Лекция № 7.Устройство и назначение сварочного трансформатора. Устройство сварочного трансформатора
Устройство сварочного трансформатора
Сварочные трансформаторы используются для электродуговой сварки переменным током. Сварочными устройствами постоянного тока называются преобразователями, выпрямителями
- Т - трансформатор сварочный;
- Д - дуговая электросварка;
- М - механизм регулирования тока сварки;
- 31 - максимальное значение сварочного тока 310 А;
- 6 - номер модели трансформатора.
На фото 1 устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.
- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.
industrika.ru
Сварочные трансформаторы — устройство и схема работы
Апрель 1, 2017
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
![]()
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Сварочный трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент сварочного аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
![]()
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из сварочного трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема сварочного трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
![]()
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sс – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
Сварочный инструмент своими руками
Чем отличается самодельный сварочный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
electrod.biz
Лекция № 7.Устройство и назначение сварочного трансформатора
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного – сварочные выпрямители и сварочные преобразователи.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
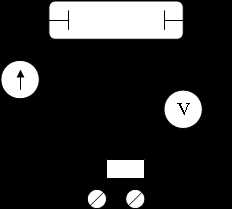
Трансформатор (рис.10). имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60–65 В; напряжение при ручной сварке обычно не превышает 20 – 30 В.
![]()
Рис.10 Сварочный трансформатор
В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка , также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток, соединены параллельно. Вторичная обмотка – подвижная и может перемещаться по сердечникупри помощи винта , с которым она связана, и рукоятки , находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет(индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока – 65 – 460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 – 180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику :
возрастающую, жесткую, падающую
Источник питания для ручной дуговой сварки имеет падающую вольт – амперную характеристику.
Напряжение холостого хода источника питания – напряжение на выходных клеммах при разомкнутой варочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Источник питания сварочной дуги-сварочный трансформатор обозначается следующим образом: ТДМ – 317
Т – трансформатор
Д – для дуговой сварки
М – механическое регулирование
31 – номинальный ток 310 А
7 – модель
Похожие статьи:
poznayka.org
Сварочный трансформатор: устройство и принцип действия. Устройство сварочного трансформатора
Устройство сварочного трансформатора: принцип действия, работы
![]()
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Принцип действия
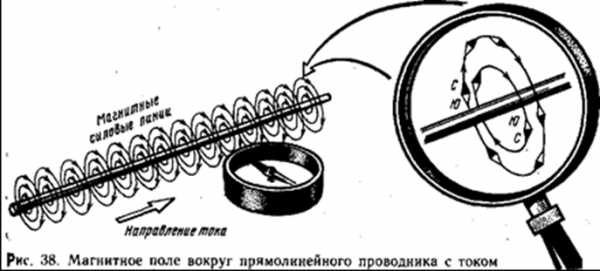
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
![]() Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотка
xn--90adflmiialse2m.xn--p1ai
Сварочные трансформаторы: устройство, виды, применение
![]() Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки.
Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки.
Это устройства, предназначенные для преобразования напряжения из общегородской сети в оптимальное для сварочного аппарата.
Трансформатор для сварки понижает напряжение до напряжения холостого хода и обеспечивает бесперебойную работу такого аппарата.
Конструкция сварочного трансформатора
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до 60-80В, повышении силы тока до 40-500А (или больших значений в профессиональных моделях) и подержании переменного тока.
В основе этого процесса лежит простейший принцип электромагнитной индукции: разница между количеством витков в первичной и вторичной обмотке определяет коэффициент преобразования, а возможность управления рассеиванием магнитного поля путем перемещения подвижных частей прибора позволяет регулировать выходное напряжение.
Проходящий по магнитопроводу ток создает переменное напряжение в каждом витке катушки, которое на выходе суммируется в оптимальное напряжение.
Для быстрого проведения сложных сварочных работ профессионалы используют плазменную технологию сварки. Сварка плазмой достаточно сложный процесс, требующий соответствующих навыков и умений.
