Электрическая дуга, способы сварки и сварные соединения
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
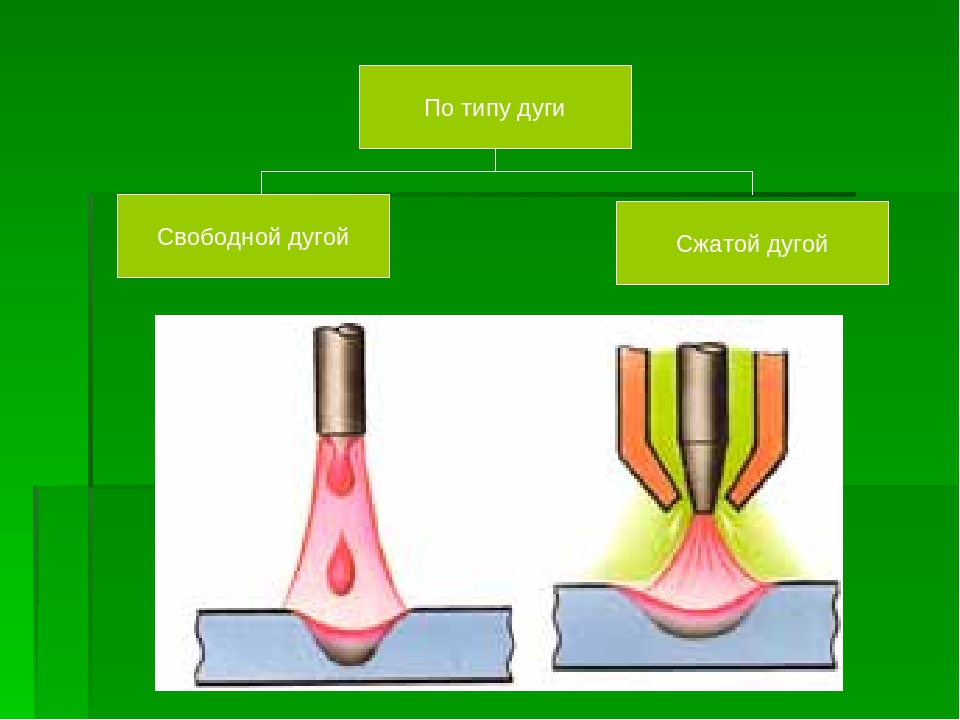
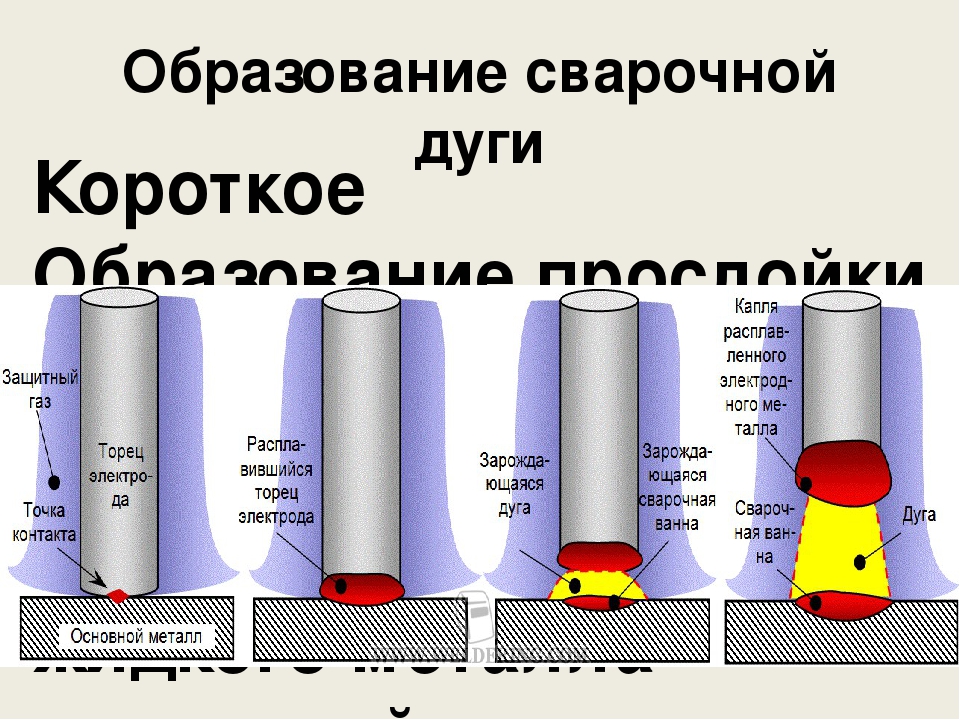
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью.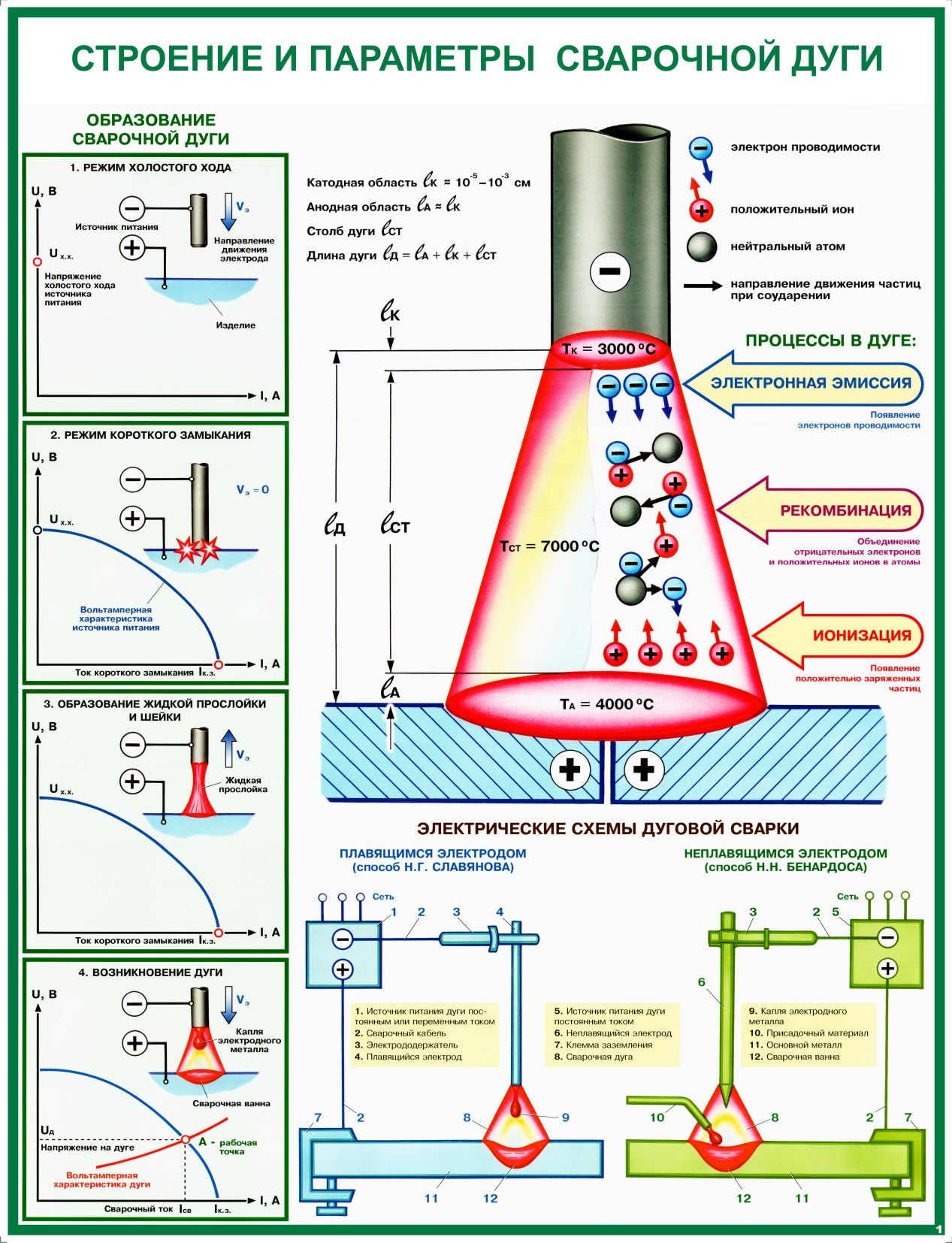 Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия).
Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
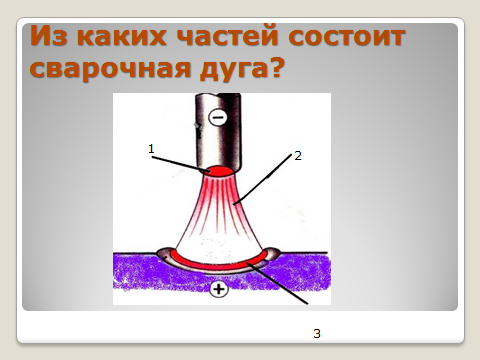
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс.
Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс.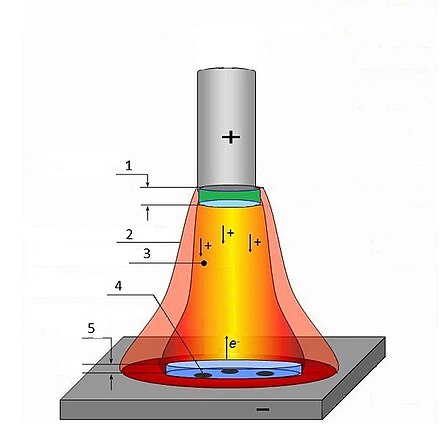 Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги.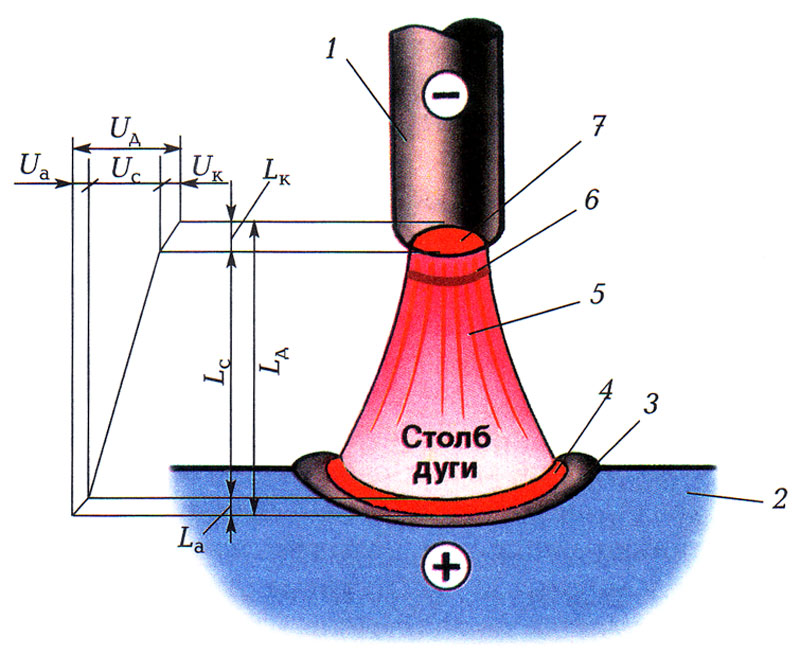 Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.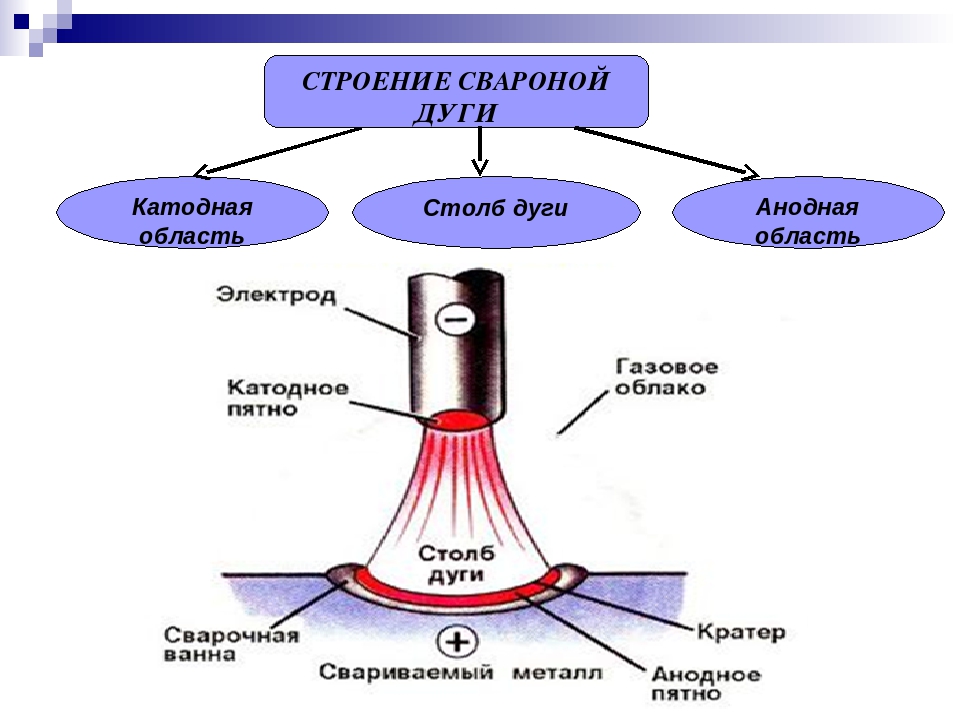
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.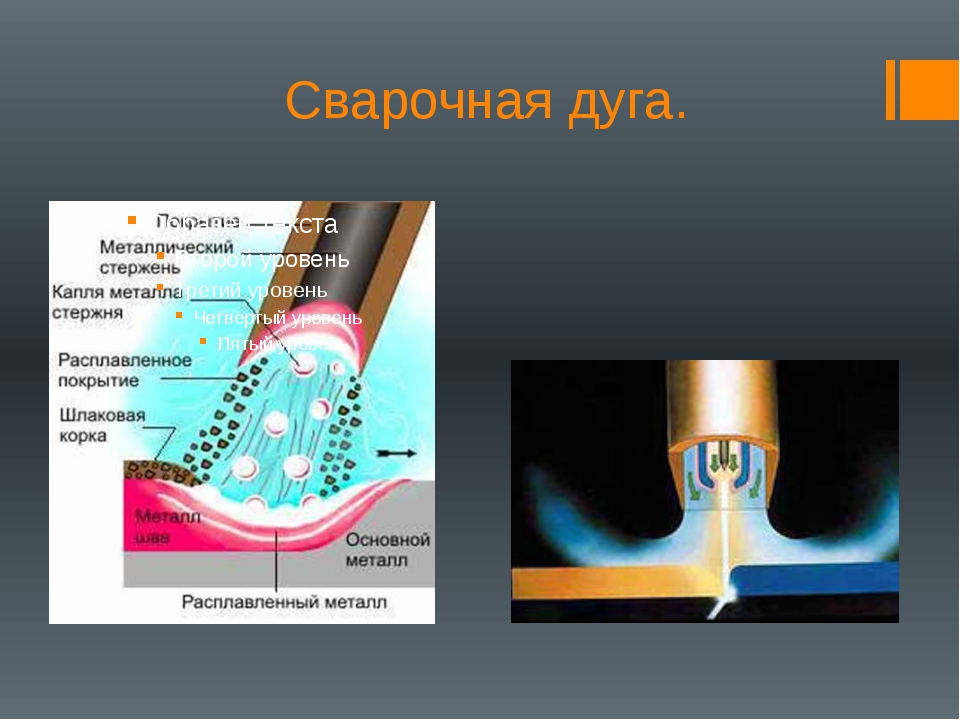
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.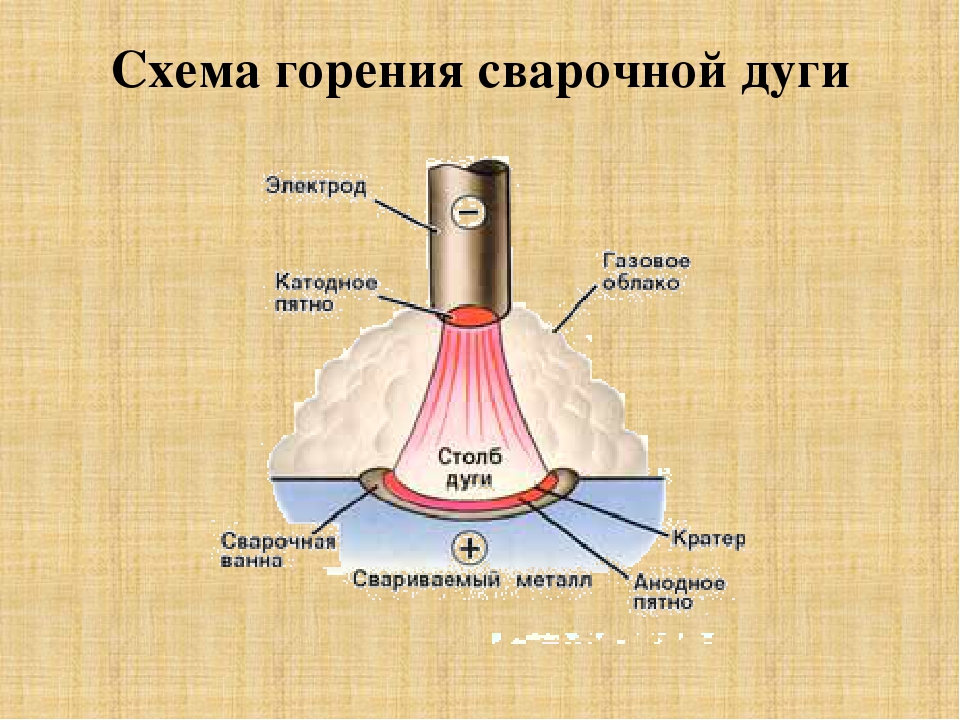
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
п.
