пропорциями.
Данный раствор не вызывает реакций при использовании, предотвращает коррозию и не проводит электрический ток.
Живичная канифоль по ГОСТ 19113-84
Изготовления спиртового раствора может быть выполнено в домашних условиях. Важно соблюдать последовательность действий:
- Необходим этиловый спирт в малых количествах, крепостью не менее 70°. Найти его можно в аптеке или местах реализации подобных изделий.
- Канифоль живичная измельчается до песчаного состояния ступкой, после этого необходимо добавить спирт в соотношении 70 на 30.
- В случае отсутствия под рукой спирта, возможно использовать аналогичный растворитель, к примеру бензин или ацетон. Добавлять размягченную субстанцию необходимо малыми порциями, перемешивая до полного растворения.
 Найти его можно в аптеке или местах реализации подобных изделий.
Найти его можно в аптеке или местах реализации подобных изделий.Более современная модель раствора имеет вместо спирта глицерин. Приготовление происходит тем же способом, данный материал более удобен в работе.
Его можно непосредственно наносить на спаиваемые детали, имеет более твердую форму относительно раствора. Некоторые припои реализуются уже с готовым флюсом посередине проволоки.
Вариант удобен при действиях, однако высокая цена и отсутствие в мелких торговых токах могут привести к эксплуатации таловой канифоли.
Получение жидкой канифоли
Канифоль сосновая имеет следующие характеристики:
- Температура кипения начинается от 250 °C, зависит от состава и добавленных примесей.
- Размягчение происходит на пороге 52-72 °C.
- Теплопроводность элемента – 0,1 ккал/м, теплотворность – 9100 ккал/кг.
- Расширение в расплавленном состоянии равняется коэффициенту 0,05, кислотное число от 145 до 175.

Основной разновидностью материала является прозрачная колофонская смола, применяется твердым состоянием, имеет светло желтый оттенок. Основой для качественного производства продукции используется абиетиновая кислота, занимающая большую долю в составе вещества.
Свойства канифоли
Низкотемпературный флюс, применяется с легкоплавкими припоями, температура плавления не позволяет использовать канифоль при действиях с твердыми элементами пайки. Основные свойства определяются составом и способом приготовления, даже дорогие разновидности не отличаются высокой активностью.
Свойства канифоли
Изделие в неопытных руках может быть использовано несколько раз.
Канифоль имеет относительный плюс, обладая повышенной растекаемостью, тем самым, воздействие небольших температур может надежно разместить материал на месте.
Данное свойство допускает работу в труднодоступных местах, помогает удалить окисленный налет с поверхности ремонтируемого изделия. Жидкая субстанция растекается или наносится на изделие предварительно, тем самым работая без температурного воздействия.
Свойства могут отличаться наличием химических добавок. Температура плавления канифоли начинается от 52 °C, вне зависимости от марки.
Основной составляющей качественного продукта является абиетиновая кислота соляного типа, соотношением от 60 до 90%. Количество кислоты определяется от назначения, более дорогие марки имеют большое содержание канифоли.
Основа для натуральных разновидностей – около 20% нейтральных веществ, количество химических кислот достигает до 10% путем применения определенного способа производства.
Жидкие разновидности имеют в составе разбавитель, эфир, спирт, бензин и т.д.
Перед применением канифоли важно понимать, что с тугоплавкими припоями использование невозможно. Температура кипения – 250 °C, в этом состоянии вещество испаряется. Флюсом определяется вспомогательное сырье, с помощью которого очищается поверхность от окисления, грязи и прочих неудовлетворяющих при пайке воздействий.
Состав и свойства канифоли позволяют растворять при нагреве различные оксиды, состоящие из меди, олова, либо свинца.
Благодаря характерной особенности к очищению от окислов, применяется при очистке металла при пайке. Изделие применяется зачастую в домашних условиях, на производственных линиях используется припой с добавлением к составу флюса.
Использование канифоли при пайке
Наиболее распространенный способ пайки колофонской смолой:
- паяльник подготавливается к работе, путем нагрева до рабочей температуры;
- на конце жала инструмента размещается вещество легкоплавкого типа, оно применяется качеством припоя, обычно состоит из отлива со свинцом с добавлением цинка, кадмия или висмута;
- вместе с веществом паяльник опускается во флюс, характерный дым указывает на произведенную реакцию, процесс происходит как можно быстрее, до испарения.

Метод применяется при наличии определенного опыта, при работе могут возникнуть некоторые трудности у неопытных мастеров.
Техника пайки канифолью
Любые работы можно облегчить с применением некоторых изделий, пайка материалов не исключение. Для работы понадобится основа жидкого флюса – этиловый спирт. Изготовление возможно собственными усилиями, достаточно измельчить продукт и смешать с растворителем.
Пайка канифолью
Жидкий раствор позволяет проникнуть к труднодоступным местам, наносится непосредственно на площадь объекта.
- Нанесение производится при помощи кисти или зубочистки, после этого подготавливается паяльник.
- На разогретый паяльник наносится припой нужными количествами, в зависимости от размера соединения. Большим количеством припоя можно задеть соседние контакты, что нарушит схему работы ремонтируемого прибора.
- Распределение припоя происходит равномерно, надежного соединения можно достигнуть, прижав элемент к плате небольшим усилием.
- После снижения температуры, удаляются остатки флюса, т.к. он может растечься по соседним деталям и нарушить электропроводность.

Данный способ более удобен, помогает соединить даже мелкие детали. Паяльник используется в зависимости от соединения, температурный режим подбирается от параметров плавления припоя.
Основные достоинства
Каждый материал имеет определенные достоинства и недостатки, канифоль зарекомендовала себя при паяльных действиях на протяжении многих лет, используется по сей день. Основные достоинства материала:
- Диэлектрические свойства помогают избежать ненужных контактов на поверхности пайки.
- Доступная цена по сравнению с аналогами, имеется в свободной продаже в любых торговых точках радиоэлектроники.
- Процесс пайки с использованием изделия может производиться вне зависимости от окружающей среды, уровня влажности, температуры воздуха.
- Свойства изделия имеют защиту от воздействия к влаге, обдает большим сроком годности.
- Препятствует образованию налета ржавчины на металлических конструкциях, обезжиривает изделие.

Канифоль для пайки
Разрешается использовать натуральный продукт без средств индивидуальной защиты, ввиду отсутствия токсичности. Процесс использования не составляет труда, можно изготовить самостоятельно необходимую концентрацию и вид для удобной работы.
Отрицательные стороны
Минусами можно отметить несколько факторов, препятствующих к применению материала в определённых ситуациях.
- При отсутствии опыта низкая активность элементоа может потребовать дополнительной обработки. Использование требует некоторых навыков, чтобы сократить время обработки.
- Гиперскопичность может не дать веществу выделить видимый пар при обработке, что повлечет коррозию соединения в последующем времени.
- Доступно применение к узлам небольшого размера, определенного состава металлов. Продукт применяется к простым металлам, для обработки больших соединений используются другие виды флюсов.
- Хрупкая конструкция материала может доставить проблемы при транспортировке. Легко крошится при механических воздействиях.

Существуют другие виды флюсов, активно взаимодействующие с металлом. Такие элементы взаимодействуют с металлом, состоят из хлорида цинка, или аммония. После пайки вещество максимально удаляется с изделия, т.к. возможны процессы коррозии. Нейтральные вещества, такие как канифоль, не взаимодействуют с металлом и не проводят электрический ток.
Источник: https://stankiexpert.ru/spravochnik/svarka/kanifol.html
Для чего нужна канифоль при пайке?
Канифоль является аморфным веществом, которое очень хрупкое при механических ударах. Ее получают из смолы хвойных деревьев. Вещество можно сохранить в органических соединениях, ацетоне, спирте и так далее. При этом в воде оно не растворяется.
Канифоль используется не только для пайки, но и для других процессов. Ее можно встретить в производстве лакокрасочных материалов и в производстве эффектов дыма при съемках кинофильмов.
Она используется как один из элементов в создании пластмасс, а также как инструмент для натирания смычков, чтобы повысить степень их трения о струны.
Использование канифоли при пайке
Несмотря на многообразие своего применения в других сферах, наиболее она известна как дополнительный расходный материал во время пайки. Многие люди, кто занимается этим вопросом, прекрасно знают, для чего нужна канифоль при пайке.
Это очень легко расплавляемый материал, который плавится практически при любом воздействии высокой температуры.
Существует несколько разновидностей этого материала, но именно та, которая используется для пайки, создается согласно ГОСТ 19113-84.
Пайка канифолью
Для чего используется канифоль при пайке
Чтобы ответить на этот вопрос, требуется знать, для чего нужен флюс при пайке, так как она здесь и является флюсом.
Главной ее особенностью является то, что она даже при температуре плавления в 150 градусов Цельсия может хорошо справляться с оксидными пленкам.
Эти пленки образуются на поверхности спаиваемых металлов и мешают хорошему соединению припоя и основного металла. Канифоль растворяет их практически мгновенно.
Материал является хорошим диэлектриком, но проблем с готовыми паянными соединениями, которые могут потерять качество проводимости, не наблюдается. Еще одним фактором, зачем нужна канифоль при пайке, является улучшения свойств спаивания.
В некоторых случаях это оказывается сложно, так что металл не растекается как нужно, поэтому, использование канифоли помогает избавиться от некоторых негативных факторов. Материал стоек к воздействию атмосферной влаги, но обладает при этом гигроскопичностью.
Многие любители используют ее, даже не зная зачем нужна канифоль, но это может иметь негативный эффект, так как она подходит на для всех типов соединения. Как правило, ее применяют в самых простых случаях, когда речь идет о домашней пайке.
Как правило, ее применяют в самых простых случаях, когда речь идет о домашней пайке.
