
Сравнение бытового сварочного трансформатора с инвертором
Выбираем сварочный полуавтомат, трансформатор или инвертор?
Бытует мнение, что инвертор не только превосходит трансформатор по техническим характеристикам, но даже по надежности и может конкурировать с ним по цене. Так это или нет, давайте разберемся и решим, что стоит выбрать для работы в гараже.
Общий тренд снижения цен на инверторные сварочники вывел из на одну ступень с трансформаторными. Глаза разбегаются от ассортимента, но выбрать нужно один, причем как всегда на тот, который хочется денег немного не хватает.
Продавцы сварочных аппаратов настаивают на плюсах инверторов и это понятно – они заработать хотят, в то время как автомастера, работающие на трансах, категорически с ними не согласны и менять свои трансформаторные полуавтоматы на инверторы явно не торопятся.
Почему? Причина, в общем-то понятна, форумы по сварке пестрят сообщениями о том, что инверторы «дохнут» чуть ли не в первые дни работы.
Обратите внимание
Но если внимательно почитать такие темы, то, как правило, речь идет о «плохом Китае» или псевдоевропейцах (американцах), это когда бренд зарегистрирован, например, в Европе, а сборку на коленке опять же делают в «плохом Китае».
Одним из достоинств инверторной схемы продавцами предъявляется возможность нормальной работы при скачках напряжения, что является, несомненно, плюсом особенно при нестабильном напряжении в гаражах. С другой стороны это легко лечится включением в цепь стабилизатора напряжения – но, опять дополнительные расходы.
Если ваш выбор лежит в сторону инверторного блока, следует учесть, что некоторые производители для защиты от влаги и пыли заливают плату с электронными элементами лаком или компаундом, что называется по самые уши.
В этом есть как плюс – понижается вероятность выхода из строя от пыли и влаги, но и большой минус – сдохшую детальку в сервисе под лаком искать и менять вряд ли будут, менять придется всю плату в сборе, а это гораздо дороже.

Вот ниже составил список из достоинств и недостатков каждой модели питания, если есть что добавить – пишите в комментариях к статье.
Инверторный блок питания
Достоинства:
- Может работать при пониженном напряжении.
- Более легкий.
- Электронное управление значительно облегчает работу сварщика.
- Идеальный вариант для начинающих.
- Высокая ПВ (продолжительность непрерывного включения 60%)
Недостатки:
- Высокая стоимость.
- Не высокая надежность.
- Не любит пыль и влагу.
- Иногда весьма дорогой ремонт.
Трансформаторный блок питания
Достоинства:
- Надежный, практически нечему ломаться.
- Даже если что-то сломается легко починить.
Недостатки:
- Большой вес, громоздкий.
- Проводка должна держать ток от 16 до 25 Ампер.
- Низкая ПВ (продолжительность непрерывного включения)
- Высокий ток ХХ
- Низкий КПД
Перелопатив кучу сайтов, форумов, отзывов и другой полезной информации по выбору того или иного полуавтомата и в итоге получается такая картина:
- Если выбирать инвертор, то только известных производителей с широкой сетью сервисных центров в вашем регионе.
 Если таковых нет, то выбор в пользу трансформатора очевиден.
Если таковых нет, то выбор в пользу трансформатора очевиден. - Если в вашем гараже нет проблем с напряжением, хорошая электропроводка и есть место, куда поставить большой трансформатор, то выбор за ним.
- Если вы только начинаете свой путь в сварке, то начать, конечно, проще с инвертора, но учтите, что потом работать на трансформаторном полуавтомате вам и не захочется и вряд ли хорошо получится.
- Выбирая конкретную модель аппарата, «покурите» специализированные форумы (на один такой ссылка внизу статьи), там часто «тусят» спецы, зарабатывающие на ремонте сварочников. У них можно получить консультацию по конкретной модели или прочитать уже написанную.
 Если таковых нет, то выбор в пользу трансформатора очевиден.
Если таковых нет, то выбор в пользу трансформатора очевиден.И несколько простых советов по уходу за инвертором, если вы выбрали его:
- Известно, что пыль, особенно токопроводящая является злейшим врагом инвертора, поэтому регулярно, сняв крышку, продувайте его от пыли. Если аппарат отдыхает, пока вы работаете, например, со шпатлевкой, то накрывайте его пластиковым ящиком или хотя бы укрывайте его пленкой, например пакетом для хранения колес.
- Как и вся электроника, инверторные блоки питания боятся влаги. Поэтому, придя в гараж зимой и включив быстрое отопление, дайте время и аппарату нагреться, не включайте его сразу в работу, внутри него может сконденсироваться влага и вызвать замыкание.

Более подробно про устройство, выбор, работу и обслуживание сварочного инвертора читайте здесь.
Несомненно, прогресс идет вперед, в итоге трансформаторные блоки питания в сварочных аппаратах уйдут в прошлое. Инверторы станут дешевле, надежнее и работа выполняемая таким сварочным аппаратом будет превосходить все ожидания.
Уже не редкость когда у продвинутого сварщика в гараже можно найти последний писк разработчиков сварочного оборудования – не дешёвый инверторный универсал, который может выполнять сразу три вида работ, ему по зубам сварка электродами MMA, аргоновая TIG и на закуску MIG/MAG.
Про выбор трансформаторного полуавтомата писал здесь.
И наконец, парочка видео для завершения статьи.
Сравнение инверторного полуавтомата с трансформаторным от продавцов AURORA
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA
В итоге, выбирать все равно вам.
За получением дополнительной информации (как, у кого и какой сварочник выбрать, проблемы, поломки и ремонт, а также многое другое) заходите на форум мастеровых вот в эту ветку по сварке: www.mastercity.ru
Источник: https://sam-avtomaster.com/oborudovanie/transformator-vs-invertor
Сварка: трансформатор или инвертор?
Еще несколько лет назад даже самодельная модель трансформаторного сварочного аппарата вызывала у его обладателя законную гордость. Но теперь особый интерес у сварщиков вызывают сварочные инверторы.
На специализированных форумах в интернете разворачиваются жаркие дискуссии относительно преимуществ и недостатков того и другого вида аппаратов.
Чтобы сделать правильный выбор, нужно разбираться в особенностях трансформатора и инвертора.![]()
Важно
Чем специалистов не устраивает трансформатор? Прежде всего, он отличается недостаточной устойчивостью дуги и невысокой стабильностью режима работы. Последний параметр существенно зависит от колебаний напряжения в сети.
