
Сварочная проволока для полуавтомата — виды и маркировка
Сварочная проволока – это изделие определённого химического состава, диаметра, формы, вида производства. Проволока сплошного сечения изготавливается из сталей и сплавов, порошковая проволока изготавливается из стального штрипса, свернутого в трубчатый электрод, наполненный шихтой – порошком. Проволоки применяются для механизированной сварки для значительного увеличения производительности проведения сварочных работ.
1 / 1
Подробное описание
Сварочная проволока выполняет роль присадочного материала. Используется для сварки деталей из: алюминия и его сплавов, меди и медных сплавов, сталей и других сплавов.
Проволока поставляется в катушках, массой, как правило, 1/5/15/18 кг.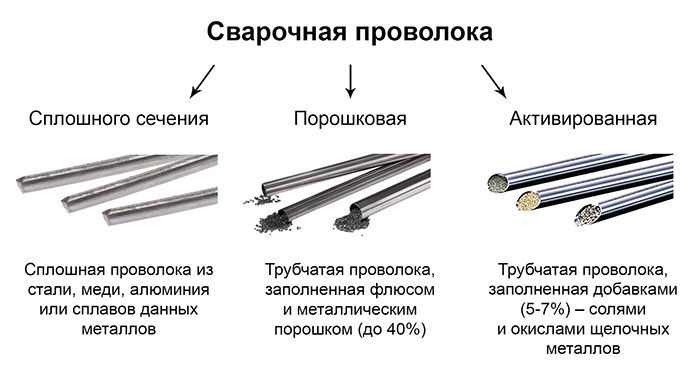
Наиболее распространенные диаметры сварочной проволоки сплошного сечения:
-
0,6 мм; -
0,8 мм; -
1,0 мм; -
1,2 мм; -
1,6 мм.
Наиболее распространенные диаметры сварочных порошковых проволок:
-
1,0 мм; -
1,2 мм; -
1,6 мм.
Этих размерных показателей вполне достаточно для удовлетворения потребностей большинства сварочных производств РФ. Диаметр сварочной проволоки, как правило, подбирается под решение конкретной задачи, зависит от величины сварочного тока, пространственного положения, иных факторов.
Об особенностях
Сварочная проволока сплошного сечения «КЕДР» обладает высокими сварочно-технологическими свойствами, присущими европейским аналогам. Длина проволоки на катушке составляет от нескольких сотен метров метров до нескольких километров, что очень удобно при использовании сварки в производственных условиях. Кроме того, при использовании качественной проволоки образуется минимальное количество шлака на поверхности сварного шва, что позволяет минимизировать процедуры по зачистке. Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Длина проволоки на катушке составляет от нескольких сотен метров метров до нескольких километров, что очень удобно при использовании сварки в производственных условиях. Кроме того, при использовании качественной проволоки образуется минимальное количество шлака на поверхности сварного шва, что позволяет минимизировать процедуры по зачистке. Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Разновидности
Омеднённая сплошного сечения
Омеднённая проволока КЕДР используется для сварки изделий из углеродистой и низколегированной стали. Медное покрытие, нанесённое на проволоку, позволяет добиться качественного токопереноса на проволоку в контактном наконечники, также это снижает коэффициент трения и, как следствие, износ расходных частей горелки. Наплавленный металл шва имеет высокое сопротивление ударным нагрузкам и разрыву. За счёт идеально подобранного химического состава проволоки, существенно уменьшается разбрызгивание электронного металла в процессе сварки.
Порошковая проволока газозащитная
По сути порошковая проволока – это металлическая трубка, полость которого заполнена флюсом (шихтой), который применяется для поддержания стабильного горения дуги, образования шлака, формирующего форму шва, защитных функций и др. Допустимо добавление легирующих элементов в шихту для получения специальных свойств наплавленного металла. Ключевым преимуществом использования данного типа проволоки является отсутствие разбрызгивания, мягкое горение дуги, контролируемая сварочная ванна, отличный внешний вид шва.
Порошковая проволока самозащитная
Ключевым преимуществом использования данного типа проволоки является отсутствие необходимости в защитном газе с сохранением всех преимуществ использования порошковой газозащитной проволоки.
Проволока сплошного сечения из нержавеющей стали
Проволока из нержавеющей стали применяется для сварки высоколегированных сталей.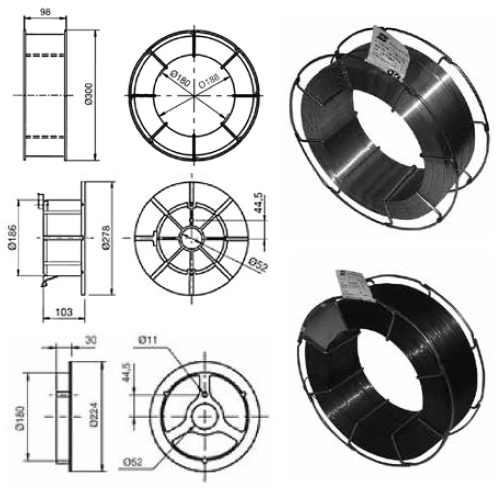
Проволока сплошного сечения из цветных металлов и сплавов
Для сварки алюминия и его сплавов применяется либо чистая алюминиевая проволока, либо алюминиевая проволока, легированная магнием, кремнием, марганцем и др. химическими элементами.
Медная проволока используется для сварки деталей из медных сплавов, наплавки на стальные изделия.
Ассортимент проволоки ГК КЕДР
В каталоге представлены десятки вариантов проволоки порошковой, стальной омедненной, а также из нержавеющей стали и алюминия. Все расходные материалы для полуавтомата изготовлены из высококачественного сырья. На каждой стадии осуществляется производственный контроль, что позволяет минимизировать отклонения, что позволяет добиться стабильно высокого качества готовой продукции.
Заказать проволоку для сварки в ГК «Кедр» можно в любом количестве по доступной цене и с доставкой по всей России.
Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
Соединяют:
различные виды сталей, в том числе, нержавеющего класса;
чугун;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.

Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.

Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.

Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.

К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т. п.
п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
0
0
1
0
Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Сварочная проволока согласно ГОСТ 2246-70
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.

Недостатки
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.
Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.

Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.
Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.
Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки:
Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния. |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
Виды сварочной проволоки
Современные производственные процессы в большинстве случаев требует применения различных способов сварки металлов и тугоплавких материалов. Для этого используется сварочное оборудование, технические газы и расходные материалы. К категории последних относится сварочная проволока. Этот материал применяется при автоматической и полуавтоматической сварке. В зависимости от используемого вида сварочной проволоки при этом у готового изделия появляется ряд потребительских свойств, которые существенно отображаются на всем процессе его дальнейшей эксплуатации.
Для этого используется сварочное оборудование, технические газы и расходные материалы. К категории последних относится сварочная проволока. Этот материал применяется при автоматической и полуавтоматической сварке. В зависимости от используемого вида сварочной проволоки при этом у готового изделия появляется ряд потребительских свойств, которые существенно отображаются на всем процессе его дальнейшей эксплуатации.
Сварочная проволока требуется для сварочных процессов в тех областях, где необходимо достичь максимально качественного результата при соединении различных металлических деталей. При этом учитывается то, что сварочный шов должен быть ровным, прочным, пластичным и устойчивым к разрывам и коррозии. Поэтому особое значение при организации различных сварочных производственных операции отдается выбору сварочной проволоки. В этом материале можно ознакомиться с основными видами сварочной проволоки и получить общее представление о том, как правильно выбрать подходящий расходный материал для получения результата максимального качества сварки.
Сварочная проволока подразделяется на виды по основным признакам, которые включают в себя такие параметры, как строение стержня, химический состав и наличие легирующих компонентов. По этим признакам можно выделить три основные группы сварочной проволоки:
- сварочная проволока с низким содержанием углерода;
- сварочная проволока с незначительным содержанием легирующих элементов;
- сварочная проволока с высоким содержанием легирующих компонентов.
