Самодельные сварочные аппараты, полуавтоматы, схемы. Сварочный полуавтомат фото
Сварка полуавтомат в производстве и быту
Сварка полуавтомат представляет собой одну из разновидностей дуговой сварки, где процесс сваривания происходит за счет подаваемой в зону проведения работ электродной проволоки. Полуавтоматическая сварка может проводиться не только в среде защитных газов, но и посредством специальной флюсовой проволоки, без использования активного или инертного газа. Газовая защита при проведении работ требуется от негативного воздействия воздуха на расплавленные и нагретые электродные и основные металлы.
 Перспективным направлением в проведении сварочных работ на сегодняшний день считается сварка полуавтомат без применения инертного или активного газа с использованием специальной сварочной порошковой или флюсовой проволоки. Это стальная трубка, содержащая флюс или, другими словами, сварочный порошок, схожий по составу с обмазочным слоем обыкновенного электрода. Под воздействием температуры флюс сгорает, создавая в зоне проведения сварочных работ защитное газовое облако.
Перспективным направлением в проведении сварочных работ на сегодняшний день считается сварка полуавтомат без применения инертного или активного газа с использованием специальной сварочной порошковой или флюсовой проволоки. Это стальная трубка, содержащая флюс или, другими словами, сварочный порошок, схожий по составу с обмазочным слоем обыкновенного электрода. Под воздействием температуры флюс сгорает, создавая в зоне проведения сварочных работ защитное газовое облако.

По принципу работы такая сварка напоминает сварочный процесс с использованием простого электрода. Достоинства сварки полуавтомат такого вида – широкий выбор сварочной проволоки, имеющей различный химический состав, с помощью которого происходит формирование характеристик шва и свойств дуги, при этом отпадает необходимость в использовании газовых баллонов. К недостаткам можно отнести попадание шлака в зону проведения работ, что требует наложения дополнительного шва для качественного и надежного соединения свариваемых деталей.
Сварка полуавтомат в среде защитных газов получила большое распространение в последние 20 лет. Такой вид сварочных работ может производиться по двум технологиям – когда сварка производится с применением инертного газа (аргон, гелий или другой вид газовой смеси) и с использованием активного или углекислого газа. Первая технология получила название MIG (Metal Inert Gas), вторая - MAG (Metal Active Gas).

Обязательное наличие газового баллона сокращает возможности использования этого вида сварки на открытых пространствах, но при проведении стационарных сварочных работ аналогов данному виду по производительности пока еще нет. Сварка полуавтомат с применением сварочной или электродной проволоки, которая содержит марганец или кремний, производится с постоянной ее подачей к месту работы. Одновременно с проволокой осуществляется подача активного или инертного газа для защиты от негативного воздействия атмосферного воздуха.
На сегодняшний день сварка полуавтомат, цена которой может существенно отличаться в различных торговых организациях и интернет-магазинах, продается в большом ассортименте. На ценообразование в первую очередь влияет известность фирмы-производителя, качественные и технические характеристики аппаратов, надежность и безопасность в использовании. Сварка полуавтомат своими руками, когда все необходимые схемы и инструкции можно без труда найти в интернете, позволяет сэкономить значительные денежные средства на ее покупке. Как показывает практика, самодельные сварочные аппараты по своей надежности и качеству сварного шва практически ничем не уступают моделям заводской сборки.
fb.ru
Самодельный сварочный полуавтомат 2 в 1 » Полезные самоделки
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора. Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все. А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.

Один отрезал до нужного размера.
Оба размотал и с помощью нехитрого приспособления смотал их в один.
|
|
| |
|
|
| |
|
|
| |
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.

После этого магнитопровод обматываем картоном.

Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Следующий этап - намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода (рассчитывается индивидуально для каждого трансформатора).
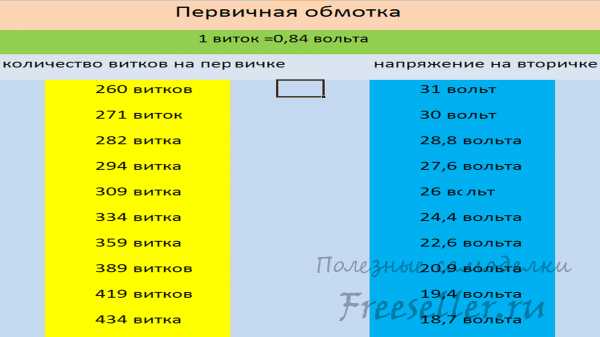
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил).Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.

