
Правила заземления сварочного оборудования и инверторов
Нужно ли заземлять сварочный инвертор
В правилах ПУЭ предусмотрено заземление большинства устройств на предприятии, которые питаются от электросети. Таким образом, работающий персонал защищён от возможного удара током.
Если говорить о необходимости заземления сварочного аппарата, то оно также является обязательным. Нельзя подключать к электросети инверторы либо трансформаторное сварочное оборудование, если предварительно не было произведено его заземление. Это можно прочитать в инструкции к данным устройствам.
При этом категорически запрещено варить под дождем или в условиях высокой сырости. Если не соблюдать данное правило, можно получить удар током.
Правила заземления сварочного оборудования
Как именно выполнять заземление зависит от специфики сварочного оборудования:
- Запрещено заземлять несколько сварочных аппаратов последовательно. Каждый из них должен иметь свое отдельное заземление;
- К ЗУ нужно подсоединить токоведущие элементы сварочного агрегата и вторичные выводы трансформаторного преобразователя;
- Временный крепеж заземляющего устройства должен быть надежно защищён от послабления;
- В месте, где подключается заземляющая шина, должен присутствовать символ, чтобы оператор смог понять его обозначение.


Важно чтобы на входе трансформатора тоже была защита, если планируется включать в электросеть сварочное оборудование.
Какое должно быть сопротивление заземления
Суммарное сопротивление ЗУ не должно превышать 5 Ом. Иначе эффективность защищённости от удара током снизится. Чтобы добиться указанного показателя нужно во время заземления оборудования для сварки создать нужную электропроводность системы. Сделать это можно с помощью увеличения площади контакта заземлителей с землёй.
На самом деле добиться величины в 5 Ом довольно сложно. Обычно для этих целей переходное сопротивление снижается искусственным способом. Для этого в грунт вводятся соответствующие химикаты.
Не имеет значения, как заземлена конструкция. В любом случае все ее части стоит обработать специальным составом. Подойдёт для этого жидкая смола, предварительно разогретая.
Необходимо следить за состоянием заземлителей. Поэтому требуется периодически проверять их исправность.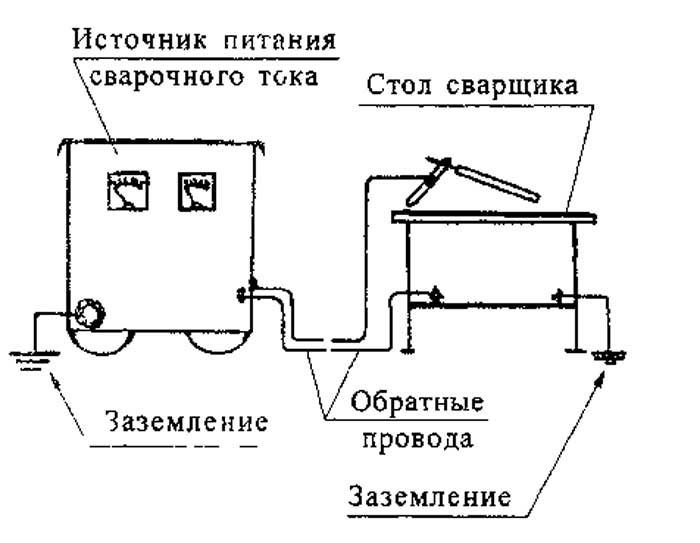 Во время осмотра проверяются в первую очередь места, где соединены заземляющие устройства.
Во время осмотра проверяются в первую очередь места, где соединены заземляющие устройства.
В некоторых случаях осуществляется выемка земли на глубину, указанную в ПУЭ. Если проверка производится при помощи выемки грунта, также выполняется осмотр спрятанных под грунтом сварных соединений и шин.
Поделиться в соцсетях
Ручная дуговая сварка — Сварка MMA штучными электродами — Статьи о сварке
Ручная дуговая сварка MMA – сварка покрытыми штучными плавящимися электродами.
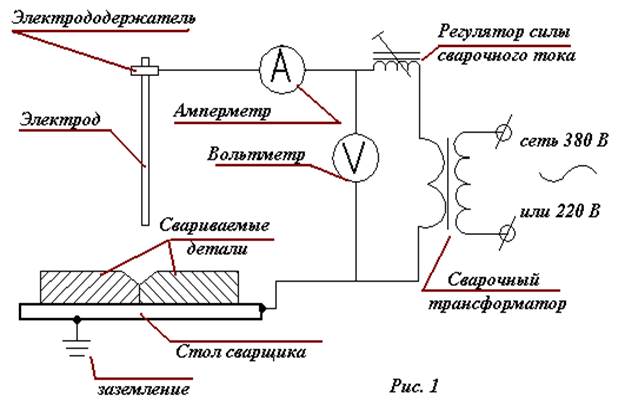
Сварка ММА (Manual Metal Arc) – это электродуговая сварка, которая была открыта русским ученым Н.Н. Бернандосом в 1882 году. Он впервые использовал электрический ток для соединения заготовок стали с помощью угольного электрода. В то время сварка осуществлялась непокрытыми электродами, то есть стальной проволокой. В 1904 году швед Оскар Челльберг (основатель концерна «ESAB») изобрел покрытый обмазкой сварочный электрод. Ручная дуговая сварка MMA – это сварка покрытыми штучными электродами, которая заключается в том, что источник сварочного тока, подключенный к сети, имеет два кабеля с разной полярностью, при помощи которых сварочный ток подается к свариваемым деталям.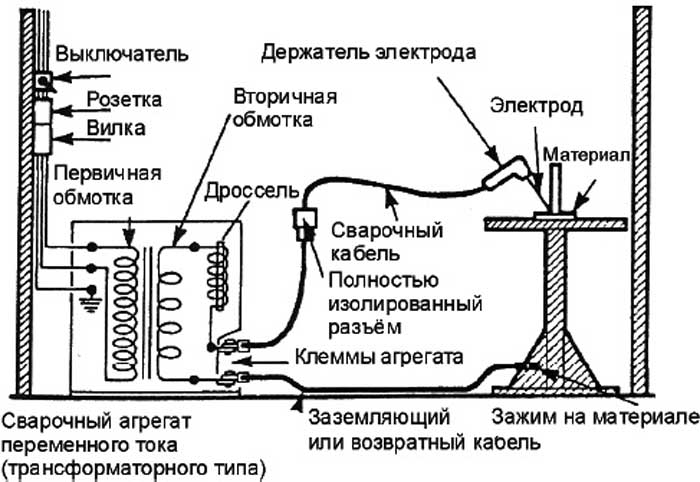 Один кабель, с зажимом на конце, именуется массой (клемма заземления) и крепится к стальной заготовке. Второй кабель имеет держатель для сварочного электрода, при помощи которого происходит сварка металла. При данном типе сварки тепловая энергия вызывает плавление металла и образование сварочной ванны, при остановке теплового воздействия электрического тока металл остывает и кристаллизуется – так образуется сварочный шов. Металл сварочного электрода переходит в сварочную ванну. Благодаря различным химическим составам обмазки сварочного электрода меняется химический состав и свойства металла сварного шва, а также образуются газообразные соединения, защищающие сварочную ванну от воздействия окружающей среды.
Один кабель, с зажимом на конце, именуется массой (клемма заземления) и крепится к стальной заготовке. Второй кабель имеет держатель для сварочного электрода, при помощи которого происходит сварка металла. При данном типе сварки тепловая энергия вызывает плавление металла и образование сварочной ванны, при остановке теплового воздействия электрического тока металл остывает и кристаллизуется – так образуется сварочный шов. Металл сварочного электрода переходит в сварочную ванну. Благодаря различным химическим составам обмазки сварочного электрода меняется химический состав и свойства металла сварного шва, а также образуются газообразные соединения, защищающие сварочную ванну от воздействия окружающей среды.
Основы ручной дуговой сварки.
Электродуговая сварка может проходить на переменном (AC) и постоянном (DC) токе. При сварке на переменном токе сварочная дуга слабоустойчива, необходимы профессиональные навыки сварки в сравнении с постоянным током.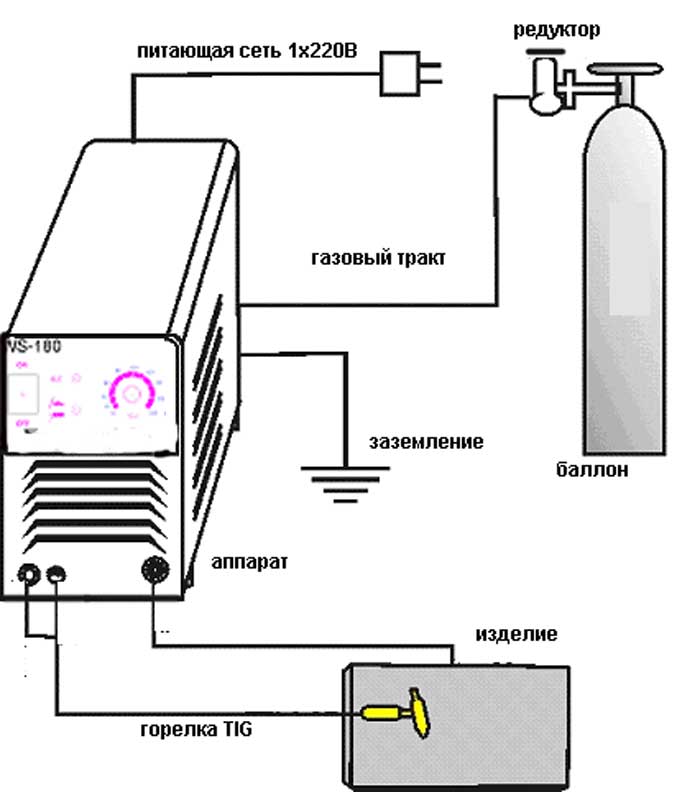 Сварка на постоянном токе является единственным способом электросварки некоторых металлов и сплавов. При ручной дуговой сварке особую роль играет выбор полярности подключения сварочного аппарата.
Сварка на постоянном токе является единственным способом электросварки некоторых металлов и сплавов. При ручной дуговой сварке особую роль играет выбор полярности подключения сварочного аппарата.
-
Прямая полярность – это когда «минус» подключен к электроду, а «плюс» на клемме заземления или на массе. При это способе подключения ток поступает от электрода к заготовке металла, которая нагревается, а электрод остается при этом холодным. В основном сварка MMA при прямой полярности применяется для сварки листового металла, имеет узкую сферу применения. -
Обратная полярность – это когда «плюс» подключен к электроду, а «минус» на клемме массы или заземления. В таком случае сварочный ток подается от металла на электрод, происходит нагрев и плавление сварочного электрода. Сварка на обратной полярности наиболее распространена.
Следующий шаг – это выбор сварочного тока в зависимости от толщины свариваемого металла. За основу можно взять правило: около 40 А тока на 1 мм металлической заготовки. То есть при сварке металла толщиной 3 мм используется сварочный ток в 100 – 140 А. Немаловажным понятием является значение ПВ% сварочного аппарата, не забывайте про него при выставлении нужного Вам значения сварочного тока на сварочном аппарате.
То есть при сварке металла толщиной 3 мм используется сварочный ток в 100 – 140 А. Немаловажным понятием является значение ПВ% сварочного аппарата, не забывайте про него при выставлении нужного Вам значения сварочного тока на сварочном аппарате.
Розжиг дуги. Сварочная дуга разжигается двумя способами: касание кончика электрода и заготовки металла и резкий отрыв электрода; несколько чиркающих прикосновений сварочного электрода к заготовке свариваемого металла. При соблюдении одинакового расстояния между электродом и свариваемым металлом при сварке обеспечивается стабильная не затухающая дуга. При слишком маленьком расстоянии между заготовкой и электродом, сварочный электрод попросту прилипнет к металлу; при слишком большом расстоянии — сварочная дуга потухнет (погаснет). Для стабильной и качественной ручной дуговой сварки необходимы практические навыки сварочного дела, качественные и правильно выбранные сварочные материалы и сварочное оборудование.
Заземление электроустановок: правила и основные требования
Отсутствие заземления электрооборудования или неправильное его выполнение может привести к производственному травматизму, выходу из строя приборов автоматизации или неправильной их работе, погрешности показаний измерительной техники.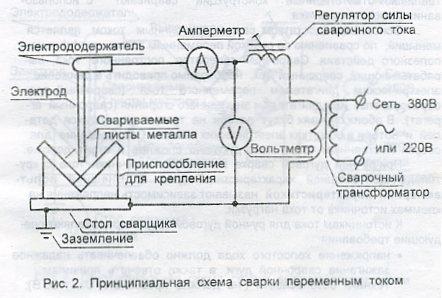 Это происходит в результате пробоя изоляции между токоведущими частями и корпусом оборудования. В результате на корпусе появляется напряжение и протекает электрический ток, который может нанести травму человеку и привести к сбоям в работе электрических устройств. Чтобы этого избежать, часть установки, не находящуюся в нормальном состоянии под напряжением, соединяют с заземляющим устройством. Этот процесс называется заземлением.
Это происходит в результате пробоя изоляции между токоведущими частями и корпусом оборудования. В результате на корпусе появляется напряжение и протекает электрический ток, который может нанести травму человеку и привести к сбоям в работе электрических устройств. Чтобы этого избежать, часть установки, не находящуюся в нормальном состоянии под напряжением, соединяют с заземляющим устройством. Этот процесс называется заземлением.
Заземляющее устройство
Заземляющее устройство – система, состоящая из заземляющего контура и проводников, обеспечивающих безопасное прохождение тока через землю. Исходя из Правил Устройства Электроустановок, естественными заземлителями могут быть:
- Каркасы зданий (железобетонные или металлические), которые соединены с землей.
- Защитная металлическая оплетка проложенных в земле кабелей (кроме алюминиевой)
- Трубы скважин, водопроводов, проложенных в земле (кроме трубопроводов с горючими жидкостями, газами, смесями)
- Опоры высоковольтных линий электропередач
- Неэлектрифицированные железнодорожные пути (при условии сварного соединения рельсов)
Для искусственных заземлителей, по правилам, используют неокрашенные стальные прутки (с диаметром более 10 мм), уголок (с толщиной полки более 4 мм), листы (с толщиной более 4 мм и сечением в разрезе более 48 мм2).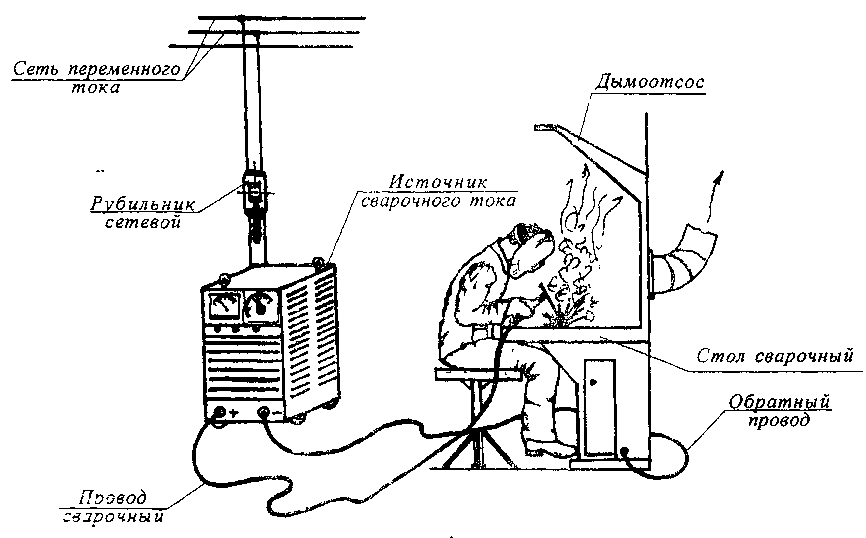 Для создания системы с искусственным заземлением возле сооружения вкапывают или вбивают в землю металлические пруты, уголок или листы с указанными выше толщиной и сечением, но длиной не менее 2,5 м. Затем их сваркой соединяют между собой с помощью прутковой или листовой стали. От поверхности земли данная конструкция должна находиться более 0,5 м. По требованиям, контур заземления здания должен иметь не менее двух соединений с заземлителем.
