Сварочный инвертор своими руками — схемы, советы, видео сборки. Сварочный инвертор своими руками схемы
Самый простой сварочный инвертор своими руками из доступных деталей
28 сентября 2015
Просмотров: 6469
Инвертор сварочный своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.

Для изготовления прибора необходимо запастись всеми необходимыми деталями и комплектующими.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным при эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулировки и стабилизации сварочного тока позволяют с легкостью работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство остальных конструкций. Большинство деталей может быть заменено на аналоги. Определять размеры устройства и начинать изготовление корпуса нужно при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). При наличии алюминиевой шины толщиной 2-4 мм и шириной более 30 мм их можно изготовить самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали необходимо расположить на плоской поверхности, просмотреть возможности соединения по принципиальной схеме.
Затем определить место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. При затруднительной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров небольшая, вес также незначительный, надежность всего устройства значительно повысится.
Самые габаритные и тяжелые детали — трансформатор и дроссель для сглаживания пульсаций. Их желательно расположить в центре или симметрично по краям, чтобы их вес не перетягивал устройство в одну сторону. Работать с устройством, надетым на плечо и постоянно сползающим в одну сторону во время сварки, крайне неудобно.
При удовлетворительном расположении всех деталей нужно определить размеры днища устройства и вырезать его из имеющегося в наличии материала. Материал должен быть неэлектропроводящим, обычно используются гетинакс, стеклотекстолит. При отсутствии данных материалов можно использовать дерево, обработанное средствами от возгорания и для защиты от влаги. Последний вариант в каком-то плане имеет свои преимущества. Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
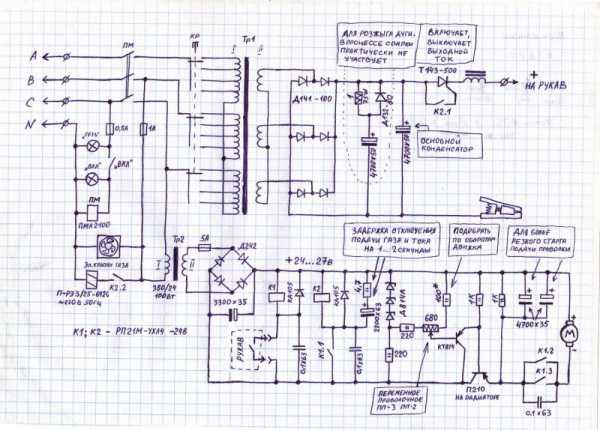
Электрическая схема инвертора
Все инверторы имеют сходную блок-схему:
Блок схема инвертора.
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного напряжения в переменное высокой частоты;
- устройство понижения напряжения высокой частоты до рабочего;
- преобразователь в постоянное напряжение с фильтром для сглаживания пульсаций.
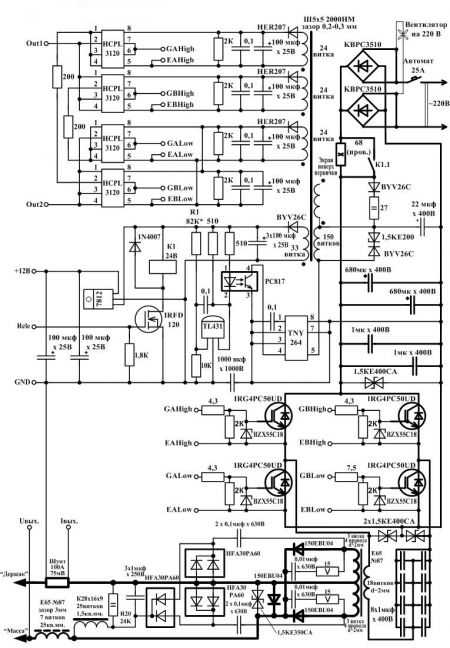
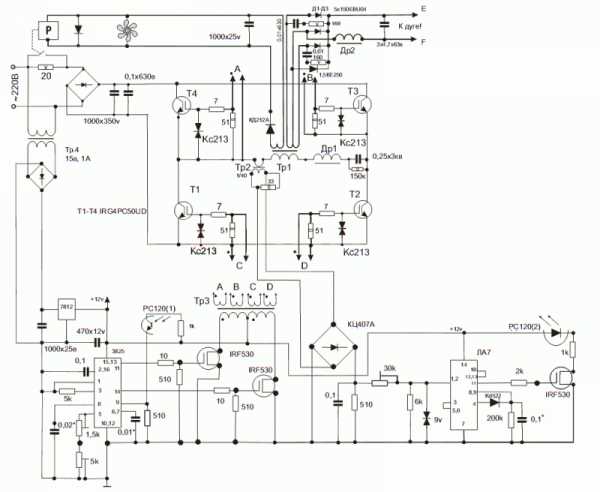
Выбранная для самодельного изготовления схема устроена по классическому способу. Основой схемы является косой мост, который обеспечивает наилучшие характеристики работы при максимальной простоте и такой стоимости. Управление силовой схемой выполняется контроллером TL494. Контрольные функции и регулировку тока сварки осуществляет микроконтроллер PIC16F628. Защита устройства от перегрева также реализована через него. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки устройства с различным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтного оборудования выполнен на ШИМ-контроллере TNY264.
Принципиальная схема, несмотря на большое количество элементов, изготавливается довольно просто. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта;
- выпрямитель;
- две платы управления.
На плате силовых элементов установлены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измерительное сопротивление. Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.
Для инверторного аппарата необходима плата силового управления.
На плате выпрямителей установлены элементы мостов, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменения параметров от температуры (термисторы).
На платах силового управления расположены схемы:
- ШИМ-контроллер с элементами развязки на оптронах;
- цифровой индикатор с кнопками управления;
- элементы блока питания;
- микроконтроллер.
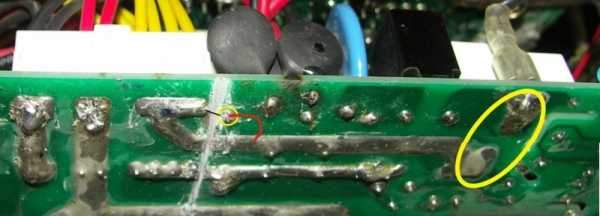
Перед сборкой плат дорожки для установки силовых элементов необходимо усилить медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Понадобятся шесть трансформаторов типа ТВС110ПЦ15.У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:
Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитной линии kp=182 мм;
- размеры окна S0=6,2 см2;
- сечение магнитопровода Sм=11,7 см2;
- коэрцитивная сила Hc=12 А/м;
- остаточная магнитная индукция Bг=0,1 Тл;
- магнитная индукция Bs=0,45 Тл (если H=800 А/м), Bm=0,33 Тл (если H=100 А/м и t=60° С).
Сечение и количество витков обмоток необходимо рассчитать, исходя из максимально допустимого рабочего тока для устройства.
Обмотки необходимо располагать по всей ширине окна для снижения непроизводительных потерь.
В качестве материала для обмоток можно использовать медную фольгу или литцендрат нужного сечения для устранения скин-эффекта. Изолирующим материалом между слоями и обмотками могут быть вощеная бумага, лакоткань, ФУМ лента.
При необходимости контроля сварочного тока можно изготовить токовый трансформатор. Для его изготовления понадобятся два кольца типа К30х18х7. На них нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
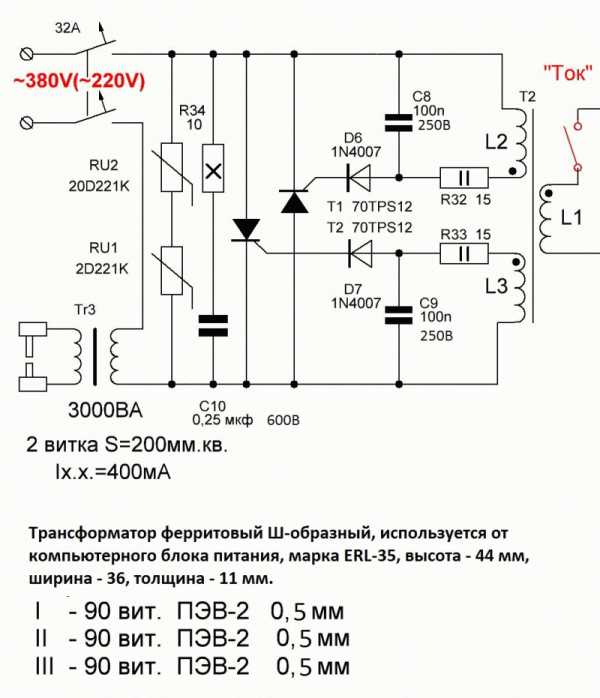
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности подключения однофазный инвертор можно переделать на трехфазный.
При подключении к однофазной сети (вилка включается в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
http:
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нулевой и заземляющий). Устройство можно встроить в инвертор или изготовить в виде отдельного блока. Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате можно получить отличное устройство с дополнительными функциями, отсутствующими у инверторов промышленного изготовления.
http:
Ремонт устройства, изготовленного своими руками, не создаст особых проблем, а использование в работе инструмента будет приносить удовольствие.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
Сварочный инвертор своими руками
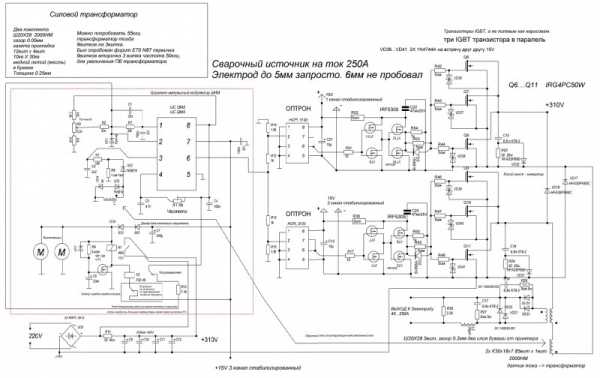
Схема сварочного инвертора своими руками на 160 А