Эти три группы делятся на подвиды по строению проволоки. Для различных сварочных процессов может использоваться как наплавочная порошковая проволока, так и стальная или омедненная сварочная проволока. Для того, чтобы правильно выбрать тот или иной вид сварочной проволоки, необходимо читать маркировочную строку, которая имеется на каждой упаковке проволоки. Как правило, там указываются все существенные параметры, оказывающие влияние на производственный сварочный процесс.
Наплавочная порошковая сварочная проволока используется практически повсеместно, где необходима сварка под флюсом ответственных деталей, испытывающих высокие нагрузки в процессе эксплуатации. С помощью порошковой наплавочной сварочной проволоки осуществляют все производственные операции по соединению металлических деталей из углеродистых сталей. Изделия, которые обработаны при помощи полуавтоматического метода сварки с использованием наплавочной порошковой проволоки в дальнейшем могут выдерживать воздействия высоких температур и давления. Наплавочная порошковая сварочная проволока выпускается различных диаметров, от 3 до 6 миллиметров.
С помощью порошковой наплавочной сварочной проволоки осуществляют все производственные операции по соединению металлических деталей из углеродистых сталей. Изделия, которые обработаны при помощи полуавтоматического метода сварки с использованием наплавочной порошковой проволоки в дальнейшем могут выдерживать воздействия высоких температур и давления. Наплавочная порошковая сварочная проволока выпускается различных диаметров, от 3 до 6 миллиметров.
Стальная сварочная проволока используется при сварке низколегированной стали. Лучше всего для этих целей использовать стальную сварочную проволоку с омедненной поверхностью. Это создает дополнительные защитные свойства поверхности сварочного шва и предотвращает в процессе эксплуатации полученной конструкции возможность возникновения коррозионных и абразивных процессов. Стальная сварочная проволока с неомедненной поверхностью используется для сварки легированных сталей, и металлов с низким содержанием углерода. Диаметр неомедненной сварочной проволоки может составлять от 0,8 до 6 миллиметров. Омедненная сварочная проволока чаще всего имеет диаметр от 0,8 до 1,6 миллиметров.
Омедненная сварочная проволока чаще всего имеет диаметр от 0,8 до 1,6 миллиметров.
Сварочная проволока: основные виды и использование
Проволока сварочная представлена на рынке в широком ассортименте. Каждый ее вид предназначен для выполнения определенного вида работ. Чтобы правильно купить сварочную проволоку в Астане, необходимо учитывать ее назначение и характеристики.
Сварочная проволока – основной расходный материал для аргонодуговой и газовой сварки автоматом или полуавтоматом. Правильный выбор этого присадочного материала – залог получения качественного сварного соединения и долговечности сварочного оборудования.
Материал сварочной проволоки
Проволока должна быть по составу приближена к обрабатываемому металлу. Это главный критерий подбора. При соблюдении этого условия можно получить качественный и долговечный сварной шов.
Омедненная стальная проволока – самый востребованный материал. В продаже имеется углеродистый, низко-, средне- и высоколегированный расходный материал. Нанесение меди предотвращает коррозионное воздействия влаги и усиливает контакт проволоки с токоподводами. Омедненная проволока – оптимальный выбор для сварного соединения углеродистых и низколегированных стальных сплавов. Ее использование усиливает прочность сварного шва и уменьшает брызги металла, а также обеспечивает стабильную и ровную дугу при любых режимах работы сварочного аппарата.
Нанесение меди предотвращает коррозионное воздействия влаги и усиливает контакт проволоки с токоподводами. Омедненная проволока – оптимальный выбор для сварного соединения углеродистых и низколегированных стальных сплавов. Ее использование усиливает прочность сварного шва и уменьшает брызги металла, а также обеспечивает стабильную и ровную дугу при любых режимах работы сварочного аппарата.
Если планируется соединение деталей из углеродистой стали с их дальнейшей термообработкой, потребуется порошковая проволока. А медный расходный материал – оптимальный выбор для сварки деталей и конструкций из чистой меди и сплавов.
Алюминиевая проволока сварочная используется при работе со сплавами алюминия. Этот расходный материал широко востребован для сварки алюминиевых профилей, в автомобильной индустрии, судостроении и других отраслях.
Для сварного соединения конструкций из нержавеющих сталей, в составе которых есть хром, никель, молибден, применяется нержавеющая сварочная проволока.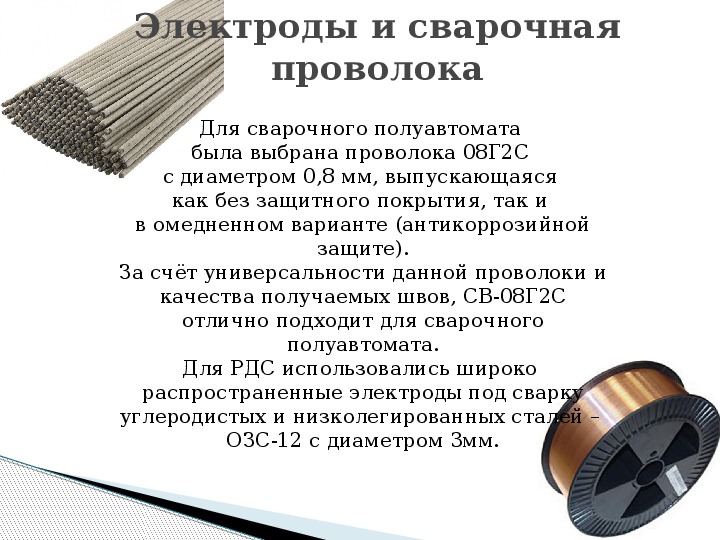 Сварочные работы должны вестись в защитных газах.
Сварочные работы должны вестись в защитных газах.
Сварочная проволока от компании «ИТС-Астана»
Сомневаетесь, какую сварочную проволоку выбрать? Лучше всего предварительно проконсультироваться со специалистами. Менеджеры компании «ИТС-Астана» подробно ответят на все вопросы и помогут купить сварочную проволоку в Астане в соответствии с решаемыми задачами. Получить профессиональную консультацию можно в телефонном режиме или непосредственно у нас в офисе.
Советы по выбору проволоки для (MIG) сварки
Советы по выбору проволоки для MIG сварки
Свариваемость
При определении сварочных характеристик проволоки для процесса MIG учитываются перечисленные ниже параметры.
- Прочность металла шва
- Текучесть сварочной ванны
- Форма шва и смачиваемость кромок
- Склонность к разбрызгиванию
Прочность металла шва
Прочность металла шва предполагает низкую пористость, высокое качество сплавления и отсутствие растрескивания.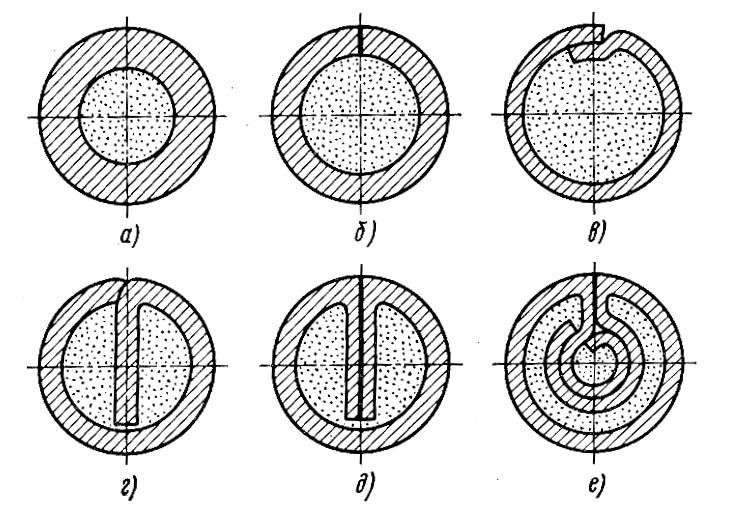 Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Процесс
Контроль пористости
Чтобы свести к минимуму образование CO и, соответственно, обеспечить наименьший уровень пористости, необходимо раскисление сварочной ванны. Для этого в проволоку Spoolarc добавляются элементы, которые «связывают» кислород, не давая ему соединяться с углеродом и образуя вместо этого безвредный шлак.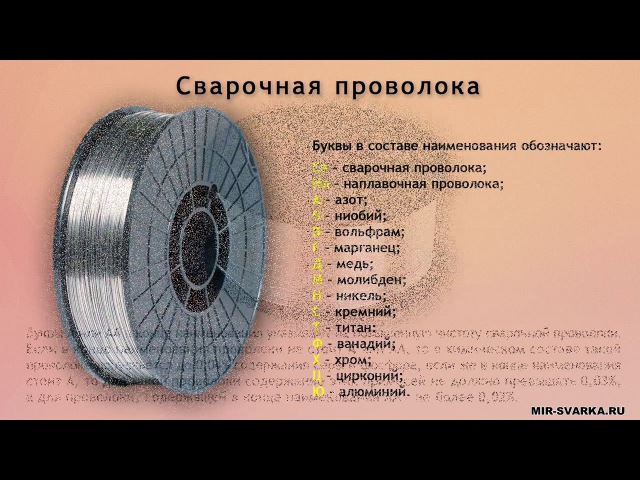 Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Текучесть сварочной ванны, форма шва и разбрызгивание
Текучесть расплава в сварочной ванне важна по несколькими причинам. Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Внимание! Слишком высокая текучесть ванны может привести к сложностям при сварке из неудобного положения или формировании ослабленных горизонтальных угловых швов.