Сварочный трансформатор — это… Характеристики, принцип работы
Источник тока в сварочном производстве остается одним из важнейших компонентов, от которого зависит эффективность и качество всего рабочего процесса. Особенно это касается методов, требующих применения штучных электродов, посредством которых реализуется электродуговое термическое воздействие. Оптимальным решением для энергетической поддержки в данном случае будет сварочный трансформатор – это достаточно простой по своему устройству, но в то же время надежный и недорогой источник энергоснабжения.
Устройство аппарата
В основе типового трансформатора заключается металлический сердечник с обмотками из тонкой проволоки (алюминиевой или медной). Обмотки имеют два уровня – первичный и вторичный. Соответственно, одна обмотка подключается к сетевому питанию, а вторая обеспечивает энергией электрод. Первичный уровень образуют две катушки, неподвижно зафиксированные внизу сердечника. Что касается вторичной обмотки, то и она образуется парой катушек, но также предусматривается возможность ее перемещения относительно сердечника. С точки зрения внешнего устройства, сварочный трансформатор – это металлический короб, который имеет широкую инфраструктуру для электротехнического подключения. Как правило, в устройстве предусматриваются также средства предохранения, защита от замыканий и выводы для соединения с заземляющими элементами. Для удобной работы с трансформатором в конструкции также присутствуют рукоятки, эргономичные регуляторы, а в новейших моделях и цифровые панели управления.
Соответственно, одна обмотка подключается к сетевому питанию, а вторая обеспечивает энергией электрод. Первичный уровень образуют две катушки, неподвижно зафиксированные внизу сердечника. Что касается вторичной обмотки, то и она образуется парой катушек, но также предусматривается возможность ее перемещения относительно сердечника. С точки зрения внешнего устройства, сварочный трансформатор – это металлический короб, который имеет широкую инфраструктуру для электротехнического подключения. Как правило, в устройстве предусматриваются также средства предохранения, защита от замыканий и выводы для соединения с заземляющими элементами. Для удобной работы с трансформатором в конструкции также присутствуют рукоятки, эргономичные регуляторы, а в новейших моделях и цифровые панели управления.
Принцип действия
Исходить следует из того, что главная задача таких приборов заключается в преобразовании энергии для последующего энергоснабжения сварочной рабочей оснастки. Попадая на первичный уровень обмотки, исходный ток преобразуется в электромагнитную энергию, после чего поступает во вторичную обмотку. В процессе этого перехода сокращается показатель напряжения. Действие этого регуляционного принципа сварочного трансформатора обусловлено конструкционными особенностями катушек. Поскольку на второй обмотке меньше витков, при поступлении в нее тока происходит снятие лишнего напряжения до необходимого показателя. Иными словами, обычный сетевой ток трансформируется в сварочный ток. Разумеется, величина данной коррекции условна, поскольку не существует четкого понятия тока, требуемого для сварочных работ. Оператор может регулировать зазор между катушками, тем самым настраивая характеристики на нужную величину в соответствии с выполняемой задачей.
В процессе этого перехода сокращается показатель напряжения. Действие этого регуляционного принципа сварочного трансформатора обусловлено конструкционными особенностями катушек. Поскольку на второй обмотке меньше витков, при поступлении в нее тока происходит снятие лишнего напряжения до необходимого показателя. Иными словами, обычный сетевой ток трансформируется в сварочный ток. Разумеется, величина данной коррекции условна, поскольку не существует четкого понятия тока, требуемого для сварочных работ. Оператор может регулировать зазор между катушками, тем самым настраивая характеристики на нужную величину в соответствии с выполняемой задачей.
Значение силы тока трансформатора
Существует прямая зависимость возможностей термической обработки металлических изделий от применяемой силы тока. В качестве расчетного параметра обычно используется толщина электрода. Усредненный диапазон составляет 5-10 мм. Такие электроды можно использовать в сварке силовой несущей конструкции с решетками, рамами и толстыми прутьями. В данном случае сила тока сварочного трансформатора может составлять 140-160 А. Это оптимальная величина для средних рабочих операций, в которых, к слову, важна не только мощность. Например, тот же уровень тока при эксплуатации небольших аппаратов с рутиловыми электродами толщиной до 10 мм не столько обеспечит силовую поддержку термического заряда, сколько обусловит стабильность горения дуги. В некоторых случаях повышение данного показателя также способствует легкому удалению шлака.
В данном случае сила тока сварочного трансформатора может составлять 140-160 А. Это оптимальная величина для средних рабочих операций, в которых, к слову, важна не только мощность. Например, тот же уровень тока при эксплуатации небольших аппаратов с рутиловыми электродами толщиной до 10 мм не столько обеспечит силовую поддержку термического заряда, сколько обусловит стабильность горения дуги. В некоторых случаях повышение данного показателя также способствует легкому удалению шлака.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками. Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.![]()
В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В. Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402».![]() Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Продолжительность нагрузки
Коэффициент продолжительности нагрузки (ПН) указывает на способность аппарата работать определенный промежуток времени без необходимости отключения. Под отключением понимается вынужденный перерыв, связанный с перегревом или электрическими перегрузками. Продолжительность нагрузки сварочного трансформатора – это процентная величина, представляющая долю рабочего времени из 10-минутного интервала. Иными словами, сколько условных минут сможет проработать конкретный прибор без остановки из 10 мин. Диапазон ПН варьируется от 10 до 90% в зависимости от модели.
Под отключением понимается вынужденный перерыв, связанный с перегревом или электрическими перегрузками. Продолжительность нагрузки сварочного трансформатора – это процентная величина, представляющая долю рабочего времени из 10-минутного интервала. Иными словами, сколько условных минут сможет проработать конкретный прибор без остановки из 10 мин. Диапазон ПН варьируется от 10 до 90% в зависимости от модели.
Но возможен ли в принципе ПН на 100%? Стоит ли искать такие аппараты? Это невозможно и даже высокие показатели от 70-80% опытные сварщики считают маркетинговой уловкой, так как в любом случае работа в условиях перегрузок рано или поздно приведет к неполадкам в той или иной части конструкции.
Функции современных трансформаторов для сварки
Производители данного оборудования стремятся продумывать эргономичные системы управления, в которых предусматривают широкие средства настройки и регулировки рабочих параметров. Базовой функцией такого типа является возможность плавной настройки силы переменного тока с помощью контроллера на пользовательской панели сварочного трансформатора. Это же касается и выбора активной фазы напряжения – на 220 или 380 В. Для удобного отслеживания текущего состояния рабочего процесса предусматриваются индикаторы перегрева, рабочей температуры и перенапряжения.