Основные разновидности дуговой сварки
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н.Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся — стальные, медные, алюминиевые и др. — и неплавящиеся — угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором — сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 — У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 — Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: h2 — Н9.
13, г). Условные обозначения: h2 — Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва.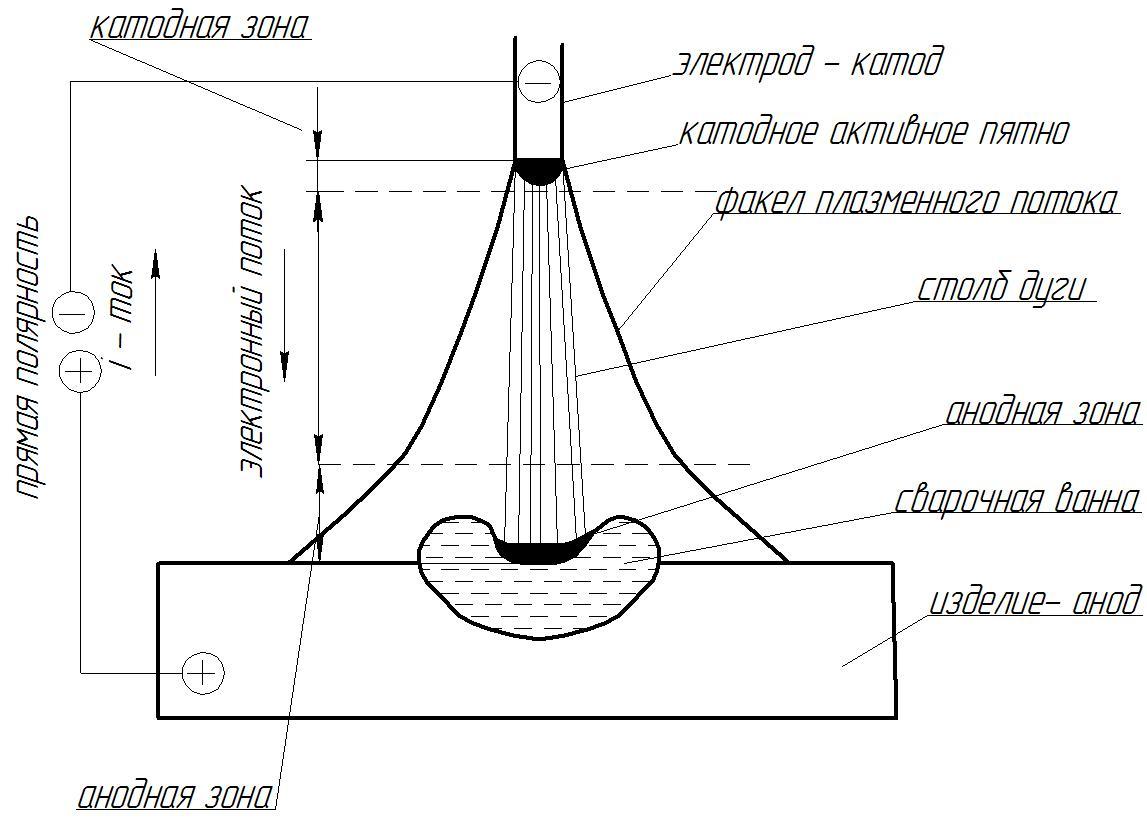 В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с — высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
Электрическая сварочная дуга – Осварке.Нет
Сварочная дуга — длительный разряд электрического тока, горящий между сварочным электродом и сварочной конструкцией в ионизированной среде газов и паров металлов.
Виды сварочной дуги
Различают следующие виды дуги:
- прямого действия — дуга горящая между металлическим сварочным электродом и сварной конструкцией;
- непрямого действия — горение дуги происходит между двумя электродами, а основной металл не включается в электрическую цепь;
- трехфазная дуга — подведено по одной фазе на два сварочных электрода, а третья к сварочной конструкции;
- плазменная дуга — дуга сжатая газами.
Обязательным условием горения дуги является наличие заряженных частичек (электронов и ионов) в промежутке газов между электродом и металлом. При обычной среде газы не проводят электрический ток. Для того чтобы зажечь дугу необходимо замкнуть электрод касанием об изделие, после чего выделяется значительный потенциал тепла, который ускоряет движение свободных электронов в цепи. Когда конец электрода отрывается, находясь под воздействием электрического поля вылетают в межэлектродное пространство. Самостоятельный выход электронов с катода в газовое пространство называется электронной эмиссией.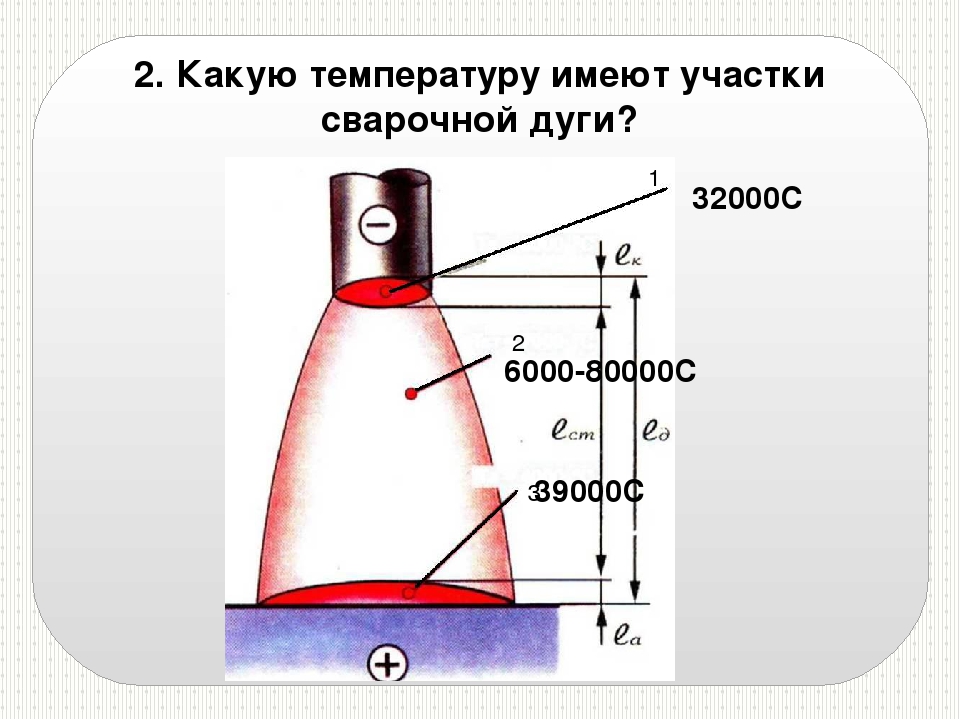 Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.
Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.
Современное сварочное оборудование позволяет выполнять зажигание дуги бесконтактным методом — не касаясь электродом об изделие. Выполняется это при помощи использования генератора высокочастотных колебаний — осциллятора.
Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно
Катодное пятно является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-2600°C при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию.
Столб дуги в отличии от катодного и анодного пятна является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц.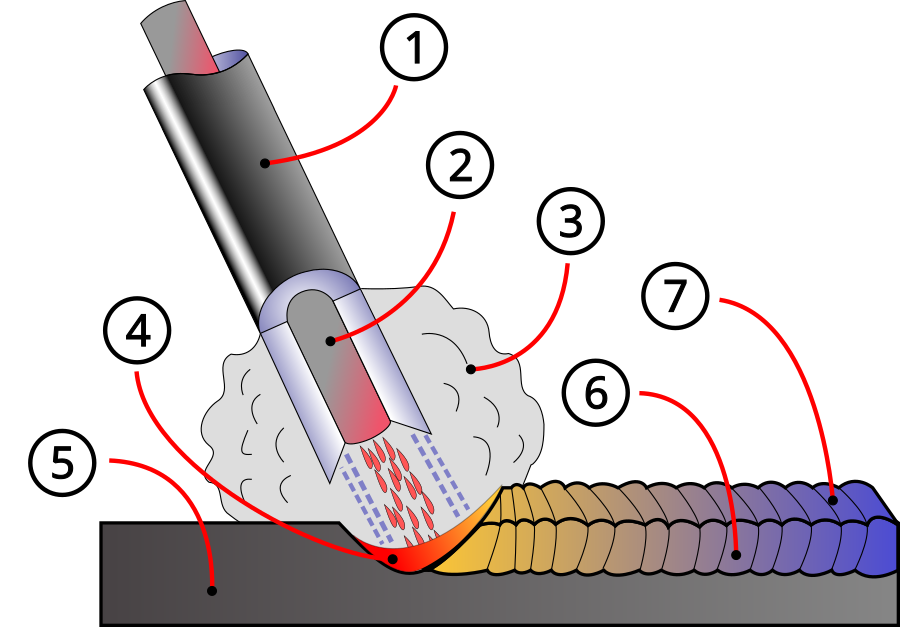 Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Анодное пятно — место входа электродов в сварочную цепь с дуги. Температура 2400-2600°C, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером.
При сварке на постоянном токе различают прямую и обратную полярность. Меняют полярность в зависимости от вида свариваемого материала. Если требуется больший нагрев металла и глубина проплавления необходимо установить анод на изделие, где будет выделяться больше тепла — прямая полярность. При сварке на обратной полярности анод и катод меняются местами, поэтому на изделии выделяется меньше тепла.
Для сварки дугой переменного тока характерно менять полярность с частотой 50 Гц, поэтому на электроде и изделии выделяется одинаковое количество тепла. При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
что это такое? Источники питания и температура, строение и классификация, ее свойства и амперная характеристика в сварке
В современной промышленности сварка – это довольно популярный процесс. В основе данной процедуры находится электрическая дуга, она способствует надежности, быстроте и простоте процесса сваривания поверхностей. В ее разработке принимали активное участие такие светила науки, как Бернадос, Славянов, Меритен.
Что это такое?
Сварочной дугой называют энергетический электрозаряд между электродами, который имеет длительную продолжительность и большое количество выделяемой энергии, ему характерна разница потенциалов, что возникает в среде газов. Определение данного понятия также свидетельствует о том, что металл с высокой плотностью электрического напряжения нагревается с высокой скоростью, изначально становясь пластичным, а в последующем готовым к плавке.
Определение данного понятия также свидетельствует о том, что металл с высокой плотностью электрического напряжения нагревается с высокой скоростью, изначально становясь пластичным, а в последующем готовым к плавке.
Максимальным показателем температуры, которую может достичь электрическая дуга, принято считать не более 7000 градусов по Цельсию. На практике в сварке известно, что таким образом обрабатываются металлы, которым присуще свойство плавки при температурном показателе более 3000 градусов. Согласно теоретическим данным о свойствах и строении данного электрического заряда он имеет вид проводника, в основе которого ионизированный газ. Он состоит из частей, зон, которые выделяют большой объем тепловой энергии во время протекания по ним тока.
Во время поджига дуги происходит создание гальванической цепи. В этом процессе принимает участие пара электродов, что представляют собой совокупность анода, катода, а также ионизированного газа. При протекании ток способствует нагреванию, свечению. Последнее обусловлено фотонным излучением.
В этом процессе принимает участие пара электродов, что представляют собой совокупность анода, катода, а также ионизированного газа. При протекании ток способствует нагреванию, свечению. Последнее обусловлено фотонным излучением.
При построении сварочных цепей не обойтись без участия таких областей:
- анодной;
- катодной;
- столба дуги, который имеет длину от 4 до 6 миллиметров.
На первых участках происходит возникновение активных пятен, также осуществляется максимальный спад напряжения и нагревание. Во время действия электрической дуги наблюдается не только повышенная температура, но и ультрафиолетовое излучение.
Ультрафиолет негативно воздействует на глаза и наружные покровы человека.
По этой причине сварщики во время процедуры обязаны пользоваться защитными средствами, например: масками, рукавицами, одеждой из плотной ткани, обувью из негорючего материала.
.jpg) По этой причине сварщики во время процедуры обязаны пользоваться защитными средствами, например: масками, рукавицами, одеждой из плотной ткани, обувью из негорючего материала.
По этой причине сварщики во время процедуры обязаны пользоваться защитными средствами, например: масками, рукавицами, одеждой из плотной ткани, обувью из негорючего материала.Благодаря вольт-амперной характеристике определяют мощность напряжения дуги, которая напрямую связана с источником питания. От того, какой будет мощность сварочной дуги, зависит множество иных факторов, например ее длина. Характеризуясь одинаковыми параметрами источников электричества, у дуги с большей длиной будет выше мощность.
Сварочную дугу используют при стандартном процессе сваривания, при этом она характеризуется простотой проведения процедуры. Помимо этого, данный энергетический электрозаряд нашел свое применение в газовой сварке полуавтоматического типа. В этом случае на дугу подают сварочную проволоку, что способствует расплавлению материала.
Также дуги используются в автоматах, которые считаются довольно простыми в создании, и поэтому распространены в промышленном производстве. В данном случае могут использоваться как плавкие, так и неплавкие электроды. Ручная дуговая сварка работает с обычной конструкционной сталью, при этом она обеспечивает стабильность горения и надежность швов.
В данном случае могут использоваться как плавкие, так и неплавкие электроды. Ручная дуговая сварка работает с обычной конструкционной сталью, при этом она обеспечивает стабильность горения и надежность швов.
Мощность сварочных дуг имеет прямую зависимость от следующих факторов:
- длины сварочной электрической дуги – она также способна определять объем тепла, что выделяется во время горения;
- силы тока – большая сила тока препятствует угасанию длинной дуги;
- напряжения – при повышении напряжения в небольшом диапазоне мощность возрастает.
Вольт-амперная характеристика энергетического электрозаряда – это график, который выражает зависимость напряжения от смены тока. Данный показатель может иметь такие виды:
Данный показатель может иметь такие виды:
- нисходящий, который снижается при росте напряжения;
- стабильный, который не меняется при смене силы тока;
- восходящий, растущий при повышении силы тока, он обычно используется в сварках-автоматах.
По сравнению с другими электрическими зарядами дуге характерны такие особенности:
- высокая плотность тока;
- неравномерное падение напряжения вдоль по разрядному столбу;
- обратная пропорциональность температуры относительно ее толщины;
- большое число вариантов рабочего режима.
Электросварку можно назвать самым быстрым и при этом надежным вариантом неразъемного соединения деталей металлической конструкции. Ее можно применять в самых разнообразных сферах человеческой жизни, начиная от строительства и заканчивая транспортом.
Требования
Каждый сварщик должен знать об амперной характеристике, длине и напряжении сварочной дуги. К основным требованиям для источника питания дуги можно отнести следующие:
К основным требованиям для источника питания дуги можно отнести следующие:
- разжигание электрода должно происходить во время его взаимодействия с заготовкой из металла, когда происходит замыкание контактов электроцепи;
- во время плавки присадки может произойти короткое замыкание – если такое случилось, то стоит следить, чтобы аппарат не вышел из строя, а дуга стабильно поддерживалась;
- до того как возникнет вспышка дуги на границе детали и электрода, может наблюдаться кратковременное замыкание – от того, насколько быстро произойдет восстановление напряжения, напрямую зависит динамика источника питания;
- переход с холостого в рабочий ход должен происходить со спадом напряжения от 60–80 до 18–20 В.
Ко всем источникам питания сварочной дуги предъявляются аналогичные требования. Поэтому можно сделать вывод, что на эффективность функционирования оборудования для сварки оказывает прямое воздействие возможность поддерживать процесс горения дуги от момента ее разжигания.
В сварочных аппаратах должны присутствовать только такие регуляторы, на которых установка параметров будет максимально удобной.