Для качественного проведения сварочных работ важно правильно подобрать расходные материалы. Читайте здесь о том, как выбрать проволоку сварочную нержавеющую.
Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать, а сделать сварочный аппарат для дома:
- Центральная часть – сердечник (магнитопровод), состоящий нескольких стальных пластин, изолированных друг от друга. Для самодельных сварочных аппаратов его советуют набирать из пластин электротехнической стали, взятых из «донорской» техники.
- На сердечнике размещают одну или несколько обмоток изолированным проводом. Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные.
- Регулировка выходного напряжения в разных конструкциях достигается за счет движения ходового винта, проходящего через магнитопровод и обмотку, и движения подвижных обмоток (в большинстве конструкций неподвижной является сетевая обмотка).
- Корпус защищает устройство от повреждений.
- Дополнительные элементы (вентиляция, ручки, колеса для удобного перемещения тяжелых моделей).
Самодельные конструкции
![]() В самодельных конструкциях первичную (сетевую) обмотку обычно делают из специального обмоточного медного провода, требования к вторичной обмотке ниже, для нее часто берется многожильный сварочный кабель (с сечением 25-35 мм).
В самодельных конструкциях первичную (сетевую) обмотку обычно делают из специального обмоточного медного провода, требования к вторичной обмотке ниже, для нее часто берется многожильный сварочный кабель (с сечением 25-35 мм).
На любительских аппаратах выводы обмоток делаются просто на медные клеммы, фабричные варианты снабжены более надежными переключателями.
Подробная схема сварочного трансформатора зависит от типа сердечника (стержневой или тороидальный) и имеющихся в распоряжении мастера материалов.
Более сложное устройство имеет трансформатор для сварочного инвертора, отличие – в наличие нескольких преобразователей, на которых переменный ток преобразуется на первом этапе в постоянный, а затем – в переменный, но заданного напряжения. Кроме того, конструкция усложнена добавлением электроники, позволяющей более точно контролировать процесс.
Вес сварочного трансформатора переменного тока зависит от модели, самые легкие весят от 3 кг, но чаще на рынке можно встретить модели с весом от 10 кг.
Виды и характеристики сварочного трансформатора
![]() Назначение сварочного трансформатора во многом определяет его конструкцию:
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
Во время сварки мягких металлов есть опасность прожечь их насквозь. Сварка алюминия инвертором должна проводиться очень осторожно и с использованием соответствующих расходных материалов.
Простые гаражные сварочные работы можно проводить даже самостоятельно. Узнайте по этой ссылке, как работать полуавтоматической сваркой.
А если у вас нет соответствующего сварочного аппарата, можно воспользоваться холодной сваркой. Например, читайте тут можно ли холодной сваркой заварить глушитель.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
![]() Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
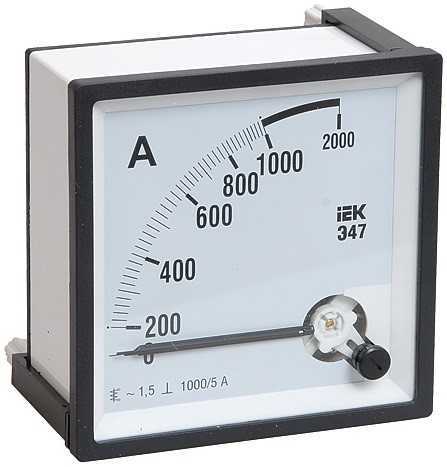
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
Подбираете универсальный сварочный аппарат для работы с разными видами металлов? Воспользуйтесь сварочным полуавтоматом. Узнайте о том, как работать с горелкой для сварочного полуавтомата для проведения качественной сварки.
Для каждого вида сварочных работ придуманы разные типы сварочных аппаратов, детальнее в этой публикации.
Во время проведения сварочных работ не забывайте о защите. Читайте по адресу, о преимуществах использования щитков сварщика хамелеон.
Возможные неполадки в работе трансформатора для сварки
![]() Как купленное, так и сделанное самостоятельно устройство может перестать работать по одной из множества причин. В большинстве случаев ремонт изделия по силам осуществить даже любителю (исключая сложные промышленные модели).