Это же касается и выбора активной фазы напряжения – на 220 или 380 В. Для удобного отслеживания текущего состояния рабочего процесса предусматриваются индикаторы перегрева, рабочей температуры и перенапряжения.
Особенности профессиональных трансформаторов
Данный тип вспомогательного сварочного оборудования рассчитывается на повышенные нагрузки, причем не только электротехнические. В проекты таких устройств закладывается несколько уровней конструкционной защиты, которая предотвращает проникновение грязи, пыли, а иногда и воды, хотя в принципе использовать подобные аппараты даже в условиях высокой влажности запрещается. Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока. К примеру, сварочный трансформатор «ТД-500» номинально работает при 500 А, а на практике регулировка позволяет достигать и 560 А. С другой стороны, базовый уровень не опускается ниже 100 А, что ограничивает возможности применения агрегата в мелких сварочных операциях. К недостаткам промышленных преобразователей относят также массивность конструкции и высокий расход энергии.
К недостаткам промышленных преобразователей относят также массивность конструкции и высокий расход энергии.
Особенности универсальных трансформаторов для сварки
Большая часть сварочных работ производится с применением электродов, толщина которых варьируется от 2 до 10 мм. Особенно это касается мастерских, где сварка задействуется для крепления разноформатных металлических элементов. Наилучшим выбором для поддержки таких задач будет универсальный аппарат. В процессе работы сварочный трансформатор такого типа сможет обеспечить возможность качественного проплава с тонкими материалами и выполнить соединения толстых заготовок без завышения мощностей и энергоресурсов. Что еще важно в таких моделях, это разнообразие аксессуаров, набор которых также ориентируется на производство сварки в различных условиях. Как минимум в такие комплекты входят держатели, средства заземления, щетки для снятия шлака и даже приспособления для индивидуальной защиты.
Плюсы трансформаторов
Организовать сварочные работы можно и без трансформатора, но в этом случае будут упущены очевидные преимущества. Главным из них является возможность не просто удобной, но и точной регулировки силы тока, что очень важно для тех, кто регулярно сталкивается с необходимостью соединения металлических деталей. Причем качественный сварочный аппарат-трансформатор имеет высокую стойкость к нагрузкам разного рода, а его КПД составляет около 80%. Также по объемам потребляемой энергии такой помощник оказывает выгоднее, чем большая часть альтернативных решений для выполнения ручной сварки.
Главным из них является возможность не просто удобной, но и точной регулировки силы тока, что очень важно для тех, кто регулярно сталкивается с необходимостью соединения металлических деталей. Причем качественный сварочный аппарат-трансформатор имеет высокую стойкость к нагрузкам разного рода, а его КПД составляет около 80%. Также по объемам потребляемой энергии такой помощник оказывает выгоднее, чем большая часть альтернативных решений для выполнения ручной сварки.
Минусы трансформаторов
Как и любое переходное звено в технологическом процессе, сторонний преобразователь тока в сварке имеет немало недостатков. В их числе организационные издержки, нестабильность дуги и высокие требования к квалификации сварщика. Повышается и процент р
Сварочный трансформатор в аппарате для дуговой сварки: применение, характеристики и обслуживание
Известный многим трансформатор для дуговой сварки по своей сути является преобразователем сетевого напряжения. Он увеличивает переменный ток до величины, обеспечивающей условия получения дугового разряда.
Достичь этого удаётся за счёт понижения питающего напряжения до некоторого значения, что по правилу трансформации позволяет во столько же раз увеличить ток в нагрузочной цепочке. В основе действия трансформатора положен закон электромагнитной индукции.
Принцип работы преобразователя
Для лучшего понимания принципа действия устройства желательно детально ознакомиться с особенностями его конструкции, а также с тем, какие типы сварочных трансформаторов чаще всего применяются на практике. Не будет лишним и внимательное изучение возможности самостоятельного изготовления таких агрегатов.
Назначение сварочного трансформатора состоит в понижении сетевого напряжения до 50-60 Вольт, что позволяет получать значительный по величине ток во вторичной обмотке (прядка тысячи ампер).