Для создания системы с искусственным заземлением возле сооружения вкапывают или вбивают в землю металлические пруты, уголок или листы с указанными выше толщиной и сечением, но длиной не менее 2,5 м. Затем их сваркой соединяют между собой с помощью прутковой или листовой стали. От поверхности земли данная конструкция должна находиться более 0,5 м. По требованиям, контур заземления здания должен иметь не менее двух соединений с заземлителем.
В зависимости от назначения, заземление оборудования делится на два типа: защитное и рабочее. Защитное заземление служит для безопасности персонала и предотвращает возможность поражения человека электрическим током вследствие случайного прикосновения к корпусу электроустановки. Защитному заземлению подлежат корпуса электроустановок и электрических машин, которые не закреплены на «глухозаземленных» опорах, электрошкафы, металлические ящики распределительных щитов, металлорукав и трубы с силовыми кабелями, металлические оплетки силовых кабелей.
Рабочее заземление используют в том случае, когда для производственной необходимости в случае повреждения изоляции и пробоя на корпус требуется продолжение работы оборудования в аварийном режиме. Таким образом, например, заземляют нейтрали трансформаторов и генераторов. Также, к рабочему заземлению относят подключение к общей сети заземления молниеотводов, которые защищают электроустановки от прямого попадания молний.
Таким образом, например, заземляют нейтрали трансформаторов и генераторов. Также, к рабочему заземлению относят подключение к общей сети заземления молниеотводов, которые защищают электроустановки от прямого попадания молний.
Согласно Правилам Устройства Электроустановок обязательно подлежат заземлению электрические сети с номинальным напряжением свыше 42 В при переменном токе и свыше 110 В при постоянном.
Классификация систем заземления
Различают следующие системы заземления:
- Система ТN (которая в свою очередь разделяется на подвиды TN-C, TN-S, TN-C-S)
- Система TT
- Система IT
Буквы в названиях систем взяты из латиницы и расшифровываются так:
Т – (от terre) земля
N – (от neuter) нейтраль
C – (от combine) объединять
S – (от separate) разделять
I – (от isole) изолированный
По буквам в названиях систем заземления можно узнать, как устроен и заземлен источник питания, а также принцип заземления потребителя.
Система ТN
Это наиболее известная и востребованная система заземления. Основным ее отличием является наличие «глухозаземленной» нейтрали источника питания. Т.е. нулевой провод питающей подстанции напрямую соединен с землей.
TN-C – подвид системы заземления, которая характеризуется объединенным заземляющим и нейтральным нулевым проводником. Т.е. они идут одним проводом от питающего трансформатора до потребителя. Отсутствие отдельного РЕ (защитного нулевого) проводника в данной системе однозначно является недостатком. Система TN-C широко использовалась в советских зданиях и непригодна для современных новостроек, т.к. в ней отсутствует возможность выравнивания потенциалов в ванной комнате.
TN-S – система, в которой защитный проводник системы уравнивания потенциалов и рабочий нулевые проводники идут раздельными проводами от источника питания до электроустановки. Эта система только обретает широкое применение при подключении зданий к электроснабжению. Является наиболее безопасной. К недостаткам можно отнести ее дороговизну, т.к. требуется монтаж дополнительного проводника.
К недостаткам можно отнести ее дороговизну, т.к. требуется монтаж дополнительного проводника.
TN-C-S – система, в которой нулевой защитный проводник и нейтральный рабочий идут совмещенным проводом, а разделяются на входе в распределительный щит. По требованиям Правил Устройства Электроустановок для этой системы необходимо дополнительное заземление.
Система TT
Это система, в которой питающая подстанция и электроустановка потребителя имеют различные, независимые друг от друга заземлители. Областью применения системы ТТ являются мобильные объекты, имеющие электроустановки потребителей. К ним относят передвижные контейнеры, ларьки, вагончики и т.д. В большинстве случаев для потребителя в системе ТТ применяется модульно-штыревое заземление.
Система IT
Система, в которой источник питания разделен с землей через воздушное пространство или соединен через большое сопротивление, т.е. изолирован. Нейтраль в этой системе соединена с землей через сопротивление большой величины. Система IT используется в лабораториях и медицинских учреждениях, в которых функционирует высокоточное и чувствительное оборудование.
Система IT используется в лабораториях и медицинских учреждениях, в которых функционирует высокоточное и чувствительное оборудование.
Требования к заземлению электродвигателя
Согласно требованиям и правилам установленный электродвигатель перед пуском должен быть заземлен. Исключением являются те случаи, в которых корпус электродвигателей установлен на металлическую опору, соединенную с землей через металлоконструкцию здания или через проводник заземлителя. В остальных случаях корпус электродвигателя должен быть соединен проводом с контуром заземления здания, выполненного из полосы металла при помощи сварки.
Это является рабочим заземлением. В противном случае при нарушении изоляции между обмоткой двигателя или токопроводом и корпусом электродвигателя защитное устройство не сработает и не отключит питание. А двигатель продолжит работу.
Каждая электрическая машина должна иметь индивидуальное соединение с заземлителем. Последовательное соединение электродвигателей с контуром заземления запрещено, т.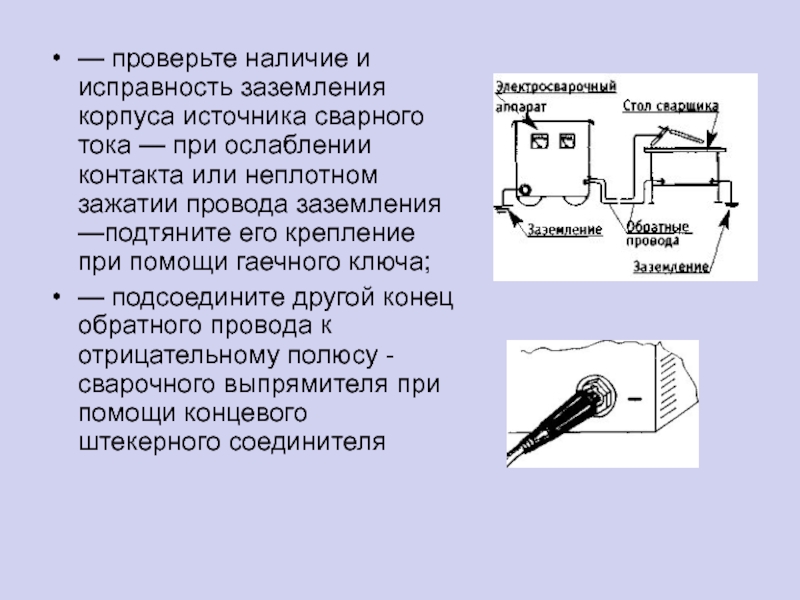 к. при нарушении одного из соединений с заземлителем, вся цепь будет изолирована от земли. Для установки защитного заземления, необходимо наличие дополнительного заземляющего проводника в силовом кабеле, один конец которого подключают к клеммной коробке электродвигателя, а другой к корпусу электрошкафа управления двигателем. Электрошкаф предварительно должен быть соединен с землей. В случае пробоя между токопроводом и этим заземляющим проводником образуется ток короткого замыкания, который разомкнет защитное или коммутирующее устройство (тепловое или токовое реле, защитный автомат).
к. при нарушении одного из соединений с заземлителем, вся цепь будет изолирована от земли. Для установки защитного заземления, необходимо наличие дополнительного заземляющего проводника в силовом кабеле, один конец которого подключают к клеммной коробке электродвигателя, а другой к корпусу электрошкафа управления двигателем. Электрошкаф предварительно должен быть соединен с землей. В случае пробоя между токопроводом и этим заземляющим проводником образуется ток короткого замыкания, который разомкнет защитное или коммутирующее устройство (тепловое или токовое реле, защитный автомат).
Сечение заземляющего проводника, удовлетворяющее требованиям Правил Устройства Электроустановок приведено в таблице 1:
Таблица 1
| Сечение фазных проводников, мм2 | Наименьшее сечение защитных проводников, мм2 |
| S≤16 | S |
| 16 < S≤35 | 16 |
| S>35 | S/2 |
Сечение фазных проводников рассчитывается по токовой нагрузке потребителя.
Требования к заземлению сварочных аппаратов
Как и для любого технологического оборудования, потребляющего электрический ток, для сварочных аппаратов существуют правила подключения заземления. Помимо необходимости заземления корпуса сварочной электроустановки с контуром заземления здания, заземляют один вывод вторичной обмотки аппарата, а ко второму, соответственно подключается электрододержатель. При этом вывод вторичной обмотки, требующей заземления, должен быть обозначен графически и иметь стационарное выведенное крепление, для удобного соединения с заземлителем. Переходное сопротивление контура заземления не должно превышать 10 Ом. В случае необходимости увеличения электрической проводимости контура заземления, увеличивают контактную площадь соединения.
Последовательное соединение сварочных аппаратов с заземлителем также запрещено. У каждого аппарата должно быть отдельное соединение с заземленной магистралью здания.
Заземление электроустановок потребителей – это не формальность, а необходимая техническая мера безопасности, которая позволит не только стабилизировать работу оборудования, но и спасти жизнь персоналу, обслуживающему и контактирующему с ним.
VI. Требования охраны труда при выполнении ручной дуговой сварки / КонсультантПлюс
VI. Требования охраны труда
при выполнении ручной дуговой сварки
57. При выполнении ручной дуговой сварки должны соблюдаться следующие требования:
1) ручная дуговая сварка производится на стационарных постах, оборудованных вытяжной вентиляцией. При невозможности выполнения сварочных работ на стационарных постах, обусловленной габаритами и конструктивными особенностями свариваемых изделий, для удаления пыли и газообразных компонентов аэрозоля от сварочной дуги применяются местные отсосы и/или средства индивидуальной защиты органов дыхания;
2) кабели (провода) электросварочных машин располагаются на расстоянии не менее 0,5 м от трубопроводов кислорода и не менее 1 м от трубопроводов ацетилена и других горючих газов;
3) электросварочные трансформаторы или другие сварочные агрегаты включаются в сеть посредством рубильников или пусковых устройств.
58. При ручной дуговой сварке запрещается:
1) подключать к одному рубильнику более одного сварочного трансформатора или другого потребителя тока;
2) производить ремонт электросварочных установок, находящихся под напряжением;
3) сваривать свежеокрашенные конструкции, аппараты и коммуникации, а также конструкции, аппараты и коммуникации, находящиеся под давлением, электрическим напряжением, заполненные горючими, токсичными материалами, жидкостями, газами, парами;
4) производить сварку и резку емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов (цистерн, баков, бочек, резервуаров) без предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием;
5) использовать провода сети заземления, трубы санитарно-технических сетей (водопровод, газопровод, вентиляция), металлические конструкции зданий и технологическое оборудование в качестве обратного провода электросварки;
6) применять средства индивидуальной защиты из синтетических материалов, которые не обладают защитными свойствами, разрушаются от воздействия сварочной дуги и могут возгораться от искр и брызг расплавленного металла, спекаться при соприкосновении с нагретыми поверхностями;
7) при перерывах в работе и по окончании работы оставлять на рабочем месте электросварочный инструмент, находящийся под электрическим напряжением.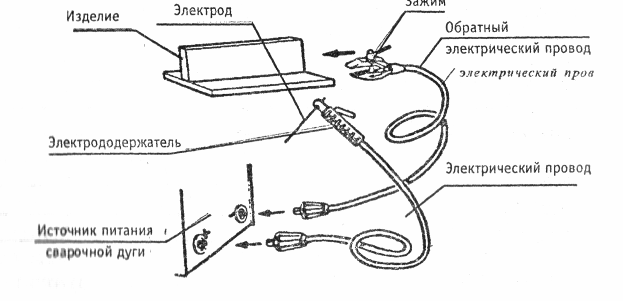
Открыть полный текст документа
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки -
Выбираем газ для сварки полуавтоматом -
Проволока для сварки полуавтоматом -
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат -
Настройка полуавтомата для сварки на живом примере -
Подготовительный этап и процесс сварки аппаратом -
Направление и скорость движения для идеального сварочного шва -
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПОЛЕЗНЫЙ СОВЕТ.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
|
|
|
|
|
|
|
|
|
|
|
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN -
Выбираем газ – смесь аргона и углекислоты -
Выбираем диаметр сварочной проволоки – 0,8 мм -
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер..jpg)
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки. -
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Кабель для сварочного аппарата: марка, сечение, длина
Сварка – отличный способ соединения деталей, происходит посредством оплавления металлов с помощью сварочной дуги. Такой тип соединений носит название – дуговая сварка. Но для проведения работ нужно знать целый ряд тонкостей – полярность, выбор тока, электродов и, наконец, самого кабеля. Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику. В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику. В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.

Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.
А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
| Сечение, кв. мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель. Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.
 Это приведет к излишней массе проводников и затруднениям в работе.
Это приведет к излишней массе проводников и затруднениям в работе.Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
Техника безопасности при электросварочных работах
Здравствуйте, уважаемые посетители сайта компании ТД «ДОКА»!
Сегодня мы остановимся на освещении вопроса техники безопасности при выполнении электросварочных работ. Вопросам охраны труда на предприятиях с каждым годом уделяется все больше времени, но и в быту при сварочных работах тоже не стоит пренебрегать простыми мерами предосторожности и придерживаться общепринятых правил. Мы по традиции будем рассматривать сварочные работы на даче, загородном доме, в небольшой мастерской, не касаясь особенно промышленного производства.
Мы по традиции будем рассматривать сварочные работы на даче, загородном доме, в небольшой мастерской, не касаясь особенно промышленного производства.
Итак, при электросварочных работах потенциальной опасностью для сварщика являются следующие основные факторы:
— возможность поражения электрическим током
— высокая пожароопасность сварочных работ
— воздействие излучения сварочной дуги на глаза и кожные покровы
— ожоги от брызг расплавленного металла, неостывшего шлака
— вредные газы, образующиеся в результате процесса сварки
Данные факторы способны нанести значительный вред здоровью человека и привести к серьезным травмам.
Поэтому всегда перед началом сварочных работ до включения оборудования в сеть, в первую очередь необходимо убедиться в отсутствии повреждения изоляции питающего кабеля. Недопустимо начинать работу с поврежденной электрической розеткой и особенно удлинителем, в том случае, если сварочный аппарат будет подключаться через него, что в дачных условиях происходит повсеместно. Также крайне важно разматывать электрический удлинитель до конца катушки. Дело в том, что при прохождении электрического тока через смотанный удлинитель, кабель представляет собой катушку индуктивности, что приводит к сильному нагреву. Многие знают это, но из-за природной лени не разматывают кабель, что в лучшем случае может привести к выходу из строя удлинителя. В худшем — привести к возгораниям, короткому замыканию, поражению электрическим током.
Также крайне важно разматывать электрический удлинитель до конца катушки. Дело в том, что при прохождении электрического тока через смотанный удлинитель, кабель представляет собой катушку индуктивности, что приводит к сильному нагреву. Многие знают это, но из-за природной лени не разматывают кабель, что в лучшем случае может привести к выходу из строя удлинителя. В худшем — привести к возгораниям, короткому замыканию, поражению электрическим током.