Классификация
За счет широкого распространения сварочного процесса дуга может быть нескольких видов. Особенности энергетического электрозаряда позволяют выделить следующие его разновидности согласно конструкции и назначению:
- плавкая изготавливается из стального сплава – при работе происходит расплавка металлического электродного стержня;
- неплавкая актуальна при работе с графитом и вольфрамом – электроды данного вида во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.
По схеме подвода тока и среде
Согласно схеме электросоединения дуги для сварки делят на две разновидности.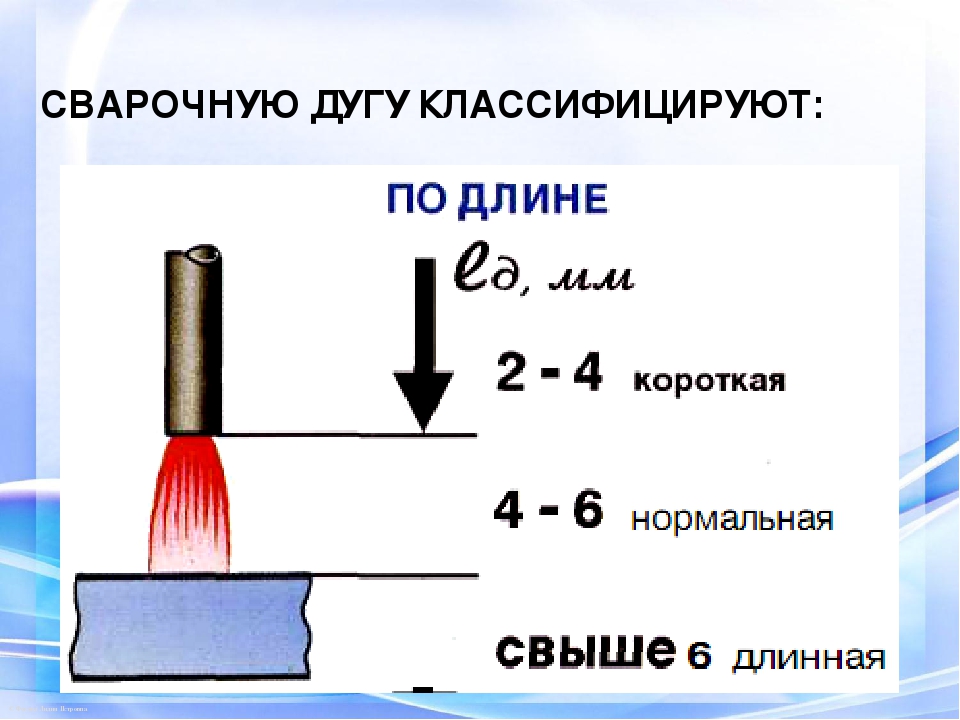
- Прямого действия. В качестве одного электрода выступает конструкция сварки, а второго – плавящийся элемент. В месте зазора происходит образование дуги.
- Косвенного действия. Розжиг происходит между парой неплавких параллельных электродов, после чего он подносится к свариваемой заготовке.
По атмосфере
По принципу атмосферы сварочные дуги бывают трех типов.
- Открытая сфера. В данном случае горение дуги возможно в открытом пространстве, при этом образуется газовая сфера с содержанием металлического пара, а также электродного и поверхностного.
- Закрытая. Дуга закрытого типа наблюдается при горении под флюсом. В фазе газа около дуги находится пар от материала, электрода и слоя флюса.
- С подачей смеси газа. В этом электрозаряде может располагаться газ в сжатом виде, а также его примеси. Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.
 Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.
Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.По длительности действия
Согласно длительности работы электрическую сварочную дугу можно поделить на такие типы:
- постоянная, которая считается актуальной для длительной работы;
- импульсная, что представлена однократным мощным импульсом, обычно такая дуга используется для контактного вида сварки.
Условия горения
Стандартные температурные условия в столбике сварочной дуги максимально составляют 7000 градусов тепла по Цельсию. Благодаря использованию катода можно добиться постоянства температуры, при которой произойдет возникновение и горение дуги. В данной ситуации также обязательно должны быть учтены такие параметры, как габариты, диаметр и температура в окружающей среде.
В данной ситуации также обязательно должны быть учтены такие параметры, как габариты, диаметр и температура в окружающей среде.
Для того чтобы получилось сварить материал любого качества, потребуется наблюдать за постоянством температуры. При исправном источнике питания температурный показатель будет постоянным, а работа элемента – качественной.
Основы областей сварочных дуг сосредоточены на работе ионизированных газов, использовании щелочных, щелочно-земельных групп по типу калия, кальция. Такие особенности способствуют высокому качеству горения сварочных дуг. Последние могут гореть не во всех средах, поэтому не стоит обходить вниманием физические, химические факторы.
Существует несколько типов электрозаряда, благодаря которым осуществляется горение.
- Тлеющий. Он возникает за счет низкого давления. Обычно его используют для освещения с помощью люминесцентной лампы или экрана плазмы.
- Искровой. Возникает такой электрический заряд после доведения показателя давления до атмосферного. Искровому типу дуги характерна прерывистость, при этом наблюдается механизм действия, сходный с молниевым. Он нашел свое применение при розжиге двигателя внутреннего сгорания.
- Дуговой используют при работе сваркой или для простого освещения. У такого заряда прерывистая форма, которая возникает из-за особенностей давления в атмосфере.
- Коронный электрозаряд может возникнуть в результате структурной шероховатости, неоднородности. В ходе данного воздействия происходит образование струйки.
 Обычно его используют для освещения с помощью люминесцентной лампы или экрана плазмы.
Обычно его используют для освещения с помощью люминесцентной лампы или экрана плазмы.Источники питания
При сварочных работах должны использоваться только те способы зажигания, стабилизаторы, которые способны удовлетворить такие требования:
- с легкостью зажигать дугу;
- стабильно поддерживать процесс горения;
- осуществлять контроль за верхним порогом тока коротких замыканий;
- иметь хорошую динамику;
- характеризоваться электрической безопасностью.

Источники питания сварочных дуг имеют следующую классификацию:
- предназначение – делятся источники на те, что подходят ручной сварке, флюсовой либо в защитной от газа среде;
- количество сварочных постов, что могут быть подключены в одно время;
- возможность передвижения, а именно: мобильный и стационарный;
- производство энергии: производитель и преобразователь;
- тип выходящего тока;
- вольт-амперная характеристика.
Источники тока:
- трансформатор представляет собой простой сварочный агрегат с реактивной катушкой индуктивности в основе;
- выпрямитель имеет вид устройства, которое выпрямляет электрический ток;
- преобразователь – устройство с помощью механического воздействия делает из переменного вида тока постоянный;
- инвертор – этот сварочный аппарат считается наиболее подходящим для выполнения бытовых нужд, эти мобильные устройства характеризуются компактностью, удобством в применении.
Для изготовления качественного и надежного сварочного шва потребуется создание электрической дуги. Чтобы воспользоваться данным видом энергетического электрозаряда, не нужно особых навыков. Однако сварщик должен знать особенности возникновения, использования и образования сварочной дуги.
О сварке короткой дугой смотрите в следующем видео.
Дуга электрическая сварочная — Энциклопедия по машиностроению XXL
Сварочная дуга. Электрическая сварочная дуга как источник нагрева при сварке характеризуется эффективной тепловой мощностью, т. е. той частью электрического эквивалента тепла в кал/сек, которая воспринимается нагреваемым при сварке металлом в единицу времени
[c.142]
Электрическая сварочная дуга как источник нагрева при сварке характеризуется эффективной тепловой мощностью, т. е. той частью электрического эквивалента тепла в кал/сек, которая воспринимается нагреваемым при сварке металлом в единицу времени
[c.142]
Дуга электрическая сварочная 374, [c.489]
Напряжение на дуге. Электрическая сварочная дуга представляет собой неоднородный проводник, последовательно включенный в электрическую цепь (рис.10). Общее падение напряжения на дуге равно сумме падений напряжения в катодной и анодной областях и столбе дуге [c.56]
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны катодную область, анодную область и столб дуги (рис. 35).
[c.73]
При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга. [c.124]
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью. Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д и 11ц пе изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение степени ионизации) произойдет изменение этих параметров, что приведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия.
[c.124]
Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д и 11ц пе изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение степени ионизации) произойдет изменение этих параметров, что приведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия.
[c.124]
Рассмотрим влияние постоянного тока различных магнитных полей и ферромагнитных масс на сварочную дугу. Электрическая дуга при воздействии собственного [c.12]
Дуговой разряд имеет три области катодную (КО), являющуюся источником термоэлектронов, которые ускоряются электрическим полем КО и, попадая в столб дуги, ионизируют находящиеся в нем газы анодную (АО) и столб дуги. Напряжение сварочной дуги представляет собой сумму падений напряжений в этих областях — и+ и1- б с. или а f 6/д, где а — t/,, + U , b -
[c. 52]
52]
В послевоенный период на кафедре сварочного производства развивались исследования по теории сварочных процессов (в том числе по изучению электрической сварочной дуги, разработке и изучению керамических флюсов, по свариваемости металлов и изучению природы и механизма образования трещин и хрупкого разрушения сварных соединений), технологии сварки и наплавки, газопламенной обработки, деформаций и напряжений при сварке, изучению влияния электромагнитного перемешивания расплава сварочной ванны на процесс кристаллизации и свойства металла шва, разработке и совершенствованию сварочного оборудования. [c.22]
Время восстановления напряжения до 25 в должно быть меньше 0,05 сек. оно зависит от магнитной инерции источника, т. е. от скорости изменения магнитного потока при колебаниях электрического режима. Если время восстановления велико, то для устойчивого горения дуги в сварочную цепь последовательно [c.276]
Наиболее распространена дуговая сварка, при которой нагрев производят электрической сварочной дугой.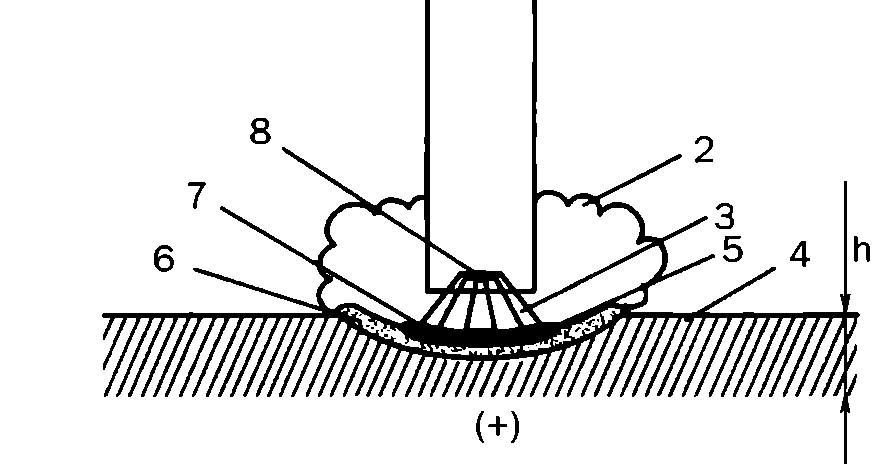 В зависимости от способа защиты металла в зоне нагрева различают несколько способов дуговой сварки.
[c.8]
В зависимости от способа защиты металла в зоне нагрева различают несколько способов дуговой сварки.
[c.8]
У некоторых автоматов, например АДС-1000-4, АДФ-1003, скорость подачи проволоки автоматически устанавливается и регулируется при сварке в зависимости от длины сварочной дуги. Сварщик задает на пульте управления величину напряжения дуги, электрическая схема сравнивает фактическое напряжение в данный момент с заданным и, меняя скорость подачи проволоки, поддерживает длину дуги постоянной. [c.141]
Электрическая сварочная дуга, представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металла и компонентов, входящих состав электродных покрытий, флюсов и т.д. [c.29]
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси тазов, а также паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и т.д. Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварку ведут на переменном токе, каждый электрод попеременно служит то анодом, то катодом. Пространство между электродами называют областью дугового разряда или дуговым промежутком, а длину этого промежутка — длиной дуги. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия.
[c.15]
При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварку ведут на переменном токе, каждый электрод попеременно служит то анодом, то катодом. Пространство между электродами называют областью дугового разряда или дуговым промежутком, а длину этого промежутка — длиной дуги. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия.
[c.15]
Схема ручной дуговой сварки металлическим покрытым электродом показана на рис. 7.1. Возбуждение дуги происходит при кратковременном замыкании электрической сварочной цепи касанием свариваемого металла концом электрода. [c.191]
Сущность процесса дуговой сварки под флюсом заключается в применении непокрытой электродной проволоки и флюса для защиты дуги и сварочной ванны от воздуха (рис. 18.16). Электрическая дуга 1 горит между свариваемым изделием 9 и электродной проволокой 3 под слоем гранулированного сыпучего флюса 2, насыпаемого впереди дуги.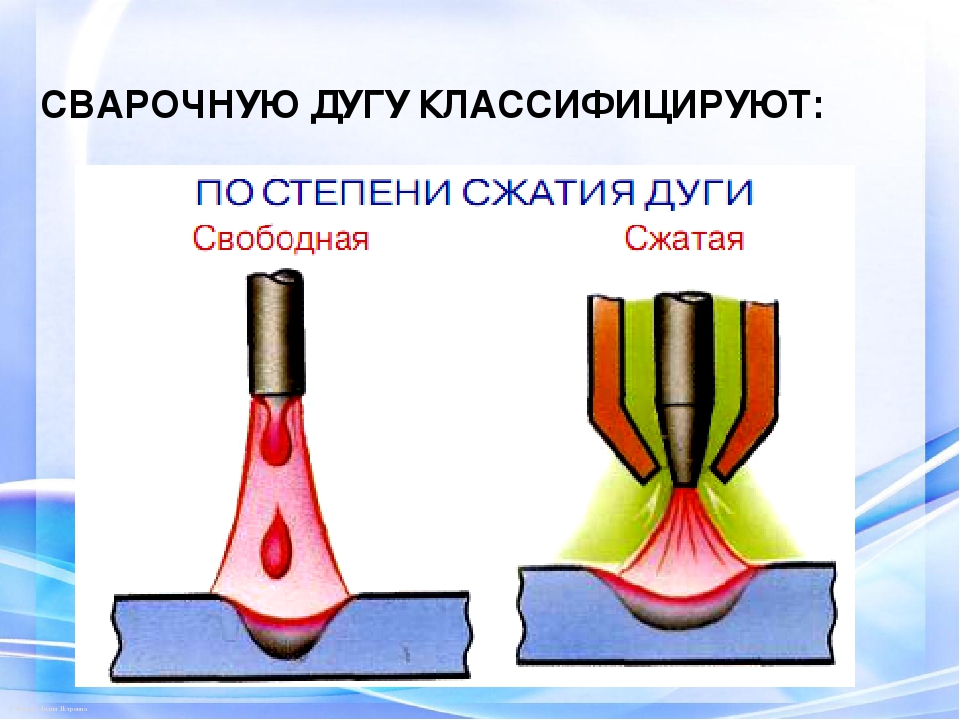 В результате горения дуги расплавляются кромки основного металла, электродная проволока и часть флюса, примыкающая к зоне сварки. В зоне сварки образуется газовый пузырь 8, заполненный парами металла и газами. Сверху пузырь ограничен пленкой расплав-
[c.391]
В результате горения дуги расплавляются кромки основного металла, электродная проволока и часть флюса, примыкающая к зоне сварки. В зоне сварки образуется газовый пузырь 8, заполненный парами металла и газами. Сверху пузырь ограничен пленкой расплав-
[c.391]
Мокрая сварка штучным электродом. Пост ручной сварки штучным электродом состоит из источника питания, электрододержателя, рубильника и сварочных кабелей. В качестве источника питания дуги используются сварочные преобразователи и выпрямители с повышенным напряжением холостого хода (70…90 В). При отсутствии электрической сети наиболее распространены автономные однопостовые сварочные агрегаты ПАС-400-VI и ПАС-400-Vni, которые обеспечивают повышенное напряжение холостого хода (до 100 В). Пределы регулирования силы сварочного тока
[c.389]
Оборудование для дуговой пайки. Нагрев теплотой электрической дуги нашел применение при пайке проводов, узлов приборов и двигателей.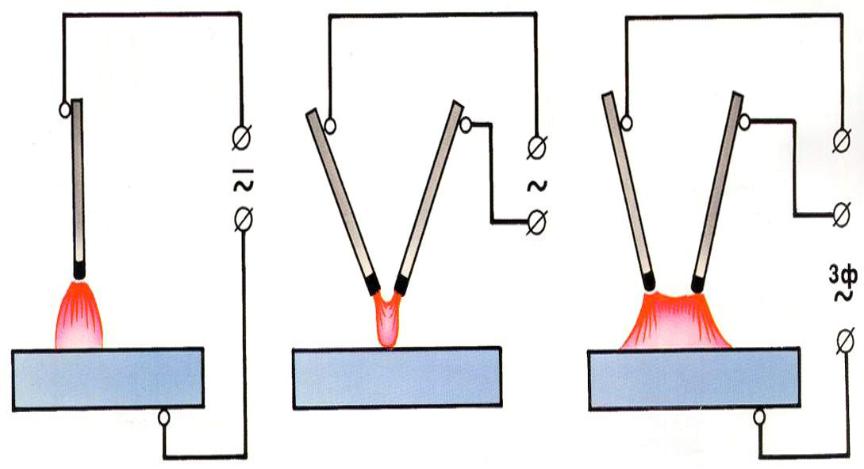 Дуга может возбуждаться между фольгой припоя, заложенной в зазор между соединяемыми деталями и угольным или графитовым электродом между паяемым изделием и электродом из припоя между двумя угольными электродами, закрепленными в приспособлении [5]. Источниками питания дуги служат сварочные машины, понижающие трансформаторы или блоки аккумуляторных батарей. Угольные (диаметром 10… 12 мм) или графитовые (диаметром 6…8 мм) электроды, применяемые при пайке, должны быть изготовлены из чистого угля или графита. Электроды имеют конусную форму (длина конусной части равна двум диаметрам электрода).