Реализации этого принципа способствуют конструктивные особенности трансформаторного устройства. Оно состоит из мощного сердечника с размещёнными на нём двумя рабочими обмотками (катушками).![]()
Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
При включении трансформатора в сеть в первичной обмотке появляется небольшой по величине ток, формирующий электромагнитное поле, распространяющее своё действие и на вторичную катушку.
Согласно закону сохранения энергии при преобразовании сетевого напряжения мощность тока в катушке с меньшим количеством витков остаётся той же.
По причине того, что во вторичной обмотке сварочного трансформатора действует меньшее по амплитуде переменное напряжение – на выходе удаётся получить больший по величине нагрузочный ток. Следует напомнить, что мощность равна току, умноженному на напряжение.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке.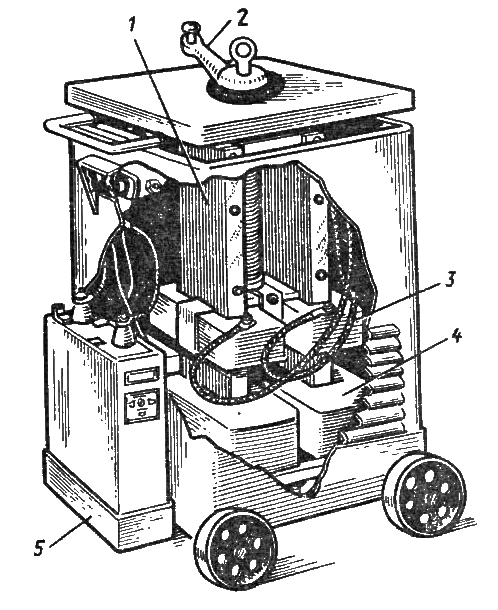 Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.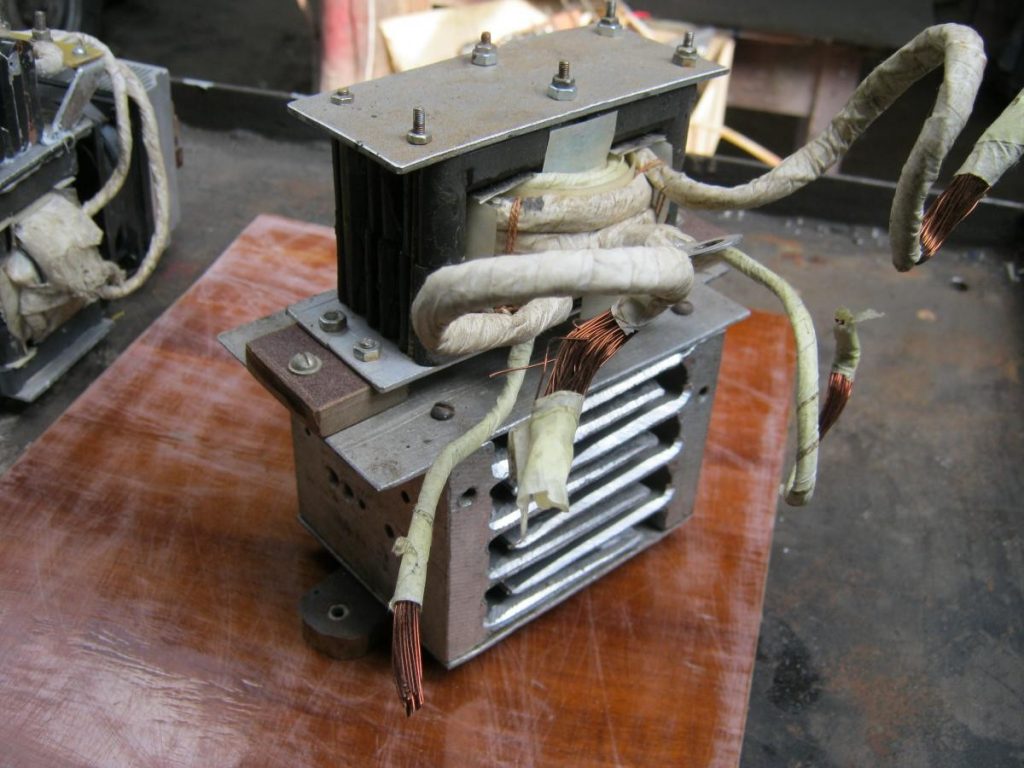
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для сварочного тока, обеспечивающая получение дугового разряда, необходимого для сварки.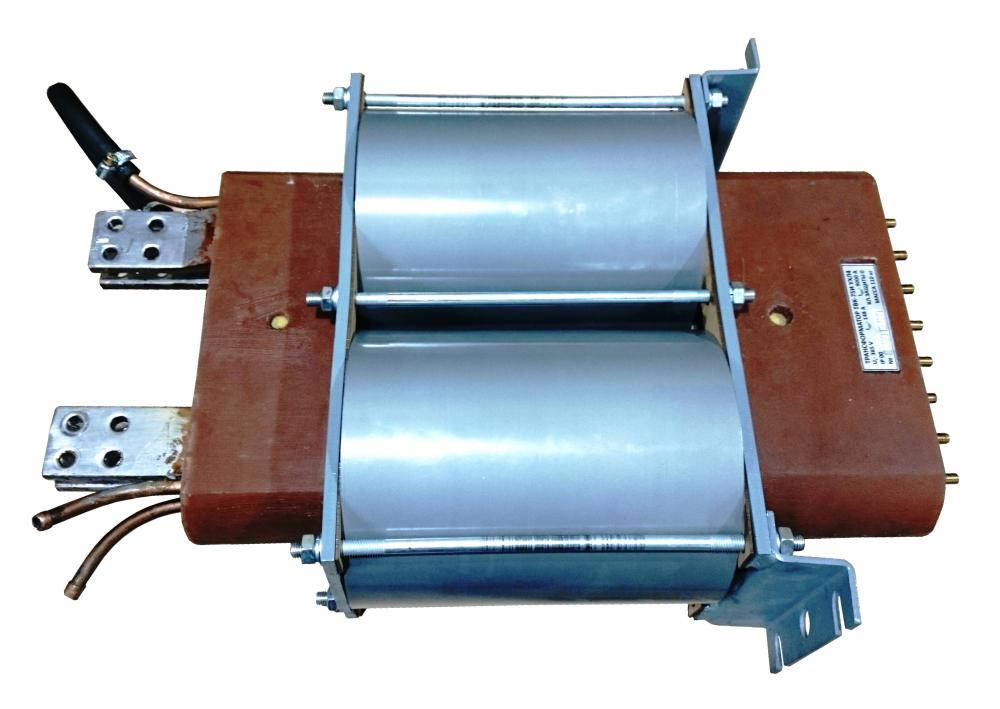
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.![]()
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Промышленные образцы
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Следует проверять надежность контактов, целостность изоляции, подключение заземления сварочного трансформатора, не допускать его загрязнения. Можно продувать устройство струей сухого воздуха, сметающего пыль.
Можно продувать устройство струей сухого воздуха, сметающего пыль.
Если сварочный трансформатор стоит на открытой площадке, то надо защитить его от влаги. Вообще излишняя влажность и механические повреждения могут вывести его из строя. Но это относится к большинству электрического оборудования.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
Трансформаторы сварочные
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Сварочное оборудование — Трансформаторы сварочные
Общие сведения
Сварочный трансформатор предназначен для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Трансформатор разделяет силовую сеть и сварочную цепь, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Силовые трансформаторы входят в состав всех сварочных выпрямителей и установок и имеют то же назначение, что и собственно сварочные трансформаторы.
Конструкции сварочных трансформаторов разнообразны. В зависимости от способа формирования внешних характеристик и регулирования режима сварки трансформаторы бывают с механическим и электрическим регулированием.
Трансформаторы для ручной сварки относятся ко второй категории размещения источника тока, то есть предназначены для работы на объектах, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе. Трансформаторы могут работать при температуре окружающего воздуха —45° … +40°С и относительной влажности воздуха не более 80% при +20 °С на высоте не более 1000 м над уровнем моря.
Трансформаторы для автоматической сварки климатического исполнения У имеют 3-ю и 4-ю категории размещения источников и могут работать при температуре воздуха —10° … +40°С.
Принцип действия
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 6) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
Режим холостого хода трансформатора (рис. 6, а) устанавливают (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке проходит ток I1, который создает в сердечнике переменный магнитный поток Ф1. Этот поток создает во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит, и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение при холостом ходе максимально. Эта величина — напряжение холостого хода.
Отношение напряжений на первичной и вторичной обмотках при холостом ходе (коэффициент трансформации k) равно отношению количества витков первичной W1 и вторичной W2 обмоток. В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60…90 В. Такие трансформаторы называются понижающими.
Режим нагрузки (см, рис, 6, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равном напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток, который стремится уменьшить величину магнитного потока, создаваемого первичной обмоткой. Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии — потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в k раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3—6 раз больше первичного.