В профессиональной сфере она также используется, но не так часто.
Бура для пайки
Преимущества
- Это самый простой и доступный флюс, который можно найти практически на любом рынке;
- Стоимость канифоли является относительно низкой, так что она обойдется дешевле любого другого флюса;
- Материал имеет относительно низкую температуру плавления, что позволяет его применять даже при пайке на низких температурах;
- Подходит для многих вариантов пайки, особенно, в домашних условиях;
- Но подвергается воздействию влаги, а также практически не имеет срока хранения;
- Борется с оксидными пленками на поверхности;
- Материал не токсичен и может использоваться даже без применения специальных средств защиты.
Недостатки
- Канифоль имеет относительно низкую активность, так что после ее первого применения может не получиться должного эффекта;
- Вещество обладает гигроскопичностью, так что даже после пайки может впитывать влагу из пара, что приводит к коррозии металла в соединении;
- Этот флюс является не универсальным, так что применяться он может только для простых соединений, поэтому, пайка нержавейки и прочие сложные процедуры с ее помощью не производится;
- Материал достаточно хрупкий, поэтому, при хранении и транспортировки нужно учитывать все эти особенности.
Виды
Существует несколько разновидностей, от чего и зависит для чего канифоль при пайке. Здесь нужно выделить основные виды:
- Живичная – получила свое название благодаря тому, что она получается из живицы деревьев хвойных пород. Чаще всего используется сосна, так как это самое доступное дерево. Главной отличительной особенностью данной канифоли является то, что она не имеет в себе жирных кислот.
Живичная канифоль
- Экстракционная – получается благодаря метода экстрагирования. Для экстрагирования используется бензин, а в качестве основного сырья материала – древесину хвойных пород. Если сравнивать такой материал с живичной канифолью, то в этом случае он будет более темным. Также у нее более низкая температура размягчения, которая составляет 52-58 градусов Цельсия. Кислотное число составляет, примерно 15-155, а содержание жирных кислот достигает 12%. Если подвергнуть эту канифоль химическому осветлению, то ее свойства приблизятся к свойствам живичной.
- Таловая – является побочным продуктом, который получается в сульфатцеллюлозном производстве. Этот материал получают из сульфатного мыла. Здесь имеется несколько сортов, в зависимости от свойств материала. Высшие сорта очень схожи по характеристикам с живичной канифолью.

Таловая канифоль
Чем можно заменить канифоль для пайки
Подробно рассматривая, что такое канифоль для пайки, мы уже выяснили, что это флюс. Таким образом, если ее нет, то можно для замены использовать любой другой флюс. Когда идет пайка твердыми припоями, то этот материал может даже не оказать должного влияния. Иногда в качестве замены используют буру, которая является сварочным флюсом.
Бура для пайки вместо канифоли
Технология пайки канифолью
Выяснив, зачем канифоль при пайке, осталось научиться ее грамотно применять. Прежде чем приступить к данному процессу, следует зачистить контакты, а затем их залудить.
Чтобы осуществить лужение, вывод детали, которая будет припаиваться, следует выложить на него кусок твердой канифоли, которая не подвергалась температурной обработке.
После этого ее нужно прижать разогретым до нужной температуры паяльником.
«Важно!
Чтобы полностью удалить оксиды металла, а также улучшился процесс смачивания соединения следует сделать так, чтобы этот кусок покрыл поверхность материала.»
После этого уже можно расплавлять припой, разместив его у места спайки и проведя по нему жалом паяльника. Если материал плохо обработать, то есть вариант, что припой не прилипнет к поверхности, так что жалеть канифоль не следует и иногда лучше взять с запасом.
Ни в коем случае не стоит допускать, чтобы части двигались, пока состав не застынет. Если лужение прошло нормально, то спаивание получится практически моментальным, так как припой полностью обволакивает подготовленное место и останется только дождаться пока он остынет.
Все это практически не зависит от того, какой именно вид канифоли используется, так как на практике они ведут себя одинаково.
Флюс для пайки меди
Источник: https://svarkaipayka. ru/material/flyus-dlya-payki/dlya-chego-nuzhna-kanifol-pri-payke.html
ru/material/flyus-dlya-payki/dlya-chego-nuzhna-kanifol-pri-payke.html
Особенности канифоли для пайки
Бытовые приборы и другая электроника может сломаться в любой момент. Если поломка не серьёзная, можно попробовать спаять отошедшие контакты или радиодетали. Чтобы соединение было надежным, используют паяльник, припой и канифоль для пайки.
Канифоль для пайки
Содержание
Что такое канифоль
Многие слышали слово «канифоль», однако не каждый знает, что это такое. Полное название этого вещества — колофонская смола. Представляет собой смолу хвойных пород деревьев, которую перед запуском в продажу очищают по особой технологии. Визуально представляет собой материал похожий на стекло. На ощупь — хрупкое.
После нанесения на место спайки защищает шов от воздействия коррозийных процессов.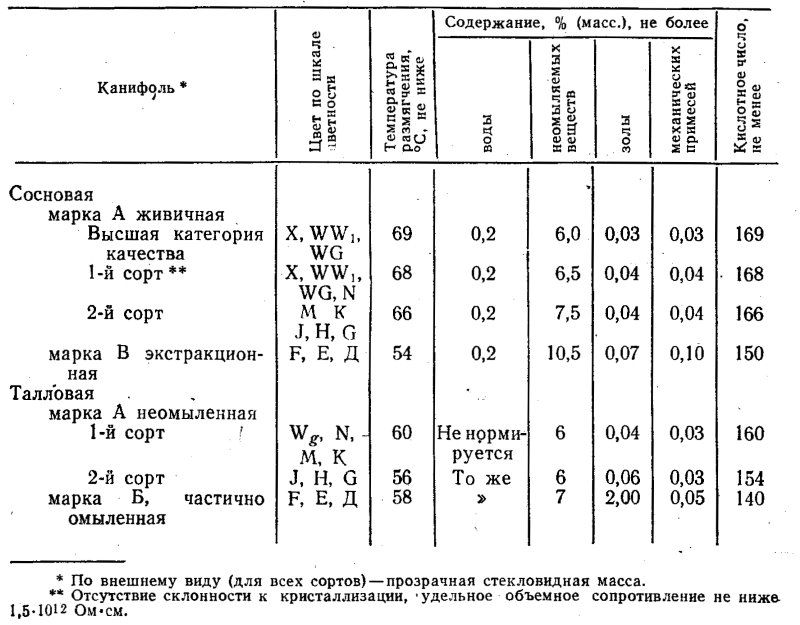 В состав канифоли входят смолистые кислоты и сторонние компоненты.
В состав канифоли входят смолистые кислоты и сторонние компоненты.
Свойства
Зная свойства материала для спайки можно точно определять в каких условиях он используется:
- Не смывается обычной водой. Для снятия остатков канифоли нужно использовать бензин, спиртосодержащие составы или ацетон.
- Температура размягчения смолянистого материала начинается от 50 градусов. В редких составах этот параметр может начинаться от 130 градусов по Цельсию.
- Основным компонентом канифоли является абиетиновая кислота. Это смоляное вещество занимает 90% общего состава.
- Температура кипения — от 250 градусов.
- Хрупкий материал, который легко разрушить при ударе или сильном движении.
По цвету канифоли можно определить качество готового материала. Если оттенок яркий и насыщенный, очистка проводилась не по правилам и в составе остались сторонние примеси. Они пагубно влияют на свойства и характеристики канифоли. Качественный состав имеет лимонный оттенок.
Способы получения
Смола на деревеСуществует три метода получения канифоли:
- Экстракция. Древесину размельчают и замачивают в растворителе. Таким образом выделяется экстракт смолы.
- Перегонка таллового масла. Это масло представляет собой отход, который получается при производстве бумаги.
- Самый распространённый метод — получение канифоли из живицы. Сок хвойных пород древесины обрабатывается с помощью равномерного нагревания. В ходе термического процесса испарятся влага и скипидар. В ёмкости остаётся твердые куски канифоли. Далее они проходят процесс химической очистки и поступают в продажу.
От способа получения готового материала изменяется и его название.
Разновидности
Сосновую канифоль можно разделить на три вида в зависимости от её производства. От этого изменяются свойства и характеристики материала для пайки:
- Живичная. Из деревьев добывает сок, из которого с помощью термической обработки выделяется неочищенная канифоль. Очищается химическими веществами. При изготовлении этого вида материла, используется сок сосны. Это делает удешевляет канифоль. В готовом составе не содержится жирных кислот.
- Таловая. Исходное сырьё для получения талой канифоли — сульфатное мыло. Оно выделяется в процессе производства бумаги. Сорта высшей категории по составу и свойствам напоминают живичную канифоль.
- Экстракционная. Выделяют этот материал с помощью растворителя, в котором находится раздробленная древесина. Визуально темнее других разновидностей канифоли. В составе содержится около 12% жирных кислот. Размягчается материл при температуре 58–60 градусах по Цельсию. Чтобы улучшить характеристики экстракционной канифоли, проводится процесс химического осветления.
В зависимости от разновидности материала изменяется и цена. Живичная канифоль считается лучшей среди других составов для пайки.
Для чего нужна канифоль
Не многие знают, зачем канифоль при пайке. Чтобы ответить на этот вопрос, нужно понимать, что это смолистое вещество, представляющее собой флюс.
Во время соединения деталей паяльником на обрабатываемой поверхности образуется оксидная плёнка. Она не даёт припою соединить детали. Чтобы убрать эту плёнку, требуется использовать флюс или канифоль.
Смолистое вещество эффективно справляется с этой задачей при температуре более 150 градусов.