Влияние марганца и кремния
Выбор содержания марганца и кремния в проволоке для сварочного процесса MIG — это, как правило, основное решение, принимаемое оператором. Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Влияние защитного газа и напряжения дуги
Использование защитного газа CO2 ведет к неравномерному переходу металла с проволоки на основной металл, делает профиль шва более выпуклым и увеличивает потери от разбрызгивания.
Защитные газы на базе аргона делают переход металла с проволоки на шов более ровным и равномерным, улучшают форму шва, сводят к минимуму потери от разбрызгивания и уменьшают образование пара.
Повышение напряжения дуги увеличивает текучесть ванны, делает швы более плоскими, усиливает смачиваемость кромок и разбрызгивание. Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Проволоки Spoolarc предлагаются с медным покрытием, которое наносится с использованием патентованного производственного процесса ЭСАБ HI DEP III, или без покрытия (медной оболочки). Для проволоки Spoolarc доступны различные варианты сплавов, диаметров и упаковок, которые способны удовлетворить самые сложные требования заказчиков.
Проволоки Spoolarc с медным покрытием или без него обеспечивают отличную подачу и стабильность дуги в самых жестких производственных условиях и сценариях применения даже при высокой скорости подачи проволоки, что, в свою очередь, уменьшает время простоя и повышает производительность.
Примечание. Проволоки Spoolarc без покрытия — оптимальный выбор для заказчиков, которым не требуется медное покрытие.
Повышение качества подачи с материалами ЭСАБ
Проволоки Spoolarc
- Все проволоки Spoolarc для сварочного процесса MIG проходят очистку после протяжки. С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
- Проволока Spoolarc HI DEP III обладает матовой поверхностью с тонким (обычно 0,05 % от веса) медным покрытием, которое отличается плотным прилеганием и исключает образование медных хлопьев.
- В отличие от покрытия многих традиционных видов проволоки для сварки MIG, покрытие проволоки Spoolarc не блестит. Блестящая проволока не обеспечивает высоких сварочных характеристик. Такие проволоки содержат больше меди в покрытии (до 0,30 % от веса), и на них могут образовываться медные хлопья, что снижает их эксплуатационные характеристики.
- Высокопрочная проволока менее склонна к потере устойчивости под сжимающими нагрузками. В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.
 В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.
В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.Отличные характеристики дуги
- Выбирая для работы проволоку Spoolarc от компании ЭСАБ, вы сводите к минимуму разбрызгивание — распространенную проблему других проволок для процесса MIG.
- Проволоки Spoolarc образуют высококачественные мягкие дуги при более низком напряжении, что позволяет точно контролировать сварку, снизить содержание водорода в металле шва и улучшить проплавление.
- Проволоки Spoolarc продлевают срок службы контактного наконечника. Запатентованный производственный процесс компании ЭСАБ помогает улучшить передачу тока, снизить дугообразование и уменьшить разрушение контактного наконечника, особенно при сильном токе и высокой скорости подачи проволоки. Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.
 Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.
Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.Проволоки Spoolarc от компании ЭСАБ для сварочных швов с низким содержанием водорода. Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
ВНИМАНИЕ! Не забудьте проверить шов
Данные, содержащиеся в этом руководстве, основаны главным образом на испытаниях AWS, проводимых в стандартных условиях эксплуатации. Однако фактические результаты обычно отличаются от указанных в той мере, в какой условия выполнения работ отклоняются от стандартных. На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
- Химический состав основного металла
- Толщина основного металла
- Размер сварного шва
- Растворение металла шва в основном металле
- Интенсивность теплоотвода (влияет на скорость охлаждения шва)
В связи с этим важно проверить выбранное сочетание проволоки и газа в месте конкретного сварного соединения и при тех условиях, которые создаются непосредственно в ходе производственного процесса. В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
Виды сварочной проволоки для полуавтомата
Сварочная проволока для полуавтомата является, пожалуй, главной особенностью работы с подобной техникой, так как материал подается в рабочую зону посредством специального механизма. Еще проволока выполняет такую же функцию, что и электрод, используемый в ручной дуговой сварке.
Еще проволока выполняет такую же функцию, что и электрод, используемый в ручной дуговой сварке.
Схема полуавтоматической сварки проволокой без газа.
Существующие виды проволоки
Выделяют две основные группы материалов для сварки полуавтоматов. Каждая из них отличается специфическим набором свойств, что позволяет работать оператору в разных условиях. Различаются:
- Присадочный материал сплошного сечения.
- Порошковая проволока для сварки.
Первый из вариантов регламентируется ГОСТом 2246-70. Насчитывается около 76 разновидностей такого материала. Но в широком пользовании находится лишь часть из них, остальные исполнения применяются в узкоспециальном производстве. Выбор проволоки должен основываться на том, конструкция какого материала будет вариться.
Пожалуй, наиболее популярен вариант присадочного материала, используемый для соединения деталей из низкоуглеродистых и низколегированных сталей (СВ-08Г2, СВ-08ГС). Сварочная проволока для полуавтоматов в данном исполнении встречается в двух видах:
- омедненная;
- неомедненная.

Виды проволоки для сварки.
Большей популярностью первый вариант, что обусловлено повышением устойчивости к образованию коррозии. Однако данный вид материала имеет и недостаток (попадание испарений при плавке меди в воздух). Более безвредный способ – неомедненная проволока, имеющая антикоррозионное покрытие. В результате исключается вероятность выделения паров купрума в воздушную среду.
Порошковая проволока не требует дополнительного использования защитного газа для обеспечения более высокого качества сварного соединения, так как в состав данного присадочного материала изначально заложен окислительный порошок.
При повышении температуры выделяется небольшое облако газа (благодаря порошкам), служащее защитой от контакта зоны сварки с кислородом. Такая проволока существует в разных исполнениях, отличных по конфигурации оболочки. Внутри же заложен тот самый окислительный порошок. В зависимости от его состава различают:
- Рутиловый материал.
- Рутил-органический.
- Рутил-флюоритный.
- Флюоритный.
- Карбонатно-флюоритный.

В качестве основных свойств данного материала можно выделить возможность стабилизации дуги, исключение вероятности окисления металла.
Вернуться к оглавлению
Особенности отдельных видов проволоки
Конструкции из нержавейки требуют использования высоколегированного присадочного материала (ГОСТ 18143-72). Одной из наиболее популярных марок является 12Х18Н10Т. Это обусловлено рядом свойств, присущих такой проволоке: жаропрочность, стойкость к воздействию агрессивных веществ и коррозионных процессов. В состав данного материала входят фосфор, кремний, углерод, магний, хром, сера и никель.