Падающая внешняя характеристика получается в сварочном трансформаторе благодаря большому рассеянию магнитного потока. С этой целью первичную и вторичную обмотки располагают на значительном расстоянии друг от друга. При нагрузке (см. рис. 6, б) часть магнитного потока трансформатора замыкается по воздуху, образуя поток рассеяния Фр. Поэтому поток Ф2, пронизывающий вторичную обмотку, при нагрузке меньше, чем поток Ф1, пронизывающий первичную обмотку. Соответственно и напряжение U2, создаваемое потоком Ф2 во вторичной обмотке, уменьшится по сравнению с U0, создаваемом при холостом ходе потоком Ф1 на некоторую величину Ер, которую называют ЭДС рассеяния. Таким образом, вторичное напряжение трансформатора снижается из-за потерь на внутреннем сопротивлении (индуктивное сопротивление трансформатора). С увеличением силы тока вторичной обмотки увеличиваются магнитный поток и ЭДС рассеяния. Поэтому с увеличением нагрузки напряжение на выходе трансформатора U2 уменьшается, внешняя характеристика – падающая. Крутизна наклона внешней характеристики тем больше, чем больше индуктивное сопротивление трансформатора.
Силу тока регулируют изменением напряжения холостого хода или индуктивного сопротивления трансформатора (рис. 7).
СВАРОЧНЫЙ ТРАНСФОРМАТОР — это… Что такое СВАРОЧНЫЙ ТРАНСФОРМАТОР?
- СВАРОЧНЫЙ ТРАНСФОРМАТОР
аппарат для регулируемого питания сварочных процессов перем. током (см. рис.). Для дуговой сварки применяют С. т., состоящие из двух отд. частей — понижающего трансформатора и дросселя, и в однокорпусном исполнении. Для повышения стабильности горения дуги во вторичную цепь С. т. включают осциллятор, к-рый используют также для зажигания дуги при сварке неплавящимся электродом. Для контактной сварки применяют С. т. с миним. сопротивлением вторичного контура, для чего вторичная обмотка обычно имеет 1 или 2 витка. Регулирование напряжения достигается изменением числа витков в первичной обмотке.
Схема сварочного трансформатора с подвижной обмоткой (при увеличении расстояния между первичной и вторичной обмотками трансформатора сила сварочного тока снижается): 1 — ручка регулятора силы тока; 2 — подвижная обмотка; 3 — неподвижная обмотка; 4 — магнитопровод; 5 — свариваемая деталь; 6 электрод
Большой энциклопедический политехнический словарь.
2004.
- СВАРОЧНЫЙ ГЕНЕРАТОР
- СВЕКЛОПОДЪЁМНИК
Смотреть что такое «СВАРОЧНЫЙ ТРАНСФОРМАТОР» в других словарях:
сварочный трансформатор — Трансформатор, предназначенный для питания установок электрической сварки [ГОСТ 16110 82] Тематики трансформатор Классификация >>> EN ac transformer type welderarc welderarc welding transformerwelding transformer … Справочник технического переводчика
Сварочный трансформатор — 2.31. Сварочный трансформатор Трансформатор, предназначенный для питания установок электрической сварки Источник: ГОСТ 16110 82: Трансформаторы силовые. Термины и определения оригинал документа Смотри также родственные термины … Словарь-справочник терминов нормативно-технической документации
сварочный трансформатор — suvirinimo transformatorius statusas T sritis fizika atitikmenys: angl. arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas
Сварочный трансформатор — English: Weldinged transformer Трансформатор, предназначенный для питания установок электрической сварки (по ГОСТ 16110 82 ст сэв 1103 78) Источник: Термины и определения в электроэнергетике. Справочник … Строительный словарь
сварочный трансформатор контактной машины — сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчика
Сварочный трансформатор контактной машины — – трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный трансформатор контактной машины — 20. Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
вращающийся сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчика
многопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва] Тематики электротехника, основные понятия EN multioperator welding transformer … Справочник технического переводчика
однопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN single operator welding transformer … Справочник технического переводчика
Сварочное оборудование — что это такое, виды оборудования для сварки, где применяется в википедии строительного инструмента
Сварочное оборудование — что это такое, виды, особенности
Сварка металлов применяется во многих отраслях промышленности, строительстве и даже в решении мелких бытовых вопросов. Чтобы сделать ровный шов, необходимо обладать навыками и оборудованием.
Сварочное оборудование – это все то, что необходимо сварщику для работы. Это и особые сварные устройства, и защитные элементы, и расходные материалы. Применяя все это, можно соединить большую часть металлов на молекулярном уровне. Конечное изделие получается прочным, и будет служить долго.
От типа сварного аппарата зависит технология сварки, которой должен владеть работник. Выбор способа сварки зависит от поставленной задачи.
Виды сварочного оборудования
Специалисты используют механизмы следующих разновидностей:
- Сварочные трансформаторы. Своеобразная классика среди сварочных аппаратов. Трансформатор – надежный и простой прибор. Работая им, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне достаточно. Трансформатор преобразуется напряжение сети в низкое. Сейчас инверторы встречаются намного чаще, чем трансформаторы. Тем не менее, бывалые сварщики по-прежнему ценят трансформаторы. Это оборудование используется для ручной дуговой сварки с электродами. Большой вес и немалые габариты, из-за которых с перемещением возникнут сложности, считаюся недостатками. Неопытные сварщики могут также столкнуться с нестабильным горением дуги.
- Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать сварщики-новички. Компактность, много параметров и хороший выбор агрегатов на рынке — вот основные достоинства инвертора. Инверторы, которые предназначены для сварки в среде защитных газов, называют полуавтоматами. Функции «форсаж дуги», «горячий старт» и «антизалипание» есть почти во всех современных инверторах.
- Сварочные генераторы. Инвертором можно осуществить несложный ремонт и быстро приварить небольшую деталь, но без электроэнергии он полностью бесполезен. Бензиновый или дизельный генератор решает эту задачу, обеспечивая автономное электроснабжение, что актуально при строительных работах в той местности, где нет электрической сети. А сварочный агрегат – это генератор и сварочный аппарат в одном корпусе. То есть, для работы с оборудованием сварки необязательно наличие электросети. Прибор работает на одном топливе. Он недорогой и компактный, к тому же качество швов, получаемых при использование генераторов достаточно высокое. Но чтобы использовать аппарат в полной мере, потребуется купить выпрямитель.
- Сварочные выпрямители. Оборудование называют классикой сварного дела наравне с трансформаторами. Выпрямители преобразовывают переменный ток в постоянный, который затем используется для создания сварного шва. В этом и есть их особенность. Обычно оборудование такого типа состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулировочных элементов.
