
Ручная дуговая сварка: ГОСТ, технология, режимы, виды
Ручная дуговая сварка – это быстрый и надежный способ неразъемного соединения металлических деталей. Сварка кузнечным способом была известна людям уже несколько тысячелетий назад, она отличалась большой трудоемкостью и требовала долгого обучения и накопления опыта. В начале XX века начала применяться электродуговая сварка, металл нагревался до температуры плавления с помощью электрической дуги. За столетие возможности электродуговой сварки существенно возросли, а удобство работы сварщика повысилось. Теперь этой технологией может овладеть любой домашний мастер.
Ручная дуговая сварка
Процедура выполнения дуговой сварки
Технология ручной дуговой сварки состоит из следующих основных операций
- Подготовка заготовок и оборудования. Свариваемые поверхности необходимо тщательно очистить от ржавчины, остатков старой краски и других жидких и твердых загрязнений. Очистку проводят механическим и химическим способом.
 Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода.
Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода. - Розжиг дуги. Подают напряжение на электрод и подносят его к заготовкам, кратким касанием и отведением на 3 мм разжигают дугу. Ручная дуговая сварка началась.
- Выполнение шва. Держатель ведут вдоль линии сварочного соединения с постоянной скоростью, сохраняя расстояние до детали. По окончании операции напряжение отключают.
- Завершающие операции. Производится зачистка соединения от окалины и неровностей, крепления с деталей снимаются, и они предаются на дальнейшие операции.
 Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода.
Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода.Процесс дуговой сварки
В зависимости от особенностей изготавливаемой конструкции и соединяемых материалов, в технологию дуговой сварки могут включаться и другие операции, такие, как предварительный нагрев заготовок, подача защитного газа и другие. Но в любом случае ручная сварка требует от сварщика точного глазомера, хорошей координации движений и твердой руки.
Но в любом случае ручная сварка требует от сварщика точного глазомера, хорошей координации движений и твердой руки.
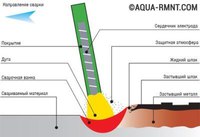
Принцип действия
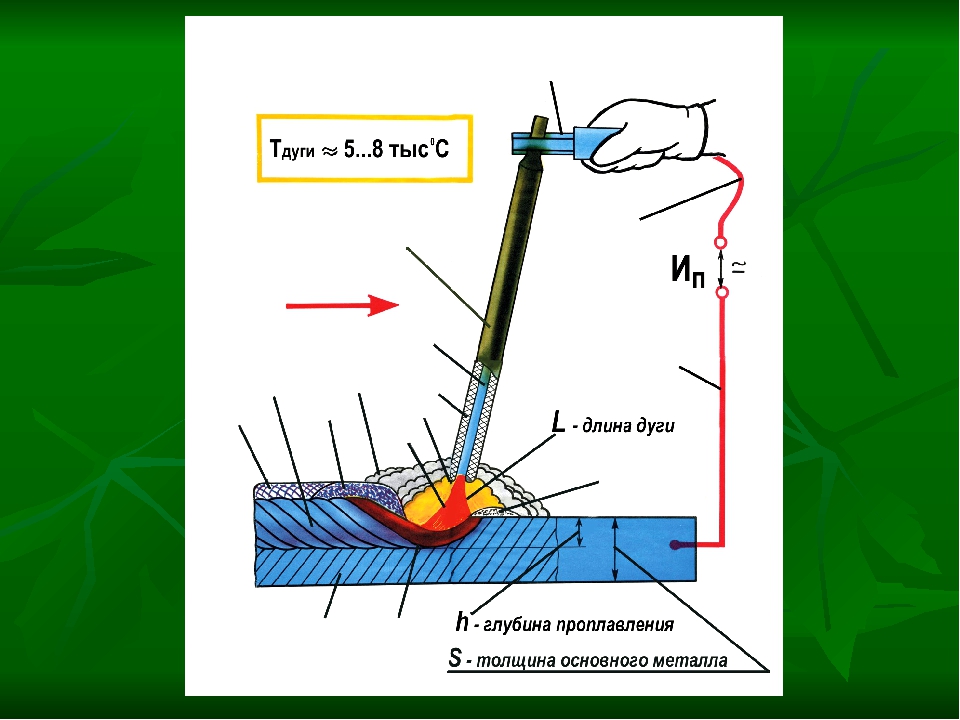
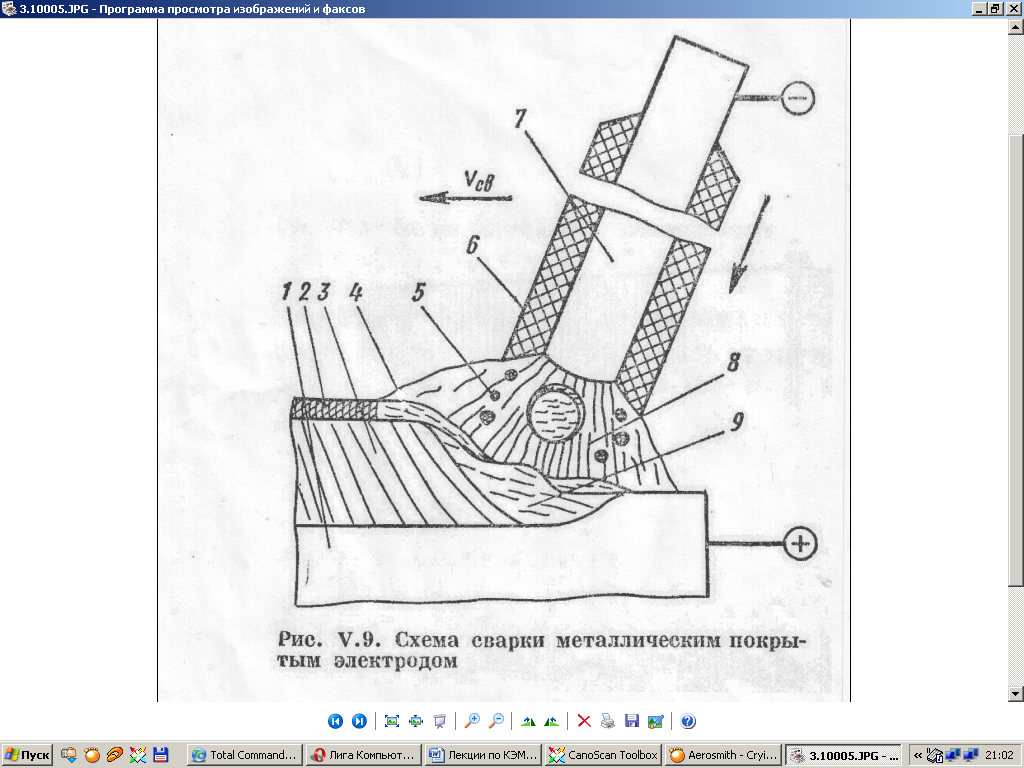
Тепло, достаточное для плавления кромок соединяемых заготовок, получают от электрической дуги. В зоне действия дуги образуется область жидкого расплава, в которой перемешивается металл обеих заготовок. При остывании они кристаллизуются и образуют единое целое, или сварочный шов. Эту область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной. Металлический электрод стержень покрывают специальным составом, или флюсом. При нагревании он расплавляется, выделяя инертный газ, образующий защитное облачко над рабочей зоной и препятствующий окислению расплава.
Схема ручной дуговой сварки
Для поддержания электродуги на держатель и на заготовки подают напряжение от источника.
Ручную дуговую сварку ведут как постоянным, так и переменным током. Для этого применяются специализированные или универсальные источники.
Ручная дуговая сварка цветных металлов и сплавов, отличающихся повышенной химической активностью в нагретом состоянии, проводится в атмосфере специально подаваемых в рабочую зону защитных газов.
Устройство сварочного выпрямителя
Ученые и изобретатели постоянно вносят усовершенствования и изобретают новые методы для такой важной в жизни людей технологии, как ручная дуговая сварка
Особенности ручной дуговой сварки
Главной особенностью технологии является создание неразъемного, прочного и долговечного соединения заготовок. Дуговая сварка — наверное, самая распространенная сегодня сборочная операция. Ее используют при производстве самых разнообразных изделий и конструкций, включая высоконагруженные узлы, сохраняющих прочность при статических, динамических и периодических нагрузках, в условиях экстремальных температур, агрессивных сред, высоких и низких давлений и радиационного облучения.
Для получения прочного и долговечного соединения ручная дуговая сварка требует устойчивого электроснабжения. Кроме того, сварочные работы нужно проводить в сухом помещении или во временных палатках, для защиты рабочей зоны от влаги и сильных порывов ветра
Кроме того, сварочные работы нужно проводить в сухом помещении или во временных палатках, для защиты рабочей зоны от влаги и сильных порывов ветра
Классификация и способы
По типу применяемого электрода ручная дуговая сварка может быть:
- Плавящимся.