Как купленное, так и сделанное самостоятельно устройство может перестать работать по одной из множества причин. В большинстве случаев ремонт изделия по силам осуществить даже любителю (исключая сложные промышленные модели).
Самая частая причина неполадок – замыкание в цепи между элементами устройства, что может вызывать отключение прибора.
Для устранения этой неисправности сварочного трансформатора следует разобрать устройство и заменить неисправный элемент, если причина замыкания очевидна (часто источником неприятностей является клеммная колодка и обмотка возле нее).
Еще одна часто встречающаяся проблема – чрезмерный нагрев. Его вызывает установка тока большего, чем рекомендовано, значения.
Постоянный чрезмерный нагрев может привести к тому, что выйдет из строя ключевой элемент устройства – может потребоваться перемотка сварочного трансформатора полностью или частично проводом того же сечения.
Сильное гудение говорит о том, что внутри корпуса разболтались болт или гайка. Для исправления нужно просто разобрать изделие и подтянуть все соединения.
После ремонта нужно провести испытание сварочного трансформатора, если устройство работает в нормальном режиме, можно продолжать его использовать.
Устройство сварочного трансформатора отличается простой, а сам прибор – надежностью и доступностью.
Сварочные трансформаторы широко применяются любителями для дуговой сварки, с их помощью можно соединить тонкие листы металла и выполнить практически любой необходимый непрофессионалу ремонт металлических деталей.
Читайте также:
 Термокарандаш для сварки Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при […]
Термокарандаш для сварки Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при […] Сварочные выпрямители Так как источником тока для сварочных инверторов является переменный ток, то для преобразования переменного тока в постоянный или высокочастотный […]
Сварочные выпрямители Так как источником тока для сварочных инверторов является переменный ток, то для преобразования переменного тока в постоянный или высокочастотный […]
metallmaster.org
устройство и принцип действия, для чего служит, виды
Сварочный инструмент
Сварочный трансформатор принадлежит к числу несложных, но признанных потребителями аппаратов. Его используют, когда к соединительному шву нет жестких требований. Сейчас на рынке появились более совершенные аппараты, но простые агрегаты не вышли из употребления.
1
Виды сварочных трансформаторов и их устройствоАппараты бывают дуговыми, у них в основе процесса лежит использование электрической дуги, а также есть аппараты контактной сварки – сильно сжатые детали привариваются импульсным током. По способу регулирования выпускаются агрегаты с дросселем – это первый тип. Второй, самый распространенный вид – разнотипные с регулировкой, которая осуществляется изменениями в обмотках. Третий, самый современный – тиристорные с импульсной стабилизацией.
Водородный сварочный аппарат
Первые два вида регулируют режим изменением параметров. Разнотипные трансформаторы зачастую оборудованы более сложными устройствами для точного регулирования. Тиристорные имеют трансформатор и полупроводниковые регуляторы. Контактные сварочные приборы различаются методами сварки, которая может выполняться по отдельным точкам, по стыкам или цельным швом. Импульс регулируется электронным или релейно-механическим регулятором. Устройство сварочного трансформатора простое, аппарат состоит из:
- трансформатора;
- проводов подвода;
- сварочных проводов;
- держателя электродов.
Разные разработки сварочного трансформатора (далее – СТ) имеют сходные провода и держатели. Аппарат может иметь дополнительные устройства: вентилятор, автомат отключения при перегрузке, ручку, колеса. На работу это никак не влияет, но создает комфортные условия. Большинство сварочных трансформаторов переменного тока укомплектованы одинаковыми деталями с разницей в габаритах. Это позволяет делать устройства одного типа, отличающиеся показателями. Агрегат может комплектоваться выпрямителем для выработки постоянного тока. Аппаратами постоянного тока выполняется качественная сварка, производятся работы с цветными металлами и нержавейкой.