- Сварочные автоматы дуговой сварки. Достоинство выпрямителей – надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такой аппарат можно собрать в домашних условиях.
- Сварочные автоматы. Автоматика позволяет значительно уменьшить трудовые затраты. Автомат также помогает работнику контролировать правильность создания шва. Электроды при автоматической сварке не требуются, вместо них используется присадочная проволока, которая подается автоматически в рабочую область.
Сварочные выпрямители
Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ.
Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост.
Достоинство выпрямителя – возможность эксплуатации в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют. Также он отлично подходит для выполнения сложных сварочных работ, таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам.
Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если приобрести готовое заводское оборудование не получается, собрать сварочный аппарат можно и своими руками.
Трансформатор можно намотать и своими руками. Он представляет собой две индуктивно связанные обмотки: первичную и вторичную. Они размещаются в сердечнике из электротехнической стали, который служит магнитопроводом.
Как правило, самодельные агрегаты рассчитаны на силу тока в промежутке от 150 до 170 А. Они выдерживают напряжение в районе 50 В. Для бытовых нужд этих показателей более, чем достаточно. Если необходимы красивые ровные швы, лучше всего использовать электрода диаметром до 3 мм. Если хочется применять 4-мм и толще, то лучше собрать аппарат мощнее, ведь об аккуратных швах придется забыть.
Аппарат, собранный в кустарных условиях всегда будет допускать погрешность. Это нужно помнить перед расчетом намотки. Чтобы получить напряжение в 60 В и силу тока от 120 до 160 А, необходимо выбрать проволоку с сечением не меньше 4 кв. мм. Хороший вариант – 7 кв. мм. Использование такого провода убережет от перепадов напряжения. Первичная обмотка выполняется медными проводками диаметром в 3 мм. Оболочка их должна быть тканевой, но не полимерной. Во втором случае вероятность короткого замыкания при перегреве будет значительно выше.
Сердечник трансформатора собирается из пластин электротехнической стали толщиной от 0,35 до 0,55 мм. Пластины должны быть Г-образными. Они накладывают друг на друга, пока не будет получен сердечник нужной толщины. После этого его необходимо изолировать и можно приступать к созданию намотки.
Первичная намотка – 210 витков, вторичная – в районе 70. Закрепляются концы обмотки текстолитовой пластиной.
Сварочный трансформатор: устройство и принцип действия
Классический трансформатор состоит из:
- Первичной обмотки из изолированных проводов, на которые поступает электричество из сети.
- Вторичной неизолированной обмотки.
- Сердечника (замкнутого магнитопровода).
- Система подвеса элементов трансформатора.
- Система управления, контролирующая расположение обмоток и величину воздушного зазора между ними.
- Винт управления воздушным зазором.
- Рукоять управления винтом.
Сердечник трансформатора обеспечивает непосредственно трансформацию напряжения из сети до нужного уровня. Когда устройство подключается к сети, электричество сначала попадает на первичную обмотку, где создается магнитное поле за счет определенно размещенных витков. Далее, с учетом рассеивания, поле передается на вторичную обмотку, с витками, количество которых отличается. Расстояние между намотками определяет уровень напряжения: чем дальше они расположены, тем оно ниже. Так как вторичная обмотка одним концом выходит на электродержатель, туда подается уже необходимое напряжение.
Что выбрать: сварочный трансформатор или сварочный инвертор
Варить трансформатором намного сложнее, чем инвертором. Перейти с первого на второй элементарно, а вот освоить классику сварного оборудования начинающему сварщику будет трудно.
Цена аппарата также важна, как и цель, с которой он покупается. Трансформатор обойдется значительно дешевле инвертора. Выпрямитель не подойдет для домашнего пользования, а мощности сварочного аппарата с аккумулятором может быть недостаточно для организации работ на строительной площадке.
Проще говоря, инвертор подходит для работ со сложным оборудованием, где целесообразно создавать аккуратные швы. Например, при ремонте автомобилей или домашнего использования. Трансформаторы из-за их мощности обычно востребованы для «грубых» работ вроде строительства забора на даче или строительных площадках.
Выпрямители сварочные
Напряжения в домашних сетях 220В будет недостаточно выпрямителю. Для правильной работы большинства функций необходимо 380В (трехвазная промышленная электросеть). Это существенный недостаток выпрямителей.
Любому сварщику необходимо уметь правильно зажигать дугу. У выпрямителей нет функции, вроде форсажа дуги и горячего старта, поэтому начинающие сварщики могут не сразу совладать с выпрямителем.
Ремонт сварочного инвертора своими руками
Оборудование сварщика не застраховано от сбоев. Отремонтировать электронную плату управления инвертора сможет далеко не каждый. Также перед тем, как приступать к ремонту, обязательно определить настоящую причину поломки.
Бывает, что из строя выходят диодные мосты, транзисторы и другие микросхемы. Чтобы своими силами решить такую проблему, потребуются знания особенностей расположения элементов микросхемы.
Summary
Article Name
Сварочное оборудование — что это такое, виды оборудования для сварки, где применяется
Description
✅Виды сварочного оборудования ➜— ✅Сварочные выпрямители ➜— ✅Что выбрать: сварочный трансформатор или сварочный инвертор ➜— ✅Ремонт сварочного инвертора своими руками.
Author
Сарычев Александр Викторович — судебный строительно-технический эксперт, кандидат технических наук
Publisher Name
Википедия строительного инструмента
Publisher Logo
Поделиться новостью в соцсетях
« Предыдущая запись
Следующая запись »
Сварочное оборудование | Статья о сварочном оборудовании по The Free Dictionary
машины, аппараты, приспособления и приспособления, необходимые для изготовления сварных изделий из полуфабрикатов. Сварочная позиция или станция — это набор сварочного оборудования для операций, требующих некоторой степени участия сварщика. Сварочная линия объединяет несколько сварочных постов.
Сварочные станции могут использоваться при дуговой сварке, контактной сварке, газовой сварке, электронно-лучевой сварке или другими методами.Сварочное оборудование включает сварочный аппарат, источники питания и устройства, непосредственно используемые для проведения процесса сварки, приспособления и приспособления для быстрой сборки свариваемых деталей, для удержания деталей во время сварки, а также для предотвращения или уменьшения коробления сварные изделия, вспомогательное оборудование, используемое для транспортировки деталей во время сварки, а также для монтажа и транспортировки сварочного аппарата, а также различные другие инструменты, используемые сварщиком. В процессе сварки также используются различные транспортные средства и инструменты для контроля качества сварки.Технические характеристики сварочного оборудования определяются выбранным способом сварки, типом производства и степенью механизации, т. Е. Выполняется ли ручная, полуавтоматическая или автоматическая сварка.