Канифоль используется при спайке, чтобы улучшить параметры соединения. Она поможет справиться с проблемами, связанными с недостаточной текучестью припоя. Он может медленно заполнять шов и снижать прочность соединения. Смолистое вещество используется в основном для проведения домашних ремонтных работ. На производстве применяются серьёзные составы с повышенными характеристиками и свойствами.
Смолу можно использовать не только для спаивания радиодеталей и проводов. На её основе изготавливают лаки и краски. Она является одним из компонентов при изготовлении пластмасс. С её помощью обрабатываются струны на музыкальных инструментах. В киноиндустрии канифоль используется для создания эффектов.
Преимущества и недостатки
Канифоль для пайки имеет сильные и слабые стороны. Преимущества:
- Не проводит электричество.
- Является доступным и недорогим материалом для пайки. Связано это с тем, что материалы для изготовления канифоли распространены по всему миру.
- Эффективно счищает с поверхности обрабатываемого материала оксидную плёнку.
- Не растворяется в воде и поэтом жидкость не может смыть смолистый слой.
- Сохраняет свои характеристики при отрицательной температуре.
- Безопасна для человеческого организма. Смолистый материал не выделяет вредных испарений и не требует использования дополнительных средств защиты.
Недостатки:
- Чтобы состав на основе смолы показал свою эффективность, необходимо уметь работать с ним. Рекомендуется потренироваться на нерабочих деталях или механизмах.
- Канифоль не эффективна при работе с большими деталями.
- Хрупкий материал, который требуется аккуратно транспортировать и хранить.

Безопасна для человеческого организма
Чем можно заменить канифоль для пайки
Иногда у домашних мастеров возникает вопрос о том, чем можно заменить канифоль. В этом случае подойдёт любой флюс на основе олова. При использовании паяльной лампы, используются жидкие составы, потому что твердый флюс не принесёт желаемого результата. Вместо канифоли можно использовать буру.
Процесс пайки
В зависимости от того, какой состав был выбран и как была проведена работа, будет зависеть качество шва. Способ пайки:
- Изначально контакты зачищаются.
- Затем их нужно залудить.
- После проведения лужения необходимо расплавить припой паяльником и равномерно растянуть его по месту соединения.
При работе с деталями необходимо прочно закрепить их в тисках или струбцинах, чтобы избежать движений в процессе пайки.
Канифоль для пайки играет роль флюса. Чтобы её использовать нужно правильно выбрать состав и потренироваться на ненужных элементах.-500x500.jpg)
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!Так же Вы можете посетить наш информационный сайт всё о металлах и обработке.
Источник: https://zen.yandex.ru/media/id/5c4e9d476823bc046572fc5b/5cb754aa362a6f00b3fceef2
Зачем пользоваться канифолью для пайки?
- Когда требуется качественная и быстрая пайка, [целесообразно применять канифоль].
- Кто любил в детстве паять в домашних условиях или посещал кружки радиолюбителей, обязательно имел в своем арсенале эти янтарные кусочки, но редко когда задумывался, зачем нужна канифоль.
- Рассмотрим ее полезные свойства при пайке и чем можно заменить ее.
Технология и терминология
- Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара.
- Процесс изготовления включает в себя очищение канифоли путем выпаривания этих соединений.
- Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
- Пайка – это процесс соединения между собой двух радиотехнических деталей через нагрев.
- Инструмент для пайки – это паяльник, обычно работающий от сети 220 с номинальной мощностью 40Вт.
- Процесс пайки осуществляется жалом паяльника за счет того, что разогретый до высокой температуры припой схватывает две детали между собой, заполняя пространство между ними.

ГОСТ определяет припой, как металл или сплав нескольких металлов. По ГОСТ определено 26 категорий припоя в зависимости от используемого элемента.
Наиболее популярен сплав свинца и олова в различных пропорциях. Немаловажное значение в популярности играет и цена.
- Припои всегда имеют более низкую температуру плавления, чем детали, которые нужно соединить.
- По ГОСТ припои по температурным свойствам разделяются на мягкие, которые плавятся при температуре до 450 градусов Цельсия (выделяя подкатегории особо легкоплавких – до 145 °С и твердые с температурой плавления от 450 градусов Цельсия и выше (категории среднеплавких – до 1100°С, высокоплавких – от 1100 до 1850ºС и тугоплавких – свыше 1850).
- ГОСТ разделяет припои на флюсующие и самофлюсуемые, у них различная температура плавления.
- Чаще всего припои выглядят как металлическая трубочка серебристого цвета или как полый цилиндр, наполненный канифолью, которая выполняет функцию флюса.
- Видео:
- Флюс — это состав (жидкий или твердый), который способствует лучшему контакту спаиваемых деталей и предотвращению окисления металла на рабочих поверхностях.
- Требования к флюсам также определены ГОСТ, на них различная цена.

ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
- Для новичка будет более удобен припой с канифолью, в то время как опытные мастера любят паять обыкновенным припоем, выбирая флюс в зависимости от условий пайки и материала деталей.
- Если будет производиться простая пайка медных деталей, то можно использовать канифоль, невысокая цена делает ее удобным расходным материалом.
- Когда проводится более сложная пайка, то вместо одного универсального, применяется флюс, подходящий ко всем деталям.
- Технические требования к использованию канифоли при пайке, ее состав, температура плавки и характеристики определены ГОСТ 19113-84.
- Основной материал для канифоли — это сосновая живица — исходное сырье для многих видов про

Канифоль | Силовые кабели
Страница 35 из 45
В кабельном производстве канифоль употребляется, главным образом, как составная часть пропиточной массы силовых кабелей. Кроме того, она идет для изготовления заливочных масс для муфт, а также иногда как составная часть резиновых смесей, идущих для изоляции проводов, и как составная часть пропиточных компаундов для пропитки защитной оплетки проводов с резиновой изоляцией. Наше кабельное производство потребляет в год около 1 000—1 200 t канифоли.
Сырьем для получения канифоли служит живица — смола сосновых деревьев, добываемая или подсочкой („подсочная канифоль»), т. е. из надрезов на коре живых деревьев, или экстрагированием из ветвей и корней деревьев («экстракционная канифоль»). В кабельном производстве идет только подсочная канифоль, вопрос о возможности применения экстракционной канифоли не проработан. Лучшие сорта изоляционной канифоли идут из Америки и, в особенности, из Франции, где она добывается из южных длинноигольных сосен.
Для получения подсочной живицы деревья получают U-образные надрезы по коре, причем вытекающая смола за время примерно с апреля по ноябрь собирается в чаши; с каждого дерева берут в месяц в среднем от 1 до 2,5 1. Собранная смола при температуре около 95°С подвергается сначала нагреву в так называемом плавильнике, где к живице прибавляется 0,5—1 % поваренной соли, в зависимости от содержания в живице воды. После того как температура живицы достигнет 95°С, она пропускается через фильтр-автоклав, откуда переходит в отстойник, где в течение 10—14 час. отстаивается, а затем перекачивается в перегонную колонну. В колонне живица прорезывается множеством паровых струй, причем пар подается под давлением 9—10 at. Нижняя часть колонны заполняется канифолью, а через верхнюю часть отводятся терпентинное масло (скипидар) и вода, которые потом разделяются в особом приборе — флорентине, путем отстоя. Канифоль из колонны разливается в бочки. Низкие сорта канифоли иногда передестиллируются с целью получения канифольного масла. Для этого канифоль подвергается дистилляции при температуре между 300—400° С, продукт дистилляции представляет собой коричневое вязкое масло с синеватой флуоресценсией. Перегоняется около 85% первоначального веса канифоли. Так как отгон содержит воду, скипидар, уксусную кислоту и др., то это масло подвергается добавочной очистке, причем степень этой очистки обусловливает качество масла.
отстаивается, а затем перекачивается в перегонную колонну. В колонне живица прорезывается множеством паровых струй, причем пар подается под давлением 9—10 at. Нижняя часть колонны заполняется канифолью, а через верхнюю часть отводятся терпентинное масло (скипидар) и вода, которые потом разделяются в особом приборе — флорентине, путем отстоя. Канифоль из колонны разливается в бочки. Низкие сорта канифоли иногда передестиллируются с целью получения канифольного масла. Для этого канифоль подвергается дистилляции при температуре между 300—400° С, продукт дистилляции представляет собой коричневое вязкое масло с синеватой флуоресценсией. Перегоняется около 85% первоначального веса канифоли. Так как отгон содержит воду, скипидар, уксусную кислоту и др., то это масло подвергается добавочной очистке, причем степень этой очистки обусловливает качество масла.
Прежде канифольное масло играло очень большую роль в кабельном производстве, в особенности, в Англии и Америке, где оно являлось главнейшей составной частью пропиточной массы для силовых кабелей. В настоящее время, благодаря тому что канифольное масло дает очень высокие диэлектрические потерн, оно совсем вышло из употребления в кабельной практике. Кроме того, его вязкость с течением времени повышается, причем образуются нежелательные кислоты. При электрических разрядах оно склонно образовывать очень много свободного углерода.
В настоящее время, благодаря тому что канифольное масло дает очень высокие диэлектрические потерн, оно совсем вышло из употребления в кабельной практике. Кроме того, его вязкость с течением времени повышается, причем образуются нежелательные кислоты. При электрических разрядах оно склонно образовывать очень много свободного углерода.
При нормальной температуре канифоль представляет собой хрупкое тело с блестящим стекловидным изломом; ее удельный вес 1,07. Она начинает размягчаться при 70° С, а плавиться при 100—120° С. В качестве ее химических констант даются йодное число 125—200 и кислотное числе 160—170. Последнее по С. J. Beaver’y являлось прежде в Англии главнейшим характерным указателем качества канифоли для целей кабельного производства. Канифоль не растворима в воде, но растворяется в щелочах, эфире, хлороформе, алкоголе, бензине, ацетоне, нефти и в большинстве растительных и минеральных масел. В петролейном эфире не растворяется только часть канифоли, а именно оксикислоты, о которых будет сказано ниже. Одна из важнейших характеристик канифоли с точки зрения ее применимости в кабельной пропиточной массе, а именно вязкость, сильно меняется не только у канифоли разных марок, но и у канифоли одной и той же марки.