- Неплавящимся.
По типу применяемого тока
- Постоянным.
- Переменным.
- Трехфазным.
Классификация дуговой сварки
По предварительной термической подготовке деталей
- Обычная.
- «На горяче».
По степени автоматизации процесса различают
- Ручную.
- Полуавтоматическую.
Существуют и другие виды, применяемые в особых условиях на производстве.
Преимущества ручной дуговой сварки
Основные преимущества технологии перед другими видами сварки заключаются в следующем:
- Работать можно в любом пространственном положении.
- Доступна работа в стесненных условиях.
- Возможно соединять различные металлы и сплавы.
- Простота использования и освоения.
- Мобильность.

Но, кроме очевидных достоинств, методу свойственны и недостатки:
- Вредные факторы, влияющие на здоровье сварщика.
- Зависимость качества от квалификации и опыта.
- Малая производительность.
Последний фактор не так важен при ограниченном объеме работ, типичном для домашней мастерской.
Используемые электроды
Все электроды подразделяются на две большие группы:
- Плавкие;
- Неплавкие.
Электроды
Плавкие применятся намного шире, они расходуются в процессе работы, а их металл включается в шовный материал. Флюсовый порошок, которым они обмазаны, сгорает в пламени электродуги. При этом выделяются химически малоактивные газы, образующие защитную атмосферу над сварочной ванной.
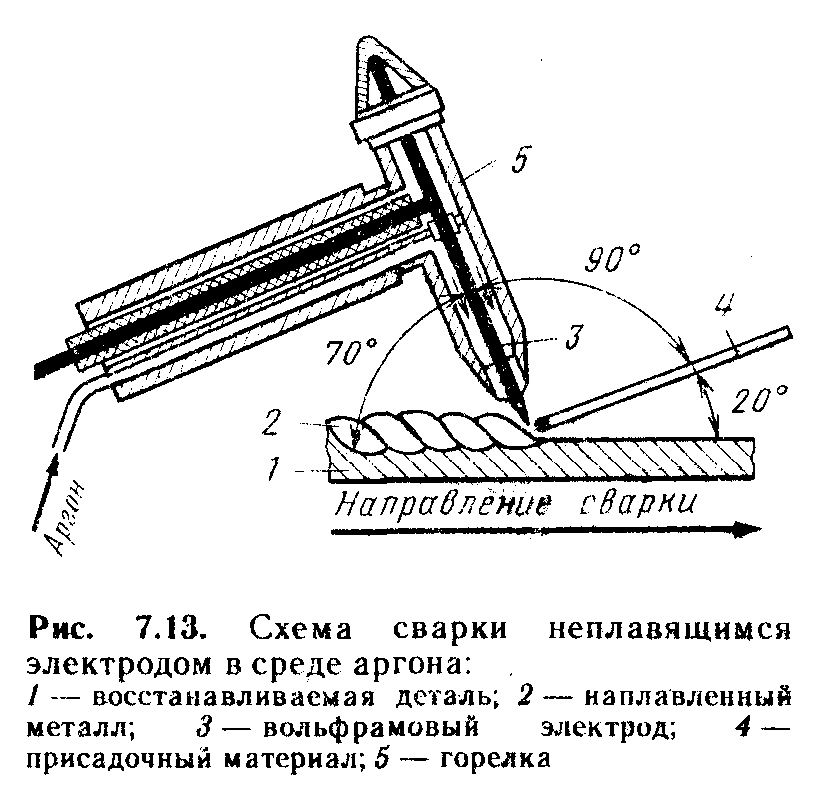
Неплавкие делается из тугоплавкого материала, в основном вольфрама, они не расходуется во время сварки и служит лишь для подведения тока к дуге.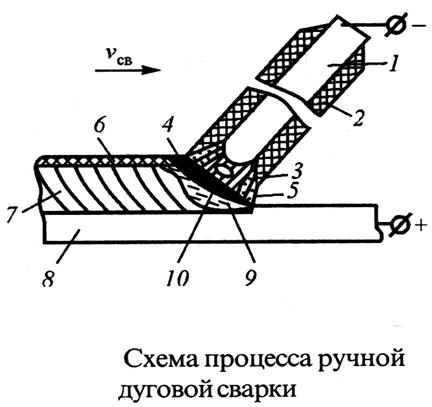 Защитную атмосферу в этом случае создают подачей газа через шланг или насыпая флюсовый порошок вдоль линии сварки.
Защитную атмосферу в этом случае создают подачей газа через шланг или насыпая флюсовый порошок вдоль линии сварки.
Кроме того, они различаются по диаметру. Диаметр определяет как сварочный ток, который на него необходимо подать, так и максимальную толщину соединяемых деталей.
Источники питания
Для ручной электросварки применяют следующие разновидности источников тока:
- Трансформаторы. Уходящий в прошлое, громоздкий и очень тяжелый источник. Преобразует высокое напряжение питающей сети в пониженное, пропорционально увеличивая силу тока. Ручная дуговая сварка переменным током требует высокого мастерства сварщика, источник сильно зависит от стабильности параметров питающей электросети и вызывает в ней помехи и броски напряжения. Не рекомендуется для начального обучения.
- Выпрямители. Представляет собой тот же громоздкий сварочный трансформатор, дополненный выпрямительным блоком. Ручную дуговую сварку ведет постоянным током, но при этом сохраняет остальные недостатки трансформатора.
- Инверторы. Современный сварочный аппарат. В нем переменный ток из сети путем многократных преобразований превращается в постоянный ток, напряжение которого стабилизировано. Работа его не зависит от изменений напряжения в питающей сети, и сам он также не вызывает бросков напряжения. Отличается малым весом и габаритами, его легко переносить, а маломощные модели вообще можно носить на плечевом ремне. Это очень удобно при сварке протяженных конструкций, например, заборов. Оснащен электронными системами стабилизации параметров дуги и защиты от прилипания электрода. Идеально подходит как для начального обучения, так и для дальнейшей работы. Доступен по цене.
- Полуавтоматы. В качестве источника тока используется инвертор. В этом классе аппаратов используется сварочная проволока, подаваемая в рабочую зону специальным механизмом. Вместо флюсового напыления применяется прямая подача газа из баллона в рабочую зону. Многократно превосходит инвертор по производительности и по диапазону доступных для соединения металлов и сплавов. В несколько раз дороже инвертора равной мощности.
 Многократно превосходит инвертор по производительности и по диапазону доступных для соединения металлов и сплавов. В несколько раз дороже инвертора равной мощности.
Многократно превосходит инвертор по производительности и по диапазону доступных для соединения металлов и сплавов. В несколько раз дороже инвертора равной мощности.- Сварочный полуавтомат
- Трансформатор для сварки
Для начального обучения и небольших объемов работ лучше выбрать инвертор, для сложных работ или больших объемов больше подойдет полуавтомат.
Положение электродов во время работы
От правильного положения и траектории движения электрода во время ручной дуговой сварки напрямую зависит как качество соединения, так и производительность работы сварщика
Наиболее распространены траектории, ориентированные вдоль оси электрода. Движение таким образом помогает поддерживать оптимальный дуговой зазор. Слишком короткая дуга вызывает перегрев рабочей зоны, разбрызгивание металла и прилипание электрода. Слишком длинная дуга может вызвать непровар, появление пор или угасание дуги.
 youtube.com/embed/Ajetr7ndrA0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/Ajetr7ndrA0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Далее следует освоить равномерное движение вдоль линии соединения деталей. Если движение будет строго поступательным, получится ровный и тонкий шов, ширина которого может превышать диаметр электрода не более чем в полтора раза. Такую траекторию используют для сваривания листов и профилей малой толщины, при исполнении многослойных соединений.
Следующий тип траектории — к продольному движению добавляются короткие поперечные перемещения, напоминающие очень плотную строчку «зигзаг» на швейной машинке. Здесь также очень важно следить за тем, чтобы в крайнем положении каждого «стежка» не увеличивался дуговой зазор.
Надо выполнять движение змейкой всей кистью. Такой вид траектории позволяет добиться существенно большей ширины и глубины проплавки.