Провод наматываем на челнок - так намного проще мотать.

Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.

Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Следующий этап - сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.

Подающий ролик купил готовый, но его также можно выточить у токаря.

Для того, чтобы на ось двигателя было меньше нагрузки - поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
|
|
| |
|
|
| |
|
| ||
|
|
| |

Рукав длиной 2,5 метра на 160 ампер.

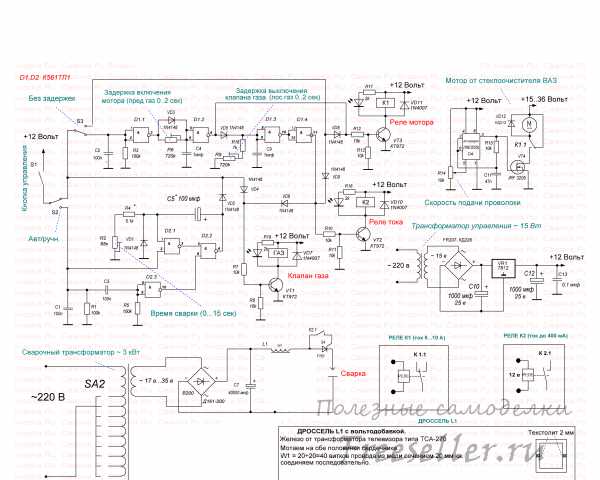
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
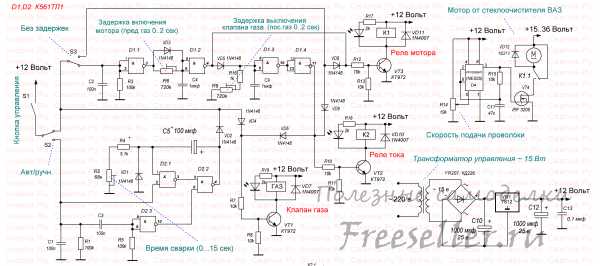
Печатная плата открывается программой DipTrace: Плата управления. Материалы для изготовления платы были взяты здесь>
|
|
| |
|
|
| |
|
|
| |
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.

Силовые диоды на 200 ампер на радиаторах.
Провод для массы.

Переключатель напряжения первичной обмотки.

Тиристор Т-161-160 ампер.

Ну и наконец, завершающий этап - изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
|
| ||
|
|
| |
|
|
| |
| ]
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |

Ну и самое главное - как все это работает смотрим в финальном видео.
У кого возникнут вопросы - задавайте, всем отвечу.Спасибо за внимание!
www.freeseller.ru
Сварочный полуавтомат
Сварочные аппараты-полуавтоматы предназначены для осуществления сваривания изделий специальной проволокой в полуавтоматическом режиме с использованием специальной газовой среды.