Одна из важнейших характеристик канифоли с точки зрения ее применимости в кабельной пропиточной массе, а именно вязкость, сильно меняется не только у канифоли разных марок, но и у канифоли одной и той же марки.
В химическом отношении канифоль представляет собой смесь, главным образом, абиетиновых кислот, которые во французской канифоли заменяются пимаровыми кислотами, химически очень близкими к абиетиновым. Абиетиновые кислоты обладают очень малым углом диэлектрических потерь, чем и обусловливаются хорошие диэлектрические свойства канифоли. Кроме этих кислот канифоль содержит некоторое количество химически индифферентных веществ — эфирных масел, носящих название резенов. Канифоль обладает склонностью к самоокислению, в результате которого в канифоли содержится всегда некоторое количество так называемых оксикислот. Эти оксикислоты, хотя и являются хорошим диэлектриком, но, однако, нежелательны в канифоли, ибо они труднее растворяются в минеральных маслах, чем другие составные части канифоли, и легко выпадают из раствора. Это обстоятельство может нарушать однородность кабельного диэлектрика. Количество оксикислот в канифоли обычно держится в пределах 6—10. В производстве принято давать свежесваренной пропиточной массе отстояться с целью дать выпасть оксикислотам, если они имеются, и тем от них освободиться. Пимаровые кислоты менее подвержены окислению, чем и обусловливается большая ценность французской канифоли как изоляционного материала.
Это обстоятельство может нарушать однородность кабельного диэлектрика. Количество оксикислот в канифоли обычно держится в пределах 6—10. В производстве принято давать свежесваренной пропиточной массе отстояться с целью дать выпасть оксикислотам, если они имеются, и тем от них освободиться. Пимаровые кислоты менее подвержены окислению, чем и обусловливается большая ценность французской канифоли как изоляционного материала.
Кроме оксикислот канифоль может содержать также и другие продукты окисления — следы уксусной и муравьиной кислот и т. п. Эти примеси сильно портят качество канифоли.
В торговой практике канифоль маркируется по цвету и обозначается буквами латинского алфавита: В, D,. Е и т. д., причем первыми буквами алфавита обозначаются темные сорта, а именно: марки В, D, Е, F; оранжевые сорта обозначаются буквами G, H,J, желтые сорта — буквами К, М, N и светлые сорта — Wg, WW и Ех, последние обозначения производные с английского: Wg — Window glass (оконное стекло), WW — Water white (белая, как вода) и Ex — extra. Для маркировки применяются стандартные кубики из цветного стекла, с которыми сравниваются одинакового размера кубики канифоли.
Для маркировки применяются стандартные кубики из цветного стекла, с которыми сравниваются одинакового размера кубики канифоли.
Светлые сорта канифоли идут, главным образом, для парфюмерии, в кабельном производстве они не употребляются, поскольку при их изготовлении употребляются нежелательные для изоляции химикалии. Так как цвет канифоли для кабельного производства не имеет значения, то им не руководствуются, хотя, вообще говоря, употребляются сорта оранжевые и желтые; у нас идут марки I, М и в особенности К, в Англии употребляются согласно С. J. Beaver’y [11] марки Е, F, G, Н. Темные сорта канифоли могут содержать неотогнанную уксусную и муравьиную кислоты, а также засорения углистого характера и продукты пригорания, поэтому их следует избегать.
Существенным свойством канифоли является ее способность растворять окись меди при высоких (около 150° С) температурах, что обусловливает ее применение при паянии.
Канифоль считается наименее термически устойчивой составной частью пропиточной массы. Согласно Del Маг’у [12] медленное разложение канифоли в пропиточной массе начинается при температуре ниже 100° С. Однако согласно тому же Del Маг’у следы этого разложения могут быть не вредны, так как получающаяся в ничтожных количествах в результате этого разложения влага уменьшает поверхностное натяжение пропиточной массы и тем уменьшает размеры отдельных газовых включений в кабельной изоляции, что влечет за собой уменьшение ионизации в кабеле.
Согласно Del Маг’у [12] медленное разложение канифоли в пропиточной массе начинается при температуре ниже 100° С. Однако согласно тому же Del Маг’у следы этого разложения могут быть не вредны, так как получающаяся в ничтожных количествах в результате этого разложения влага уменьшает поверхностное натяжение пропиточной массы и тем уменьшает размеры отдельных газовых включений в кабельной изоляции, что влечет за собой уменьшение ионизации в кабеле.
В кабельной технике канифоль прибавляется к пропиточной массе с очень давних времен, когда для суждения о качестве кабеля главнейшей характеристикой считалось сопротивление изоляции. Канифоль сильно увеличивает сопротивление изоляции, а также и вязкость массы, в особенности, при низких температурах. Характер зависимости сопротивления изоляции от содержания канифоли указан на фиг. 45. В настоящее время канифоль считают материалом, который задерживает окисление масла, т. е. антиоксидантом. P. Nowak [110], например, показал, что после 10-часового нагревания при температуре 120°С первоначальное сопротивление изоляции, измеренное при 100° С, уменьшилось у кабельных изоляционных масел на 80—95%, а у пропиточной массы с 25% канифоли только на 30—50%.![]() Он уподобляет канифоль антиоксидантам, применяемым для трансформаторного масла, как то: нафтиламину, нафтолу и др.
Он уподобляет канифоль антиоксидантам, применяемым для трансформаторного масла, как то: нафтиламину, нафтолу и др.
На изоляционную канифоль у нас ОСТ нет. Нет аналогичных стандартов и в заграничной практике. Существующий у нас ОСТ 3011 на подсочную канифоль не удовлетворяет кабельную технику, поскольку им совершенно не обеспечиваются изоляционные свойства канифоли. В настоящее время, однако, разработан проект ОСТ на канифоль кабельную, которым предусматриваются две марки канифоли, а именно канифоль для высоковольтных кабелей марки Кбв и канифоль для низковольтных кабелей марки Кбн, к которой предъявляются пониженные требования. Эти требования и их значение для кабельной изоляции следующие:
- Цвет канифоли. Он должен быть не темнее марки G и не светлее марки Wg. О значении цветности канифоли для кабельной изоляции уже было сказано выше.
- Влажность. Проект ОСТ предусматривает содержание влаги не свыше 0,5%. Влага в канифоли способствует окислению массы во время ее варки.
- Механические примеси. Их допускают не более 0,1%. Обычные загрязнения — щепа, кора, стружки и т.п., иногда вата, попадающая сюда из фильтров, употребляемых при производстве канифоли. Последнее загрязнение следует считать вредным, так как благодаря ему в процессе варки кабельной массы может получиться самовозгорание осевшей в варочных котлах ваты.
- Зольность. Допускается зольность не свыше 0,05%; она характеризует количество минеральных примесей, которые имеются в канифоли в виде солей. Такие примеси всегда вредны, как электролитические загрязнения.
- Кислотное число. Кислотное число требуется не менее 165. Кислотное число является мерой содержания в канифоли абиетиновых или пимаровых кислот, поэтому, чем меньше в канифоли индиферентных веществ — резенов, тем лучше канифоль и тем выше ее кислотное число, ибо основой хороших изоляционных свойств канифоли являются абиетиновые и пимаровые кислоты. Нужно, однако, предупредить, что чистая абиетиновая кислота Кусковского завода не растворяется в минеральном масле.
- Количество неомыляемых. По проекту ОСТ оно должно быть не более 7%. Органические кислоты, содержащиеся в канифоли, омыляются, а индифферентные вещества не омыляются, поэтому эта характеристика служит дополнением к предыдущей и, по существу, обе они учитывают одно и то же свойство канифоли.
- Количество нерастворимых в петролейном эфире. В петролейном эфире не растворяются оксикислоты и механические примеси, абиетиновые же кислоты в нем растворяются. Поэтому, чем меньше количество нерастворимых в этом эфире, тем лучше канифоль. Вопрос о влиянии оксикислот на свойства пропиточных масс был разработан Nowak’oм [110], который показал, что образцы канифоли с содержанием оксикислот в 13% и образцы, очищенные от оксикислот совсем, дали почти не отличающиеся величины сопротивления изоляции, но сваренные из этих образцов пропиточные массы дали тот результат, что масса с очищенной канифолью дала сопротивление изоляции в пять раз большее, чем масса с канифолью, содержащей 13% оксикислот. Nowak относит эти результаты к тому, что во втором случае не вся канифоль могла раствориться в масле и при охлаждении оксикислоты имели склонность к осаждению. Проект ОСТ предусматривает количество нерастворимых в петролейном эфире не свыше 1,2% для высоковольтной канифоли и не свыше 2% для низковольтной.
- Летучие, отгоняемые паром. Часто канифоль, содержащая незначительное количество оксикислот. все же дает плохие электрические характеристики. Nowak относит это к наличию в канифоли летучих составных частей, а именно — кипящих


 Nowak относит эти результаты к тому, что во втором случае не вся канифоль могла раствориться в масле и при охлаждении оксикислоты имели склонность к осаждению. Проект ОСТ предусматривает количество нерастворимых в петролейном эфире не свыше 1,2% для высоковольтной канифоли и не свыше 2% для низковольтной.