Ширина такого сварочного соединения может в три, а у опытного сварщика — и в пять раз превышать диаметр электрода.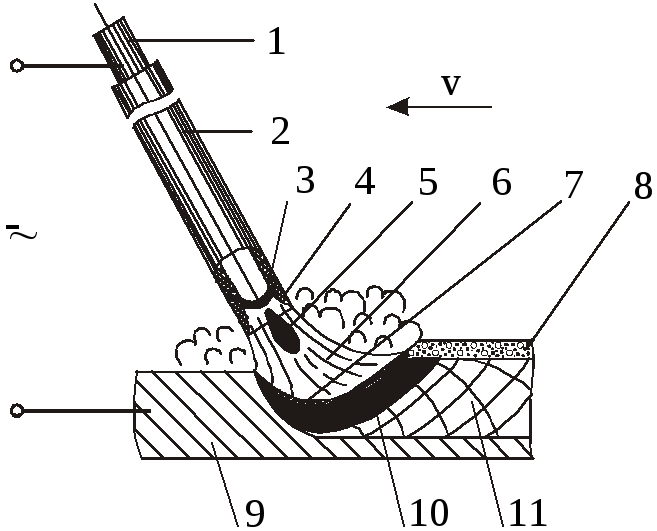
Основы безопасности при работе
Ручная дуговая сварка является источником повышенной опасности. Основные факторы, вредящие здоровью сварщика и лиц, работающих рядом с ним, следующие:
- Высокая температура дуги и рабочей зоны, могущая вызвать ожоги.
- Разбрызгивание раскаленного металла и разлет частиц шлака при зачистке.
- Мощное ультрафиолетовое излучение, приводящее к заболеваниям кожи и глаз вплоть до слепоты.
- Высокое напряжение питающей сети.
- Вредные сварочные газы и пары металла, вдыхание которых приводит к отравлению и заболеваниям органов дыхания.
- Пожароопасность.
Электрододержатели и защитные приспособления
Исходя из этого, следует соблюдать следующие требования по безопасности
- Использовать индивидуальные средства защиты: маску со светофильтром, респиратор, краги сварщика и невоспламеняющуюся спецодежду и обувь.
- Обеспечить качественную вытяжную вентиляцию.
- Перед началом работы осмотреть оборудование на предмет отсутствия механических повреждений и нарушения изоляции.
- Надежно закрепить свариваемые заготовки инвентарными крепежными приспособлениями или специальной оснасткой.
- Не загромождать рабочую зону, следить за положением кабелей и шлангов.
- После окончания сварных работ выключить оборудование.
Выполнение этих требований позволит сохранить здоровье и сберечь материальные ценности.
Что влияет на качество и размеры сварного шва
Одна из важных характеристик, определяющих качество сварного соединения — это провар, определяемый как отношение ширины шва к его глубине в поперечном сечении.
На геометрические показатели влияют следующие факторы:
- Сила тока. Чем она больше, тем большей глубины проплава можно достигнуть. Глубина проплава зависит также от плотности свариваемого материала — чем плотнее металл, тем меньшей глубины удастся добиться при той же силе тока. Сила тока не оказывает существенного воздействия на ширину.
- Тип применяемого тока. При сварке постоянным током соединение получается более узким, а при использовании переменного тока той же интенсивности-более широким.
- Диаметр электрода также оказывает влияние на глубину и ширину шва. При большем больше диаметре электродуга получается мощнее, позволяя получить более широкий шов.
- Рабочее напряжение также влияет на параметры шва — при его повышении ширина шва увеличивается.
 Сила тока не оказывает существенного воздействия на ширину.
Сила тока не оказывает существенного воздействия на ширину.Схема сварки под флюсом
Флюс, сгорая в пламени дуги, выделяет защитные газы, а твердые остатки образуют шлак, также попадающий в сварочную ванну.
Химический состав шлака оказывает сильное влияние на качество.
Он:
- улучшает качество обработки стали;
- стабилизирует тепловой режим рабочей зоны и повышает скорость плавления;
- облегчает формирование сварного шва;
- повышает стабильность электродуги.
Существует способ ручной дуговой сварки, при котором используются цельнометаллические плавящиеся электроды, а флюс в виде порошка насыпается вдоль линии будущего шва.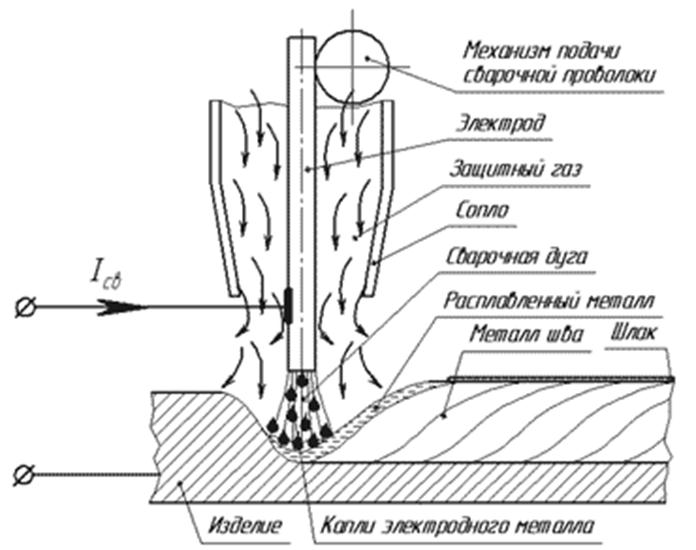 По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
В целом автоматическая сварка дает намного лучшие, а главное, стабильные результаты качества работ, чем ручная дуговая. Причина этого заключается в том, что все параметры процесса, включая положение сварочной головки, угол ее наклона и расстояние до поверхности контролируются компьютером. К тому же автомат не утомляется, его внимание не рассеивается и он не подвержен влиянию вредных факторов рабочей зоны.
Как варить швы в разных положениях
Ручная дуговая сварка позволяет варить в самых разнообразных положениях. ДЛЯ каждого из них существуют свои технологические указания, направленные на обеспечение высокого качества работ.
Параметры режима ручной дуговой сварки
Нижнее положение
Сварщик находится сверху относительно рабочей зоны, заготовки расположены горизонтально. Это самое простое и самое распространенное положение. В нем необходимо следить лишь за полным проплавлением сечений и не допускать прожогов. Требуется надежно закрепить заготовки инвентарными крепежными средствами, а под них подложить специальные монтажные прокладки из меди.
Скачать ГОСТ 5264-80
Вертикальное положение
В этом положении начинает действовать такой осложняющий работу фактор, как земное притяжение. Под его воздействием расплавленный металл будет стремить покинуть сварочную ванну и стечь вниз. Работу рекомендуется вести в направлении снизу вверх, чтобы стекающие расплавленные капли попадали на сформированный шовный материал. Этот прием заметно снижает скорость работы, но позволяет сохранить качество. При выборе направления сверху вниз скорость повысится, но заметно упадет глубина проплава.
Сварка вертикальных швов
Потолочное положение
Это самое сложное положение, в котором приходится работать сварщику. Чтобы расплавленный металл не пролился вниз, требуется снизить вес сварочной ванны до такой степени, чтобы он удерживался силами поверхностного натяжения. Это достигается уменьшением скорости и периодической приостановкой работ для того, чтобы металл успевал схватываться.
Ручная дуговая сварка в потолочном положении
Умение работать в потолочном положении — признак высокой квалификации сварщика.
Как выполняется дуговая ручная сварка
Дуговая ручная сварка (ДРС) – это вид сваривания, в котором применяются специальные электроды. При ней сварщик осуществляет все необходимые действия вручную.
Процесс дуговой сварки.
К этим действиям относят:
- зажигание дуги;
- поддержание длины дуги во время сварочных работ;
- перемещение вдоль свариваемых кромок;
- подача электрода в зону горения дуги.
Электрододержатели для ручной дуговой сварки должны соответствовать определенным стандартам и нормам.
Как делается РДС
Для того чтобы образовать и поддержать электрическую дугу, к железным электродам и обрабатываемому материалу подводят ток. Режимы ручной дуговой сварки могут быть различными.
Функции электродного покрытия.
В случае сваривания током постоянного характера дуга может быть с обратной или прямой полярностью. Прямая полярность значит, что минус подводят к электродам, а свариваемое изделие, соответственно, получает плюс. Обратная полярность означает, что электроды для ручной дуговой сварки были подключены к минусу, т.е. действия были произведены в обратном порядке.
Габариты ванны сваривания зависимы от типа и расстановки сварки, а также от скорости, с которой перемещается дуга.
Длина дуги – это расстояние от площади пятен на ванне сваривания и до пятна на площади электрода. Из-за того что покрытие плавится, происходит образование газовой атмосферы, которая выдавливает кислород и предотвращает его контакт с металлом. В этой атмосфере еще есть пар легирующих частей металла (smaw).
В этой атмосфере еще есть пар легирующих частей металла (smaw).
Шлаки в основном выполняют защитную функцию только что расплавленных металлов, они должны иметь следующие качества и параметры:
- способствовать активной металлургической обработке железа;
- положительно влиять на прохождение тепловых режимов путем сваривания и уменьшения скорости снижения температуры соединений;
- способствовать правильному формированию швов сварки;
- быть устойчивыми к свариванию и поддерживать дугу.