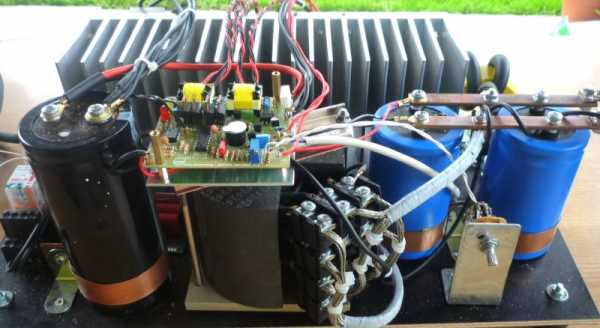
В статье представлена и описана сборка сварочного инвертора своими руками. силовая часть сварочного инвертора с блоком питания и драйверами силовых ключей.
Плата блока питания с драйверами монтируется отдельно. От силовой части её отделяет металлический лист, электрически соединённый с корпусом сварочного аппарата. Проводники управления затворами ключей скручиваются попарно и припаиваются близко к выводам транзисторов. Длина этих проводников не должна превышать 15 см, сечение не существенно.
Схема силовой части:
Блок питания – классический флайбэк. Поверх первичной обмотки трансформатора блока питания намотана экранирующая обмотка тем же проводом. Её витки должны полностью закрывать первичную обмотку, а направление намотки должно совпадать с направлением намотки вторичных обмоток. Все обмотки изолируются между собой лакотканью или малярным скотчем. Настройка заключается в подборе сопротивления R1, для того чтобы получить напряжение 20-22 В для питания реле.