Большинство моделей имеют стальной сердечник из абсолютно одинаковых пластин – магнитопровод. Он может иметь подвижную часть или быть цельным. Пластины изолированы, чтобы увеличить КПД и уменьшить нагрев. Они образуют плотный пакет, стянутый шпильками. Неплотность пакета приводит к вибрации, что на слух воспринимается, как сильное гудение. Ток в трансформаторном сварочном аппарате (ТСА) подбирается плавно или ступенями. При плавном подборе изменяют зазор в магнитопроводе, сопротивление меняется. Ступенчатое регулирование включает в цепь разное количество витков обмоток. Независимо от способа, роль сварщика заключается во вращении рукоятки или переключении коммутатора.
2
Почему электричество соединяет металлы?Трансформатор понижает сетевое напряжение до требуемого уровня. Предъявляемые к аппарату требования исходят из особенностей материалов для обработки. Под них подбирают принцип действия и комплектацию, детали уточняются в параметрах и регулировке. Во многих случаях требуется очень точная настройка, и устройство аппарата это учитывает. Функциональный принцип работы сварочного трансформатора и его устройство взаимосвязаны.
Вторичная обмотка сварочного трансформатора
Аппарат выполняется обычно с первичной и вторичной обмотками. Напряжение 220 или 380 В подается на первичную. Со вторичной снимается напряжение 30–80 В. Ток увеличивается до 100–700 А, отчего металл плавится и соединяется. В основу ТСА заложена наивысшая отдача мощности. Металлические изделия соединяются между собой при температуре в тысячи градусов, вырабатываемой электрической дугой. Ее появление вызывается коротким замыканием между электродом и металлом. Разряд пробивает воздух, образуется плазма. С уменьшением сопротивления воздушного изолятора увеличивается ток. Чтобы стабилизировать дугу, проводящую ток, поддерживают расстояние между электродом и металлом.
Устройство сварочного трансформатора позволяет изменять силу тока, добиваясь оптимального режима в зависимости от толщины заготовок и вида работ. Постоянство напряжения влияет на стабильность дуги. Малый скачок напряжения ее обрывает, а немного сглаживает скачки регулятор. Используя дополнительные приспособления, можно добиться стабильности электродуги. Перепады гасят фильтры из конденсаторов на входе.
3
Характерные особенности устройств разных типовСначала были придуманы аппараты с дросселем для регулировки тока. Модели простые и безотказные, но не лишены недостатков: очень ограниченные характеристики, сильная вибрация, из-за чего сбиваются настройки, и они потребляют много энергии. Более совершенны устройства с реактивной катушкой и дросселем.
Сварочный трансформатор
В разнотипных аппаратах используются магнитные шунты, подвижные обмотки. Такие агрегаты небольшой массы с лучшими характеристиками. Имеются конструкции с неподвижными шунтами и обмотками, сложной магнитной коммутацией. По этому принципу сконструировано много разных разработок, отчего этот вид СТ и получил название разнотипных. Оборудование на тиристорах – новая разработка на полупроводниках. Переменный ток превращается в импульсы. Вначале тиристорные устройства страдали нестабильностью дуги из-за несовершенства полупроводников. Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Технические характеристики ТСА пребывают в зависимости от конструктивных особенностей. Общие достоинства:
- простое исполнение с минимальным набором деталей без электроники;
- широкий диапазон применения;
- надежная длительная эксплуатация, пригодность для ремонта;
- возможность выбрать аппарат с подходящими параметрами;
- доступные цены.
Сердечник с обмотками
К недостаткам относятся ограниченные возможности. Подобные аппараты потребляют много тока, ими трудно поддерживать дугу и добиться безукоризненного шва. Для работ различного рода больше подходит разнотипный трансформатор. Чтобы добиться качества шва и эффективности, агрегат оборудуют дополнительными устройствами, которые стабилизируют характеристики. Доступность и неприхотливость трансформаторных сварочных аппаратов привлекают потребителей, несмотря на выпуск качественных моделей с лучшими возможностями.