Далее важно, чтобы и сварочные кабеля (провода) были правильно подсоединены к аппарату, потому как, даже подключение через байонетные соединительные кабельные разъемы (СКР) не всегда выполняется правильно и безопасно с точки зрения техники безопасности. Вставки «папы» на концах сварочных кабелей должны плотно входить в гнезда «мамы» на сварочном аппарате и надежно фиксироваться при повороте до упора по часовой стрелке. Зачастую, этого тоже не происходит, соединение прослаблено, болтается, что приводит к чрезмерному нагреву кабелей со всеми вытекающими последствиями. По опыту, из-за этого может подгореть и расплавиться даже вилка питающего электрокабеля сварочного аппарата. Соединение через СКР не плотное? Необходимо обязательно заменить гнезда и (или) вставки.
По опыту, из-за этого может подгореть и расплавиться даже вилка питающего электрокабеля сварочного аппарата. Соединение через СКР не плотное? Необходимо обязательно заменить гнезда и (или) вставки.
Также обратите внимание и на сечение сварочных кабелей. Используйте данную таблицу для подбора толщины кабеля. При использовании сварочных инверторов до 190А используйте сварочный кабель КГ 1х16 с сечением жилы не менее 16мм2. Для аппаратов до 250А с сечением жилы не менее 25мм2.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скрутки кабелей при наращивании длины не допускаются. Удлинение производить посредством обжима или пайки с последующей изоляцией. Рекомендуется наращивать кабеля через СКР (соединительные кабельные разъемы). Общая длина кабеля не должна превышать 30 м, так как это вызывает значительное падение напряжения в сварочной цепи.
Удлинение производить посредством обжима или пайки с последующей изоляцией. Рекомендуется наращивать кабеля через СКР (соединительные кабельные разъемы). Общая длина кабеля не должна превышать 30 м, так как это вызывает значительное падение напряжения в сварочной цепи.
Необходимо использовать исправные электрододержатель и клемму заземления. Электрододержатель рекомендуется применять только в заводском исполнении. Самодельные «трезубцы» из арматуры использовать нежелательно. Клемма заземления должна обеспечивать надежный контакт с изделием, жилы сварочного кабеля не должны торчать из-под обжимного наконечника.
Сварочный аппарат необходимо заземлять. Для этого, как правило, на задней стенке корпуса снизу предусмотрен болт с символом или надписью GROUND («ЗЕМЛЯ»).
К болту одним концом присоединяется медный кабель через обжимной наконечник. Другим концом кабель соединяется со стальным штырем, который в свою очередь забивается в землю перед началом сварочных работ. Данное требование крайне редко выполняется даже опытными сварщиками, но имейте в виду, что отсутствие заземления сварочного оборудования может привести к очень тяжелым последствиям – поражению электрическим током, к гибели человека.
Данное требование крайне редко выполняется даже опытными сварщиками, но имейте в виду, что отсутствие заземления сварочного оборудования может привести к очень тяжелым последствиям – поражению электрическим током, к гибели человека.
Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении с
о сварочным
И самое главное СИЗ – это, конечно же, сварочная маска! Видимое и невидимое ультрафиолетовое и инфракрасное излучение, возникающее при электросварке, вызывают ожоги лица, рук и приводят к воспалению глаз. Ультрафиолетовые лучи воздействуют на сетчатую иРазобрались с подкл
ючением сварочного аппарата? Переходим к следующему пункту. Это обязательное использование так называемых средств индивидуальной защиты (СИЗ). оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
сосудистую оболочку глаз, а инфракрасные — на хрусталик и роговицу глаза. Поэтому всегда используйте сварочную маску, всегда! Обычную или «хамелеон» — тут уж решать только Вам. Главное выставить необходимую степень затемнения в «хамелеоне» или использовать соответствующий светофильтр в обычной маске исходя из величины сварочного тока. Сделать это можно руководствуясь данной таблицей.
Обязательно используйте спецодежду: куртку, сварочные краги (перчатки), брюки. Конечно, при определенных условиях, подойдет и плотная старая джинсовая одежда. Но при большом объеме работ, при потолочных положениях, когда брызги падают сверху, лучше использовать специализированный сварочный костюм из негорючей ткани – брезента, спилка или комбинированных материалов.На ногах должна быть закрытая обувь (никаких шлепок и т.д.), брюки надеты навыпуск. Случаев залетания брызг, шлака в обувь, за пазуху и за шиворот предостаточно. Люди получают серьезные ожоги, которые крайне долго заживают. Не варите и с открытыми участками рук (в крагах и в футболке) даже если до открытых участков не долетают сварочные брызги и Вы думаете, что ничего страшного не происходит.
Люди получают серьезные ожоги, которые крайне долго заживают. Не варите и с открытыми участками рук (в крагах и в футболке) даже если до открытых участков не долетают сварочные брызги и Вы думаете, что ничего страшного не происходит.
Излучение от сварочной дуги в сотни раз сильнее, чем от солнечных лучей и открытые кожные покровы очень быстро «загорят». Наутро Вы обнаружите такой «загар», которого еще ни разу не было в Вашей жизни. Не повторяйте чужих ошибок. Учитывайте и то, что температура сварочной дуги достигает 4000 °С и при этом свариваемые детали значительно нагреваются. Даже случайное кратковременное соприкосновение с ними вызывает ожог. Всегда используйте спецодежду и обувь!
Если и тут ожогов избежать не удалось — используйте специальные регенерирующие кремы.В темное время суток рекомендуется использовать затемнение на 1-2 DIN выше, так как яркость излучения становится существенно выше. Если все же уберечь глаза не удалось и Вы получили ожог, то используйте проверенный рецепт: корнерегель и (или) желе солкосерила по 1 кап. 4 раза в день.
4 раза в день.
Сварочные работы крайне пожароопасны. Соответственно, необходимо всегда иметь под рукой огнетушитель. Причем для тушения проводки и сварочного аппарата, находящегося под напряжением, применять только углекислотный огнетушитель, для тушения строительных материалов, деревянных конструкций – порошковый. В общем случае, по окончании сварочных работ необходимо убедиться в отсутствии очагов возгорания, при их наличии залить водой.
Во время сварки выделяется множество вредных газов, аэрозолей, мелкодисперсная пыль и частицы, которые несут потенциальную опасность здоровью сварщика. Поэтому по возможности старайтесь работать на свежем воздухе. При необходимости работы в помещениях – тщательно их проветривайте, делайте перерывы, в отдельных случаях используйте респиратор.
До начала сварки необходимо надежно закреплять свариваемые детали. Существует высокая вероятность падения изделий, в т. ч. и горячих, на сварочный аппарат, кабеля, сварщика.
ч. и горячих, на сварочный аппарат, кабеля, сварщика.
Избегайте свежеокрашенных поверхностей, пролитой краски, емкостей с горючими жидкостями. При попадании на них сварочных брызг происходит мгновенное возгорание.
Обратите внимание и на острые кромки, заусенцы и шероховатости на поверхностях заготовок под сварку.
Запрещается выполнять сварочные работы при дождливой погоде без укрытия. Не допускается использовать сырую одежду. Напряжение при сварке, даже сравнительно невысокое, может быть опасно для жизни.
Надеемся, что данная статья поможет Вам избежать возможных повреждения и травм при выполнении сварочных работ, изменит Ваше отношение к технике безопасности при работе со сварочным инвертором, заставит задуматься и сделать правильные для себя выводы.
Желаем Вам удачи!
Безопасность заземления и дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей является практикой безопасности, которая задокументирована в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал. Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токонесущая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения. Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.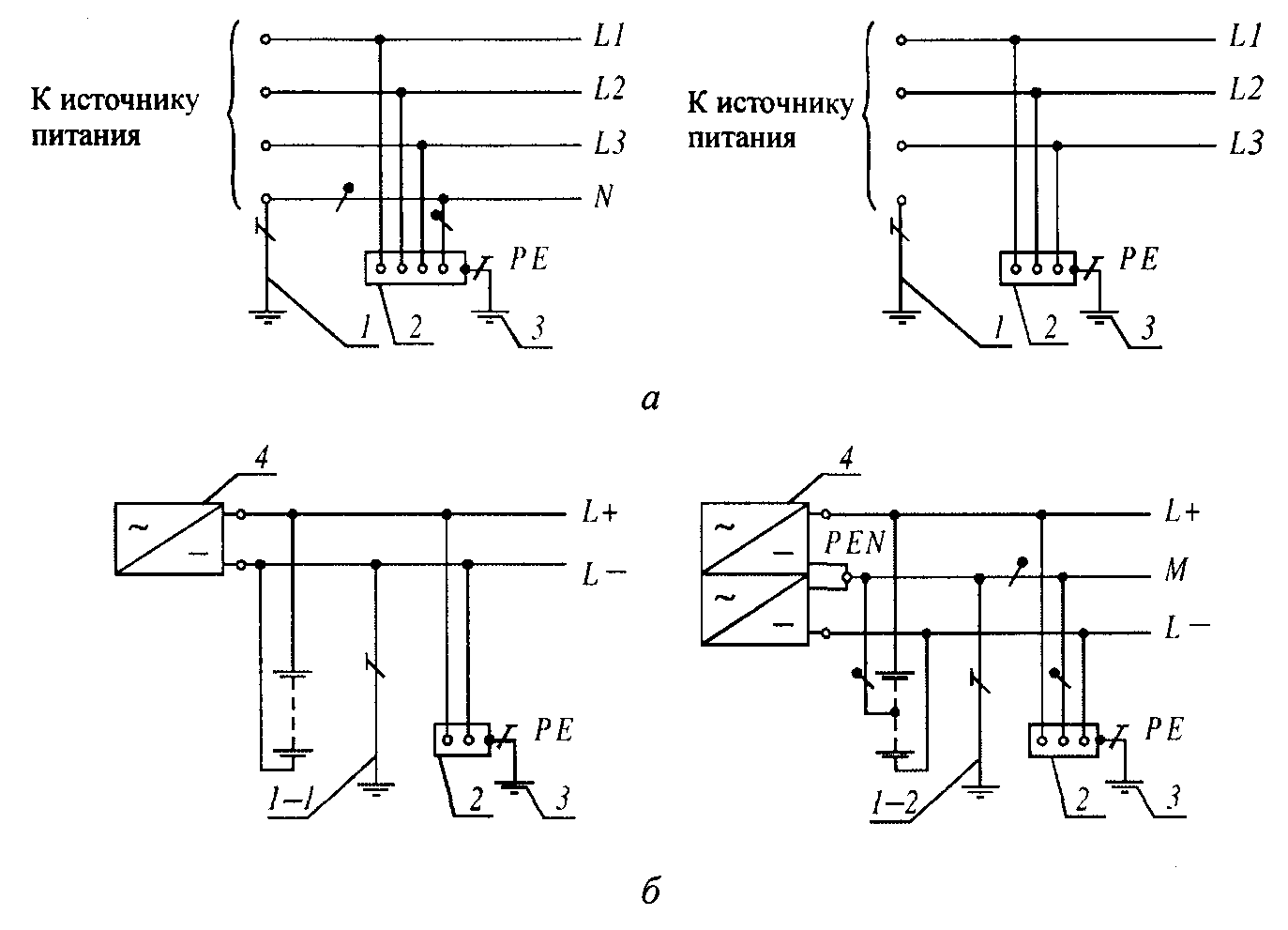
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего проводника не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, заземляющий проводник подключается автоматически при включении сварочного аппарата в розетку.Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Тестер розеток позволяет легко проверить целостность заземляющего проводника.Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение заготовки не является зажимом заземления
Термины «зажим заземления» и «провод заземления» широко используются многими сварщиками.Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а вывод детали неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение.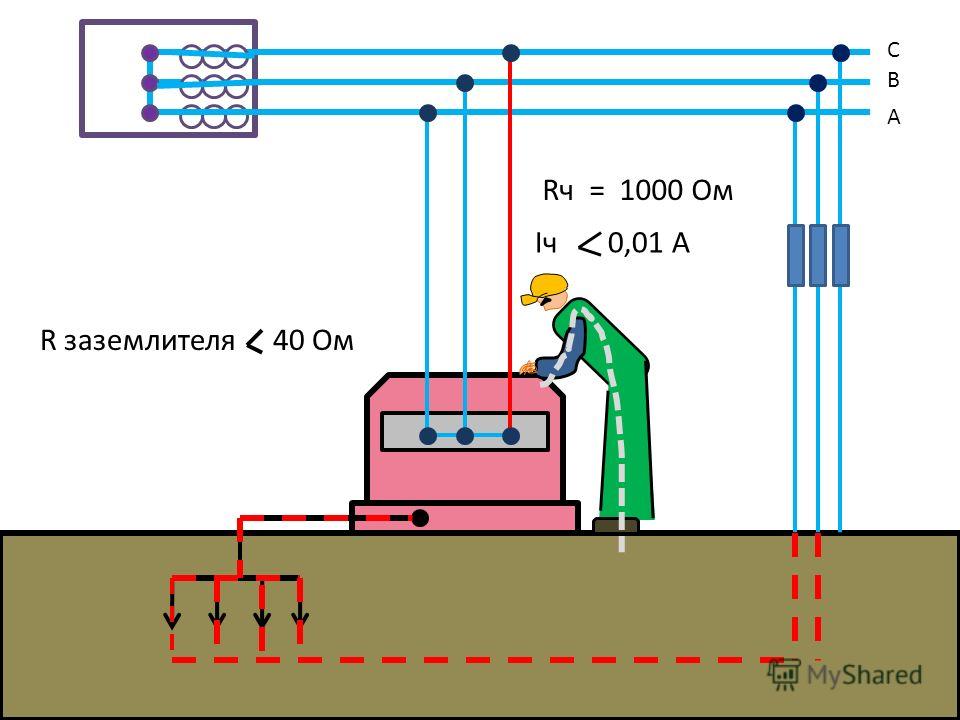 Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи.В руководстве по эксплуатации сварочного аппарата будут даны конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление портативного и автомобильного сварочного генератора
Портативные и автомобильные генераторы для дуговой сварки часто имеют возможность подачи вспомогательного питания на 120 и 240 вольт. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, представленных ниже:
1. Если все эти требования соблюдены, то корпус генератора заземлять не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора приклеена или электрически соединена с рамой грузовика или прицепа
2.При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключается к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.
 Например, для подачи электроэнергии в дом во время отключения электричества.
Например, для подачи электроэнергии в дом во время отключения электричества. Приведенная выше сводка не содержит подробностей, и читателю настоятельно рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами и правилами», чтобы узнать подробности.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.
Опасность поражения электрическим током в сварочном контуре
Использование надлежащего заземления в сварочной среде является хорошей практикой, но не устраняет все возможности поражения электрическим током. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Надлежащее техническое обслуживание электрооборудования и удлинителей изолирует сварщика от источников электрического тока.
Источники информации
- Американское общество сварщиков, ANSI Z49.1:2005 «Безопасность при сварке, резке и родственных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление портативных и устанавливаемых на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское общество сварщиков, AWS A3.0-2001, «Стандартные термины и определения в области сварки.

Корпусное заземление аппаратов дуговой сварки.
2 апреля 1993 г.
Mr. C. J. Beysselance
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
P.O. Box 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Beysselance:
Ваше письмо от 2 июня Роберту Д. Холмсу, региональному директору Управления по безопасности и гигиене труда (OSHA), с просьбой разъяснить стандарты OSHA, касающиеся заземления рамы аппаратов для дуговой сварки (1926.351(c)(5)(iv)) было передано в Управление по содействию строительству и морскому соблюдению для ответа. Приносим извинения за задержку с ответом на ваш запрос.