Фото платы блока управления
Силовая часть инвертора особенностей не имеет, всё показано на схеме. Следует предусмотреть существенные радиаторы для входного выпрямителя, силовых ключей и выходного выпрямителя. Ключи желательно припаять к медным подложкам(пластинам). От габаритов радиаторов и интенсивности их обдува будет зависеть постоянная времени работы сварочного аппарата. Единственный термодатчик, который используется в схеме управления нужно будет разместить внутри корпуса того радиатора, который больше всего нагревается.



Схема блока управления:

Скачать прошивку
Блок управления построен на основе распространенного ШИМ-контроллера TL494 с задействованием одного канала регулирования. Этот канал стабилизирует ток в дуге. Задание тока формирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будет определять напряжение на конденсаторе C1. Величина этого напряжения определяет величину сварочного тока.

Настройка инвертора.
Силовая часть пока обесточена. Предварительно проверенный блок питания подключаем к блоку управления и включаем его в сеть. На индикаторе загорятся все восьмёрки с точкой в младшем разряде. Включаем осциллограф в провода Out1 и Out2.
Контролируем наличие двухполярных импульсов частотой 40-50 кГц с полочкой мёртвого времени не менее 1,5 мкс между ними. Величину мёртвого времени можно подкорректировать, изменив напряжение на входе DT(4) у TL494. После этого нужно осциллографом проверить напряжение на затворах ключей. Там должны быть прямоугольные импульсы с фронтами не более 500 нс, частотой 40-50 кГц и амплитудой 15-18 В.Если всё так, собираем полностью схему инвертора и включаем его в сеть. На индикацию сначала будут выведены восьмёрки, затем должно включиться реле и индикатор покажет 120 А. Если восьмёрки продолжают гореть, значит напряжение в сварочных проводах не превышает 100 В. Ищем причину и устраняем её.
Если всё так, то кликая кнопками пробуем изменять задание тока. Если удерживать одну из кнопок, то изменение задания тока будет происходить автоматически. Изменение задания тока должно пропорционально изменять напряжение на конденсаторе C1.
Кликаем обе кнопки одновременно. Переходим в режим отображения температуры. Если показания температуры не верны, то подбирая сопротивление резистора R2, добиваемся точных показаний.

Если всё так, устанавливаем задание 20 А и включаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом. Реостат должен выдерживать протекание тока не менее 60 А. К выводам шунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75 мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменять задание тока и по показаниям вольтметра контролируем ток. Ток должен меняться пропорционально заданию. Выставляем задание тока 50 А. Если показания вольтметра не соответствуют 50 А, то на выключенном инверторе впаиваем сопротивление R3 другого номинала. Подбирая сопротивление R3 добиваемся соответствие задания тока измеренному.
Если всё так, можно попытаться варить, после 1 минуты сварки током 120 А выключаем инвертор из сети и ищем самый горячий радиатор. В этот радиатор необходимо вмонтировать датчик температуры.
Инструкция по эксплуатации.
При включении инвертора в сеть контроллер автоматически выставляет величину задания сварочного тока 120 А. Если при включении, напряжение в сварочных проводах не превысит 100 В, то индикатор будет отображать восьмёрки, это свидетельствует о неисправности. При нормальном запуске восьмёрки должны смениться отображением задания тока 120 А. Кликая кнопками можно изменить величину задания в пределах от 20 до 160 А.
Если нужно контролировать температуру инвертора во время работы, необходимо кликнуть обе кнопки одновременно, при этом индикатор будет показывать текущую температуру радиатора.
Если температура радиатора во время работы превысит 75 градусов, то независимо от режима индикации, которая была в этот момент, индикатор начнёт отображать температуру радиатора, включится прерывистый звуковой сигнал. Работа инвертора при этом не блокируется, но величина задания тока будет автоматически сброшена до 20 А.
Как только температура понизится ниже 65 градусов прерывистый звуковой сигнал выключится, индикация будет той, которая была до превышения температуры. Задание тока будет 20 А.
Если произойдёт обрыв датчика температуры, индикатор выдаст код ошибки Ert1, включится прерывистый звуковой сигнал. Работа инвертора при этом не блокируется, но величина задания тока будет автоматически сброшена до 20 А.Если произойдёт замыкание датчика температуры, индикатор выдаст код ошибки Ert0, включится прерывистый звуковой сигнал. Работа инвертора при этом не блокируется, но величина задания тока будет автоматически сброшена до 20 А.
radiostroi.ru
Как сделать сварочный инвертор своими руками: особенности
Практически все сварочные аппараты сделаны по одному и тому же принципу. Применяется инверторная схема, в которой силовыми переключателями являются полевые транзисторы большой мощности. Благодаря такой схеме произошло уменьшение веса сварочного аппарата, снизились размеры самого устройства. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.