Nowak относит эти результаты к тому, что во втором случае не вся канифоль могла раствориться в масле и при охлаждении оксикислоты имели склонность к осаждению. Проект ОСТ предусматривает количество нерастворимых в петролейном эфире не свыше 1,2% для высоковольтной канифоли и не свыше 2% для низковольтной.Мыть или не мыть — вот в чем вопрос
23 Января 2008
До сих пор одной из самых спорных тем в производстве электроники остается вопрос отмывать остатки флюсов после пайки или не отмывать? Увеличение степени интеграции компонентов приводит к постоянному уменьшению зазоров под корпусами компонентов, использование современных флюсов для пайки с низким содержанием твердых веществ и на синтетической основе требуют применения высокотехнологичных, сложных и дорогостоящих процессов отмывки печатных узлов после пайки. Всегда ли не удаленные остатки флюса могут приводить к катастрофическим последствиям в процессе эксплуатации аппаратуры? На эти и многие другие вопросы мы постараемся дать ответ в настоящей статье.
Всегда ли не удаленные остатки флюса могут приводить к катастрофическим последствиям в процессе эксплуатации аппаратуры? На эти и многие другие вопросы мы постараемся дать ответ в настоящей статье.
Основная функция отмывки печатных узлов — удаление остатков флюса, которые в процессе эксплуатации электронной аппаратуры могут оказать негативное воздействие на надежность печатных узлов, препятствуют нанесению влагозащитных покрытий, затрудняют выполнение электрического контроля, а также ухудшают внешний вид изделий. В современной технологии сборки печатных узлов наибольшее распространение получили процессы с применением флюсов, не требующих отмывки после пайки. К таким флюсам в соот- ветствии с международным стандартом J-STD-004 относятся канифольные слабо активированные флюсы, флюсы с низким содержанием твердых веществ и флюсы на органической основе. Такие флюсы обычно не требуют удаления остатков после пайки при эксплуатации аппаратуры в нормальных климатических условиях, однако в некоторых случаях может возникать необходимость удаления остатков флюсов.
Остатки канифольных флюсов и флюсов с низким содержанием твердых веществ состоят из:
- канифоли или синтетических смол и их остаточных продуктов,
- активаторов и продуктов их реакции.
В качестве активаторов обычно используются органические кислоты и галогенные соединения. Последние обладают свойствами ионов. Остатки таких флюсов не удаляются водой или спиртом. Широко применяемая спирто-бензиновая смесь тоже обладает крайне низкой эффективностью — плохо удаляются остатки флюсов с низким содержанием твердых веществ, не удаляются ионные водорастворимые компоненты (остатки активаторов, минеральные соли, остатки травильных растворов и электролитов).
В процессе изготовления, хранения и сборки печатных плат на них остаются различные полярные и неполярные загрязнения, некоторые из них приведены ниже в таблице 1:
Таблица 1 Загрязнения на поверхности ПУ
Типы загрязнений
Полярные
Неполярные
Соли гальванических растворов
Масла
Жиры
Соли травильных растворов
Смолы
Канифоль
Соли пота
Волосяное масло
Отпечатки пальцев
Косметика
Активаторы флюсов
Кремы для рук
Тиксотропные средства
Тиксотропные средства
Основные причины необходимости удаления остатков флюсов
Высокая температура. Остатки флюсов на основе природной химически обработанной канифоли или искусственных смол примерно до температуры 100°С являются хорошими изоляторами. Если происходит повышение температуры свыше 100°С, остатки флюса сначала размягчаются, а потом начинают плавиться оказывая диссоциирующее воздействие приводящее к образованию карбоксильных ионов. В результате возникающей ионизации изменяются электрические свойства, остатки флюса становятся проводником. Таким образом, возникает опасность возникновения повышенных токов утечки и коротких замыканий.
Остатки флюсов на основе природной химически обработанной канифоли или искусственных смол примерно до температуры 100°С являются хорошими изоляторами. Если происходит повышение температуры свыше 100°С, остатки флюса сначала размягчаются, а потом начинают плавиться оказывая диссоциирующее воздействие приводящее к образованию карбоксильных ионов. В результате возникающей ионизации изменяются электрические свойства, остатки флюса становятся проводником. Таким образом, возникает опасность возникновения повышенных токов утечки и коротких замыканий.
Повышенная влажность. Проблема понижения поверхностного сопротивления особое значение приобретает в современных условиях развития электроники по двум основным причинам:
- Уменьшаются расстояния между проводниками,
- Полупроводниковые компоненты развиваются от низко импедансных цепей к высоко импедансным, имея тенденцию к уменьшению потребляемой энергии. Поэтому, столь малые токи утечки как остатков флюсов 10–12 А, иногда оказывают существенное влияние на нарушение работы элементов логики. Токи утечки могут возникать за счет присутствия ионных компонентов. Однако, даже канифольные остатки флюса могут стать проводником при наличии тонкого слоя влаги. Влага в сочетании с диоксидом углерода, адсорбированным из воздуха формирует на поверхности канифоли карбоновую кислоту, которая имеет высокое содержание ионов.
 Токи утечки могут возникать за счет присутствия ионных компонентов. Однако, даже канифольные остатки флюса могут стать проводником при наличии тонкого слоя влаги. Влага в сочетании с диоксидом углерода, адсорбированным из воздуха формирует на поверхности канифоли карбоновую кислоту, которая имеет высокое содержание ионов.
Токи утечки могут возникать за счет присутствия ионных компонентов. Однако, даже канифольные остатки флюса могут стать проводником при наличии тонкого слоя влаги. Влага в сочетании с диоксидом углерода, адсорбированным из воздуха формирует на поверхности канифоли карбоновую кислоту, которая имеет высокое содержание ионов.
Другие причины возникновения повышенных токов утечки. Токи утечки могут увеличиваться за счет появления в процессе пайки шариков припоя, остатков травильных растворов или солей припоя, возникающих в процессе изготовления печатных плат, а так же в случае роста металлических нитей. Металлические нити это волосоподобные кристаллы, которые растут спонтанно без приложения напряжения. Обычно нити растут на 0,01–10 мм в год и имеют диаметр в несколько микрон. Обычно тенденцию к образованию нитей имеют контактные площадки покрытые электрохимическим оловом.
Устранение подобных загрязнений достигается путем применения специализированного оборудования отмывки и эффективных промывочных жидкостей.
Дендриты. Дендриты тоже представляют собой металлические нити или кристаллы, которые растут на поверхности металла, но по электролитическому механизму (рис. 1). То есть для роста дендритов необходимо иметь электролит и напряжение. Скорость роста дендритов на катоде может достигать 0,1 мм в минуту. Аналогичный рост дендритов происходит и на аноде, но значительно медленнее. Рост дендритов наблюдается на проводниках с покрытием из серебра, меди, олово-свинца, золота, золото-палладия. Область роста дендритов ограничивается зоной поверхностного ионного загрязнения и наличием влаги.
Рис. 1 Рост дендритов на поверхности паяного соединения
Рис. 2 Отслоение влагозащитных покрытий с печатных плат с неудаленными остатками флюса
Влагозащитные покрытия. Для предохранения от воздействия влаги и агрессивных сред печатные узлы часто покрываются влагозащитными покрытиями. При этом особое внимание следует уделить совместимости влагозащитных материалов с остатками флюсов. Если остатки флюса не совместимы с влагозащитным покрытием, возможно ухудшение адгезии, отшелушивание и отслаивание влагозащитных покрытий (рис. 2). Важным параметром также является количество остатков флюса. Чем больше остатков флюса, тем выше вероятность возникновения дефектов влагозащитного покрытия.
Если остатки флюса не совместимы с влагозащитным покрытием, возможно ухудшение адгезии, отшелушивание и отслаивание влагозащитных покрытий (рис. 2). Важным параметром также является количество остатков флюса. Чем больше остатков флюса, тем выше вероятность возникновения дефектов влагозащитного покрытия.
Внешний вид изделия. Как правило, флюсы не требующие отмывки оставляют малозаметные остатки, незначительно ухудшающие внешний вид печатных узлов, тем не менее, в ряде случаев остатки флюсов приходится удалять по требованию заказчиков в косметических целях (рис. 3).
Рис. 3 Внешний вид паяных соединений с удаленными (А) и неудаленными (В)остатками флюса
Рис. 4 Контакты,покрытые остатками флюса
Рис. 5 Последствия коррозии — разрушение проводника
Высокое сопротивление контактов. Неудаленные остатки флюса могут покрывать тестовые площадки и контакты краевых разъемов (рис. 4). Так как канифоль и синтетические смолы при комнатной температуре являются хорошими изоляторами, тестовые точки могут иметь очень высокое сопротивление контактов, препятствуя обеспечению электрического контроля.
Ручная пайка. Отечественные производители достаточно часто применяют жидкие «безотмывочные» флюсы, для ручной пайки полагая, что их остатки не требуют удаления. Однако, большинство жидких флюсов не требующих отмывки специально разработаны для машинной пайки волной припоя, только этот способ пайки гарантирует выгорание и разложение активаторов флюсов, не требуя обязательного удаления остатков после пайки.
Зачастую необходимость удаления остатков жидких флюсов при ручной пайке вызвана только частичным выгоранием активаторов. Флюс при ручной пайке, как правило, наносится кисточкой и попадает не только в места, подлежащие пайке, но и вокруг них на паяльную маску, соседние проводники и компоненты. Нагрев до температуры пайки производится локально, только в местах образования паяных соединений. Весь остальной флюс не подвергается термической обработке и сохраняет свою активность.