[c.454]
Дуга может возбуждаться между фольгой припоя, заложенной в зазор между соединяемыми деталями и угольным или графитовым электродом между паяемым изделием и электродом из припоя между двумя угольными электродами, закрепленными в приспособлении [5]. Источниками питания дуги служат сварочные машины, понижающие трансформаторы или блоки аккумуляторных батарей. Угольные (диаметром 10… 12 мм) или графитовые (диаметром 6…8 мм) электроды, применяемые при пайке, должны быть изготовлены из чистого угля или графита. Электроды имеют конусную форму (длина конусной части равна двум диаметрам электрода).
[c.454]
Снизить трудоемкость сварочных работ позволяет внедрение в ремонтную технологию механизированного способа сварки. Сварка в защитном газе является одним из видов дуговой сварки. В зону дуги подают защитный газ, струя которого, обтекая электрическую дугу и сварочную ванночку, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Схема сварочного процесса показана на рис. 3.2Г
[c.221]
Схема сварочного процесса показана на рис. 3.2Г
[c.221]
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА И ЕЕ СВОЙСТВА [c.344]
Электродуговая сварка в среде защитных газов. Особенностью сварки в среде защитных газов является то, что электрическая сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окрул[c.474]
Сварочные трансформаторы ТСП, ТСК, ТС, СТШ, ТД, ТДП и др. состоят из трансформатора тока и регулятора для плавного изменения силы тока. Каждому трансформатору соответствует определенный регулятор. При сварке постоянным током электрическая сварочная дуга питается от сварочного агрегата, состоящего из генератора постоянного тока и электродвигателя переменного тока члш двигателя внутреннего сгорания. Сварочный генератор питает дугу электрическим током, двигатель приводит в движение генератор. [c.103]
Защита зрения и открытой поверхности кожи. Электрическая сварочная дуга создает три вида излучения световое, ультрафиоле товое, инфракрасное.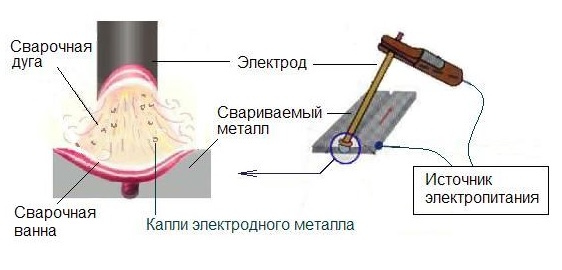 [c.155]
[c.155]
Скорость подачи электродной проволоки плавно регулируется путём изменения числа оборотов мотора. Для этой цели мотор привода УМ-22 подключён по специальной схеме (предложенной Л. М. Рониным). Преимуществами этой схемы являются достаточно жёсткая механическая характеристика мотора и возможность плавного регулирования числа оборотов мотора и его реверсирования при возбуждении сварочной дуги. Электрическая схема сварочной головки приведена ниже при описании сварочного трактора УТ-1200. Основные данные сварочной головки типа Б приведены в табл. 4. [c.244]
Электрические сварочные дуги могут быть непрерывные и прерывистые, импульсные. Импульсная дуга по сравнению с обычной имеет следующие преимущества более совершенное управление процессом плавления проволоки сокращение ве,йичины зоны термического влияния и размеров кристаллов в щве сниж ие нижнего предела рабочих токов и повышение устойчивости горение дуги улучшение условий для сварки в вертикальном и потолочном положениях. [c.452]
[c.452]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
Электродуговая сварка в среде защитных газов. Особенность этого вида сварки в том, что электрическа%сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окружающего воздуха. В качестве защитных применяют инертные и активные газы (водород, окись углерода или их смесь с азотом). Наибольшее распространение получили аргоно-дуговая сварка и сварка в среде углекислого газа. [c.318]
Электрическая дуговая сварка (рис. 113) производится под действием электрического тока, который подводится от генератора 3 (сварочной машины) и пропускается через свариваемые детали 4 и 7 и электрод 1, представляющий собой стержень из мягкой стали, покрытый специальной обмазкой.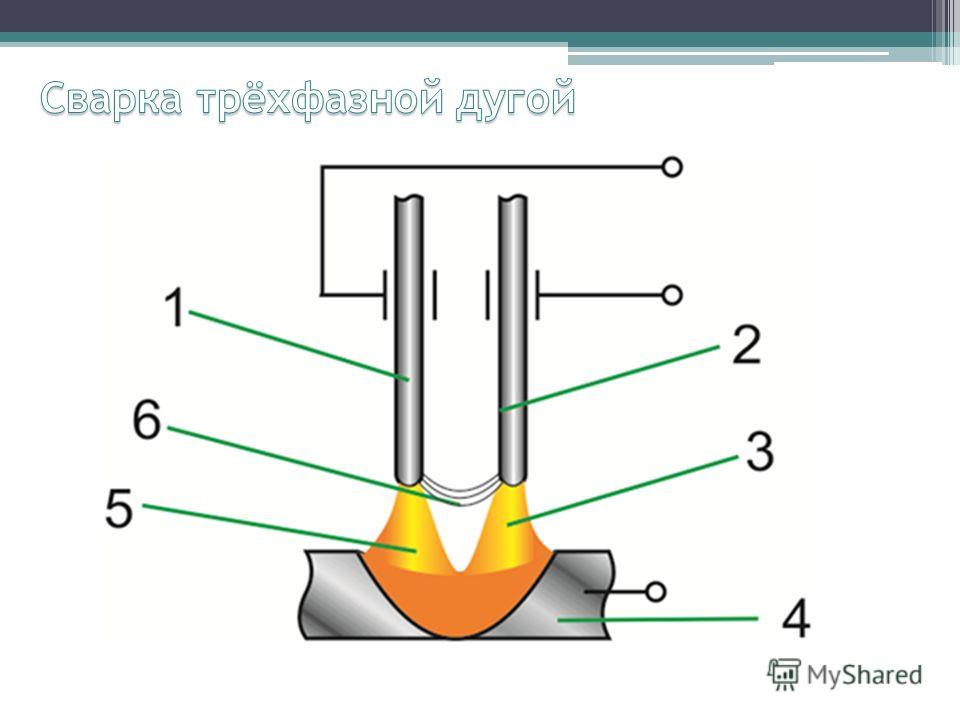 Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5.
[c.169]
Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5.
[c.169]
Принципы дуговой сварки
Дуговая сварка – это один из нескольких способов соединения металлов методом сплавления. Для этого в зоне соединения значительно повышают температуру, из-за чего края двух деталей плавятся и перемешиваются друг с другом или с расплавленным буферным металлом. После охлаждения и застывания между ними образуется металлургическая связь. Так как соединение представляет собой смесь металлов, чаще всего оно обладает такими же прочностными характеристиками, что и металл соединяемых деталей. Это большое преимущество над методами соединения без расплавления металлов (пайки и т. д.), которые не позволяют продублировать физические и механические характеристики основных металлов.
Рис. 1. Схема контура дуговой сварки 1. Схема контура дуговой сварки |
При дуговой сварке необходимое для плавления металла тепло выделяется электрической дугой. Эта дуга образуется между рабочим изделием и электродом (в виде стержня или сварочной проволоки), которую вручную или механически направляют в сварочную ванну. Электрод может быть неплавким и служить исключительно для замыкания контура между рабочим изделием и наконечником. Также помимо переноса тока он может быть предназначен для добавления в сварочную ванну присадочного металла. В производстве металлоизделий чаще используется второй тип электродов.
Сварочный контур
Упрощенная схема сварочного контура показана на Рис. 1. Он состоит из источника постоянного или переменного тока, который подключается кабелями к свариваемой детали и электрододержателю.
Дуга возникает в момент, когда кончиком электрода прикасаются к рабочему изделию и сразу же приподнимают его от поверхности.
Температура дуги составляет около 3600ºC.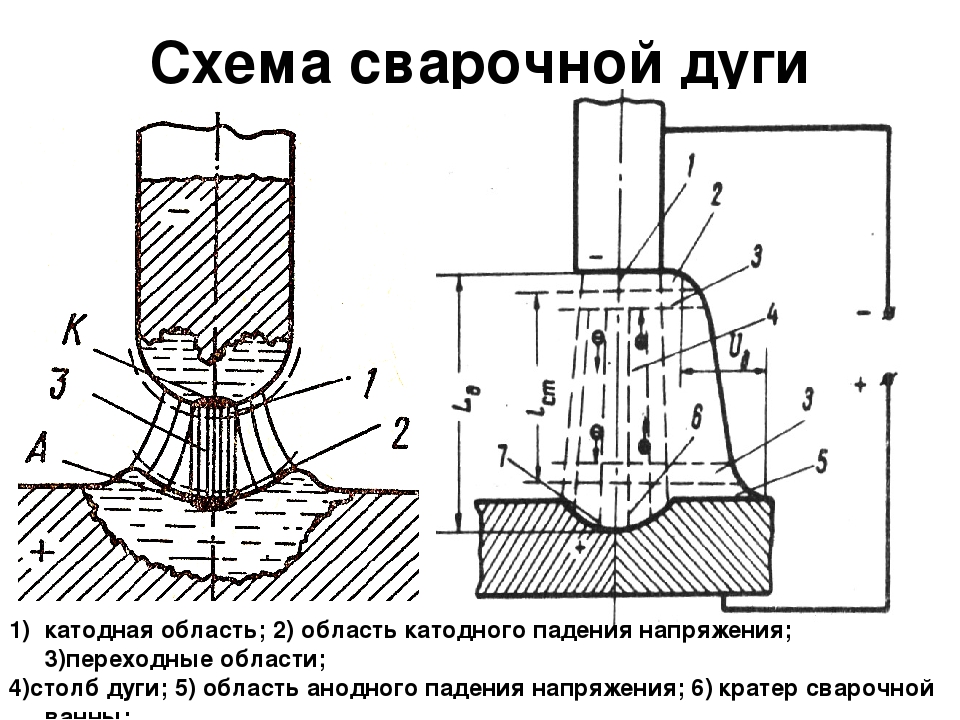 Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Газовая защита
Однако для соединения металлов простого перемещения электрода недостаточно. При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
| Рис. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. |
На Рисунке 2 показана типичная схема газовой защиты дуги и сварочной ванны. Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Электрическая дуга представляет сбой достаточно сложное явление. Хорошее понимание физики дуги поможет сварщику лучше контролировать свою работу.
Природа дуги
Электрическая дуга представляет собой ток через дорожку ионизированного газа между двумя электродами. При этом возникающая между отрицательно заряженным катодом и положительно заряженным анодом дуга выделяет много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
В некоторых условиях сварочная дуга не только вырабатывает необходимое для плавления электрода и основного металла тепло, но и переносит расплавленный металл с кончика электрода на рабочее изделие. Существует несколько технологий переноса металла. Например, среди них можно отметить:
- Перенос силами поверхностного натяжения (Surface Tension Transfer®), когда капля расплавленного металла касается сварочной ванны и втягивается в нее силами поверхностного натяжения;
- Струйный перенос металла – когда электрический разряд выталкивает каплю из расплавленного металла на кончике электрода в сварочную ванну. Такой процесс хорошо подходит для потолочной сварки.
При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые пермещаются через дугу к рабочему изделию. При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
Большая часть тепла дуги поступает в сварочную ванну через расходуемые электроды. Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Так как для замыкания электрического контура нужна ионизированная дорожка между электродом и рабочей поверхностью, простого включения тока будет недостаточно. Необходимо «поджечь» дугу. Этого можно добиться кратковременным повышением напряжения или прикосновением электрода к контактной поверхности до тех пор, пока она не нагреется.
Для сварки может использоваться как постоянный ток (DC) прямой или обратной полярности, так и переменный (AC). Выбор рода и полярности тока зависит от конкретного процесса сварки, типа электрода, газовой среды в зоне дуги и свариваемого металла.
Электрическая сварочная дуга и ее свойства, особенности дуг
Электродугой для сварки называется мощный электроразряд, который проходит в газовой среде. Он имеет температуру примерно шесть тысяч градусов по Цельсию. Его отличают две характеристики: яркий эффект света и сильное выделение тепла.
Он имеет температуру примерно шесть тысяч градусов по Цельсию. Его отличают две характеристики: яркий эффект света и сильное выделение тепла.
Электродуга излучает множество УФ-лучей и ИК-лучей, часть из них видна глазу и относительно безопасна. Свет, который невозможно увидеть, опасен для кожи и глаз человека. При работе с такой дугой нужно надевать специальные щитки и одежду.
Особенности электрических дуг
- Напряжение дуги меняется соразмерно плотности тока, что именуется статической характеристикой дуги. Если ток неплотный, она уменьшается пропорционально увеличению тока. Причина в том, что когда ток увеличивается, больше становится площадь сечения столба и способность проводить ток. Соответственно, плотность тока и потенциальный градиент становятся меньше. На параметры катодного и анодного уменьшения напряжения влияет состав металла и электрода, среда газа и его давление.
- Плотность тока бывает нормальной (10-20 ампер на квадратный метр, используется при стандартной сварке вручную или при соединении в ряде защитных газов) и большой (от 80 до 120 ампер на квадратный метр или больше, применяется при автомате или полуавтомате под флюсом, в защитных газах).
- Электродуга питается от постоянного или переменного тока. В первом варианте, она может иметь прямую и обратную полярность.
- Во время сваривания электродуга бывает прямого и косвенного действия. В первом случае сталь принимает участие в электрической цепи, во втором – не принимает, что используется довольно редко.
- Материалы электродов определяют их способность плавиться.
- Разряд дуги появляется только тогда, когда столб газа между электродом и металлом будет наполнен ионами и электронами. Для этого молекуле газа передается энергия ионизации. Среда разряда является газовым проводником электротока с особой формой цилиндра. Сама дуга включает в себя столб, анодную и катодную области. Когда дуга горит, на электроде и стали возникают активные зоны. Это пятна с измененной температурой, через которые проходит ток электродуги.

Существует несколько видов дуг, отличающих средой
- Открытая, горящая в воздухе с небольшим количеством паров металла, состава электродов и их покрытий.
- Закрытая, горящая под сберегающим флюсом, парами основного состава и электродов.
- С подачей защитных газов, паров электрода и применяемой стали. В качестве защиты используется гелий, аргон, водород и разные смеси.