Сварочный пост — это участок производственной площади, на котором расположены источник питания, токопроводящие провода, а также необходимые приспособления, приспособления и сварочный инструмент. Для защиты персонала от излучения сварочный пост закрывается занавесками или панелями.Стационарные автоматизированные станции широко используются в современных производственных процессах; такие станции расположены в производственных цехах. Мобильные станции используются в полевых условиях для сварки крупных объектов при строительных и ремонтных работах.
Сварщики . Сварочные станции включают источники питания и оборудование для регулирования дуги во время сварки. Источники питания, используемые при сварке, должны обеспечивать удобное непрерывное или ступенчатое управление и должны удовлетворять общим требованиям к электрическим машинам и оборудованию.Сварочные трансформаторы, генераторы и выпрямители используются в электросварке; газогенераторы используются при газовой сварке. Источники питания могут быть однопозиционного или многопозиционного типа, стационарные установки для непрерывной, длительной работы или небольшие переносные блоки для непродолжительной работы.
Сварочный трансформатор используется для согласования параметров сварочной цепи и источника питания; он также функционирует как регулятор напряжения. При дуговой сварке напряжение регулируется механически или электрически.В первом случае изменяется расстояние между первичной и вторичной обмотками. Электрическое регулирование осуществляется путем изменения управляющих токов в дополнительных обмотках, расположенных на верхней и средней полевых каркасах трансформатора. В этом методе вторичная обмотка делится на две секции, одна из которых расположена в верхнем окне трансформатора. Такой трансформатор способен создавать различные напряжения холостого хода без изменения передаточного числа; это свойство необходимо для регулировки сварки.Сварочные трансформаторы, используемые при контактной сварке, имеют минимальное сопротивление короткому замыканию и вторичную обмотку, которая обычно состоит из одного или двух витков. Изменения вторичного напряжения достигаются за счет ответвлений участков витков первичной обмотки.
Сварочный генератор — это специально разработанная электрическая машина — машина постоянного тока или машина, работающая на частотах, превышающих стандартные. Используются однопозиционные генераторы; это могут быть устройства общего назначения или они могут иметь падающие внешние характеристики, что приводит к стабильной сварочной дуге.Сварочные генераторы могут быть перекрестно-силовыми или расщепленными полюсами, или они могут иметь понижающую последовательную обмотку. В сварочном генераторе со скрещенными полями короткозамкнутая обмотка якоря создает поперечный магнитный поток. Характеристики падения обусловлены продольным противодействием потоку якоря. В генераторе с понижающей последовательной обмоткой внешние характеристики являются результатом взаимодействия магнитных потоков понижающей последовательной обмотки и намагничивающей параллельной обмотки. Напряжение, подаваемое на обмотку намагничивания, снимается от третьей щетки или от независимого источника питания.
Сварочные выпрямители преобразуют переменный ток из источника питания в постоянный; такие преобразователи могут иметь падающие, фиксированные или регулируемые внешние характеристики. Они состоят из трансформатора, комплекта полупроводниковых электроклапанов, системы автоматического управления, реактора и коммутационного оборудования. Преобразователь регулируется трансформаторами или электрическими регулирующими клапанами.
Газогенератор — устройство для производства топливных газов. Обычно он производит ацетилен из карбида кальция при взаимодействии последнего с водой.
Автомат для дуговой сварки состоит из комплекса механизмов и устройств, используемых для механизации процесса сварки, включая подачу электродной проволоки, зажигание и поддержание сварочной дуги, поддержание заданных условий сварки и остановку сварочной дуги. процесс после завершения сварки. В таких установках сварочные головки могут иметь независимую скорость подачи электродной проволоки; в этом случае в процессе дуги используется саморегулирующаяся дуга. Скорость подачи электродной проволоки также может автоматически регулироваться в соответствии с напряжением дуги.
Мобильные самоходные сварочные аппараты могут использоваться для замены сложных стационарных установок. Также используются сварочные автоматы и независимые подвесные сварочные головки для электросварки одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к отдельным независимым источникам питания. Также используется оборудование для сварки неплавящимся углеродным или вольфрамовым электродом.
Полуавтоматы для дуговой сварки имеют механизированную подачу электродной проволоки и ручную транспортировку горелки по свариваемым кромкам.Полуавтоматы для сварки неплавящимся электродом имеют механизированную подачу присадочной проволоки. Эта проволока может быть протянута через гибкий направляющий шланг или может подаваться с катушки с помощью механизма, встроенного в горелку. Полуавтоматы используются при сварке в среде защитных газов, неэкранированной дуге и под флюсом. Механизм подачи проволоки и горелка находятся в руке сварщика и соединяются гибким шлангом. Шланг работает как направляющий канал, по которому электродная проволока, сварочный ток, флюс и защитный газ поступают в зону дуги.При электросварке сварочная горелка — это механизм, который подает электрический ток к электроду и газ в зону дуги; при газовой сварке горелка используется для регулировки сварочного пламени.
Сварочный автомат, применяемый при электрошлаковой сварке, по своей конструкции отличается от автоматов, используемых при дуговой сварке, так как первый используется для сварки кромок в вертикальном положении. Некоторые автоматы передвигаются по рельсам; другие проходят прямо по краям свариваемых деталей. Помимо самоходного механизма вертикального движения, сварочный аппарат также оснащен двумя ползунами, предназначенными для удержания сварочной ванны и формирования сварного шва, и механизмом для вибрации электродов по поверхности сварочной ванны расплава.
Сварочные приспособления и приспособления . Сварщик использует приспособления и приспособления для сборки деталей перед сваркой, для удержания деталей на месте, для сварки ранее собранных деталей и для совмещения операций сборки и сварки. Используются как приспособления и приспособления общего назначения, так и приспособления, специально разработанные для определенного продукта; конструкция зависит от типа производственного процесса. Детали могут удерживаться вместе с помощью винтовых, коленчатых, кулачковых и эксцентриковых или магнитных зажимов.Подвижные зажимы могут использоваться для удержания вместе отдельных деталей, или инструмент может быть частью оборудования, предусмотренного для каждого сварочного стенда. Иногда для фиксации деталей на месте с помощью небольших временных сварных швов используется прихватка. Раскосы, распорки и домкраты используются для позиционирования и удержания свариваемых кромок. Сборка и сварка изделий осуществляется на универсальных и специальных стендах. Позиционеры, такие как опоры, рычаги, штифты и калибры, используются для определения местоположения свариваемых деталей. Оснащение сварочного стенда также включает устройства для дозирования флюсов, флюсовых и газовых подушек, а также устройства для формовки сварных швов.