Формы оболочек порошковой проволоки.
Сварка алюминиевой проволоки обеспечит конструкцию (и сварной шов, в частности) повышенной степенью надежности и достаточно высокими технологическими характеристиками. Особенностью работы с таким присадочным материалом является некоторая вероятность образования петли при наличии сопротивления в рукаве (даже незначительного). Это обусловлено тем, что данный материал отличается мягкостью в сравнении с той же нержавеющей сталью.
Это обусловлено тем, что данный материал отличается мягкостью в сравнении с той же нержавеющей сталью.
В качестве рекомендации по работе с такой проволокой можно назвать желательное применение механизма подачи присадочного материала с 4 роликами, а также коротким рукавом с вкладышем из тефлона. Это позволит заметно снизить сопротивление трения. Часто используются следующие марки данного материала: СВ-АК5, СВ-АМг-5. Сварка алюминиевой проволоки производится обычно в среде защитных газов во время работы с алюминиевыми сплавами. Существуют наиболее популярные размеры такой проволоки (диапазон значений диаметров – 0,8-1,2 мм).
Вернуться к оглавлению
Как работать сварочным полуавтоматом?
В зависимости от того, какой вид проволоки используется, будет варьироваться список необходимого оборудования:
- непосредственно сам сварочный аппарат с узлом подачи проволоки;
- инструмент для зачистки шва;
- газовый баллон (если используется порошковая проволока для работы полуавтоматом, тогда этот пункт следует пропустить).

В качестве используемых материалов достаточно проверить наличие достаточного количества присадочного материала и металлической конструкции. Удобство использования полуавтомата заключается в том, что оператором выполняется лишь часть действий, так как основная работа отводится механизму подачи проволоки.
Но это не значит, что данный вид сварки не требует особых навыков.
Важно выполнять действия в соответствии с рекомендациями: держать электрод под небольшим углом (от 30 до 45°), в случае если работа ведется на участке, где металл довольно большой толщины, следует дополнительно производить колебательные движения электродом. Для металла толщиной до 3 мм этого делать не нужно. Еще несколько слов о том, почему важно удерживать электрод под нужным углом. Дело в том, что этот фактор напрямую влияет на сварочный процесс, в частности, на глубину провара металла. Перед тем как начинать работу, устанавливают достаточное значение силы тока в соответствии с рабочим материалом, его видом и толщиной. Чем точнее будут выставлены настройки, тем более качественный сварной шов получится на выходе.
Чем точнее будут выставлены настройки, тем более качественный сварной шов получится на выходе.
Таким образом, если правильно подобрать присадочный материал, то можно получить надежное сварное соединение, которое прослужит длительный период. При выборе проволоки необходимо учитывать в первую очередь род свариваемого металла, а также его толщину.
Если задействовать флюс, то не будет необходимости применять громоздкое оборудование в виде баллона с защитным газом. Полуавтомат чаще всего используется операторами, которые имеют некоторый опыт работы с таким сварочным оборудованием.
Когда их использовать и почему
Может быть непросто решить, какой сварочный процесс использовать. Изучите основы сплошной и порошковой проволоки и узнайте, как максимально использовать преимущества каждой из них.
Сравнение преимуществ сварки MIG и порошковой проволоки
Сварка
MIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки. Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, подходящий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, подходящий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные повлияют на решение сварщика использовать сплошную или порошковую проволоку. Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки MIG
Источники питания MIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона с газом под давлением. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги.Возможно, потребуется использовать лобовые стекла.
Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги.Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная. Для порошковых проволок с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх.Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса от проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх.Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса от проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов.Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт и 160-170 ампер, и с использованием 75 процентов аргона и 25 процентов защитного газа двуокиси углерода, как правило, будет производить небольшое разбрызгивание и создавать меньшее тепловое тепло -поврежденный участок и уменьшит вероятность прожога. В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение строительной площадки при выборе между сплошной и порошковой проволокой.В таких средах, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса.Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина. Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина. Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей.Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки. Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать сплошную проволоку слишком маленького размера для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность.Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час).Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час).Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях. Что касается производительности, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров.Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователя, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобилестроении, сельском хозяйстве и домашних хобби. Сварщик может использовать сплошную проволоку с большей толщиной, потому что здесь нет шлака, который нужно удалить, он готов к покраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что не следует придерживаться принципа «один размер подходит всем». Сплошная проволока, самозащитная порошковая проволока и газозащитная порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования. Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумайте о наличии как сплошной, так и порошковой проволоки.
Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумайте о наличии как сплошной, так и порошковой проволоки.
Выбор провода MIG
Конкуренция на шельфе, рост стоимости сырья, более высокие тарифы на электроэнергию и повышенные транспортные расходы — это лишь некоторые из проблем, которые сегодня заставляют производителей внимательно искать способы снижения затрат и, в конечном итоге, повышения прибыли.
Поскольку сварка может быть важной производственной деятельностью для многих компаний, обычно это один из первых производственных процессов, который подвергается тщательной проверке, когда целью является сокращение затрат.К сожалению, многие производители думают, что переход на более дешевую проволоку MIG станет серебряной пулей для увеличения баланса. На самом деле, использование проволоки для сварки MIG более низкого качества может означать дополнительные затраты на операции до и после сварки, такие как резка, формовка, подготовка поверхности и стыков, предварительный нагрев, очистка, прихватка, шлифование и окраска.
Фактически, при рассмотрении общих затрат на сварку стоимость проволоки часто составляет примерно четыре процента от фактических затрат на сварку, в то время как основная часть затрат приходится на накладные расходы и оплату труда.Таким образом, экономия копейки на стоимости проводов в конечном итоге может стоить компании гораздо больше, поскольку она снижает производительность труда, чего в противном случае можно было бы избежать.
Выбор качественной проволоки для сварки MIG имеет решающее значение. Он может быть более щадящим и обеспечивать надежную сварку даже в менее чем идеальных условиях. Возьмем, к примеру, тарелку с поверхностными загрязнениями. Правильная сварочная проволока для сварки MIG может сделать некоторые операции перед сваркой ненужными. По мере того, как все больше компаний переходят на робототехнику, качественная проволока для сварки MIG будет обеспечивать точность размещения проволоки и однородность сварного шва, делая доработку менее сложной задачей.
Распространенные ошибки при выборе проволоки MIG и как их избежать
Наиболее распространенными типами проволоки MIG для сварки низкоуглеродистой стали являются ER70S-3 и ER70S-6. Эти провода предназначены для удовлетворения минимальных требований к прочности на разрыв 70 000 фунтов на квадратный дюйм. Но какой из них лучше всего подходит для конкретного приложения?
ER70S-3 обычно используется на чистом, обезжиренном и нержавеющем основном материале. Это также лучший выбор для предотвращения островков кремния, которые иногда могут образовываться на вершине сварного шва, придавая ему «стеклянный» вид.Краска, нанесенная на силиконовый островок, позже может отслоиться. Кроме того, при многопроходной сварке островок кремния может быть обнаружен на рентгеновском снимке как включение шлака. Такие дефекты могут потребовать дорогостоящей доработки.
Выберите проволоку ER70S-6 для сварки на листах с прокатной окалиной или поверхностными загрязнениями, так как эта проволока содержит соответствующий раскислитель для решения этих проблем. Раскислитель поглощает кислород, так что он испаряется в дугу или образует оксиды накипи. ER70S-6 также лучше подходит для создания плавного перехода от сварного шва к основному металлу, также известного как врезка или врезка.Лучшая смывка может потребоваться в приложениях, подверженных усталости. Проволока ER70S-6 может обеспечить лучшее смачивание на носке сварного шва по сравнению с проволокой ER70S-3.
Раскислитель поглощает кислород, так что он испаряется в дугу или образует оксиды накипи. ER70S-6 также лучше подходит для создания плавного перехода от сварного шва к основному металлу, также известного как врезка или врезка.Лучшая смывка может потребоваться в приложениях, подверженных усталости. Проволока ER70S-6 может обеспечить лучшее смачивание на носке сварного шва по сравнению с проволокой ER70S-3.