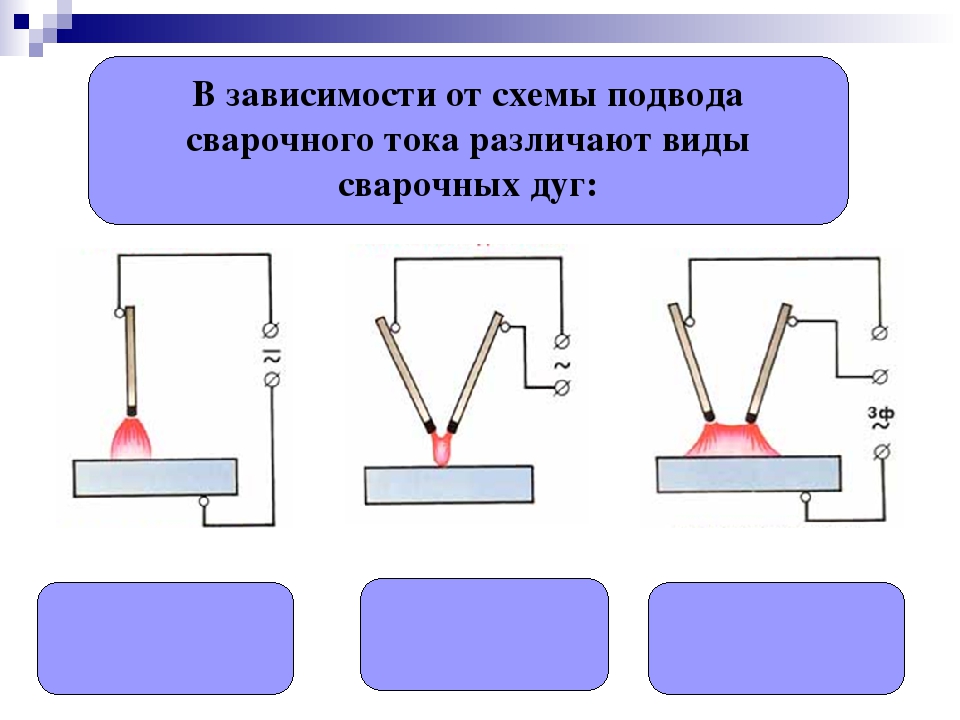
Электрическая дуга и ее применение при сварке
1. Приложение 4.2.9 МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами Электрическая
дуга и ее
применение
при сварке
2. Осваиваемые компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из
углеродистых и конструкционных сталей во всех пространственных
положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из
цветных металлов и сплавов во всех пространственных положениях
сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми
электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
ПК 2. 5. Выполнять ручную дуговую сварку покрытыми электродами
5. Выполнять ручную дуговую сварку покрытыми электродами
конструкций (оборудования, изделий, узлов, трубопроводов,
деталей) из углеродистых сталей, предназначенных для работы под
давлением, в различных пространственных положениях сварного
шва.
3. Цель: В результате обучения по данной теме обучающиеся получат знания о строении сварочной дуги и ее применении при сварке.
Место проведения: кабинет
теоретических основ сварки и резки
металлов
Форма урока : лекция
4. Природа сварочной дуги
• Электрическая дуга представляет собой один из видов
электрических разрядов в газах, при котором наблюдается
прохождение электрического тока через газовый
промежуток под воздействием электрического поля.
Прохождение электрического тока через газ возможно
только при наличии в нем заряженных частиц — электронов и
ионов.
• Возникновение заряженных частиц в дуговом промежутке
обусловливается эмиссией (испусканием) электронов с
поверхности отрицательного электрода (катода) и
ионизацией находящихся в промежутке газов и паров.
Электрическую дугу, используемую для сварки металлов,
называют сварочной дугой.
5. Сварочная дуга
Сварочная дуга представляет собой электрический
дуговой разряд в ионизированной смеси не только газов,
но и паров металла и компонентов, входящих в состав
электродных покрытий, флюсов и т.д.
Если ионизированный воздушный промежуток находится
в электрическом поле, то подвижные газовые ионы
приходят в движение и создают электрический ток.
Как только прекращается действие ионизирующих
факторов, исчезает электропроводность и ток
прекращается.
Дуга является частью электрической сварочной
цепи. При сварке на постоянном токе электрод,
подсоединенный к положительному полюсу
источника питания дуги, называют анодом, а к
отрицательному — катодом.
Если сварку ведут на переменном токе, то
каждый из электродов является попеременно
анодом или катодом.
Промежуток между электродами называют
областью дугового разряда, или дуговым
промежутком; длину дугового промежутка —
длиной дуги.
7. Возбуждение дуги
При коротком замыкании электрода и детали в местах
касания их поверхности разогреваются. При
размыкании электродов с нагретой поверхности катода
происходит испускание электронов — электронная
эмиссия.
Выход электронов в первую очередь связывают с
термическим эффектом (термоэлектронная эмиссия) и
наличием электрического поля высокой напряженности
(автоэлектронная эмиссия).
Наличие электронной эмиссии с поверхности катода
считают непременным условием существования
дугового разряда.
8. Зажигание дуги
Зажигание дуги при сварке плавящимся
электродом также начинается с короткого
замыкания. Из-за шероховатости поверхностей
касание электрода с основным металлом
происходит отдельными выступающими
участками, которые мгновенно расплавляются
под действием выделяющейся теплоты,
образуя жидкую перемычку между основным
металлом и электродом.
9. Области дугового промежутка
По длине дугового промежутка можно выделить три области :
катодную, анодную и находящийся между ними столб дуги.
Катодная область включает в себя нагретую поверхность катода,
называемую катодным пятном, и часть дугового промежутка,
примыкающую к ней.
Температура катодного пятна на стальных электродах достигает
2400… 2700С. В катодном пятне выделяется до 38% общей теплоты
дуги. Основным физическим процессом в этой области является
разгон электронов.
Падение напряжения в катодной области UK составляет 10…20 В.
Анодная область состоит из анодного пятна на поверхности анода и
части дугового промежутка, примыкающего к нему. Анодное пятно
— имеет примерно такую же температуру, как и катодное пятно, но
в результате бомбардировки электронами на нем выделяется
больше теплоты, чем на катоде. Для дуг с плавящимся электродом
анодное падение напряжения составляет 2…6 В.
Столб дуги, расположенный между катодной и анодной областями,
имеет наибольшую протяженность в дуговом промежутке.
10. Классификация сварочной дуги
• по применяемым электродам — с плавящимся и
неплавящимся;
• по степени сжатия дуги —свободная и сжатая;
• по схеме подвода сварочного тока — прямого и
косвенного действия.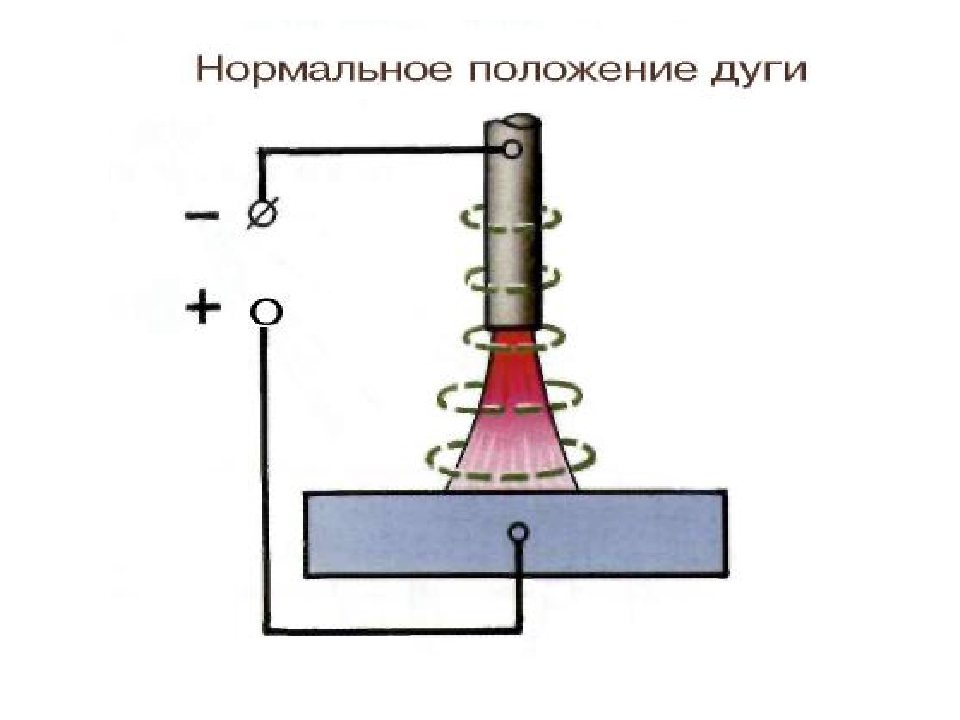
• по роду тока — постоянного и переменного
(однофазного или трехфазного) тока;
• по полярности постоянного тока — прямой и
обратной полярности.
• Дугу называют короткой, если длина ее составляет
2…4 мм. Длина нормальной дуги составляет 4…6
Сварочные дуги прямого (а) и косвенного (б)
действия
При применении постоянного
тока различают сварку на
прямой и обратной
полярности.
При сварке на прямой
полярности электрод
подключается к
отрицательному полюсу и
служит катодом, а изделие — к
положительному и служит
анодом.
При сварке на обратной
полярности электрод
подключается к
положительному полюсу и
служит анодом, а изделие — к
отрицательному и служит
катодом.
Дугу можно зажечь путем
касания электродом
свариваемого изделия и
отводом его
перпендикулярно вверх.
Дугу можно зажечь путем
«чиркания» электродом
как спичкой по
поверхности
свариваемого изделия.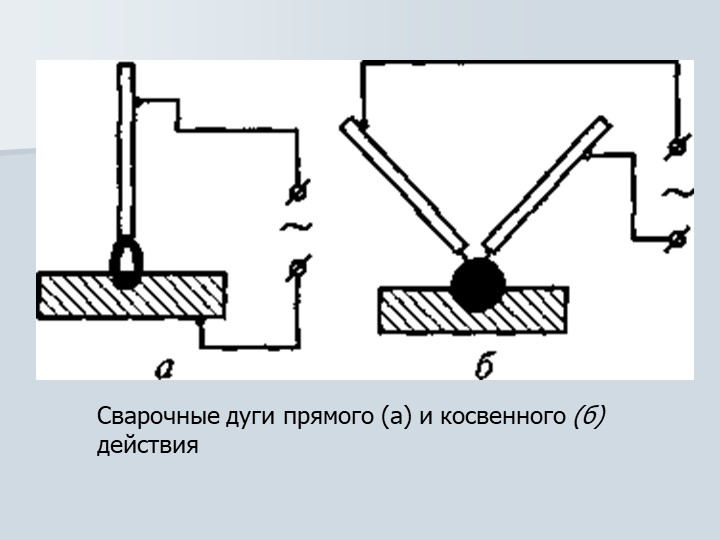
14. Способы возбуждения дуги
два основных способа возбуждения дуги: способ короткого
замыкания и способ высоковольтного высокочастотного разряда.
Способ короткого замыкания используют в основном при сварке
плавящимся электродом. В момент касания электродом
поверхности основного металла происходит замыкание
электрической цепи вторичного контура источника питания дуги и в
этой цепи возникает электрический ток. Из-за шероховатости
поверхностей электрода и основного металла короткое замыкание
происходит по отдельным выступам, плотность тока в которых
оказывается достаточной для почти мгновенного расплавления
выступающих участков. Между электродом и свариваемым
изделием образуется жидкая перемычка расплава.
При отводе электрода перемычка растягивается, сечение ее
уменьшается, сопротивление и температура возрастают. Когда
расплавленный металл этой перемычки нагреется до температуры
кипения, она разрушается, образуя легко ионизируемые пары
металла, в которых и развивается дуговой разряд.
При втором способе возбуждения дуговой разряд
развивается из искрового.
Для создания искрового разряда используют
специальное устройство — осциллятор, который
представляет собой генератор высоковольтного (U =
2000…4000 В) высокочастотного (f= 250 кГц)
электрического разряда.
Осциллятор подключают или параллельно газовому
промежутку между электродом и изделием, или
последовательно с этим промежутком.
Напряженность электрического поля, создаваемого
осциллятором между электродом и изделием, выше
потенциала ионизации газа, что ведет к электрическому
пробою газового промежутка.
Поскольку работающий осциллятор — это мощный
источник радиопомех, то после возбуждения дуги его
отключают.
16. Условия зажигания и устойчивость горения дуги
Условия зажигания и устойчивого горения дуги
зависят от таких факторов, как род тока
(постоянный или переменный), прямая или
обратная полярность при сварке на постоянном
токе, диаметр электрода, состав обмазки при
сварке штучными электродами, температура
окружающей среды.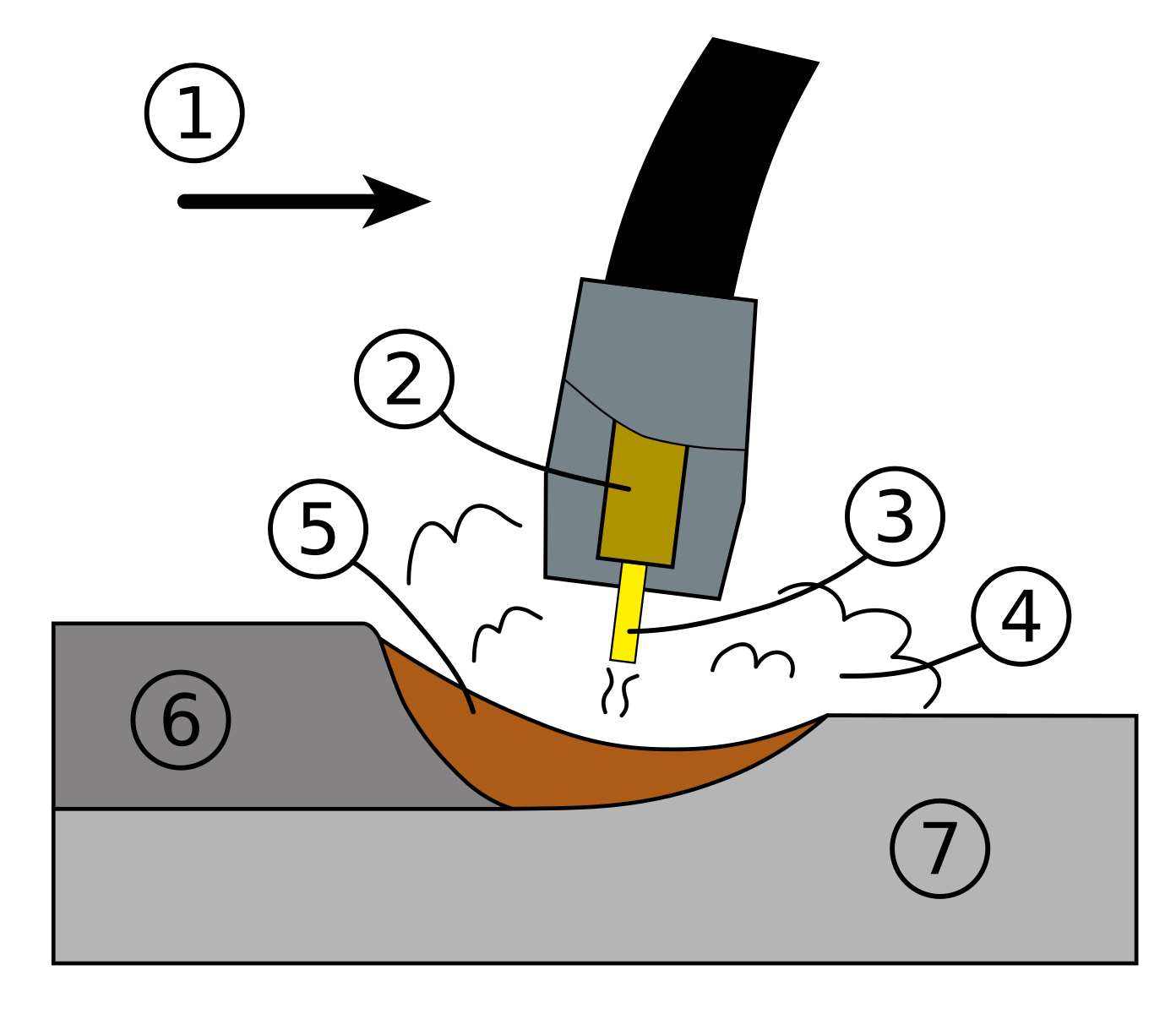
Для зажигания дуги требуется большее
напряжение, чем напряжение для горения дуги.
Напряжение, подводимое от источника питания к
электродам при разомкнутой сварочной цепи,
является напряжением холостого хода.
При сварке на постоянном токе напряжение
холостого хода не превышает 90 В, а на
переменном —80 В.
В момент горения дуги напряжение, подаваемое
от источника питания, значительно снижается и
достигает значения, необходимого для
устойчивого горения дуги.
18. Условие зажигания и горения дуги
Первое условие зажигания и горения дуги — наличие электрического
источника питания дуги достаточной мощности, позволяющего
быстро нагревать катод до высокой температуры при возбуждении
дуги.
Вторым условием для зажигания и горения дуги является введение в
состав покрытия штучных электродов или в состав флюсов таких
элементов, как калий, натрий, барий, литий, алюминий, кальций и др.
Эти элементы обладают низким потенциалом ионизации и
способствуют быстрому зажиганию дуги.
Третьим условием устойчивости горения дуги при сварке является
включение в сварочную цепь последовательно с дугой индуктивного
сопротивления, что позволяет вести сварочные работы
металлическими электродами на переменном токе при напряжении
сварочного трансформатора порядка 60*- 65 В и стандартной
частоте тока.
19. Магнитное дутье
Отклонение столба дуги под
действием магнитного поля,
наблюдаемое в основном
при сварке постоянным
током, называют магнитным
дутьем.
При сварке переменным
током, когда полярность
меняется с частотой тока, это
явление выражено
значительно слабее.
Магнитное дутье вызывает
непровары и ухудшает
формирование швов.