Схема сварочного инверторного полуавтомата.
В магазинах и на рынке предлагается большой ассортимент таких сварочных аппаратов. Все они имеют одинаковый принцип действия, но стоимость такого сварочного инвертора довольно высока. Поэтому появляется вопрос: как сделать сварочный инвертор своими руками? Прежде чем ответить на него, необходимо разобраться в его устройстве и в работе внутренней схемы.
Виды сварки и сварочные аппараты
Технологический процесс сварки имеет несколько разновидностей:
- дуговую;
- электрошлаковую:
- плазменную;
- электронно-лучевую;
- лазерную;
- газовую;
- контактную;
- ультразвуковую;
- точечную.
Для работы в домашних условиях, на своем приусадебном участке хватает самой обыкновенной электродуговой сварки. Для такого вида сварочных работ изготавливаются два типа сварочных аппаратов:
- трансформаторные;
- инверторные.
Классификация видов сварки.
Трансформаторный сварочный аппарат может работать практически на любом виде тока. У такого устройства нескольких положительных характеристик:
- надежность;
- простота обслуживания;
- долговечность;
- большой вес.
Однако такой сварочный аппарат реагирует на скачки напряжения. При падении напряжения, когда оно менее 200 вольт, все работы практически прекращаются, так как очень сложно получить дугу и удерживать ее постоянно.
Инверторный сварочный аппарат является изобретением последних десятилетий. Он значительно облегчает работу сварщика. За счет применения современной электронной начинки намного уменьшилась масса аппарата.
Теперь она не превышает 5 кг. Сварочный аппарат инвертор способен стабилизировать ток. Он может функционировать, когда в сети происходит падение напряжения. Такой аппарат тонко чувствует повышение температуры и сильный нагрев. Работа на инверторе требует особых навыков, аккуратности и осторожности.
Вернуться к оглавлению
Подготовка основы для изготовления самодельного инвертора
Конструкция сварочного инвертора.
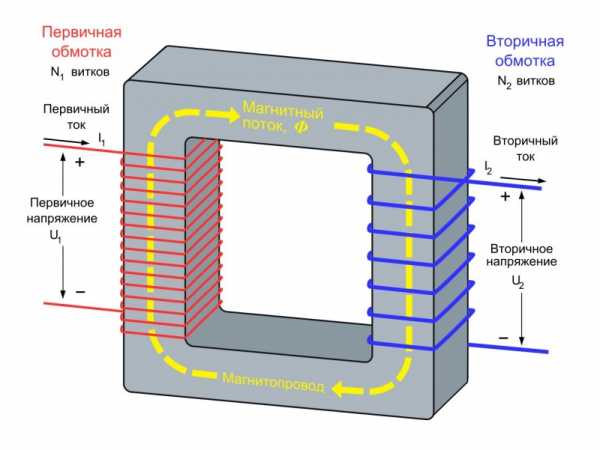
Базой сварочного инвертора может стать обыкновенный трансформатор от домашней микроволновой печи. В состав трансформатора входят:
- катушки;
- медный провод;
- железо;
- эмаль.
Одна катушка играет роль первичной обмотки, другая, естественно, вторичной. Цветной медный провод намотан на сердцевину, сделанную из железа, и покрыт эмалью.
Каждая катушка имеет определенное число витков. Электрическая сеть работает в паре с первичной обмоткой. Благодаря индукции происходит образование тока во вторичной обмотке. Он имеет напряжение намного ниже того, которое возникло в первичной обмотке. Зато амперный показатель намного выше.
Для работы инвертору нужен постоянный ток, который можно регулировать.
Максимальное значение тока может достигать 130 ампер. На первичной обмотке максимальным будет 20 А. Чтобы получить качественное сварное соединение, применяются электроды, диаметр которых не превышает 3 мм. Включение сварочного напряжения выполняется тумблером, расположенным на электрододержателе. Сварочный аппарат такого типа способен выполнять сварку при обратной полярности. В результате можно сваривать тонкие стальные листы.
Вернуться к оглавлению
Убавление числа витков
Схема генератора сварочного инвертора.
Уменьшение количества витков просто необходимо, так как трансформатор СВЧ печи дает напряжение более 2000 вольт. Поэтому он требует усовершенствования. Для нормальной работы необходимо сделать следующее:
- увеличить значение тока;
- уменьшить напряжение.
Каждый профессиональный сварщик хорошо знает, что очень маленький ток отрицательно сказывается на качестве сварки. Если будет иметь место большая сила тока, не только произойдет горение электрода, но и будет испорчен сам металл.
Для хорошей работы нужно перемотать вторичную обмотку. Каждый виток должен иметь плотное соприкосновение с последующим, однако провод намотки уже другой. Для этого применяется провод, покрытый эмалью. Перед началом работ разрезается старая обмотка и удаляется из катушки. Работу нужно делать аккуратно и осторожно, чтобы не испортить первичную обмотку.
Новый провод должен иметь конкретное сечение, а намотка выполняется с определенным числом витков. Все эти параметры зависят от вида трансформатора. Поэтому невозможно точно сказать, каким конкретно должны быть эти данные. Все расчеты сделать очень просто, достаточно заглянуть в школьный учебник физики или воспользоваться услугами специального онлайн-калькулятора.
После изготовления новой обмотки ее нужно обязательно закрыть токоизоляционным лаком.
Вернуться к оглавлению
Монтажные работы: рекомендации
Для самодельного сварочного инвертора необходимо подобрать корпус, в который будут вставляться все детали. Желательно, чтобы такая емкость была компактной и удобной в транспортировке.
Схема сварочного инвертора.
Трансформаторы должны крепиться последовательно, один за другим. Тогда произойдет уменьшение тока до 50 ампер. Первичные обмотки устанавливаются параллельно, вторичные можно размещать последовательно. Такой монтаж позволит получить:
- 60 ампер при работе с нагрузкой;
- 38 вольт на выходе.
Детали электрической схемы монтируются на заводской плате. Монтаж схемы блока питания, его платы и драйверов осуществляется отдельно. Металлическим листом от платы отделяется силовая часть. Лист подсоединен к корпусу инвертора. Управляющие проводники соединяются попарно. Их нужно припаять рядом с ножками транзисторов. Размер таких проводников обычно не больше 15 см, диаметр провода значения не имеет.