Качественная проволока MIG имеет решающее значение для роботизированной сварки.
Beyond Mild Steel
Сталь HSLA (высокопрочная низколегированная) становится все более популярной для изготовления во многих отраслях промышленности. Кроме того, AHSS (улучшенная высокопрочная сталь) набирает обороты в автомобильной промышленности, где снижение веса становится приоритетом.
Однако исследования показали, что увеличение прочности основного металла в AHSS делает сварную конструкцию более восприимчивой к дефектам сварного шва. Дефекты и неоднородности в зоне сварного шва и термического влияния, которые ранее допускались при использовании низкоуглеродистой стали, могут привести к браку сварных конструкций из AHSS. Важно выбрать сварочные материалы премиум-класса и оптимизировать сварочные процедуры вместе с программой обеспечения качества для сварки AHSS.
Важно выбрать сварочные материалы премиум-класса и оптимизировать сварочные процедуры вместе с программой обеспечения качества для сварки AHSS.
Особенно важно при сварке HSLA (высокопрочная низколегированная) и AHSS (высокопрочная высокопрочная сталь) уделять особое внимание подгонке электродов в зависимости от требований и условий конкретного применения.Эти приложения обычно менее прощают дефекты сварки.
«Соответствующий» металл сварного шва имеет минимальные заданные пределы текучести и прочности на разрыв, равные или превышающие минимальные заданные прочностные характеристики основного металла. Однако в случае превышения соответствия металла сварного шва регулирующей переменной является основной металл. В этой ситуации важно проверить емкость основного металла, чтобы убедиться, что соединение
имеет необходимую прочность.Перед окончательным выбором обязательно проконсультируйтесь со своим дизайнером, инженером по сварке и поставщиком электродов.
Влияние диаметра проволоки
Постоянный диаметр проволоки имеет решающее значение для обеспечения надлежащего прохождения тока от контактного наконечника к проволоке. Проволока недостаточного размера вызывает искрение между проволокой и внутренним диаметром наконечника, которое разрушает внутренний диаметр. наконечника и, в конечном итоге, сплавит наконечник с проводом. Проволока слишком большого размера вызывает чрезмерное усилие подачи, блокировку наконечника, проскальзывание проволоки и простои.
При изготовлении проволоки необходимо соблюдать осторожность, чтобы избежать резких изменений диаметра и литья, когда концы проволоки соединяются стыковыми швами. Эти места производственного стыкового сварного шва внутри вашей катушки или барабана с проволокой часто могут привести к значительным колебаниям диаметра проволоки или к литью на проволоке MIG более низкого качества. Изменение диаметра проволоки со временем, даже в пределах диапазона спецификации AWS, также может повлиять на наплавку на целых восемь процентов. Один из способов, которым производители могут обеспечить постоянный диаметр проволоки и повысить качество сварного шва, — это проверить 100% проволоки с помощью методов лазерного микрометрического контроля.
Один из способов, которым производители могут обеспечить постоянный диаметр проволоки и повысить качество сварного шва, — это проверить 100% проволоки с помощью методов лазерного микрометрического контроля.
Важность химического состава
Обязательно выбирайте проволоку с постоянным химическим составом. Почему? Постоянный химический состав обеспечивает более стабильную работу. Постоянная производительность приведет к более строгому и стабильному контролю качества. Ваши операторы и инженеры-сварщики с большей вероятностью смогут настроить и забыть свои процедуры, вместо того, чтобы перенастраивать их на проволоку с сильно колеблющимся химическим составом.
Вот что следует учесть. AWS A5 признает два метода анализа и контроля сплавов.01. В первом и наиболее распространенном варианте используется контроль партии по номеру плавки. Типичная сертификация тепла основана на небольшом образце, взятом из плавки расплавленной стали. Полученная в результате термосертификация показывает, что химический состав плавки стали соответствует требованиям AWS для ее предполагаемого использования. Проблема в том, что этот небольшой образец для испытаний мельницы представляет химический состав огромного количества — часто 250 000 фунтов. — из жидкой стали.
Проблема в том, что этот небольшой образец для испытаний мельницы представляет химический состав огромного количества — часто 250 000 фунтов. — из жидкой стали.
Кроме того, во время непрерывной разливки стали в ковше происходит сегрегация элементов снизу вверх по мере разливки тепла.Как правило, конец плавки (верхняя часть ковша) будет содержать сталь, которая имеет скопление остатков и элементов, не указывающих на остальную часть тепла. Поскольку термическая сертификация представляет собой среднее значение начала, середины и конца плавки, существует некоторая вероятность того, что материал в плавке может содержать сталь, не отвечающую требованиям AWS. Кроме того, поскольку на заводе плавятся разные заказы, материалы с разным химическим составом могут смешиваться друг с другом. Этот переходный материал может изменить — иногда значительно — природу стали.
Второй метод анализа и контроля сплавов — это контролируемый химический состав. В этом сценарии каждая катушка поступающего прутка (обычно от 2500 до 4500 фунтов необработанной стальной проволоки) дважды проверяется производителем электродов на химический состав перед запуском в производство. Таким образом, свойства конкретных рулонов стали согласовываются с качествами, которые желательны для конкретных электродов, и сталь соответственно запускается в производство электродов. По сравнению с методом термической сертификации этот метод позволяет обеспечить дополнительную согласованность химического состава.
Таким образом, свойства конкретных рулонов стали согласовываются с качествами, которые желательны для конкретных электродов, и сталь соответственно запускается в производство электродов. По сравнению с методом термической сертификации этот метод позволяет обеспечить дополнительную согласованность химического состава.
Также важно отметить, что, хотя AWS обеспечивает требования к химическому составу готового продукта, отсутствует система мониторинга или контроля за соблюдением требований. Для некоторых приложений соблюдение требований отрасли, для которой создается приложение, может быть более важным, чем соответствие стандартам AWS. Эти отраслевые стандарты включают Американское бюро судоходства (ABS), Военные требования США (MIL), Lloyds, Bureau Veritas и Американское общество инженеров-механиков (ASME).Барабаны
Speed-Feed® — это один из многих типов упаковки для проволоки SuperArc® MIG.
Упаковка: важнее, чем вы думаете.
При большом количестве вариантов упаковки, представленных сегодня на рынке, выбор правильной упаковки для проволоки MIG является важным фактором, влияющим на стоимость. Например, упаковка массой 250 фунтов и более в бочки, бобины или коробки может дать много преимуществ по стоимости. Как правило, из-за того, что производитель электродов требует меньшего обслуживания, эти пакеты предлагаются по более низкой цене за фунт.
Например, упаковка массой 250 фунтов и более в бочки, бобины или коробки может дать много преимуществ по стоимости. Как правило, из-за того, что производитель электродов требует меньшего обслуживания, эти пакеты предлагаются по более низкой цене за фунт.
Особенно желательно для роботизированных приложений или тяжелых полуавтоматических производственных цехов, оптовые упаковки позволяют сократить количество смен пакетов проволоки за смену или в неделю. С другой стороны, оптовые упаковки могут означать увеличение стоимости запасов и потерю площади для некоторых магазинов. Вот одно приблизительное практическое правило: некоторые в отрасли считают, что наилучшее соотношение цены и стоимости запасов достигается, когда упаковка заканчивается и заменяется примерно каждые 30–45 дней.
Также обратите внимание на условия магазина при рассмотрении вариантов упаковки. В то время как одна компания может увидеть преимущества в затратах при покупке бухты, другой производитель с пыльными и влажными условиями в цехе и / или ограниченным пространством может быть заинтересован в выборе коробки или барабана, которые обеспечивают полное закрытие. Кроме того, помните, что при сварке оголенная проволока электрически горячая. По соображениям безопасности некоторые магазины могут предпочесть закрытую упаковку. И хотя открытая катушка может быть дешевле, чем упаковка барабана или коробки, движущиеся части размотчика могут представлять угрозу безопасности.Кроме того, установщику потребуется постоянное техническое обслуживание и уход — другие факторы стоимости, которые следует учитывать.