Сварочный полуавтомат — это аппарат для сварки с использованием специальной сварочной проволоки.
Аппарат полуавтоматической сварки используется как сварочное оборудование чаще всего в разных автомастерских для ремонта автомобильной техники, хотя область применения этого оборудования этим не ограничивается.
Метод сваривания MIG-MAG
Полуавтоматическое сваривания носит название MIG-MAG, эта аббревиатура с английского языка означает следующее:Metal Inert Gas — осуществление сваривания в атмосфере инертного газа. Сварка проводится в атмосфере аргона или смеси газов.Metal Active Gas — сварка металла в атмосфере активного газа, активным газом служит углекислота.
При проведении сварки MIG-MAG горение электродуги происходит с постоянным током, а в роли сварного электрода выступает специальная сварная проволока.
MIG-MAG сварка.
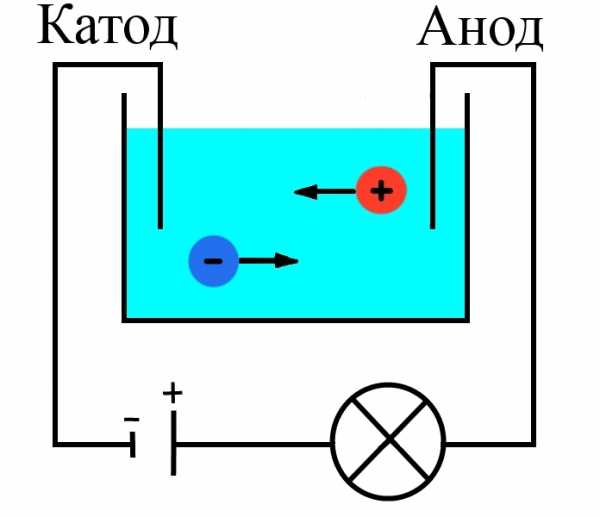
Электродуга образуется между проволокой и свариваемым материалом. В процессе проведения сваривания через спецгорелку подается газ в зону проведения работ, этот газ осуществляет защиту зоны сваривания от воздействия на нее кислорода, не позволяя ему окислять расплавленный металл сварной ванны. Сварочное оборудование этого типа лучше всего выбирать для проведения сваривания тонкого металла, такого, например, как металл автокузовов. Сварочные полуавтоматы можно разделить на несколько типов:
- бытовой;
- полупрофессиональный;
- профессиональный.
Разница между этими сварочниками заключается в характеристиках выдаваемого рабочего тока, а также в источнике питания сварочника. Полуавтоматы способны выдавать ток до 200 Ампер. Полупрофессиональные аппараты способны генерировать токи до 300 Ампер, а профессиональные агрегаты выдают ток более 300 Ампер.
Вернуться к оглавлению
Конструкция сварочника
В состав конструкции входят следующие компоненты и узлы:
Конструкция сварочного полуавтомата.
- источник питания, установленный в корпусе;
- блок подачи сварочной проволоки;
- блок управления сварочным электротоком;
- шланг для подачи рабочего материала и газа, формирующего среду в месте проведения работы;
- горелка;
- зажим массы.
Дополнительно в комплект оборудования, обеспечивающего сварочный процесс, входят баллон с углекислотой и бобина со сварочной проволокой.
В зависимости от типа устанавливаемого источника в аппарате выделяют несколько разновидностей сварочных аппаратов. Промышленность для нужд потребителей выпускает аппараты, оснащаемые следующими источниками питания:
- трансформаторами;
- выпрямителями;
- инверторами.
В зависимости от варианта конструкции во многом зависит масса и размер полуавтомата. От исполнения зависит также стоимость оборудования. Более качественными, с более высокими техпоказателями, являются полуавтоматы, оснащаемые инверторами.
Устройство механизма для подачи сварной проволоки.
Подача сварной проволоки осуществляется несколькими способами. Способ подачи проволоки зависит от конструкции устройства подачи и дистанции, на которую осуществляется подача материала.Существует три способа подачи материала в зону проведения работ:
- толкающий механизм — механизм, осуществляющий подачу проволоки путем проталкивания ее в рукав и горелку, механизм подачи материала размещается в корпусе аппарата;
- тянущий механизм — механизм, осуществляющий подачу материала путем протягивания ее в область проведения работ, механизм протяжки размещается в рукоятке горелки;
- толкающе-тянущий механизм — подача материала осуществляется путем согласованной работы двух отдельных механизмов, размещенных одновременно в рукоятке горелки и в корпусе, этот механизм обеспечивает подачу сварной проволоки при большой длине рукава с горелкой.
В зависимости от применяемого механизма подачи материала оборудование для полуавтоматической сварки делят на три разновидности.
Вернуться к оглавлению
Проволока и горелка полуавтомата
Бобина с намотанной на нее проволокой крепится в отдельном отсеке сварочника и протягивается через механизм подачи в рукав по специальному каналу. На конце рукава закрепляется горелка. Баллон с газом для проведения сварных работ подключается к спецпатрубку, по которому передается газ к месту проведения сварных работ.
Для сварки полуавтоматом используется специальная проволока, наполненная изнутри флюсом.
В случае применения проволоки, содержащей спецфлюс, сваривание проводят без использования газа для создания атмосферы по месту проведения работы. Этот тип проволоки на поперечном срезе представляет собой трубку, полость этой трубки заполнена спецпорошком — флюсом. При сгорании в электродуге флюс образует защитную газовую атмосферу предохраняющую область сварочной ванны, и препятствует возникновению контакта металла с кислородом, содержащимся в воздухе. Стоимость проволоки, содержащей флюс, является более высокой, нежели обычной, имеющей омеднение.
При применении проволоки, содержащей флюс, требуется изменять полярность при подключении горелки к полуавтомату. Изменить полярность имеется возможность путем переключения внутри корпуса, в отсеке, где установлено подающее рабочий материал устройство. Практически все полуавтоматические аппараты оснащаются возможностью переключения режимов работы — с газом и без газа. Стоит отметить, что качество сварки с применением газа для создания защитной атмосферы является более высоким, нежели сваривание в безгазовой среде.
Основными видами, используемой проволоки для устройств этого типа, являются следующие:
- стальная;
- нержавеющая;
- алюминиевая.
Устройство сварочной горелки для полуавтомата.
При работе следует учитывать, что проволока одного вида, но разной марки может иметь разный состав, который способен влиять в значительной мере на качество производимой сварки.