4
Что следует учитывать при выборе – показатели токаВажный показатель для устройства – это количество фаз. Для однофазных СТ требуется 220 В, их можно включать в розетку домашней сети. Для двухфазных потребуется 380 В. Трехфазные могут работать от 220 или 380 В. В паспорте уточните показатель тока, потребляемого устройством. Далее узнайте сечение проводки и определите по справочнику, выдержит ли она работу ТСА. Автоматы домашней сети должны иметь запас не менее 10 %.
От тока на выходе зависит подбор электродов, свойства металла, с которым можно работать. Еще один параметр – напряжение на выходе. Особенно важно для тех, кто хочет варить автомобильные кузова. Чем ниже показатель (от 30 Вольт), тем тоньше металл можно варить. Потребляемая и выходная мощность указывает на количество электроэнергии, которую использует сварочный трансформатор. Следует обратить внимание на разницу показателей. Если она очень большая, агрегат будет использовать много киловатт и выполнять мало работы. В паспорте режим сварки указан в процентах.
К примеру, 70 % значит, что в течение 10 минут агрегат может 7 минут работать и 3 должен отдыхать.
Трансформаторные аппараты десятки лет исправно служат в сельском хозяйстве, промышленности, дома и в любом месте, где понадобятся. Их простота и дешевизна привлекают людей. В руках умельцев они способны работать с металлом разной толщины. С их помощью изготавливают несложные изделия, ремонтируют технику, соединяют трубы отопления и водопровода.
obustroen.ru
Сварочные трансформаторы - устройство, виды
Сварочный трансформатор предназначен для создания электрической дуги, с помощью которой осуществляется дальнейший процесс ручной сварки или сварки под флюсом. Он преобразуют высокое напряжение сети в низкое во вторичной цепи до необходимого для сварки уровня. Такое вторичное напряжение на холостом ходу варьируется от 60 до 75 Вольт. При осуществлении сварки при малых токах (от 60 до 100 Ампер) напряжение холостого хода должно составлять не менее 70 Вольт.
Устройство сварочных трансформаторов
Состоит из силового трансформатора и прибора регулировки сварочного тока. Из-за необходимости большого сдвига фаз тока и напряжения для появления стабильной электрической дуги переменного тока при перемене полярности, необходимо позаботиться об увеличении значения индуктивного сопротивления во вторичной цепи. Если начинает расти сопротивление индуктивности, то вырастает и угол наклона внешней статической характеристики источника питания, а это, в свою очередь, помогает получить падающие характеристики, что требует общая устойчивость системы «дуга — источник питания».
Чаще всего сварочный трансформатор изготавливают двухобмоточным. В таком случае главными его исполнительными деталями выступают первичная и вторичная обмотки, а также магнитопровод. Конструктивное исполнение сварочного трансформатора будет зависеть от следующих показателей и параметров:
- формы и типы обмоток и магнитопровода;
- количество фаз, форма и частота преобразуемого напряжения и тока;
- вид и степень охлаждения обмоток;
- уровень класса изоляции;
- конструкционные параметры машины, где будет монтироваться сварочный трансформатор;
- предъявляемые требования по ограничению массы и снижению уровня сопротивления обмоток.
Сварочные трансформаторы работают в режиме повторно-кратковременной нагрузки с общим числом отключений до 120-ти в минуту, поэтому к их механическим конструкциям принято предъявлять дополнительные требования по показателям прочности.
Внешние характеристики тока и напряжения трансформаторов для ручной сварки делятся на пологопадающие и крутопадающие. Рабочий режим этого вида трансформатора регулируется с помощью обмоточного сопротивления. Трансформаторы же, которые используются при постоянной сварке без регуляции сопротивления и дуги, обладают жесткой внешней характеристикой.
Однофазные сварочные трансформаторы на рынке представлены серией ТД. Такие трансформаторы имеют довольно развитое магнитное поле, которое регулируется с помощью регулятора тока. Плотное магнитное рассеивание обеспечивается за счет идеального друг от друга расстояния обмоток. Также в однофазных трансформаторах для возможности осуществления дополнительной регулировки тока используют плавно-ступенчатое регулирование.