20. Плавление и перенос электродного материала
Перенос металла может быть различным:
крупнокапельный (характерен сварочная ванна для
ручной дуговой сварки покрытым электродом)
мелкокапельный (наблюдается при сварке под
флюсом и в защитных газах — аргоне, углекислом
газе и пр. )
)
струйный (имеет место при сварке в аргоне на
больших токах)
Мелкокапельный и струйный переносы
электродного металла обеспечивают более
устойчивый процесс сварки и лучшее
формирование сварного шва.
• Основная характеристика плавления
электрода — линейная скорость его
расплавления в единицу времени, которая
зависит от состава электрода, покрытия,
режима сварки, плотности и полярности
тока.
• В общем случае скорость плавления
электрода возрастает с увеличением силы
тока примерно по линейной зависимости,
определяется условиями выделения и
При плавлении на торце электрода образуется капля
жидкого металла.
Характер переноса электродного металла зависит от
соотношения сил, действующих на каплю металла на
торце электрода.
К основным из них относят силу тяжести, силу
поверхностного натяжения, электромагнитную силу, силу
реактивного давления паров, аэродинамическую силу и
др.
В зависимости от соотношения сил, действующих на каплю,
характер переноса электродного металла может существенно
изменяться.
При сварке покрытыми электродами наблюдается в основном
крупнокапельный и мелкокапельный перенос .
Тип переноса зависит от состава и толщины покрытия, режима
сварки, рода тока и полярности.
Для электродов с основным покрытием
характерен крупнокапельный перенос металла в
широком диапазоне режимов сварки, что
обусловлено высоким поверхностным
натяжением металла на границе со шлаком,
поскольку и шлак, и металл хорошо раскислены.
Для сварки электродами с кислым и рутиловым
покрытиями характерен мелкокапельный
перенос.
Струйный процесс переноса металла характерен
для сварки плавящимся электродом в инертных
газах.
25. Столб дуги
Основным процессом здесь
является ионизация, или
образование заряженных
частиц газа.
Температура столба дуги
достигает 6000.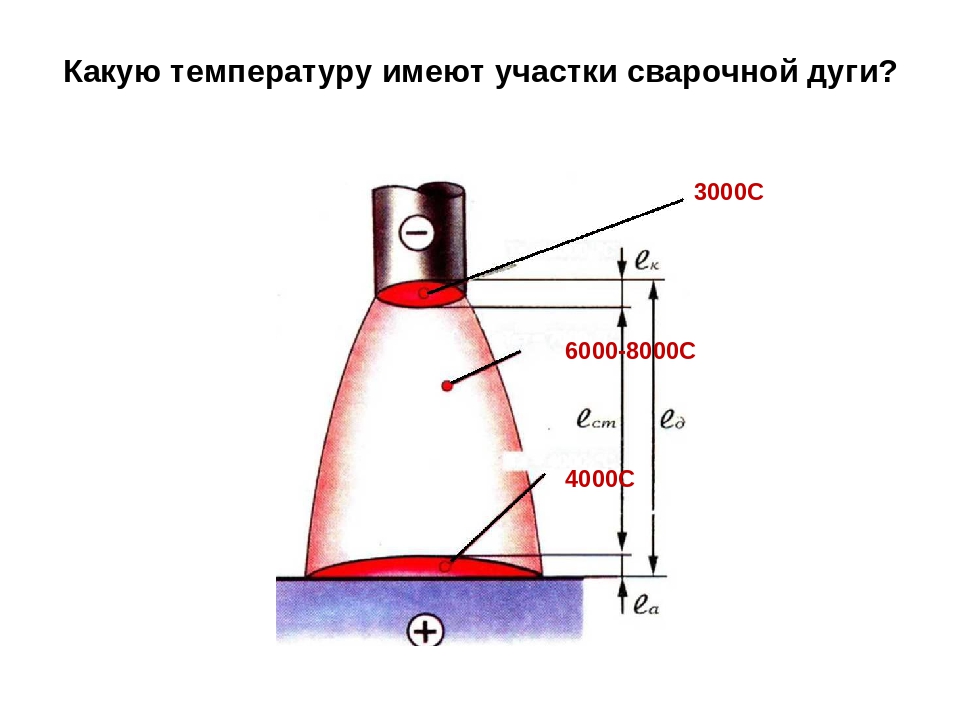 .. 8000°С и
.. 8000°С и
более — в зависимости от
плотности сварочного тока.
Падение напряжения в
столбе изменяется в
пределах 10…50 В/см.
26. Формирование сварочной ванны
Образование сварочной ванны —
важнейший этап получения соединения при
сварке плавлением. От формы и размеров
сварочной ванны зависят форма и размеры
сварных швов и, следовательно,
эксплуатационные характеристики
получаемых соединений.
Форма сварочной ванны при дуговых
процессах характеризуется ее длиной,
Объем сварочной ванны в
зависимости от способа и
режима сварки изменяется от
0,1 до 10 см3.
Сварочная ванна имеет
эллипсовидное, вытянутое
вдоль направления сварки
очертание.
В поперечном сечении в
зависимости от режима и
условий сварки форма
сварочной ванны изменяется в
широких пределах.
Для дуговой сварки наиболее
характерна форма провара,
приближающаяся к
полуокружности.
Средняя температура сварочной ванны при сварке под флюсом
конструкционных низкоуглеродистых сталей составляет около
1800°С. Максимальная температура в этих условиях достигает 2300
°С.
29. Давление дуги
Столб дуги, находящийся в головной части сварочной ванны,
оказывает механическое воздействие — давление на поверхность
расплавленного металла.
Давление дуги приводит к вытеснению жидкого металла из-под
основания дуги и погружению столба дуги в расплавленный металл,
что обусловливает увеличение глубины проплавления.
Жидкий металл, вытесненный из-под основания дуги действующими
на поверхность сварочной ванны силами, по мере передвижения
дуги отбрасывается в хвостовую часть плавильного пространства.
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья — один из серии часто задаваемых вопросов TWI.
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi.co.uk
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически по линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)
Также известная как Газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или дуговая сварка — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавится, образуя сварочную ванну. При одновременном плавлении флюсового покрытия на стержне образуются газ и шлак, защищающий сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
При одновременном плавлении флюсового покрытия на стержне образуются газ и шлак, защищающий сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно запитанный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло, необходимое для плавления проволоки и кромок пластины, вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для создания соединения, с другой металлической деталью.
Методы использования неплавящихся электродов
Сварка вольфрамом в среде инертного газа (TIG)
Также известная как Газовая дуговая сварка вольфрамом (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.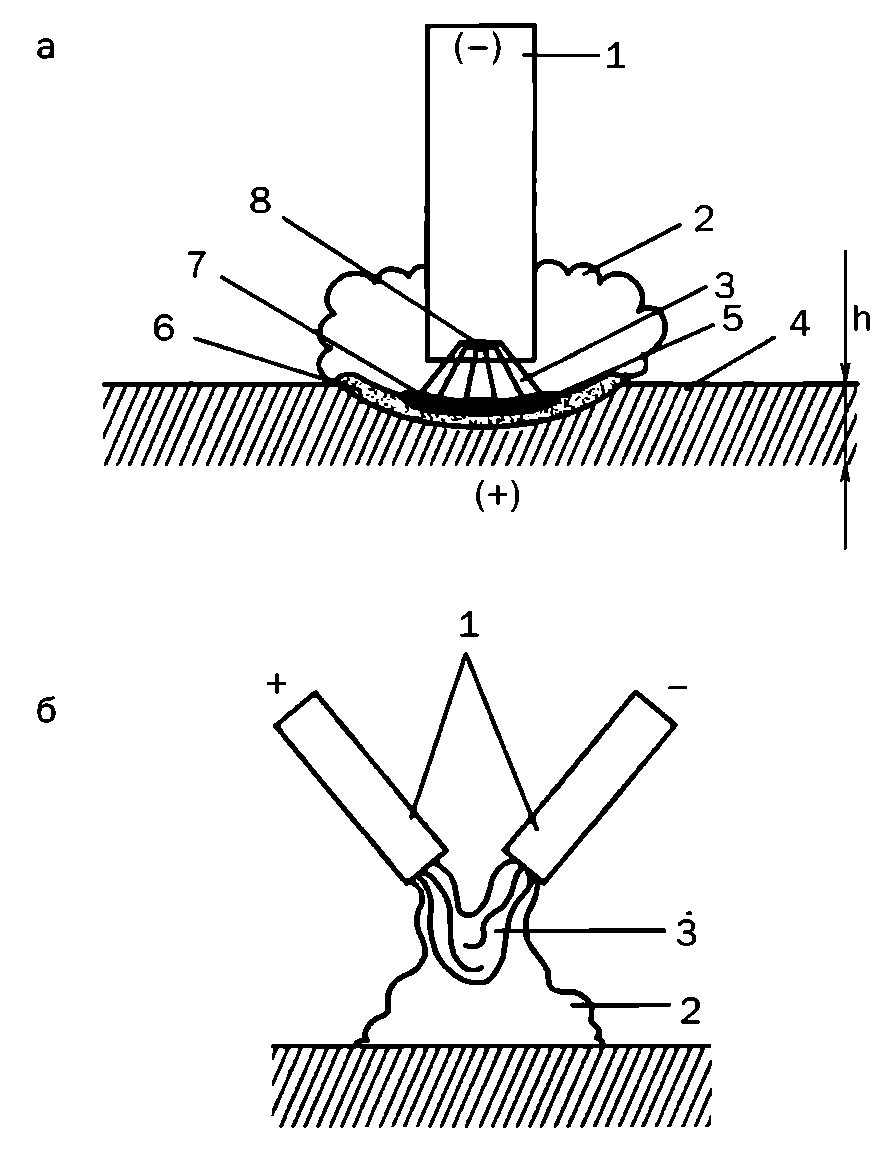
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через мелкое отверстие в аноде, чтобы достичь опорной плиты. Таким образом плазма отделяется от защитного газа.
Что такое дуговая сварка? — Типы и как это работает
Что такое дуговая сварка?
Дуговая сварка — это процесс сварки, используемый для соединения металла с металлом с использованием электричества для выработки тепла, достаточного для плавления металла, а когда расплавленный металл остывает, металлы связываются друг с другом.Аппараты для дуговой сварки могут использовать как постоянный ток (DC), так и переменный ток (AC), а также расходуемые или неплавящиеся электроды.
Это тип сварки, при котором источник сварочного тока создает дугу между металлическим стержнем («электродом») и основным материалом, чтобы расплавить металлы в точке контакта. Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматизированными. Дуговая сварка, впервые разработанная в конце XIX века, стала коммерчески важной в судостроении во время Второй мировой войны.Сегодня это остается важным процессом изготовления стальных конструкций и транспортных средств.
Как работает дуговая сварка?
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
В дуговой сварке используется электрическая дуга для плавления рабочего материала. Сначала к материалу прикрепляется заземляющий провод.Затем сварщик прикладывает вывод электрода к обрабатываемому материалу.
Когда сварщик отводит электрод от материала, он создает электрическую дугу, также известную как продолжающийся плазменный разряд в результате электрического пробоя газа. Сварочные аппараты используют переменный или постоянный ток и используются для получения очень концентрированной узкой точки сварки.
Сварочные аппараты используют переменный или постоянный ток и используются для получения очень концентрированной узкой точки сварки.
Электрическая дуга от источника переменного или постоянного тока создает сильное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически по линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве до высоких температур дугой, используется защитный газ или шлак, чтобы свести к минимуму контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Дуговая сварка
Типы дуговой сварки
Сравнение постоянного тока и переменного тока
Электропитание для дуговой сварки может быть от постоянного (DC) или переменного (AC) тока.
Дуговая сварка постоянным током (DC) часто используется при сварке штучной сваркой и при низком напряжении и, как правило, предпочтительнее, чем сварка на переменном токе. Это связано с тем, что постоянный ток использует электроны, которые равномерно текут в одном направлении, создавая более плавную и стабильную дугу.
Дуговая сварка на переменном токе (AC) имеет большую неустойчивость электронов, поскольку они постоянно меняют направление.
Переменный ток обычно является второстепенным при сварке, но может быть полезен в некоторых случаях, например, когда требуется более сильный ток, чтобы предотвратить возникновение дуги или для передачи электричества на большие расстояния.
Дуговая сварка расходных материалов и неплавких материалов
Электроды (или «стержни»), используемые при дуговой сварке, могут быть расходными или неплавящимся.
Расходуемый электрод не только проводит ток, но и подает присадочный металл к стыку.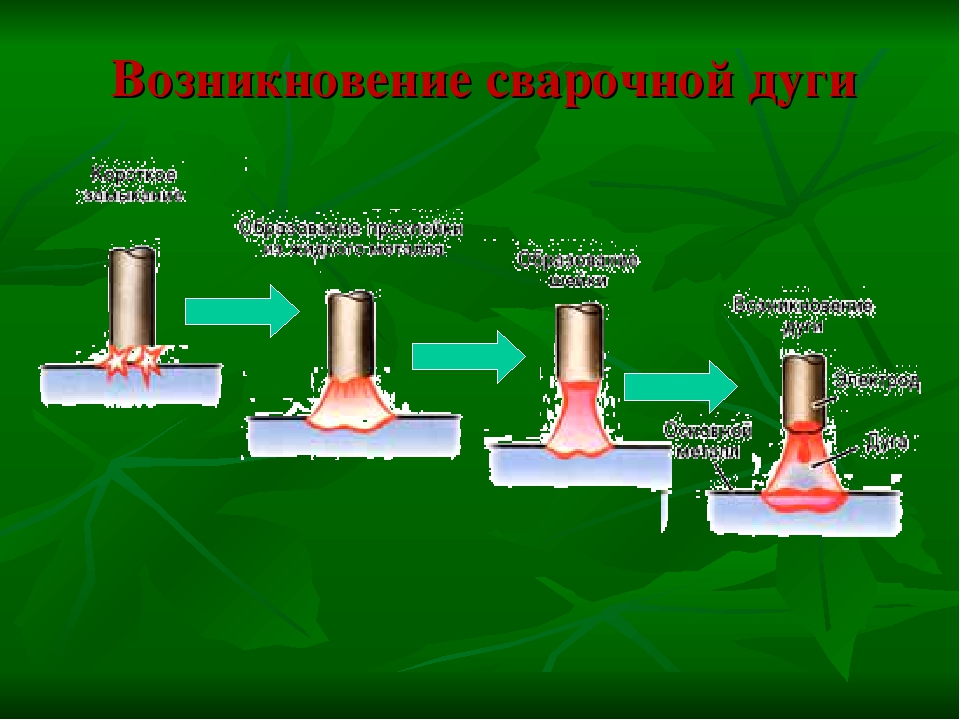 Это означает, что электрод изготовлен из металла, который плавится вместе с металлами, которые свариваются вместе. Этот вид сварки часто используется при изготовлении стальных изделий.
Это означает, что электрод изготовлен из металла, который плавится вместе с металлами, которые свариваются вместе. Этот вид сварки часто используется при изготовлении стальных изделий.
Неплавящийся электрод, с другой стороны, изготовлен из материала, который не плавится во время сварки, такого как вольфрам, который имеет чрезвычайно высокую температуру плавления.
Дуговую сварку можно разделить на два разных типа;
| Расход электродов | Метод сварки |
| Тип неплавкого (неплавкого) электрода | 1.Сварка TIG 2. Плазменная сварка |
| Тип плавкого (плавкого) электрода | 1. Дуговая сварка в среде защитного металла 2. Сварка MAG 3. Сварка MIG 4. Электрогазовая дуговая сварка (EGW) |
Есть разные виды дуговой сварки. Какой метод дуговой сварки вы используете, в основном зависит от металла. Ниже приводится обзор различных методов дуговой сварки:
Дуговая сварка порошковой проволокой (FCAW)
В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом. В то время как излучающий поток защищает дугу от воздуха, никакие транспортные потоки могут не нуждаться в защитных газах.
В то время как излучающий поток защищает дугу от воздуха, никакие транспортные потоки могут не нуждаться в защитных газах.
Идеально подходит для сварки плотных секций толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость наплавки металла шва.
Газовая дуговая сварка металлическим электродом (GMAW)
Сварка GMAW или MIG защищает дугу с помощью газа, такого как аргон или гелий, или газовой смеси. Электроды имеют раскислители, предотвращающие окисление, поэтому вы можете сваривать несколько слоев.
Этот метод имеет несколько преимуществ: простой, универсальный, экономичный, низкие температуры и легкость автоматизации.Это популярный способ сварки тонких листов и профилей.
Газовая дуговая сварка вольфрамом (GTAW)
GTAW или TIG часто считается самой сложной сваркой. Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон или гелий, или их смесь.
Присадочные проволоки добавляют при необходимости расплавленный материал. Этот метод намного «чище», поскольку он не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Плазменная сварка (PAW)
В этом методе дуговой сварки используются ионизированные газы и электроды, которые создают струи горячей плазмы, направленные в зону сварки.