Воздействие остатков активаторов. Активаторы, входящие в состав флюса, содержат ионные соединения (галогены, соли и кислоты), которые в свою очередь могут вступать в реакцию с влагой, влияя на уменьшение поверхностного сопротивления. Несмотря на то, что остатки флюсов очень редко приводят к отказам в процессе работы, последствия коррозии могут быть очень серьезными (рис. 5). Наиболее распространенный механизм коррозии — электролитический. Электролитическая коррозия может возникать в двух случаях:
Несмотря на то, что остатки флюсов очень редко приводят к отказам в процессе работы, последствия коррозии могут быть очень серьезными (рис. 5). Наиболее распространенный механизм коррозии — электролитический. Электролитическая коррозия может возникать в двух случаях:
- При наличии электрического поля и водной пленки между двумя смежными проводниками (рис. 6а),
- На одиночных многослойных проводниках, например, при контакте двух разнородных металлов с разными потенциалами, например, медный проводник (+0,34 В), покрытый сплавом олово-свинец (-0,14 В). Так при наличии влаги и небольшого количества ионных компонентов возникает напряжение короткого замыкания и начинает протекать ток (рис. 6б).
Избежать электролитической коррозии возможно только в случае удаления всех следов влаги и ионных загрязнений с печатных узлов и обеспечив защиту от повторных загрязнений.
Класс аппаратуры. Влияет ли класс производимой аппаратуры на необходимость отмывки? Давайте попробуем ответить на этот вопрос. По надежности изделия электронной техники делится на три основных класса:
По надежности изделия электронной техники делится на три основных класса:
Класс 1 — Бытовая электроника: отмывка не требуется, так как изделия эксплуатируются в нормальных климатических условиях.
Класс 2 — Промышленная электроника — Необходимость отмывки зависит от условий эксплуатации изделий. При эксплуатации изделий, неподвергающихся влагозащите, в нормальных климатических условиях отмывка в большинстве случаев не требуется, однако в случае эксплуатации изделий в жестких климатических условиях, а также для высокочастотной электроники применение отмывки является оправданным. Кроме того требования отмывки остатков флюсов существенно зависят от типа (класса) используемого флюса.
Класс 3 — Спецтехника (военная, аэрокосмическая техника, системы жизнеобеспечения) — отмывка является обязательной.
Мыть или не мыть?
Мы рассмотрели лишь несколько основных причин необходимости удаления остатков флюса после пайки. Подводя итоги вышеперечисленным причинам можно утверждать, что для обеспечения максимальной надежности производимой электроники остатки флюса необходимо удалять. С другой стороны абсолютно очевидно, что процесс отмывки будет увеличивать себестоимость изделий. Следовательно, применение отмывки должно быть экономически оправданным. Поэтому,принимая решение о необходимости отмывки следует взвесить все доводы за и против: условия эксплуатации аппаратуры, требования по надежности и долговечности, затраты на обслуживание и ремонт производимой электроники, наличие необходимого оборудования для отмывки и контроля качества отмывки. Помните, что если Вы не можете организовать качественную отмывку, то ее лучше не проводить вообще, особенно при использовании «безотмывочных» флюсов.
Подводя итоги вышеперечисленным причинам можно утверждать, что для обеспечения максимальной надежности производимой электроники остатки флюса необходимо удалять. С другой стороны абсолютно очевидно, что процесс отмывки будет увеличивать себестоимость изделий. Следовательно, применение отмывки должно быть экономически оправданным. Поэтому,принимая решение о необходимости отмывки следует взвесить все доводы за и против: условия эксплуатации аппаратуры, требования по надежности и долговечности, затраты на обслуживание и ремонт производимой электроники, наличие необходимого оборудования для отмывки и контроля качества отмывки. Помните, что если Вы не можете организовать качественную отмывку, то ее лучше не проводить вообще, особенно при использовании «безотмывочных» флюсов.
- Автор, должность:
- Алексей Ефремов, заместитель Генерального директора по сервису
- Email:
- [email protected]
- Издание:
- Информационный бюллетень «Поверхностный монтаж», январь 2008, №1
Зачем нужна канифоль для пайки: свойства, применение и заменители
В процессе пайки на поверхности припоя и деталях образуется окисляющая пленка, негативно влияющая на процесс соединения. Для ее разрушения применяется канифоль или аналогичный ей тип флюса. Технология пайки зависит от правильности подготовки деталей, расходного материала и анализа их свойств.
Для ее разрушения применяется канифоль или аналогичный ей тип флюса. Технология пайки зависит от правильности подготовки деталей, расходного материала и анализа их свойств.
Что такое канифоль: преимущества и недостатки
Это самый распространенный вид флюса. Основной материал изготовления – смола хвойных деревьев с незначительным добавлением других веществ. Канифоль может быть в твердом виде, жидком или гелеобразном. Традиционно применяется материал в первом состоянии.
Основные требования к составу и свойствам изложены в ГОСТ 19113-84. Преимущество – устранение оксидного налета при незначительных температурах от 150°С. Материал обладает диэлектрическими качествами, которые не сказываются на проводимости тока соединения.
Преимущества флюса:
- низкая стоимость и доступность;
- оптимальная температура плавления — 150°С;
- применяется для всех видов пайки;
- не изменяет своих свойств под воздействием влаги, не растворяется в воде, спирте, ацетоне;
- не оказывает негативного влияния на здоровье, использовать защитные средства не обязательно.

Основной недостаток – гигроскопичность. Это может привести к ржавлению мест пайки. Выход – применение дополнительных защитных составов. Невозможно соединение канифолью и припоем нержавеющих металлов, затруднено повторное использование, так как структура вещества после температурного воздействия изменяется.
Как сделать жидкую канифоль
Одним из недостатков флюса в твердом состоянии является проблема дозированного применения. Это актуально для небольших по размерам мест пайки. Решение – изготовление жидкой канифоли.
Для производства потребуется спирт, желательно с содержанием салициловой кислоты. Также нужна ступка, пестик или аналогичные им приспособления. С их помощью канифоль растирается до порошкообразного состояния.
Порядок действий:
- Заполнить твердым флюсом открытую емкость.
- Измельчить его до состояния порошка.
- Полученную смесь залить спиртом в отношении 1:1,15 (порошок канифоли/спирт).
- Емкость закрывается и ставится в горячую воду. Температура – до +80°С.
- В процессе разогрева раствор необходимо взбалтывать для однородности массы.
 Температура – до +80°С.
Температура – до +80°С.Полученную жидкость рекомендуется разлить в шприцы. Это облегчит процесс дозированного поступления канифоли в место пайки. Альтернатива – применение обычной кисточки для обработки.
Чем можно заменить
Вероятность отсутствия канифоли в близлежащем магазине или на радиорынке мала. Но иногда, во время большого объема работы дома, флюс может закончиться. Чтобы избежать длительных поездок, можно рассмотреть альтернативные варианты замены.
Флюсы из подручных средств:
- Таблетка аспирина. Это не агрессивная ацетилсалициловая кислота. Для приготовления раствора нужно растолочь таблетку и разбавить ее с водой. Недостаток – во время работы возникает неприятный запах.
- Природный жир. Так же является растворителем оксидной пленки. Неудобен в работе из-за своей консистенции.
- Древесная смола. По свойствам максимально приближена к канифоли. Для повышения эксплуатационных качеств рекомендуется добавить растолченную таблетку аспирина.
- Янтарь. Применять нецелесообразно, так как его стоимость значительно выше традиционных флюсов.
 Для повышения эксплуатационных качеств рекомендуется добавить растолченную таблетку аспирина.
Для повышения эксплуатационных качеств рекомендуется добавить растолченную таблетку аспирина.Кроме жира, все остальные вещества перед применением подготавливаются – очищаются от грязи и пыли, обработаются водой.
Технология пайки с канифолью
Для создания оптимального по качествам контакта выполняется ряд правил. Рабочий стол должен иметь хорошую освещенность, отсутствуют предметы, препятствующие работе. Помещение проветривается, температура комнатная.
Правила пайки помощью канифоли:
- Чистота контактов. Их поверхность обрабатывается ножом, наждачной бумагой. Это необходимо для устранения окисления.
- Лужение паяльника – его жало покрывается слоем расплавленного флюса.
- Соединение с припоем осуществляется сразу после лужения.
В видеоматериале подробно рассказывается об «азах» пайки с помощью канифоли:
 youtube.com/embed/99k8jL49ktM?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/99k8jL49ktM?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Какой припой лучше использовать с канифолью или без?
В продаже появились различные виды припоев. Радиолюбители интересуются, какие из расходных материалов лучше применять для пайки – с содержанием внутри канифоли или без этого вещества. Необходимо учесть, что такая операция как соединение элементов с термическим воздействием, не может произойти без использования вспомогательных компонентов.
Припой с канифолью
При сборке или ремонте электронных плат, различных электрических устройств, радиодетали фиксируют пайкой. Работники прикрепляют их на нужных участках паяльником, где расходными материалами служат припои.
При этом, обрабатываемые части остаются твердыми, они не подвергаются расплавке. Плавится сплав, который смачивает и присоединяет электронные элементы. Для хорошего сцепления необходима очистка поверхностей флюсами. Чтобы упростить рабочий процесс и повысить качество соединений, создали универсальные канифольные припои. Разработчики избавили мастеров от комплектации дополнительных веществ и выполнения лишних операций, включив в состав изделия оптимальное количество смолы.
Чтобы упростить рабочий процесс и повысить качество соединений, создали универсальные канифольные припои. Разработчики избавили мастеров от комплектации дополнительных веществ и выполнения лишних операций, включив в состав изделия оптимальное количество смолы.
Их производят в виде полых проволок, пространство которых заполнено компонентами:
- Канифольными.
- Синтетическими.
- Водосмываемыми.
Для пайки с трубчатым материалом не нужно дополнительное флюсование, отчего повышается производительность. При производстве припои отличаются:
- Содержанием канифоли.
- Толщиной проволок.
Готовые изделия поступают в продажу разные по комплектации в виде:
- Катушек – где на стержень намотана проволока толщиной до 2мм. Наплавочный материал удобно использовать в домашних и промышленных мастерских, необходимо только подбирать параметры.
- Тубусов – формируют для работ в домашних условиях по причине небольшого количества в одном комплекте.