Вернуться к оглавлению
Как зажечь дугу для РДС
Схема ручной дуговой сварки плавящимся электродом.
Если вам нужно запустить сварочную дугу, которая будет проходить между вашим электродом и поверхностью, то нужно просто приставить к металлу конец электрода в вертикальном положении.
Фактически сразу после касания нужно начать медленно двигать электрод вверх, потому что в противном случае вы можете получить не сварочную дугу, а залипание.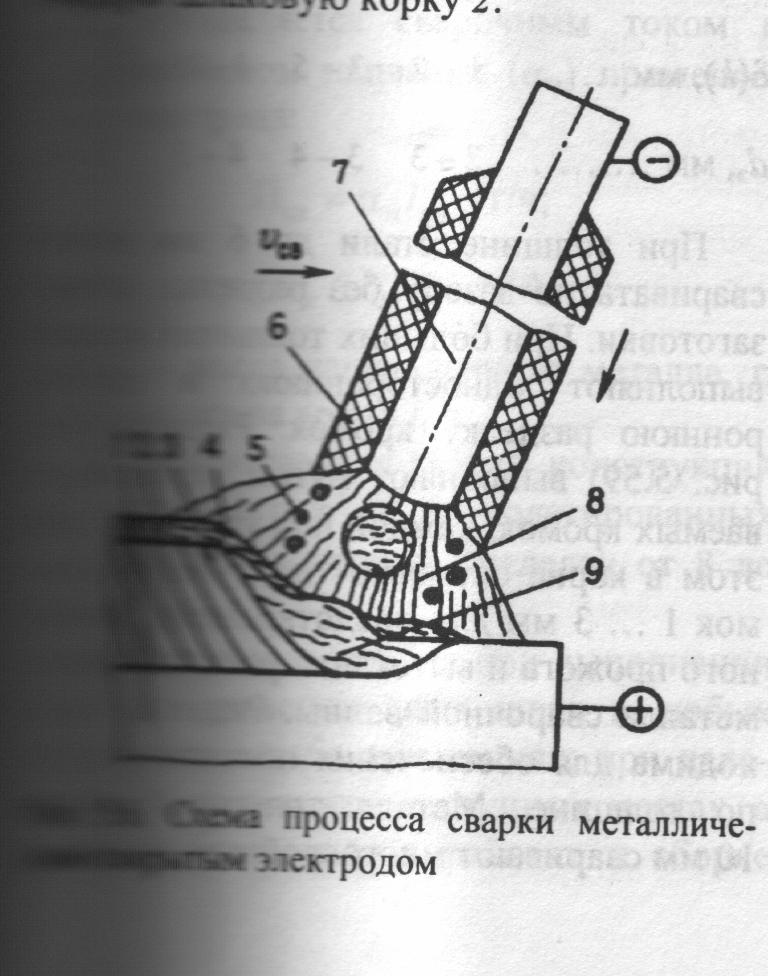
Ведут дугу так, чтобы обеспечивалось максимальное расплавление кромок и получалось нужное качество металла.
Этого можно достичь при помощи поддержки постоянной длины пути, помимо этого, значительную роль играет движение электродом.
Вернуться к оглавлению
Как правильно перемещать сварку
Когда делается ручная дуговая сварка, электрод при передвижении может перемещаться по одной из трех типов траекторий, которые направляются вдоль оси электрода. Такое движение позволяет поддержать постоянную дуговую длину, зависящую от скорости плавки электродов. Излишнее сокращение дуги может ухудшить силу шва, при этом спровоцировать замыкание. Если слишком увеличить длину дуги, то глубина сварки будет меньше и увеличится расплескивание железа, что ухудшит как внешний вид шва, так и его прочность, а в отдельных случаях способно вызвать появление пор.
Схема сварки в среде затиного газа аргона.
Следующим типом является перемещение по оси с целью образовать шов. Скорость движения зависима от тока, диаметра используемых электродов, от того, с какой скоростью он плавится и некоторых других факторов. Если поперечные движения будут отсутствовать, то выйдет крайне узкий, ниточный шов, который будет не более чем в полтора раза шире диаметра самого электрода. Эти швы можно применять только при сваривании небольших листов, накладывании многослойных швов и некоторых, отличающихся от описанных случаев.
Скорость движения зависима от тока, диаметра используемых электродов, от того, с какой скоростью он плавится и некоторых других факторов. Если поперечные движения будут отсутствовать, то выйдет крайне узкий, ниточный шов, который будет не более чем в полтора раза шире диаметра самого электрода. Эти швы можно применять только при сваривании небольших листов, накладывании многослойных швов и некоторых, отличающихся от описанных случаев.
Следующим типом можно считать перемещение с целью получить нужную нам ширину швов и глубину проплавления.
Поперечные движения определяются благодаря размерам и расположению шва, уровню навыков сварщика и некоторым другим факторам. Швы, которые получаются таким методом, как правило, имеют от полутора до пяти диаметров самого электрода.
Вернуться к оглавлению
Технология ручной дуговой сварки
РДС и техника, в которой она должна выполняться, зависима от положения сварочного шва.
Таблица режимов дуговой сварки.
- Нижняя РДС ручная дуговая сварка нижнего типа. Ее основная проблема заключается в обеспечении полного проплавления сечений и избежании прожогов. Во время сваривания одностороннего шва на весу достаточно сложно избегать непроваривания или прожигания, потому для одностороннего шва часто можно применить способ удержания ванны сваривания: сварку можно проводить на съемных подкладках из меди; накладывая подварочный шов; вырубать непровар и сваривать корень шва. При работе с угловыми швами, у которых нижняя плоскость располагается горизонтально, бывает такое, что вершина угла, или одна из кромок останется непроваренной. Это может произойти на нижних листках, если вы начнете сваривание с вертикального листа, потому что в таком случае металл, который расплавляется, будет стекать на холодную поверхность, на нижний лист. Потому свариваются такие швы, только начиная с нижней плоскости.
- Вертикальный тип РДС. При проведении вертикальной ручной варки расплавленные металлы при стекании могут сильно помешать шву правильно сформироваться и уменьшить проплавку. Вертикальные швы в основном делаются на подъем. В данном случае очень часто можно получить хорошее сваривание и поддержать плавящиеся металлы на кромке. Но все равно в этом случае производительность станется очень низкой, а увеличить ее можно будет только благодаря спусковому свариванию. Но в этом случае глубина сваривания будет достаточно маленькой и этот метод лучше применять для сваривания тонких металлов с применением специализированных электронов.
- Потолочный тип РДС. Крайне непростой будет и ручной тип сварки потолочного типа. Металл, расплавляемый в процессе сваривания, в конкретно этом случае будет оставаться там лишь через натяжение. Потому нужно, чтобы он весил меньше, чем способна сдержать эта сила.
 Ее основная проблема заключается в обеспечении полного проплавления сечений и избежании прожогов. Во время сваривания одностороннего шва на весу достаточно сложно избегать непроваривания или прожигания, потому для одностороннего шва часто можно применить способ удержания ванны сваривания: сварку можно проводить на съемных подкладках из меди; накладывая подварочный шов; вырубать непровар и сваривать корень шва. При работе с угловыми швами, у которых нижняя плоскость располагается горизонтально, бывает такое, что вершина угла, или одна из кромок останется непроваренной. Это может произойти на нижних листках, если вы начнете сваривание с вертикального листа, потому что в таком случае металл, который расплавляется, будет стекать на холодную поверхность, на нижний лист. Потому свариваются такие швы, только начиная с нижней плоскости.
Ее основная проблема заключается в обеспечении полного проплавления сечений и избежании прожогов. Во время сваривания одностороннего шва на весу достаточно сложно избегать непроваривания или прожигания, потому для одностороннего шва часто можно применить способ удержания ванны сваривания: сварку можно проводить на съемных подкладках из меди; накладывая подварочный шов; вырубать непровар и сваривать корень шва. При работе с угловыми швами, у которых нижняя плоскость располагается горизонтально, бывает такое, что вершина угла, или одна из кромок останется непроваренной. Это может произойти на нижних листках, если вы начнете сваривание с вертикального листа, потому что в таком случае металл, который расплавляется, будет стекать на холодную поверхность, на нижний лист. Потому свариваются такие швы, только начиная с нижней плоскости. Вертикальные швы в основном делаются на подъем. В данном случае очень часто можно получить хорошее сваривание и поддержать плавящиеся металлы на кромке. Но все равно в этом случае производительность станется очень низкой, а увеличить ее можно будет только благодаря спусковому свариванию. Но в этом случае глубина сваривания будет достаточно маленькой и этот метод лучше применять для сваривания тонких металлов с применением специализированных электронов.