Когда выполняются сборочные работы, необходимо обязательно сделать армирование силовых дорожек. Простого лужения здесь не хватит, необходимо пропаять все дорожки медной проволокой. Простой припой может расплавиться, в результате сгорят все транзисторы.
Чтобы более качественно происходил отвод тепла от мощных тринисторов, их устанавливают на специальный радиатор, крепящийся к плате. Габариты радиаторов, интенсивность обдува сильно влияют на эксплуатационные характеристики сварочного инвертора. Чем они лучше, тем дольше будет работать аппарат. Материалом для платы является тонкий текстолит, толщина которого не превышает 1,5 мм.
Вернуться к оглавлению
Система охлаждения: особенности
Схема дросселя сварочного инвертора.
В корпус самодельного сварочного инвертора устанавливают два вентилятора, с каждой стороны по одному. Они вытягивают воздух и работают от блока питания обыкновенного компьютера. Для поступления воздуха в корпус инвертора снизу делаются сквозные отверстия, которых может быть несколько десятков.
Чтобы система охлаждения была более надежной и сильной, устанавливают еще один дополнительный вентилятор. Он монтируется прямо в корпус инвертора.
Выполнять сварочные операции с таким инвертором гораздо легче, чем использовать трансформаторный агрегат. Качество шва получается намного выше. Таким аппаратом можно варить:
- черный металл;
- цветной металл;
- нержавейку;
- тонкие стальные листы.
Чтобы собрать сварочный инвертор, необходимо заранее подготовить:
- блок питания;
- драйверы;
- скотч;
- силовые агрегаты.
Для регулировки блока питания подбирается сопротивление, которое могло бы создать питание в 20 вольт. Очень важно, чтобы входные выпрямители имели мощные радиаторы.
Электрическая схема сварочного инвертора.
Внутрь корпуса устанавливается термический датчик, так как он будет улавливать максимальную температуру нагрева.
В качестве блока управления сварочного инвертора устанавливается ШИМ-контроллер. Он пользуется только одним каналом настройки. От него зависит, какой будет дуга, насколько стабильно она будет гореть. Установленный конденсатор определит напряжение контроллера. Именно он влияет на величину сварочного тока.
Держак, массу кабеля и другие аксессуары можно приобрести в любом специализированном магазине, их стоимость доступна каждому потребителю.
Вернуться к оглавлению
Основные неполадки и их ремонт
Изготовленный самостоятельно сварочный инвертор нужно не только правильно эксплуатировать, его нужно уметь ремонтировать. В случае неисправности необходимо быстро обнаружить причину и провести ремонтные работы.
Сначала сварочный инвертор необходимо осмотреть визуально. Если причиной неисправности был обнаружен плохой контакт, требуется разъединить детали, хорошо зачистить поверхность и восстановить соединение.
При высоком токе, слабом контакте возможно повышение температуры до критического значения. В результате детали могут разрушиться и полностью выйти из строя.
К другим неисправностям инвертора относится:
- плохая настройка сварочного тока;
- внезапное отключение;
- обрыв сварочной дуги;
- низкий ток;
- большой шум;
- лишнее потребление тока, когда отсутствует нагрузка.
Когда в сети отсутствует нагрузка, а сварочный инвертор все равно потребляет большой ток, это говорит о том, что произошло замыкание витков. Для ремонта потребуется перемотка катушки или замена изоляционного слоя.
При постоянном исчезновении сварочной дуги, когда невозможно зажечь ее повторно, имеют место пробои обмотки. В это время сварочная цепь постоянно будет иметь избыточное напряжение. При вторичном зажигании дуги наблюдается большое искрение.
Выше была описана система изготовления собственного сварочного инвертора самостоятельно. В основном достаточно иметь несколько самых обыкновенных вещей. Домашний мастер сможет из них создать неплохой сварочный аппарат — инвертор. Нужно только желание и стремление добиться успеха.
moiinstrumenty.ru
Сварочный инвертор своими руками - схемы, советы, видео
Сварочный инвертор был изобретен известным конструктором Юрием Негуляевым. Если вы разбираетесь в электронике, а также обладаете временем и желанием, можно собрать сварочный инвертор своими руками, схемы для которого вы найдете в этой статье. Для его изготовления понадобятся транзисторы и тиристоры.
Инвертор является простым и эффективным сварочным аппаратом. Среди его преимуществ можно выделить небольшой вес по сравнению с другим сварочным оборудованием с такими же характеристиками. При работе инвертора ток поступает на выпрямитель, сглаживается при помощи фильтра, после чего на транзисторы поступает уже постоянный ток. Проходя через транзисторы, ток становится снова переменным, однако его частота достигает 50 кГц.
Поэтому инвертор работает на основе преобразования высокочастотных токов. Но основным преимуществом такого аппарата является его простота. Поэтому так легко сделать сварочный инвертор своими руками. Схемы инвертора можно найти в этой статье.
Подготовка к изготовлению инвертора
Самая важная часть, чтобы создать сварочные аппараты своими руками – схемы. В этой статье вы сможете найти самые простые схемы, чтобы сделать сварочный аппарат своими руками. Видео также поможет в процессе изготовления оборудования.
Для начала следует изготовить трансформатор для сварки своими руками. Рекомендуется использовать трансформатор от микроволновки. При этом мощность такого трансформатора должна быть не менее 1 кВт. Прибор на основе такого трансформатора сможет сваривать металл небольшой толщины.
Если требуется более мощное оборудование, следует использовать два таких трансформатора. Сварка из микроволновки своими руками изготавливается очень просто, достаточно иметь минимальный опыт работы.