Как вы знаете, требования OSHA к конструкции заземления рамы аппаратов для дуговой сварки в 29 CFR 1926.351(c)(5) конкретно не касаются агрегатов с приводом от двигателя. При отсутствии конкретных требований к заземлению и в связи с тем, что аппарат для дуговой сварки с приводом от двигателя представляет собой, по сути, переносной генератор, OSHA рассмотрит возможность соблюдения требований 1926 года. 404(f)(3) в соответствии с требованиями к сварке 1926.351(c)(5).
Если мы можем чем-то помочь, свяжитесь со мной или с г-ном Дейлом Кавано по телефону (202) 219-8136.
С уважением,
Рой Ф. Гернэм, эсквайр, ЧП
Директор
Управление строительства и морского судоходства
Содействие в соблюдении требований
5 августа 1992 г.
МЕМОРАНДУМ ДЛЯ: ПАТРИЦИИ К. КЛАРК
директор
Управление программ соответствия
ЧЕРЕЗ: ЛЕО КЭРИ
директор
Управление полевых программ
ТЕМА: Запросы на интерпретацию Re: 29 CFR 1910.254(с)(2)(и)
и 29 CFR 1926.351(c)(5)(iv)
Прилагаемый запрос на предметную интерпретацию был получен нашим районным отделением в Батон-Руж от компании Jacobs Engineering Group, Inc, Батон-Руж, Луизиана.
Этот запрос направлен для вашего рассмотрения и ответа, так как интерпретации могут иметь национальные последствия для согласованности правоприменительной деятельности.
Пожалуйста, предоставьте копию вашего ответа Джерри Бейли, помощнику регионального администратора по технической поддержке.
ГИЛБЕРТ Дж. САУЛТЕР
Региональный администратор
Вложения
5 августа 1992 г.
Mr. C. J. Beysselance
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
Почтовый ящик 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Beysselance:
Это относится к вашему письму от 2 июня 1992 г., адресованному нашему районному отделению в Батон-Руж, относительно разъяснения стандартов безопасности OSHA [29 CFR 1910.254(c)(2)(i) и 29 CFR 1926(c)(5)( IV)].
Ваш запрос был передан в Управление программ соответствия, Вашингтон, округ Колумбия, для ответа на этом уровне.
Примите наши извинения за задержку с ответом на ваш запрос.
С уважением,
ГИЛБЕРТ Дж. САУЛТЕР
Региональный администратор
ДЕПАРТАМЕНТ ТРУДА США
БЕЗОПАСНОСТЬ ТРУДА И
АДМИНИСТРАЦИЯ ЗДРАВООХРАНЕНИЯ
2156 Wooddale Boulevard
Suite 200
Baton Rouge, Louisiana 70806-1486
16 июня 1992
МЕМОРАНДУМ ДЛЯ: Гилберта Дж.
 Солтер
Региональный администратор
ВНИМАНИЕ: Джерри Д. Бейли
АРА/ТС
ТЕМА: Запрос на интерпретацию/разъяснение 29 CFR
1910.254(c)(2)(i) и 29 CFR 1926.351(c)(5)(iv)
Re: Jacobs Engineering Group, Inc. Батон-Руж, Луизиана
Солтер
Региональный администратор
ВНИМАНИЕ: Джерри Д. Бейли
АРА/ТС
ТЕМА: Запрос на интерпретацию/разъяснение 29 CFR
1910.254(c)(2)(i) и 29 CFR 1926.351(c)(5)(iv)
Re: Jacobs Engineering Group, Inc. Батон-Руж, Луизиана
В недавнем запросе (копия прилагается), полученном от Jacobs Engineering Group, Inc., фирмы из Луизианы, занимающейся как строительными работами, так и подрядными работами по техническому обслуживанию на химических и нефтеперерабатывающих заводах, запрашивались разъяснения относительно заземления рамы или дуговой сварки. машин требуется.1910.254(c)(2)(i) требует заземления корпусов сварочных аппаратов, но исключает машины с приводом от двигателя. 1926.351(c)(5)(iv) требует, чтобы рамы всех сварочных и режущих машин были заземлены либо через третий провод в силовом кабеле, либо через отдельный провод, заземленный в источнике тока, но этот параграф кажется применяться к сварочным аппаратам, подключенным к системе электроснабжения, а не к машинам с приводом от двигателя.
ANSI/ASC Z 49.1 — 1983, Статья 11.4.3 «Заземление корпуса машины» указано «…. особое внимание следует уделить безопасному заземлению переносных машин в соответствии со статьей NFPA 70. 250 «заземление».
ANSI C33.2 — 1972, параграф 14.2 «Аппарат для дуговой сварки трансформаторного типа» гласит: «…. Аппарат для дуговой сварки, не оснащенный гибким шнуром или кабелем и не предназначенный для подключения к системе электропроводки, должен должны быть снабжены подходящим соединением с нажимным тросом для присоединения заземляющего проводника».
В статье 630 (C) Национального электротехнического кодекса «Мотор-генераторные аппараты для дуговой сварки» не упоминается заземление корпуса машины.
Поскольку стандарты OSHA сформулированы довольно запутанно, мы были бы признательны за вашу помощь в разъяснении того, когда требуется «заземление корпуса машины» для аппаратов для дуговой сварки. В частности, какие типы переносных сварочных аппаратов требуют заземления, и освобождаются ли от этого требования машины с приводом от двигателя?
Мы надеемся, что вы быстро ответите на технические вопросы, чтобы мы могли дать компетентное руководство нашему полевому персоналу. Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.А. Вомак, инспектор по технике безопасности, районный офис Батон-Руж.
Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.А. Вомак, инспектор по технике безопасности, районный офис Батон-Руж.
РОБЕРТ Д. ХОЛМС
Региональный директор
Вложения
2 июня 1992 г.
Уважаемый мистер Холмс,
Обращаюсь к вам с просьбой о помощи в применении действующих стандартов безопасности OSHA при использовании переносных сварочных аппаратов. В частности, требуется ли заземление рамы портативного сварочного аппарата с приводом от двигателя?
Стандарт
1910.254(c)(2)(i) требует заземления сварочных аппаратов, но исключает машины с приводом от двигателя.Стандарт 1910.254(d)(3) требует проверки заземления корпусов сварочных аппаратов и требует особого внимания к «заземлению переносных аппаратов». В стандарте 1926.351(c)(5) обсуждается заземление корпусов аппаратов для дуговой сварки, но его формулировка довольно запутанна, и я получил различные толкования от нескольких экспертов-электриков. Наконец, у меня есть руководство производителя (прилагается), в котором говорится, что их портативные сварочные аппараты не требуют заземления корпуса аппарата.
Мы очень ценим вашу помощь в прояснении этого довольно запутанного вопроса.Если какая-либо дополнительная информация будет полезна, пожалуйста, не стесняйтесь звонить мне по телефону 768-5123.
Ваш друг в области безопасности,
C.J. Beysselance
Региональный менеджер по безопасности
Как заземлить сварочный аппарат – Полезное руководство – Лаборатория сварщиков
Одной из первых вещей, которые я усвоил, будучи новичком, является то, что все, что вы свариваете, должно быть хорошо заземлено, иначе пострадают сварные швы, расходные материалы и все остальное.
Итак, как заземлить сварочный аппарат? Сварочные аппараты обычно заземляются с помощью зажима заземления, обычно изготавливаемого из меди или латуни.Это делается для замыкания цепи и позволяет сварщику создать дугу. Без хорошего заземления это может поставить под угрозу качество сварки, расходных материалов или даже помешать сварке.
Очень важно заземлить сварочный аппарат перед началом работы. Если вы не знаете, зачем заземлять сварочный аппарат, продолжайте читать.
Если вы не знаете, зачем заземлять сварочный аппарат, продолжайте читать.
Эта статья расскажет вам все о заземлении вашего сварочного аппарата и ответит на множество часто задаваемых вопросов. К концу вы будете знать, как лучше всего заземлить сварочный аппарат.
Зачем заземлять сварщика?
Заземление электрических цепей — довольно распространенная техника безопасности.
практика, и это основная причина для заземления вашего сварочного аппарата. Поддержание надлежащего
заземление в установке для дуговой сварки имеет жизненно важное значение для безопасности на рабочем месте.
Еще одна причина для заземления — улучшить качество сварных швов. Все ваши сварочные токи будут проходить через зажим.
Это означает, что если ваше соединение не очень хорошее, производительность сварочного аппарата пострадает, что приведет к ухудшению качества сварки.
Что произойдет, если во время сварки у вас плохое заземление?
Если ваш хомут плохо обслуживается, вы в конечном итоге
некоторый ток либо протекает, либо слишком ограничен. Это приводит к
Это приводит к
пониженное выходное напряжение для вашего сварочного проекта. Это похоже на кого-то
немного изменив настройки.
С этого момента проблемы начинают усугубляться. Когда твой зажим
имеет проблему, сломанная или проблемная область будет нагреваться, что
ускорить исходную проблему и полностью разорвать соединение.За
По этой причине крайне важно хорошо заземлить машину.
Как видите, очень важно заземлить сварочный аппарат, чтобы этого не произошло. Заземление сварочного аппарата обеспечит вашу безопасность и улучшит качество сварки.
Фактически, сварщики, приобретающие собственные заземляющие зажимы, изготовленные из высококачественных материалов, обнаруживают, что они мгновенно повышают производительность своих аппаратов, не меняя никаких других настроек, кроме прилагаемого зажима по сравнению с модернизацией.
Типы заземления
Существует множество различных типов встроенного заземления сварочных аппаратов.Вот несколько различных способов, которыми машина работает с заземляющим зажимом, чтобы эффективно завершить циркуляцию напряжения и тока и обеспечить вашу безопасность.
Соединители заземления
Во многих машинах используется установка, при которой гибкий шнур подключается к розетке.
Некоторые из них постоянно подключены к системе электроснабжения с заземляющим проводом, но это редкость. Заземляющие проводники будут соединять сварочный аппарат по металлу с землей.
Проследив провод через систему распределения электроэнергии, вы увидите, что он соединяется с землей через металлический стержень в земле.
Когда вы подключаете корпус оборудования к земле, это гарантирует, что металл и земля имеют одинаковый энергетический потенциал, что предотвращает вас от удара током, если вы коснетесь обеих точек.
Заземление также ограничит напряжение на корпусе, что может помочь, если изоляция вашего оборудования по какой-либо причине выйдет из строя.
Что бы ни заземляло вашу машину, она способна проводить ток, который напрямую согласуется с устройством максимального тока системы электроснабжения.
Это позволяет координатору заземления оставаться неповрежденным даже после возникновения электрической неисправности внутри машины.
Двойная изоляция
Некоторые машины имеют конструкцию с двойной изоляцией. Для них не потребуется подключение заземляющего проводника, потому что дополнительная изоляция защищает вас от ударов током.
Они могут быть идентифицированы по рамке внутри символа рамки на паспортной табличке. В любом случае, для дополнительной безопасности может быть хорошей идеей использовать заземляющий зажим.
Штыри заземления в вилках
В большинстве небольших машин для работы используется вилка на конце шнура питания. В них подключение заземляющего проводника происходит автоматически при включении машины в сеть.
Штырь заземления на вилке подключается к розетке. Не используйте для них адаптер, потому что он разорвет заземление и помешает правильному подключению контакта.
Вы также не хотите вынимать штифт из вилки, потому что он там не просто так.Без штифта преимущества безопасности этого заземляющего проводника приносятся в жертву.
Проверка цепей
Если вы регулярно используете проверку цепи, вы можете проверить целостность заземляющего разъема.
Они проверяют цепи на 120 вольт и могут быть приобретены за очень небольшие деньги. Они покажут световой индикатор, если цепь заземления работает в этой конкретной розетке.
Они могут показать, нужен ли вам электрик для установки заземления вашей цепи.
Заземление заготовки
Сварочный контур полностью состоит из проводящего материала.Ток для ваших проектов будет протекать через этот материал.
Эти токи проходят через клеммы, кабели, соединения, пистолет, горелку, контейнер для электродов и деталь, над которой вы работаете.
Цепь изолирована от земли, а не соединена внутри станка с заземлением заготовки.
Для этого типа вы подключаете свое устройство к заземленному металлическому столу. Металлические каркасы зданий могут работать, если они отделены от соединения цепи, которое формирует ваш сварщик.Это похоже на заземление корпуса машины.
Когда вы заземляете свой предмет, он функционирует на том же уровне потенциала, что и любой другой заземленный объект поблизости. Когда изоляция выходит из строя, напряжение между вашей деталью и землей не будет ограничено.
Когда изоляция выходит из строя, напряжение между вашей деталью и землей не будет ограничено.
Для этого подключения ваша деталь подключается к рабочему кабелю. Обычно используется какой-либо тип пружинного зажима.
Иногда его ошибочно называют зажимом заземления. Это не приведет к заземлению вашей заготовки.Он просто замыкает сварочный контур.
Высокочастотное заземление
Некоторые машины запускают и стабилизируют токи при высокочастотном напряжении.
Используется в основном в машинах GTAW (газовая вольфрамовая дуговая сварка). Это напряжение будет иметь частоты, достигающие диапазона мегагерц, несмотря на то, что сварочное напряжение составляет всего 60 Гц.
Эти высокочастотные сигналы имеют тенденцию удаляться от зоны сварки. Это означает, что они, как правило, мешают приему радио и телевидения и могут даже негативно влиять на другую электронику в этом районе.
Чтобы свести к минимуму эту проблему, вы можете заземлить сварочную цепь. Раньше у меня была эта проблема в моем магазине, но я быстро понял, что один сварочный аппарат был неправильно заземлен.
Раньше у меня была эта проблема в моем магазине, но я быстро понял, что один сварочный аппарат был неправильно заземлен.
Заземление переносных сварочных и автомобильных генераторов
Генераторы, используемые для удаленных и мобильных сварочных работ, обычно обеспечивают вспомогательное питание в диапазоне от 120 до 240 вольт.
Эти генераторы не подключены к существующей энергосистеме, поэтому часто невозможно найти удобный встроенный метод заземления машины.
Для генераторов вам следует установить источник питания на грузовик или прицеп. Питание должно браться из розеток с помощью шнура и вилки. Они должны иметь заземляющий контакт.
Рама вашего генератора должна быть соединена или электрически соединена с рамой вашего грузовика или прицепа.
Если у вас нет всех этих требований, вам также потребуется заземлить генератор.