Вертикальные швы в основном делаются на подъем. В данном случае очень часто можно получить хорошее сваривание и поддержать плавящиеся металлы на кромке. Но все равно в этом случае производительность станется очень низкой, а увеличить ее можно будет только благодаря спусковому свариванию. Но в этом случае глубина сваривания будет достаточно маленькой и этот метод лучше применять для сваривания тонких металлов с применением специализированных электронов.Для значительного уменьшения размеров ванны сваривания нужно выполнять сваривание и время от времени замыкать ее, это позволит металлу на шве частично поддаться кристаллизации.
Используют диаметр электродов ниже обычного, это позволяет снизить сварочный ток, также можно использовать специализированные на этом типе сваривания электроды, которые позволяют получить более вязкую сварочную ванну.
У данного типа есть достоинства и недостатки.
Чем хорош ручной дуговой тип сварки:
- можно проводить сваривание даже в местах, где доступ затруднен;
- возможность достаточно быстро переходить между материалами;
- сваривать можно даже самые разные виды стали, так как выбор производимых электродов крайне широк;
- можно легко и удобно транспортировать необходимое для работы оборудование;
- сварка труб является очень удобной.
Минусы ручного типа дуговой сварки:
- коэффициент полезного действия достаточно низкий, сравнивая с прочими типами сваривания;
- от уровня навыка сварщиков полностью зависит качество соединения;
- условия сварки являются достаточно вредными.
Чтобы такая ручная сварка была качественной, должны использоваться электрододержатели для ручной дуговой сварки марки, которая соответствует всем нормам. Этот тип сварки не имеет особого преимущества перед другими, так как является достаточно старым. Для него требуются стандартные сварочные материалы. Но несмотря на все, ручная дуговая сварка покрытыми электродами используется, как и раньше.
Для него требуются стандартные сварочные материалы. Но несмотря на все, ручная дуговая сварка покрытыми электродами используется, как и раньше.
Для этого типа сваривания необходимо применять различные трансформаторы, генераторы, держатели и маски для сварщиков.
Сейчас чаще всего применяются самые простые и сравнительно легкие инверторы для сварки. Их производят многие фирмы, и имеется большое разнообразие. В свою очередь, трансформаторы для сварки много весят и крайне надежны в работе.
С этой целью используются как электроды, которые плавятся, так и те, которые не плавятся. Изготавливаются они из проволок и специальных покрытий. Это покрытие применяется для того, чтобы дуга устойчиво горела. Помимо этого, используются разные режимы и типы ручной дуговой сварки.
принципиальная схема, источники сварочного тока, сварочные материалы, режимы сварки, область применения.
Рис.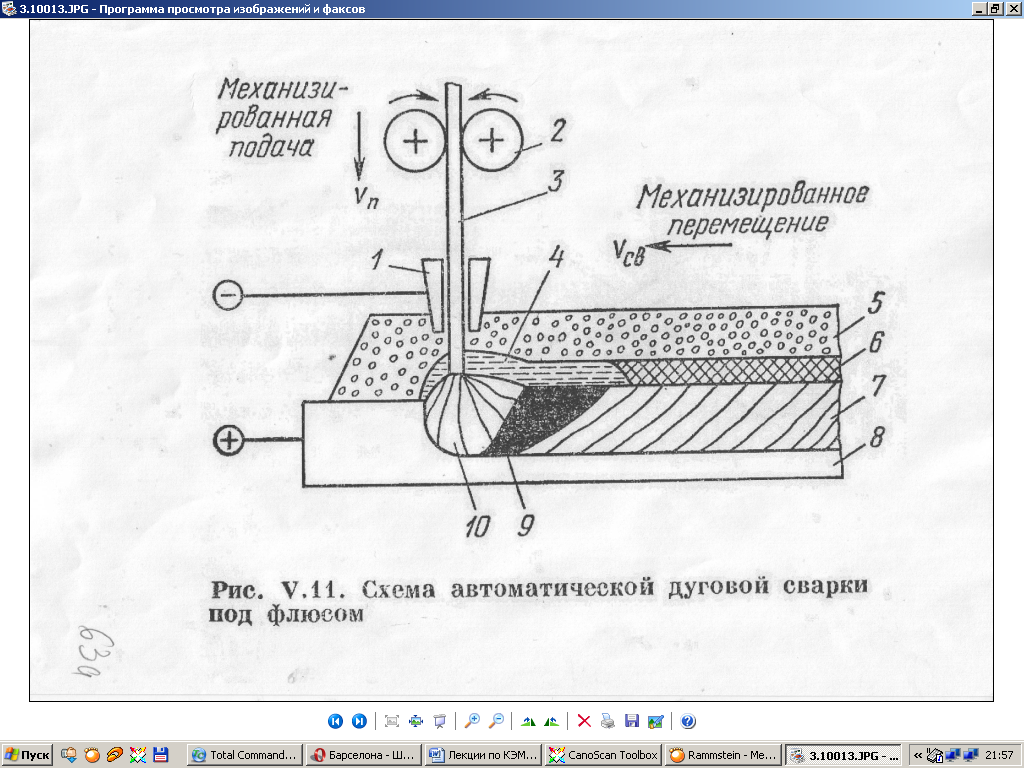
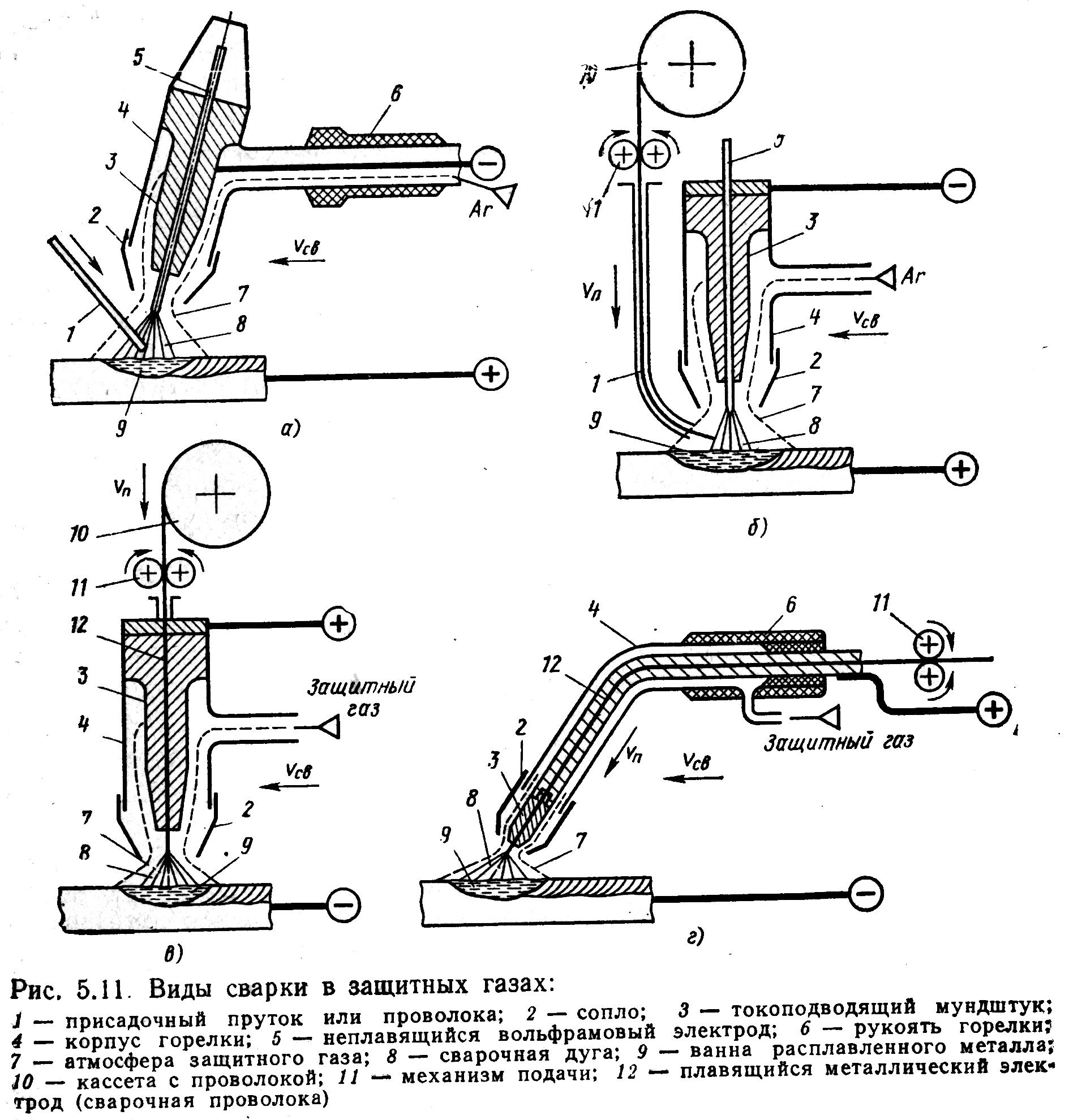
5.11. Виды сварки в защитных газах:
/
-~ присадочный пруток или проволока; 2
— сопло; 3 — то ко подводя щи и мундштук;
4 — корпус горелки;» 5 -— неплавящийся
вольфрамовый электрод; 6 — рукоять
горелки; 7 — атмосфера защитного газа;
8 — сварочная Дуга; 9 — ванна расплавленного
металл г»; 10 — кассета с проволокой; //
— механизм подачи; 12 — плавящийся
металлический электрод (сварочная
проволока)
Сварку
в углекислом газе выполняют только
плавящимся электродом на повышенных
плотностях постоянного тока обратной
полярности (см. рис. 5.11, в, г). Такой режим
обусловлен теми же особенностями
переноса электродного металла и
формирования шва* которые рассмотрены
для сварки плавящимся электродом в
аргоне.