- Бухт – которые больше подходят для промышленных предприятий. Здесь упакована проволока разных размеров, покупатель выбирает по своим потребностям толщину и длину.
При выборе потребитель опирается на удобство и качество проводимых работ. Для стандартных процедур с известными режимами исполнения подойдет любая марка из разряда ПОС – 61, 60, 90. Основным компонентом в этих припоях будет сплав из серебра или олова. Сниженная крепость соединений, увеличивает мягкость и смачиваемость заготовок.
Для соединения тугоплавких металлов используют наплавку без внутренних флюсов.
Виды и особенности припоев без канифоли
Элементы электроники не соединяют сваркой, при ремонте используют пайку. Для этого процесса необходим хороший припой и вспомогательный компонент – канифоль или флюс любого типа. Металлический сплав, которым фиксируют детали смачивает соединяемые участки, а канифоль их очищает. Припой должен быть термически и электрически стабильным.
Припой должен быть термически и электрически стабильным.
Расходный материал бывает:
- Твердым с температурой плавления выше 450 град.
- Мягким.
Выпускают расходный материал:
- Гранулами.
- Прутками.
- Проволокой.
- Порошком.
- Фольгой.
- Пластинами.
При выборе нужного припоя учитывают:
- Свойства соединяемого металла.
- Механическую прочность спайки.
- Коррозийную устойчивость с удельной проводимостью.
Для скрепления плат в радиоаппаратуре применяют марку ПОС-61 по причине приемлемой температуры плавления (до 190 град.). Если работают с чувствительным к перегреву прибором выбирают ПОСК 50—18. Для обработки предметов с твердыми свойствами подойдет маркировка ПМЦ, в состав которых входит медь с цинком. «ПСр» указывает на сплав из серебра с добавками в разном процентном содержании:
- Олова.
- Свинца.
- Меди.
- Цинка.
-500x500.jpg)
Есть еще образцы, куда кроме металлической составляющей добавляют фосфор.
Общие свойства припоев
По своему назначению расходные материалы с канифолью и без, выполняют одну задачу, спаивают электронные элементы. Можно подчеркнуть одинаковую:
- Форму, если производство выпускает припои в виде проволоки.
- Высокую степень смачивания, соединяемых поверхностей.
- Использование одного инструмента для работы – паяльника.
- Процесс происходит с нагреванием и расплавлением припоя.
- Состав сплавов для низких температур плавления.
- Легкую пайку.
В продаже много разных видов припоев, что не создает трудностей в их выборе.
Чем отличаются расходные материалы
Один и тот же признак создает как схожесть изделий с друг с другом, так и различие. Это их изготовление в виде проволок. Но в образцах без канифольных:
- Нет полого пространства, их выполняют цельными.
- Для пайки нужно отдельно использовать флюс.
- Кроме проволочных видов, выпускают различные конфигурации и формы – пласты, порошки.

Все предметы с внутренним заполнением:
- Имеют трубчатый вид.
- Полое пространство заполнено канифолью.
- Операции пайки выполняются без флюсования.
- Не применяют для тугоплавких металлов.
Мастер выбирает состав, с которым ему будет удобно работать в каждом конкретном случае.
Кому и когда лучше использовать каждый из припоев
Радиотехник применяет трубчатый элемент, полость которого заполнена канифолью, когда необходимо провести пайку:
- В приборе, отремонтировать электронное устройство.
- Небольших по объемам участков, использовав тубусы или катушечную комплектацию.
- На промышленном предприятии, при наличии бухты с соблюдением соответствия всех технологических процессов и свойств напаиваемого металла.
- С низкими температурами плавления.
Пайка без внутренних наполнителей позволяет осуществлять действия с разными:
- Тугоплавкими металлами.
- Температурными режимами плавки в зависимости от состава сплава.
- Чувствительными к перегреву элементами – предохранителями, транзисторами.
- Радиотехническими изделиями – проводами, техническими платами.
- Лудить и соединять медные, бронзовые детали для получения герметичного шва.

Мастер определяет область работ и выбирает то вещество, которое подойдет для конкретных работ. Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
Как сделать жидкую канифоль
Канифоль является натуральным природным материалом, который получают из смолы хвойных деревьев, путем выпаривания скипидара. После переработки получается твердая полупрозрачная смола, которую применяют в качестве паяльного флюса. Канифоль используется не только в чистом виде, но и в сочетании с различными химическими добавками. В основном канифоль применяют в радиолюбительском деле в качестве дешевого и качественного флюса. Для пайки радиодеталей и лужения печатных плат очень удобно использовать спиртовой раствор канифоли. Жидкая канифоль легко проникает во все труднодоступные места, как при пайке SMD компонентов, так и обычных радиодеталей, не оставляет грязных следов на плате и в случае необходимости легко смывается ацетоном или спиртом. Канифоль легко растворяет пленку оксидов образующихся на поверхности радио элементов в процессе пайки, а также снижает поверхностное натяжение расплавленного жалом паяльника припоя, позволяя ему равномерно растекаться по всей поверхности места пайки.
Канифоль используется не только в чистом виде, но и в сочетании с различными химическими добавками. В основном канифоль применяют в радиолюбительском деле в качестве дешевого и качественного флюса. Для пайки радиодеталей и лужения печатных плат очень удобно использовать спиртовой раствор канифоли. Жидкая канифоль легко проникает во все труднодоступные места, как при пайке SMD компонентов, так и обычных радиодеталей, не оставляет грязных следов на плате и в случае необходимости легко смывается ацетоном или спиртом. Канифоль легко растворяет пленку оксидов образующихся на поверхности радио элементов в процессе пайки, а также снижает поверхностное натяжение расплавленного жалом паяльника припоя, позволяя ему равномерно растекаться по всей поверхности места пайки.
В радиомагазинах, прилавки просто пестрят различными дорогими и дешевыми, химическими, кислотными и натуральными на основе сосновой канифоли флюсами. Выбор большой, бери не хочу. Но мне, как настоящему радиолюбителю ради эксперимента захотелось своими руками приготовить спиртовой раствор канифоли. Как это делал мой дед, заядлый радиолюбитель.
Как это делал мой дед, заядлый радиолюбитель.
Хватит слов, сейчас я начну свой эксперимент, просто не терпится посмотреть, что же в итоге получится…
Как всегда я очень тщательно подготовился к эксперименту: взял две 20 гр. баночки сосновой канифоли, 100 мл. чистого 96° спирта и пустую пластиковую бутылочку для приготовления жидкой канифоли.
Канифоль обязательно надо брать новую и чистую, грязная пережженная жалом паяльника не пойдет, потому, что в ней будет очень много грязи и всяких примесей. Канифоль можно растворить в чем угодно, в ацетоне, во всяких там непонятных растворителях, даже керосине. Но самым безопасным и нетоксичным растворителем для канифоли, как вы уже возможно догадались является 70° медицинский спирт, можно использовать и 96°, будет растворяться еще быстрее.
Канифоль надо тщательно измельчить, делаю я это такими мощными пассатижами, прямо в баночке. Канифоль от сжатия крошится на мелкие кусочки, что очень удобно не надо там ничего шаманить со стаканами, ступами, толкушками и прочей лабудой.
Теперь высыпаю в пластиковую бутылочку. Здесь ровно две баночки канифоли.
Все это дело заливаю спиртом, один к одному. У меня две баночки это 40 грамм канифоли, значит надо налить не менее 40 миллилитров спирта, можно немного больше. Как говорится, на глаз. Если вся канифоль не растворится, добавлю еще. Для такого интересного эксперимента я пожертвовал бутылочку чистого спирта. Что не сделаешь ради науки. Теперь все это дело тщательно перемешаю. Примерно через час вся канифоль должна растворится.
Через час канифоль полностью растворилась получился такой однородный прозрачный канифольно-спиртовой раствор медового цвета, с приятным запахом сосновой канифоли.
А теперь, как всегда самое интересное посмотрю, как жидкая канифоль будет паять.
Получилось не плохо, даже лучше магазинного флюса (ЛТИ-120, КЭ, ФКЭт, ФКСп и так далее) можно сказать немного гуще.
Жидкая канифоль работает, эксперимент удался! Отлично паяет и такой приятный легкий запах канифоли. Я просто в восторге!
Я просто в восторге!
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых
статьях!
Рекомендую посмотреть видеоролик о том, как сделать жидкую канифоль своими руками
Революционный изолятороподобный материал также проводит электричество
Чанг-Беом Эом (справа) и Марк Ржовски осматривают камеру для выращивания материалов. Исследователи создали новый материал, который можно переключить с электрического проводника на изолятор. Предоставлено: UW-Мэдисон, Сэм Миллион-Уивер.
Исследователи из Университета Висконсин-Мэдисон создали материал, который может превращаться из передающего электричество металла в непроводящий изоляционный материал без изменения его атомной структуры.
«Это захватывающее открытие, — говорит Чанг-Беом Эом, профессор материаловедения и инженерии. «Мы нашли новый метод электронного переключения».
Новый материал может заложить основу для сверхбыстрых электронных устройств. Эом и его международная команда сотрудников опубликовали подробности своего продвижения сегодня (30 ноября 2018 г.) в журнале Science .
Металлы, такие как медь или серебро, проводят электричество, тогда как изоляторы, такие как резина или стекло, не пропускают ток. Однако некоторые материалы могут переходить от изоляционных к проводящим.
Этот переход обычно означает, что расположение атомов материала и его проводящих электронов должно изменяться согласованным образом, но атомный переход обычно происходит намного медленнее, чем более мелкие и легкие электроны, проводящие электричество.
Материал, который может переключаться на проводящее электричество, как металл, без перемещения его атомов, может значительно повысить скорость переключения современных устройств, говорит Эом.