Например, если ваш генератор подключен к системе, которая обеспечивает питание вашего дома во время отключения электроэнергии, или каким-либо иным образом подключен к системе электропроводки в помещении, вам необходимо заземлить его.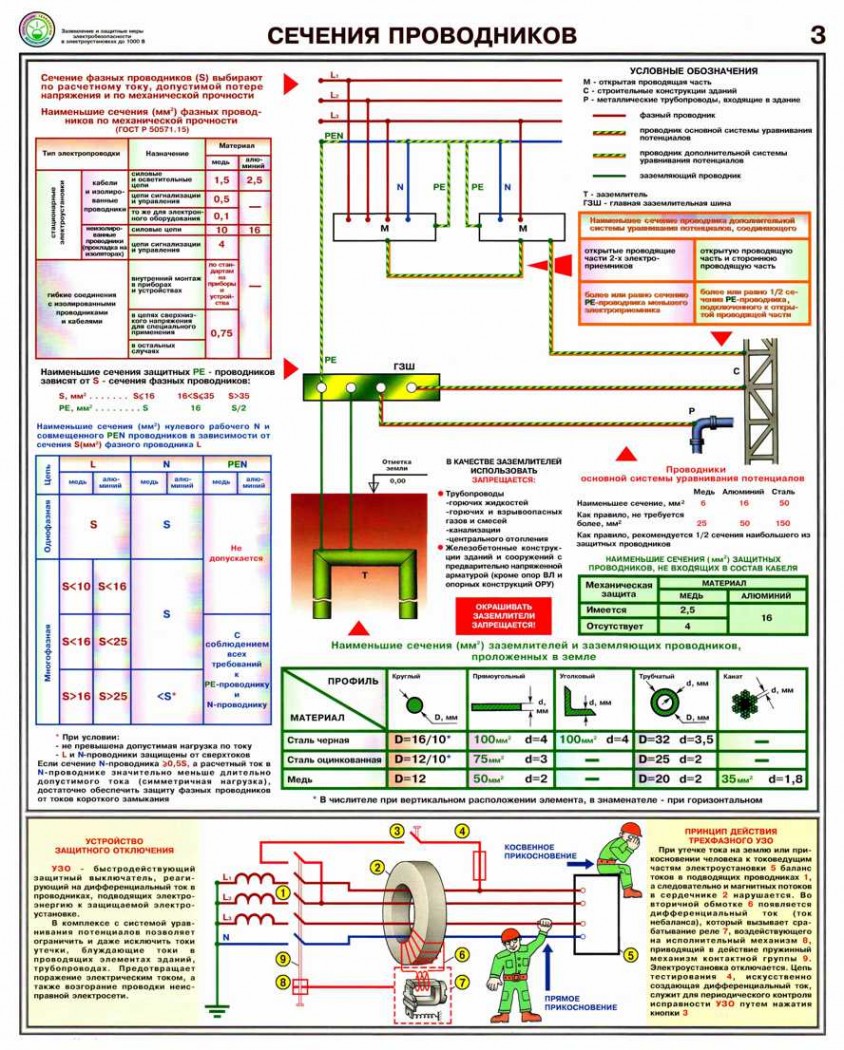
Если питание подключено к генератору жестко и не требует вилки или шнура, вам также необходимо заземление.
Заземление удлинительного шнура
Удлинительные шнуры необходимо регулярно опускать для обеспечения непрерывности их заземления.
Лежа на земле, они получают большой урон. Использование тестера цепи розетки также может помочь убедиться, что ваши соединения в шнуре, вилке и розетке не повреждены и работают правильно.
Как заземлить сварочный аппарат?
Для заземления сварочного аппарата достаточно просто подключить цепь.Вы делаете это, помещая заземляющий зажим на вашу заготовку. Чистый металл работает лучше всего, и он должен быть близко к вашему изделию.
Он должен иметь достаточную проводимость для замыкания цепи, а также заземления для предотвращения искр и ударов. Полезно иметь под рукой демпфер, например, дерево, на случай, если что-то случится, и вам нужно предотвратить протекание тока через ваше тело.
Внутри множества зажимов заземляющая полоса крепится к
тащить Внутри с обеих сторон зажима есть контактная пластина.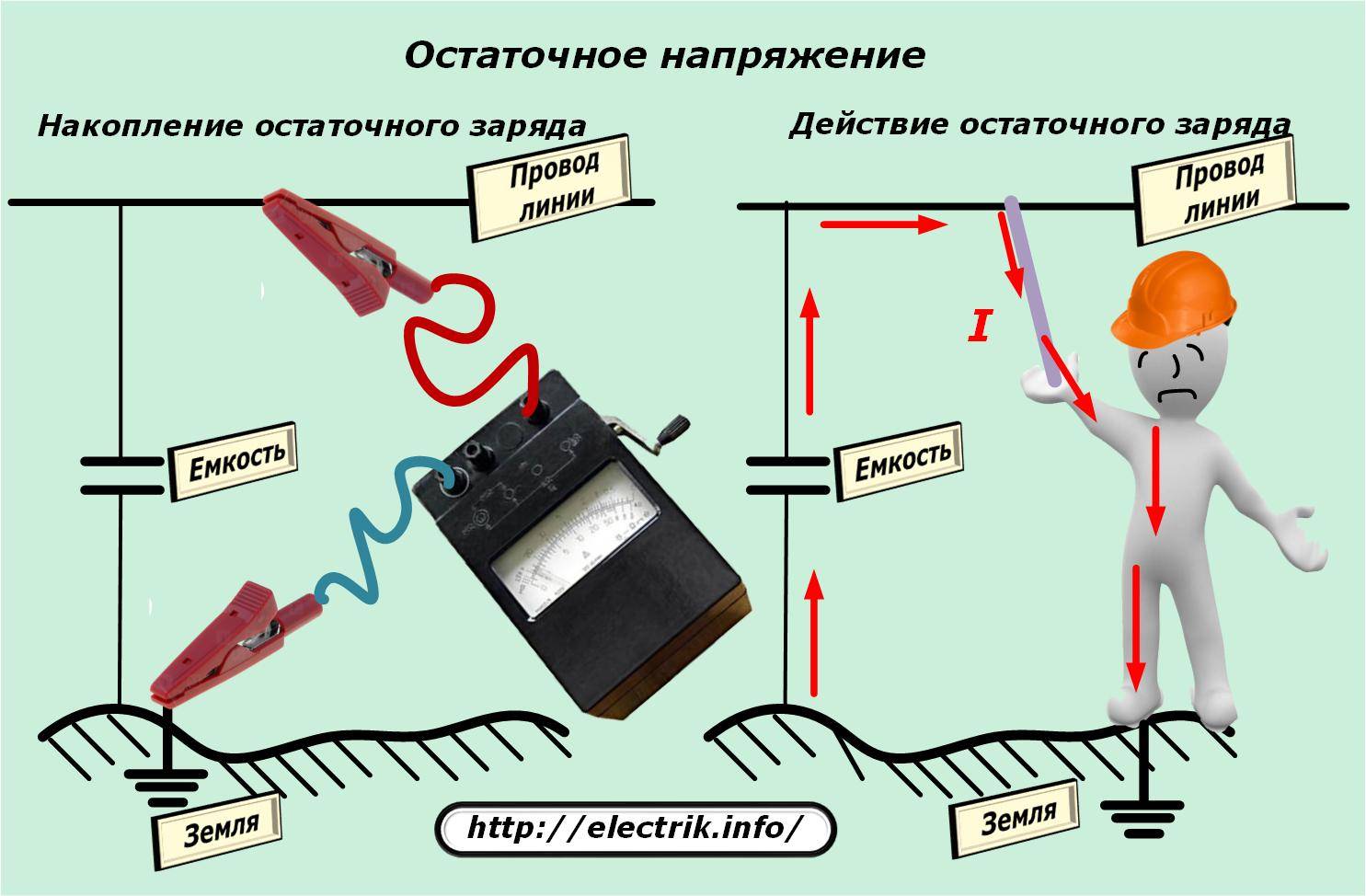 Также есть
Также есть
контактная пластина. Как только плита прогорит, лагерь больше не будет проводить
электричество. Обязательно обслуживайте их должным образом и заменяйте их перед
происходит перегрев.
Зажимы большего размера часто полностью сделаны из проводящего металла с гигантскими пружинами и зубьями для дополнительного контакта. Вместо крюка со шпилькой и гайкой для вашего кабеля они сделаны с болтом, который имеет контактную площадку в цилиндре для вашего кабеля. Затяните и прижмите его к земле, чтобы все ваши усилия происходили на зажиме, а не на кабеле, чтобы он не ослабил вашу землю.
Если вы работаете на металлической скамье, вы можете просто прикрепить ее к скамье или столу в чистом месте. Вы можете убрать его с дороги, чтобы не споткнуться. Проблема в том, что теперь ваш кабель стал частью земли, поэтому, если вы прислонитесь к кабелю или рабочему столу, вас может ударить током.
Чтобы избежать этой проблемы, закрепите зажим на заготовке.
всякий раз, когда вы в состоянии сделать это. Если ваша часть не может справиться с этим, тогда получите гиганта
Если ваша часть не может справиться с этим, тогда получите гиганта
зажим, чтобы у вас был голый металл к голому металлу, затем возьмите кабель заземления и
прикрепите его к этому хомуту.Тогда ваш кабель не является частью земли, поэтому вы можете
опереться на свой стол.
Если ваш кусок слишком мал для этого, вы можете закрепить его на верстаке и притереть к верстаку. Только не прислоняйся к столу. Если вы планируете прислониться к столу, купите сварочные втулки.
Они защитят вас от жары, УФ-излучения на сварном шве и летящих искр, а также от земли, если вы прижаты к столу. Куски дерева и перчатки на столе также могут изолировать вас.
Куда ставить зажим заземления при сварке?
Одна из важных вещей, которую нужно знать, — это место установки зажима заземления при сварке. Зажим заземления (заземляющий зажим) необходимо прикрепить к основному материалу, который вы свариваете.
Он также должен быть рядом с местом, где вы выполняете сварку. На самом деле, вы даже можете прикрепить его прямо к пластине, на которой находится ваша заготовка; просто убедитесь, что он не прижат к чему-либо, прислоненному к стене.
Металлический верстак или стол также подойдут для
ставь свой хомут.Если ваша работа не касается этого металлического стола, опять же… просто зажмите
его к вашей заготовке. Чем ближе вы можете зажать область, с которой работаете, тем
лучше.
Вам также необходимо убедиться, что зажим для еды находится в чистом состоянии.
металл. Если вы не подготовили металл, это будет очень плохое соединение. Сделать
обязательно без ржавчины и краски. Без этой дополнительной защиты вас может ударить током.
и ваша сварка может быть некачественной.
При сварке автомобилей необходимо соблюдать особую осторожность. Вы не можете прижать кабель заземления к пяткам.
Если вы сделаете это, то можете разрушить подшипники колес. Более новые автомобили также, как правило, работают постоянно, даже когда они стоят без дела без ключей или зажигания. Для дополнительной безопасности вы можете отсоединить аккумулятор перед сваркой или отсоединить генератор.
Несмотря на это, сварка MIG, как правило, достаточно безопасна. Вам просто нужно убедиться, что, когда вы отсоединяете провода аккумулятора, вы не позволяете им касаться кузова.
Вам просто нужно убедиться, что, когда вы отсоединяете провода аккумулятора, вы не позволяете им касаться кузова.
Какой зажим заземления лучше всего подходит для сварочных аппаратов MIG?
Когда дело доходит до сварки MIG, мне нравятся медные зажимы.Они удобны и безопасны, проводимость довольно высока, а уровень коррозии низок.
Мне больше всего нравится медный сварочный заземляющий зажим на 300 А от Lenco. Зажим весит чуть меньше 1,5 фунтов. Он имеет размеры 8 дюймов на 3,75 дюйма на 1 дюйм и может выдерживать 300 ампер.
Этот зажим значительно улучшит производительность сварщика MIG по сравнению с заводским зажимом, с которым обычно поставляются эти сварочные аппараты, поэтому вы получите более качественные сварные швы.
Зажим предназначен для проводов большего диаметра, поэтому вам может потребоваться удвоить заземляющий провод для достаточно прочного соединения, а для дополнительной прочности он также представляет собой обжимной тип.Если у вас нет кримпера, вы всегда можете использовать хомут для шланга.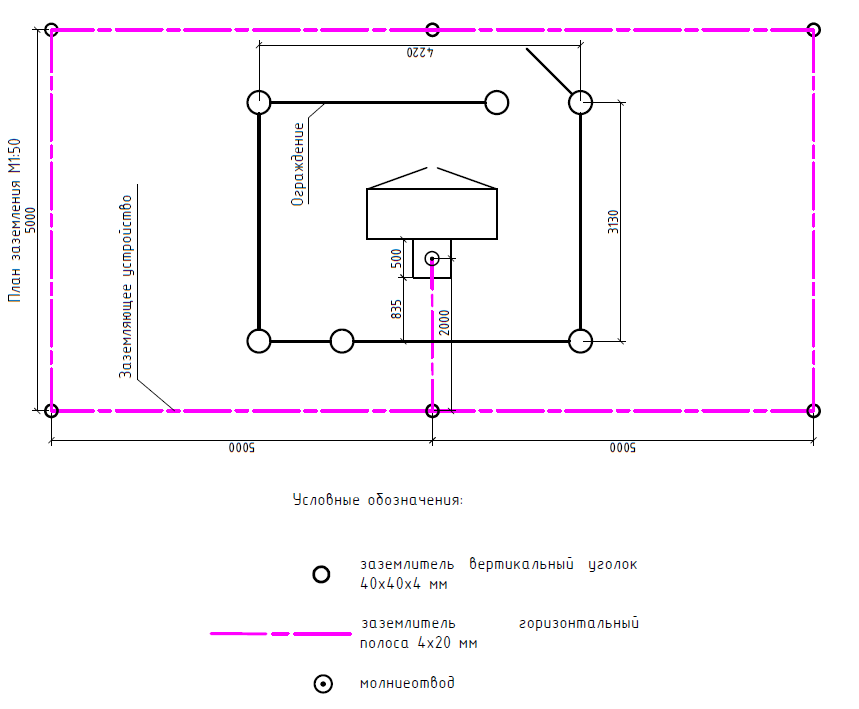
Это удивительное предложение, учитывая, что оно полностью из меди.
Он сделан в США и предназначен для тяжелых условий эксплуатации, обеспечивая лучшую проводимость при отличном
цена. Многие профессиональные сварщики доверяют ему, и мы понимаем, почему. Хороший
часть дизайна заключается в том, что вы можете легко закрепить его прямо на своем
заготовка!
Часто задаваемые вопросы
У многих людей возникают дополнительные вопросы относительно
заземление своих сварочных аппаратов.Если у вас остались вопросы, вот некоторые
ответы, которые могут помочь.
Может ли сварщик получить удар током?
Знак опасности высокого напряжения с черными и желтыми полосами опасности.
Да! Сварщики работают с большим количеством электроэнергии. Вы можете значительно снизить вероятность поражения электрическим током, правильно заземлив сварочный аппарат, но даже это не делает его на 100 % безопасным.
Сварочный контур потребляет энергию по напряжению. Если вы в конечном итоге станете проходом с электричеством, замыкающим свою цепь, вы будете поражены током.
Электричество всегда движется по пути наименьшего сопротивления. Если вы сухие и на сухой поверхности, то у вас больше сопротивления, чем у металлов, которые вы используете, поэтому вы с меньшей вероятностью получите удар током.
К сожалению, без кабеля заземления вы можете оказаться единственным кабелепроводом, замыкающим электрическую цепь, и в этом случае вы будете поражены электрическим током.
Боковое Примечание: Убедитесь, что рядом со сварочным объектом нет воды. Смешивать воду и электричество крайне опасно.Даже пот с вашего тела может увеличить вероятность того, что вы испытаете шок. Когда вы или ваша одежда мокрые или влажные, это значительно увеличивает вероятность удара током.