При
применении СО2 в качестве защитного
газа необходимо учитывать некоторые
металлургические особенности процесса
сварки, связанные с окислительным
действием СО2. При высоких температурах
сварочной дуги СО2 диссоциирует на
оксид углерода СО и кислород О, который,
если не принять специальных мер, приводит
к окислению свариваемого металла и
легирующих элементов. Окислительное
Окислительное
действие О нейтрализуется введением
в проволоку дополнительного количества
раскислителей марганца и кремния.
Поэтому для сварки в СОв углеродистых
и низколегированных сталей применяют
сварочную проволоку с повышенным
содержанием этих элементов (Св-О8ГС,
Св-10Г2С и т. д.). На поверхности шва
образуется тонкая шлаковая корка из
оксидов раскислителей. Часто применяют
смесь СО2 + 10 % О2. Кислород играет ту же
роль, что и при добавке в аргон.
Сварка
в атмосфере защитных газов в зависимости
от степени механизации процессов подачи
присадочной или сварочной проволоки
и перемещения сварочной горелки может
быть ручной, полуавтоматической и
автоматической.
По
сравнению с ручной сваркой покрытыми
электродами и автоматической под флюсом
сварка в защитных газах имеет следующие
преимущества: высокую степень защиты
расплавленного металла от воздействия
воздуха; отсутствие на поверхности шва
при применении аргона оксидов и шлаковых
включений; возможность ведения процесса
во всех пространственных положениях;
возможность визуального наблюдения
за процессом формирования шва и его
регулирования; более высокую
производительность процесса, чем при
ручной дуговой сварке; относительно
низкую стоимость сварки в углекислом
газе.
Области
применения сварки в защитных газах
охватывают широкий круг материалов и
изделий (узлы летательных аппаратов,
элементы атомных установок, корпуса и
трубопроводы химических аппаратов и
т, п.). Аргонодуговую сварку применяют
для цветных (алюминия, магния, меди) и
тугоплавких (титана, ниобия, ванадия,
циркония) металлов и их сплавов, а также
легированных и высоколегированных
сталей.
В
углекислом газе сваривают конструкции
из углеродистой и низколегированной
сталей (газо- и нефтепроводы, корпуса
судов и т. д.). Преимущество полуавтоматической
сварки в С02 с точки зрения ее стоимости
и производительности часто приводит
к замене ею ручной дуговой сварки
покрытыми электродами.
Для
обеспечения устойчивости горения дуги
с возрастающей характеристикой применяют
источники сварочного тока с жесткой
или возрастающей характеристикой.
Для
питания сварочной дуги применяют
источники переменного тока (сварочные
трансформаторы) и источники постоянного
тока (сварочные выпрямители и генераторы).
Ручная дуговая сварка — видео и принцип работы сварочного аппарата
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.
Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.
В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата.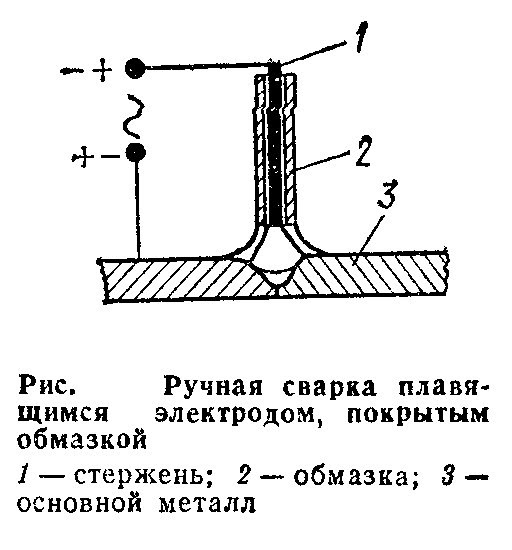 Он может быть переменным или постоянным.
Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.
Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.
Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Параметры режима ручной дуговой сварки
Поговорим немного о сварке, а точнее о ее режимах и параметрах. Под самим режимом сварки понимают создание всех условий, которые требуются для протекания процессов сварки.
Блок: 1/5 | Кол-во символов: 173
Источник: http://stalevarim.ru/pub/parametry-rezhima-svarki-i-vybor-rezhima-svarki/
Определение режимов сварки
Параметры режима сварки могут быть:
- Основные.
- Дополнительные.
Основные параметры — это полярность и рост тока, напряжение и скорость самой сварки, величина тока, диаметр электрода, а также максимальная величина его колебания.
Дополнительные же параметры — это температура металла до работы, толщина покрытия электрода и его состав, положение электрода в пространстве, которое может быть, как вертикальное так и наклонное, а также величина вылета электрода и положение изделия во время сварки.
Блок: 2/7 | Кол-во символов: 520
Источник: https://ongun.ru/tutorial-plumbing/select-the-mode-for-manual-arc-welding-modes-of-manual-arc-welding/
Основные параметры дуговой сварки
Эти параметры, прежде всего, связанны с условиями горения дуги, а также с условиями ведения самого процесса. Погонная энергия может быть совершенно одинаковой, но при этом, у вас есть возможность менять род тока и его полярность, диаметр электрода, непрерывные и импульсные режимы горения. Иногда применяется колебание электрода, сжатие дуги. Все особенности прямым образом сказываются на размерах швов и формировании ванны.
Все особенности прямым образом сказываются на размерах швов и формировании ванны.
- Диаметр электрода
Если сила тока постоянна, то диаметр электрода является определяющим фактором, который определяет плотность энергии, подвижность дуги. Если диаметр электрода увеличивается, то при одной и той же силе сварочного тока уменьшается глубина проплавления и при этом увеличивается его ширина.
- Полярность и род тока
Род тока и его полярностью во многом определяют количество теплоты, которое выделится на изделие во время сварки. Теплоту, можно оценить по эффективному падению напряжения. Зависимость составляется для катода и анода, что обозначены wa и wk в данном уравнении:
Заметим, что далеко не вся энергия, что обозначена uk, переходит в тепло. Согласно уравнению, разница выделения теплоты на катоде и аноде определяется лишь способом, которым ведется сварка. На практике оказывается, что величина проплавления при использовании прямой полярности меньше, чем при обратной. Катодное пятно занимает меньшую площадь, чем анодное, так что вырастает ширина сварного шва.
Катодное пятно занимает меньшую площадь, чем анодное, так что вырастает ширина сварного шва.
- Наклон электрода
Изменяя угол наклона электрода, вы можете влиять на ширину и глубину шва. Если сварка ведется под углом меньше 90 градусов, то такой вид сварки выполняют исключительно углом вперед, а расплавленный в процессе металл просто вытесняется в головную часть ванны. Таким образом, заметно снижается глубина проплавления металла.
Сварка под углом больше 90 градусов выполняется только углом назад, но при этом расплавленный металл вытесняется в противоположном направлении, то есть в хвостовую часть. Такой режим сварки может значительно увеличить глубину проплавления.
Итак, основные параметры режима сварки мы уже назвали, далее рассмотрим дополнительные факторы определяющие режим сварки и будущее качество сварного соединения.
Блок: 3/5 | Кол-во символов: 2187
Источник: http://stalevarim.ru/pub/parametry-rezhima-svarki-i-vybor-rezhima-svarki/
ДОПОЛНИТЕЛЬНЫЕ
- Положение шва в пространстве
- Число проходов
- Температура окружающей среды
СВАРОЧНЫЙ ТОК устанавливают в зависимости от диаметра электрода, а диаметр электрода выбирают в зависимости от толщины свариваемого изделия:
Толщина металла, мм | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и более |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
Блок: 3/5 | Кол-во символов: 393
Источник: https://weldering. com/parametry-rezhima-ruchnoy-dugovoy-svarki
com/parametry-rezhima-ruchnoy-dugovoy-svarki
Схема дуговой сварки
Схема наполнения шва соединения обуславливает способность получаемого соединения отдельных деталей воспринимать предполагаемые нагрузки, сказывается на деформировании шовной массы, параметрах внутреннего напряжения.