Кроме того, помните, что при сварке оголенная проволока электрически горячая. По соображениям безопасности некоторые магазины могут предпочесть закрытую упаковку. И хотя открытая катушка может быть дешевле, чем упаковка барабана или коробки, движущиеся части размотчика могут представлять угрозу безопасности.Кроме того, установщику потребуется постоянное техническое обслуживание и уход — другие факторы стоимости, которые следует учитывать.
Стоимость утилизации — еще одна проблема для производителей. Чтобы сэкономить еще больше, выберите полностью перерабатываемую картонную коробку, которую можно раздавить и измельчить, вместо деревянной катушки или барабана с металлическими ободками. Кроме того, использование перерабатываемых ящиков будет способствовать соблюдению компанией ISO 14001, последнего стандарта поставщиков в автомобильной и других отраслях.
Ящики Lincoln Accu-Pak® для проволоки MIG оснащены подъемными ремнями для облегчения работы.
Такие предметы, как подъемные ремни, облегчают операторам работу с упаковкой. Кроме того, деревянный поддон под упаковкой позволяет удобно перемещаться с помощью вилочного погрузчика. Напротив, цельные бумажные поддоны легче повредить вилочным погрузчиком. Наконец, выберите упаковку, которая соответствует планировке завода. Например, если некоторые из сварочных станций расположены на антресольном уровне, может быть труднее поднимать и использовать некоторые типы упаковок в этих ограниченных пространствах.
Кроме того, деревянный поддон под упаковкой позволяет удобно перемещаться с помощью вилочного погрузчика. Напротив, цельные бумажные поддоны легче повредить вилочным погрузчиком. Наконец, выберите упаковку, которая соответствует планировке завода. Например, если некоторые из сварочных станций расположены на антресольном уровне, может быть труднее поднимать и использовать некоторые типы упаковок в этих ограниченных пространствах.
Переход на MIG
До этого момента мы обсуждали, как получить максимальную отдачу от проводов MIG.Но что, если производитель в настоящее время использует стержневой электрод, порошковую проволоку, дугу под флюсом или точечную контактную сварку? Может ли переход на MIG обеспечить преимущества в этих типах приложений?
От автомобильных запчастей до сборных конструкций, судостроения, металлических зданий и изделий из листового металла — все часто получают выгоды от перехода на проволоку MIG. Преимущества включают сварку без шлака с меньшими затратами на очистку даже при многопроходных операциях. Кроме того, MIG требует более низкого уровня навыков оператора, чем рукоять или TIG.
Кроме того, MIG требует более низкого уровня навыков оператора, чем рукоять или TIG.
Использование двух проволок MIG, называемое процессом Tandem MIG®, обеспечивает меньшее тепловложение, чем дуга под флюсом, а также меньшие искажения. Он также очень универсален и может использоваться с широким спектром материалов, от высокопрочных / низколегированных металлов до современных высокопрочных сталей (AHSS).
В зависимости от оборудования и процедур, MIG может выполнять сварку во всех положениях, что означает меньшие затраты на крепление или позиционер. Кроме того, он имеет более низкое тепловложение, за исключением MIG в режиме дуговой сварки со струйным переносом, для меньшего искажения и уменьшения прожигания готового шва.Другие преимущества включают высокий КПД электродов от 97 до 98 процентов. Для сравнения, SMAW предлагает эффективность всего от 60 до 70 процентов из-за таких факторов, как разбрызгивание, выгорание шлакового покрытия и потеря шлейфа.
Кроме того, сплошная проволока MIG обычно лучше размещает проволоку, чем порошковая проволока. Размещение проволоки — это способность проволоки выходить из контактного наконечника каждый раз в одном и том же месте для точного размещения сварного шва. Это может быть важным соображением, особенно в автоматизированных приложениях.Сравнивая размещение проволоки MIG в стыке, обратите внимание на проволоку с однородным литьем, которая поможет точно разместить проволоку.
Размещение проволоки — это способность проволоки выходить из контактного наконечника каждый раз в одном и том же месте для точного размещения сварного шва. Это может быть важным соображением, особенно в автоматизированных приложениях.Сравнивая размещение проволоки MIG в стыке, обратите внимание на проволоку с однородным литьем, которая поможет точно разместить проволоку.
Заключение
Если вы хотите снизить общие затраты на сварку, обратите внимание не только на цену проволоки. Экономия пары пенсов в краткосрочной перспективе может стоить вам сотни долларов потери производительности в долгосрочной перспективе. Убедитесь, что вы выбрали правильный провод для конкретного применения, убедитесь в его химическом составе и приобретите лучший вариант упаковки для завода, на котором он будет использоваться.Качество проволоки MIG имеет большое значение в вашей общей структуре затрат. Выбирай с умом.
Выбор проволоки для сварочных электродов MIG, настройки и классификация схем
Сварочные электроды MIG Руководство по выбору проволоки
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в этой области:
Он охватывает большинство электродов, которые обычно используются в этой области:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Электрод для сварки MIG
Наиболее широко используемые электроды для сварки MIG Размеры
Типичные электроды для сварки MIG представляют собой сплошную проволоку от толщиной.023 до .045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры, которые используют большинство сварщиков:
Для большинства производственных цехов наиболее распространенным является размер 0,035 с. Если вы сварщик дома, по возможности используйте электрод малого диаметра. Чем меньше размер электрода, тем меньше энергии вам потребуется для работы машины. Просто помните, что когда дело доходит до сварки MIG, электроды одного размера позволяют сваривать металл различной толщины, потому что толщина свариваемого металла определяется настройкой машины.
Таблица выбора сварочного электрода для сварки MIG Таблица выбора электродов для сварки MIG
Таблица выбора сварочного электрода и газа Lincoln
Сварка углеродистой и мягкой сталей
- Классификация электродов AWS: ER70s-6
- Shield : C25 (25% диоксида углерода и 75% аргона) или 100% Co2
Сварка нержавеющей стали
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSi
- Защитный газ: C2 или 2% диоксида углерода и 98% аргона
Марка нержавеющей стали: 309 нержавеющая и
Сварка углеродистой стали с нержавеющей сталью или с низким содержанием Легированные стали
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2% двуокиси углерода и 98% аргона
Марки нержавеющей стали: ,305, 308, 304, 312, 314, 316, 317, 321, 347 и 348.
- Классификация электродов AWS: ER316L и ER316LSi
- Защитный газ: C2 или 2% двуокиси углерода и 98% аргона
Сварочный алюминий
Сорта алюминия: 2014, 3003, 3004, 4043 , 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
- Классификация электродов AWS: ER4043
- Защитный газ: 100% аргон
Алюминий Сорта: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- Классификация электродов AWS: ER5356
- Защитный газ: 100% аргон
Выбор и выбор электрода из углеродистой стали
MIG Сварка углеродистой стали или мягкой стали обычно сваривается электродом ER70s-6 дюймов 100% газообразный диоксид углерода или газ C25, состоящий из 25% диоксида углерода и 75% аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальная прочность на растяжение. Например, если вы свариваете высокопрочную сталь, то » ER70S-6 »будет вместо этого« ER90S-6 ».Изменение прочности стали — вот что было бы иначе.
Сварка мягкой стали, выполненная электродом ER70S-6 и газом C25.
Углеродистая сталь ER70S-6 Обозначение электрода
| Этикетка ER70S-6 представляет следующее: |
- ER — электрод или присадочный стержень, который используется либо в системе подачи проволоки MIG, либо в Сварка TIG.
- 70 — Минимальная прочность на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S -Сплошная проволока.
- 6 — Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде, тоже бывает разных типов.