Еще один способ защититься от шока — избегать
электрод. Не прикасайтесь к электроду, потому что его металлические части вместе с
любые оголенные разъемы проводов соединят держатель с машиной через
ты. Стоя на металлическом полу, вы также можете увеличить вероятность поражения электрическим током.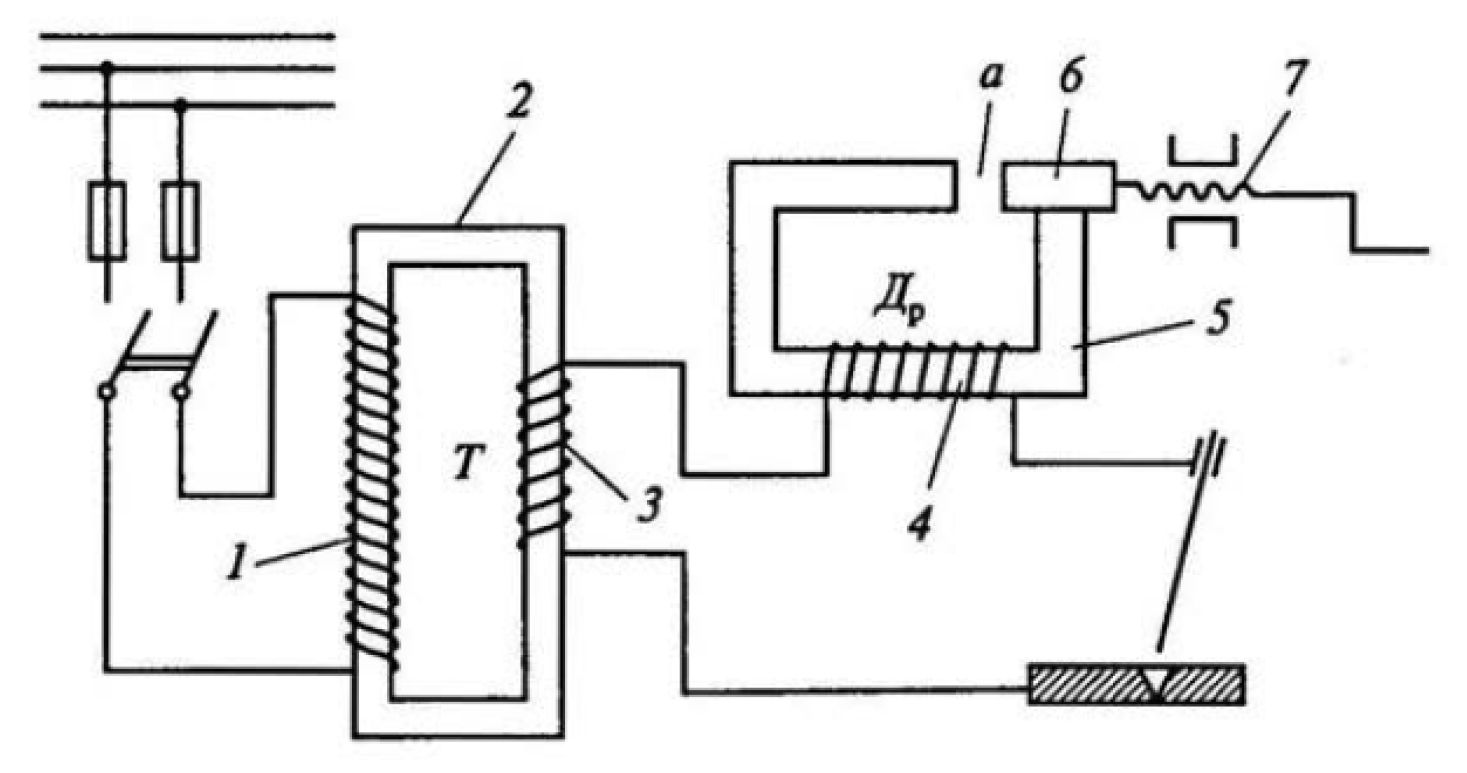
Вы можете оградить себя от этого риска с помощью дополнительных мер безопасности.Например, если вы носите длинные перчатки сварщика, убедитесь, что они сделаны из изолирующего материала.
Поддерживайте изоляцию сварочных кабелей, электрододержателей, пистолетов и горелок. Это также обеспечит некоторую защиту от изоляции. Осуществляя техническое обслуживание оборудования и удлинителей, вы можете предотвратить дополнительный риск поражения электрическим током, источником которого является ваша электрическая система.
Техническое обслуживание и ремонт также жизненно важны для снижения риска
шока.Замените любые поврежденные провода при первых признаках трещин или повреждений. Просто
помните, что вам нужно выключить машину и полностью отключить ее, если вы
выполнять ремонт любой части машины самостоятельно. Это единственный способ
убедитесь, что нигде нет электричества. Простое отключение только удаляет
мощность лидов.
Если вы в конечном итоге получите удар током, вам следует немедленно обратиться за неотложной медицинской помощью. Электрические ожоги могут вызвать массу повреждений, которые не всегда проявляются сразу.
Электрические ожоги могут вызвать массу повреждений, которые не всегда проявляются сразу.
Хорошей новостью является то, что крайне редко можно получить смертельную травму при сварке. Пока вы соблюдаете правила техники безопасности, вы должны быть в порядке. Большинство ударов также довольно мягкие и не приводят к летальному исходу.
Заземление сварочного аппарата положительное или отрицательное?
Чтобы ответить на этот вопрос, необходимо рассмотреть термины «заземление» и «рабочий провод». Они часто используются взаимозаменяемо, но это было бы огромной ошибкой. Они очень разные, и спутать их с одним и тем же может быть очень опасно.
Наиболее распространенные источники питания для сварки имеют плюсовой и минусовой шпильки. Вы прикрепляете кабель, ведущий к электроду, к одному из них, а затем подключаете кабель, ведущий к зажиму рабочего провода, к другому.
Определение необходимой полярности поможет вам ответить на этот вопрос. Требование полярности для типа сварки, которую вы выполняете, будет исходить либо от положительного, либо от отрицательного шпильки, а другой получает заземление.
Примечание сбоку: Когда вы смотрите на сварочное оборудование, важно помнить, что рабочий кабель на самом деле ничего не заземляет.Вы должны заземлить свое оборудование для защиты от ударов.
Этот тип заземления и тип, с которым мы имеем дело в этой статье, не имеет абсолютно никакого отношения к положительным или отрицательным шпилькам на вашем сварочном аппарате.
Заземление самой машины осуществляется через постоянно подключенное соединение питания, которое питает вашу машину, или с помощью отдельного зажима и провода, соединяющих корпус или раму вашей машины с землей.
Иногда вам может потребоваться использовать и вилку, и проводные соединения, но ни один из них не относится к положительным и отрицательным шпилькам машины.
Ваш рабочий стол также должен быть заземлен. Происходит этот процесс путем подключения троса к сказке от забивной штанги или самого здания. Это также не учитывает положительные и отрицательные шпильки на сварочном аппарате.
Термин заземление означает защиту вас и вашего оборудования от ударов. Термин «выводы» или «рабочие выводы» относится к положительным и отрицательным шпилькам на вашем сварочном аппарате.
Ни положительные, ни отрицательные провода не считаются надлежащим заземлением, когда речь идет о безопасности сварки.Для этого используется зажим.
Латунные и медные зажимы заземления
Медь и латунь — два лучших типа заземляющих зажимов. Хотя цинк раньше был обычным явлением из-за низкой стоимости, он очень слаб механически, поэтому зажимы регулярно трескались. Они также имеют плохую устойчивость к коррозии. Из-за этих недостатков латунь и медь стали популярными вариантами. Один лучше другого?
Все опытные сварщики используют для этого либо медь, либо бронзу, потому что это лучшие металлы.Когда дело доходит до двух столкновений, медь побеждает.
Если вы хотите увидеть медный зажим заземления, я предпочитаю, чтобы здесь была ссылка на тот, который я использую на Amazon.
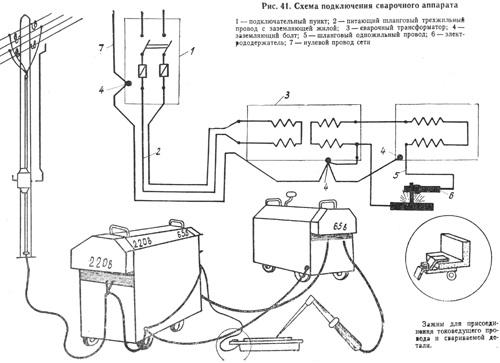
Медь обладает гораздо большей электропроводностью, чем латунь (а также более электропроводность, чем бронза, третий по распространенности тип зажима). Хотя серебро является лучшим, оно также намного дороже и совершенно не нужно, когда медь хорошо справляется со своей задачей.
Несмотря на это, латунь по-прежнему используется очень часто. В большинстве случаев медь трудно найти, если только она не используется только в качестве покрытия.Большинство зажимов изготовлены из латуни или стали с медными пластинами.
Когда дело доходит до сварки, разница в проводимости между медью и латунью настолько незначительна, что многие люди предпочитают экономить на твердой меди, используя латунь.
Мы выбрали медь, потому что это хороший баланс. При сравнении стоимости, коррозионной стойкости и проводимости меди, латуни, бронзы и серебра медь хорошо сбалансирована. Вот почему он набирает популярность и регулярно используется в электромонтажных работах.
Заключение
Как видите, очень важно иметь хорошую твердую почву. Вот почему я рекомендую прочный медный зажим заземления.
Заземляющий зажим улучшает качество ваших сварных швов благодаря увеличению силы тока и производительности вашего аппарата. Это также обеспечивает вашу безопасность и не позволяет вам быть тем, что замыкает электрическую цепь. Это предохранит вас от удара током или ожога сварщиком.
Заземляющие зажимы очень просты в использовании.Вы просто очищаете кусок металла и зажимаете его, чтобы замкнуть цепь. В большинстве случаев лучшая практика безопасности и качества требует, чтобы зажим заземления крепился непосредственно к заготовке.
Если это невозможно, вы можете закрепить его на металлическом столе или верстаке. Просто помните, что это делает кабель частью цепи, поэтому вам нужно избегать опираться на стол или касаться кабеля во время работы.
Еще одна важная вещь, которую следует отметить, это то, что рабочий провод и заземление — это очень разные понятия. Оба они важны для безопасной работы вашего сварочного аппарата, но служат совершенно разным целям.
Оба они важны для безопасной работы вашего сварочного аппарата, но служат совершенно разным целям.
Заземление с помощью рабочего кабеля улучшит вашу работу и замкнет цепь, но не заземлит ваш сварочный аппарат и снизит риск поражения электрическим током. Истинное заземление, или заземляющее заземление, соединяет ваш сварочный аппарат с землей, что снижает вероятность ударов током и снижает потенциал. Это важный аспект безопасности сварки.
После того, как вы освоите заземление и рабочие провода, вы сможете сваривать гораздо безопаснее и обнаружите, что вам не нужно вкладывать средства в модернизацию сварочного аппарата, которую вы рассматривали.
Медный зажим заземления сам по себе может повысить производительность вашего сварщика благодаря более высокой проводимости по сравнению с заводскими металлами, которые обычно изготавливаются из цинка или сплавов.
Следует ли заземлять сварочные столы?
Заземление – неотъемлемая часть сварочных работ или любых других работ, связанных со значительным количеством электричества высокого напряжения. Дуговая сварка — это искусство, с помощью которого можно соединять различные виды экзотических металлов, но связанное с этим электричество означает, что необходимо соблюдать меры предосторожности.
Дуговая сварка — это искусство, с помощью которого можно соединять различные виды экзотических металлов, но связанное с этим электричество означает, что необходимо соблюдать меры предосторожности.
Итак, сварочные столы должны быть заземлены? Да, сварочные столы должны быть заземлены для предотвращения утечки напряжения с выходных проводов. Всякий раз, когда вы работаете с электричеством высокого напряжения, заземление предотвращает электрическую дугу и обнаружение человека. Сварщики вряд ли будут поражены электрическим током без заземления, но они могут получить неприятный удар током.
Знать, как защитить себя при использовании сварочного аппарата, — это самое важное, чему вы должны научиться, прежде чем взять в руки кусок присадочного металла.Читайте дальше, чтобы узнать больше о том, почему заземление столов необходимо и как это сделать.
Следует ли заземлять сварочные столы?
Последствия отсутствия заземления сварочного стола зависят от типа выполняемой сварки.
Заземление делается не только для предотвращения поражения электрическим током . Это также выполняется для предотвращения излучения высокочастотных сигналов от зоны сварки и создания помех для расположенных поблизости электрических устройств, таких как телевизоры и радиоприемники.
Помимо электрических помех, высоковольтные блуждающие сварочные токи способны вызвать возгорание на рабочем месте или поражение электрическим током сварщика или окружающих . По этой причине Американский национальный институт стандартов (ANSI) предписывает в своей стандартной рабочей процедуре Z49.1 («Безопасность при сварке, резке и смежных процессах»), что заготовка или сварочный стол должны быть заземлены отдельно от сварочной цепи.
Во многих случаях сварщику, скорее всего, повезет, даже если его стол не заземлен должным образом, и ущерб не будет нанесен.
Но риск поражения электрическим током, поражения электрическим током или возгорания не стоит риска пропустить площадку стола.
Узнайте больше о безопасности при сварке — Здесь вы можете найти статью с нашего веб-сайта о: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Как работает сварочная площадка?
Заземление в сварочном столе представляет собой электрический обратный путь — провода вашего сварочного аппарата не имеют никакого пути к заземлению питания. В однофазной проводке переменного тока имеется несколько проводов под напряжением: один или два провода под напряжением (под напряжением), а также нейтраль и заземление, которые оба имеют общее соединение на главной сервисной панели
.
Сварочная цепь может работать без заземления. Земля включена в цепь только в целях безопасности. Цепи переменного тока могут работать либо с двумя горячими проводами, либо с горячим проводом и нейтральным проводом.
Заземление состоит из любого вбитого в землю материала, который может эффективно проводить электричество, но заземление сварочного стола специально предотвращает попадание паразитного напряжения, вызванного сварочными операциями, на любое близлежащее электрическое оборудование или людей .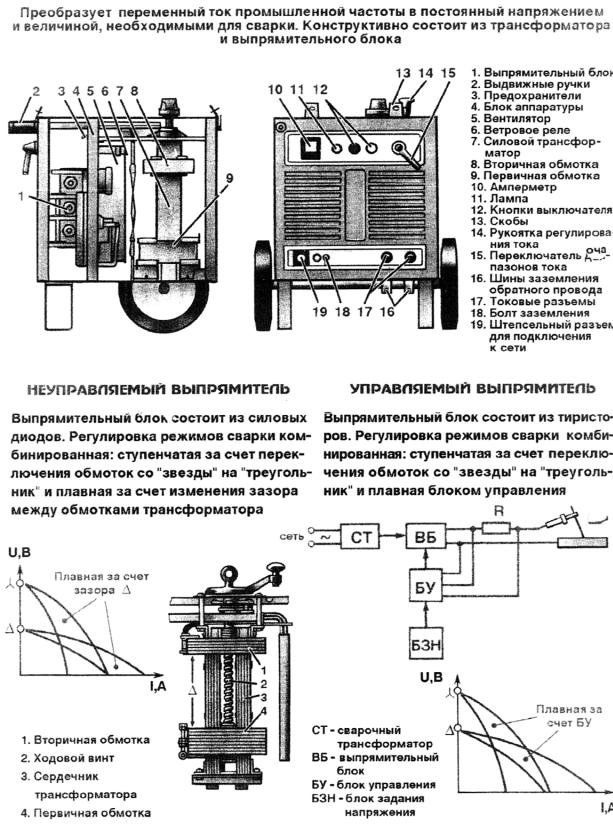
Что произойдет, если не заземлить сварочный стол?
Основной риск отсутствия заземления во время сварки заключается в том, что дуговая сварка предполагает использование разомкнутой электрической цепи для сварки, и блуждающее напряжение от сварщика может в конечном итоге попасть в сварочный аппарат , если тело сварщика является путем наименьшего электрического тока. сопротивление.
Поскольку напряжение, используемое при сварке, относительно низкое, маловероятно, что сварщик будет поражен электрическим током (или погибнет от электричества) при поражении блуждающим напряжением от сварочного аппарата. Однако удар может быть неожиданным и болезненным и может привести к повреждению сварочного аппарата , незавершенного производства или расположенного поблизости оборудования, если сварочная горелка падает.