«Переход металл-изолятор очень важен для переключателей и логических устройств с единичным или нулевым состоянием», — говорит он. «У нас есть потенциал использовать эту концепцию для очень быстрого переключения».
В своем исследовании Эом и его сотрудники ответили на фундаментальный вопрос, который беспокоил ученых в течение многих лет: можно ли разделить электронный и структурный переходы — по сути, могут ли быстро изменяющиеся электроны вырваться наружу сами по себе и оставить атомы позади?
Они использовали материал под названием диоксид ванадия, который является металлом при нагревании и изолятором при комнатной температуре.При высоких температурах атомы, из которых состоит диоксид ванадия, располагаются в регулярно повторяющейся структуре, которую ученые называют фазой рутила. Когда диоксид ванадия остывает, чтобы стать изолятором, его атомы принимают другую структуру, называемую моноклинной.
Никакие природные вещества не проводят электричество, когда их атомы находятся в моноклинной конформации. А для перегруппировки атомов требуется время, когда материал достигает температуры перехода изолятор в металл.
Важно отметить, что диоксид ванадия переходит между металлом и изолятором при разных температурах в зависимости от количества кислорода, присутствующего в материале. Исследователи воспользовались этим фактом, чтобы создать два тонких слоя диоксида ванадия — один с несколько более низкой температурой перехода, чем другой, — расположенных друг над другом с острой границей раздела между ними.
Когда они нагрели тонкий сэндвич с диоксидом ванадия, один слой заставил структурный переключатель стать металлом.Атомы в другом слое оставались заблокированными в изолирующей моноклинной фазе. Однако удивительно, что эта часть материала проводила электричество.
Самое главное, чтобы материал оставался стабильным и сохранял свои уникальные характеристики.
Хотя другие исследовательские группы пытались создать электропроводящие изоляторы, эти материалы почти мгновенно утратили свои свойства — сохраняясь всего лишь фемтосекунды, или несколько тысячных одной триллионной секунды.
Однако материалы команды Eom никуда не денутся.
«Мы смогли стабилизировать его, сделав его полезным для реальных устройств», — говорит Эом.
Ключом к их подходу была двухслойная сэндвич-структура. Каждый слой был настолько тонким, что граница раздела между двумя материалами определяла поведение всей стопки. Эом и его коллеги планируют развить эту идею.
«Разработка интерфейсов может открыть новые материалы», — говорит Эом.
Исследовательский фонд выпускников Висконсина помогает исследователям в подаче патентов.
Переход изолятор-металл в наномасштабе
Дополнительная информация:
«Изоструктурный переход металл-диэлектрик в VO2» Science (2018). science.sciencemag.org/cgi/doi… 1126 / science.aam9189
Предоставлено
Университет Висконсин-Мэдисон
Ссылка :
Смена идентичности: революционный изолятороподобный материал также проводит электричество (2018, 29 ноября)
получено 28 ноября 2020
с https: // физ.org / news / 2018-11-identity-Revolution-insulator-like-material -lectric.html
Этот документ защищен авторским правом. За исключением честных сделок с целью частного изучения или исследования, никакие
часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в информационных целях.
Революционный изолятороподобный материал также проводит электричество — ScienceDaily
Исследователи из Университета Висконсин-Мэдисон создали материал, который может переходить от передающего электричество металла к непроводящему изоляционному материалу без изменения его атомной структуры.
«Это захватывающее открытие», — говорит Чанг-Беом Эом, профессор материаловедения и инженерии. «Мы нашли новый метод электронного переключения».
Новый материал может заложить основу для сверхбыстрых электронных устройств. Эом и его международная команда сотрудников опубликовали подробности своего продвижения сегодня (30 ноября 2018 г.) в журнале Science .
Металлы, такие как медь или серебро, проводят электричество, тогда как изоляторы, такие как резина или стекло, не пропускают ток.Однако некоторые материалы могут переходить от изоляционных к проводящим.
Этот переход обычно означает, что расположение атомов материала и его проводящих электронов должно изменяться согласованным образом, но атомный переход обычно происходит намного медленнее, чем более мелкие и легкие электроны, проводящие электричество.
Материал, который может переключаться на проводящее электричество, как металл, без перемещения его атомов, может значительно повысить скорость переключения современных устройств, говорит Эом.
«Переход металл-изолятор очень важен для переключателей и логических устройств с единичным или нулевым состоянием», — говорит он. «У нас есть потенциал использовать эту концепцию для очень быстрого переключения».
В своем исследовании Эом и его сотрудники ответили на фундаментальный вопрос, который беспокоил ученых в течение многих лет: можно ли разделить электронный и структурный переход — по сути, могут ли быстро изменяющиеся электроны вырваться самостоятельно и оставить атомы позади?
Они использовали материал под названием диоксид ванадия, который является металлом при нагревании и изолятором при комнатной температуре.При высоких температурах атомы, из которых состоит диоксид ванадия, располагаются в регулярно повторяющейся структуре, которую ученые называют фазой рутила. Когда диоксид ванадия остывает, чтобы стать изолятором, его атомы принимают другую структуру, называемую моноклинной.
Никакие природные вещества не проводят электричество, когда их атомы находятся в моноклинной конформации. А для перегруппировки атомов требуется время, когда материал достигает температуры перехода изолятор в металл.
Важно отметить, что диоксид ванадия переходит между металлом и изолятором при разных температурах в зависимости от количества кислорода, присутствующего в материале. Исследователи воспользовались этим фактом, чтобы создать два тонких слоя диоксида ванадия — один с немного более низкой температурой перехода, чем другой, — расположенных друг над другом с острой границей раздела между ними.
Когда они нагрели тонкий сэндвич с диоксидом ванадия, один слой заставил структурный переключатель стать металлом.Атомы в другом слое оставались заблокированными в изолирующей моноклинной фазе. Однако удивительно, что эта часть материала проводила электричество.
Самое главное, чтобы материал оставался стабильным и сохранял свои уникальные характеристики.
Хотя другие исследовательские группы пытались создать электропроводящие изоляторы, эти материалы практически мгновенно утратили свои свойства — сохраняясь всего лишь фемтосекунды, или несколько тысячных одной триллионной секунды.
Однако материалы команды Eom никуда не денутся.
«Мы смогли стабилизировать его, сделав его полезным для реальных устройств», — говорит Эом.
Ключом к их подходу была двухслойная сэндвич-структура. Каждый слой был настолько тонким, что граница раздела между двумя материалами определяла поведение всей стопки. Эом и его коллеги планируют развить эту идею.
«Разработка интерфейсов может открыть новые материалы», — говорит Эом.
Исследовательский фонд выпускников Висконсина помогает исследователям в подаче патентов.
История Источник:
Материалы предоставлены Университетом Висконсин-Мэдисон . Оригинал написан Сэмом Миллион-Уивером. Примечание. Содержимое можно редактировать по стилю и длине.
Childrens Science Facts — Электрические проводники и изоляторы
Проводники
и изоляторы
ПРИМЕЧАНИЕ:
Если вы попытаетесь провести какие-либо эксперименты
с электричеством:
НИКОГДА
использовать электричество из розетки или
розетка как она очень
мощный
и очень опасны .Вы должны использовать батареи только для
электрические эксперименты. Электричество
эксперименты в школе безопасны, потому что
мы используем элементы или блоки питания, которые
обеспечить низкое напряжение.
Ток
Электричество вызвано
крошечными невидимыми вещами, называемыми электронами
которые движутся сквозь металл.Этот поток
называется электрическим током. Объекты
которые нуждаются в электричестве (перемещение
электричество) питаются от батареек
или электричеством, которое проходит
провода от электростанции. Схема
завершается переключателем, который поворачивает
прибор включен.Когда переключатель
выключен, цепь разорвана
и прибор выключен.
Многие объекты
что мы используем в повседневной жизни
питаются электричеством от
компьютеры и фены к лампам
и стиральные машины.Огни
США электросети, и то же самое
такие вещи, как плиты и телевизор.
Сетевое электричество имеет более высокую
напряжение, чем клетки, и поэтому может
быть опасным.
Проводники
позволить электричеству течь через них.
Проводники — это материалы, которые могут
несут электричество — они проводят
электричество. Металлические материалы, такие
как медь, железо, сталь и алюминий
все они хорошие проводники электричества.
Поэтому металлы хороши в электричестве.
проводники.
Изоляторы не пропускают электричество
через них. Такие материалы как
дерево, пластик, резина и стекло
не разносят электричество и
называются изоляторами: они не
проводит электричество.
Электричество может
быть очень опасным. Вам следует
никогда не трогай
что-нибудь электрическое мокрыми руками
и это включает любые электрические
переключатели.Электричество можно провести
через пот (соленая вода)
ваше тело, давая вам электрический
шок — так что подумай, прежде чем трогать.
—
В
движущееся электричество называется электрическим током
— Текущее количество
электричество, которое течет вокруг
схема
— Текущее количество
электричество, которое течет вокруг
цепь.
— Измеряем ток с помощью
амперметр. Единицы измерения тока
усилители (А).
— Электрический шнур имеет пластик
покрытие изолятором
— Внутри пластикового шнура медь
провода которые являются жилами
— Стекло лампочки — это
изолятор (колба)
— Провода внутри стеклянного фонаря
лампочки являются проводниками электричества.
— Поверхность (деревянная, стеклянная или
пластик) где включаешь и где
лампочка вставлена
изоляторы.
— Никогда не прикасайтесь к голым металлическим частям
заглушек.
— Никогда не засовывайте предметы в розетки.
— Держите электричество подальше от воды.
— Не подключайте слишком много вещей
в одну розетку.
— Никогда не используйте то, что
поврежденный провод.
— Стивен Грей (1666-1736)
был первым, кто открыл
что электричество может течь через
провода.