Поскольку сопла очень горячие, этот метод подходит для узких и глубоких сварных швов. Плазменная дуговая сварка (PAW) также хороша для увеличения скорости сварки.
Дуговая сварка металлическим экраном (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным. Дуга возникает, когда наконечник покрытого электрода касается зоны сварки, а затем отводится для поддержания дуги.
Тепло плавит наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.
Сварка под флюсом (SAW)
SAW работает с гранулированным флюсом, который создает во время сварки толстый слой, который полностью покрывает расплавленный металл и предотвращает образование искр и брызг.
Этот метод обеспечивает более глубокое проникновение тепла, поскольку действует как теплоизолятор. Пила применяется для высокоскоростной сварки листовой или толстолистовой стали.Он может быть полуавтоматическим или автоматическим. Однако это ограничивается горизонтальными сварными швами.
Электрошлаковая сварка (ESW)
Вертикальный процесс используется для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны.
Тепло для плавления краев проволоки и пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока.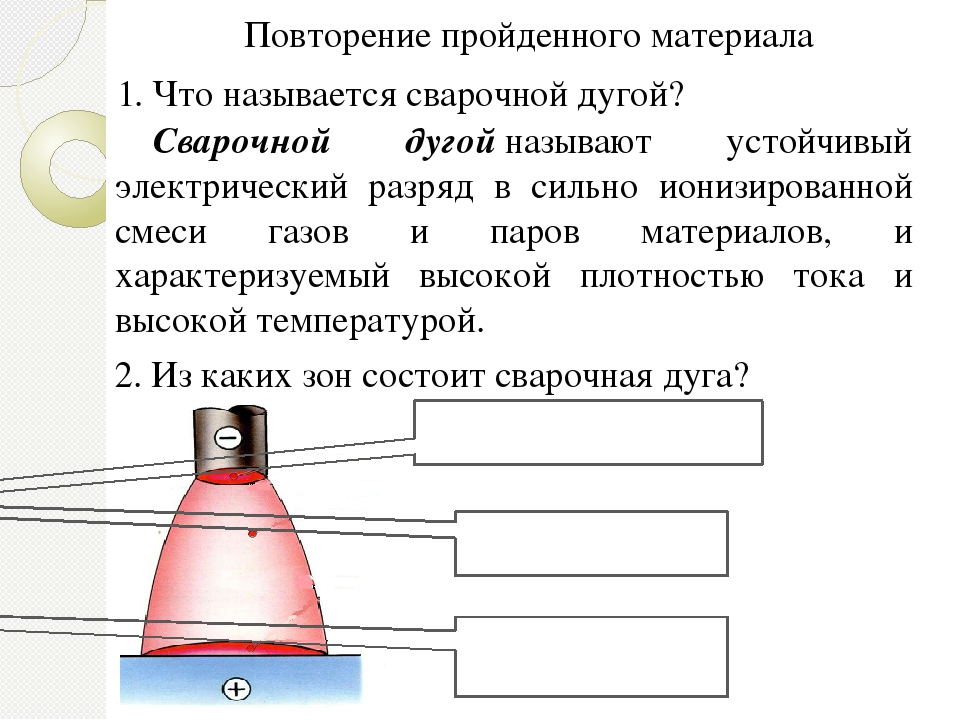 Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Где используется дуговая сварка?
Дуговая сварка широко применяется для соединения материалов во многих различных отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, стыковки листового металла и для прецизионных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и устойчивых соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, в которых используется дуговая сварка, являются нефтегазовая промышленность и электроэнергетика.
Типы стержней
В дуговом процессе используются различные стержни, которые имеют разные сильные и слабые стороны и способы применения, которые могут повлиять на качество сварки. Стержень подсоединяется к сварочному аппарату, и через него пропускают ток, чтобы соединить детали вместе.
Стержень подсоединяется к сварочному аппарату, и через него пропускают ток, чтобы соединить детали вместе.
В некоторых случаях, например, при SMAW, стержни плавятся и становятся частью сварного шва — это расходуемые электроды. В других случаях, например, при сварке TIG, стержни не плавятся — это неплавящиеся электроды.
Стержни обычно имеют покрытие, хотя точный тип покрытия может быть разным. Хотя доступны стержни без покрытия, они встречаются гораздо реже, создают больше брызг и могут затруднить управление дугой.
Стержни с покрытием лучше уменьшают или устраняют загрязняющие оксиды или серу.Три типа покрытия включают целлюлозу, минералы. или их комбинация.
Независимо от того, с покрытием или без покрытия, необходимо выбрать правильный стержень для создания чистых, прочных сварных швов с правильным качеством валика.
Применение дуговой сварки
Применение дуговой сварки включает следующее.
- Используется при сварке листового металла
- Для сварки тонких, черных и цветных металлов
- Используется для проектирования сосудов под давлением
- Разработка трубопроводов в промышленности
- Используется в автомобильной и домашней отделке
- Отрасли судостроения
- Используется на производстве самолетов и космонавтики, кузовных ремонтов автомобилей, железных дорог.
- Отрасли, такие как строительство, автомобилестроение, механика и т. Д.
- Газовая дуговая сварка вольфрамом используется в аэрокосмической промышленности для соединения многих областей, например, листового металла.
- Эта сварка используется для ремонта штампов, инструментов и в основном на металлах, сделанных из магния и алюминия.
- Большинство обрабатывающих производств используют GTAW для сварки тонких деталей, особенно цветных металлов.
- используются там, где требуется высокая устойчивость к коррозии, а также к растрескиванию в течение длительного периода времени.
- Применяется в производстве космических аппаратов.
- Используется для сварки деталей малого диаметра и тонкостенных труб, что делает его применимым в велосипедной промышленности.

Сварочные аппараты GTAW
Преимущества дуговой сварки
Использование дуговой сварки имеет ряд преимуществ по сравнению со многими другими форматами:
- Она подходит для высокоскоростной сварки.
- Это простой сварочный аппарат.
- Может работать как от переменного, так и от постоянного тока.
- Превосходные температуры.
- Меньше дыма и искр.
- Мобильность благодаря простому оборудованию.
- Это более быстрый процесс сварки по сравнению с другими,
- Он обеспечивает прочные соединения.
- Дает очень небольшое искажение.
- Высокая коррозионная стойкость.
- Обладает способностью сваривать пористый и грязный металл.
- Это оборудование недорогое.
- Его работа может выполняться во время ветра или дождя.
- Его источник питания можно использовать там, где есть электричество, и альтернативу, если нет электричества, кроме генераторов.
- Достигнута гладкая сварка.
- Это хорошая ударная вязкость.
- Шарики для дуговой сварки можно использовать для создания дизайнов на тонких металлах.
- Может выполняться в любой атмосфере.

Недостатки дуговой сварки
Есть несколько причин, по которым некоторые люди ищут другие варианты помимо дуговой сварки для определенных типов проектов.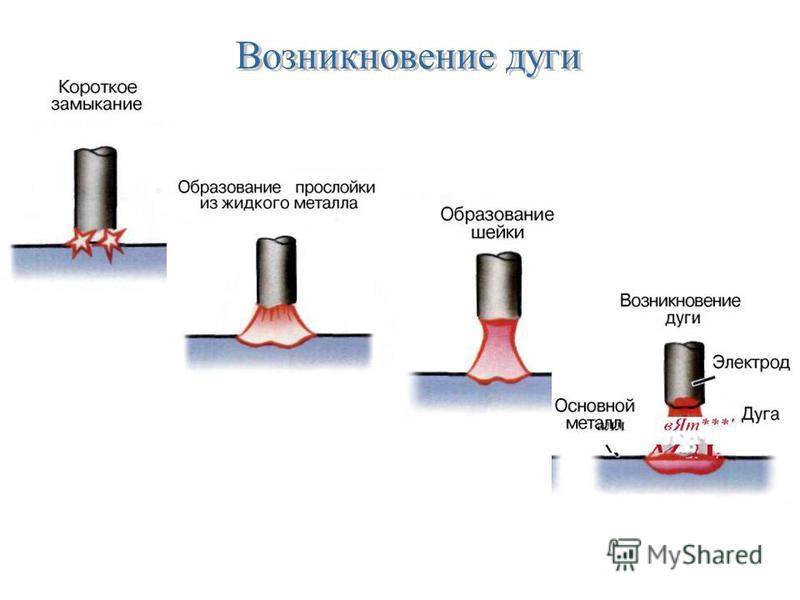 К этим недостаткам можно отнести:
К этим недостаткам можно отнести:
- Требуются квалифицированные сварщики.
- Нельзя использовать для химически активного металла, такого как AI или Ti.
- Не подходит для сварки тонких металлов.
- Не весь тонкий металл можно сваривать дуговой сваркой.
- Для выполнения этой задачи необходим хорошо обученный и опытный оператор.
- Увеличение стоимости проекта, так как потери в процессе неизбежны.
Часто задаваемые вопросы.
Что такое дуговая сварка?
Дуговая сварка — это процесс сварки, используемый для соединения металла с металлом с использованием электричества для выработки тепла, достаточного для плавления металла, а когда расплавленный металл остывает, металлы связываются друг с другом. Аппараты для дуговой сварки могут использовать как постоянный ток (DC), так и переменный ток (AC), а также расходуемые или неплавящиеся электроды.
Аппараты для дуговой сварки могут использовать как постоянный ток (DC), так и переменный ток (AC), а также расходуемые или неплавящиеся электроды.
Как выполняется дуговая сварка?
Дуговая сварка использует электрическую дугу для плавления рабочего материала. Затем сварщик прикладывает вывод электрода к обрабатываемому материалу. Когда сварщик отводит электрод от материала, он создает электрическую дугу, иначе известную как продолжающийся плазменный разряд из-за электрического пробоя газа.
Какие бывают виды дуговой сварки?
Различные виды дуговой сварки:
1.Порошковая сварка (FCAW)
2. Газовая дуговая сварка металлическим электродом (GMAW)
3. Газовая дуговая сварка вольфрамовым электродом (GTAW)
4. Плазменная дуговая сварка (PAW)
5. Дуговая сварка в среде защитного металла (SMAW)
6. Сварка под флюсом (SAW)
7. Электрогазовая сварка (EGW)
Каково применение дуговой сварки?
Области применения дуговой сварки:
1. Используется при сварке листового металла.
Используется при сварке листового металла.
2. Для сварки тонких, черных и цветных металлов.
3. Используется для проектирования сосудов высокого и высокого давления.
4. Развитие трубопроводов в промышленности.
5. Используется в автомобильной и домашней отделке.
6. Отрасли судостроения.
В чем преимущества дуговой сварки?
Преимущества дуговой сварки:
1. Высокая скорость сварки.
2. Обеспечивает очень меньшее искажение.
3. Меньше дыма или искр.
4. Обеспечение плавности сварки.
5. Возможна установка в любой атмосфере.
6. Дешевая стоимость.
7. Хорошая ударная вязкость.
8. Повышенная коррозионная стойкость.
СВЯЗАННЫЕ ЗАПИСИ
Что такое дуговая сварка? Определения и процессы дуговой сварки
Определение и типы процессов дуговой сварки
Дуговая сварка — это один из многих процессов сварки плавлением, используемых для соединения металлов.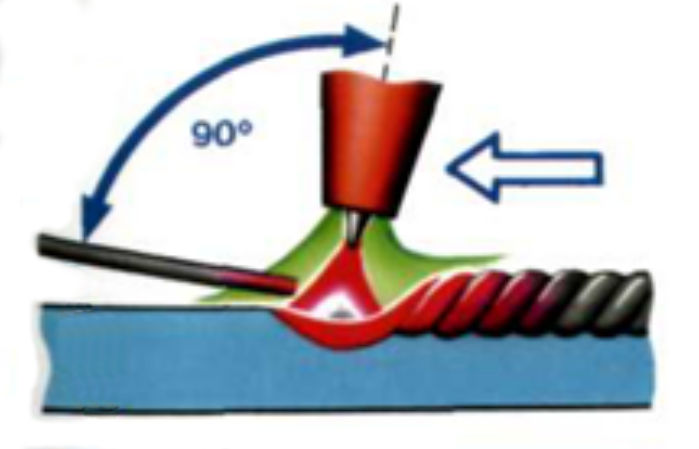 Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом.Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом.Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника переменного или постоянного тока для генерирования ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и для создания лужи расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается вдоль линии соединения механически или вручную.Электродом может быть стержень, по которому ток проходит между наконечником и обрабатываемой деталью, или стержень или проволока, которые проводят ток, а также плавятся и подают присадочный металл в соединение.
Металл имеет тенденцию вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это приводит к образованию оксидов и нитридов, которые ухудшают прочность сварного шва. Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом.После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Это приводит к образованию оксидов и нитридов, которые ухудшают прочность сварного шва. Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом.После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Дуговую сварку можно разделить на две разные формы:
Методы расходных электродов
Газовая сварка с металлическими вставками (MIG) и сварка металлов в активном газе (MAG)
Этот вид дуговой сварки также известен как газовая дуговая сварка (GMAW). MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения в результате загрязнения.
Дуговая сварка защищенного металла (SMAW)
Этот вид сварки также известен как сварка штучной сваркой или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым флюсом электрода, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, потому что их можно сваривать в любом положении.Черные металлы — это сплавы, состоящие в основном из железа и углерода.
Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, потому что их можно сваривать в любом положении.Черные металлы — это сплавы, состоящие в основном из железа и углерода.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки может использоваться вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку хорошо работает с более толстыми швами.
Дуговая сварка под флюсом (SAW)
SAW включает образование дуги между постоянно подаваемым расходуемым электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны. Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Поток хорош, потому что он предотвращает разбрызгивание и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны. Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Поток хорош, потому что он предотвращает разбрызгивание и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
ESW — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины. Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой, нагревая обе части электрической дугой.
Методы использования неплавящихся электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует неплавящийся вольфрамовый электрод для генерации электрической дуги. Дуга также действует как газовая защита для защиты сварного шва от воздуха, который может вызвать окисление.Это излюбленный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Где это используется?
Дуговая сварка обычно используется для соединения материалов и используется во многих различных отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, стыковки листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли используется дуговая сварка, чтобы гарантировать прочные и устойчивые соединения в зданиях, мостах и других объектах инфраструктуры. Другими отраслями, в которых используется дуговая сварка, являются нефтегазовая промышленность и электроэнергетика.
Типы стержней
Для дуговой сварки используется широкий спектр стержней, которые имеют разные сильные и слабые стороны и возможности использования.Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Обычно используются стержни с покрытием. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют управление дугой. Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов.Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать стержень, подходящий для своей заготовки, для создания прочных и незагрязненных сварных швов.
Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют управление дугой. Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов.Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать стержень, подходящий для своей заготовки, для создания прочных и незагрязненных сварных швов.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. Эти преимущества включают в себя:
- Низкая стоимость. Это доступная техника, так как стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Портативность. Материалы в этой технике легко транспортировать.
- Используется для обработки нечистых металлов . Дуговая сварка может выполняться на загрязненных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
 Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.Недостатки дуговой сварки
Хотя дуговая сварка дает много преимуществ, у нее есть и недостатки.К этим недостаткам можно отнести:
- Стоимость. Хотя стоимость считается преимуществом, это также является недостатком, поскольку при этом образуется больше металлических отходов , чем при использовании других методов, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень квалификации и подготовки. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка не подходит для некоторых тонких металлов.
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. После охлаждения и затвердевания создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные свойства, что и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. Д.), В которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. После охлаждения и затвердевания создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные свойства, что и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. Д.), В которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке сильное тепло, необходимое для плавления металла, вырабатывается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль стыка. Электродом может быть стержень, который просто пропускает ток между наконечником и изделием.Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных операций при производстве стальных изделий используется электрод второго типа.