При дуговой сварке необходим заземляющий зажим, поскольку дуга от электрода возникает из-за того, что горелка ВИГ пытается установить цепь со столом.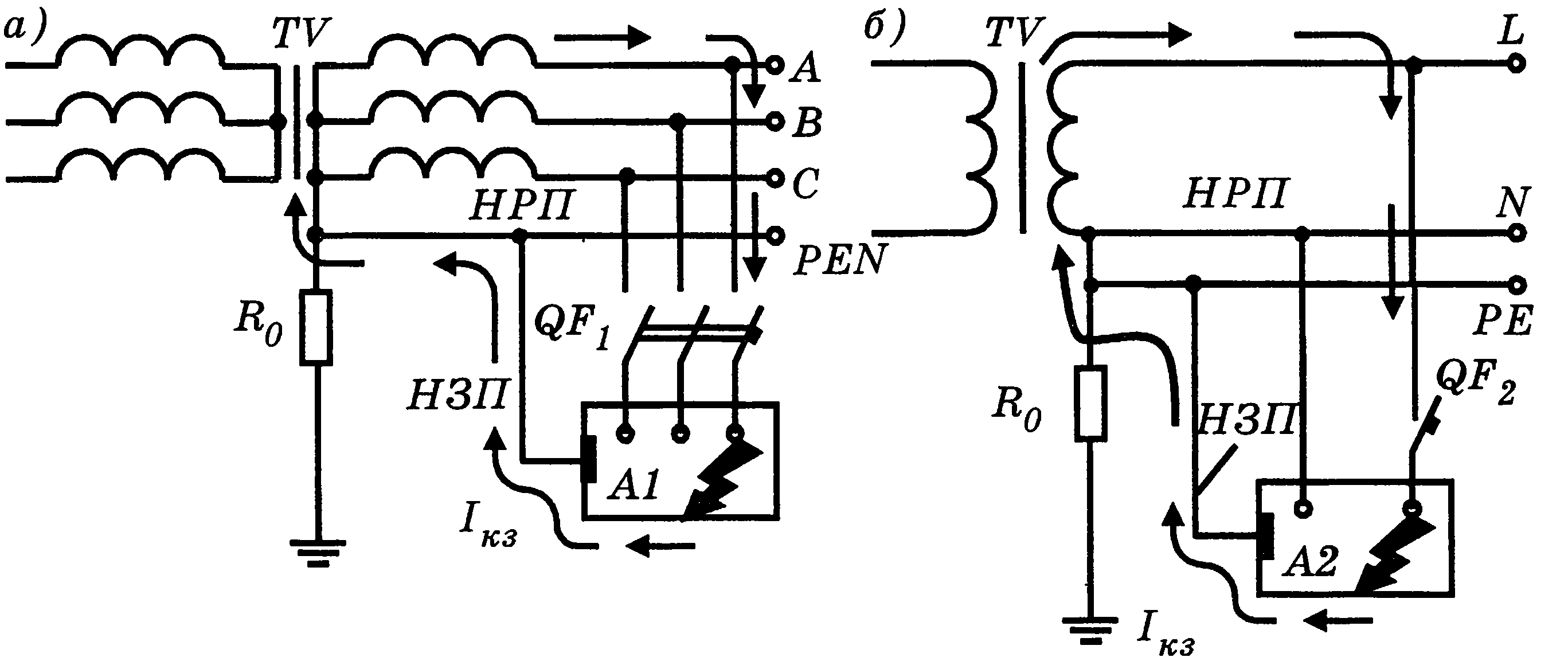 В этом случае провод заземления называется рабочим проводом. Без него сварка невозможна, потому что горелка не зажигает дугу.
В этом случае провод заземления называется рабочим проводом. Без него сварка невозможна, потому что горелка не зажигает дугу.
Можно ли сваривать без заземления сварочного стола?
Короткий ответ: да ; Есть много сварщиков, которые сваривают, не заземляя свой сварочный стол, вместо этого предпочитая прикреплять рабочий кабель как можно ближе к свариваемой детали. Основной причиной отказа от заземления сварочного стола является то, что результирующее электрическое сопротивление может иногда привести к повреждению в результате перегрева и угрозе возгорания в зависимости от используемого напряжения.
Однако сварка без заземления может привести к радиочастотным сбоям в окружающем электронном оборудовании, поэтому, в зависимости от условий мастерской, отсутствие заземления сварочного стола может привести к повреждению окружающей среды.
Основной риск, связанный с заземлением сварочного стола, заключается в том, что при сварке используются различные полярности, напряжения и частоты, так как подключение этих кратковременных всплесков к электрической системе здания может вызвать перебои и другие проблемы с электричеством.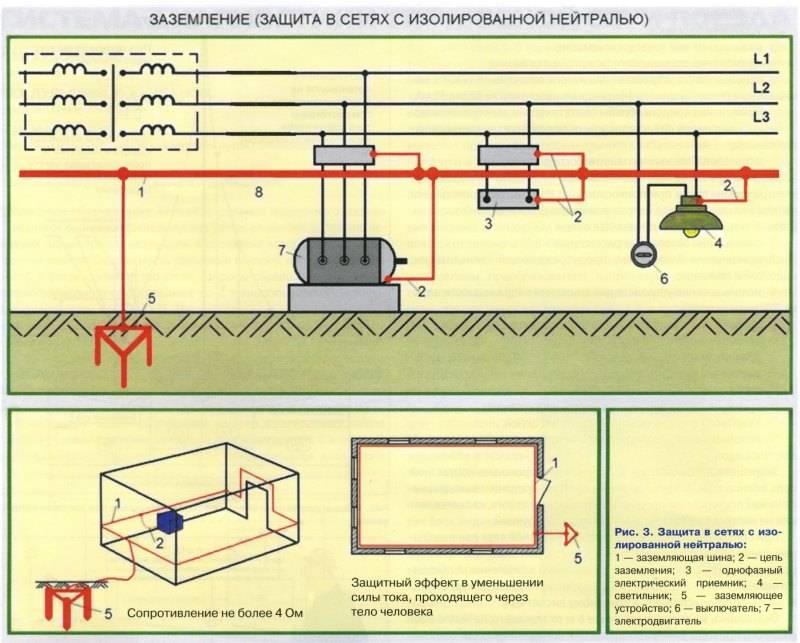
Как заземлить сварочный стол?
Сварочные столы заземляются путем включения заземляющего зажима в их сварочную цепь. Многие сварочные столы уже поставляются с заземляющим зажимом, но если вы строите сварочный стол, рекомендуется включить зажим для заземления стола.
Это основной метод заземления сварочного стола:
- Заземляющий шов может крепиться в двух местах — либо на самом металлическом сварочном верстаке, либо на свариваемом изделии. Прикрепление сварочного зажима заподлицо к нижней части верстака не позволит ему мешать во время сварки.
- Крепление заземляющего зажима к рабочему столу в беспрепятственном месте эффективно заземляет сварной шов, но также делает сам стол частью цепи, оставляя сварщика уязвимым для внешних ударов, когда они касаются стола. Во избежание этого к самой сварочной работе можно прикрепить заземляющий зажим.
- Если на самом сварочном объекте нет удобного места для крепления заземляющего зажима из-за размера или формы детали, можно сначала прикрепить к детали больший сварочный зажим с тисками, а затем прикрепить заземляющий зажим. зажим к большему зажиму.
 зажим к большему зажиму.
зажим к большему зажиму.Чтобы узнать, как сварить заземляющий стол, а также узнать больше о заземлении для сварки и электробезопасности, вот учебное видео, которое может помочь.
Как улучшить дешевый зажим заземления >> Посмотрите видео ниже
Вышеупомянутые эксперты по сварке демонстрируют, что существует несколько методов, которые можно использовать для повышения эффективности зажима заземления, чтобы сделать сварочный стол более простым и безопасным в эксплуатации. Знание того, как правильно заземлить сварочные работы, является важной частью безопасной работы в мастерской.
Чем больше вы знаете о том, как работают электрические аспекты вашего оборудования, тем более опытным сварщиком вы станете.
Для чего используется зажим заземления при сварке?
Зажим заземления — это зажим на сварочном столе, используемый для подключения заземляющего провода к заготовке для стабилизации сварного шва и предотвращения паразитного электрического напряжения. Заземление может быть связано либо с куском металла, над которым работает сварщик, либо с самим сварочным столом.
Поскольку заземляющие зажимы являются частью сварочной цепи , они должны быть способны проводить электричество и выдерживать электрический ток без перегрева из-за электрического сопротивления . При выборе типа заземляющего кабеля, который будет использоваться с заземляющим зажимом, сварщик должен учитывать максимальную силу сварочного тока, который будет подаваться.
Вот некоторые из доступных заземляющих зажимов и их максимальная сила тока:
Сварка и электробезопасность
Помимо проверки правильности заземления сварочного стола, во время сварки можно предпринять и другие шаги, чтобы гарантировать безопасность всех операторов и выполнение сварочных работ с минимальным риском. Вот некоторые правила безопасности, которые необходимо соблюдать при сварке за сварочным столом:
Вот некоторые правила безопасности, которые необходимо соблюдать при сварке за сварочным столом:
- Убедитесь, что все соответствующие кабели находятся в хорошем состоянии; удалите и замените все кабели, которые имеют признаки износа или другие дефекты.
- Не выполняйте сварочные работы во влажных условиях.
- Убедитесь, что все сварочные операции выполняются в сварочных перчатках, чтобы предотвратить прямой контакт кожи с током.
- Используйте резиновые сапоги и изоляционную прокладку в зоне сварки.
Незначительные меры предосторожности в мастерской могут помочь предотвратить поражение электрическим током при работе со сварочным аппаратом.
Заземление сварочного стола — важная часть безопасности сварки
Помимо обеспечения работы сварочного аппарата TIG, наличие зажима заземления на сварочном столе позволяет заземлить сварочные работы и помогает предотвратить несчастные случаи с электрическим током.
Хотя поражение электрическим током и электротравмы от сварочных установок относительно редки по сравнению с количеством людей, которые их используют, для сварщиков по-прежнему крайне важно учитывать мощность электричества при работе со сварочным аппаратом.
Источники:
esabna.com/euweb/awtc/lesson2_7.htm
telwin.com/en/telwin-academy/saldatura/mma-welding/
millerwelds.com/resources/article-library
ccohs.ca/oshanswers/safety_haz/welding/ электрический.html
Рекомендуемое чтение
Почему в сварочных столах есть отверстия? >> Советы и рекомендации, которые вам нужно знать
7 способов избежать поражения электрическим током при сварке под водой
Можно ли сваривать без заземления (и нужно ли это делать)? – Сварочный Босс.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Сварка – очень опасная работа, которую необходимо выполнять обдуманно и с оглядкой на безопасность. При сварке нужно помнить о многих вещах, чтобы обеспечить безопасность на рабочем месте. Один из самых важных шагов по обеспечению безопасности, которые вы должны предпринять как сварщик, — убедиться, что ваш аппарат заземлен.
Но можно ли сваривать без заземления? Короче говоря, да, вы можете сваривать без заземления, но вы рискуете своей безопасностью. Вы подвергаете риску не только свою личную безопасность, вы также рискуете причинить вред другим, повредив свое сварочное оборудование и объект, над которым работаете.
При настройке сварочного оборудования у вас может возникнуть вопрос, нужно ли вам заземлять оборудование или вы можете просто выполнять сварку в любых условиях. В этой статье будет рассмотрен процесс и причины важности заземления вашего сварочного аппарата перед началом работы.
Заземление сварочного аппарата
Существуют разные взгляды на необходимость заземления сварочного аппарата.
AdvertisementsПомните, что безопасность — это первое, на чем вам нужно сосредоточиться. Эксплуатация сварочного аппарата без заземления ставит под угрозу безопасность оператора, здания и всех, кто находится рядом с аппаратом.
У Кевина Карона есть хорошее видео, в котором объясняется, как безопасно заземлить верстак или вашу работу.
Все ли сварщики должны быть заземлены?
Зная о результатах отказа от заземления сварочного аппарата, вы можете задаться вопросом: все ли сварочные аппараты должны быть заземлены?
К счастью, некоторые сварочные аппараты уже поставляются с двойной изоляцией, которая обеспечивает заземление, необходимое для безопасной работы аппарата.
Коробка внутри символа рамки в самом низу вторая справа
Если у вас есть сварочный аппарат с двойной изоляцией, вам не нужно заземлять сварочный аппарат.
Однако не все сварочные аппараты имеют эту функцию. Убедитесь, что ваш делает, прежде чем предполагать. Для проверки найдите символ «коробка в коробке» на заводской табличке.
Для проверки найдите символ «коробка в коробке» на заводской табличке.
После просмотра паспортной таблички, если вы все еще не уверены, лучше всего поговорить с квалифицированным лицом, чтобы сообщить вам требования и рейтинги.
Если нет человека, у которого можно спросить, всегда обращайтесь в компанию. Они будут знать свою продукцию лучше, чем кто-либо другой.
Небольшие сварочные аппараты, подключаемые к розетке
Если вы используете небольшой сварочный аппарат, требующий напряжения 110 В, более чем вероятно, что заземление уже встроено в вилку. Убедитесь, что вы подключаете его к заземленной розетке, чтобы обеспечить защиту.
Рекламные ссылки Никогда не снимайте заземляющий контакт с вилки.Если вы решите отключить вилку, вы подвергнете опасности себя, оборудование и местоположение.
Как заземлить сварочный аппарат?
Теперь, когда вы ознакомились с важностью сварки с помощью заземленного аппарата, у вас может возникнуть вопрос, как заземлить сварочный аппарат.
Хорошей новостью является то, что заземлить сварочный аппарат очень просто, и есть несколько методов, которые можно использовать, некоторые более разумные, чем другие.
Помните, что если вы ищете в Интернете лучший способ заземления сварочного аппарата, вы столкнетесь с множеством разных идей.
Не все эти идеи хороши или плохи. Важно, чтобы вы руководствовались здравым смыслом и консультировались с электриком или специалистом, имеющим опыт заземления сварочных аппаратов.
Подключение (заземление) к земле
Наиболее распространенным методом заземления сварочного аппарата является подключение заземляющего провода к металлическому стержню, находящемуся в земле. Это хороший метод, если вы находитесь на улице со своим сварочным аппаратом.
Соединение с каркасом здания
При использовании каркаса здания в качестве заземления имеется в виду металлический каркас здания.При этом убедитесь, что соединение заземления отделено от других сварочных соединений. Скорее всего, вы использовали бы это для сварщика, который неподвижен.
Скорее всего, вы использовали бы это для сварщика, который неподвижен.
Заземление удлинителя
В крайнем случае вы можете использовать удлинитель в качестве заземления.
Это возможно и нормально, но вы должны помнить, насколько сильно изнашивается удлинитель. Убедитесь, что вы часто проверяете шнур на наличие разрывов или трещин.
Можно ли прикрепить сварочный аппарат к раме автомобиля для заземления?
Глядя на различные места, где вы можете использовать свой сварочный аппарат, вы можете подумать, что единственное металлическое оборудование в вашем автомобиле имеет металлический каркас.Зная это, вы можете подумать, что можно было бы использовать его в качестве грунта.
Сварочный аппарат можно заземлить с помощью автомобиля, но необходимо соблюдать некоторые меры предосторожности. Если вы решите не принимать эти меры предосторожности, вы рискуете повредить дорогостоящее оборудование в вашем автомобиле, такое как аккумуляторы, электроника и топливопроводы.
При использовании автомобиля в качестве заземления рекомендуется отключить аккумулятор и любое чувствительное электронное оборудование, которое может быть повреждено потоком высокого напряжения.
Опять же, существует множество мнений, когда дело доходит до крепления сварочного аппарата к раме автомобиля. Я бы рекомендовал использовать это как последнее средство и действовать с осторожностью.
Прочитав о необходимом оборудовании и факторах безопасности при сварке с заземлением и без него, вы готовы приступить к своему первому сварочному проекту.