Этикетка электрода MIG Wire Значение для этикетки ER70S-6
Выбор и выбор сварочного электрода MIG из нержавеющей стали
MIG-сварка нержавеющей стали имеет множество электродов, поскольку она используется в широком спектре проектов, требующих различных типов нержавеющей стали оценки.Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, удерживающая трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается с помощью электродов следующих классов:
ER308L и ER308LSi Сварочный электрод MIG и область применения
Эти электроды из нержавеющей стали в основном используются для низкокачественных нержавеющих сталей 301, 302, 304, 305 и 308. .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее: .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее: |
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 308 — Марка электрода из нержавеющей стали.
- L — Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
Сварка нержавеющей стали MIG, выполненная с помощью электрода 308L, газа C2.
ER309L и ER309Si Сварочные электроды MIG и их применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, потому что она используется для сварки нержавеющей стали с низкоуглеродистой, углеродистой или низколегированной сталью. При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:
При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:
- ER — Электрод или присадочный стержень, который используется либо при сварке MIG, либо при сварке TIG.
- 309 — Марка электрода из нержавеющей стали.
- L — Низкое содержание углерода.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
 В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.Сварочные электроды MIG ER3016L и ER316LSi и их использование
Эти электроды из нержавеющей стали в основном используются для обработки нержавеющей стали более высокого качества, в основном в пищевой промышленности и на судостроении.Основными металлами сварных швов ER316 являются нержавеющие марки 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, наиболее широко используется C2 (2% углекислого газа и 98% аргона). Есть много других смесей на выбор, и все зависит от вашего поставщика сварочных материалов. Обозначения проволоки для ER316L и ER316LSI следующие:
- ER — Электрод или присадочный пруток, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 316 — Марка электрода из нержавеющей стали.Это пищевой и настоящий морской сорт. Но лучшего сорта нержавейки нигде нет.
- L — Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.

Выбор алюминиевых электродов для сварки MIG и проволока
Выбор алюминиевых электродов для сварки MIG довольно прост.Есть два типичных варианта, а именно:
Теперь есть и другие варианты, но редко требуются другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толщиной более 1/2 дюйма, вы можете попробовать смесь аргона с гелием. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и промышленных предприятий, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Сварочный электрод MIG и его применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:
Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:
- ER — Электрод или присадочный стержень, который используется либо при сварке MIG, либо при сварке TIG.
- 4 — Серия из алюминия.Этот электрод изготовлен из алюминия серии 4000.
- 043 — Это число указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Назначение и применение сварочного электрода MIG
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев в качестве газа всегда используется 100% аргон, а в редких случаях смесь гелия / аргона может использоваться для основных металлов толщиной более ½ дюйма. Обозначение электродов следующее:
Обозначение электродов следующее:
- ER — Электрод или присадочный пруток, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 5 — Серия алюминиевая. Этот электрод изготовлен из алюминия серии 5000.
- 356 — Это число указывает количество магния, добавленного к электроду. В алюминиевые сплавы серии 5000 добавлен магний.
Порошковая проволока против сплошной проволоки
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? В чем преимущества и недостатки каждого типа проволоки?
Электроды с порошковой проволокой
Порошковые электроды бывают двух типов: газозащитные и самозащитные.Как следует из названия, для порошковой проволоки с защитным газом требуется внешний защитный газ. Самозащитная разновидность — нет.
Флюсовое покрытие на порошковой проволоке в защитном газе затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Самозащитная порошковая проволока не требует подачи внешнего защитного газа. С помощью этого типа электрода сварочная ванна защищена, поскольку при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требует внешнего бензобака, его легче переносить.
Преимущества порошковых электродов
Использование электродов с порошковой проволокой дает несколько преимуществ.Эти преимущества включают, но не ограничиваются:
- Они обеспечивают высокую производительность наплавки.
- Хорошо работают на открытом воздухе и в ветреную погоду.
- При использовании подходящего присадочного материала эти электроды могут сделать процесс FCAW «универсальным».
- Обычно порошковая проволока обеспечивает чистые и прочные сварные швы.

Недостатки порошковых проволочных электродов
Есть проблемы с любым методом сварки.Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Контактный наконечник может расплавиться, если электрод соприкасается с основным металлом и соединяет их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться дыры и стать пористым.
Сплошные проволочные электроды
Сплошные проволочные электроды используются при сварке металлов в инертном газе. Для таких электродов требуется защитный газ, который подается из баллона с сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Для таких электродов требуется защитный газ, который подается из баллона с сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из низкоуглеродистой стали, покрытой медью для предотвращения окисления и улучшения электропроводности. Меднение также помогает продлить срок службы сварочного контактного наконечника.
Сплошная проволока — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны давать хорошие чистые сварные швы.
Сплошные проволочные электроды плохо работают на ветру. Воздействие ветра на защитный газ может нарушить целостность сварного шва.
Какой провод лучше всего?
При сравнении порошковой проволоки с проволокой сплошного сечения было бы разумно отметить, что лучший выбор зависит от сварочной работы и местоположения.Оба типа проволоки при правильном выполнении позволяют производить качественные сварные швы с хорошим внешним видом сварного шва.
Для толстых металлов и наружных работ лучше всего подходят порошковые электроды. Для более тонких металлов и работ, выполняемых без ветра, достаточно хорошо подойдут сплошные проволочные электроды.
Сплошные проволочные электроды, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как сплошные проволочные электроды, так и электроды с порошковой проволокой относительно просты в использовании.Однако электроды с порошковой проволокой более дороги.
Ссылки:
www.millerwelds.com (Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
Дополнительные статьи:
Узнать больше о Submerged ARC Flux
Что такое дуговая сварка порошковой проволокой?
Что такое сварочная проволока и как выбрать то, что вам нужно
Для соединения металлических деталей (сварка) требуется сварочная проволока. Его нужно поджечь, чтобы соединить металлические детали. При сварке проволока становится мягкой из-за ударов молотком или сжатия под воздействием тепла.
Его нужно поджечь, чтобы соединить металлические детали. При сварке проволока становится мягкой из-за ударов молотком или сжатия под воздействием тепла.
Сварочная проволока бывает разных видов. Какой тип провода вам нужен, зависит от типа работы, которую вы должны выполнять. Кроме того, для каждого вида сварочных работ требуется сварочная проволока определенного типа. Сварочная проволока бывает трех видов. Это:
- Порошковая проволока для композитных материалов GMAW
- Порошковая проволока для дуговой сварки в среде защитного газа (FCAW)
- Проволока для дуговой сварки металлов в твердом газе (GMAW)
Еще одним важным элементом сварочной проволоки при выборе является диаметр и химический состав.Выбор правильной сварочной проволоки очень важен, потому что использование неправильной проволоки приведет к ее возгоранию. Возгорание проволоки означает, что проволока «выгорает» до контактных концов ваших деталей. Помимо этого, вам также следует выбирать правильных поставщиков сварочной проволоки, чтобы иметь гарантию того, что покупаемый вами продукт является законным и качественным.
Сплошной провод GMAW
Этот тип проволоки предназначен для сварки металлов в инертном газе. Это лучшая проволока для работы с металлическими листами, поскольку с ее помощью можно получить гладкие и чистые сварные швы.Однако следует предостеречь: защитный газ нельзя подвергать воздействию ветра, поскольку это может привести к тому, что конечный продукт окажется нежелательным. Результат сварки зависит от химического состава этой проволоки и от того, какой защитный газ вы собираетесь использовать.
Сплошная проволока для GMAW
также может использоваться для «струйной обработки листа», сварки в нестабильном положении и других функций после сварки.
Металлопорошковая проволока
Эта проволока, как и сплошная сварка GMAW, дает чистые сварные швы или требует минимальной очистки или вообще не требует ее.Он имеет почти такую же производительность, что и сплошной провод GMAW. Раньше это называлось порошковой проволокой, и это композитный электрод GMAW.
Порошковая проволока может использоваться для высокопрочных и низколегированных материалов. При использовании низколегированных материалов его металлические компоненты могут смешиваться с основным компонентом для достижения желаемых результатов. Как было сказано выше, перед покраской основного металла может потребоваться небольшая очистка.