Электродом может быть стержень, который просто пропускает ток между наконечником и изделием.Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных операций при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки проиллюстрирована на рис. 1. Источник переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и «горячим» «кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга возникает в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером».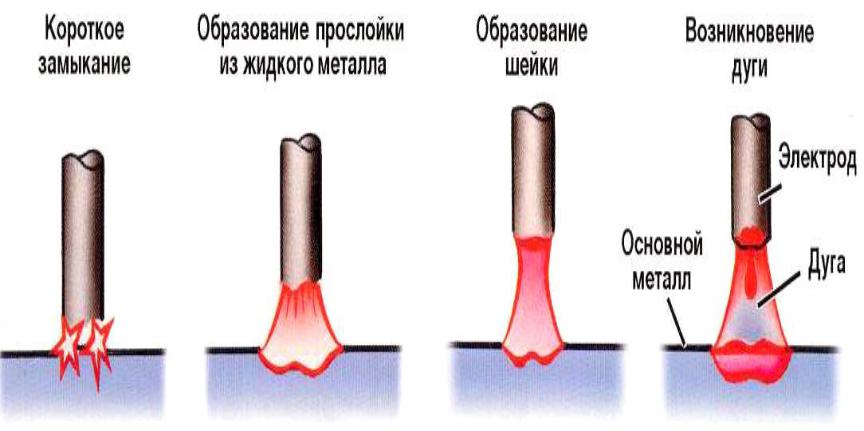 Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны химически реагировать с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Таким образом, многие процессы дуговой сварки предоставляют некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рис. 2 показано экранирование сварочной дуги и сварочной ванны стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама по себе дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают интенсивный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического пинцета, толкающего ее в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги а капли расплава отделяются и транспортируются к работе через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается сварочной ванне с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Поскольку должен существовать ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с наложенным на него электрически холодным электродом не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки
©
АВТОРСКИЕ ПРАВА 1998 ГРУППА ЭСАБ, ИНК.УРОК
II
ОБЩИЙ
ЭЛЕКТРИЧЕСКАЯ ДУГА
СВАРОЧНЫЕ ПРОЦЕССЫ
2. 1 ВВЕДЕНИЕ
1 ВВЕДЕНИЕ
После долгого
эксперименты других в начале 1800-х, англичанин по имени Уайлд
получена первая электросварка
патент в 1865 году. Он успешно соединил две небольшие части
утюг, пропуская электрический ток
через обе детали, образуя сварной шов.Примерно
двадцать лет спустя Бернадо, русский,
получил патент на процесс электродуговой сварки
в котором он поддерживал дугу между угольным электродом и деталями, которые должны быть
соединились, сплавив металлы вместе
поскольку дуга вручную пропускалась через свариваемый стык.
2.1.0.1 Во время
в 1890-х годах дуговая сварка выполнялась неизолированными металлическими электродами, которые
были сожжены в расплавленной луже
и стал частью наплавленного металла. Сварные швы были из
низкое качество из-за азота и
кислород в атмосфере с образованием вредных оксидов и нитридов
в металле шва.В начале двадцатого века важность защиты
дуга из
атмосфера была реализована. Покрытие электрода разложившимся материалом
в пылу
дуга для образования газового экрана оказалась лучшим методом
это конец. В результате различные
В результате различные
методы покрытия электродов, такие как оборачивание и окунание,
были опробованы. Эти усилия завершились
в электроде с экструдированным покрытием в середине 1920-х гг.
улучшение качества металла шва и обеспечение того, что многие считают наиболее
значительный прогресс в области электрической дуги
сварка.2.1.0.2
Поскольку сварка покрытыми электродами
это довольно медленная процедура, более быстрая сварка
были разработаны процессы. В этом уроке будут рассмотрены наиболее часто используемые
электродуговая сварка
процессы, используемые сегодня. 2.2 ЗАЩИТНЫЙ
ДУГОВАЯ СВАРКА МЕТАЛЛА Экранированный
Дуговая сварка металла *, также известная как ручная
металлическая дуговая сварка, ручная сварка или электрическая
Дуговая сварка — это наиболее широко используемый из различных процессов дуговой сварки. Сварка
выполняется с
тепло электрической дуги, которое сохраняется между концом металла с покрытием
электрод и заготовку (см. рис.
1).Тепло, производимое дугой, плавит основной металл,
стержень сердечника электрода и покрытие. Поскольку капли расплавленного металла
Поскольку капли расплавленного металла
передан через
дуги и в расплавленную сварочную ванну, они защищены от атмосферы
производимыми газами
от разложения флюсового покрытия. Расплавленный шлак всплывает в
вершина сварного шва
лужа, в которой он защищает металл шва от воздействия атмосферы во время затвердевания.
NASD — Безопасность дуговой сварки
Электродуговая сварка остается одним из наших самых полезных и экономящих время
единицы торгового оборудования.Почти каждая ферма, ранчо и профессионально-техническое училище
Сельскохозяйственный цех оборудован одним или несколькими сварщиками, которые
используются для изготовления, ремонта и / или образовательных программ.
Большинство этих сварочных аппаратов, как правило, работают с трансформатором переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
Портативные сварочные аппараты
относятся к типу с приводом от дизельного / бензинового двигателя. Правильно установлен
и используемый аппарат для дуговой сварки очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, в том числе:
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс.Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
Когда
приобретая аппарат для дуговой сварки, вы можете быть уверены в надежности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для сварщиков дуговой сварки, как
определяется Underwriters Laboratories (UL). Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Перед установкой аппарата для дуговой сварки вам следует определить, есть ли у вас
нынешняя электрическая система способна справиться с повышенным
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.Для вашей безопасности очень важно установить сварочный аппарат в
соответствие требованиям штата Аризона по охране труда и технике безопасности
Регламенты администрации (AOSHA) и Национальная электротехническая
Код (NEC) квалифицированным электриком. Неспособность сделать это может
вызвать пожар, замыкание на землю или отказ оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- The
рама или корпус сварщика должны быть должным образом заземлены. - А
предохранительный выключатель или контроллер должны быть
расположен рядом с машиной (см. рисунок 1). - The
сварщик или сварщики должны быть защищены
предохранитель или автоматический выключатель на независимой цепи.

сварщик должен находиться в помещении с достаточной вентиляцией.В общем, при сварке металлов не считается.
опасна, вентиляционная система, которая переместит минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика — это удовлетворительно.
Однако многие материалы считаются очень опасными и должны
выполнять сварку только в хорошо проветриваемых помещениях, чтобы не допустить
накопление токсичных материалов или удаление возможного кислорода
недостаток не только для оператора, но и для других в непосредственной
окрестности.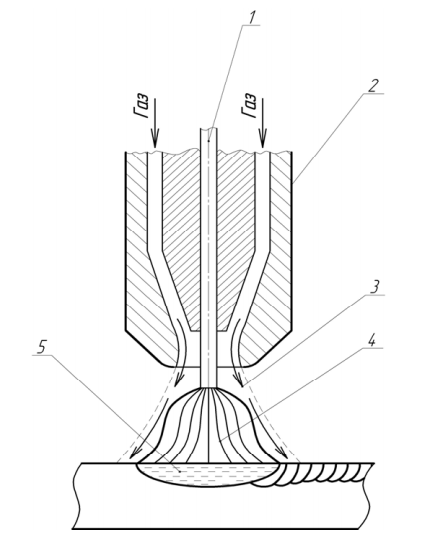 Такая вентиляция должна обеспечиваться вытяжкой.
Такая вентиляция должна обеспечиваться вытяжкой.
систему, расположенную как можно ближе к работе (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в состав очень опасных
категория — флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
Аппарат для дуговой сварки способен создавать температуры, превышающие
10000 градусов по Фаренгейту, поэтому важно, чтобы на рабочем месте
быть пожаробезопасным. Этого можно добиться, используя металлические листы.
Этого можно добиться, используя металлические листы.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол следует залить, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь присмотреть за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
оборудование для пожаротушения, такое как ведра с песком или
сухой химический огнетушитель типа ABC должен быть легко
доступный. Огнетушитель должен быть достаточно большим, чтобы
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
Очень важно, чтобы оператор и помощники были правильно одеты.
и защищен от тепла, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рисунок 3). Для защиты тела
пара огнестойких комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды со слезами, заедами, разрывами,
или потертости, так как они легко воспламеняются от искры.Рукава
воротники должны быть застегнуты. Руки следует беречь
в кожаных перчатках. Пара высоких кожаных туфель,
желательно защитная обувь, это хорошая защита для ног. Если
надеты полуботинки, щиколотки должны быть защищены огнестойкой
леггинсы. Глаза следует защищать прозрачными очками, если
в противном случае человек носит очки по рецепту или защитные очки.Сварочный шлем или щиток для рук с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Пластина фильтра должна быть не ниже 10 оттенка.
Пластина фильтра должна быть не ниже 10 оттенка.
генеральная сварка до 200 ампер. Однако некоторые операции
такие как сварка угольной дугой и сварка более сильным током
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластик
одноразовые зажигалки очень опасны в жару
и пламя. Очень важно, чтобы их не пронесли
карманы при сварке. Всегда обеспечивайте защиту посторонним
или другим рабочим путем сварки внутри должным образом экранированной области,
если возможно.Если вы не можете работать в закрытом помещении, тогда
защиту окружающих должен обеспечивать переносной экран
или щитом, или их защитными очками.
Это
Важно, чтобы любой, кто работает со сварочным аппаратом, был проинструктирован
о безопасном использовании квалифицированным преподавателем или сварщиком.
Потому что
из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем
чтобы на бывшем в употреблении не производились сварочные работы, резка или огневые работы.
бочки, бочки, цистерны или другие емкости при любых обстоятельствах.
Если возможно,
свариваемые работы следует размещать на поверхности из огнеупорного кирпича.
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может вызвать выделение пара.
скопление на полу, которое может вызвать взрыв. В
кабели сварщика должны быть расположены так, чтобы искры и расплавленные
на них не упадет металл. Их также следует держать свободными
Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Электрический
сварщики могут убить электрическим током. Если сварочная операция
должен выполняться на стали или другом проводящем материале изолирующим
мат необходимо использовать под оператора. Если область сварки
мокрый или влажный, или оператор сильно потеет, тогда он / она
следует надевать резиновые перчатки под сварочные перчатки.
Это
проще и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда нужно тщательно
очистить проволочной щеткой или другим способом перед сваркой.
При скалывании шлака или чистке проволочной щеткой готового валика
оператор всегда должен защищать свои глаза и тело
от летучих шлаков и стружки. Неиспользованные электроды и электрод
Неиспользованные электроды и электрод
окурки не следует оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить как «ГОРЯЧЕЕ» с помощью мыльного камня.
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует размещать так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
- Всегда
работать на открытом, хорошо вентилируемом месте или вентилировать двигатель
вытяжка прямо на открытом воздухе. - Никогда
заправляйте двигатель во время работы или при наличии открытого
пламя. - Протрите
Немедленно залейте пролитое топливо и дождитесь, пока пары разойдутся
перед запуском двигателя. * Никогда не снимайте давление в радиаторе.
крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить
ошпарить себя. - Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба.Систему зажигания следует отключить во избежание
случайный запуск двигателя. - Сохранить
все ограждения и щиты на месте. - Сохранить
руки, волосы и одежду вдали от движущихся частей.

зона сварки всегда должна быть оборудована противопожарным покрытием и
хорошо укомплектованная аптечка. Желательно, чтобы один человек
Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезно, если не лечить должным образом обученным медицинским персоналом.
- Be
убедитесь, что сварочный аппарат правильно установлен и заземлен. - Никогда
сваривать без соответствующей вентиляции. - Возьмите
надлежащие меры предосторожности для предотвращения возгорания. - Защитить
все ваше тело в огнезащитной одежде, обуви и
перчатки. - Износ
постоянная защита глаз. - Сварной шов
только в пожаробезопасном месте. - Никогда
выполнять сварочные работы, резку или горячие работы на бывших в употреблении барабанах, бочках,
цистерны или другие емкости. - Марка
металл «ГОРЯЧЕЕ» с мыльным камнем. - Сохранить
под рукой хорошо укомплектованная аптечка.
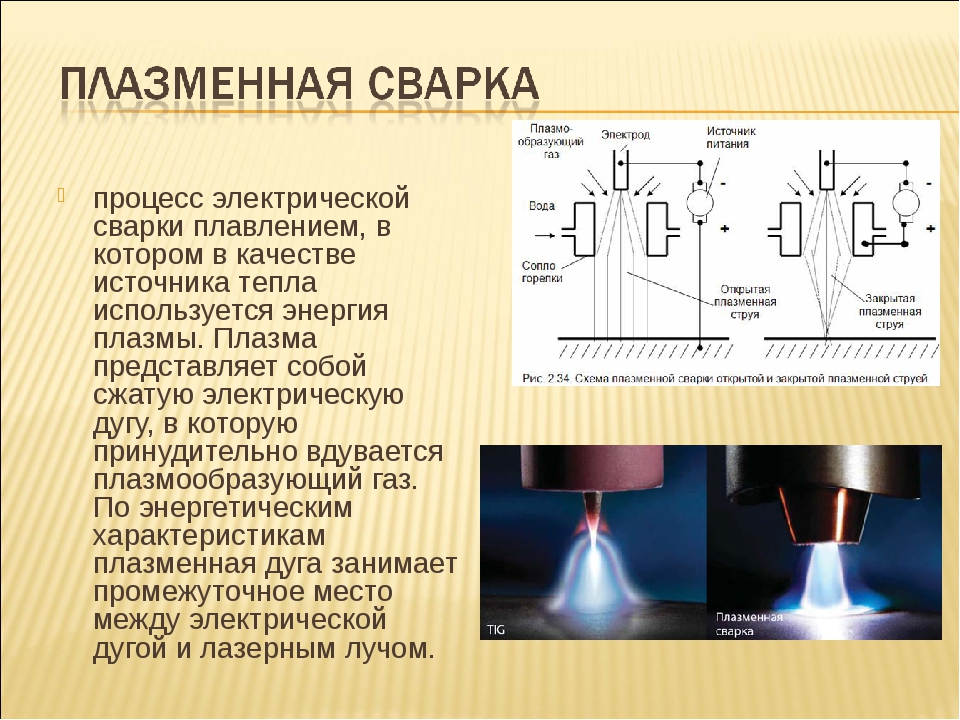
Публикация №: 8818
Этот документ
является частью
серия от Cooperative Extension, Университета
Аризона, Тусон, Аризона 85719.Дата публикации: май 1989 г.
Копье
Fluegel, координатор по безопасности, и Брэдли Рейн, инженерно-технический отдел
Специалист сельскохозяйственного колледжа Университета
Аризона, Тусон, Аризона 85719.
Информация об отказе от ответственности и воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация включена в
NASD появляется с разрешения автора и / или правообладателя.Более
Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на типы неплавящегося и плавящегося электродов, а также принципы генерации дуги и сварки.
Обязательно к прочтению всем, кто занимается сваркой!
Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать
Дуговая сварка — это разновидность сварки плавлением, которая широко используется в различных областях промышленности.
Существует множество разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа.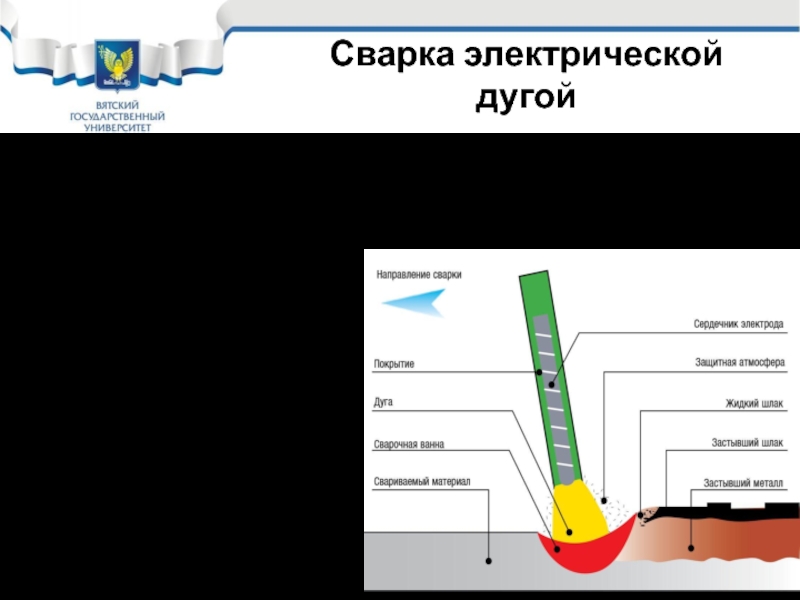 Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется благодаря простоте автоматизации.
Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется благодаря простоте автоматизации.
Дуговая сварка, включая дуговую сварку в среде защитных газов, в общих чертах подразделяется на два типа: тип плавящегося (плавкого) электрода и тип неплавкого (неплавкого) электрода в зависимости от того, плавится ли сварочный пруток / проволока в процессе или нет.
| Расход электродов | Метод сварки |
|---|---|
| Неплавкий (неплавкий) электрод типа |
|
| Плавкий электрод типа |
|
Приведенные выше классификации являются лишь примером. Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
В дуговой сварке используется электрическое явление, называемое дуговым разрядом. Дуговый разряд — это явление электрического разряда газа и относится к току, выделяющемуся в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конечном итоге разрывается, и между электродами течет ток, излучая одновременно яркий свет и высокую температуру.Генерируемый свет в форме дуги называется электрической дугой или дугой. Дуговая сварка — это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке на электрод (сварочный стержень / проволоку) подается положительное напряжение, а на основной материал — отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет примерно от 5 до 1000 А, а выходное напряжение составляет примерно от 8 до 40 В.