Конструкция сварочного инвертора
В качестве основы сварочного инвертора используется дюралюминиевая плита, размер которой составляет 6 мм. Именно к ней присоединяются все провода, а также проводники, отдающие тепло. Очень важно, чтобы провод не опоясывал термоизоляционный материал.
Теперь установите очень мощный вентилятор для обдува, а также радиаторы выпрямительных диодов, под его поток будет попадать и резонансный дроссель. В качестве вентилятора лучше всего использовать автомобильный радиатор.
Дроссель является основным элементом сварочного инвертора. Чтобы изготовить сварочный дроссель своими руками, используется шесть медных сердечников, которые можно приобрести либо взять из старого трансформатора. Сварочный дроссель своими руками изготавливается достаточно просто, главное внимательно изучить схему прибора. К диодам присоединяем стабилизаторы напряжения, а также изоляционные уплотнители.

В данной схеме используется трансформатор с магнитным проводом без изоляции, однако использовать можно и с изоляционным покрытием. Также обязательно следует изолировать проводники при помощи фторопластовой полосы или изоленты. Для лучшего охлаждения трансформатора дополнительно используется вторичная обмотка так, чтобы образовался зазор между изоляциями.
Чтобы не возникали сбои в работе аппарата, необходимо развести проводники в разные стороны. Это поможет избежать их соприкосновения. На полевом транзисторе необходимо установить силовой мост. Он выполняется навесом. Для этого используется медный провод с изоляцией или без нее.
Для крепления необходимо применять изоляционные пяточки, которые помогают увеличить долговечность конструкции. Дополнительно можно прижать транзисторы к радиатору или установить на дюралюминиевые пластины.
Сварочный инвертор своими руками, схемы которого можно увидеть в этой статье, обязательно должен включать в свою конструкцию мощный вентилятор, чтобы одновременно охлаждать несколько мостов.
Если вы не знаете, как собрать сварочный аппарат своими руками, видео поможет разобраться с основными этапами изготовления.

Советы
- Рекомендуется установить специальные стабилитроны в затворах силовых ключей.
- Не используйте для подключения готового устройства провод, диаметр которого составляет меньше 1,5 мм. Лучше всего использовать провод диаметр, которого составляет 2 мм.
- Используйте парное скручивание проводов, подключаемых к транзистору.
- Рекомендуется установить автоматический выключатель, сила тока которого составляет 25 ампер.
- Особое внимание уделите изоляции всех элементов конструкции.
- Для надежного контакта всех элементов следует пропаивать силовые цепи и внутренние узлы.
- Требуется обязательный монтаж цепочки RC параллельно диодам, чтобы защитить диоды от пробоя.

swarka-rezka.ru
Сварочный аппарат своими руками - 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.

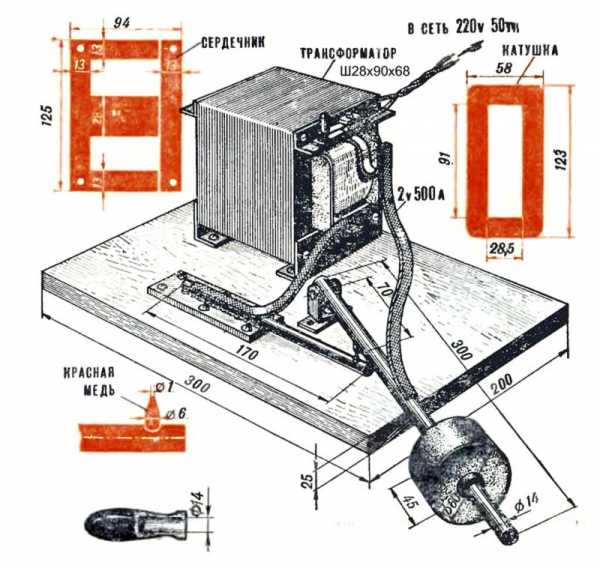
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.

Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.

В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.

Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.

Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.

Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:

Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.

С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.

С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.

Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.

С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.

Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.

Фото сварочного аппарата своими руками





















Инструменты из раздела:
zdesinstrument.ru
Сварочный аппарат инверторный своими руками: принцип работы
В сварочных работах применяют специально приспособленные для определенных целей устройства. Схемы отдельных аппаратов разительно отличаются по строению. Среди самых практичных и широко распространенных, можно выделить инверторную схему. Аппарат, собранный по данной схеме, плавно и точно настраивается, компактен, для мастеров, которые работают на выезде, он просто незаменим.

Схема устройства сварочного инвертора.
Схема инверторного аппарата одна из самых простых, все необходимые элементы плат и транзисторы без труда можно найти в магазинах радиодеталей, а схемы сборки — у мастеров. Задача собрать такой сварочный аппарат своими руками вполне по силам людям, умеющим работать с паяльником.
Принцип работы инверторного сварочного аппарата
Сам по себе данный прибор является подобием мощного блока питания, аналогичного импульсным блокам типа АТ и АТХ, которые устанавливают в персональных компьютерах. Порядок изменений исходных параметров электрического тока в этих двух устройствах идентичен. В инверторе электрическая энергия проходит через ряд преобразований:
- Переменное напряжение бытовой сети преобразуется в постоянное.
- Постоянный ток преобразуется в переменный с высокой частотой.
- Значение напряжения понижается.
- Ток со сниженным вольтажом выпрямляется с сохранением заданной частоты.
Все перечисленные преобразования объясняются необходимостью уменьшить вес и габариты силовых трансформаторов сварочных аппаратов.
Схема работы сварочного инвертора.
Принцип работы старых аппаратов сводился к снижению напряжения от питающей сети и росту значения силы тока на вторичной обмотке до нескольких десятков, а то и сотни ампер — значения необходимого для дуговой сварки. Чтобы обеспечить нужное соотношение по снижению вольтажа и росту величины силы тока, у вторичной обмотки задавалось меньшее число витков и большее сечение провода. Потому старые сварочные трансформаторы были с большими габаритами и массой. Производство трансформаторной обмотки требовало крупных затрат медного провода, из-за чего стоили сварочные аппараты совсем не дешево.
Поправить положение позволили инверторные схемы. Посредством увеличения частоты тока на рабочей обмотке до 60-80 кГц и выше получилось уменьшить размеры и вес всей конструкции. За счет 4-кратного увеличения рабочей частоты преобразования габариты аппарата уменьшились вдвое. А в нашем случае речь идет о тысячекратном увеличении частоты.
Столь высокие значения частоты переменного тока достигаются установленными в инверторной схеме транзисторами переключения, которые сообщаются между собой с частотой 60-80 кГц. Ток к транзисторам приходит постоянный, от выпрямителя. Переменное напряжение выпрямляется мостовой схемой из диодов и выравнивается конденсаторами. На выход из выпрямителя и конденсатора поступает постоянное напряжение 220 В. Такова первая ступень схемы.
Высокочастотные транзисторы инверторной цепи передают переменный высокочастотный ток на понижающий трансформатор. Так как рабочая частота уже в 1000 раз ниже частоты питающей сети, трансформатор представляет собой очень компактную катушку.
Вернуться к оглавлению
Компоненты схемы сварочного аппарата
Электрическая схема сварочного инвертора.
Инверторная схема рассчитана на значение тока питающей сети до 32 А и напряжение 220-230 В. Значение тока на выходе из преобразователя достигает 250 А. Такая величина гарантирует создание прочного шва при сварке электродом на расстоянии до 1 см. Блок питания инверторного аппарата включает такие компоненты:
- Трансформатор с основанием из ферритного сердечника 7х7 или 8х8.
- Первичная обмотка, насчитывающая 100 колец из провода диаметром 0,3 мм.
- Внутренний заход вторичной обмотки на 15 оборотов проводом толщиной 1 мм.
- Средний заход вторичной обмоткой на то же количество витков проводом меньшей толщины (0,2 мм).
- Наружный заход вторичной обмотки на 20 оборотов провода с толщиной 0,35 мм.
Вернуться к оглавлению
Сборка трансформатора
Схема обмотки трансформатора.
Перед тем как навивать провода на сердечник трансформатора, его оборачивают медью. Ширина полос составляет 40 мм, высота ленты — 0,3 мм. Вместе с медной лентой сердечник обматывается термобумагой. Для этой цели хороша кассовая лента и любая другая тонкая и прочная бумага, которой удобно будет обтянуть сердечник. Провод круглого сечения на первичную обмотку не годится, потому что он легко перегревается. Из-за этого токи перенаправляются на внешнюю сторону обмотки, а внутренние слои остаются ненагруженными.
Вторичная обмотка укладывается в 3 слоя проводов, между которыми вставляют прокладки из фторопласта. Для этих целей не подходят стандартные провода с диаметром 0,5-0,7 мм. Из-за круглого сечения в обмотке они плохо прилегают друг к другу, оставляя зазоры, тем самым ухудшают теплообмен.