Вспомогательное оборудование . Сварочные установки состоят из компонентов, предназначенных для размещения заготовки в наиболее удобном для сварки положении, для поворота заготовки во время сварки или во время сервисных операций в зоне сварки, а также для установки и транспортировки сварочного аппарата. Роликовые конвейерные, шпиндельные, цепные, поворотные и рычажные кантователи используются для размещения деталей в удобном положении для сварки. Для поворота свариваемого изделия используются вращатели с вертикальной, наклонной или горизонтальной осью вращения.Заготовки закрепляются и поворачиваются с помощью дискового патрона или направляющей (для центральных ротаторов) или роликов (для роликовых ротаторов). Стенды вращателя роликового типа часто используются при сварке цилиндрических изделий; приводные ролики таких ротаторов обычно имеют резиновое покрытие. Цеховые и сварочные манипуляторы используются для поворота заготовок вокруг своей оси в тех случаях, когда пространственное положение оси изменяется во время сварки. Подвесные платформы, рельсовые пути и специальные приспособления для захвата заготовки используются для установки и транспортировки сварочных автоматов и полуавтоматов, для подвешивания устройства над движущимися заготовками, а также для транспортировки устройства по сварному шву или от сварного шва к сварному шву.
Инструмент сварочный . Инструменты сварщика включают электрододержатели для ручной сварки электродами, сварочные горелки, инструменты для очистки, такие как молотки для удаления шлака, пневматические молотки, проволочные щетки и шлифовальные станки, инструменты для подгонки соединяемых деталей, инструменты для перемещения и токарной обработки горячих деталей. инструменты для юстировки сварочного оборудования, приспособлений и приспособлений, а также измерительные инструменты, такие как калибры и микрометры. Сведения об оборудовании для специальных методов сварки, таких как контактная, ультразвуковая и диффузионная сварка, приведены в статьях, посвященных этим методам.
СПИСОК ЛИТЕРАТУРЫ
Сварочное оборудование: Каталог-справочник , части 1–3. Киев, 1968–72.
Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства . М., 1972.
Бельфор М.Г., Патон В.Е. Оборудование для дугового и шлаковой сварки и наплавки . Москва, 1974.
Севбо П.И. Комплексная механизация и автоматизация сварочного производства . Киев, 1974.
Чвертко, А.И., Тимченко В.А. Установки и станки для электродуговой сварки и наплавки . Киев, 1974.
М.Г. Б ЭЛЬ’ФОР , И. И. З АРУБА и В. Н. Т РОИЦКИЙ
Большая советская энциклопедия, 3-е издание (1970-1979). © 2010 The Gale Group, Inc. Все права защищены.
Самый дешевый силовой трансформатор для сварочного трансформатора для печатных плат — Выгодные предложения на силовой трансформатор для сварки печатных плат от мировых продавцов силовых трансформаторов для сварки печатных плат
Отличные новости !!! Вы находитесь в нужном месте для силового трансформатора для сварки печатных плат.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот силовой трансформатор для сварки печатных плат должен стать одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели силовой трансформатор для печатных плат на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в силовом трансформаторе для сварки печатных плат и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести power transforme сварочного трансформатора pcb по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки
©
АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ ИНК.
I, ЧАСТЬ B 1.8.5.2
Трансформатор в сварочном аппарате
работает примерно так же, как большая электростанция
трансформатор.Первичное напряжение, поступающее в машину, слишком велико для
безопасная сварка.
Следовательно, оно понижается до полезного напряжения. Это лучше всего проиллюстрировано
с объяснением
о том, как работает единственный трансформатор. 1.8.5.3
В предыдущих параграфах мы имеем
обнаружено, что электрический ток может быть индуцирован
в проводник, когда этот проводник перемещается через магнитное поле к
производят переменный ток. Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешность этого проводника, то есть магнитное поле
будет наращивать интенсивность через первые 90 электрических градусов или первые
цикл.С этого момента
магнитное поле будет спадать в течение следующей четверти цикла, пока напряжение
или текущие достижения
ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова.1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро. См. Рисунок
14. Этот проводник называется первичной обмоткой, и если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка.1.8.5.5
Это наращивание и крах
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.
Это вызывает электрический ток той же частоты, что и первичная обмотка.
течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15.Этот
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная схема,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника. Перед
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помнить
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОР
Поддержка
— Can Man
Внимательно следуйте приведенным ниже инструкциям:
- Блок охлаждения холодной воды (для обоих сварочных роликов):
- Охлаждающую эмульсию необходимо менять ежегодно .Следуйте инструкциям по эксплуатации X7, если вам нужно заменить эмульсию!
- Патрон фильтра 50 мкм необходимо заменять ежемесячно ! Следуйте инструкциям по эксплуатации X7, если у вас есть фильтрующий картридж!
- Проверить уровень охлаждающей эмульсии во внутреннем баке. Если вам необходимо долить резервуар, следуйте инструкции X7, чтобы получить правильное соотношение смешивания для эмульсии, и заполните резервуар. Примечание : Если уровень воды слишком низкий, чиллер должен показать сообщение об ошибке, а X7 должен остановиться и показать ошибку на iPad!
- Станция распределения охлаждающей воды / эмульсии на X7 :
- Запустите несколько (от 5 до 10) корпусов банок и контролируйте давление воды на манометре: 5.0 бар — мин. необходимое давление воды!
- Запустите несколько (от 5 до 10) корпусов банок и контролируйте расход воды с помощью расходомера S26 (2. С правой стороны): 5,0 л в минуту — это мин. поток воды.
- Примечание : Реле давления воды S120 установлено на> 4,0 бар. Если на iPad появляется сообщение об ошибке «Ошибка S120», сначала проверьте давление воды по манометру, а если оно ниже 4,0 бар, снова проверьте охлаждающее устройство!
- Приварной вал ø 42/49/54/62/90 мм и нижний приварной рычаг :
- Возможно, что охлаждающий контур от расходомера S26 до нижнего сварочного валика и обратно к выпускному отверстию водораспределителя заблокирован:
Снимите нижний сварочный валок, отсоедините трубку серой воды ø 10 мм с надписью «àWR» непосредственно от реле потока S26 и продуйте трубку давлением воздуха.