Шовные соединения могут отличаться по длине:
- короткие — до 30 см;
- средние — 30-100 см;
- длинные — от 100 см.
Зависимо от длины сварного шва техника его заполнения бывает разной.
Если одного прохода сваркой недостаточно для заполнения шовного соединения в полном объеме, тогда накладываются дополнительные швы.
- Многослойный шов — если количество слоев соответствует количеству проходов электродами.
- Многослойно-проходной шов — если для наложения некоторых слоев требуется несколько прохождений.
Выбор тока, диаметра сечения электрода
Токовая сила при использовании электродуговой ручной сварки — один из самых важных показателей, влияющих на рабочую производительность, качество шовного соединения.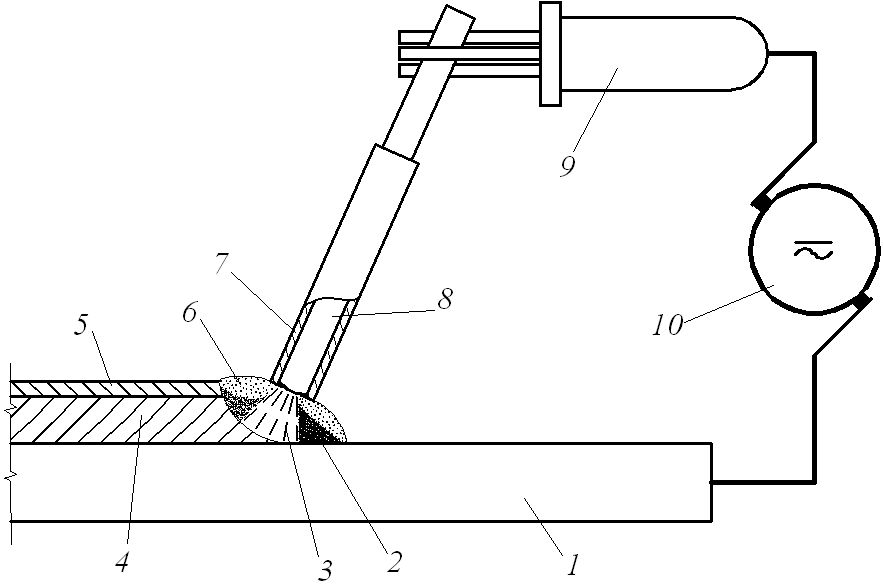
Чаще всего в комплект поставки сварочного оборудования входит инструкция по эксплуатации, в которой указываются рекомендуемые параметры. Если же инструкция не предусмотрена, тогда выбор токовой силы рекомендуется осуществлять с учетом диаметра используемых электродов, многие производители которых размещают соответствующую информацию на упаковке.
Важно не забывать! Чем больше диаметр сечения электрода, тем шире получается сварной шов, глубина проварки меньше — хуже соединение в целом.
Пример соотношения тока, диаметра электрода, толщины материала
| I т, А | 10-20 | 30-45 | 45-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
|---|---|---|---|---|---|---|---|---|
D эл. , мм , мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| T м, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
Тип, полярность тока
Данные параметры зависят от типа, толщины металла свариваемых деталей. При постоянном электротоке с обратной полярностью электрод выделяет больше тепловой энергии.
Ток постоянный:
- для соединения образцов из легированной стали, чтоб не допустить их перегрева;
- для сварки тонких металлических изделий, чтобы не допустить их прожигания.
Ток переменный:
- для заготовок из углеродистых сталей, с целью экономичности.
У многих сварочных устройств современной конструкции при помощи выпрямления переменного тока формируется на выходе сварочный ток постоянного типа.
Напряжение дуги
После расчета силы тока нужно просчитать длину дуги, которая определяется дистанцией между окончанием электродной проволоки, поверхностью соединяемых металлических образцов.
Важно! Осуществляя сварочные работы, нужно контролировать стабильность дуги, от которой зависит качество соединения.
Подбирая режимы ручной дуговой сварки, про
Техника ручной дуговой сварки для начинающих
Техника ручной дуговой сварки для начинающих
Даже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья входит в серию часто задаваемых вопросов TWI.
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi.co.uk
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически по линии соединения, в то время как электрод либо просто пропускает ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают с образованием металлургической связи.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)
Также известная как Газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или сварка стержнем — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов с различной толщиной материала во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно поданный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.Флюс также помогает предотвратить брызги и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится по мере того, как расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло, необходимое для плавления проволоки и кромок пластины, вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для создания соединения, с другой металлической деталью.
Методы использования неплавящихся электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как Газовая вольфрамо-дуговая сварка (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создать плазму, которую затем протирают через отверстие тонкой в аноде, чтобы достигнуть опорной плиты. Таким образом плазма отделяется от защитного газа.
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением.Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. После охлаждения и затвердевания образуется металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. Д.), В которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке сильное тепло, необходимое для плавления металла, создается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль стыка. Электрод может быть стержнем, который просто пропускает ток между наконечником и изделием.Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная схема
Базовая схема дуговой сварки проиллюстрирована на рис. 1. Источник питания переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер за электродом затвердевает по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава контактирует с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет к сварному шву раскислители.
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рисунке 2 показано экранирование сварочной дуги и ванны с помощью стержневого электрода. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают сильный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее поверхностным натяжением
- Spray Arc — капля выбрасывается из расплавленного металла на электрод наконечник с помощью электрического пинцета перемещает его в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги, и расплавленные капли отделяются и транспортируются на работу через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают через зазор на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с плавящимися электродами. Это обеспечивает более высокий тепловой КПД и более узкие зоны термического влияния.
Так как должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть больше статей о процессах и теории дуговой сварки
Посмотреть статьи с инструкциями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на типы неплавящегося и плавящегося электродов, а также принципы образования дуги и сварки.
Обязательно к прочтению всем, кто занимается сваркой!
Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.
Скачать
Дуговая сварка — это разновидность сварки плавлением, которая широко используется в различных областях промышленности.
Существует множество разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа.Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется благодаря простоте автоматизации.
Дуговая сварка, включая дуговую сварку в среде защитных газов, в общих чертах делится на два типа: тип плавящегося (плавкого) электрода и тип неплавкого (неплавкого) электрода в зависимости от того, плавится ли сварочный пруток / проволока в процессе или нет.
| Расход электродов | Метод сварки |
|---|---|
| Неплавкий (неплавкий) электрод типа |
|
| Плавкий электрод типа |
|
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
В дуговой сварке используется электрическое явление, называемое дуговым разрядом. Дуговый разряд — это явление электрического разряда газа и относится к току, выделяющемуся в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция, наконец, разрывается, и между электродами течет ток, излучая одновременно яркий свет и высокую температуру. Генерируемый свет в форме дуги называется электрической дугой или дугой.Дуговая сварка — это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке на электрод (сварочный стержень / проволоку) подается положительное напряжение, а на основной материал — отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет от 5 до 1000 А, а выходное напряжение составляет от 8 до 40 В. Температура дуги составляет примерно от 5000 до 20 000 ° C. Температура плавления железа около 1500 ° C. Следовательно, основной материал и электрод нагреваются до высокой температуры и сплавляются вместе.
Дом
Принципиальная схема сварочного инвертора
| Продукты и поставщики
Продукты и услуги
- Все
- Новости и аналитика
- Продукты и услуги
- Библиотека стандартов
- Справочная библиотека
- Сообщество
ПОДПИСАТЬСЯ
АВТОРИЗОВАТЬСЯ
Я забыл свой пароль.
Нет учетной записи?
Зарегистрируйтесь здесь.