Накручивая обмотку, обращайте внимание, чтобы провод завивался без промежутков вокруг сердечника. Только так напряжение будет стабильным. Типичная схема инверторного прибора подразумевает наличие двух трансформаторов с частотой 41 кГц, но подойдут и на 55 кГц. Затем устанавливаются изолирующая прокладка и дроссель с маркировкой L2. Сбоку платы дополнительно ставят вентилятор для обдува, его электрические характеристики 0,13 А и 220 В.
Вернуться к оглавлению
Пайка инверторной платы
На составление схемы сварочного аппарата инверторного типа идут кулеры и радиаторы, которые встречаются в компьютерных блоках питания. Их можно извлечь из старой техники или обратиться в магазин радиодеталей за новыми.
Радиаторы ставятся вверху и внизу концов косого моста.
Диоды крепятся к радиаторам на предварительно заготовленную прослойку из слюды.
Для сборки инвертора потребуется кулер.
Когда для распределения потоков применяется мост IRG4PC50W, следует использовать термопасту вместо слюды.
Направление выводов транзисторов и диодов выставляется навстречу друг другу. В промежутке между радиаторами монтируется плата, которая соединит все участки цепи питания сварочного прибора с промежуточными элементами моста. Имейте в виду, что расчетное напряжение цепи питания 300 В. Мощности, сбрасываемые трансформатором, должны уходить в цепь, для чего на плату припаивают конденсаторы на 0,15 мкФ. Установка после трансформатора снабберов и конденсаторов гасит нежелательные перенапряжения от бросков на выходе из вторичной обмотки.
Вернуться к оглавлению
Настройка и отладка работы инвертора
Схема внутреннего устройства инвертора.
Завершив сборку, надо непременно настроить работу инверторного модуля. Подключите к ШИМ напряжение в 15 В и запитайте вентилятор. Затем через резистор R11 осуществите подключение реле К1. Все это делается для того, чтобы предотвратить скачки при подсоединении к сети 220 В. Проконтролируйте своевременное включение реле и через 10 секунд подайте рабочее питание на ШИМ. После срабатывания реле прямоугольных участков в диаграмме ШИМ не должно наблюдаться.
Затем мост подключается к источнику напряжения в 15 В. При работе вхолостую инвертор потребляет ток в пределах 100 мА. Если замер показывает допустимую величину, то схема собрана правильно. Дополнительно необходимо убедиться, что фазировка обмоток не перепутана.
На ШИМ снижается установка частоты до тех, пока на нижней части графика не вырисовывается загиб, что будет означать перенасыщение узла. Данное значение частоты делим на 2 и прибавляем к рабочей частоте платы ШИМ и непосредственно трансформатора. Схема соединена правильно в том случае, если при настройке реле выдает сигнал при 150 мА. Если световой сигнал нечеткий и слабый, то плата соединена неправильно или одна из обмоток пробивает. Убрать ненужные помехи получится, если укоротить все провода электропитания.
Вернуться к оглавлению
Проверка работоспособности устройства
После сборки сварочного инвертора необходимо проверить его на работоспособность.
Итак, инверторный сварочный аппарат собран и готов к использованию, теперь остается удостовериться, что он работоспособен. Включите аппарат в электросеть, плавно задавайте большую силу тока и сверяйтесь с показаниями осциллографа по напряжению. Напряжение в нижней петле осциллограммы приемлемо в пределах 500 В, в условиях выброса допускается превышение до 550 В. В корректно скомпилированной схеме указанная цифра не превысит 350 В.
Когда проверяете работоспособность прибора, убедитесь, что гул от шины не нарастает при увеличении нагрузки. Чтобы подать максимальный ток, фоновый шум должен оставаться неизменным.
Затем приступаем к самой сварке. После запуска надо выждать 10 секунд и проверить температуру охладителей. На протяжении первых 20 секунд они должны оставаться холодными, в течение следующей минуты — чуть теплыми.
После этого берем 2 электрода для нужного вида сварки и на пробном материале раскраиваем шов, пока они полностью не выгорят. Закончив, контролируем температуру трансформатора: он к этому времени успеет разогреться, но не раскалиться добела. Чрезмерный нагрев будет указывать на недочеты схемы сборки.
Радиаторы успевают серьезно нагреться после непрерывной работы на 3 электродах. Поэтому понадобится дать им остыть 2 минуты. Этого достаточно, чтобы кулер понизил температуру до нормального уровня и можно было продолжить работу без потери качества.
Процесс сборки сварочного аппарата своими руками, весьма кропотливый, проявите как можно больше сосредоточенности и внимания к нему. Тщательно изучите выбранную вами схему, разберитесь с последовательностью соединения деталей в ней, сосчитайте точное число составных частей и проводов. По окончании сборки изобретение обязательно проверяется на исправность и безопасность. Организуйте сварочные работы со всеми необходимыми условиями для безопасного труда: на руках носите плотные перчатки, лицо закрывайте сварочным щитком.
moiinstrumenty.ru
Схема простого сварочного инвертора - электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.

Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.

Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.

Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.

swarka-rezka.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