Проволока FCAW (газовая защита)
Эта проволока состоит из флюсов и раскислителей.Этими ингредиентами можно управлять, чтобы механические свойства наплавленного металла были хорошего качества. Он доступен для сварки в нерабочем и неуправляемом положении.
Из трех типов проволоки проволока FCAW может выдерживать более жесткие условия из-за ее флюса, обеспечивающего дополнительную защиту от атмосферных воздействий. Он также может «осаждать больше фунтов» по сравнению с твердосплавной проволокой GMAW или порошковой проволокой, за исключением тандемной GMAW (в сварочной ванне используются две цельные проволоки). Он используется в высокопрочных и низколегированных изделиях. Обратной стороной этой проволоки является очистка от шлака, оставшегося на сварном шве. Вы должны удалить это перед покраской.
Обратной стороной этой проволоки является очистка от шлака, оставшегося на сварном шве. Вы должны удалить это перед покраской.
Выбрать нужный тип сварочной проволоки легко, если вы знаете основы и свои требования. Также легко узнать, каких поставщиков сварочной проволоки искать, если вы сузили круг своих задач. Не забывайте следить за стабильностью, производительностью, производительностью и результатами, подбирая сварочную проволоку, соответствующую вашим потребностям.
Характеристики и выбор сварочной проволоки
могут повлиять на результат сварки
josadmin
|
15 марта 2018 г.
Если вы, как и большинство сварщиков, ищете способы улучшить качество сварки и производительность.Сварочная проволока и электроды — это один из компонентов сварки, который часто упускается из виду как способ повышения производительности, но это может быть просто переменная, которую вам нужно учитывать для достижения ваших целей.
Типы сварочной проволоки
На выбор предлагаются три основных типа проволоки для дуговой сварки в защитном газе:
- Проволока для дуговой сварки металлическим электродом в твердом газе (GMAW) . GMAW сочетает в себе твердый проволочный электрод (электроды GMAW) с защитным газом для защиты сварного шва.Сочетание проволоки и газа влияет на прочность сварного шва. Этот тип проволоки популярен, потому что оставляет безшлаковые отложения и не требует особой очистки, что повышает эффективность.
- Проволока композитная GMAW (металлопорошковая) . Металлическая или порошковая проволока имеет металлические компоненты в сердечнике. Это также бесшлаковые варианты с низким уровнем очистки. Характеристики аналогичны сплошному проводу GMAW.
- В защитных газах Порошковая сварка (FCAW) проволока . Флюсы и раскислители в сердечнике помогают защитить сварной шов от воздействия атмосферы и могут быть разработаны таким образом, чтобы влиять на механические свойства наплавленного металла.
 GMAW сочетает в себе твердый проволочный электрод (электроды GMAW) с защитным газом для защиты сварного шва.Сочетание проволоки и газа влияет на прочность сварного шва. Этот тип проволоки популярен, потому что оставляет безшлаковые отложения и не требует особой очистки, что повышает эффективность.
GMAW сочетает в себе твердый проволочный электрод (электроды GMAW) с защитным газом для защиты сварного шва.Сочетание проволоки и газа влияет на прочность сварного шва. Этот тип проволоки популярен, потому что оставляет безшлаковые отложения и не требует особой очистки, что повышает эффективность.Лучшая сварочная проволока для различных областей применения
- Грязная сталь. Проволока FCAW наиболее устойчива к загрязнению основных металлов, за ней следуют композитные / порошковые проволоки. Электроды из сплошной проволоки плохо справляются с прокатной окалиной и поверхностными загрязнениями, если только проволока не сильно раскислена.
- Скорость передвижения. Сварочная проволока с металлической и флюсовой сердцевиной — лучший выбор, если важна скорость. Опять же, сплошные проволоки плохо себя чувствуют, когда материалы загрязнены, что снижает скорость осаждения и может отрицательно повлиять на форму валика.
- Сварка вне положения. Сварка в нерабочем положении — всегда проблема. В таких ситуациях проволока FCAW небольшого диаметра является лучшим выбором, так как она обеспечивает высокую скорость осаждения и образование шлака, который действительно может поддерживать лужу. Сплошная проволока и порошковая проволока могут использоваться с короткой дугой для тонких материалов. Импульсная сварка может улучшить скорость наплавки, если вам необходимо использовать сплошную проволоку или порошковую проволоку.
- Механические свойства . Порошковые проволоки как с металлическим сердечником, так и с газозащитой обладают хорошими прочностными и механическими свойствами.Добавленные основные компоненты влияют на механические свойства, давая этим двум типам сварочной проволоки преимущества перед сплошной металлической проволокой.
- Операции после сварки . Сплошная проволока и проволока с металлическим сердечником являются более чистым выбором, так как они производят мало брызг. Проволока FCAW требует наибольшей очистки из-за шлака, оставшегося на сварном шве. В многопроходных приложениях может даже потребоваться удаление шлака между проходами.
 Проволока FCAW наиболее устойчива к загрязнению основных металлов, за ней следуют композитные / порошковые проволоки. Электроды из сплошной проволоки плохо справляются с прокатной окалиной и поверхностными загрязнениями, если только проволока не сильно раскислена.
Проволока FCAW наиболее устойчива к загрязнению основных металлов, за ней следуют композитные / порошковые проволоки. Электроды из сплошной проволоки плохо справляются с прокатной окалиной и поверхностными загрязнениями, если только проволока не сильно раскислена.
Посетите Josef Gas для сварки проволоки
Все электроды с газовой защитой имеют разные механические свойства, поведение дуги и предполагаемое применение, но это не обязательно означает, что вы ограничены использованием того же типа электрода, который вы всегда использовали. Варианты существуют практически для любого сварочного проекта. Если вы внесли изменения в другие области и по-прежнему не получаете желаемых результатов, пора взглянуть на сварочную проволоку — и Josef Gas может вам в этом помочь!
Варианты существуют практически для любого сварочного проекта. Если вы внесли изменения в другие области и по-прежнему не получаете желаемых результатов, пора взглянуть на сварочную проволоку — и Josef Gas может вам в этом помочь!
Посетите нас на сайте www.josefgases.com или лично по адресу 201 Basaltic Road, Concord, ON, чтобы обсудить потребности вашего проекта и найти сварочную проволоку, которая обеспечит требуемые результаты.
Сплошная проволока
по сравнению с порошковой проволокой: когда их использовать и почему
Сварка
MIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки.Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, подходящий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные будут влиять на решение сварщика использовать сплошную или порошковую проволоку. Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки MIG
Источники питания
MIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона с газом под давлением. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода.При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная. Для порошковых проволок с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях.Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса от проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт и 160-170 ампер, и с использованием 75 процентов аргона и 25 процентов защитного газа двуокиси углерода, как правило, будет производить небольшое разбрызгивание и создавать меньшее тепловое тепло -поврежденный участок и уменьшит вероятность прожога. В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт и 160-170 ампер, и с использованием 75 процентов аргона и 25 процентов защитного газа двуокиси углерода, как правило, будет производить небольшое разбрызгивание и создавать меньшее тепловое тепло -поврежденный участок и уменьшит вероятность прожога. В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение строительной площадки при выборе между сплошной и порошковой проволокой. В таких средах, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду.Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина. Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки. Если.Для более толстых материалов выбран провод диаметром 035 дюймов, а источником питания является тот, который подключен к цепи на 115 В, итоговая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки. Если.Для более толстых материалов выбран провод диаметром 035 дюймов, а источником питания является тот, который подключен к цепи на 115 В, итоговая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать сплошную проволоку слишком маленького размера для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность. Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей.По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей.По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях.Что касается производительности, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователя, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобилестроении, сельском хозяйстве и домашних хобби.Сварщик может использовать сплошную проволоку с большей толщиной, потому что здесь нет шлака, который нужно удалить, он готов к покраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что не следует придерживаться принципа «один размер подходит всем». Сплошная проволока, самозащитная порошковая проволока и газозащитная порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования.Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумайте о наличии как сплошной, так и порошковой проволоки.
Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования.Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумайте о наличии как сплошной, так и порошковой проволоки.
.