Среди переносных сварочных трансформаторов широкую популярность приобрели модели ТД-306 и ТД-102, имеющие номинальные токи в 250 и 160 Ампер. При работе на больших токах обмотки первичной катушки соединяются последовательно, а вторичной – параллельно. При переходе на работу с малыми токами вторичную катушку отключают. В некоторых моделях, таких как ТД-300 и ТД-500, обмотки вторичных катушек являются подвижными.
Трансформаторы с нормальным магнитным рассеиванием
У таких сварочных трансформаторов величина тока регулируется с помощью изменения величины воздушного зазора. Это происходит за счет передвижения дросселя. Сейчас трансформаторы с нормальным магнитным рассеиванием практически не встретишь на крупных предприятиях и заводах. Исключение могут составлять только модели ТСД-1000-3 и ТСД-2000-2, да и те используются лишь в автоматизированной сварке под флюсом. А дело все в том, что данные трансформаторы были придуманы одними из первых, а, следовательно, имели максимальное число недостатков (один из них – неимоверно сильная вибрация). Они уже давно сняты с производства, а оставшиеся экземпляры попросту доживают свои дни.
Регулировка сварочного тока
Процесс регулировки воздушного зазора осуществляется путем контрастных изменений воздушного зазора между неподвижной и подвижной частями действующего магнитопровода. Если начать увеличивать магнитный зазор, то произойдет постепенное увеличение сопротивления всего магнитопровода. Величина магнитного потока начнет стремительно падать, вместе с ней снижается сопротивление индуктивности, что приводит к увеличению величины сварочного тока. Если воздушный зазор исключить вовсе, то дроссель берет на себя роль катушки, и тогда величина тока примет минимальную величину. По этим причинам, если мы хотим добиться максимального значения величины сварочного тока, нам необходимо максимально увеличить расстояние между катушками (воздушный зазор). Данная регулировка имеет плавные характеристики настройки, поэтому позволяет осуществлять довольно точные настройки.
Однопостовые сварочные трансформаторы
Однопостовые сварочные трансформаторы используются при работах с ручной сваркой и сварки под флюс. К таким трансформаторам предъявляются повышенные технологические требования, поскольку они должны позволять осуществлять плавное и устойчивое горение дуги во время работы с электродами, обладающими высоким стабилизирующим действием. Только такие электроды позволяют работать с переменным током так, чтобы выходные характеристики сварочного трансформатора остались без изменений. Использование других типов электродов может привести к нестабильному горению дуги, особенно это наглядно видно при токах ниже 100 Ампер.
Разновидности
Сварочные трансформаторы принято классифицировать исходя из их электромагнитной схемы и способа регулирования. Трансформаторы амплитудного регулирования со стандартным уровнем рассеивания делятся на трансформаторы, имеющие дроссель насыщения, и трансформаторы, имеющие дроссель магнитного зазора. Трансформаторы амплитудного регулирования с большим уровнем рассеивания бывают с:
- подвижным шунтом;
- реактивной обмоткой;
- подвижной катушкой;
- конденсатором;
- подмагниченным шунтом;
- рассеивающими обмотками;
- импульсными стабилизаторами.
Тиристорные трансформаторы, имеющие возможность регулировки фаз, делят на трансформаторы с подпиткой и трансформаторы с импульсной стабилизацией.
Сварочные трансформаторы с отдельным дросселем
Такие трансформаторы обладают крайне жесткими внешними характеристиками, которые появляются из-за малой величины магнитного рассеивания и небольшого показателя сопротивления индуктивности у трансформаторных обмоток. Ниспадающую внешнюю характеристику получают за счет дросселя, который имеет большое индуктивное сопротивление.
Сварочные трансформаторы с магнитными шунтами
Данные трансформаторы обладают плавными падающими характеристиками, которые получают за счет увеличения величины рассеивания. Это рассеивание образуется благодаря дальнему расположению друг от друга обмоток и шунта. Изменение выходных характеристик происходит после плавной регулировки шунта и ступенчатого переключения катушек.
podvi.ru





Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