Дом
Новости и аналитика
Последние новости и аналитика
Аэрокосмическая промышленность и оборона
Автомобильная промышленность
Строительство и Строительство
Потребитель
Электроника
Энергия и природные ресурсы
Окружающая среда, здоровье и безопасность
Еда и напитки
Естественные науки
Морской
Материалы и химикаты
Цепочка поставок
Пульс360
При поддержке AWS Welding Digest
Товары
Строительство и Строительство
Сбор данных и обработка сигналов
Электрика и электроника
Контроль потока и передача жидкости
Жидкая сила
Оборудование для обработки изображений и видео
Промышленное и инженерное программное обеспечение
Промышленные компьютеры и встраиваемые системы
Лабораторное оборудование и научные инструменты
Производственное и технологическое оборудование
Погрузочно-разгрузочное и упаковочное оборудование
Материалы и химикаты
Механические компоненты
Движение и управление
Сетевое и коммуникационное оборудование
Оптические компоненты и оптика
Полупроводники
Датчики, преобразователи и детекторы
Специализированные промышленные товары
Контрольно-измерительное оборудование
Все каталоги продукции
Сервисы
Строительство и строительные услуги
Бизнес-услуги
Услуги по калибровке и тестированию
Контрактное производство и изготовление
Контрактное производство электрического и электронного оборудования
Инженерно-технические услуги
Услуги промышленной автоматизации
Промышленное обслуживание
Услуги по транспортировке материалов и упаковке
Специализированные промышленные услуги
Библиотека стандартов
Справочная библиотека
Сообщество
Справочник поставщиков
СХЕМА СВАРКИ МЕТАЛЛИЧЕСКОЙ ДУГОВОЙ СВАРКОЙ
— Схема электрических соединений автомобиля
Теги
Руководство по эксплуатации aprilia tuono, scania r420 manual для продажи, enid bylton pdf, 1987 yamaha 15lh outboard service repair maintenance manual factory, физика p1 ноя 2013 памятка, траверс-лифт f644 руководство по ремонту, электронная книга beetle manual, komatsu pc40 7 гидравлический экскаватор серийный номер 24522 до Руководство по эксплуатации и обслуживанию 24994, руководство по эксплуатации газонокосилки bad boy, руководство по ремонту dodge magnum lx 2004 2005 2006 2007 2008 9500 страниц pdf без сканирования, 2007 руководство по ремонту и обслуживанию армады wa60, руководство по ремонту и ремонту subaru legacy outback 2000, ремонт subaru impreza 2013 руководство по ремонту, 2011 acura rdx прокладка крышки клапана руководство, ответы apex викторины физика, lombardini 8ld600 2 8ld665 2 8ld665 2 l 8ld740 2 двигатель руководство по ремонту и ремонту скачать, 2004 audi rs6 выключатель стоп-сигнала руководство, 1997 yamaha waverunner 3 service manua, honda MR175 руководство по ремонту 1974 1975, lexmark x5470 руководство по ремонту
Что такое сварочный процесс MIG или GMAW (газовая дуговая сварка металлическим электродом
27 сентября 2019 г. Процесс сварки MIG основан на принципе использования плавящегося металлического электрода для создания дуги между металлическим электродом и заготовкой.Возникающая таким образом дуга создает большое количество тепла, которое используется для соединения двух металлических частей вместе.
Сопутствующие поиски по схеме дуговой сварки
ручная дуговая сварка газовая дуговая сварка газовая дуговая сварка направляющие для дуговой сварки в экранированном металле дуговая сварка в экранированном металле дуговая сварка в формате pdf дуговая сварка в экранированном металле
Связано со схемой дуговой сварки металлическим электродом
руководство по ремонту k2700, руководства для плит electrolux, руководство по эксплуатации катушки зажигания acura tsx 2005 года, руководство пользователя coleman, руководство по эксплуатации bmw r1150rt, руководство по эксплуатации zenith a27a23w, руководство по t mobile touch, aqa gce b, банк ресурсов учителя физики, руководство по эксплуатации vauxhall insignia, руководство по эксплуатации tesccc cscope elar понимание литературы, ручная венепункция royal marsden, руководство по эксплуатации строгального станка 21743, руководство по эксплуатации honda cb400 1994, руководство для дайверов padi open water pl, аэродата интернешнл no 16, общая динамика f 16a, руководство по атлантическим электронагревателям, стоимость механической трансмиссии honda, экзаменационные работы 11 июня 2014, hyundai tiburon полное руководство по ремонту 2002 2008, znen 150cc скутер руководство, honda ручной генератор, ford 5000 сельскохозяйственный трактор ремонт мастерской руководство по ремонту 1965 1975 скачать, современная инженерная экономика 4-е издание руководство по решению, new holland t8000 series t8010 t8020 t8030 t8040 руководство по ремонту ремонтные услуги pdf, magellan 3210 manual, haynes руководство по ремонту ford mond eo, продажа механической коробки передач toyota tundra, заводское руководство по ремонту jeep grand cherokee 1995 года мгновенная загрузка, загрузка руководства по обслуживанию dell inspiron 9400, мгновенная миграция с windows server 2008 и 2008 r2 на 2012 how to sivarajan santhosh, руководство по эксплуатации vauxhall zafira 2008, apple руководство по эксплуатации ipad, honda механическая коробка передач, утечка жидкости, iicrc asd test answers, pentax super a manual, manual smart tv samsung 5300, volvo 740 service manual torrent владельцы, 1993 yamaha xt350 service repair руководство по эксплуатации, suzuki dr650 dr650se 1997 2002 руководство по ремонту скачать, nissan patrol gu y61 руководство по ремонту, 2008 yamaha t9 90 л.с. руководство по ремонту подвесного двигателя, водостойкие материалы 45601 предварительный 2014, бесплатные руководства по ремонту yamaha квадроцикл, ручной мотор john deere 6068, 2002 gmc envoy slt manual, 1989 yamaha virago 250 route 66 1988 1990 route 66 1995 2005 virago 250, cummins vta 28 g5 руководство по ремонту, охота на охотников в состоянии войны с китобоями laurens de groo t, руководство для открывания гаражных ворот craftman, ручное программирование Blackberry Storm 2
Экранированные детали аппарата для дуговой сварки металла и процесс
SMAW (дуговая сварка в среде защитного металла) — это процесс сварки, в котором источником тепла является электрический ток.Это тепло является результатом преобразования электроэнергии, которая преобразуется в тепло, когда электрод прикреплен к основному металлу. При встрече между электродом и основным металлом произойдет ионный обмен.
Дуговая сварка экранированного металла SMAW (tes.com)
Процесс дуговой сварки экранированного металла имеет три типа полярности: первый — переменный ток (AC), постоянный ток с обратной полярностью (DCRP) и постоянный ток с прямой полярностью (DCSP). . Для типа машины SMAW имеет три вида тока: машина постоянного тока (DC), машина с переменным током (AC), машины с комбинацией постоянного тока (DC) и переменного тока (AC).Посмотреть процесс плавления электрода можно на этой картинке.
Процесс дуговой сварки экранированного металла (Википедия)
Детали и процедура аппарата для дуговой сварки экранированного металла:
Детали машин SMAW:
- Аппарат
Аппарат для дуговой сварки экранированного металла является основной частью этого процесса, потому что без аппарата мы, конечно, не сможем выполнять сварочный процесс. - Кабель электрода
Функция Кабель электрода соединяет ток от сварочного аппарата с электродом, который мы используем для сварки основного металла. - Massa Cable
Massa Cable имеет функцию для подключения тока от станка к основному металлу, после чего основной металл и электрод соприкасаются, и начинается процесс сварки. - Источник сварочного тока
Должен работать для подачи тока от источника к сварочному аппарату. - Управление током
Для управляющего токового выхода, который использует для процесса сварки, большой или маленький, зависящий от тока тип формы или толщины материала (основного металла). - Держатель электрода
Для удержания электрода, упрощающего процесс сварки.Другая сторона держателя также имеет функцию подачи электрического тока на электроды. - Земляная скоба
Для соединения машины с основным металлом. - Выключатель
Для включения и выключения сварочного аппарата. - Электрод
В качестве присадочного металла после завершения процесса сварки электрод будет заменен на металл шва. Электрод имеет флюс, функция которого заключается в защите плавления стали во время процесса сварки.
Детали аппарата для дуговой сварки экранированного металла (abuv.tk)
SMAW Welding можно использовать для любых сварных швов или положений сварки. С другой стороны, мы используем этот процесс для подводной сварки, но инструменты должны быть снова в комплекте, подходящими для процедуры подводной сварки. Если мы не будем следовать процедуре, это может привести к несчастному случаю, например, поражению электрическим током или другим видам несчастных случаев.
См .: Аппарат для сварки TIG
Преимущества и недостатки Сварка SMAW:
Преимущества дуговой сварки защищенного металла:
- Может использоваться для сварки всех типов соединений.
- SMAW может использовать все положения сварки.
- Нам не нужен газ для защиты расплавленного металла шва.
- Не требует особой подготовки перед сваркой.
Недостатки Дуговая сварка защищенного металла:
- Мы должны очистить шлак после завершения процесса сварки.
- Есть брызги.
- Один электрод может произвести сварку металла толщиной от десяти до пятнадцати сантиметров.
- Скорость не может быть высокой, потому что мы должны заменить электрод.
Объяснение того, что такое дуговая сварка экранированного металла и обработка вышеуказанного, мы можем получить из различных источников.