Лучшей для сварки стальной проволокой является та, которая снаружи покрыта омеднением. При использовании этого типа проволоки улучшается контакт между проволокой и горелкой, что ведет к снижению пульсаций тока и улучшению качества шва. При сварке кузовного железа, тонкой листовой стали и алюминия требуется применять требуемую проволоку, а сварные работы проводить в атмосфере углекислоты с аргоном или же в чистом аргоне.
Горелка является тем компонентом конструкции сварного полуавтомата, при помощи которого осуществляется процесс сваривания. Горелка может соединяться с полуавтоматом разъемным или неразъемным стыком. В профаппаратах применяются преимущественно разъемные соединения. Горелка используется для подачи рабочего материала в зону проведения работы, помимо этого, посредством шланга и горелки осуществляется подача газа для создания в зоне проведения работы защитной атмосферы, предохраняющей металл от воздействия на него кислорода воздуха.
Вернуться к оглавлению
Важнейшие характеристики аппаратуры, указываемые в техописании и советы по выбору аппаратуры
ПВ — продолжительность работы. Работа аппарата разбивается на циклы по 10 минут. Указание времени работы осуществляется в процентах от 10-минутного цикла, то есть если указывается в теххарактеристике, например, ПВ 40%/340А, то это значит, что сварочник способен работать не больше 4 минут, после чего должен отдыхать 6 минут при токе 340 А, после чего цикл повторяется. Чем ниже ток, требуемый для сварки, тем более длительным является время работы сварочника за один цикл. В среднем значение ПВ для бытовых устройств колеблется в пределах 15-20 %, а для профустройств это значение равно 60% и более. Вторым основным показателем является потребляемая мощность.
Выбор аппарата осуществляется с определения круга задач, которые требуется выполнять при помощи аппаратуры. Выбор сварочника нужно делать в соответствии с критериями надежности оборудования и его качества. При выборе оборудования стоит помнить, что чем меньше мощность аппаратуры, тем дешевле стоимость оборудования, но и с материалом меньшей толщины можно работать. При присутствии блока управления клапаном подачи газовой смеси работа аппарата является более комфортной и более экономичной.
expertsvarki.ru
Сварочный полуавтомат Svapka.Ru Vol 5.0
Настало время предоставить вам еще одну схему сварочного полуавтомата Svapka.Ru Vol 5.0Эта схема основана на схеме Svapka.Ru Vol 4.0 с небольшими модификациями. В отличии от последней из нее удален блок управления током (симисторы и электронный блок управления переключения ступеней). Вместо него для регулирования тока используется галетный переключатель SA1. Ток коммутируется по первичке симистором BTA41-600.
В данном исполнении схема имеет четыре режима сварки:1. Триггерный2. Таймерный3. Импульсный4. Ручной
Также реализован узел задержек пред-газ, пос-газ с «живой кнопкой» управления. Как работает этот узел можно почитать в этой статье Svapka.Ru Vol 4.0
Схема сварочного полуавтомата Svapka.Ru Vol 5.0
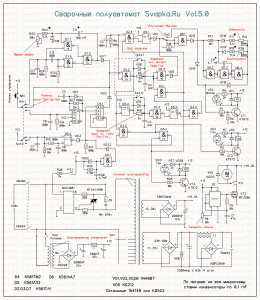
Также эту схему можно посмотреть по этой ссылке Сварочный полуавтомат Svapka.Ru Vol 5.0
Расстроим работу режимов данной схемы:
1. Триггерный – это режим сварки без удержания кнопки управления. Например нажали кнопку управления и отжали- начался процесс сварки. Затем что бы выключить сварку нажимаем еще раз кнопку на горелке и отпускаем. Этот режим удобен для сварки длинных швов.
2. Таймерный – это режим сварки с удержанием кнопки управления, только время сварки задается резистором R22. По истечении времени сварка прекратится, затем кнопку можно отжать. Если во время сварки в этом режиме отпустить кнопку управления, то сварка сразу прекратится без выдержки оставшегося времени. Так сделано специально, что бы этот режим зависел от кнопки управления в случае если вы передумали варить и что бы потом не ждать окончания времени и смотреть как из горелки лезет проволока.
3. Импульсный – это режим импульсного включения двигателя во время сварки. например нам нужно заварить тонкий металл и мы в обычном режиме нажимаем – отпускаем кнопку управления на горелке, то есть варим как бы точками. Этот режим нам позволит это сделать без манипуляций с нажатием – отпусканием кнопки управления. При нажатии и удержании кнопки управления мотор будет включаться и отключаться автоматически. Время работы двигателя устанавливаем резистором R20, время паузы устанавливаем резистором R12. То есть этими резисторами подбираем нужные интервалы для ваших условий.
4. Ручной – это режим сварки зависящий от положения кнопки управления, одним словом нажали варим, отжали не варим.
Узел задержек пред-газ, пос-газ в данной схеме работает следующим образом:
При нажатии кнопки управления на сварочной горелке, включается подача газа. Затем после времени 1..3 секунды заданным резистором R8, включается двигатель подачи проволоки и ток сварки одновременно. В этот момент начинается процесс сварки.
После отпускания кнопки управления первым выключается двигатель, затем после времени 1..3 секунды заданным резистором R10, отключается сварочный ток и подача газа одновременно.
Узел задержек работает во всех 4 режимах сварки. Также в схеме есть возможность отключить задержки пред-газ, пос-газ спаренным переключателем SA4. Это нужно для того если вы собираетесь варить проволокой когда задержки не нужны или по каким то другим причинам (например газа мало, а приварить нужно много).
Силовую часть собираем по своим возможностям. Для коммутации тока использовано реле К2. Подстраивайте его для своей схемы коммутации включения/отключения сварочного тока.
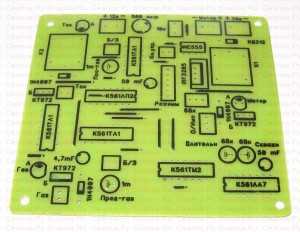
Также прилагаю печатную плату этой схемы полуавтомата размером 102х93 мм. в формате программы DipTrace. Резисторы, диоды и конденсаторы на плате в SMD исполнении, тип 1206. Качаем файл платы и подгоняем его под свои детали если необходимо.
Скачать плату можно по этой ссылке. Печатная плата Svapka.Ru Vol.5.0 ( Количество скачиваний: 1134 )
Фото печатной платы:

Данная схема работает отлично!!
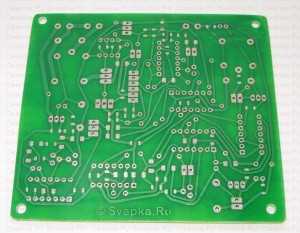
По просьбам трудящихся добавляю вариант печатной платы с обычными резисторами, диодами, конденсаторами.
Внешний вид:
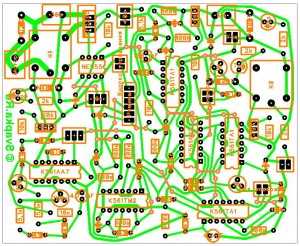
Скачать плату можно по этой ссылке. Печатная плата Svapka.Ru Vol.5.0 ( Количество скачиваний: 1189 )Плата односторонняя, размер 116*95 мм. Как ни старался от трассировать, меньше 16 перемычек не получается. Дорожки 0,8 мм. – старался сделать для повторяемости при изготовлении с помощью лазерно-утюжной технологии.
Кто соберет по этой топологии, пожалуйста пришлите фото платы, я добавлю ее сюда.
Ну наверно на этом все. Если возникнут вопросы задавайте их в комментариях, не стесняйтесь.
Ну и в заключении.. красивых и ровных швов.
Схема и печатная плата обновлены 20.06.2012, тем кто скачивал схему и плату до этой даты, перекачайте.
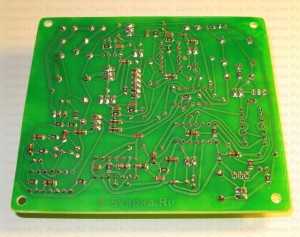
Прикрепляю к статье фото платы, которую сделал Shpion (комментарии 44,47) подкорректировав под свои элементы:

Автор статьи и схемы: Admin Svapka.ru
svapka.ru




Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