Обязательно задавайте вопросы, если не знаете ответа. Использование Интернета — отличный ресурс, но не всегда лучший для точности.
В случае сомнений обратитесь к электрику или в компанию, производившую используемую вами машину.
Каковы риски использования незаземленного сварочного аппарата?
Прочитав о том, как заземлить свой сварочный аппарат, вы, вероятно, все еще задаетесь вопросом, каков риск, если я не заземлю свой сварочный аппарат.
Я знаю, что есть много людей, которые отчаянно нуждаются в экономии времени, а это часто означает использование ярлыков.
Я уже говорил об опасности, которую вы подвергаете себе, машине и оборудованию/предмету приварки, когда вы решаете не заземлять, но давайте уточним.
- Сварщик использует очень высокое напряжение. Если вы не заземлите свою машину и электричеству некуда будет идти, чтобы достичь земли, оно в конечном итоге пройдет через вас, заставив вас стать землей.
- Это особенно опасно при работе во влажных условиях, поскольку вода является естественным проводником. В сочетании с незаземленным сварочным аппаратом вы увеличиваете риск поражения электрическим током.
- Выбирая сварку незаземленным сварочным аппаратом, вы также увеличиваете риск возгорания.Если у тока нет заземляющего провода, он в конечном итоге выйдет из проводов, что потенциально может вызвать пожар.
- Вы подвергаете свариваемое оборудование риску. Например, если вы работаете с машиной, имеющей электрические компоненты, скачок напряжения может пройти непосредственно через эти компоненты, что сделает их бесполезными.

Основной вывод из этой статьи должен заключаться в том, что хотя вы МОЖЕТЕ сваривать без заземления, это не рекомендуется с точки зрения здоровья и безопасности.
Сварка без заземления повышает риск возникновения чего-то крайне опасного и опасного для жизни.
При взвешивании рисков сварки с заземлением и без заземления должно быть понятно, что заземление сварщика является важным этапом, который нельзя пропускать.
Если вы чувствуете, что недостаточно разбираетесь в электрике, потратьте дополнительные деньги и найдите того, кто разбирается в этом.
Если во время сварки вы чувствуете крошечные толчки, даже если они не причиняют вам боли или вреда, остановитесь и проверьте свое оборудование, включая землю.Помните, вы не хотите быть землей, которую энергия использует для побега.
Если вам понравилась эта статья, вам, вероятно, понравится «Ослабляет ли болт сварка?».
Три вещи, на которые следует обратить внимание при сварке: влажность, имп.
 ..
..
Канадский центр гигиены труда и техники безопасности заявляет, что контакт с током всего в 20 миллиампер может привести к летальному исходу. Для сравнения, обычный бытовой автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер. Поражение электрическим током также может привести к падению моряка с высоты из-за его реакции на удар электрическим током.Это может привести к летальному исходу или серьезной травме. Так как же сварщики могут минимизировать риск получения травм? Ключом к успеху является надлежащая изоляция в сухом помещении, эффективное заземление и правильная одежда.
Электрическое сопротивление снижается в присутствии воды или влаги. Поэтому сварщики должны принимать дополнительные меры предосторожности при работе во влажных условиях, включая собственный пот. При сварке на палубе влажные условия могут быть вызваны морскими брызгами или волнами, набегающими на палубу. В качестве примера см. отчет государства флага Гонконга о смерти слесаря электрическим током.
Свариваемая деталь должна быть подключена к электрическому заземлению, и это соединение должно быть отделено от сварочной цепи. Другими словами, он должен быть правильно заземлен или заземлен. Должна использоваться двухкабельная система подачи и возврата с обратным кабелем сварочного комплекта и каждой обрабатываемой деталью, отдельно заземленной на корпусе судна (Кодекс безопасных методов работы). Это делается для того, чтобы убедиться, что обрабатываемая деталь и земля имеют одинаковый потенциал и максимизируют личную защиту в случае выхода из строя изоляции.На судах также могут использоваться альтернативные методы защиты от повреждения изоляции, а некоторые сварочные аппараты могут не требовать заземления изделия.
Наконец, одежда и другие средства индивидуальной защиты, такие как непроводящая обувь и перчатки, должны быть сухими, чтобы обеспечить максимальную изоляцию сварщика. Надлежащее защитное снаряжение, пожалуй, самый важный компонент безопасности для сварщиков.
Прочие материалы
Плакаты по предотвращению убытков Не становитесь частью схемы
Безопасность дуговой сварки для инструкторов и супервайзеров
Цель: Использование безопасных методов дуговой сварки.
Примечание для инструктора При сварке важно соблюдать меры предосторожности. Есть много опасностей, связанных со сваркой. Для этого модуля:
|
Фон
Дуговая сварка включает дуговую сварку в среде защитного газа, сварку в защитных газах и контактную сварку. Оборудование для дуговой сварки различается по размеру и типу, поэтому важно прочитать и следовать рекомендациям производителя.
Оборудование для дуговой сварки различается по размеру и типу, поэтому важно прочитать и следовать рекомендациям производителя.
Общая безопасность дуговой сварки
- Прочтите все предупреждающие этикетки и инструкции по эксплуатации, особенно если вы используете оборудование впервые.
- Надлежащая защита глаз обязательна.
- Перед началом любой сварки проведите полную проверку сварочного аппарата.
- Удалите все потенциальные источники возгорания из зоны сварки.
- Всегда держите наготове огнетушитель.
- Оснастите сварочные аппараты выключателями питания для быстрого отключения.
- Перед ремонтом отключите питание машины.
- Надлежащее заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют:
- Ослабленные кабельные соединения
- Дефектные кулачки
- Плохая изоляция
- Удалите стержни, когда работа будет завершена.
- Не зажигайте дугу, если поблизости находится человек без надлежащей защиты глаз.
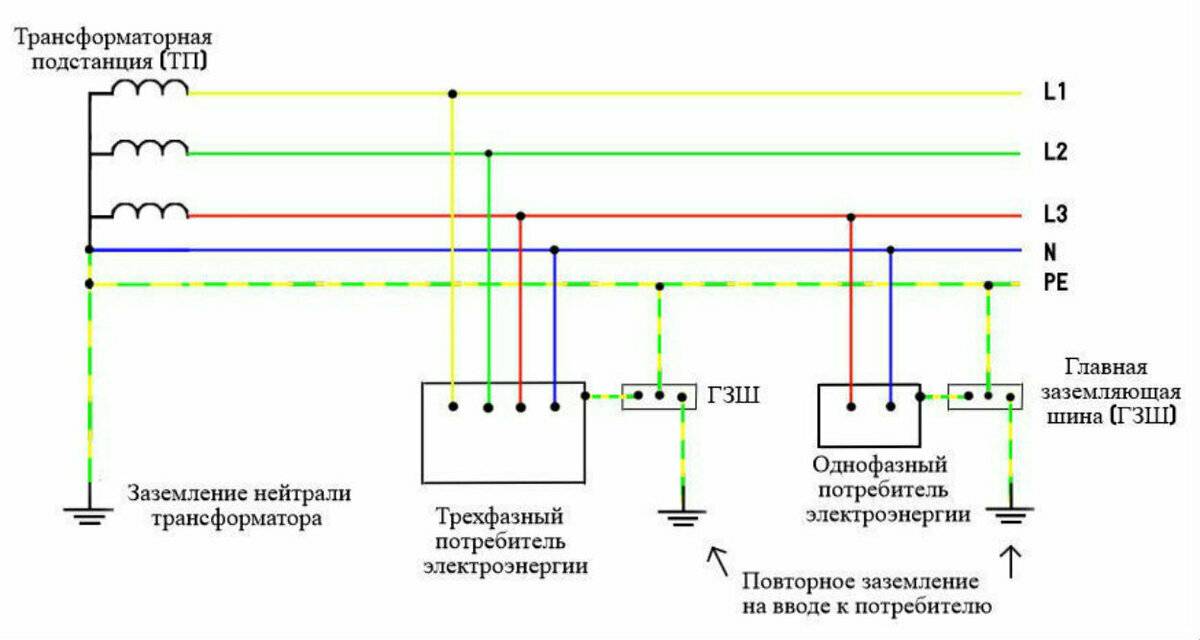
Средства индивидуальной защиты
- Инфракрасное излучение может сжечь сетчатку. Это также может вызвать катаракту. Защитите глаза и лицо правильно подобранной сварочной маской и фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды, такой как:
- Шерстяная одежда
- Огнестойкая оболочка
- Огнеупорный фартук
- Перчатки
- Правильно подобранная одежда – не потертая и не изношенная
- Рубашки с длинными рукавами
- Брюки прямого кроя, закрывающие обувь
- Огнестойкая накидка или наплечники для работы над головой
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Очищайте одежду от жира и масла.
Надлежащая вентиляция
Иногда рабочие проводят сварку в закрытых помещениях с препятствиями для движения воздуха. Убедитесь, что имеется достаточная вентиляция. Естественные сквозняки, вентиляторы и расположение головы помогают предотвратить попадание дыма на лицо сварщика.
Убедитесь, что имеется достаточная вентиляция. Естественные сквозняки, вентиляторы и расположение головы помогают предотвратить попадание дыма на лицо сварщика.
Когда достаточно естественной вентиляции?
- Если помещение или зона сварки содержит не менее 10 000 кубических футов на каждого сварщика.
- Если высота потолка не менее 16 футов.
- Если перегородки, оборудование или другие конструктивные барьеры не блокируют перекрестную вентиляцию.
- Если сварка не производится в замкнутом пространстве.
Если требования к естественной вентиляции не соблюдаются, помещение необходимо вентилировать механически. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины.
- Где используются респираторы с воздушной линией.
Предотвращение поражения электрическим током
Поражение электрическим током может убить. Во избежание поражения электрическим током:
Во избежание поражения электрическим током:
- Используйте держатели электродов и кабели с хорошей изоляцией.
- Держатель электрода, или жало, должен быть в хорошем состоянии, без трещин или отсутствия изоляции.
- Никогда не оставляйте сварочный электрод в электрододержателе или жале, когда не участвуете в работе.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей электропитания.
- Наденьте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварочный аппарат от земли с помощью сухой изоляции, такой как резиновый коврик или сухие деревянные доски.
- Грунтовые рамы сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или в мокрых перчатках.
Просмотрите эти важные моменты
- Надлежащие средства индивидуальной защиты очень важны.
- Поражение электрическим током может быть смертельным.
- Если вентиляция недостаточна, необходимо обеспечить механическую вентиляцию зоны сварки.
- Всегда имейте огнетушитель наготове для немедленного использования.
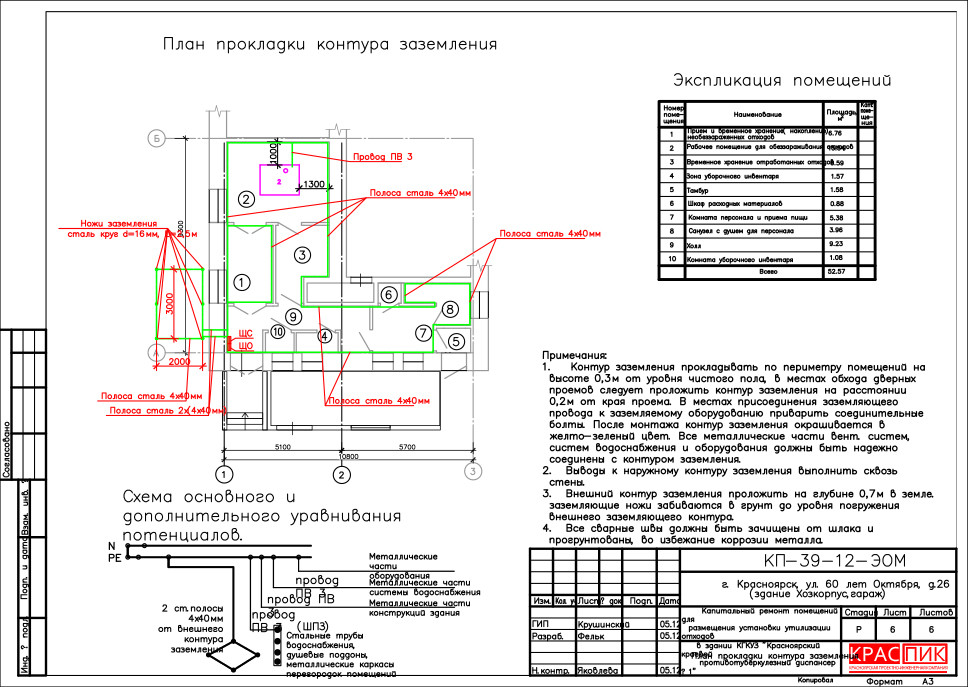
Об этих модулях
В группу авторов учебных модулей из серии тренингов по ландшафтному и садоводству входят Ди Джепсен, директор программы по безопасности и гигиене сельского хозяйства Университета штата Огайо; Майкл Вонакотт, специалист по исследованиям в области профессионального образования; Питер Линг, специалист по теплицам; и Томас Бин, специалист по безопасности сельского хозяйства. Модули были разработаны при финансовой поддержке Управления по охране труда и здоровья США.С. Министерство труда, номер гранта 46E3-HT09.
Любые мнения, выводы, выводы или рекомендации, изложенные в данной публикации, принадлежат авторам и не обязательно отражают точку зрения Министерства сельского хозяйства США или Министерства труда США.
Ключ ответа
1.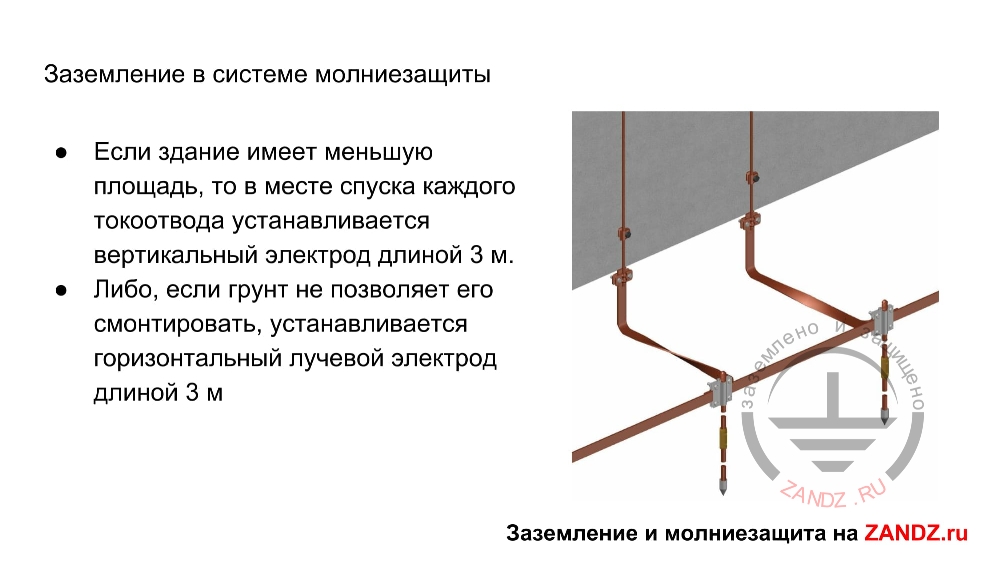 Т
Т
2. Т
3. Ф
4. Ф
5. Т
Тест
: безопасность дуговой сварки
Имя ____________________________________
Правда или ложь?
1.Все источники возгорания должны быть удалены из зоны сварки. Т F
2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. Т F
3. Защита глаз не всегда требуется. Т F
4. Допускается использование электрододержателей с ослабленными кабельными соединениями. Т F
5. Электроды нельзя менять голыми руками или в мокрых перчатках. Т F
.